| |||||
| |||||
| |||||
заказать услуги в Минске, цена
ЛАЗЕРНАЯ РЕЗКА ФАНЕРЫ В МИНСКЕ
Фанера – листовой, слоистый материал, произведённый из дерева. Слои – это шпон- тонкий срез дерева, который склеен формальдегидными клеями.
Слои – это шпон- тонкий срез дерева, который склеен формальдегидными клеями.
Фанера-это дешёвый, при этом передающий структуру дерева, материал, который легко поддаётся обработке.
Фанера ФК. Произведена из берёзы, ольхи, сосны и используется преимущественно внутри помещений, т.е. не для Улицы.
Толщиной 3/4/5/6/8/9/10/12/15/16/18/21/25/27/30/32/36 мм и др.
Формат листов, как правило, 1525*1525мм
Важно знать: белорусские и российские заводы не поставляют фанеру идеальной толщины. Если вы заказываете фанеру 3 мм, то завод изготовит 2,8-3,3мм или 3,5мм толщиной. По толщине лист может отличаться даже внутри своей площади, т.е. вы меряете толщину листа с края, а в центре он толще на 0,3-0,5мм либо тоньше.
Производители об этом пишут на своих официальных сайтах и не несут ответственность за неидеальную толщину материала, по ГОСТу такие неточности допустимы.
Мы в свою очередь предупреждаем Вас о том, что от нас толщина фанеры никак не зависит, её производит завод.
Сортность фанеры. Фанера имеет классификацию по сортности, 1/2, 2/2, 2/3, 2/4, 3/3, 3/4, 4/4 . От 1 до 4сорта. 1-ый сорт самый высокий, 4-ый — самый низкий. Чем выше сорт фанеры, тем лучше качество её поверхности и само наполнение. Эти цифры влияют на несколько показателей: на качество и на цену за лист. В первом сорте может встретится 1-3 маленьких сучков около 6мм в диаметре на 1 м.кв. материала, а на втором сорте их уже может быть 6шт на 1 м.кв. Листы сорта 1/1 в РБ не производят.
КРИВИЗНА ФАНЕРЫ
Фанера делается из слоёв шпона, а дерево растёт кругами (ствол дерева), поэтому шпон хочет вернутся в обратное привычное для себя скрученное состояние. Фанеру на заводе склеивают слой к слою в перпендикулярной очередности, чтобы добиться более ровной поверхности. При этом лист фанеры все равно не идеально ровный: углы в листе могут быть задраны или лист может быть волнообразной формы.
ОБРАБОТКА ФАНЕРЫ
Мы режем фанеру ФКлазером, также шлифуем, пилим, морилим, патинируем, красим, шпатлюем, лакируем, клеим, сверлим, забиваем гвозди и, возможно, что-то еще)))
ЛАЗЕРНАЯ РЕЗКА ФАНЕРЫ
Наш лазерный станок может резать фанеру класса ФК толщиной 3-15мм, остальные виды фанеры(ФСФ и ФОФ) лазерное оборудование не может прорезать из-за клеевого состава или из-за ламинации. Фанеру большей толщины мы можем резать на фрезерном станке. При лазерной резке фанеры ФСФ или ФОФ луч просто жжет материал, фанера чернеет, но на сквозь луч не проходит, а только портит фанеру.
Ламинированную, ФСФ фанеру на лазере обрабатывать нельзя, она доступна к обработке только на фрезерном станке.
У нас есть своя фанера в наличии, но если Вы хотите привезти свою фанеру нам на лазерную резку, то привозите фанеру хорошего сорта, не хуже сортности 2/2 вида ФК.
При резке фанеры плохого качества, плохого сорта, лазер может не прорезать на сквозь материал и из-за этого на выходе получается изделие плохого качества. Оператору, работающему на лазере, нужно будет руками ломать, подрезать сучки и дорезать фанеру. В местах пересечения с сучками обязательно появятся сколы. Все эти факторы влияют на скорость работы, качество выполненной работы и на выработку в час. Поэтому при использовании плохой фанеры, мы не гарантируем качественную работу. Помимо этого, цена на рез фанеры низких сортов, вероятнее всего, будет стоить дороже, нежели рез первосортной фанеры!
Лазерный луч при резке фанеры имеет свойство рассеиваться и преломляться. Тем самым после себя оставляя С-образного вида торец. Такой торец становится заметен только на больших толщинах материала. В случае с фанерой начиная от толщины в 10 мм.
ЛАЗЕРНАЯ ГРАВИРОВКА ФАНЕРЫ
Гравировка – это выжигание верхнего слоя материала. Этот процесс происходит из-за часто повторяющихся линий, которые рисует лазер. Линии эти находятся на очень близком расстоянии друг от друга, это расстояние незаметно человеческому глазу. При этом, обычно каждая линия смещается одна от одной на 0.1мм. Таким путем получается цельно загравированная поверхность материала. Так, двигаясь слева направо или сверху вниз, получается гравировка или, другими словами, это заполнение какого-либо пространства путём выжигания. После гравировки на древесных материалах остаётся темная отгравированная поверхность, имеющая некоторое углубление. Как правило, углубление от 0.2 до 1.5 мм глубиной.
Линии эти находятся на очень близком расстоянии друг от друга, это расстояние незаметно человеческому глазу. При этом, обычно каждая линия смещается одна от одной на 0.1мм. Таким путем получается цельно загравированная поверхность материала. Так, двигаясь слева направо или сверху вниз, получается гравировка или, другими словами, это заполнение какого-либо пространства путём выжигания. После гравировки на древесных материалах остаётся темная отгравированная поверхность, имеющая некоторое углубление. Как правило, углубление от 0.2 до 1.5 мм глубиной.
Гравировка сложных символов меньше 0,2мм на лазерно-гравировальном станке трудновыполнима. Толщина линии для гравировки, желательно, не должна быть менее 0,5мм. За консультацией по услуге гравировки лучше всего обращаться к нашим специалистам.
Гравировка считается недешевым способом нанесения логотипов, в нашей компании расчет производится по времени. Зато гравировку можно наносить поштучно и нет привязанности к большим тиражам.
После гравировки фанеры, вокруг гравируемых элементов, проступает легкий коричневый опыл/гарь, его можно легко отшлифовать, а если материал предварительно был залакирован, то желтизна отмывается водой.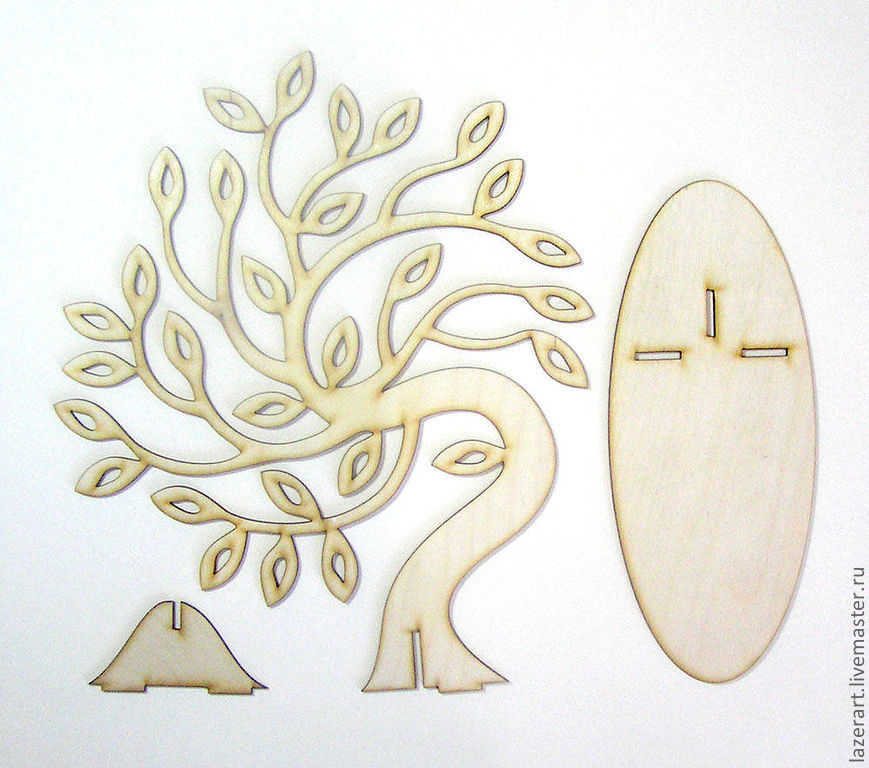
ЛАЗЕРНАЯ ГРАВИРОВКА ФАНЕРЫ ОПРЕДЕЛЕННОЙ ГЛУБИНЫ
Когда нужно сделать гравировку глубиной более 1мм, мы делаем лазером несколько проходов по одному и тому же месту. В этом случае первым делом мы должны оценить возможность какого вида исполнения: можно ли выполнить гравировку несколько раз и добиться нужного результата-зависит от сложности макета. Если очень маленький шрифт (буквы 3-5мм высотой) либо очень большая детализация в макете (много мелких деталей), то при гравировке сгорят все перемычки букв, либо детализация этих элементов ухудшится. Дерево — это не тот материал, на котором стоит делать большую глубину при маленьком рисунке. Также стоит учитывать, что глубину гравировки можно выдержать только условно. Оборудование не делает точное углубление. Расхождения в глубине на несколько десятых миллиметра являются естественными. Древесный материал имеет воздушные поры, и он подгорает при гравировке, а на процесс горения мы повлиять не можем. Погрешность глубины до 0,3мм.
Дерево — это не тот материал, на котором стоит делать большую глубину при маленьком рисунке. Также стоит учитывать, что глубину гравировки можно выдержать только условно. Оборудование не делает точное углубление. Расхождения в глубине на несколько десятых миллиметра являются естественными. Древесный материал имеет воздушные поры, и он подгорает при гравировке, а на процесс горения мы повлиять не можем. Погрешность глубины до 0,3мм.
Чаще всего глубокую гравировку мы делаем на коробках типа пенал. Когда нужна коробка из фанеры с крышкой, закрывающейся как шуфлядка. Мы делаем двойную гравировку по одному и тому же месту 2 раза и углубляемся на 1,5мм-2,5мм.
Гравировка считается по времени, гравировку можно наносить поштучно, нет привязанности к тиражам, невозможно стереть, контрастирует с цветом фанеры, можно наносить на большинство известных материалов.
КОНТУРНАЯ РЕЗКА ЛАЗЕРОМ ПО ФАНЕРЕ
Контурная резка проводится лазером на маленькой мощности и большой скорости. Луч не проходит сквозь материал, а оставляет тоненький след на поверхности материала, толщина линии около 0,1мм.Контурную резку можно сравнить с раскраской- это линии определенного контура, но линии только на поверхности материала (не сквозные). Это экономный способ нанесения изображений, в сравнении с гравировкой, он позволяет нанести разметку, логотип или выделить определённое место.
Луч не проходит сквозь материал, а оставляет тоненький след на поверхности материала, толщина линии около 0,1мм.Контурную резку можно сравнить с раскраской- это линии определенного контура, но линии только на поверхности материала (не сквозные). Это экономный способ нанесения изображений, в сравнении с гравировкой, он позволяет нанести разметку, логотип или выделить определённое место.
Контурная резка на фанере хорошо видна. Фанера-светлый материал, а после контурной резки на фанере остаётся тонкий коричневый/темный след от лазерного луча.
Если контурная резка выполняется на маленьком изделии и линии контурной резки располагаются вплотную и пересекают одна другую, то возможны сквозные отметки (при толщине материала меньше 5мм). Данные отметки появляются из-за того, что лазерное оборудование проходит несколько раз по одной и той же точке, либо замедляется в углах (на резких поворотах). Следствием становятся прожиги, которые появляются с обратной стороны в виде точек.
ФРЕЗЕРНАЯ РЕЗКА ФАНЕРЫ
Фрезер режет/фрезерует фанеру любой толщины, любого сорта и любого класса: ФК, ФСФ, ФОФ. При фрезерной резке фанеры плохого сорта могут вываливаться сучки, может получаться лохматый край/торец, лицевой шпон может трескаться и рассыпаться.
Наша организация при фрезеровке фанеры использует профессиональный режущий инструмент, за счёт которого качество резки на порядок выше чем у конкурентов, минимальное количество ворса и сколов.
Резать/фрезеровать фанеру можно на разные глубины и разными фрезами, фанера самый твёрдый материал в сравнении с алюминием, поэтому фрез по обработке дерева, в том числе и фанеры, очень-очень много, разной формы и типов обработки.
После фрезерной резки фанеры торец заготовки будет иметь ворс. Если ворс Вас не устраивает, то Вы можете заказать шлифовку ваших заготовок. На ворс в торцах есть одно объяснение: дерево/фанера-материал живой и имеет волокна, при фрезеровки волокна подымаются и торчат. От сортности материала зависит количество волокон ворса и время обработки/шлифовки. Чем лучше сорт, тем лучше обрабатывается материал.
ВЫБОРКА ФАНЕРЫ ФРЕЗЕРОМ
Выборка фанеры — углубление на определённую глубину. Выборка может, чаще всего, осуществляться концевыми или пазовыми фрезами, которые удаляют материал согласно заданных координат и на заданную глубину. Фрезы оставляют за собой небольшие полоски, едва заметные, на месте выборки. Эти полоски можно убрать при шлифовке материала.
Что нужно учитывать при выборке:
-Изогнут или нет материал: при гнутом материале глубина выборки будет отличаться от заданной (из-за перепада высоты материала)
-Если в толстом материале сделать глубокую выборку, материал может выгнуть, из-за потери плотности и целостности (дерево начнёт возвращаться в исходное, скрученное состояние)
-Если в фанере делать выборку, а это слоистый материал и иногда фанера во внутренних слоях имеет коричневый, похожий на кору цвет, то цвет места, где пройдёт выборка, может отличаться от желаемого (цвета лицевого шпона). Вывод: выбирайте фанеру высокого сорта, без коричневых внутренних слоёв.
Вывод: выбирайте фанеру высокого сорта, без коричневых внутренних слоёв.
— Минимальный перепад по высоте при выборке-это 0,5мм, но если материал кривой, то перепад может достигать и 1,5мм.
3D ФРЕЗЕРОВКА ФАНЕРЫ
3D фрезеровка — это процесс обработки материала в нескольких плоскостях, для получения сложных объёмных фигур с различным рельефом.
Фанера — это не самый лучший материал для такой обработки как 3D, потому как это слоистый материал, и при фрезеровании рельефа все слои фанеры видны, они отличаются по цвету, по направлению волокон, по структуре, так же внутри листа фанеры, очень часто, попадаются сучки, либо кора дерева, либо пустоты и щели, а все эти факторы влияют на внешний вид изделия.
К задумке 3D фрезеровки на фанере нужно подходить осознано, представляя как будет выглядеть конечное изделие.
3D фрезеровка — просчитывается по времени и, именно поэтому, при выборе материала из фанеры такую обработку делают реже всего. Так же не стоит забывать, что описанные выше причины потом нужно исправлять, дорабатывать, дошлифовывать вручную, а от некоторых из них и вовсе избавиться нельзя.
Для 3D обработки чаще используют МДФ, мебельный щит или массив (дуб,ясень,береза). Фанеру или пластики используют крайне редко.
Лазерная резка дерева, фанеры, ДВП, ДСП
Лазерная резка дерева, фанеры, ДВП, ДСП.
Самой популярной услугой пользуются услуги по лазерной резке дерева и изделий из него. Из него можно вырезать практически все, что угодно, насколько хватит фантазии.
Мы предлагаем полный спектр услуг по лазерной резке и раскрою фанеры, ДВП, ДСП и прочих материалов. Резка осуществляется на лазерно-гравировальном станке “TEMEI TM-L1390”, с размером рабочего поля 1300х900 мм. что позволяет за один проход обработать деталь размером более 1 кв. метра.
Деревянные буквы вырезанные при помощи лазерной резки.
Изготовление деревянной вывески в Торговом центре, логотип и буквы вырезанны лазером из фанеры. Фанера после изготовления протравленна морилкой и немного состаренна. Темные, обоженные торцы букв и логотипа добавляют вывеске контрастность.
Лазерная резка объемных деревянных букв. Набранны из нескольких частей, (тело букв состоит из 5 слоёв фанеры, лицевая часть из натурального массива), после изготовления, все слои склеенны и проморенны.
Изготовление оригинальных (дизайнерских) светильников из дерева. Детали лампы при помощи лазерной резки выкраиваются из различных материалов дерево, фанера, МДФ, (а так же из акрила). Можно разработать индивидуальный дизайн светильника, любой формы и конструкции, для любой квартиры, офиса или иного помещения.
Лазерная резка оригинального светильника из фанеры. |
Светильник наполного типа, собирается из деталей вырезанных лазерной резкой. |
Готовый торшер, с энергосберегающей лампой. 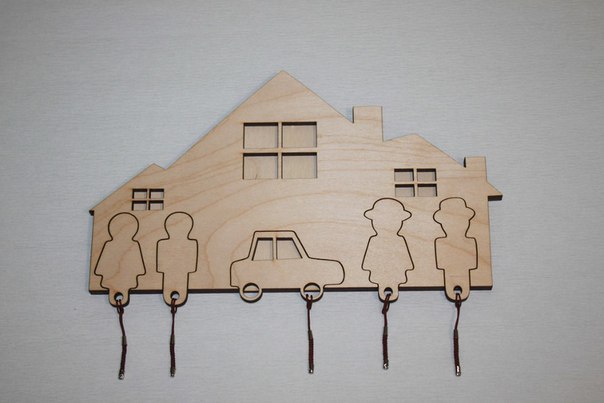 |
Пример изготовления эксклюзивного стола с светящимися опорами (ножками).
Лазерная резка деревянных ножек стола для внутренней подсветки. |
Материалы: дерево, акрил, стекло. Подсветка светодиоды или ДРЛ. |
Световые блики вырывающиеся сквозь перфорацию. |
Кстати, выкраивать изделия возможно не только на ЛАЗЕРНО-гравировальном станке но и на ФРЕЗЕРНО-гравировальном станке, рабочий стол которого имеет размеры 2х3 метра.
Вырезание по дереву лазером – блог компании LaserMarker
Дерево – популярный и экологически чистый материал, к изделиям из которого всегда проявляли интерес, и они пользуются неизменным спросом. К таким изделиям можно отнести:
- Кухонные принадлежности;
- Сувенирную продукцию;
- Мебель или ее элементы;
- Офисные аксессуары;
- Детские игрушки различного типа в том числе и для самых маленьких.


Если говорить о то, что материал и изделия из дерева пользуются спросом со времен появления человека, то методы его обработки постоянно совершенствуются. Сегодня наиболее интересным и передовым из них можно назвать вырезание по дереву лазером – технология, которая обеспечивает уникальную точность, качество и скорость резки дерева.
Особенности и технология лазерной резки дерева
Технология резки и выжигания по дереву, то есть, нанесению требуемого рисунка на деревянную поверхность предусматривает использование лазерного станка. Как правило, такие станки универсальны и позволяют работать с различными материалами, в том числе и металлом, пластиком, кожей и деревом.
В зависимости от задачи и толщины обрабатываемого материала, устанавливается необходимая мощность лазерного луча и точка фокусировки. В зависимости от этого, например фанерный лист, прожигается насквозь, то есть, режется, или на нем прожигается верхний слой, то есть, наносится рисунок или надписи.
Как правило, резьба по дереву лазером проводится на лазерном станке, на рабочее основание которого укладывается материал, а лазерная головка по заранее загруженной программе движется над рабочим полем по направляющим.
Во время работы лазера точка реза или гравировки обдувается воздухом. Это необходимо, чтобы предотвратить возгорание и удалять продукты горения, чтобы они не загрязняли линзу и воздух в рабочей зоне.
Эта технология подходит как для штучного производства, так и для мелкосерийного, поскольку обеспечивает высокую точность раскроя листа и повторяемости вырезанных деталей. В отличие от существующих технологий механической обработки, резка дерева лазером не требует последующей обработки краев, а сам край получается гладким, ровным без сколов и заусенцев. К тому же он имеет оригинальный темный цвет.
Сам процесс изготовления деревянных деталей на лазерном станке можно поделить на несколько этапов:
- Разработку чертежа в конструкторском САПР;
- Подготовку управляющей программы;
- Загрузку программы в станок;
- Установку листа фанеры на рабочий стол;
- Запуск программы и снятие вырезанных деталей и остатков материала с рабочего стола.

Современный инструмент для лазерной резки при правильном выборе позволит решить ваши задачи связанные с резкой дерева (фанеры) и нанесением изображений на деревянную поверхность. Главное, правильно подобрать параметры оборудования, и в этом вам всегда помогут наши специалисты!
Обращайтесь, всем будем рады!
WA/V +7-910-973-90-38, 8-800-555-14-45
www.lasermarker.ru
УФ лазерная резка буковой фанеры
Belforte DA (1998) Неметаллообработка. Ind Laser Ред. 13 (9): 11–13
Google ученый
Элтавахни Х.А., Россини Н.С., Дассисти М., Алрашед К., Альдахам Т.А., Бенюнис К.Ю., Олаби АГ (2013) Оценка и оптимизация параметров лазерной резки фанерных материалов. Opt Lasers Eng 51 (9): 1029–1043. https://doi.org/10.1016/j.optlaseng.2013.02.019
Статья Google ученый

Barcikowski S, Koch G, Odermatt J (2006) Характеристика и модификация зоны термического влияния во время лазерной обработки древесины и древесных композитов. Holz Roh-Und Werkst 64: 94–103. https://doi.org/10.1007/s00107-005-0028-1
Статья Google ученый
Martinez-Conde A, Krenke T, Frybort S, Müller U (2017) Обзор: Сравнительный анализ CO2-лазера и обычного пиления для резки пиломатериалов и древесных материалов.Wood Sci Technol 51 (4): 943–966. https://doi.org/10.1007/s00226-017-0914-9
Статья Google ученый
Hernandez JC, Crouse P, Li L (2007) Мощный волоконный лазер на основе Yb для резки сухой древесины сосны. В: World Congress on Engineering, pp. 1129-1134
Yang CM, Zhu XL, Kim NH, Lee SH, Qi Y, Bai Y, Guo MH, Ma Y (2016) Экспериментальный дизайн и исследование микро- нано-древесное волокно, обработанное наносекундным импульсным лазером. Биоресурсы 11 (4): 8215–8225. https://doi.org/10.15376/biores.11.4.8215-8225
Биоресурсы 11 (4): 8215–8225. https://doi.org/10.15376/biores.11.4.8215-8225
Статья Google ученый
Фукута С., Номура М., Икеда Т., Йошизава М., Ямасаки М., Сасаки Ю. (2016) УФ-лазерная обработка древесины. Eur J Wood Wood Prod 74 (2): 261–267
Артикул Google ученый
Quintero F, Riveiro A, Lusquinos F, Comesana R, Pou J (2011) Лазерная резка плит из фенольной смолы.J Mater Process Technol 211 (11): 1710–1718
Артикул Google ученый
Пандей К.К., Вуоринен Т. (2008) УФ-резонансное Рамановское спектроскопическое исследование фотодеградации лигнинов древесины лиственных и мягких пород УФ-лазером. Holzforschung 62 (2): 183–188. https://doi.org/10.1515/Hf.2008.046
Статья Google ученый
Чжоу Б.Х., Махдавиан С. М. (2004) Экспериментальный и теоретический анализ резки неметаллических материалов маломощным CO2-лазером.J Mater Process Technol 146 (2): 188–192. https://doi.org/10.1016/j.jmatprotec.2003.10.017
М. (2004) Экспериментальный и теоретический анализ резки неметаллических материалов маломощным CO2-лазером.J Mater Process Technol 146 (2): 188–192. https://doi.org/10.1016/j.jmatprotec.2003.10.017
Статья Google ученый
Элтавахни Х.А., Олаби А.Г., Бенюнис К.Ю. (2011) Исследование параметров резки с помощью CO2-лазера древесного композитного материала МДФ. Opt Laser Technol 43 (3): 648–659. https://doi.org/10.1016/j.optlastec.2010.09.006
Статья Google ученый
Барнеков В.Г., Макмиллин К.В., Хубер Х.А. (1986) Факторы, влияющие на лазерную резку древесины. Для Prod J 36 (1): 55–58
Google ученый
Молнар С., Немет Р., Фехер С., Толвай Л., Папп Г., Варга Ф, Апостол Т. (2001) Технические и технологические свойства древесины венгерского бука учитывают красное сердце. Древ Выск 46 (1): 21–29
Google ученый

Randall WK (1977) Корреляции роста клонов тополя, полученных из зрелых черенков.Silvae Genet 26 (2-3): 119–120
Google ученый
Шулер Дж. Л., Маккарти В. (2015) Развитие вырубок восточного тополя с изменением длины среза и площади поверхности, доступной для укоренения. Нью-Форест 46 (4): 547–559
Статья Google ученый
Hirata S, Ohta M, Honma Y (2001) Распределение твердости на поверхности древесины. J Wood Sci 47 (1): 1–7. https: // doi.org / 10.1007 / Bf00776637
Статья Google ученый
Lum KCP, Ng SL, Black I (2000) Лазерная резка МДФ CO2 1. Определение параметров процесса. Opt Laser Technol 32 (1): 67–76
Статья Google ученый
Эрнандес-Кастанеда Дж. К., Сезер Г. К., Ли Л. (2011) Влияние содержания влаги при резке волоконным лазером древесины сосны. Opt Lasers Eng 49 (9-10): 1139–1152
Opt Lasers Eng 49 (9-10): 1139–1152
Статья Google ученый
Фукута С., Номура М., Икеда Т., Йошизава М., Ямасаки М., Сасаки Ю. (2016) Зависимость производительности обработки при резке древесины УФ-, видимым и ближним ИК-лазером от длины волны. J Wood Sci 62 (4): 316–323
Статья Google ученый
Леоне С., Дженна С., Каджано А., Тальяферри В., Молитьерно Р. (2015) Исследование лазерной резки Nd: YAG листа сплава Al 6061 T6. 3-я глобальная веб-конференция Cirp – Развитие исследований в области инженерии за пределами современного состояния (Cirpe2014) 28: 64-69.https://doi.org/10.1016/j.procir.2015.04.012
Хазир Э., Коч К.Х. (2019) Оптимизация параметров обработки древесины на фрезерных станках с ЧПУ: алгоритм имитации поворота на основе ортогонального массива Тагучи. Maderas-Cienc Tecnol 21 (4): 493–510
Google ученый

Зайдон А., Ким Г. Х., Бакар Е. С., Расмина Х. (2014) Модели методологии поверхности отклика параметров обработки для высокоэффективной фенольной композитной древесины. Sains Malays 43 (5): 775–782
Google ученый
Хао Х.Дж., Ван М.Л., Хао Ф.К. (2012) Многоцелевая оптимизация качества лазерной резки на основе модели поверхности отклика. Материалы 2-й Международной конференции по компьютерным и информационным приложениям (Iccia 2012): 1271-1274
Jou YT, Lin WT, Lee WC, Yeh TM (2014) Интеграция метода Тагучи и методологии поверхности отклика для параметров процесса оптимизация литья под давлением. Appl Math Inform Sci 8 (3): 1277–1285. https://doi.org/10.12785/amis/080342
Статья Google ученый
Кубовский И., Качик Ф., Рейнпрехт Л. (2016) Влияние УФ-излучения на изменение цвета и состава поверхности липы, обработанной CO2-лазером. J Photoch Photobio A 322: 60–66. https://doi.org/10.1016/j.jphotochem.2016.02.022
J Photoch Photobio A 322: 60–66. https://doi.org/10.1016/j.jphotochem.2016.02.022
Статья Google ученый
Yuce MY, Demirel AL, Menzel F (2005) Настройка гидрофобности поверхности композитных пленок полимер / наночастицы в режиме Венцеля по составу.Ленгмюр 21 (11): 5073–5078. https://doi.org/10.1021/la050033y
Статья Google ученый
Deng YB, Mager D, Bai Y, Zhou T, Liu ZY, Wen LP, Wu YH, Korvink JG (2018) Обратно сконструированные микротекстуры для надежного режима супергидрофобности Кэсси-Бакстера. Вычислительный метод, приложение M 341: 113–132. https://doi.org/10.1016/j.cma.2018.06.034
MathSciNet Статья МАТЕМАТИКА Google ученый
Hubbe MA, Gardner DJ, Shen W (2015) Краевые углы и смачиваемость целлюлозных поверхностей: обзор предложенных механизмов и стратегий испытаний. Биоресурсы 10 (4): 8657–8749
Биоресурсы 10 (4): 8657–8749
Google ученый
Кутнар А., Рауткари Л., Лайне К., Хьюз М. (2012) Термодинамические характеристики твердой древесины сосны обыкновенной с уплотнением поверхности. Eur J Wood Wood Prod 70 (5): 727–734. https://doi.org/10.1007/s00107-012-0609-8
Статья Google ученый
Дженнингс Дж. Д., Цинк-Шарп А., Камке Ф. А., Фрейзер К. Э. (2005) Свойства древесины, уплотненной сжатием. Часть 1: доходность облигаций. J Adhes Sci Technol 19 (13-14): 1249–1261. https://doi.org/10.1163/156856105774429055
Статья Google ученый
Englund F, Bryne LE, Ernstsson M, Lausmaa J, Walinder M (2009) Спектроскопические исследования химического состава поверхности и смачиваемости модифицированной древесины. Wood Mater Sci Eng 4: 80–85.https://doi.org/10.1080/17480270
7659
Статья Google ученый

Хуанг XA, Коджафе Д., Коджафе Y, Boluk Y, Pichette A (2012) Изменения смачиваемости термообработанной древесины из-за искусственного выветривания. Wood Sci Technol 46 (6): 1215–1237. https://doi.org/10.1007/s00226-012-0479-6
Статья Google ученый
Gunnells DW, Gardner DJ, Wolcott MP (1994) Температурная зависимость поверхностной энергии древесины.Wood Fiber Sci 26 (4): 447–455
Google ученый
Cheng EZ, Sun X (2006) Влияние шероховатости деревянной поверхности, вязкости клея и рабочего давления на прочность адгезии белкового клея. J Adhes Sci Technol 20 (9): 997–1017. https://doi.org/10.1163/156856106777657779
Статья Google ученый
Хизироглу С., Чжун З. В., Онг В. К. (2014) Оценка прочности сцепления между породами древесины сосны, дуба и нято в зависимости от шероховатости их поверхности. Измерение 49: 397–400. https://doi.org/10.1016/j.measurement.2013.11.053
Измерение 49: 397–400. https://doi.org/10.1016/j.measurement.2013.11.053
Статья Google ученый
Spuhler GJ, Sudmeyer T, Paschotta R, Moser M, Weingarten KJ, Keller U (2000) Мощные Nd: YAG-лазеры с пассивной синхронизацией мод с несколькими лазерными головками. Appl Phys B-Lasers O 71 (1): 19–25
Статья Google ученый
Wu YJ, Gao YQ, Zheng Q, Ji LL, Cui Y, Li FJ, Hua YL, Ma WX, Sui Z (2020) Расчет и анализ термостабильного регенеративного резонатора с несколькими лазерными головками с использованием системы 4f .Opt Eng 59 (3): Artn 036111. https://doi.org/10.1117/1.Oe.59.3.036111
Статья Google ученый
Corboline T, Rea EC, Dunsky C (2003) Обработка кремниевых пластин ультрафиолетовым лазером высокой мощности. Четвертый международный симпозиум по прецизионному лазерному микропроизводству 5063: 495-500. https://doi.org/10.1117/12.540931
https://doi.org/10.1117/12.540931
Tonshoff HK, Overmeyer L, Ostendorf A, Wais J (1997) Общая концепция обработки для производства микрооптики с мощными УФ-лазерами.Оптика эксимерных лазеров Заявка 2992: 150–158
Статья Google ученый
Березовая фанера 1,5 мм – 12 мм
BB (II / II) Фанера Русская Березовая MR Клей
Наши поставки: Исходный материал
Толщина: Доступны 1,5 мм, 3 мм, 6 мм, 9 мм, 12 мм,
Размеры листов: 1500 × 1500 мм, 1200 × 710 мм, 900 × 600 мм, 600 × 600 мм, 600 × 300 мм
Ваш запас: Не всю фанеру можно вырезать лазером.Убедитесь, что ваша фанера внутреннего класса с клеевой линией MR. Свяжитесь с нами, чтобы узнать больше.
PEFC BR / BR Финская березовая фанера, также доступен феноловый клей толщиной 0,4 мм и 0,8 мм »
Подробнее о лазерной резке дерева »
Подробнее о лазерной гравировке дерева»
Свойства материала
Высокопрочный ламинированный листовой материал из древесины березы. Обе грани относятся к классу BB, что позволяет оставлять пятна и другие мелкие сучки / дефекты.Обычно используемый древесный материал для лазерной резки и гравировки. Склеивается клеевой линией MR и в промышленности известна как лазерная фанера.
Обе грани относятся к классу BB, что позволяет оставлять пятна и другие мелкие сучки / дефекты.Обычно используемый древесный материал для лазерной резки и гравировки. Склеивается клеевой линией MR и в промышленности известна как лазерная фанера.
Типовые области применения
Искусство и скульптура, Ювелирные изделия, вывески, изготовление моделей, легкие строительные работы, изготовление мебели и корпусов, торговые витрины.
Внешний вид и зернистость
Поскольку это натуральный материал, имейте в виду, что тон и линия текстуры могут варьироваться от листа к листу. Более тонкие листы также могут деформироваться.Все листы вырезаны лазером с гравировкой с горизонтальной линией волокон.
Лазерная резка
Как и в случае с натуральным материалом, в процессе резки образуются следы ожогов, которые сводятся к минимуму с помощью следующих стандартных методов резки.
Верхняя поверхность
Сжатый воздух (обычно давление 4 бара) используется для предотвращения возгорания, ожога и обугливания верхней поверхности. В некоторых случаях вокруг линии реза может появиться легкое изменение цвета (особенно на более толстой фанере.) Их можно легко отшлифовать с помощью влажной и сухой бумаги с мелким зерном.
В некоторых случаях вокруг линии реза может появиться легкое изменение цвета (особенно на более толстой фанере.) Их можно легко отшлифовать с помощью влажной и сухой бумаги с мелким зерном.
Лазерные хвосты
Очень маленькие вспышки могут возникать на поверхности, где лазер срабатывает в начале траектории векторной линии / формы. Эти следы можно легко отшлифовать влажной и сухой бумагой с мелким зерном.
Нижняя поверхность
Для стандартных размеров до 6 мм нижняя поверхность замаскирована защитной лентой, чтобы свести к минимуму следы ожогов, возникающие при попадании лазера на лазерный стол. К сожалению, для толщины 9 мм и более нельзя использовать защитную ленту, так как она отслаивается в процессе резки.Поэтому следы ожогов будут на обратной стороне.
Ширина пропила и пропил
Средний пропил (насколько забирает лазер) для МДФ составляет 1,5-6 мм, толщина: + / – 0,1 мм, толщина 6-12 мм: + / – 0,2 мм, толщина 12 мм +: + / – 0,3 мм
В качестве ориентира мы рекомендуем, чтобы минимальная ширина реза была не меньше соответствующей толщины материала. См. Дополнительную информацию о минимальной ширине реза и пропиле лазера.
См. Дополнительную информацию о минимальной ширине реза и пропиле лазера.
Обрезанный край
Лазерная резка березовой фанеры с коричневой / черной кромкой, которая тем темнее, чем толще разрезаемая фанера.Кромка фанеры толщиной более 9 мм может сильно испачкаться и в некоторых случаях оставить следы при контакте с поверхностью материала.
Деревянные сучки
Как натуральный материал, в слоях фанеры встречаются сучки и другие дефекты. Они немного тверже, чем слои фанеры, что может повлиять на четкость лазерной резки. Когда лазер встречается с этими узлами, это может вызвать легкое вздувание лазера, что приведет к более темным отметкам на поверхности. Иногда твердость узла не позволяет лазеру прорезать весь лист.В этом случае нам понадобится нож, чтобы обрезать деревянный сучок. На березовой фанере толщиной более 9 мм деревянные сучки могут сделать резку довольно грязной, особенно на нижней стороне.
В некоторых случаях воздушные карманы вокруг деревянного сучка могут привести к выгоранию верхней поверхности вокруг сучка, образуя слегка неровную линию разреза. К сожалению, этого нельзя избежать, поскольку невозможно определить, где находятся сучки древесины в слоях шпона.
К сожалению, этого нельзя избежать, поскольку невозможно определить, где находятся сучки древесины в слоях шпона.
Растровая и векторная гравировка
Мы установили оптимальные настройки гравировки для всех наших расходных материалов.Для березовой фанеры маркировка представляет собой неглубокую легкую царапину на поверхности. Гравирует с отличной четкостью. Гравировка на фанере толщиной 0,8 мм и 1,5 мм имеет черно-коричневый оттенок. Толщина от 3 до 12 мм позволяет гравировать более светлые и нежные оранжево-коричневые тона.
Направление зерна
Стандартно на всех древесных материалах мы наносим гравировку с горизонтальной линией волокон (слева направо) для обеспечения максимальной четкости. Если вы предпочитаете гравировать против шерсти, вам нужно указать это в своем запросе на работу.
Вариант с гравировкой
Имейте в виду, что это натуральный материал, поэтому при одних и тех же стандартных настройках гравировки может происходить небольшое изменение тона гравированного покрытия от листа к листу. Тон древесины, линия волокон, плотность и влажность – все это влияет на тон гравировки. На изменение тона также может влиять распределение мощности, если у вас есть много произведений искусства для гравировки, которые различаются по размеру.
Тон древесины, линия волокон, плотность и влажность – все это влияет на тон гравировки. На изменение тона также может влиять распределение мощности, если у вас есть много произведений искусства для гравировки, которые различаются по размеру.
Более глубокая гравировка
Если вы хотите, чтобы ваша гравировка была глубже, чем наши стандартные настройки, вам нужно будет указать это в вашем запросе на работу.Имейте в виду, что более высокая мощность лазера и более низкая скорость обработки могут вызвать выделение большего количества масла из древесины и, следовательно, появление пятен на поверхности. Лазерная вытяжка также может вытягивать эти масла / пары по верхней поверхности, создавая вид обгоревших краев гравировки, которая тем сильнее, чем глубже. Некоторым людям нравится этот эффект, но имейте в виду, что если вы хотите сохранить чистый результат, лучше придерживаться наших оптимизированных настроек.
Какая древесина лучше всего подходит для лазерной резки (быстрый ответ и советы)
Половина удовольствия от покупки нового оборудования – это сначала узнать о нем все. Подумайте обо всех проектах, которые вы сможете сделать своими руками, и о том, что вы планируете делать. Теперь, когда лазерные резаки для дерева становятся все более популярными, один из первых вопросов, который приходит в голову, – какая древесина лучше всего подходит для лазерной резки?
Подумайте обо всех проектах, которые вы сможете сделать своими руками, и о том, что вы планируете делать. Теперь, когда лазерные резаки для дерева становятся все более популярными, один из первых вопросов, который приходит в голову, – какая древесина лучше всего подходит для лазерной резки?
В общем, лучшая древесина для лазерной резки – это липа, белая сосна, ольха, вишня, дуб, фанера балтийской березы, бальза и пробка. Большинство лазерных резчиков предпочитают мягкую древесину, не имеющую искаженного узкого рисунка с твердой текстурой. Насколько хорошо режет каждый вид, зависит от мощности вашего лазерного резака, толщины и скорости.
Ниже я подробно объясню, как выбрать наилучший сорт дерева для вашего проекта лазерной гравировки. Я рассмотрю те породы дерева, которые подходят для лазерной резки.
Для тех из вас, у кого уже есть лазерный резак, я был удивлен выбором предварительно вырезанных на Amazon. Если вы хотите сразу приступить к каким-либо проектам, я рекомендую эти предварительно вырезанные доски для лазерной резки , доступные на Amazon. Обязательно ознакомьтесь с ними.
Обязательно ознакомьтесь с ними.
Перед тем, как приступить к лазерной резке, обязательно прочтите приведенные ниже советы, чтобы выбрать наилучший вариант древесины.
Посмотрите на содержание смолыСодержание сока или смолы в выбранной древесине будет иметь заметное влияние на то, будет ли древесина темнее или светлее. Например, если вы хотите получить более темный ожог, вам следует выбрать кусок дерева с высоким содержанием смолы.
Ольха или вишня – отличные варианты. Однако, если вы пытаетесь найти что-то более светлое, вы можете попробовать использовать дуб.
Поймите, почему разные породы дереваЕсть несколько пород дерева, которые являются достойными вариантами для лазерной резки.Трудно различить, в чем разница между видами древесины и как они повлияют на результат вашего проекта.
Породы древесины для лазерной резки
Вот несколько различных пород дерева, которые вы можете примерить на свой лазерный резак, в зависимости от вашей модели.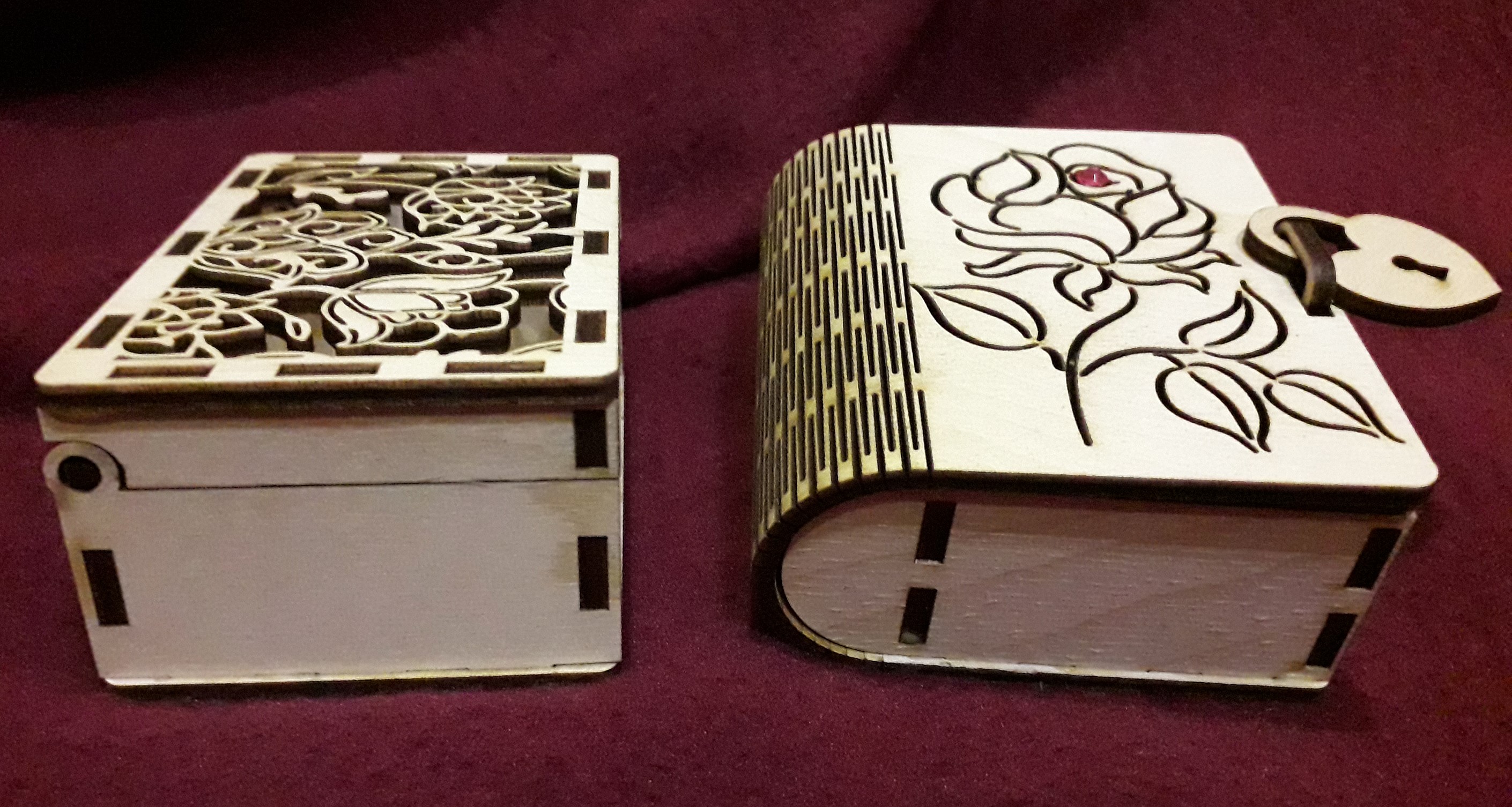
Более мягкие породы дерева, такие как бальза и тополь, можно резать лазером быстрее при меньшей мощности. Если древесина светлее, контраст будет меньше.
ВинирыПоскольку шпонированная древесина производится с натуральным деревом на поверхности, вы можете вырезать ее лазером так же, как и панели из массивной древесины.
Твердая древесинаДуб и вишня обычно более плотные, чем другие породы дерева, и для лазерной резки требуется более высокая мощность. Но по сравнению с хвойными породами твердые породы создают больший контраст при гравировке.
ФанераФанера бывает самых разных типов и размеров, что делает ее подходящей для многих проектов лазерной резки. Но если вы выберете фанеру, обязательно выберите вариант, который явно продается для использования с лазером, например, балтийская береза.
Как упоминалось ранее, вы можете проверить широкий выбор древесины для лазерной резки на Amazon.
Толщина и тип древесины, которую вы выберете для распиловки, будут иметь большое влияние на ваш проект по распиловке древесины. Ваша мощность, скорость и другие настройки лазерного резака также являются факторами.
Даже мощность вашего лазера и окружающая среда, в которой вы выполняете лазерную резку, могут повлиять на ваши настройки.Вот почему вам следует провести испытание материалов на небольшом куске дерева, прежде чем приступить к более крупному куску.
Понять, как длина волны лазера влияет на древесинуПроцесс лазерной резки дерева может быть завершен с помощью лазера CO2 10,6 или 9,3 микрон без какой-либо заметной разницы в качестве обработки. Древесина не быстро поглощает энергию, излучаемую волоконным лазером с размером 1,06 мкм.
Лазерная резка на этой длине волны не рекомендуется. При лазерной резке древесины с помощью CO2-лазера получается прямоугольная, слегка затемненная кромка среза.
Если вы решите начать свой проект по распиловке дерева с приличного куска дерева, плоского и с очень небольшим количеством дефектов, то в конце вы получите хороший результат. Помните, что толщина, необходимая для создания результата, к которому вы стремитесь.
После того, как вы сделали все пропилы и остались довольны внешним видом дерева, не забудьте использовать тряпку, чтобы слегка стереть любой образовавшийся мусор. Вы также можете защитить и сохранить свой кусок дерева, применив подходящую отделку.Если вы использовали сосну, прочтите «Как лучше всего отделать сосну».
Самый простой способ убедиться в успехе вашего проекта – это выбрать подходящий станок для лазерной резки с наиболее надежным программным обеспечением для лазерной резки.
Тесты лазерной резки и гравировки
Испытания по гравировке С помощью гравировальных лазерных головок серии PLh4D можно резать и гравировать многие типы материалов.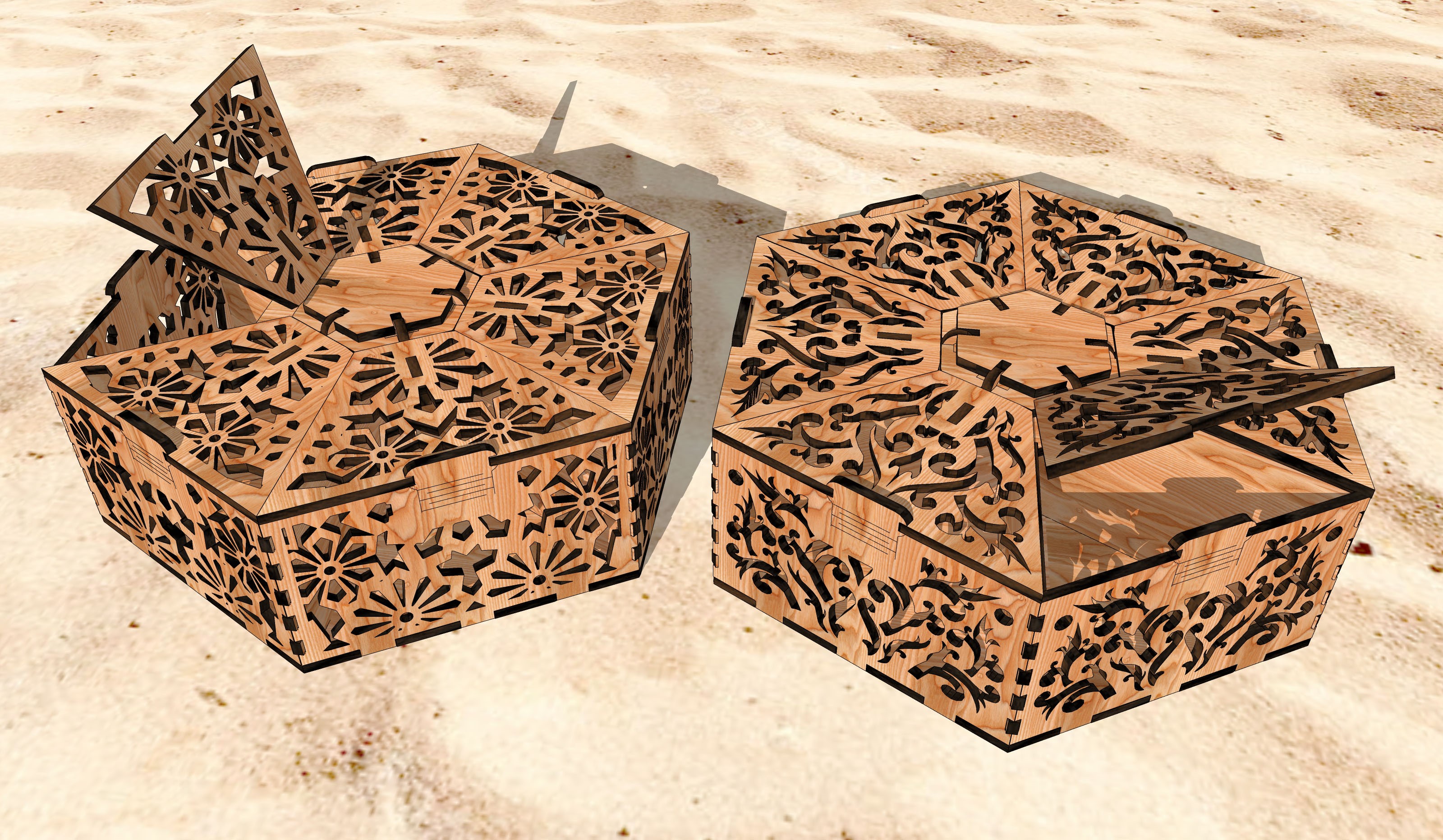 Гравировка намного проще, поскольку для генерации G-кода требуется только один проход с соответствующим образом выбранной скоростью.Многие материалы толщиной более 0,5–1,5 мм требуют нескольких проходов, чтобы лазер прорезал всю глубину. Исключение составляют пенопласт и некоторые мягкие материалы, которые в некоторых случаях можно разрезать с пропуском до 10 мм. Способ резки зависит от структуры материала и его плотности. Например, оргстекло, как и твердая фанера, резать сложнее, и, в зависимости от типа, может потребоваться несколько проходов для резки материала толщиной 1 мм.
Гравировка намного проще, поскольку для генерации G-кода требуется только один проход с соответствующим образом выбранной скоростью.Многие материалы толщиной более 0,5–1,5 мм требуют нескольких проходов, чтобы лазер прорезал всю глубину. Исключение составляют пенопласт и некоторые мягкие материалы, которые в некоторых случаях можно разрезать с пропуском до 10 мм. Способ резки зависит от структуры материала и его плотности. Например, оргстекло, как и твердая фанера, резать сложнее, и, в зависимости от типа, может потребоваться несколько проходов для резки материала толщиной 1 мм.
| Материал | Резка | Отметка / гравировка | Макс. Толщина, испытанная при резке |
|---|---|---|---|
| Бумага | 0.1 мм / 0,003 дюйма | ||
| Картон (твердый) | 3 мм / 0,118 дюйма | ||
| Картон (флейта, волна) | 6 мм / 0,236 дюйма | ||
| Бальза | 10 мм / 0,393 дюйма | ||
| Фанера (мягкая) | 6 мм / 0. 236 “ 236 “ | ||
| Фанера (твердая) | 3 мм / 0,118 дюйма | ||
| Дерево | 3 мм / 0,118 дюйма | ||
| Резина (темная) 1 | 1,5 мм / 0,059 дюйма | ||
| Футболка | 0.5 мм / 0,019 дюйма | ||
| Джинсы | 0,8 мм / 0,031 дюйма | ||
| Оргстекло (цветное) 3 | 3 мм / 0,118 дюйма | ||
| Пластик (темный) | 1 мм / 0,039 дюйма | ||
| Искусственная кожа | 2 мм / 0.078 “ | ||
| Натуральная кожа | 2 мм / 0,078 дюйма | ||
| Войлок | 3 мм / 0,118 дюйма | ||
| Нейлон | 0,2 мм / 0,007 дюйма | ||
| Фольга, армированная стекловолокном2 | 0. 5 мм / 0,019 дюйма 5 мм / 0,019 дюйма | ||
| Термопрокладка (поролон) | 3 мм / 0,118 дюйма | ||
| Термопрокладка (текстильная) | 0,3 мм / 0,011 дюйма | ||
| Эластичная фольга (темная) | 0,005 мм / 0,0001 “ | ||
| Свинцовая фольга | 0.5 мм / 0,019 дюйма | ||
| Фольга каптоновая | 0,2 мм / 0,007 дюйма | ||
| Пена (темная) | 25 мм / 0,984 дюйма | ||
| Печатная плата | – | ||
| Углерод | – | ||
| Стекло (окрашенное) | – | ||
| Металл (окрашенный) | – | ||
| Нержавеющая сталь | – | ||
| Титан | – | ||
| Алюминий, медь, латунь | – |
Примечания:
- Есть много видов резины. Резину, устойчивую к высоким температурам, резать невозможно. В этом случае лазер может оставить след на поверхности.
- Зависит от плотности стеклянных нитей и их толщины.
- Это зависит от цвета, темные цвета вырезать намного легче. Прозрачное оргстекло невозможно резать
 Резину, устойчивую к высоким температурам, резать невозможно. В этом случае лазер может оставить след на поверхности.
Резину, устойчивую к высоким температурам, резать невозможно. В этом случае лазер может оставить след на поверхности.| Скорость гравировки для PLh4D-2W 1 [мм / с] | Скорость гравировки для PLh4D-6W-XF 1 [мм / с] | Скорость гравировки для PLh4D-6W-uSpot [мм / с] | Скорость гравировки для PLh4D-15W [мм / с] | |||||
|---|---|---|---|---|---|---|---|---|
| Лучший фокус2 | Квадратное пятно3 | Лучший фокус2 | Квадратное пятно3 | Лучший фокус2 | Квадратное пятно3 | Лучший фокус2 | ||
| Кожа | > 80 | 24 | > 80 | 45 | > 80 | 60 | 160 | |
| Мягкая фанера | 15 | 9 | > 80 | 33 | > 80 | 45 | ||
| Картон | > 80 | 45 | > 80 | > 80 | > 80 | > 80 | ||
| Белая книга | 12 | 6 | > 80 | 21 | > 80 | 27 | ||
| Черный анодированный алюминий | > 80 | > 80 | 33 | |||||
| Нержавеющая сталь | 1. 5 * 5 * | 15 * | 1,5 * | 6 | ||||
Примечания:
- Оснащен гравировальной линзой высокого разрешения для максимальной производительности гравировки.
- Плоскость гравировки установлена точно на плоскости фокусировки
- Гравировальная плоскость размещается 4,4 мм / 0,173 дюйма (для PLh4D-6W-XF и PLh4D-2W) и 1,8 мм / 0,070 дюйма (для PLh4D-6W-uSpot) от плоскости фокусировки до симметричного квадратного пятна
| Полипропилен (с воздушным соплом высокого давления на потоке воздуха 10 л / мин) | |||
| Толщина материала | Рабочее расстояние | Скорость подачи | Пройд |
| НЕТ | 55 мм | 25 мм / с | 1 |
Гравировка натуральной кожи (0. Потребляемая мощность 1%) Потребляемая мощность 1%) | |||
| Толщина материала | Рабочее расстояние | Скорость подачи | Пройд |
| НЕТ | 55 мм | 1 мм / с | 1 |
| Гравировка на натуральной коже (потребляемая мощность 0,1%) | |||
| Толщина материала | Рабочее расстояние | Скорость подачи | Пройд |
| НЕТ | 55 мм | 1 мм / с | 1 |
| Гравировка натуральной кожи (0.Потребляемая мощность 1%) | |||
| Толщина материала | Рабочее расстояние | Скорость подачи | Пройд |
| НЕТ | 55 мм | 1 мм / с | 1 |
Лазерная резка / фрезерование морской фанеры с ЧПУ
Привет, У меня есть еще один амбициозный проект на следующее лето. Я проектирую парусную лодку из фанеры, у которой будет много точных стыков (головоломки, суставы пальцев, пазы и т. Д.)) для увеличения прочности и выравнивания, а также для экономии времени и усилий во время строительства. Однако такой выбор конструкции означает, что множество деталей из фанеры будут иметь очень сложные формы и особенности (прорези, вырезы и т. Д.), Которые должны быть очень аккуратно вырезаны, чтобы соответствовать друг другу. Чертеж и резка вручную (даже лобзиком) практически невозможно для достижения необходимой точности. Я думаю о лазерной резке или фрезеровании с ЧПУ.
Я проектирую парусную лодку из фанеры, у которой будет много точных стыков (головоломки, суставы пальцев, пазы и т. Д.)) для увеличения прочности и выравнивания, а также для экономии времени и усилий во время строительства. Однако такой выбор конструкции означает, что множество деталей из фанеры будут иметь очень сложные формы и особенности (прорези, вырезы и т. Д.), Которые должны быть очень аккуратно вырезаны, чтобы соответствовать друг другу. Чертеж и резка вручную (даже лобзиком) практически невозможно для достижения необходимой точности. Я думаю о лазерной резке или фрезеровании с ЧПУ.
Моим первым выбором была бы лазерная резка, потому что она менее ограничена в возможностях (очень маленькие отверстия, внутренние углы 90 ° и т. Д.) и намного дешевле. Я консультировался с различными фирмами по всей моей стране, у которых есть резаки с CO2-лазером и столы, достаточно большие для полноразмерных листов фанеры. Ни у кого из них нет опыта резки морской фанеры, потому что для моей страны это новинка. Однако мне сообщили, что водостойкие клеи, используемые для изготовления морской фанеры, могут плохо работать с лазером и могут гореть.
Однако мне сообщили, что водостойкие клеи, используемые для изготовления морской фанеры, могут плохо работать с лазером и могут гореть.
У меня есть доступ к лазерному резчику мощностью 40 Вт, который может прорезать 9 мм березовой фанеры, но когда я тестировал его с морской фанерой, он едва смог прорезать 4 мм (5/32 дюйма) фанеру BS1088 okoume, которая является что я буду использовать для этой лодки.Этот лазер немного обжег его, потому что мне приходилось работать медленно, чтобы вообще прорезать, поэтому я не уверен, что более мощный лазер справится с этой задачей лучше. Промышленные лазеры, о которых я спрашивал, имеют мощность от 500 до 2500 Вт, поэтому я почти уверен, что они должны прорезать 4-миллиметровый морской слой … Но они все равно могут его сжечь. Или не.
Итак, был ли у кого-нибудь из вас опыт резки морской фанеры с помощью лазерных резаков? Это вообще выполнимо? На какой результат я могу рассчитывать?
Также, что очень важно, насколько хорошо эпоксидная смола держится на обожженных лазером кромках фанеры по сравнению с кромками, обрезанными традиционным способом? Многие мои стыки будут зависеть от прилипания эпоксидной смолы к этим краям и способности герметизировать их от проникновения воды.
Если лазерная резка окажется невозможной или непрактичной, мне придется прибегнуть к фрезерованию с ЧПУ. Я действительно не хочу этого делать, потому что это дорого, имеет ограничения, о которых я упоминал выше, и имеет определенный шанс выйти из строя (мелкие детали отлетают и все портят).
Я заглянул в компанию Chesapeake Light Craft, которая продает лодочные комплекты с готовыми фанерными деталями, и нашел фотографии комплектов, вырезанных лазером и фрезерованных на ЧПУ, но я не уверен, какую фанеру они использовали в каждом из них. кейс.
Итак, лазерная резка или фрезерование с ЧПУ? Может кто-нибудь предложить какое-нибудь понимание?
УФ-лазерная резка буковой фанеры
ОРИГИНАЛЬНАЯ АРТИКУЛ
УФ-лазерная резка буковой фанеры
Кам Чуен Юнг
1
и Ханг Шань Чой
1
и Тинъюй Сяо
1
Получено: 12 июня 2020 г. / принято: 9 ноября 2020 г.
# Springer-Verlag London Ltd., часть Springer Nature 2020
Abstract
В данной статье представлены экспериментальные и теоретические исследования УФ-лазерной резки фанеры из бука. Мульти-технологические факторы
Мульти-технологические факторы
в процессе лазерной резки были определены с использованием подхода Тагучи к проектированию параметров. Включено исследование древесного материала
после лазерной резки, связанное с его микроструктурой, морфологией поверхности и поверхностной энергией. Компоненты из буковой фанеры
были вырезаны с использованием импульсных УФ-лазеров с различными параметрами для определения превосходного качества поверхности на основе SEM, уровня серого, угла контакта воды
и оптического профилирования.Результаты показали, что шероховатость поверхности в Ra компонентов фанеры из бука при различных мощностях лазера
, с системой управления потоком газа и без нее, может быть уменьшена с 17,3 до 11,1 мкм. Следы ожогов на образцах, вырезанных лазером
, также были охарактеризованы с точки зрения оценки уровня серого. Результаты показали, что уровень серого у образцов
был увеличен примерно на 16% с помощью системы контроля потока газа, что означает меньшую протяженность ожогов на фанере.Предложенный метод лазерной резки
оказался успешным в контроле качества поверхности компонентов фанеры из бука
.
Ключевые слова УФ-лазер. Фанера из бука. Морфология поверхности. Поверхностная энергия. Метод Тагучи
1 Введение
Лазерные технологии популярны во многих промышленных приложениях
для обработки материалов при резке компонентов машиностроения
из-за их высокой точности и высокой мощности плотность [1].
В мебельной промышленности значительно увеличилось на
использование фанеры. Как показано на рис. 1, фанера состоит из
клееной многослойной древесины с более чем 3 слоями,
с ориентацией волокон под прямым углом между соседними
слоями. Такая ориентация не только повышает прочность фанеры
, но и снижает ее усадку. Обычно фанера
, используемая в строительстве, прессуется в большие плоские
листов.Однако фанера также может быть изготовлена в различных формах
и формах, которые можно использовать в мебели. Мартинес-Кондиталь. [4]
сообщил о сравнительном исследовании и показал, что использование лазера CO
2
дает
многих преимуществ по сравнению с традиционной технологией резки дерева
, такой как пиление (ручное, полуавтоматическое,
автоматическое и полностью автоматизированное). автоматизированные процессы) и раскройные станки с ЧПУ
. Прямой контакт между режущим полотном и поверхностью древесного материала
неизбежен в обычных процессах резки
(пиление и фрезерование с ЧПУ), создавая механическое усилие
.Однако резка древесных материалов
с использованием лазерных технологий, как показано на рис. 1 (c), (d) и
(e), обеспечивает ряд преимуществ по сравнению с традиционными процессами
. К ним относятся бесконтактный (предотвращение образования трещин
от механических сил), более узкая ширина пропила, чем при традиционных методах
(экономия материалов и затрат), компьютеризированный цифровой контроль
(с использованием панелей переключателей или числового программного управления
). систем) с более высокой точностью, создание сложных профилей
(таких как линии, окружности, кривые), гладких выходных поверхностей и более тихой обработки
.Следовательно, лазерные системы
были признаны пригодными для использования в мебельной промышленности из-за их нынешней способности
вырезать сложные и точные модели.
В целом, органические материалы могут легко поглощать CO
2
лазерные лучи
, так что лазерное оборудование обеспечивает высокую производительность при низкой стоимости
по сравнению с резкой древесины обычным распилом [4].
Эрнандес и др. [5] обнаружили, что качество луча в волоконных лазерах
было лучше, чем в лазерном луче CO
2
, с точки зрения выходной мощности
, гибкости в качестве луча и низкой стоимости.Однако волоконные лазеры
могут более легко вызвать ожоги во время лазерной резки древесины
[6]. Кроме того, коротковолновые лазеры (ультрафиолетовые лазеры ul-
) используются для высокоточной обработки,
из-за коротких длин волн и коротких импульсов
* Hang Shan Choy
1
Департамент промышленной и системной инженерии, Гонконг
Политехнический университет, Хунг Хом, Коулун, Гонконг
2
Wuhan Intelligent Laser Technology Co., Ltd., Ухань, Китай
https://doi.org/10.1007/s00170-020-06376-6
/ Опубликовано в Интернете: 26 ноября 2020 г.
The International Journal of Advanced Manufacturing Technology (2021) 112: 925 –947
Содержимое предоставлено Springer Nature, применяются условия использования. Права защищены.
Лазерная резка дерева | Фанера, МДФ, Шпонированная, Valchroma
Мы ежедневно режем лазером листы МДФ, фанеры и натурального дерева. У нас есть специально разработанный лазер и устройство для экстракции специально для этой цели, чтобы гарантировать отличное качество резки и безопасную обработку материала.
Размер пропила с деревом (в зависимости от используемых материалов) может быть очень тонким. В зависимости от толщины материала древесины мы можем достичь типичного зазора между пропилом от 0,2 до 0,4 мм. Толщина от 0,4 мм до 18 мм
Мы можем перенести сложные рисунки, логотипы и фотографии на дерево с помощью лазерной маркировки-травления, резки и гравировки. Кривые и острые углы можно вырезать с помощью лазера с удивительной точностью. Наши лазерные системы обеспечивают скорость, повторяемость и производительность в сложных условиях резки.
Аппликации для резки Декоративные панели Театральные декорации, трафареты, компоненты Рождественские украшения вывески Изготовитель моделей для киностудий
Фанера береза
Режем березовую фанеру каждый день лодкой. Ply очень популярен.Размеры от 0,4 мм до 12 мм толщиной
- Фанера идеально подходит для резки и гравировки с помощью лазерной системы
- Гладкие и точные режущие кромки
- Поверхности остаются без трещин и не оставляют следов синяков после зажима
- Высокая повторяемость и точность посадки, например, для интарсий до + – 0,2 мм
МДФ
МДФ, возможно, сегодня является одним из самых универсальных продуктов для лазерной резки.также медит, Valchromat и шпонированный МДФ, s
- Поверхности остаются без трещин и не оставляют следов синяков после зажима
- Гладкие и точные режущие кромки
- Высокая повторяемость и точность
- Свободно выбираемые контуры
- Нет стружки, следовательно, очистка окружения станка не требуется
Пробка
- Лазерная резка очень мелких контуров и внутренних краев практически без радиуса
- Бесконтактная обработка, поэтому материал не подвергается нагрузкам и не повреждается – зажим не требуется.
- Без отходов дробления
МДФ шпонированный
- Чистый и идеальный срез
- Нет стружки, следовательно, очистка окружения станка не требуется
- Лазерная резка очень мелких контуров и внутренних контуров практически без радиуса
Valchromat
- Есть 8 разных цветов и 7 разных толщин.