| 8 (800) 200-52-75 (495) 366-00-24 (495) 504-95-54 (495) 642-41-95 | ||
| e-mail: [email protected] | e-mail: [email protected] | |
Сварочные вольфрамовые электроды широко используются для ручной, механизированной и автоматической электродуговой бесконтактной сварки тонколистовых (толщиной от 3-4 до 0,05 мм) и крупногабаритных металлических конструкций, требующих высокой прочности, геометрической точности и чистоты шва. Рисунок 1. Ручная сварка вольфрамовым электродом. Описание сварочного вольфрамового электрода, преимущества и недостатки Стандартные сварочные вольфрамовые электроды имеют форму прямолинейного прутка круглого сечения длиной 50, 75, 150,175 мм с номинальным диаметром от 0,5 мм до 10 мм.
Перечисленные свойства делают вольфрамовый электрод одним из самых востребованных расходных материалов для качественной сварки металлов и сплавов всех типов. С точки зрения функциональности, производительности и эффективности, минусов у вольфрамовых электродов практически нет. Их недостатками, при определенной степени условности, можно считать необходимость разогрева для зажигания дуги, что легко решается увеличением мощности сварочного аппарата, а также выделение небольшого количества радиоактивных паров и пыли у электродов, легированных торием-232, что успешно нивелируется проветриванием помещения для сварки. Условия применения вольфрамовых электродов С целью недопущения окислов на поверхности соединительного шва, сварка вольфрамовыми электродами осуществляется в среде защитного газа, ограждающей зону сварки от воздействия кислорода, паров воды. Для создания такой среды используется химически инертный газ, не взаимодействующий с металлом сварного шва – аргон (Ar), гелий (He), специальные сварочные газовые смеси. Чаще всего используют аргон, поскольку он доступен и стоит недорого, чем объясняется распространенное название этого типа сварки – аргонодуговая сварка. Ручная сварка вольфрамовым электродом, применяемая на небольших предприятиях, в мастерских, автосервисах, обозначается аббревиатурой TIG (Tungsten Inert Gas), где которой слово «Tungsten» переводится с английского как «вольфрамовый». Формирование защитной среды в разных сварочных аппаратах происходит по-разному. Наиболее распространена локальная защита шва, когда инертный газ выбрасывается из сопла сварочной горелки. Для получения сварных швов максимально высокого качества, например, при производстве титановых конструкций для самолётов, детали свариваются в герметичных камерах с инертным газом. Существуют камеры с встроенным сварочным оборудованием, которое управляется оператором извне, а также большие обитаемые камеры, где сварщики работают в скафандрах. Буквенно-цифровая маркировка отечественных вольфрамовых электродов по ГОСТ и ТУВ маркировке отечественных электродов первые две литеры «Э» и «В» указывают на то, что это «электрод вольфрамовый», а химический состав присадок отражают последние литеры аббревиатур:
Международная буквенно-цифровая маркировка вольфрамовых электродов по ISO 6848 В маркировке вольфрамовых электродов, выпускаемых по международному стандарту ISO 6848, так же как в случае с изделиями по ГОСТ 23949-80, содержится указание на химический состав легирующей добавки.
Соответствие параметров электродов (аналоги) разных стандартов Основная часть выпускаемых по международным стандартам электродов прямо соотносится с российскими изделиями по процентному содержанию легирующих добавок и сварочно-технологическим свойствам.
Международная цветная маркировка (цветовой код), свойства и назначение разных типов вольфрамовых электродов Для упрощения и ускорения выбора нужного типа вольфрамовых электродов по марке, на торцевые части стержней в мировой практике общепринято наносить дополнительную цветовую индикацию, которая отражает их характеристики и назначение. Чтобы выбрать необходимое изделие, сварщику не нужно читать текст на упаковке, цветовой код позволяет быстро и безошибочно определить электрод для выполнения конкретной задачи. Рисунок 2. Вольфрамовые электроды в пенале.
Работа на переменном синусоидальном токе (AC) в среде аргона или гелия. Специальное назначение: сварка алюминия, магния, никеля и их сплавов, а также алюминиевой бронзы. Свойства: высокая стабильность дуги, качественный, прочный и геометрически ровный шов.
Чёрный, синий и золотистый лантановые электроды способны эффективно работать на переменном и постоянном токе (AC/DC), что указывает на их универсальность.
Работает на постоянном токе (DC). Назначение: сваривание особо ответственных конструкций методом TIG в защищённой инертными газами среде. Основные металлы сварки: все типы сталей, титан, медь и их сплавы. Свойства: выдерживает большие токи, при соблюдении технологии сварки обеспечивает качественный шов повышенной надёжности.
Электроды марок WT содержат торий, который является радиоактивным материалом низкого уровня, и хотя не является фактором риска, при сварке и их заточке в закрытых помещениях необходимо соблюдать определенные требования безопасности. Наиболее используемая марка WT-20 имеет российский аналог ЭВТ-15. Работают электроды на постоянном токе (DC). Основные металлы сварки: нержавеющие стали, тугоплавкие металлы, ниобий, тантал, медь, кремниевая бронза, никель, титан и их сплавы. Свойства: значительно прочнее электродов из чистого вольфрама, не теряют форму рабочего конца при высоких токах.
Работа на переменном и постоянном токе (AC/DC).
Цериевые вольфрамовые электроды работают на переменном и постоянном токе (AC/DC). Назначение: сваривание всех типов сталей и сплавов. Это изделия высокой универсальности, которые не требуют специальной подготовки для проведения сварочных работ, характеризуются высокой устойчивостью дуги, формируют аккуратный ровный шов.
Работа на переменном токе (AC). Особенности: электроды данного типа требовательны к чистоте сварочной среды, но при этом могут работать при более высоких токах, чем изделия с присадками церия, лантана или тория, имеют очень стабильную дугу. Назначение: сварка конструкций из цветных металлов (алюминий, магний, никель, бронза) и их сплавов. Производство вольфрамовых электродов В качестве исходного материала для изготовления вольфрамовых электродов используются заготовки в виде прутков, которые обрабатываются ковкой, протяжкой или бесцентровым шлифованием до заданных стандартом размеров. Реже применяется технология волочения, поскольку она более трудоёмка и предполагает дополнительную специальную химическую очистку (травление) заготовок с целью удаления с их поверхности окислов и иных загрязнений. Подготовка вольфрамовых электродов к сварке Торцы выходящих с заводского конвейера вольфрамовых электродов имеют прямой срез, поэтому после подбора нужного изделия для решения конкретных производственных задач, выполняют заточку их рабочего конца. От геометрической формы заточки зависит стабильность горения, мощность и глубина проплавления дуги, плотность энергии на аноде, эрозионная стойкость изделия, и в конечном итоге, скорость сварки, чистота и надёжность сварного шва. Длина затачиваемого участка электрода определяется умножением диаметра прутка на 2,5. Для сварки при невысоком токе угол заточки обычно составляет 10-20 градусов, для среднего тока – 20-30 градусов, для тока высокой мощности – 60-120 градусов. Универсальный угол конуса рабочего конца имеет значение в пределах 28-30 градусов. Угол и форму заточки необходимо менять в зависимости от мощности тока, характеристик свариваемого материала, поставленных задач в соответствии с технологическими требованиями. Формирование сварного шва вольфрамовым электродом При металлургической совместимости материалов (химических и теплофизических свойств), совмещаемые детали свариваются сплавлением входящих в основные металлы элементов. Под воздействием высокой температуры сварочной дуги по линии стыка или нахлёста запускаются тепловые и диффузионные процессы, шов между деталями заполняется молекулами соединяемых металлов, они «перемешиваются» образуя физически прочную и химически однородную связь – сварное соединение с необходимыми для эксплуатации характеристиками. Если материалы разнородны, используется метод вставки. В зазор между совмещаемыми кромками деталей вводится металлическая присадочная проволока (пруток), которая расплавляется под воздействием температуры сварочной дуги от вольфрамового электрода и формирует стойкое сварное соединение. Области применения вольфрамовых электродовВольфрамовые электроды применяют в авто-, авиа-, судо-, двигателестроении, десятках других отраслей народного хозяйства. В роли ключевого рабочего компонента аппаратов аргонодуговой сварки они незаменимы в современных условиях при строительстве и ремонте трубопроводов, восстановлении металлических деталей и узлов конструкций машин и механизмов, производстве сварных металлических объектов из тугоплавких металлов для экстремальных условий эксплуатации: космос, Арктика и т.д. Рисунок 3. Сварочный аппарат. |

 Также вольфрамовый электрод
может быть выполнен в виде прутка немерной длины в пределах 800-1000 мм. Продукцию изготавливают по ГОСТ 23949-80, ТУ 48-19-27-91, ТУ 48-19-39-85, 48-19-221-83 и ТУ 48-19-527-83 из чистого вольфрама и вольфрама с активирующими легирующими (присадками) добавками редкоземельных металлов (двуокиси тория, окисей лантана, иттрия), которые в определённой пропорции с вольфрамом:
Также вольфрамовый электрод
может быть выполнен в виде прутка немерной длины в пределах 800-1000 мм. Продукцию изготавливают по ГОСТ 23949-80, ТУ 48-19-27-91, ТУ 48-19-39-85, 48-19-221-83 и ТУ 48-19-527-83 из чистого вольфрама и вольфрама с активирующими легирующими (присадками) добавками редкоземельных металлов (двуокиси тория, окисей лантана, иттрия), которые в определённой пропорции с вольфрамом:
 Полуавтоматическая и автоматическая сварка с защитной средой из инертных газов в профессиональных (промышленных) условиях обозначается аббревиатурой MIG, где M – металл, I – инертный, G – газ (Metal inert gas welding).
Полуавтоматическая и автоматическая сварка с защитной средой из инертных газов в профессиональных (промышленных) условиях обозначается аббревиатурой MIG, где M – металл, I – инертный, G – газ (Metal inert gas welding).



 Назначение: плазменное напыление, резка, наплавка металлов на различных деталях и формах, а также сваривание тонких листовых нержавеющих, низколегированных, жаропрочных сталей, меди и ее сплавов, никеля, бронзы, магния. Свойства: способность выдерживать высокие токовые нагрузки, длительное сохранение заточки рабочего конца, чистота шва.
Назначение: плазменное напыление, резка, наплавка металлов на различных деталях и формах, а также сваривание тонких листовых нержавеющих, низколегированных, жаропрочных сталей, меди и ее сплавов, никеля, бронзы, магния. Свойства: способность выдерживать высокие токовые нагрузки, длительное сохранение заточки рабочего конца, чистота шва.
 Изделие характеризуется универсальностью сваривания всех типов сталей и сплавов, быстрым запуском и повторным зажиганием дуги, её стабильностью и качеством, отсутствием склонности к прожигам. Рекомендованное назначение: сварка углеродистых и легированных сталей, меди, алюминия, никеля, а также сплавов на их основе.
Изделие характеризуется универсальностью сваривания всех типов сталей и сплавов, быстрым запуском и повторным зажиганием дуги, её стабильностью и качеством, отсутствием склонности к прожигам. Рекомендованное назначение: сварка углеродистых и легированных сталей, меди, алюминия, никеля, а также сплавов на их основе.

 Например, торец ториевых электродов ЭВТ-15/WT-20 обрабатывается в форме площадки с выступами. Рабочий конец электродов марок ЭВЛ/ВЛ/WL-15 и WZ-8 затачивается в форме полусферы.
Например, торец ториевых электродов ЭВТ-15/WT-20 обрабатывается в форме площадки с выступами. Рабочий конец электродов марок ЭВЛ/ВЛ/WL-15 и WZ-8 затачивается в форме полусферы. Существуют и другие технологии аргонодуговой сварки, например, на медной подкладке по ГОСТ 14771-76. В каждом отдельном случае технология формирования сварного шва определяется задачами производства, характеристиками соединяемых металлов, их теплопроводностью, теплоёмкостью, электромагнитными свойствами и т.д.
Существуют и другие технологии аргонодуговой сварки, например, на медной подкладке по ГОСТ 14771-76. В каждом отдельном случае технология формирования сварного шва определяется задачами производства, характеристиками соединяемых металлов, их теплопроводностью, теплоёмкостью, электромагнитными свойствами и т.д.Классификация вольфрамовых электродов по цветам
Вольфрамовые электроды применяют при аргонодуговой сварке (TIG).
Ими сваривают изделия из металлов и их сплавов: углеродистых и легированных сталей, меди, титана и специальных жаропрочных составов.
Так же их используют для наплавки твердых сплавов. Они подходят для работ как на постоянном, так и на переменном токе.
В данной статье мы перечислили все основные маркировки, по которым ведется классификация вольфрамовых электродов.
- WZ-8 (белый) – содержат 0,8% оксида циркония.
Их лучше использовать для сварки переменным током, при этом рабочий торец обрабатывается для придания ему сферической формы. Также нельзя допускать даже минимального загрязнения сварочной ванны. Циркониевые электроды создают очень сильную и стабильную сварочную дугу. Поэтому нагрузка по току на них может быть намного больше, чем на электроды с цериевым, лантановым и ториевым покрытием.
Основные свариваемые металлы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
- WP (зеленый) – содержат 99,5% вольфрама.


Применяются при сварке переменным синусоидальным током (с осциллятором). Такие электроды создают и поддерживают устойчивую дугу в любой инертной среде (лучше всего с аргоном или гелием). Из-за ограниченной тепловой нагрузки рабочий конец WP формируют в виде шарика.
Основные свариваемые металлы: алюминий, магний и их сплавы.
- WC-20 (серый) – содержат 2 % оксида церия.
Этот редкоземельный металл повышает эмиссию с улучшением первоначального запуска сварочной дуги и поддерживают ее устойчивость даже при небольшом значении тока. Это универсальные электроды, которые применяются для сварки переменным током и током положительной прямой полярности.
Цериевые электроды используется при сварке трубопроводов, а так же тонколистовых стальных изделий и при сварке неповоротных стыков орбитальными автоматами.
Основные свариваемые металлы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
- WL-15 (золотистый), WL-20 (синий) – содержат оксид лантана (1,5% и 2% соответственно).
Обладают легким первоначальным запуском сварочной дуги и маленькой склонностью к прожигу. Устойчивая первичная дуга и отличный повторный розжиг дуги выдвигают их на первые места в промышленном применении. Оксид лантана значительно увеличивает рабочий ток, меньше загрязняют сварной шов и уменьшают износ на 50% по сравнению с обычными вольфрамовыми электродами.
Слой оксида лантана распределяется равномерно по всей поверхности, поэтому заточка сохраняется очень долго. Это является большим преимуществом при сварке черной и нержавеющей стали постоянным током прямой полярности или переменным током при запитывании от современных сварочных источников питания. Сварка переменным синусоидальным током требует шарообразной формы рабочего конца электрода.
Основные свариваемые металлы: высоколегированные стали, алюминий, медь, бронза.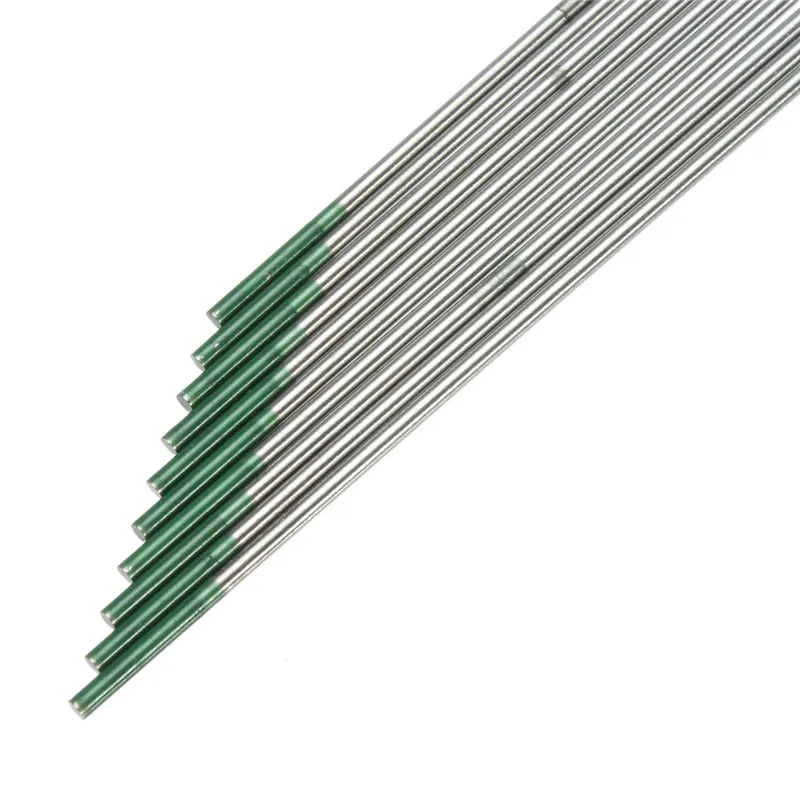 Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
- WY-20 (темно-синий) – содержат иттрий (1,8-2,2%).
Применяются при сварке ответственных узлов и конструкций на постоянном токе прямой полярности (DC). И считаются самыми устойчивыми из всех неплавящихся электродов, известных на сегодняшний день. Иттрированые электроды делают катодное пятно на конце более стабильным, поэтому устойчивость дуги значительно повышается.
Основные свариваемые металлы: углеродистые, низколегированные и нержавеющие стали, титан, медь и их сплавы.
- WT-20 (красный) – содержат оксид тория.
Это наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе.
Однако торий – радиоактивный элемент низкого уровня, поэтому пыль, которая неизбежна при заточке, может быть вредной для здоровья сварщика и небезопасной для окружающей среды. Если их применять не так часто, то незначительные выделения не нанесут никакого ущерба здоровью. Но если планируется постоянная работа такими электродами, то необходимо оборудовать место хорошей системой вентиляции.
Если их применять не так часто, то незначительные выделения не нанесут никакого ущерба здоровью. Но если планируется постоянная работа такими электродами, то необходимо оборудовать место хорошей системой вентиляции.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Они отлично сохраняют свою форму даже на больших токах, в отличие от чисто вольфрамовых электродов, которые начинают плавиться.
В отличие от предыдущих электродов этому типу не нужно придавать сферическую форму при сварке переменным током концу – достаточно сделать совсем небольшую выпуклость. Однако следует обратить внимание на то, что в данном случае сварочная дуга будет скакать по выступающим поверхностям, вызывая так называемое “брожение”. Поэтому WT-20 не рекомендуется использовать для сварки на переменном токе.
Основные свариваемые металлы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
Читайте также:
- Всё о вольфрамовых электродах
Купить онлайн Вольфрамовые электроды TIG
Вольфрамовый электрод TIG зеленого цвета Код AWS: EWP- Электрод из чистого вольфрама содержит 99,5%
- Превосходная проводимость, высокая прочность и производительность.
- Чистый вольфрам используется для сварки алюминиевых или магниевых сплавов
- Обычно используется с трансформаторными сварочными аппаратами
- Легко формирует шар на конце
- Вольфрам с церием отлично подходит для зажигания дуги с очень низкой силой тока.
- Лучше всего подходит для сварки таких сплавов, как титан, магний, медь и низколегированные стали
- 2% Торирование чаще всего используется для сварки стали и нержавеющей стали постоянным током.
- Хорошая общая производительность. Высокая прочность и низкая скорость горения.
- Торированные электроды откладывают меньше вольфрама в сварочную ванну по сравнению с другими электродами, что приводит к меньшему загрязнению сварного шва.
- 2% Торирование чаще всего используется для сварки стали и нержавеющей стали постоянным током.

- 1,5% Лантанированный вольфрам содержит меньше лантана по сравнению с синим наконечником.
- Лучше всего использовать для приложений постоянного тока
- 2 % лантана – популярное универсальное применение, исключительно хорошо работает как с переменным, так и с постоянным током.
- Отлично подходит для сварки различных сплавов. Сталь, нержавеющая сталь, алюминий, магний, медь, титан и нержавеющая сталь
- 0,8% Цирконированный вольфрам хорошо работает при более высоких токах.
- Отличная замена зеленому чистому вольфраму.
- Подходит как для инверторных, так и для трансформаторных сварочных аппаратов.
- Подходит для магниевых и алюминиевых сплавов
- 0,8% Цирконированный вольфрам хорошо работает при более высоких токах.

Доступные модели:
ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД TIG (ЗЕЛЕНЫЙ) 1/16 дюйма или 1,6 мм, длина 7 дюймов — 10 шт. в упаковке
Номер детали: CTE500-GR-1167
Рекомендованная производителем розничная цена:
11,11 € Добавить в корзину
Номер детали: CTE500-GR-3327
Рекомендованная производителем розничная цена:
24,44 € В корзину
Номер детали: CTE500-GR-0187
MSRP Цена:
43,71 €Добавить в корзину
Вольфрамовый электрод для сварки вольфрамовым электродом (СЕРЫЙ) 1/16 дюйма или 1,6 мм, длина 7 дюймов — 10 шт. в упаковке
в упаковке
Номер детали: CTE500-GY-1167
Добавить в корзину
Вольфрамовый электрод для сварки вольфрамовым электродом (СЕРЫЙ) 3/32″ или 2,4 мм, длина 7″ – Упаковка из 10 шт.
28,89 €Добавить в корзину
ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД TIG (СЕРЫЙ) 1/8″ или 3,2 мм, длина 7″ – 10 шт. в упаковке
Номер детали: CTE500-GY-0187
Рекомендованная производителем розничная цена:
43,71 € Добавить в корзину
Номер детали: CTE500-RE-1167
Рекомендованная производителем розничная цена:
12,59 € Добавить в корзину
Номер детали: CTE500-RE-3327
MSRP Цена:
28,15 €Добавить в корзину
Вольфрамовый электрод для сварки вольфрамовым электродом (КРАСНЫЙ) 1/8 дюйма или 3,2 мм, длина 7 дюймов — упаковка из 10 шт.
Add to Cart
TIG TUNGSTEN ELECTRODE (GOLD) 0.040″ or 1.0 mm , Length 7″- Pack of 10
Part Number : CTE500-GO-0407
MSRP Price :
10,36 €Добавить в корзину
ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД TIG (ЗОЛОТО) 1/16 дюйма или 1,6 мм, длина 7 дюймов — 10 шт. в упаковке
Номер детали: CTE500-GO-1167
Рекомендованная производителем розничная цена:
13,33 € В корзину
Номер детали: CTE500-GO-3327
Рекомендованная производителем розничная цена:
28,89 € Добавить в корзину
Номер детали: CTE500-GO-0187
MSRP Цена:
50,38 €Добавить в корзину
Вольфрамовый электрод для сварки вольфрамовым электродом (ЗОЛОТО) 5/32″ или 4,0 мм, длина 7″ – 10 шт. в упаковке
в упаковке
Артикул: CTE500-GO-5327
Add to Cart
TIG TUNGSTEN ELECTRODE (BLUE) 0.040″ or 1.0 mm , Length 7″- Pack of 10
Part Number : CTE500-BL-0407
MSRP Price :
10,36 €Добавить в корзину
ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД TIG (СИНИЙ) 1/16″ или 1,6 мм, длина 7″ – 10 шт. в упаковке
Номер детали: CTE500-BL-1167
Рекомендованная производителем розничная цена:
13,33 € В корзину
Номер детали: CTE500-BL-3327
Рекомендованная производителем розничная цена:
28,89 € Добавить в корзину
Номер детали: CTE500-BL-0187
MSRP Цена:
50,38 €Добавить в корзину
ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД (БЕЛЫЙ) 1/16 дюйма или 1,6 мм, длина 7 дюймов — упаковка из 10 шт.
Добавить в корзину
ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД (БЕЛЫЙ) 3/32 дюйма или 2,4 мм, длина 7 дюймов — упаковка из 10 шт.
28,89 €Добавить в корзину
ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД ДЛЯ ВИГ (БЕЛЫЙ) 1/8″ или 3,2 мм, длина 7″ – 10 шт. в упаковке
Номер детали: CTE500-WH-0187
Рекомендованная производителем розничная цена:
50,38 € Добавить в корзину
Номер детали: CTE500-BR-0187
Рекомендованная производителем розничная цена:
50,38 € Добавить в корзину
Номер детали: CTE500-TU-1167
MSRP Цена:
13,33 €Добавить в корзину
Вольфрамовый электрод для сварки вольфрамовым электродом (БИРЮЗОВЫЙ) 3/32″ или 2,4 мм, длина 7″ – Упаковка из 10 шт.
28,89 €Добавить в корзину
Вольфрамовый электрод для сварки вольфрамовым электродом (БИРЮЗОВЫЙ) 1/8″ или 3,2 мм, длина 7″ – Упаковка из 10 шт.
Добавить в корзину
- Описание
- Отзывы (0)
Видео
Как правильно выбрать вольфрам?
Видео
Различные типы вольфрамовых электродов
Советы по выбору вольфрамовых электродов
Один из вопросов, который в наши дни задают многие клиенты, звучит так: «Какой вольфрамовый электрод лучше всего подходит для моего приложения?»
Выбор правильного вольфрама имеет решающее значение для успешной сварки TIG. Вы должны убедиться, что используется правильный вольфрам для правильного типа источника питания, материала для сварки и толщины материала. Имея так много различных типов вольфрамовых электродов, изучение того, как правильно выбрать правильный вольфрам для каждого применения, может значительно улучшить качество сварки, а также сэкономить время и деньги.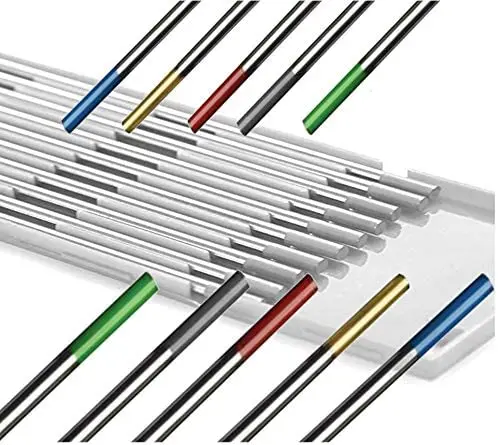
Ниже приведены некоторые из наиболее часто производимых вольфрамовых сварочных электродов для сварки TIG DC, TIG-AC и плазменной сварки:
2% ТОРИРОВАННЫЙ (КРАСНЫЙ) EWTh-2/WT20
Основной оксид: 1,7–2,2% оксид тория
Радиоактивный. Лучше всего подходит для использования в приложениях постоянного тока (d/c) с использованием трансформаторных источников питания постоянного тока. Лучше всего подходит для использования на коррозионностойких сталях, титановых сплавах, никелевых сплавах, медных сплавах. Хорошее начало и стабильность дуги постоянного тока, средняя скорость эрозии, средний диапазон силы тока, средняя склонность к разбрызгиванию.
0,8% ЦИРКОНИРОВАННЫЙ (БЕЛЫЙ) EWZr-8/WZ8
Основной оксид: 0,7–0,9% оксид циркония
Нерадиоактивный . Лучше всего подходит для использования с переменным током (a/c) для алюминиевых и магниевых сплавов с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо шарит, выдерживает большую силу тока, чем чистый вольфрам, с меньшим разбрызгиванием, лучшим запуском дуги и стабильностью дуги, чем чистый вольфрам.
Хорошо шарит, выдерживает большую силу тока, чем чистый вольфрам, с меньшим разбрызгиванием, лучшим запуском дуги и стабильностью дуги, чем чистый вольфрам.
1,5% ЛАНТАНАТ (ЗОЛОТО) EWLa-1.5/WL15
Основной оксид: 1,3 –1,7% Оксид лантана
Нерадиоактивный. Лучше всего подходит для использования в постоянном токе (d/c) в качестве альтернативы 2%-ному торию с использованием инверторных или трансформаторных источников питания постоянного тока. Лучше всего подходит для коррозионностойких сталей, сплавов титана, сплавов никеля, сплавов меди. Лучший запуск и стабильность дуги постоянного тока, низкая скорость эрозии, широкий диапазон силы тока, отсутствие разбрызгивания.
2% CERIATED (СЕРЫЙ) (ранее оранжевый) EWCe-2/WC20
Основной оксид: 1,8–2,2% оксид церия
Нерадиоактивный. Лучше всего подходит для использования в приложениях переменного тока (a/c) или постоянного тока (d/c) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошие свойства зажигания и повторного зажигания, длительный срок службы, отличная стабильность дуги. Низкая скорость эрозии, лучше всего при низком диапазоне силы тока, отсутствие разбрызгивания, хорошее начало дуги постоянного тока и стабильность.
Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошие свойства зажигания и повторного зажигания, длительный срок службы, отличная стабильность дуги. Низкая скорость эрозии, лучше всего при низком диапазоне силы тока, отсутствие разбрызгивания, хорошее начало дуги постоянного тока и стабильность.
ЧИСТЫЙ (ЗЕЛЕНЫЙ) EWP/WP
Основной оксид: Нет
Нерадиоактивный. Содержит 99,50% вольфрама. Хорошо подходит для использования с переменным током (a/c) для алюминиевых сплавов и магниевых сплавов в приложениях с низкой и средней силой тока, используя только трансформаторные источники питания постоянного тока. Шары легкие, имеет тенденцию плеваться при более высоких токах. Используется только для некритических сварных швов.
2% LANTHANTED (СИНИЙ) EWLa-2/WL20
Основной оксид: 1,8–2,2 % оксид лантана
Нерадиоактивный. Лучший электрод общего назначения для переменного тока (a/c) или постоянного тока (d/c) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошее начало и стабильность дуги, диапазон силы тока от среднего до высокого, низкая скорость эрозии.
Лучший электрод общего назначения для переменного тока (a/c) или постоянного тока (d/c) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошее начало и стабильность дуги, диапазон силы тока от среднего до высокого, низкая скорость эрозии.
LayZr™ (ШАРТРЕЗ) EWG
Основные оксиды: 1,5 % лантана, 0,08 % циркония, 0,08 % оксидов иттрия
Нерадиоактивный. Лучше всего подходит для автоматизированных или роботизированных приложений с переменным током (a/c) или постоянным током (d/c) из-за допуска низкого напряжения (изменения расстояния между наконечником и заготовкой) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. очень стабильная геометрия наконечника, работает при температуре ниже 2% тория с более длительным сроком службы, диапазон силы тока от низкого до среднего. самые лучшие старты с низкой силой тока
очень стабильная геометрия наконечника, работает при температуре ниже 2% тория с более длительным сроком службы, диапазон силы тока от низкого до среднего. самые лучшие старты с низкой силой тока
Подготовка вольфрама
В зависимости от типа вольфрамового электрода вольфрамовая заготовка имеет форму шарика, заостренную или усеченную форму. Скругленный наконечник чаще всего используется с электродом из чистого вольфрама и рекомендуется для использования с процессом переменного тока на синусоидальных и обычных сварочных аппаратах TIG с прямоугольной волной. Чтобы правильно скруглить конец вольфрама, подайте переменный ток, рекомендованный для диаметра электрода, и шарик на конце вольфрама сформируется сам. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма), поскольку на конце электрода имеется сфера большего размера. электрод может снизить стабильность дуги и/или упасть и загрязнить сварной шов.