На что влияет скорость вращения шпинделя жесткого диска
При оценке производительности жестких дисков наиболее важной характеристикой является скорость передачи данных. При этом на скорость и общую производительность влияет целый ряд факторов:
- Интерфейс подключения — SATA/IDE/SCSI (а для внешних дисков — USB/FireWare/eSATA). Все интерфейсы имеют разную скорость обмена данных.
- Объем кэша или буфера жесткого диска. Увеличение объема буфера позволяет увеличить скорость передачи данных.
- Поддержка NCQ, TCQ и прочих алгоритмов повышения быстродействия.
- Объем диска. Чем больше данных можно записать, тем больше времени нужно на чтение информации.
- Плотность информации на пластинах.
- И даже файловая система влияет на скорость обмена данных.
Но если мы возьмем два жестких диска одинакового объема и одного интерфейса, то ключевым фактором производительности будет скорость вращения шпинделя.
Что такое шпиндель
Шпиндель — единая ось в жестком диске, на которой установлено несколько магнитных пластин. Эти пластины закреплены на шпинделе на строго определенном расстоянии. Расстояние должно быть таким, чтобы при вращении пластин считывающие головки могли читать и записывать на диск, но при этом не касались поверхности пластин.
Эти пластины закреплены на шпинделе на строго определенном расстоянии. Расстояние должно быть таким, чтобы при вращении пластин считывающие головки могли читать и записывать на диск, но при этом не касались поверхности пластин.
Чтобы диск нормально функционировал, двигатель шпинделя должен обеспечивать стабильное вращение магнитных пластин на протяжении тысяч часов. Поэтому неудивительно, что иногда проблемы с диском связаны именно с заклиниванием шпинделя, а вовсе не с ошибками в файловой системе.
Двигатель отвечает за вращение пластин, и это позволяет работать жесткому диску.
Что такое скорость вращения шпинделя
Скорость вращения шпинделя (spindle speed) определяет, насколько быстро вращаются пластины в нормальном режиме работы жесткого диска. Скорость вращения измеряется в оборотах в минуту (RpM).
От скорости вращения зависит, как быстро компьютер может получить данные от жесткого диска. Перед тем как винчестер сможет считать данные, он должен их сначала найти.
Время, которое требуется для блока магнитных головок, чтобы перейти к запрошенной дорожке/цилиндру, называется временем поиска (seek latency). После того как считывающие головки переместятся в нужную дорожку/цилиндр, надо дождаться поворота пластин, чтобы необходимый сектор оказался под головкой. Это называется задержками на вращение (rotational latency time) и является прямой функцией скорости шпинделя. То есть, чем быстрее скорость шпинделя, тем меньше задержки на вращение.
Общие задержки на время поиска и задержки на вращение и определяют скорость доступа к данным. Во многих программах для оценки скорости hdd это параметр access to data time.
На что влияет скорость вращения шпинделя жесткого диска
Большинство стандартных 3,5″ жестких дисков сегодня имеют скорость вращения шпинделя 7200 оборотов в минуту. Для таких дисков время, за которое совершается половина оборота (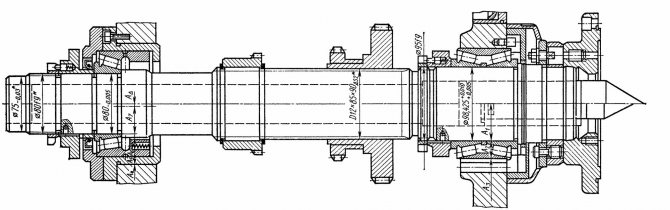 Среднее время поиска у этих дисков — около 8,5 мс, что позволяет обеспечить доступ к данным примерно за 12,7 мс.
Среднее время поиска у этих дисков — около 8,5 мс, что позволяет обеспечить доступ к данным примерно за 12,7 мс.
У жестких дисков WD Raptor скорость вращения магнитных пластин — 10 000 оборотов в минуту. Это уменьшает среднее время задержки на вращение до 3 мс. У «рапторов» и пластины меньшего диаметра, что позволило сократить среднее время поиска до ~5,5 мс. Итоговое среднее время доступа к данным — примерно 8,5 мс.
Есть несколько моделей SCSI (например, Seagate Cheetah), у которых скорость вращения шпинделя достигает 15 000 оборотов в минуту, а пластины еще меньше, чем у WD Raptor. Среднее время rotational latency у них — 2 мс (60 сек / 15 000 RPM / 2), среднее время поиска — 3,8 мс, среднее время доступа к данным — 5,8 мс.
Диски с высокой частотой вращения шпинделя имеют низкие значения как времени поиска, так и задержки на вращение (даже при произвольном доступе). Понятно, что жесткие диски с частотой шпинделя 5600 и 7200 обладают меньшей производительностью.
При этом при последовательном доступе к данным большими блоками разница будет несущественна, так как нет задержки на доступ к данным. Поэтому для жестких дисков рекомендуется регулярно делать дефрагментацию.
Как узнать скорость вращения шпинделя жесткого диска
На некоторых моделях скорость шпинделя написана прямо на наклейке. Найти эту информацию несложно, так как вариантов немного — 5400, 7200 или 10 000 RpM.
Если на вашем жестком диске на наклейке нет этой информации (или просто нет желания доставать диск, чтобы посмотреть на наклейку), на помощь придут специальные программы. Большинство программ для проверки HDD и анализа SMART покажут вам скорость вращения шпинделя и другую информацию по жесткому диску.
FAQ – популярные вопросы
Какая скорость вращения лучше — 5400 или 7200?
На первый взгляд кажется, что чем быстрее, тем лучше. Однако надо учитывать, что с увеличением скорости вращения пластин диск сильнее нагревается и становится более шумным. Дисковые накопители с 7200 RpM универсальны для большинства задач, а диски с 5400 RpM отлично подойдут, например, для домашнего хранилища файлов.
Дисковые накопители с 7200 RpM универсальны для большинства задач, а диски с 5400 RpM отлично подойдут, например, для домашнего хранилища файлов.
А что такое технология IntelliPower?
Технология WD IntelliPower уменьшает энергопотребление и шум за счет снижения скорости вращения шпинделя. А потеря производительности частично компенсируется оптимизацией алгоритмов кэширования. Похожая технология у HGST с целью сокращения энергопотребления называется CoolSpin.
А на что влияет скорость вращения шпинделя в гибридных дисках?
Поскольку в основе гибридных накопителей все те же жесткие диски, то и скорость вращения шпинделя влияет на скорость доступа, но уже в меньшей степени, так как используется большой кэш в энергонезависимой памяти.
Шпиндель фрезерного станка с ЧПУ
Оглавление:
– деление по оси вращения
– по скорости вращения
– по способу смены инструмента
– по типу привода
– по дополнительному оснащению: с возможностью подачи СОЖ через инструмент или без
В данной статье будет рассмотрен вопрос применения стандартизированных решений, без расчета и конструкторского обоснования применения узлов.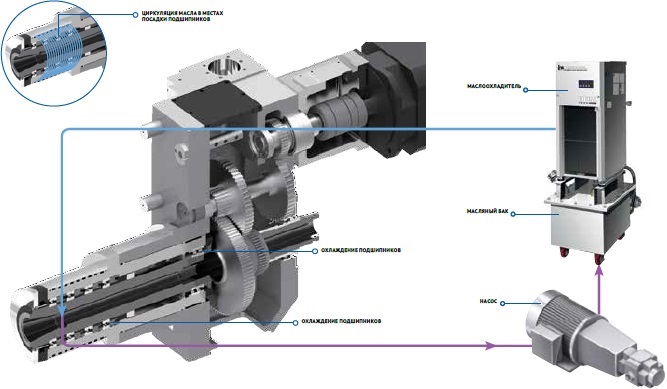
Шпиндель фрезерного станка необходим для прочной фиксации оправки с режущим инструментом. Осуществляет передачу крутящего момента от электродвигателя к оправке с режущими пластинками, с заданной скоростью. Различаются между собой по основным техническим характеристикам, которые определяют режим эксплуатации, виды работ и тип материалов, с которыми сможет работать станок. Устройство шпинделя фрезерного станка обеспечивает его устойчивость к высоким осевым и радиальным нагрузкам, хороший запас прочности и долговечность работы при правильной эксплуатации.
Условное деление по исполнению (направлению оси вращения)
- вертикального исполнения/использования;
- горизонтального исполнения/использования;
-
универсального исполнения/использования.

Отличаются системой передачи вращающего момента, и применением различных вспомогательных приспособлений.
По скорости вращения:
-
низкоскоростные (до 2500 об/мин). часто применяются для передачи высокого крутящего момента от двигателя через коробку скоростей или редуктор.
-
Среднескоростные с ременным приводом – до 12 000 об/мин. Шпиндель получает вращение от электродвигателя шпинделя. Редукция обычно составляет 1:1, что позволяет осуществлять жесткое нарезание резьбы. Мотор смещен от оси шпинделя и разжим/зажим осуществляется традиционным способом.
-
высокоскоростные (12000~18000) об/мин, прямая передача момента от электродвигателя или применение электрошпинделя. Повышенные требования к качеству оправок и инструмента. Шпиндель получает вращение от электродвигателя шпинделя. Мотор устанавливается на оси шпинделя. Отличается большей динамичностью и меньшим уровнем шума. <
- ультравысокоскоростные 18000~70 000 об/мин. обычно выполнены в виде моторшпинделей, т.е. со встроенными обмотками и датчиками
 <
<По способу смены инструмента:
- механизированные (штревель и устройство зажима-разжима)
- ручные (штревель, болт, цанга) – только для универсальных станков
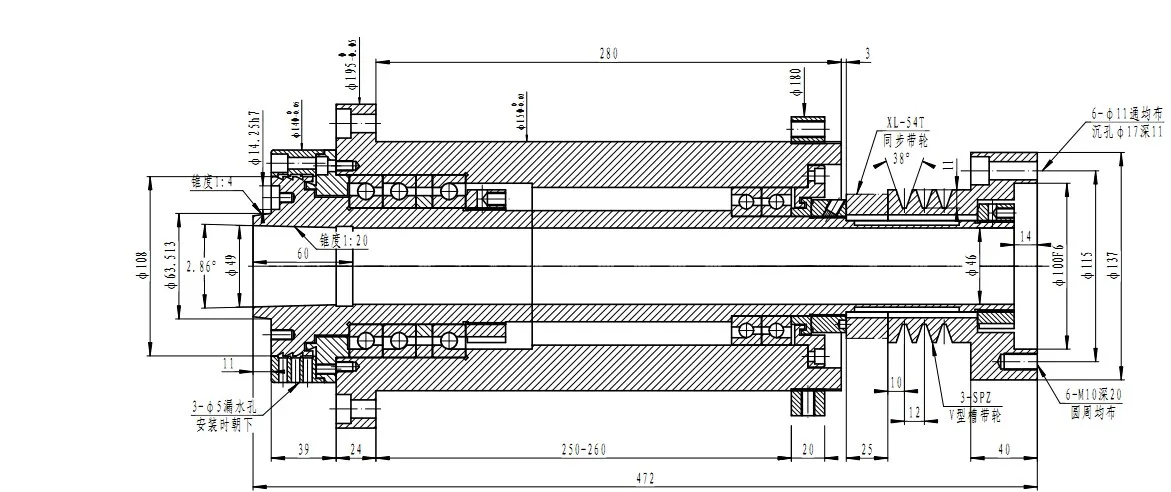
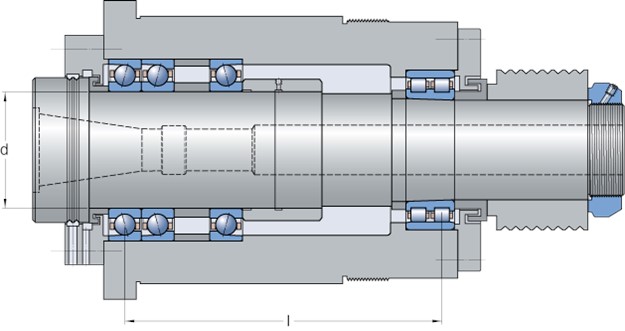
Особенности конструкции
Шпиндель фрезерного станка — это высокотехнологичное устройство, собранное в термоконстантном помещении, с применением высокоточных и высокоскоростных подшипников. Торец шпинделя расточен и отшлифован под конус (ISO, BT, SK, HSK, Морзе и т.д.). Это необходимо для плотной посадки фрезерной оправки и точной установки фрезы. Фиксация оправки с режущим инструментом осуществляется с помощью внешнего усилия, чаще всего набором тарельчатых пружин.
Шпиндель состоит из нескольких узлов – неподвижного корпуса, вращающейся части, подшипников, системы полива СОЖ, шкивов, балансировочных колец и т.д. Роль неподвижного корпуса на низкоскоростных шпинделях может выполнять шпиндельная бабка.
Также в техническом языке существует подмена понятий: шпиндель как устройство в сборе и шпиндель как вращающаяся часть шпиндельного узла.
Шпиндель вращается в опорах. Роль опор выполняют – высокоточные подшипники, диаметр и тип которых зависит от размерного ряда шпинделя. На фрезерных станках не применяются шпинделя на гидростатических подшипниках, т.к. не обеспечивается усилие резания и минимальная величина отклонения от оси вращения
Основные требования к деталям
Шпиндели для станков с ЧПУ обладать следующими качествами:
- точностью вращения. Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные;
-
статической жесткостью. Параметр определяется упругими деформациями шпинделя под воздействием сил, возникающих при обработке;
- износостойкостью. Для изготовления деталей используются сплавы с низкой склонностью к истиранию и образованию задиров;
- виброустойчивостью. Максимальные требования предъявляются к высокоскоростным устройствам с ЧПУ, которые используются для чистовой обработки.
 Параметр определяется упругими деформациями шпинделя под воздействием сил, возникающих при обработке;
Параметр определяется упругими деформациями шпинделя под воздействием сил, возникающих при обработке;Шпиндели классифицируются по типу привода
- ременной. Вращение передается на вал от рядом расположенного электродвигателя. Преимущества: высокая скорость вращения, простота установки, низкая вибрация. Недостатки – ограничение вращающего момента местом под установку двигателя, ценой двигателя и устройства управления. Устройства работают практически бесшумно и применяются обычно на вертикальных обрабатывающих центрах с ЧПУ. Иногда при вращении на скоростях выше 5 000 об/мин может появляться свист от выходящего между зубьев воздуха;
-
зубчатый. Передача крутящего момента происходит через коробку скоростей, расположенной внутри шпиндельной бабки. Преимущества возможность увеличения крутящего момента от электродвигателя. Несколько диапазонов вращения. Недостатки – относительно низкая скорость вращения, вызванная ограничениями кинематики (валов и шестерен). Регулировка вращения может осуществляться автоматически через ЧПУ. Шпиндели такого типа чаще всего устанавливают на универсальные фрезерные станки или обрабатывающие центра с вращающим моментом на шпинделе больше 200 Нм;
- с редуктором. Для увеличения крутящего момента на среднеразмерные фрезерные центра возможна установка ZF редуктора. Осуществляет передачу момента до 400 Нм с переключением скоростей в соотношении 1:1 или 1:4.
-
прямой. Электродвигатель располагается непосредственно над шпинделем, может вращаться с высокой скоростью. Такое устройство узла позволяет качественно и быстро выполнять чистовую обработку, когда не требуется снятия толстых слоев материала и не прилагаются большие боковые нагрузки. Скорость вращения ограничивается скоростью вращения электродвигателя;
- электрошпинделя – совмещение в одном корпусе шпинделя и двигателя. Отличаются высокой скоростью вращения и диапазоном изменения скорости вращения.
 Передача крутящего момента происходит через коробку скоростей, расположенной внутри шпиндельной бабки. Преимущества возможность увеличения крутящего момента от электродвигателя. Несколько диапазонов вращения. Недостатки – относительно низкая скорость вращения, вызванная ограничениями кинематики (валов и шестерен). Регулировка вращения может осуществляться автоматически через ЧПУ. Шпиндели такого типа чаще всего устанавливают на универсальные фрезерные станки или обрабатывающие центра с вращающим моментом на шпинделе больше 200 Нм;
Передача крутящего момента происходит через коробку скоростей, расположенной внутри шпиндельной бабки. Преимущества возможность увеличения крутящего момента от электродвигателя. Несколько диапазонов вращения. Недостатки – относительно низкая скорость вращения, вызванная ограничениями кинематики (валов и шестерен). Регулировка вращения может осуществляться автоматически через ЧПУ. Шпиндели такого типа чаще всего устанавливают на универсальные фрезерные станки или обрабатывающие центра с вращающим моментом на шпинделе больше 200 Нм; Скорость вращения ограничивается скоростью вращения электродвигателя;
Скорость вращения ограничивается скоростью вращения электродвигателя;
Система охлаждения:
– без охлаждения. рекомендуемые режимы работ – до 4 000 об/мин или кратковременно (15-30 минут) выше 4000 об/мин
– с системой охлаждения протоком масла. Масло из “холодильника шпинделя” – специального устройства, обеспечивающего контроль за прокачкой и охлаждением масла, циркулирует через рубашку шпинделя и производит отвод тепла, выделяемого при вращении шпинделя.
Система подачи СОЖ:
– полив вокруг шпинделя
– подача СОЖ под давлением – через инструмент до 30 бар
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
404 ОШИБКА WOODWEB
404 ОШИБКА WOODWEB Поиск по всему сайту
Поиск в каталоге продуктов
Поиск в базе знаний
Поиск по всем форумам
Поиск по биржевому оборудованию
Поиск биржи пиломатериалов
Поиск вакансий
Поиск объявлений
Новости отрасли
Поиск Аукционы, распродажи и специальные предложения
Календарь событий поиска
————————
Поиск отдельных форумов
Клеи
Архитектурная мастерская
Бизнес
Изготовление шкафов
САПР
ЧПУ
Пыль/Безопасность/Завод
Отделка
Лесное хозяйство
Мебель
Монтаж
Ламинат/твердая поверхность
Распиловка и сушка
Обработка массивной древесины
Добавленная стоимость Древесина Прод. Шпон
ВУДнетВорк Шпон
ВУДнетВорк |
| Главная || Новые посетители | Карта сайта |
| Извините… введенный вами адрес недоступен. Скорее всего, вы ввели неверный адрес (URL) Список ссылок для навигации по сайту Все комментарии направляйте по адресу: [email protected] Тип ошибки: 404 Ресурсы Главная Программное обеспечение и мобильные приложения Аукционы, Распродажи и специальные предложения – Знак оповещения о продажеПромышленность Новости Деревообработчики Каталог Пиление и Сушка Справочник The Wood Doctor Книжный магазин Пиломатериалы/древесина/разное КалькуляторыМедиа-кит О WOODWEB Пользовательское соглашение и условия
использования Стать
Член Каталог продукции Каталог продукции Работа Возможности и услуги по деревообработке Ламинирование и наплавка Пиломатериалы
и Фанера Машины Молдинги
и столярные изделия Электроинструменты Планы и публикации Завод Техническое обслуживание и управление Распиловка и сушка Поставщики Инструменты Шпон Токарная обработка дерева ГалереиПроект ГалереяЛесопилка Галерея Магазин Галерея Галерея оборудования Последние изображения Галерея ФорумыПоследние сообщения со всех форумовКлеи Архитектура Деревообработка Бизнес и менеджмент Монтаж шкафов и столярных изделий Изготовление шкафов CAD Сушка в промышленных печах ЧПУ Сбор пыли, Безопасность и оборудование Операция Профессиональная отделка Лесное хозяйство Профессиональная мебель Создание ламинирования и Сплошная поверхность пилы и сушил Shop встроенный Оборудование Сплошная древесина Обработка Древесина.  Сообщения со всех бирж Сообщения со всех бирж Вакансии и обмен услугами – Job-GramБиржа пиломатериалов – Lumber-GramОбмен оборудования – Machinery-GramClassified Exchange База знанийБаза знаний: Поиск или просмотрКлей, склеивание и ламинирование – Клей и связываниеАгенты – GLIS Архитектурный Столярные изделия– Пользовательские Столярные изделия– Двери иОкна – Полы– Общие– Столярные работы Установщик– Токарный станок Токарная обработка– Погонаж– Столярные работыРеставрация – Лестницы– ЗапасПроизводство Бизнес Изготовление шкафов Отделка Лесное хозяйство Мебель Ламинирование
и Solid Surfacing Пиломатериалы
и Фанера Обработка Дерево
Инженерное дело |
Объяснение элементов управления шпинделем ЧПУ [M03, M04, M05 и др.
 ]
]Содержание
Начало работы с элементами управления шпинделем ЧПУ
Основные коды для управления шпинделем ЧПУ:
- M03 = шпиндель по часовой стрелке
- M04 = шпиндель против часовой стрелки
- M05 = шпиндель выключен
Но управление шпинделем с ЧПУ — это нечто большее, чем просто его включение и выключение.
Например, у большинства станков с ЧПУ есть несколько способов выключения шпинделя, и у каждого способа есть свой вариант использования.
Управление скоростью вращения шпинделя — еще одна функция, имеющая несколько режимов. Неправильный выбор может привести к катастрофе.
Узнайте все тонкости управления шпинделем ниже.
Хотите узнать больше о CNC G Code?
Коды для включения шпинделя
Существуют две команды ЧПУ для включения шпинделя, M03 и M04.
- M03 = вращение шпинделя по часовой стрелке
- M04 = вращение шпинделя против часовой стрелки
Код S используется вместе с этими кодами для установки скорости вращения шпинделя.
M03 [шпиндель включен, по часовой стрелке]
Код M03 включает шпиндель по часовой стрелке с заданной скоростью.
Скорость устанавливается с помощью самого последнего S-кода.
Вращение по часовой стрелке с M03 является наиболее распространенным направлением вращения шпинделя при обработке с ЧПУ.
Вращение по часовой стрелке используется с правыми режущими инструментами.
M04 [шпиндель включен, против часовой стрелки]
Код M04 включает шпиндель против часовой стрелки с заданной скоростью.
Так же, как и M03, заданная скорость — это значение, используемое с самым последним S-кодом.
M04 используется с левосторонними режущими инструментами.
Вращение шпинделя против часовой стрелки встречается гораздо реже, чем по часовой стрелке.
Особенно это касается обрабатывающих центров (фрезерных станков). Для токарных станков M03 по-прежнему более распространен, но M04 используется чаще.
Коды для выключения шпинделя
Код M05 — единственный код, который просто выключает шпиндель.
Однако есть и другие коды, перечисленные ниже, которые отключают несколько функций станка, и шпиндель включен в эти функции.
M05 [шпиндель выключен]
Код M05 используется для остановки шпинделя.
Обычно используется при смене инструмента или других изменениях в процессе обработки.
Когда шпиндель снова включается с кодом M03 или M04 после остановки, шпиндель возвращается к той же скорости, на которую он был ранее установлен с помощью последнего кода S.
M00 [остановка программы]
Код M00 называется остановкой программы. Он останавливает текущую программу в середине работы.
Использование кода М00 отключает следующие функции:
- Движение всех осей
- Вращение шпинделя
- Поток охлаждающей жидкости
- Станок приостанавливает чтение программы
При использовании кода М00 ничего не сбрасывается. Другими словами, любые активные режимы или параметры останутся такими, какие они есть.
Другими словами, любые активные режимы или параметры останутся такими, какие они есть.
Программа просто приостанавливается, когда считывает код M00.
Кнопка запуска цикла на панели управления FanucМашина возобновит считывание программы при нажатии кнопки запуска цикла после остановки программы.
Следует помнить, что машина не включает функции, когда нажимается запуск цикла.
Если код M00 что-то выключает, например, шпиндель, его нужно снова включить в программе.
M01 [дополнительный останов]
Код M01 называется дополнительным остановом.
Останавливает текущую программу в процессе ее выполнения, но только если включен дополнительный переключатель или кнопка остановки.
Если дополнительный выключатель остановки не включен, машина будет игнорировать любые считанные коды M01 и продолжит выполнение программы в обычном режиме.
Дополнительная кнопка останова на ЧПУ HaasКогда станок считывает код M01 и дополнительный выключатель останова включен, он отключает следующие функции: машина делает паузу при чтении программы
При использовании кода M01 ничего не сбрасывается. То же, что и с кодом M00.
То же, что и с кодом M00.
Другими словами, любые активные режимы или параметры останутся такими, какие они есть. Программа просто приостанавливается, когда считывает код M01.
Машина возобновит считывание программы при нажатии кнопки запуска цикла после остановки программы.
Следует помнить, что машина не включает функции, когда нажимается запуск цикла.
Если код M01 что-то выключает, например, шпиндель, его нужно снова включить в программе.
M30 [конец программы]
Код M30 завершает программу.
Это отличает его от M00, M01 или M05.
M00 и M01 отключают различные функции машины и приостанавливают выполнение программы.
M30 отключает функции машины и завершает ее.
Нажатие кнопки запуска цикла после кода M30 запустит всю программу заново.
Как установить скорость шпинделя
Скорость шпинделя ЧПУ устанавливается с помощью S-кода.
S-код
Использование S-кода устанавливает скорость шпинделя, которая будет использоваться при каждом включении шпинделя. В качестве единиц измерения используются обороты в минуту (об/мин).
В качестве единиц измерения используются обороты в минуту (об/мин).
То же значение скорости шпинделя будет сохраняться до тех пор, пока оно не будет изменено.
Ниже приведен небольшой фрагмент кода с комментариями в скобках, которые показывают, что произойдет, когда машина прочитает код.
M03 S3000 (шпиндель включен по часовой стрелке, скорость = 3000 об/мин)
M05 (шпиндель выключен)
M04 (шпиндель включен против часовой стрелки, скорость = 3000 об/мин) Это происходит даже при изменении направления вращения шпинделя с правого на левое или наоборот.
Коды S часто появляются в программах в начале нового раздела кода. Это может быть смена инструментов или смена операций обработки, например, переход от резки внешнего профиля детали к сверлению отверстий.
Некоторые другие примечания о S-коде:
- Должно быть целым числом (без десятичных знаков, таких как 3000,5)
- Большинство станков имеют ограничения на диапазон скоростей вращения шпинделя, которые можно использовать. 1-9999 является обычным, но 1-99999 также используется некоторыми машинами
 1-9999 является обычным, но 1-99999 также используется некоторыми машинами
1-9999 является обычным, но 1-99999 также используется некоторыми машинамиРежимы скорости шпинделя
В программировании ЧПУ есть два кода, которые управляют режимом скорости шпинделя, G96 и G97.
G97 является наиболее распространенным и устанавливает режим вращения шпинделя на RPM.
G96 устанавливает режим шпинделя на постоянную скорость поверхности, которая регулирует скорость шпинделя в зависимости от размера обрабатываемой детали.
G97 [скорость в об/мин]
Когда активен режим G97, станок будет поддерживать постоянную скорость шпинделя на основе значения об/мин, установленного с помощью самого последнего S-кода.
Если G97 активен, скорость шпинделя изменится только при изменении S-кода.
G96 [постоянная скорость резания]
Когда активен режим G96, станок поддерживает постоянную скорость резания.
Представьте себе шину для грузовика-монстра. А теперь представьте, как шина грузовика-монстра катится на один полный оборот за одну минуту. За эту одну минуту вы можете продвинуться на 20 футов.
Теперь представьте, что у вас есть обычная автомобильная шина. Если вы сделаете один оборот автомобильной шины за одну минуту, вы можете проехать только 4 фута.
За эту минуту вы преодолели гораздо меньшее расстояние, а значит, двигались с меньшей скоростью.
Когда что-то вращается на основе скорости вращения, фактическая скорость, с которой движется режущая кромка инструмента, может измениться.
Использование постоянной скорости резания с кодом G96 указывает станку изменять скорость шпинделя с течением времени по мере изменения размера детали, чтобы скорость резания оставалась неизменной.
Это упрощенное объяснение того, как G96 работ. Для получения дополнительной информации о G96 см. наше полное руководство по команде G96.
Как заменить инструмент в шпинделе
Большинство обрабатывающих центров оснащены автоматическими устройствами смены инструмента, которые могут переключать инструменты в шпиндель с ЧПУ и обратно.