Особенности маркировки и заточки вольфрамовых электродов для аргонной сварки
Аргонная сварка пользуется спросом, потому что обеспечивает прочное, долговечное и эстетичное соединение металлических изделий. Для работы с ней нужны электроды из чистого вольфрама или с примесями. Какими они бывают, для каких работ подходят, как их выбрать, мы рассмотрим ниже.
Содержание
Что такое вольфрамовый электрод и где он применяется
Так называется круглый пруток, изготовленный либо из одного вольфрама, либо с примесями (лантана, иттрия). Он нашел широкое применение в аргонной сварке. Вольфрам относится к тугоплавкому металлу. Он плохо плавится даже при такой высокой температуре, как 3 тысячи градусов.
На рынок поступают разные электроды, применяющиеся для сваривания различных металлических деталей при помощи постоянного или переменного тока. В отдельную категорию попадают универсальные стержни, с которыми можно работать на разном токе.
Буквенно-цифровая маркировка вольфрамовых электродов
Стержни для аргонной сварки имеют маркировку английской буквы W (вольфрам). А последующие буквы и цифры уже свидетельствуют об их составе (с примесью латана, иттрия). Цифра после букв говорит о проценте примеси.
А последующие буквы и цифры уже свидетельствуют об их составе (с примесью латана, иттрия). Цифра после букв говорит о проценте примеси.
Маркировка отечественных электродов по ГОСТ и ТУ
Электроды для сварки аргоном по ГОСТу 9466-75 расшифровываются — ЭВ – электрод вольфрамовый. Следующие после них буквы обозначают:
- ч – вольфрам;
- л – с лантаном;
- и — с иттрием;
- т – с торием.
Внимание: расшифровка электродов одних и тех же марок, но выпускаемых разными производителями, могут отличаться.
Также по ГОСТу 9466-75 кроме буквенной маркировки указывается диаметр стержня и его стандарт. Эта информация должна присутствовать на каждой упаковке продукции, коробках и ящиках.
Международная маркировка по стандартам ISO 6848
Здесь также указывается количество примесей. Буква W обозначает вольфрам, а следующая – примесь. Цифра свидетельствует о проценте присадки:
- W – вольфрам;
- WL15/20 – с процентом лантана 1,5%, 2%;
- WT10/20/30/40 с торием в разном соотношении его процентности;
- WY-20 с 2% иттрием;
- WC-20 с 2% оксида церия;
- WZ-8 с цирконием.

Свойства присадочных металлов и их влияние на качество сварного шва
Опытные сварщики знают, что опрятный и аккуратный шов на изделии получается благодаря трудному и ответственному труду. Здесь важно учесть тип прутка, количество в нем примесей, силу тока, толщину металла. Давайте рассмотрим подробно, как используются вольфрамовые электроды для аргонодуговой сварки по цветам назначение, так как они бывают: синими, красными, оранжевыми, серыми, зелеными, фиолетовыми и так далее.
Электрод WP (зеленый)
С ним принято работать на переменном токе. В стержне отсутствуют присадки, он эксплуатируется преимущественно для сваривания алюминия, магния. Зеленые электроды характеризуются образованием стабильной дуги. Так как их стержень трудно затачивается, он изготавливается производителями в виде шара.
Электроды WL-10 (черный), WL-15 (золотой) и WL-20 (голубой)
Являются универсальными с широким спектром применения. В них есть лантан в разной процентности, поэтому прутки характеризуются легким запуском, стойкостью к прожогам.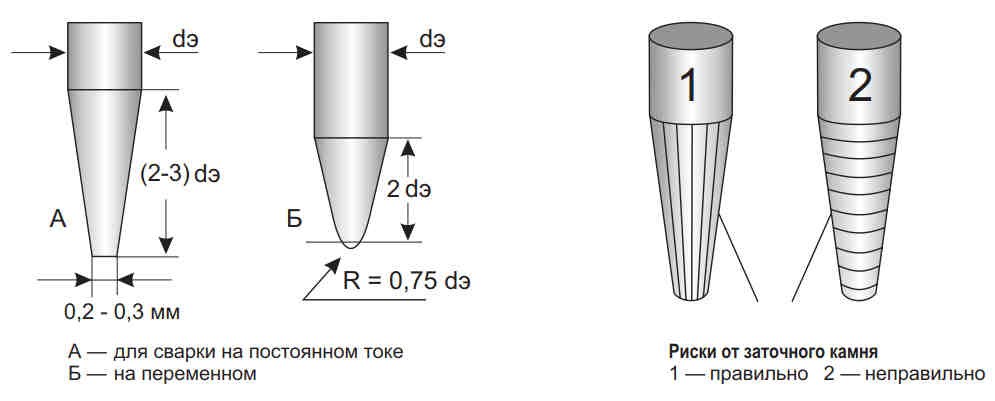
Благодаря наличию примесей, несущая способность данных электродов намного выше, чем тех, которые изготавливаются из чистого вольфрама. С ними сварщики работают на переменном и постоянном токе при сваривании алюминиевых, магниевых, никелевых и медных деталей. Серия WL удобная в эксплуатации, долговечная не загрязняет сварочный шов.
Электрод ПТК WL-15
Применяются для сваривания алюминиевых, нержавеющих изделий. Примесь лантана улучшает его стойкость и качество.
Электрод ПТК WL-20
Примесь лантана 2% , находящегося в стержне, позволяет использовать его при сваривании алюминиевых, нержавеющих деталей. С ними можно работать на высоком токе, и переменном.
Наличие лантана улучшает качество прутка и повышает его стойкость. Он легко поджигается, долго сохраняет заточку, не загрязняет шов, поэтому часто применяется для финишных швов.
Вольфрамовые электроды WС-10 (розовый) и WС-20 (серый)
WС-10 и WС-20 предназначаются для сваривания коротких по длине деталей. Примесь церия в процентном соотношении 1% и 2% позволяет работать с прутками на постоянном и переменном токе. К их преимуществам относятся:
Примесь церия в процентном соотношении 1% и 2% позволяет работать с прутками на постоянном и переменном токе. К их преимуществам относятся:
- универсальность применения за счет содержания церия, которые при любых условиях делают дугу стабильной;
- возможность работы на низких токах;
- не восприимчивость к типу тока.
Вольфрамовый электрод WY-20 (синий)
Стойкие стержни, в которых преобладает около 2% иттрированного вольфрама, что улучшает его стабильность, и повышает стойкость дуги. Эксплуатируются для сваривания сложных металлических изделий из стали, меди.
Электроды WZ-3 (коричневый) и WZ-8 (белый)
WZ-3 характеризуются способностью удерживать зазубренные кончики за счет примеси циркония. Они не расщепляются и имеют высокую токонесущую способность, благодаря чему создается стабильная дуга.
WZ-8 – в их составе присутствует цирконий. Электроды дают стабильную дугу, поэтому ими приваривают алюминиевые, бронзовые, никелевые сплавы.
Вольфрамовые электроды WT
В качестве примеси в них используется торий. Они выпускаются красного цвета и пользуются большим спросом среди сварщиков. Но торий радиоактивное вещество, поэтому работать с ним в помещении целый день запрещается. Если же работать приходится в помещении, необходимо продумать хорошую вентиляцию.
С серией WT-20 принято работать с нержавейкой, ниобием, медью, титаном.
Заточка вольфрамовых электродов
Вольфрамовый электрод для аргонной сварки должен быть хорошо заточенным. Ведь здесь нужно правильно расположить угол заточки, чтобы кончик был острым, что позволит работать с металлами разной прочности. При игнорировании заточки электрода создать эстетичный и опрятный шов не получится.
Заточка электродов для переменного тока имеет некоторые нюансы. Она позволяет создать рассеянную дугу. Но здесь важно точно определить диаметр электрода, отталкиваясь от диаметра будущего шва.
Внимание: на параметры заточки влияют характеристики электрода.
Острый угол заточки:
- делает широкие сварные швы;
- создает низкую токовую нагрузку;
- приводит к меньшему сроку службы.
Тупой угол заточки:
- позволяет создать узкий и опрятный шов;
- позволяет работать на высоких токах;
- характеризуется большим сроком службы.
Важно: кончик стержня при сварке необходимо проверять на острие, чтобы шов получился эстетичным и прочным.
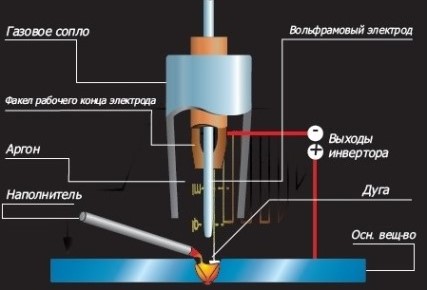
Аргонодуговая сварка неплавящимся электродом (tig)
Неплавящиеся электроды для аргонодуговой сварки производятся только из одного вольфрама, или же могут быть с примесями разных сплавов. Прежде чем начать работу необходимо включить прибор и подать аргон. Чтобы образовалась электродуга, надо приблизить прутик поближе к детали. Но сразу дуга не образуется, так как ей необходим осциллятор. Его назначение – зажечь электродугу.
Чтобы образовалась электродуга, надо приблизить прутик поближе к детали. Но сразу дуга не образуется, так как ей необходим осциллятор. Его назначение – зажечь электродугу.
При работе на постоянном токе используется прямая полярность, кроме сварки алюминиевых деталей. Так как вольфрам не плавится, чтобы образовался сварочный опрятный шов надо использовать присадочный материал.
Аргонодуговая сварка плавящимся электродом
В данном случае используется стержень из металла. При его прикосновении к детали должно произойти короткое замыкание, и образоваться пары. Именно благодаря наличию этих паров и зажигается дуга. Плавящиеся электроды для tig сварки не требуют применения осциллятора.
Применение вольфрамовых электродов
Вольфрамовые электроды пользуются большим спросом среди профессиональных сварщиков. Они выглядят как стержни без смазки. С их помощью образуется прочная дуга, и привариваются разные металлы (даже трубчатые). Стандартная длина прутка составляет 175 мм.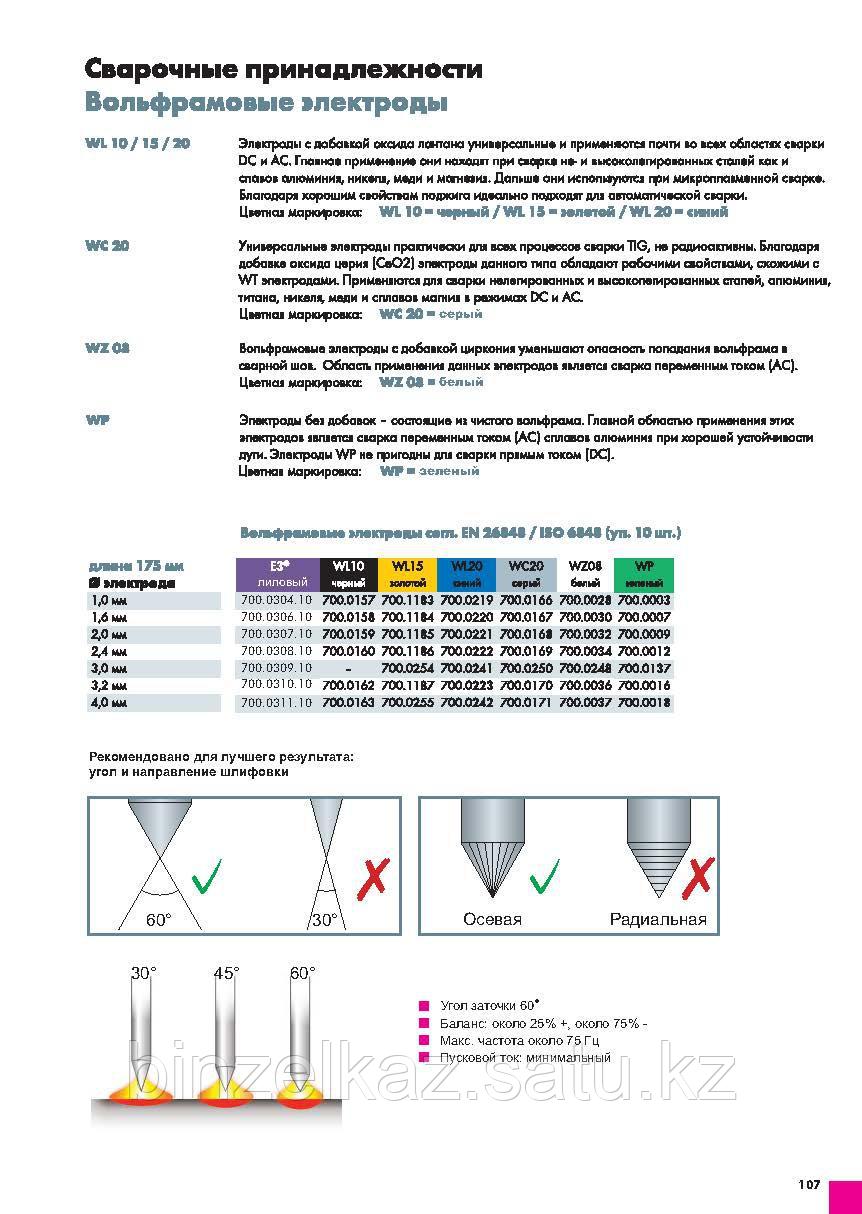 Так как пруток не плавится, к нему примыкает присадочная проволока.
Так как пруток не плавится, к нему примыкает присадочная проволока.
Использование вольфрама в аргонной сварке:
- повышает качество проделанной работы:
- повышает стойкость к нагрузкам;
- повышает износостойкость изделия;
- гарантирует быстрый поджиг;
- ускоряет процесс плавление металлов.
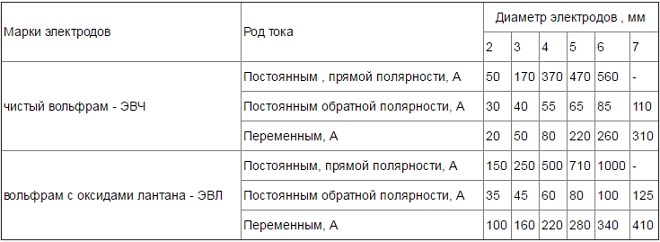
Рекомендации по подбору диаметра электрода и сварочного тока
Выбирая электроды для тиг сварки внимание уделяется:
- типу тока;
- наличию присадок;
- диаметру.
Диаметр стержня подбирается в зависимости от толщины будущего шва на изделии из металла. Если шов будет толщиной до 5мм, стержень выбирается диаметром 3-4 мм. Если размер сварочной ванны будет достигать 8 мм, диаметр стержня должен быть не более 5 мм.
Что касается величины тока, то:
- при диаметре прутка 3 мм величина тока должна варьироваться от 65 и до 100 А. На его значение влияют химический состав металла, положение шва. Новичкам-сварщикам рекомендуется работать при таком диаметре стержня на величине тока 80-85 А;
- при диаметре стержня 4 мм величина тока может варьироваться от 120 и до 200 А. Обычно такой диаметр электродов используется в промышленных работах. С его помощью создаются тонкие и широкие аккуратные швы на металле;
- при диаметре стержня 5 мм величина рабочего тока составляет 169-250 А. Здесь важно учитывать не только расположение шва и хим. состав, но и глубину проварки;
- при диаметре прутка от 6 и до 8 мм используется максимальная величина тока 250 А.
 Обычно такой диаметр электродов используется в промышленных работах. С его помощью создаются тонкие и широкие аккуратные швы на металле;
Обычно такой диаметр электродов используется в промышленных работах. С его помощью создаются тонкие и широкие аккуратные швы на металле;Подводя итоги стоит отметить, что аргоновая сварка становится все популярнее, так как она работает с разными металлами, отличается высокой прочностью и делает аккуратные и ровные швы. Но так как такой аппарат и расходники к нему довольно дорогие, приобрести его разумно только в тех целях, если вы работаете сваркой часто и на профессиональном уровне
Особенности вольфрамовых электродов
Вольфрамовые электроды – широко распространенное понятие среди сварщиков и прочих специалистов, связанных с работой по металлу. Представляют собой небольшие стержни, предназначенные для подвода тока к сваренным изделиям. Конечно же, как и любой предмет, они имеют свои разновидности и виды. Для удобства и условного обозначения применяется установленная маркировка, которая напрямую указывает на технические характеристики используемого сварочного материала.
Конечно же, как и любой предмет, они имеют свои разновидности и виды. Для удобства и условного обозначения применяется установленная маркировка, которая напрямую указывает на технические характеристики используемого сварочного материала.
Вольфрамовые электроды необходимы для передачи тока к свариваемым изделиям.
Типы вольфрамовых электродов и их предназначение
Вольфрам – металл, который практически невозможно встретить в чистом виде. Зачастую его применяют в процессе аргонодуговой сварки, поскольку этот металл довольно тугоплавкий, поэтому он способен удержать собственную прочность даже при длительной сварке. Металл вольфрам экономичный. Во время сварки его используемое количество ничтожно мало.
Самым крупным поставщиком представленного металла является Китай. Именно на их территории наблюдаются огромные запасы вольфрама. В связи с этим фактом, приобретая в магазине вольфрамовые электроды, обратите внимание на производителя. Если вы обнаружите европейскую страну, значит, можете быть уверены, что при покупке вы переплатите денежные средства.
Читайте также:
Как производится сварка полипропиленовых труб.
Особенности термитной сварки.
Об ультразвуковой сварке читайте здесь.
Сварочный материал подразделяется на три типа, в число которых входят:
Формы заточки вольфрамового электрода.
- Электроды переменного тока. Основными материалами, которые свариваются при воздействии тока, являются магний, алюминий и их разновидности, сплавы. Представленная разновидность широко применяется в случаях, когда необходимо обезопасить сварку от попадания загрязнений.
- Электроды постоянного тока. Здесь в вольфрамовый электрод добавляют такие металлы, как иттрий или торий. В случае с последним следует помнить о его радиоактивности, которая может существенно навредить людям, находящимся в закрытом помещении. Поэтому электроды с применением тория используют для сварки на открытых местностях или в складских помещениях, где имеется надежная действующая вентиляция. Эти изделия применяются для сварки следующих металлов:
 Эти изделия применяются для сварки следующих металлов:
Эти изделия применяются для сварки следующих металлов:- медь;
- титан;
- никель;
- тантал;
- бронза;
- сталь, не подверженная ржавчине в процессе эксплуатации;
- углеродистые сплавы.
Здесь следует отметить технику безопасности при сварке.
Важно! Поскольку некоторые сплавы и металл могут в процессе горения выделять ядовитые вещества, сварщик должен надевать защитную амуницию, где будут закрыты органы дыхания и глаза.
Характеристики вольфрамовых электродов.
Также необходимо использовать защитный газ аргон.
Универсальные электроды. Универсальные вольфрамовые электроды применяются в случае, когда необходимо сварить изделия из меди, алюминия, бронзы, тантала, никеля, титана и практически всех типов стали. Эти электроды отлично работают на переменном и постоянном токах, что несколько упрощает задачу. Частое применение можно наблюдать в сварке трубопровода, поскольку с их помощью можно соединить тонкие листы металла и сделать шов незаметным.
Использование определенного типа для сварки требует правильного выбора при покупке. Поэтому, чтобы осуществить сварку, необходимо иметь базовые знания о поведении и свойствах свариваемого металла. Зачастую профессиональные сварщики имеют соответствующую специализацию и образование.
Вернуться к оглавлению
Маркировка вольфрамовых электродов
Важно! Маркировка вольфрамовых электродов необходима специалистам, поскольку содержит в себе весь перечень характеристик и используемых металлов как при изготовлении электрода, так и подходящих для сварки.
Установленная и принятая маркировка для удобства различается по обозначению и цвету.
К вольфрамовым электродам применяется следующая маркировка:
Цветная маркировка вольфрамовых электродов.
- WP (цвет зеленый) – здесь электрод практически полностью состоит из вольфрама. Его содержание составляет 99,5%. Применяют для сварки магния и алюминия. Возможное использование электрода представленной маркировки заключается в сварке синусоидальным током. Для защиты используют два вида газа: аргон и гелий.
- WC-20 (серый) – на 2% состоит из оксида церия. Относятся к универсальным электродам, поскольку используются в сварке с переменным током и с применением положительной полярности. Задействуются в соединении трубопроводов в неповоротных стыках.
- WL-15, WL-20 (синий) – здесь имеется примесь лантана, которая позволяет добиться устойчивой дуги, и повторный розжиг, что делает электрод этой марки часто используемым в промышленности. Кроме того, применение в электроде лантана способно увеличить рабочий ток и уменьшить износ вполовину. Швы, произведенные с помощью представленного вида электрода, долговечны и менее загрязнены. Для работы электроду необходимо придать сферичную форму конца.
- WT-20 (красный) – здесь в состав входит торий. Как уже было описано выше, его пыль при работе несколько опасна для здоровья человека. Несмотря на этот факт, представленную маркировку иногда используют чаще, чем электроды, практически полностью состоящие из вольфрама. Эта особенность объясняется отличными свойствами тория, способного за считаные секунды соединить самые «привередливые» металлы. При работе рекомендуется использовать постоянный ток, поскольку при синусоидальном использовании тока полученная дуга может прыгать по свариваемой поверхности. Такие неприятности допускать нельзя.
- WZ-8 (белый) – здесь имеется менее процента оксида циркония. При работе необходимо внимательно следить за чистотой. Рекомендуется использовать переменный ток. Перед использованием следует придать электроду сферическую форму конца. Лучше применять для сварки алюминия.
- WY-20 (темно-синий) – вольфрамовые электроды с тонким покрытием иттрия. Их принято считать самыми устойчивыми электродами, поэтому применяют их зачастую для сварки ответственных и важных конструкций.
 Для защиты используют два вида газа: аргон и гелий.
Для защиты используют два вида газа: аргон и гелий. Эта особенность объясняется отличными свойствами тория, способного за считаные секунды соединить самые «привередливые» металлы. При работе рекомендуется использовать постоянный ток, поскольку при синусоидальном использовании тока полученная дуга может прыгать по свариваемой поверхности. Такие неприятности допускать нельзя.
Эта особенность объясняется отличными свойствами тория, способного за считаные секунды соединить самые «привередливые» металлы. При работе рекомендуется использовать постоянный ток, поскольку при синусоидальном использовании тока полученная дуга может прыгать по свариваемой поверхности. Такие неприятности допускать нельзя.При выборе электродов необходимо определиться с методом сварки и свойствами свариваемого металла, потому как для соединения одной конструкции могут потребоваться несколько типов и маркировок вольфрамовых электродов.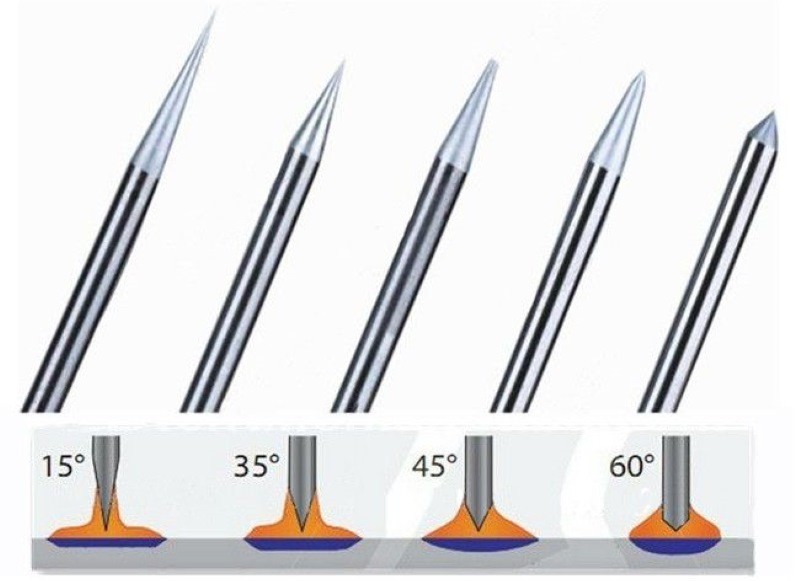
Вернуться к оглавлению
Аргонодуговая сварка: ее особенности и технология
Процесс аргонодуговой сварки.
Аргонодуговая сварка представляет собой соединение металлов под защитой аргона. Осуществляется представленный процесс двумя способами, каждый из которых следует рассмотреть детально.
Сварка ручным способом вольфрамовым электродом под защитой аргона. Этот метод включает в себя несколько этапов:
- К горелке подводят аргон и необходимый ток. Вторую фазу тока приводят к поверхности, где и будет сварка. Между электродом, прикрепленным к горелке, и поверхностью возникает дуга. К ней подается проволока для присадки.
- Далее необходимо зажечь дугу. Для этого лучше использовать угольную пластину, чтобы не испортить свариваемую поверхность, поскольку подобная оплошность может привести к загрязнению шва.
- Затем дугу возбуждают. Здесь часто используют осциллятор.
- Следим за движением электрода, поскольку его траектория должна прокладываться ровно по шву, в любом другом случае следует прекратить работу, потому как эта неприятность может сигнализировать о начале плавления электрода.

Здесь допускается применение переменного тока, потому как во время сварочных работ будет образовываться составляющая постоянного тока.
Схема аппарата TIG для аргонодуговой сварки.
Автоматическая сварка вольфрамовым электродом. Этот метод часто используется для сварки трубопроводов в неповоротных стыках.
Автоматическая сварка осуществляется специальными агрегатами, имеющими разные конструкции, которые самостоятельно проводят весь процесс сварки.
Здесь сварочная дуга возникает между поверхностью металла и концом проволоки, в качестве которой выступает электрод.
Зачастую представленные аппараты невозможно применить в некоторых сферах. В особенности это связано с невозможностью сделать короткий шов.
Вольфрамовые электроды для аргонодуговой сварки содержат следующую маркировку: WP, WZ, WT, WY. Это связано с их надежностью и универсальностью в использовании. Многие из представленных типов электродов применяют для сварки тонких листов металла. В этом случае часто требуется тонкая конусная заточка электрода.
В этом случае часто требуется тонкая конусная заточка электрода.
Вернуться к оглавлению
Правила аргонодуговой сварки
Для осуществления правильной сварки необходимо соблюдать следующие правила:
- Используйте в работе с тонкими металлическими листами специальные сборочно-сварочные приспособления. Они помогут в точности соединить кромку, и вы получите тонкий и прочный сварочный шов.
- Электроды должны быть идеально чистыми на концах, чтобы получить качественный шов.
- Перед сваркой необходимо по всем правилам и соблюдая все требования определиться с силой тока. Это обеспечит небольшой расход материала и продолжительность формы заточки.
- Постарайтесь не впускать в зону сварки воздух, в противном случае вы рискуете получить некачественный шов.
Соблюдая все правила и имея необходимые знания для осуществления сварочных работ, вы сможете сделать качественный шов и обеспечить себя десятилетиями спокойной жизни. Вам не предстоит латать дыры, потому как безукоризненно выполненная работа способна сохранять свои первоначальные качества на протяжении долгих лет.
Руководство по выбору и подготовке вольфрамовых электродов
Вольфрам — это редкий металлический элемент, используемый для изготовления электродов TIG (или GTAW). Процесс TIG основан на твердости вольфрама и стойкости к высоким температурам для подачи сварочного тока на дугу, поскольку он имеет самую высокую температуру плавления среди всех металлов (3410°C).
Эти нерасходуемые электроды бывают различных размеров и длин и состоят либо из чистого вольфрама, либо из смеси вольфрама и других редкоземельных элементов и оксидов. Выбор электрода для процесса TIG зависит от типа и толщины основного материала, а также от того, свариваете ли вы на переменном или постоянном токе.
В этой статье описываются варианты вольфрама, как выбрать лучший для вашего применения и правильная подготовка вольфрама.
Чистый вольфрам (цветовой код: зеленый)
Примечание. Каждый электрод имеет «цветовую маркировку», чтобы исключить путаницу с его типом. Цвет появляется на кончике каждого электрода.
Цвет появляется на кончике каждого электрода.
Электроды из чистого вольфрама (классификация AWS EWP) содержат 99,50 % вольфрама, имеют самый высокий расход из всех электродов и, как правило, дешевле, чем «легированные» аналоги.
Эти электроды образуют чистый закругленный наконечник при нагревании и обеспечивают хорошую стабильность дуги при сварке на переменном токе со сбалансированной формой волны. Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке переменным током, особенно алюминия и магния, но не используется для сварки постоянным током (он не обеспечивает такого сильного зажигания дуги, как торированные или цериевые электроды).
2%-торированные вольфрамовые электроды (цветовой код: красный)
2%-торированные вольфрамовые электроды (классификация AWS EWTh-2) содержат не менее 97,30% вольфрама и от 1,70 до 2,20% тория. Сегодня они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество электронной эмиссии электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и сводит к минимуму блуждание дуги для большей стабильности. Он также отличается более низким уровнем загрязнения сварного шва, чем другие электроды.
Торий повышает качество электронной эмиссии электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и сводит к минимуму блуждание дуги для большей стабильности. Он также отличается более низким уровнем загрязнения сварного шва, чем другие электроды.
Эти электроды можно использовать для сварки на переменном токе, и они являются исключительными для электродов с отрицательным электродом на постоянном токе (прямая полярность) при сварке углеродистой и нержавеющей стали, никеля и титана.
При изготовлении торий равномерно распределяется по всему электроду. Эта ровность позволяет электроду сохранять заточенную кромку — идеальную форму электрода для сварки тонкой стали. Однако заточку кончика электрода следует выполнять с большой осторожностью. Торированный вольфрам содержит низкий уровень радиоактивности. Поэтому вы всегда должны следовать предупреждениям производителя, инструкциям и паспорту безопасности материала (MSDS) при его использовании.
2% церия (цветовой код: оранжевый)
2% церия вольфрамовые электроды (классификация AWS EWCe-2) содержат не менее 97,30% вольфрама и от 1,80 до 2,20% церия. Эти электроды лучше всего работают при сварке на постоянном токе, но могут успешно использоваться в процессах на переменном или постоянном токе. Благодаря отличному началу дуги при малых токах цериевый вольфрам стал популярным в таких областях, как производство орбитальных труб и труб, обработка тонкого листового металла или работы, при которых свариваются мелкие и хрупкие детали. Как и торий, его лучше всего использовать для сварки углеродистых и нержавеющих сталей, никелевых сплавов и титана, что делает его очевидной заменой электродам с 2%-ным содержанием тория. Электрические характеристики цериевого вольфрама немного отличаются от электрических характеристик тория, но большинство операторов не смогут заметить разницу.
Новые методы сварки алюминия на переменном токе включают использование заостренного вольфрама с церием. Этот вольфрам, если его заострить, заводится очень хорошо, обеспечивая на 30–40% большую пропускную способность по току, чем чистый вольфрам того же диаметра, и не содержит никаких радиоактивных материалов
Этот вольфрам, если его заострить, заводится очень хорошо, обеспечивая на 30–40% большую пропускную способность по току, чем чистый вольфрам того же диаметра, и не содержит никаких радиоактивных материалов
1,5% лантана (цветовой код: золото)
1,5% лантана вольфрама электроды ( Классификация AWS EWLa-1.5) содержат не менее 97,80% вольфрама и от 1,30 до 1,70% лантана или лантана. Эти электроды обеспечивают отличное зажигание дуги, низкую скорость выгорания, хорошую стабильность дуги и отличные характеристики повторного зажигания — многие из тех же преимуществ, что и электроды с церием. Электроды с 1,5%-м содержанием лантана также очень близки по характеристикам проводимости к 2%-ному торированному вольфраму, а это означает, что в некоторых случаях они могут заменить 2%-ное содержание лантана без внесения значительных изменений в программу сварки.
[цитата] Вольфрамовые электроды с содержанием лантана 1,5% идеальны, если вы хотите оптимизировать свои сварочные возможности.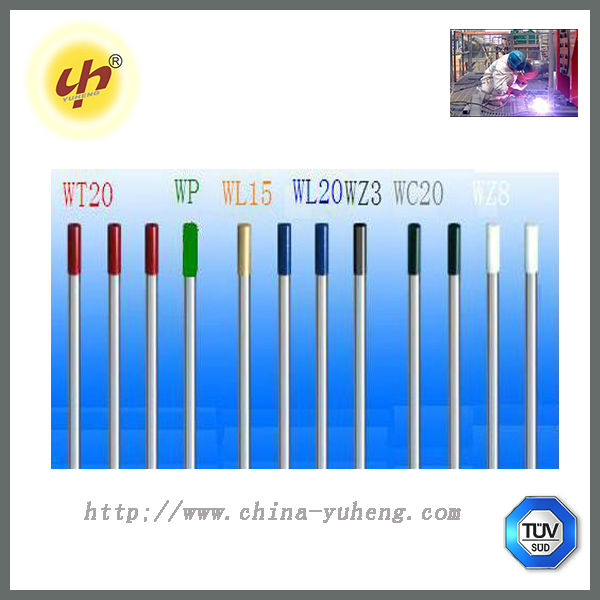 Лантансодержащие электроды хорошо работают с отрицательными электродами переменного или постоянного тока с заостренным концом, или их можно скруглить для использования с источниками питания синусоидальной волны переменного тока. Лантана равномерно распределяется по всей длине электрода во время изготовления. Он также хорошо сохраняет заточку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания прямоугольной формы.
Лантансодержащие электроды хорошо работают с отрицательными электродами переменного или постоянного тока с заостренным концом, или их можно скруглить для использования с источниками питания синусоидальной волны переменного тока. Лантана равномерно распределяется по всей длине электрода во время изготовления. Он также хорошо сохраняет заточку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания прямоугольной формы.
Эти электроды подходят для сварки переменным током и, как и электроды с церием, позволяют зажигать и поддерживать дугу при более низких напряжениях переменного тока. По сравнению с чистым вольфрамом добавление 1,5% лантана увеличивает максимальную несущую способность примерно на 50% для электрода данного размера.
Цирконированные (цветовой код: коричневый)
Цирконированные вольфрамовые электроды (классификация AWS EWZr-1) содержат не менее 99,10 % вольфрама и от 0,15 до 0,40 % циркония. Цирконированный вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, так как сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токовая несущая способность равна или больше, чем у торированного вольфрама. Ни при каких обстоятельствах цирконий не рекомендуется для сварки постоянным током.
Цирконированный вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, так как сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токовая несущая способность равна или больше, чем у торированного вольфрама. Ни при каких обстоятельствах цирконий не рекомендуется для сварки постоянным током.
Редкоземельный металл (цветовой код: серый)
Рис. 1: Типичные диапазоны тока для электродов с аргоновой защитой. |
Вольфрамовые электроды из редкоземельных элементов (классификация AWS EWG) содержат неуказанные добавки оксидов редкоземельных элементов или гибридные комбинации различных оксидов, но производители должны указывать каждую добавку и ее процентное содержание на упаковке. В зависимости от добавок желаемые результаты могут включать: стабильную дугу как в процессах переменного, так и постоянного тока, большую долговечность, чем у торированного вольфрама, возможность использовать вольфрам меньшего диаметра для той же работы, использование более высокого тока для вольфрама аналогичного размера и меньше вольфрамового плевка.
Заготовка из вольфрама – круглая, заостренная или усеченная?
Скругленный наконечник обычно используется на электроде из чистого вольфрама и рекомендуется для использования с процессом переменного тока на синусоидальных и обычных сварочных аппаратах TIG с прямоугольной волной. Чтобы правильно скруглить конец вольфрама, просто примените силу переменного тока, рекомендуемую для данного диаметра электрода (см. рис. 1), и шарик на конце вольфрама сформируется сам. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма), поскольку на конце электрода имеется сфера большего размера. электрод может снизить стабильность дуги и/или упасть и загрязнить сварной шов.
Рис. 2: Подготовка вольфрама для отрицательной сварки электродом на постоянном токе и на переменном токе с источниками питания с волнообразователем. |
Заостренный и/или усеченный наконечник (для чистого вольфрама, церия, лантана и тория) следует использовать для инверторных сварочных процессов на переменном и постоянном токе. Для правильной шлифовки вольфрама используйте шлифовальный круг, специально предназначенный для шлифовки вольфрама (во избежание загрязнения), а также круг из боразона или алмаза (для сопротивления твердости вольфрама). Примечание: если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль, имеете адекватную систему вентиляции на шлифовальной станции и соблюдаете предупреждения, инструкции и паспорта безопасности производителя.
Зашлифуйте вольфрам прямо на круге, а не под углом 90 градусов (см. рис. 2), чтобы следы заточки проходили по всей длине электрода. Это уменьшает наличие гребней на вольфраме, которые могут привести к блужданию дуги или плавлению в сварочной ванне, вызывая загрязнение.
Как правило, вам потребуется отшлифовать конус на вольфраме до расстояния, не превышающего диаметр электрода более чем в 2,5 раза (например, с электродом 1/8 дюйма вы должны отшлифовать поверхность от 1/4 до 5/ 16 дюймов в длину). Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.
Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.
При сварке с меньшим током более тонких материалов (от 0,005 до 0,040 дюйма) вольфрам лучше всего отшлифовать до острия. Заостренный вольфрам позволяет сварочному току передаваться по сфокусированной дуге и помогает предотвратить деформацию более тонких металлов, таких как алюминий. Следует отметить, что использование заостренных вольфрамовых электродов для приложений с более высоким током не рекомендуется, так как более высокий ток может сдуть кончик вольфрамового электрода и вызвать загрязнение сварочной ванны.
Вместо этого, для приложений с более высоким током, лучше всего отшлифовать вольфрам до усеченного наконечника. Чтобы получить эту форму, сначала отшлифуйте вольфрам до конуса, как описано выше, затем отшлифуйте до 0,010–0,030 дюйма. плоская земля на конце вольфрама. Эта плоская поверхность помогает предотвратить перенос вольфрама через дугу и/или слипание.
Заключение
В любом случае тип и форма используемого вольфрама помогают определить качество дуги и характеристики сварки, которых вы достигнете. Каждый из шести типов вольфрама, обсуждаемых здесь, имеет свои преимущества и недостатки. Вот почему, независимо от типа материала, который вы свариваете методом TIG или используете процесс переменного или постоянного тока, всегда важно разумно выбирать вольфрам для каждого применения. Это может максимизировать успех сварки TIG и является одним из лучших способов защиты от загрязнения и переделок. Для получения дополнительной информации посетите сайт Weldcraft по адресу www.weldcraft.com.
Вольфрамовые электроды E3 | ABICOR BINZEL
Улучшенное зажигание дуги и увеличенный срок службы электрода
Для сварки вольфрамовым электродом в среде инертного газа (TIG) в дополнение к горелке, источнику энергии и инертному газу необходимы неплавящийся и термостойкий вольфрамовый электрод. все основные факторы для получения красивых сварных швов и прочного соединения.
E3 Вольфрамовые электроды со смешанными оксидами редкоземельных элементов. По сравнению с ториевыми электродами Э3 менее вреден для окружающей среды и не радиоактивен.
Электрод E3 Особенности и преимущества:
- Отличное воспламенение и стабильные сварочные свойства
- Универсальный и подходит для всех применений при сварке постоянным и переменным током нелегированной и высоколегированной стали, алюминиевых, титановых, никелевых, медных и магниевых сплавов
- Надежный и удобный для автоматизированной сварки
- Повышенная допустимая нагрузка по току
- Более длительный срок службы, чем у торированных электродов
Цветовая кодировка: Фиолетовый
E3® Краткий обзор преимуществ:
Сравнение видео E3 и 2% тория
Использование с ABICOR BINZEL SR-style TIG Tor chess за лучшие результаты
- E3 ® Номера деталей
- Дополнительные электроды
- Ресурсы продукта
Вольфрамовые электроды E3® поставляются в упаковках по 10 штук и имеют длину 7 дюймов. Стандартное предложение: 1/16″.
Стандартное предложение: 1/16″.
| ОПИСАНИЕ | НОМЕР ДЕТАЛИ |
| 020″ | 020-7E3 |
| 040″ | 040-7E3 |
| 1/16 дюйма | 116-7E3 |
| 3/32 дюйма | 332-7E3 |
| 1/8 дюйма | 18-7E3 |
| 5/32 дюйма | 532-7E3 |
| 3/16″ | 316-7E3 |
Электроды WLa
Электроды, содержащие лантан, лучше всего подходят для сварки на постоянном и переменном токе. Основные области их применения – сварка нелегированных и высоколегированных сталей, алюминиевых, титановых, никелевых, медных и магниевых сплавов. Эти электроды также подходят для использования в микроплазменной сварке.
Характеристики воспламенения улучшаются за счет увеличения количества оксида лантана (La 2 O 3 ). Общий срок службы и допустимая токовая нагрузка ниже, чем у Е3 9Электроды 0218 ® .
Общий срок службы и допустимая токовая нагрузка ниже, чем у Е3 9Электроды 0218 ® .
Цветовая маркировка:
- WLa 10 = черный
- WLa 15 = золото
- WLa 20 = Синий
Электроды WCe
Благодаря добавлению оксида церия (CeO 2 ) эти электроды имеют повышенную емкость по сравнению с электродами из чистого вольфрама, однако электроды WCe имеют меньшую емкость, чем электроды E3 ® и WL.
Основные области применения: сварка постоянным и переменным током нелегированных и высоколегированных сталей, алюминиевых, титановых, никелевых, медных и магниевых сплавов в диапазоне малых и средних токов.
- Цветовая маркировка: Серый
Электроды WP
Нелегированные электроды состоят из чистого вольфрама. Основной областью применения электродов этого типа является сварка алюминиевых сплавов переменным током с превосходной стабильностью дуги.