Резка отверстий в металле: обзор основных способов
Вопросы, рассмотренные в материале:
- Что такое лазерная резка отверстий в металле
- Возможна ли точная резка отверстий в металле плазмой
- Как получить отверстия в металле сверлением
- Можно ли вырезать отверстие в металле болгаркой
Резка отверстий в металле бывает востребована как в быту, так и в производстве. И если в первом случае параметром точности можно если и не пренебречь, но оставить его в широких рамках, то для промышленных деталей здесь предъявляются самые строгие требования.
Соответственно, для разных задач существуют и различные способы достижения результата. В быту можно воспользоваться болгаркой, для относительно небольших отверстий применяют сверление, а если требуется высокая точность – используют лазер. Также для этих целей служат плазменные резаки. Подробнее о каждом способе расскажем далее.
Лазерная резка отверстий в металле
- Работа выполняется точно по проекту.
В отличие от сверла, луч лазера при резке не может повести, он направляется только в указанную сторону, по прямой. По сравнению с плазменной дугой, луч не мечется из стороны в сторону. Процессом управляет робот (ЧПУ – числовое программное управление), который не может отвлечься или расслабиться, совершив ошибку, как человек.
Благодаря ЧПУ детали полностью соответствуют проекту, размер отверстий будет одинаковым. При правильно написанной программе все изготовленные детали соответствуют первоначальному проекту.
- Очертания практически любой сложности.


Рассмотрим пример. В настоящее время наиболее быстрым и дешевым способом является координатная пробивка, позволяющая делать окна, имеющие обычные очертания. Края могут быть не совсем ровными, части изделия иногда повреждены, но стоимость такого производства значительно ниже лазерной резки. Однако речь ведь идет об окнах со стандартными очертаниями.
Координатный станок имеет пробивной элемент, чья форма определена заранее. Как формочки для игры в песочнице. При наличии квадратной формы невозможно сделать круглый куличик. Нужно сначала заказать круглую формочку. В принципе, это возможно. Однако что делать, если необходим кулич в виде логотипа фирмы… Можно заказать форму для изготовления логотипа, правда, производство уже не будет ни дешевым, ни быстрым.
Лазерный же станок в состоянии выкроить фигуру как стандартной, так и самой сложной конфигурации. Оператор задает программу, в ходе выполнения которой луч двигается в нужном направлении.
- Минимальный диаметр отверстий более 1 мм.
Еще одним важным моментом является точность выполнения резки. При работе плазменным аппаратом, делающим резку также по координатам, происходит скругление углов. Проблема заключается в толщине сечения плазменной дуги, которая больше, чем луч лазера. Плазменной дугой можно выполнять резку сложных очертаний, но по факту они могут не совсем соответствовать запланированным.
То же самое относится и к минимальному размеру отверстий. Диаметр круга, вырезанного лазерным лучом, равен толщине материала и не может быть менее 1 мм. Диаметр отверстия, вырезанного плазменной дугой, равняется толщине материала, умноженной на 1,5, но не менее 4 мм.
- Края отверстия высокого качества.
Лазерная резка отверстий в металле делает края материала, наиболее близкие к идеальным. При плазменной резке края получаются недостаточно вертикальными, а при пробивке они слегка загибаются.
При плазменной резке края получаются недостаточно вертикальными, а при пробивке они слегка загибаются.
Несмотря на приближенность к идеальным, края металла все же не совсем соответствуют ему. При лазерной резке сравнительно толстых металлических листов, отверстия также имеют небольшую конусность, то есть входной диаметр немного меньше выходного. Но только на толстых. Лазерной резке же в основном подвергаются листы материала толщиной 1, 2, 4 мм, а на них конусность различить достаточно сложно.
- Какой металл подходит для резки отверстий.
Вид металла влияет на максимально возможную толщину листа, в которой можно произвести резку отверстия:
- Черная сталь – < 16 мм.
- Алюминий – < 10 мм.
- Нержавеющая сталь – < 10 мм.
- Латунь – < 5 мм.
- Титан – < 5 мм.
- Оцинкованная сталь – < 3 мм.
- Возможно ли сделать лазером резку перфорации.

При производстве дверей, панелей или корпусов иногда требуется сделать перфорацию металла. Перфорация – это разбросанные на плоскости отверстия, иногда выполненные в виде рисунка, которые необходимы для вентиляции. В состоянии ли лазерный станок сделать ее?
В принципе, да! Но это экономически не очень целесообразно. Причина кроется в том, что дешевле и проще сделать дырки пробивным станком, ведь ему будет достаточно одного удара. Луч лазера же должен выполнять резку каждого отверстия. Близкое их расположение, длинный рез может привести к перегреву материала и заготовку поведет. В большинстве случаев лазерная резка не приводит к перегреву и ведению металла, но при выполнении перфорации это может произойти. Кроме того, резка лазером излишне дорога.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
При необходимости снабдить изделие перфорацией можно поступить следующим образом: взять уже готовый перфолист и вырезать из него кусок нужного размера. На основной детали вырезается кусок такого же размера. Затем перфолист нужно вставить в данное окно. Закрепление проходит контактной сваркой.
На основной детали вырезается кусок такого же размера. Затем перфолист нужно вставить в данное окно. Закрепление проходит контактной сваркой.
Возможна ли точная резка отверстий в металле плазмой
Плазмой можно делать длинные резы, это подтверждается профессионалами и не является новинкой. Сложности появляются при изготовлении отверстий методом плазменной резки в проводящих электричество металлах для соединения частей болтами. При этом качество вызывает большие вопросы. Рассмотрим рекомендации, способные улучшить качество работы и облегчить ее.
- Контроль высоты плазмы.
В процессе резки очень важно выдерживать определенное расстояние между поверхностью металла и резаком. Оно влияет на качество изделия и на срок службы расходных материалов.
Необходимо тщательно подбирать высоту плазмы. При резке расстояние между резаком и обрабатываемым материалом необходимо делать чуть большим. Общий совет: высота пробивки при использовании плазмы должна быть выше рекомендуемой на 50–100 %.
- Найти место для прожига.
Точно локализованное место первоначальной пробивки поможет предотвратить колебания дуги и растяжений, а также иные проблемы. Во-первых, произойдет стабилизация дуги еще до достижения ею края отверстия. Как энергия, так и сила давления должны увеличиваться постепенно. Во-вторых, колебания плазменной дуги, возникающие из-за наличия на металле окалины, можно практически полностью убрать, определив место для пробивки непосредственно около центра. Для комбинированных методов резки прямых линий применяются те же правила.
- Контроль высоты и напряжения дуги.
Невысокая скорость резки, присущая автоматическим системам, влияет на изменения в высоте дуги в процессе изготовления отверстий диаметром меньше 25 мм.
- Скорость.
Скорость перемещения резака для изготовления высококачественных отверстий должна быть достаточно медленной. Она не может превышать 60 % скорости резки внешнего контура изделия. Такое замедление не дает образоваться конусовидным отверстиям. Однако появления окалины не избежать.
- Завершение работ.
Плазменная резка отверстий имеет свои особенности, более всего это касается их изготовления в трубах. И главной особенностью является высокая точность работ. Большинство видов плазменного оборудования не могут после прекращения резки сберегать дугу, даже незначительное время. И она гаснет непосредственно в рамках контура изготавливаемого отверстия.
Получение отверстий в металле сверлением
Просверлить отверстия высокого качества в металле поможет правильный выбор оборудования и грамотно проведенная подготовительная работа. Помимо этого, большое значение для эффективности резки имеет надежность аппаратуры и используемых сверл.
Помимо этого, большое значение для эффективности резки имеет надежность аппаратуры и используемых сверл.
Ниже представлены основные виды отверстий, а также методы их получения:
- Сквозные. Данный вид изготавливается путем полного прохода (насквозь) заготовки. Основной особенностью данного метода резки является значительное уменьшение сопротивления материала после выхода сверла с изнаночной стороны изделия. При недостаточном контроле аппарат может резко опуститься и сверло упрется в верстак, что иногда приводит к поломке оборудования или заклиниванию. Для предотвращения этого используют защитные покрытия столешницы (верстака): деревянную (металлическую) многослойную подкладку или простой брусок со сделанным насквозь отверстием.
- Глухие. Особенности применения данного метода резки – в контроле глубины проникновения сверла. На современном оборудовании стоит специальная система, которая контролирует его подачу. Таким образом происходит резка отверстий в металле с заданной глубиной и без дополнительных инструментов.
Если же система контролируемой подачи сверла отсутствует, то применяют регулируемый или втулочный упор. Помимо этого, можно использовать глубиномер или простую линейку. Однако это неудобно и сильно замедляет работу, поскольку требуется удалить сверло из отверстия, вычистить стружку, а затем измерить глубину.
- Сложная форма. Примером осложненной формы может служить отверстие, расположенное у края изделия. Для его резки используют одновременно две заготовки одинакового размера, их складывают и помещают в тиски. Материал второй заготовки должен быть аналогичным первой, причина скрывается в особенностях резки отверстий на краях металла – сверло будет сдвигаться в сторону более мягкого материала.
Изготовление отверстий на цилиндрических поверхностях металла также относится к сложным видам резки. Перед началом подобной работы необходимо положить подкладку из древесины или пробки.
- С уступами. Особенностью данного метода резки является использование сразу двух техник: уменьшения диаметра и рассверливания. И если в последнем случае применяют разные сверла, постепенно увеличивая их диаметр от меньшего к большему, то при уменьшении диаметра применяют сначала большее сверло, а затем, по мере прохождения вглубь металла, сокращают его размер.
- Большего диаметра. Такая технология считается самой трудоемкой. При резке отверстий в заготовке толщиной не более 0,8–1,0 см применяют так называемые конусно-ступенчатые сверла. Диаметр прохода таких приспособлений – 0,4-0,5 см. В условиях промышленного производства часто применяют биметаллические коронки, позволяющие сделать отверстия размером, не превышающим 10 см. Менее трудоемкой считается технология кольцевого сверления. Ее делают на низких оборотах.


 Менее трудоемкой считается технология кольцевого сверления. Ее делают на низких оборотах.
Менее трудоемкой считается технология кольцевого сверления. Ее делают на низких оборотах.
Можно ли вырезать отверстие в металле болгаркой
Описанные выше методы относились к промышленным способам резки металла. Для использования на производственных предприятиях болгарка не подходит. Данный инструмент более всего применим в условиях мелкого производства, дома, когда необходим мелкий ремонт или строительство. Точность, с которой выполняется резка, невелика. Однако она и не требуется.
Рассмотрим пример. Для этого используем швеллер 12 и лист металла в 2 мм.
Для начала наносим керны и отмечаем две окружности с помощью штангенциркуля, но не измерительного, а специального, или обычного циркуля по металлу, поскольку простым по металлической поверхности чертить нежелательно. Впрочем, при неимении иного можно и им провести разметку – не сотрется. Основная задача заключается в резке круглой заготовки из листа металла, в основании же швеллера толщиной 0,5 см необходимо сделать круглое отверстие.
Процессу резки предшествуют подготовительные мероприятия: подбор и установка на болгарку стертого диска наименьшего диаметра.
Проводим разметку листа металла и швеллера. После чего производим еле заметный неглубокий запил установленным диском. Болгарку необходимо вести равномерно, не меняя скорости, и постоянно поворачивать ее по окружности.
Следом полностью отрезаем кусок металла с обозначенной окружностью. После чего несколькими надрезами осуществляем полный прорез от внешней границы куска и до окружности. В швеллере делаем все в обратном порядке. Производим резку окна в центре круга, после чего идем полными запилами к окружности. Таким образом получаются сегменты. При работе с толстым металлом запилов для сегментов нужно делать побольше для более удобного их удаления.
После окончания резки происходит удаление сегментов с двухмиллиметрового листа металла плоскогубцами. Это достаточно просто и быстро, отогнул каждый пару раз в стороны и все. Так быстро с толстым металлом швеллеру не справиться. Плоскогубцев будет уже недостаточно, необходим молоток или «крокодил» (специальное приспособление). Поэтому специалисты советуют резать металл более мелкими сегментами, а затем использовать два молотка: один ставят на сегмент, а другим бьют по первому.
Так быстро с толстым металлом швеллеру не справиться. Плоскогубцев будет уже недостаточно, необходим молоток или «крокодил» (специальное приспособление). Поэтому специалисты советуют резать металл более мелкими сегментами, а затем использовать два молотка: один ставят на сегмент, а другим бьют по первому.
Таким образом и происходит резка двух окружностей: из листов металла толщиной 2 мм и 0,5 см.
Однако существует и иной способ резки. При его использовании нет необходимости нарезки небольших сегментов.
На листе металла толщиной 0,5 см намечается окружность с помощью штангенциркуля. Затем, как и в предыдущем случае, делаем небольшой рез маленьким диском. После чего болгаркой по уже намеченному кругу продолжаем делать неглубокие резы, проходя круг за кругом. Скорость резки должна быть стабильной, а инструмент надо поворачивать в сторону окружности. Резка происходит до окончательного отделения круга.
Мы рассказали о способах работы болгаркой при резке круглых отверстий. Рассмотрим теперь отклонения от заранее заданных размеров, которые возможны при резке этим инструментом.
Рассмотрим теперь отклонения от заранее заданных размеров, которые возможны при резке этим инструментом.
В процессе вырезания круга отклонения будут минимальными, в пределах 2 мм. Если же выполнять рез иначе, то запил будет забирать много материала. Если необходимо сохранить точные размеры окна, то при первоначальной разметке требуется увеличение диаметра на 0,6–0,8 см.
Если выполняется резка толстого металла для размещения потом в нем, например, трубы или втулки, то диаметр при разметке должен быть увеличен на 0,4–0,6 см.
Лазерная резка отверстий и окон в металле
- Как лазер прорезает отверстия и окна в металле?
- Чем для резки отверстий в металле хорош именно лазер?
- Любая сложность очертаний
- Минимальный диаметр — от 1 миллиметра
- Высокое качество кромок
- В каком металле можно прорезать отверстия?
- Можно ли прорезать лазером перфорацию?
- Какие еще производственные этапы можно заказать в «Металл‑Кейсе»?
 org/ListItem”>
Точное соответствие проекту
org/ListItem”>
Точное соответствие проекту
Отверстия для крепления одной детали к другой. Технологические окна, через которые будут «выглядывать» разъемы и индикаторы. Вентиляционные отверстия в корпусе. Подобные элементы есть практически в любой металлической детали. Честно — даже не приходит на ум деталь, в которой бы вовсе не было отверстий.
Технологические окна, через которые будут «выглядывать» разъемы и индикаторы. Вентиляционные отверстия в корпусе. Подобные элементы есть практически в любой металлической детали. Честно — даже не приходит на ум деталь, в которой бы вовсе не было отверстий.
Как делать эти отверстия? Есть варианты.
- Можно механической обработкой — сверлением или координатной пробивкой. Старый, проверенный способ. Но этот способ изнашивает расходники и часто дает не лучший результат — царапает или деформирует деталь.
- Можно — плазмой. Способ, позволяющий прорезать даже довольно толстый металл. Но отверстия, прорезаемые плазменной дугой, часто оказываются… разными. Дуга нестабильна, ее колебания приводят к колебаниям очертаний детали. Иногда это не принципиально. Иногда это можно сгладить последующей обработкой. Иногда это — кость в горле. Плюс к тому — качество самих кромок после плазменной резки оказывается также неидеальным.
- Можно — лазером. Этот способ не подходит для такого толстого металла, какой способна разрезать плазма. Зато он — хирургически точный и аккуратный. Интересный способ. В этой статье мы разберемся в лазерной резке отверстий.
 Зато он — хирургически точный и аккуратный. Интересный способ. В этой статье мы разберемся в лазерной резке отверстий.
Зато он — хирургически точный и аккуратный. Интересный способ. В этой статье мы разберемся в лазерной резке отверстий.Как лазер прорезает отверстия и окна в металле?
Как вообще лазерный луч может прорезать отверстие в прочном металле, если речь идет о реальности, а не о «Звездных войнах»? Ведь луч — это что‑то такое… эфемерное?
- Но луч не только светит, он еще и нагревает. Концентрированный лазерный луч нагревает металл до температуры плавления.
- Направленная в освещенное лучом место струя сжатого газа выдувает расплавленный металла из зоны реза.
- Излучатель и система подвода газа двигается по специальным направляющим над листом металла. Когда надо, лазер включается — и по следу его движения остается рез.
- Так лазер прорезает отверстия в металле и вырезает детали из листа.
Чем для резки отверстий в металле хорош именно лазер?
Мы не будем сейчас обсуждать все преимущества лазерной резки. Такие как высокая скорость и минимальное количество отходов металла. Про отверстия — так про отверстия. Перечислим только то, что имеет непосредственное отношение к резке отверстий и окон в металлических деталях.
Такие как высокая скорость и минимальное количество отходов металла. Про отверстия — так про отверстия. Перечислим только то, что имеет непосредственное отношение к резке отверстий и окон в металлических деталях.
Точное соответствие проекту
Лазерный луч не может повести, как сверло. И он всегда падает строго туда, куда его направят. По прямой. Он не «пляшет» из стороны в сторону, как плазменная дуга. При этом всеми движениями станка управляет не человек, который может отвлечься, расслабиться, накосячить — а недремлющий робот. Числовое программное управление. Что это дает вам в итоге?
Точное соответствие деталей проекту. Все отверстия деталей в партии будут одинаковыми. И если программа задана правильно — все детали подойдут под проект.
Любая сложность очертаний
Снова проведем параллель.
Координатная пробивка позволяет быстро и дешево делать в деталях окна стандартных очертаний. Пусть с неидеальными кромками и иногда с повреждениями деталей — но это реально дешевле лазера. Но есть нюанс. Речь идет про окна стандартных очертаний.
Но есть нюанс. Речь идет про окна стандартных очертаний.
Оно ведь как — координатный станок оснащается пробивным элементом. Вспомните детство — песочница, формочки. Вот пробивной элемент — это такая формочка. Если у вас есть круглая формочка — вы не сможете лепить ей треугольные куличики. Вам придется заказать для этого треугольную. Но это хотя бы возможно. А вот если вы хотите получить куличик в форме логотипа вашей компании… Вы можете, конечно, заказать производство формочки специально под вас. Но это уже не будет «быстро и дешево».
А лазерному станку в принципе всё равно — что стандартный круг, что сферический конь в вакууме. Задается программа — и луч движется по нужному очертанию. Вне зависимости от того, насколько оно сложное.
Минимальный диаметр — от 1 миллиметра
При этом есть еще важный момент — плазма, например, которая тоже работает по координатам, скругляет углы. Дело в том, что сама плазменная дуга в сечении получается шире, чем лазерный луч. Так что в программу плазменной резки можно задать сложные очертания, но по результату они могут оказаться не совсем такими.
Так что в программу плазменной резки можно задать сложные очертания, но по результату они могут оказаться не совсем такими.
Это же касается и минимального диаметра отверстий в металле. Минимальный диаметр отверстия, прорезанного лазером в листовом металле, начинается от 1 миллиметра и равен толщине металла. Минимальный диаметр отверстия от плазмы, начинается от 4 миллиметров, и равен полутора толщинам металла.
Высокое качество кромок
Пробивка часто немного загибает края. Плазма дает не строго вертикальные кромки, часто с окалиной. Лазер ближе всех к идеалу.
«Ближе к идеалу» — не значит «идеал». На сравнительно толстом металле у отверстий прорезанных лазером, тоже появляется легкая конусность — выходной диаметр чуть шире входного. Но то — на сравнительно толстом. Практически невозможно заметить конусность на кромках лазерного реза толщиной в 1, 2, 4 мм — то есть на тех толщинах, которые в основном и приходится резать лазером.
В каком металле можно прорезать отверстия?
Максимальная толщина листа, в котором можно прорезать отверстие, зависит от вида металла.
- Черная сталь — до 16 миллиметров.
- Оцинкованная сталь — до 3 миллиметров.
- Нержавеющая сталь — до 10 миллиметров.
- Алюминий — до 10 миллиметров.
- Латунь — до 5 миллиметров.
- Титан — до 5 миллиметров.
Можно ли прорезать лазером перфорацию?
Для многих заказов — особенно корпусов, дверей, панелей — приходится делать в металле перфорацию. Частая сетка из отверстий, через которую отлично проходит воздух. Можно ли сделать перфорацию на лазерном станке?
Теоретически — можно. На практике — не стоит так делать. Почему? Тот же пробивной станок сделает все эти мелкие дырочки одним ударом. А лазер будет вырезать каждое отверстие отдельно. При этом отверстия рядом, суммарно рез получается длинным, металл греется — вообще от перегрева лазером заготовки не ведет, но вот от попытки резать перфорацию может повести. Но даже если не поведет — дорого получается.
И что тогда делать?
А выход прост. Берется основной металл детали — и берется перфолист. В детали вырезается нужное окно, из перфолиста вырезается нужный кусок размером под это окно. Листы скрепляются на контактную сварку. Всё.
Но вы ведь ищете информацию про лазерную резку отверстий не просто так, на почитать. Вас интересует конкретика. Какие‑то конкретные отверстия, которые нужно прорезать в конкретных деталях. Так чего ходить вокруг да около? Давайте обсудим конкретику.
Быстрый расчёт стоимости
Какие еще производственные этапы можно заказать в «Металл‑Кейсе»?
- Радиус гиба — 0,5 мм
- Толщина металла — до 6 мм
- Максимальная длина — 2500 мм
Гибка на станке с ЧПУ
- Полуавтоматическая сварка
- Сварка в защитных газах
- Точечная контактная сварка
Сварка и зачистка
- Запрессовочный крепеж — гайки, втулки, шпильки и так далее
- Вытяжной крепеж — отрывные и резьбовые заклепки
- Приварной крепеж — шпильки, непроходные втулки, лепестки заземления
Установка крепежа
- Краски всех цветов по каталогу RAL
- Структурные покрытия — глянцевое, матовое, муар, шагрень
- Габариты камеры — 3000х1800х1600 мм
Порошковая покраска
- Надписи
- Графические элементы
- Логотипы
- Многослойные элементы
Надписи шелкографией
советов по успешному вырезанию отверстий | Производство и металлообработка
Перейти к содержимому
Выпиливание отверстий — это операция по трепанации, при которой после пропила в пиле остается сердцевина материала, а не скапливается вокруг нее большой объем стружки. Сердцевина удаляется вручную через отверстия для очистки в корпусе пилы. Для экономии времени и удобства выталкивающая пружина, доступная в качестве аксессуара, может быть размещена над направляющим сверлом, которое немного выступает из центра кольцевой пилы. Эта пружина сжимается во время разреза и разжимается после разреза, чтобы вытолкнуть сердечник. При изготовлении металла чаще всего используются кольцевые пилы на сверлильных станках, радиально-сверлильные станки, расточные станки и токарные станки. Приложения могут включать в себя кузовные, промышленные, строительные и HVAC, и это лишь некоторые из них. Кольцевые пилы могут вырезать чистые круглые отверстия во многих обрабатываемых материалах, включая сталь, чугун, латунь, бронзу, алюминий, пластмассы и композиты. Режущая кромка из закаленной быстрорежущей стали, приваренная к задней части из прочной легированной стали, прорезает самые труднообрабатываемые материалы, поглощая механические удары без разрушения – даже когда зубья выходят из материала в конце реза.
Сердцевина удаляется вручную через отверстия для очистки в корпусе пилы. Для экономии времени и удобства выталкивающая пружина, доступная в качестве аксессуара, может быть размещена над направляющим сверлом, которое немного выступает из центра кольцевой пилы. Эта пружина сжимается во время разреза и разжимается после разреза, чтобы вытолкнуть сердечник. При изготовлении металла чаще всего используются кольцевые пилы на сверлильных станках, радиально-сверлильные станки, расточные станки и токарные станки. Приложения могут включать в себя кузовные, промышленные, строительные и HVAC, и это лишь некоторые из них. Кольцевые пилы могут вырезать чистые круглые отверстия во многих обрабатываемых материалах, включая сталь, чугун, латунь, бронзу, алюминий, пластмассы и композиты. Режущая кромка из закаленной быстрорежущей стали, приваренная к задней части из прочной легированной стали, прорезает самые труднообрабатываемые материалы, поглощая механические удары без разрушения – даже когда зубья выходят из материала в конце реза. Этот тип клеевой конструкции экономит производственные затраты, обеспечивая бесперебойное производство и обеспечивая более безопасную эксплуатацию.
Этот тип клеевой конструкции экономит производственные затраты, обеспечивая бесперебойное производство и обеспечивая более безопасную эксплуатацию.
КОНКРЕТНОЕ ПРИМЕНЕНИЕ
Существует несколько соображений по выбору правильной кольцевой пилы и использованию наилучших параметров настройки для конкретного применения. Наша новая веб-программа Hole Saw PowerCalc является бесценным инструментом для принятия этих решений: программа рекомендует, какая кольцевая пила лучше всего подходит для применения: биметаллическая, твердосплавная, алмазная или кольцевая кольцевая пила, а также рекомендуется ли охлаждение . Входные параметры включают указание материала для резки, диаметра отверстия и толщины материала. В распечатываемых результатах также содержатся рекомендации по правильной рабочей скорости и используемому электроинструменту или пиле, а также указывается артикул кольцевой пилы Starrett со ссылкой на продукт. В дополнение к использованию этой онлайн-программы для рекомендуемого выбора и использования, вот некоторые другие общие соображения:
РАБОЧАЯ СКОРОСТЬ
Из-за различных условий резания и типов материалов скорость следует увеличивать или уменьшать в зависимости от опыта, «ощущения» и следуя рекомендациям программы онлайн-калькулятора или производителя. Необходимо соблюдать осторожность, особенно при использовании кольцевых пил в портативных инструментах, чтобы поддерживать скорость вращения в диапазоне рекомендуемых скоростей. Абсолютно возможно повредить эти пилы, работая на них слишком быстро! Когда рабочая скорость слишком высока, зубья не могут разрезать материал и в конечном итоге просто проходят по материалу заготовки, не разрезая его. Это приводит к чрезмерному нагреву, который может повредить сцепление между зубьями из быстрорежущей стали и чашкой. Недавно пользователь, вырезающий отверстия в двутавровой раме прицепа, сообщил, что зубья его биметаллических кольцевых пил ломаются. При получении поврежденных пил стало ясно, что рабочая скорость слишком высока для данного применения. Режущая кромка была обожжена, а также в нескольких местах сломаны зубья. Краска вокруг режущей кромки тоже вздулась и сгорела. После снижения рабочей скорости пользователь смог завершить резку, не повредив кольцевые пилы.
Необходимо соблюдать осторожность, особенно при использовании кольцевых пил в портативных инструментах, чтобы поддерживать скорость вращения в диапазоне рекомендуемых скоростей. Абсолютно возможно повредить эти пилы, работая на них слишком быстро! Когда рабочая скорость слишком высока, зубья не могут разрезать материал и в конечном итоге просто проходят по материалу заготовки, не разрезая его. Это приводит к чрезмерному нагреву, который может повредить сцепление между зубьями из быстрорежущей стали и чашкой. Недавно пользователь, вырезающий отверстия в двутавровой раме прицепа, сообщил, что зубья его биметаллических кольцевых пил ломаются. При получении поврежденных пил стало ясно, что рабочая скорость слишком высока для данного применения. Режущая кромка была обожжена, а также в нескольких местах сломаны зубья. Краска вокруг режущей кромки тоже вздулась и сгорела. После снижения рабочей скорости пользователь смог завершить резку, не повредив кольцевые пилы.
ДАВЛЕНИЕ ПОДАЧИ
Для достижения наилучших результатов подавайте кольцевую пилу с постоянным давлением под прямым углом 90 градусов к заготовке. Наклон или резка под углом может привести к заклиниванию пилы, деформированию отверстия или сдиранию зубьев. Некоторые материалы, такие как нержавеющая сталь с высоким содержанием никеля, склонны к глянцеванию на срезе. Обязательно применяйте достаточное давление подачи, чтобы зубья проникли внутрь, но не переусердствуйте. Чрезмерная подача является наиболее распространенной причиной повреждения корончатых пил. Конструкция сварной кромки кольцевой пилы практически не бьется, но можно перекормить, забить щель стружкой и вызвать вырывание зубьев.
Наклон или резка под углом может привести к заклиниванию пилы, деформированию отверстия или сдиранию зубьев. Некоторые материалы, такие как нержавеющая сталь с высоким содержанием никеля, склонны к глянцеванию на срезе. Обязательно применяйте достаточное давление подачи, чтобы зубья проникли внутрь, но не переусердствуйте. Чрезмерная подача является наиболее распространенной причиной повреждения корончатых пил. Конструкция сварной кромки кольцевой пилы практически не бьется, но можно перекормить, забить щель стружкой и вызвать вырывание зубьев.
ЖИДКОСТЬ ДЛЯ СОЖ
Для более чистого резания и увеличения срока службы кольцевой пилы при распиловке металлов следует использовать смазочно-охлаждающую жидкость хорошего качества, за исключением чугуна. Это особенно важно при толщине материала более 1/8 дюйма. Если стружка не удаляется из пропила через частые промежутки времени, пила шлифует ее до более мелкого и абразивного размера, и зубья затупляются. Если смазочно-охлаждающая жидкость нецелесообразна, струя сжатого воздуха поможет значительно удалить стружку.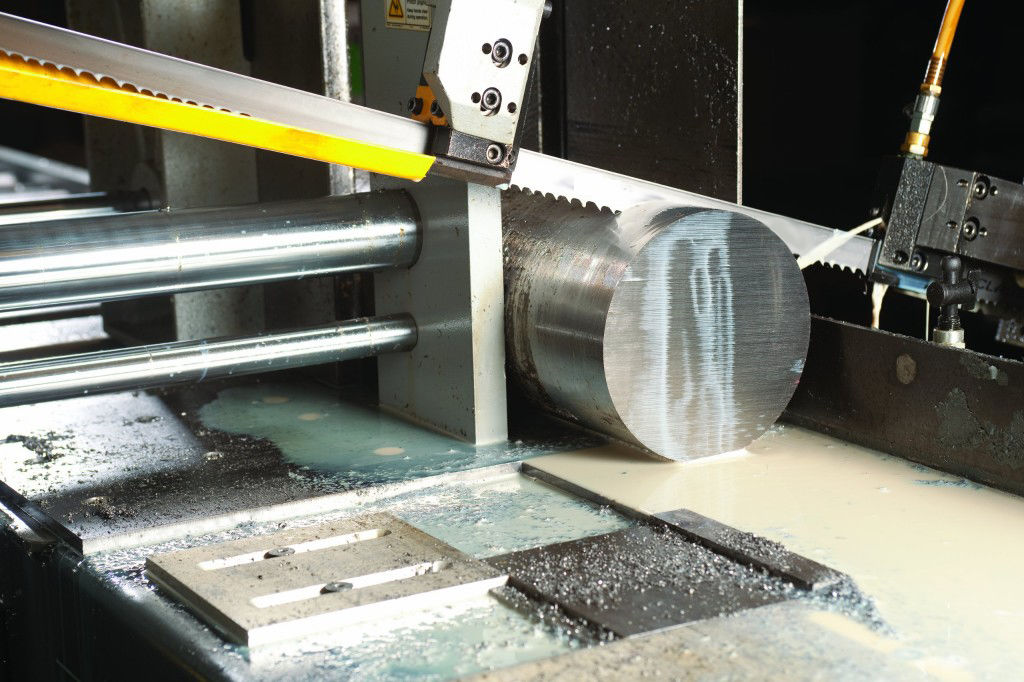 И если отверстия делаются просто для того, чтобы облегчить деталь, их перекрытие обеспечивает автоматический способ выпадения стружки из глотки.
И если отверстия делаются просто для того, чтобы облегчить деталь, их перекрытие обеспечивает автоматический способ выпадения стружки из глотки.
ОПРАВКИ
Всегда используйте оправку, соответствующую диаметру пилы. Для лучшего захвата используйте оправку с хвостовиком наибольшего размера, подходящего для патрона. А для оптимальной экономии времени быстросменные оправки являются отличным вариантом. Решения для быстрой замены, такие как наша новая система оправки Kwik Change, предлагают быструю замену без инструментов между кольцевыми пилами различных размеров и типами и пилотными сверлами, а также простой метод извлечения керна и расширения отверстия. Подходящая для нашего стандартного диапазона кольцевых пил диаметром до 6 дюймов (152 мм), система оправки является ключевым способом повышения производительности для пользователей, которые часто меняют размеры пил.
ВАРИАНТЫ КОРОНКИ
На сегодняшний день существует целый ряд доступных вариантов коронок, которые предназначены для удовлетворения конкретных требований. Для резки листов из нержавеющей и мягкой стали, а также труб с толщиной стенки до 1/8 дюйма (3 мм) новейшие биметаллические кольцевые пилы сочетают в себе новый материал зубьев с дополнительным содержанием кобальта для повышения нагрева и износа. сопротивление с новой конструкцией зуба для более гладких и быстрых пропилов на широком диапазоне материалов по сравнению с пилами с постоянным шагом. Биметаллические кольцевые пилы, специально разработанные для более глубоких отверстий, также доступны с новым материалом зубьев с дополнительным содержанием кобальта. Эти пилы имеют глубину кольцевой пилы 2 дюйма (51 мм) и идеально подходят для резки металла или труб с толщиной стенки более 1/8 дюйма (3 мм). Новая агрессивная конструкция зуба позволяет резать широкий спектр материалов для многоцелевого использования, а также полезна при резке трубы с обеих сторон.
Для резки листов из нержавеющей и мягкой стали, а также труб с толщиной стенки до 1/8 дюйма (3 мм) новейшие биметаллические кольцевые пилы сочетают в себе новый материал зубьев с дополнительным содержанием кобальта для повышения нагрева и износа. сопротивление с новой конструкцией зуба для более гладких и быстрых пропилов на широком диапазоне материалов по сравнению с пилами с постоянным шагом. Биметаллические кольцевые пилы, специально разработанные для более глубоких отверстий, также доступны с новым материалом зубьев с дополнительным содержанием кобальта. Эти пилы имеют глубину кольцевой пилы 2 дюйма (51 мм) и идеально подходят для резки металла или труб с толщиной стенки более 1/8 дюйма (3 мм). Новая агрессивная конструкция зуба позволяет резать широкий спектр материалов для многоцелевого использования, а также полезна при резке трубы с обеих сторон.
Хотя биметаллическая кольцевая пила может резать сталь, рассмотрите возможность использования кольцевой пилы с наконечником из карбида вольфрама для резки нержавеющих и высоколегированных сталей, легких цветных металлов и армированных тканей. биметаллическая кольцевая пила. Прочные зубья с наконечниками из карбида вольфрама имеют положительный угол резания, который обеспечивает быстрое и эффективное удаление стружки и стружки при рекомендуемой глубине резания 1/2 дюйма (13 мм). Кольцевая пила с наконечником из карбида вольфрама идеально подходит для производственной резки и особенно подходит для использования в сверлах с ограниченным регулированием скорости. Кольцевая пила с твердосплавным наконечником работает на более высокой скорости для более быстрой резки, предотвращая нагрев и износ пилы. Срок службы пилы с твердосплавными напайками увеличивается, и можно добиться более высокой окупаемости инвестиций.
биметаллическая кольцевая пила. Прочные зубья с наконечниками из карбида вольфрама имеют положительный угол резания, который обеспечивает быстрое и эффективное удаление стружки и стружки при рекомендуемой глубине резания 1/2 дюйма (13 мм). Кольцевая пила с наконечником из карбида вольфрама идеально подходит для производственной резки и особенно подходит для использования в сверлах с ограниченным регулированием скорости. Кольцевая пила с твердосплавным наконечником работает на более высокой скорости для более быстрой резки, предотвращая нагрев и износ пилы. Срок службы пилы с твердосплавными напайками увеличивается, и можно добиться более высокой окупаемости инвестиций.
Джей Гордон
Джей Гордон — менеджер по продажам пил и ручных инструментов в Северной Америке в The L.S. Компания Старретт, www.starrett.com. Электронная почта [email protected].
15 насадок Genius для сверления отверстий в металле
bogdanhoda/Shutterstock
Ибрагим Клаудс/Обновлено: 16 февраля 2023 г. , 12:33 по восточному поясному времени
, 12:33 по восточному поясному времени
Иногда жизнь испытывает нас, и это может проявляться в необходимости сверлить отверстия в металлах всех видов. Вы, вероятно, уже думаете о миллионе вещей, которые могут пойти не так, как надо при выполнении этой трудной задачи. Мы получим это; сверление отверстий в древесине или бетоне – это торт по сравнению с этим. Вот почему мы получили вашу спину. Существует множество причин, по которым вы хотели бы просверлить отверстие в металле — возможно, вы работаете над творческими проектами или ремонтируете гараж.
Давайте углубимся в полезные советы по сверлению отверстий в металле, независимо от того, над каким проектом вы работаете. И для этой задачи мы рекомендуем вам ознакомиться с лайфхаками по размеру бурового долота, опубликованными ранее в House Digest. Металлы отличаются от того, с чем вы работали раньше, будь то дерево, кирпич или цемент, поэтому это подробное руководство идеально подходит для работы с металлом.
Сначала защитите себя
PicsByAndru/Shutterstock
При работе с металлом ваша безопасность может быть поставлена под угрозу многими способами. Однако при сверлении металла вы в основном рискуете пораниться шрапнелью. Поэтому, прежде чем приступить к работе, компания Industrial Metal Supply рекомендует приобрести защитные очки или защитные очки. Другими важными защитными средствами могут быть комбинезоны для тела, стойкие к порезам перчатки для защиты рук и ботинки для ног. Укройтесь, и вы будете рады, что сделали это!
Прикрепите металл к рабочей поверхности струбцинами
KenSoftTH/Shutterstock
Для работы с металлом потребуется несколько процессов сверления и несколько инструментов. Поэтому, чтобы обеспечить безопасное место для работы и предотвратить любые несчастные случаи, разумно приобрести и использовать зажимы, пишет WikiHow. Кроме того, используя металлические зажимы, вы предотвращаете соскальзывание металла или стали с рабочей поверхности. Это предотвратит появление дополнительных царапин, которые могут стать источником разочарования, а мы этого не хотим.
Это предотвратит появление дополнительных царапин, которые могут стать источником разочарования, а мы этого не хотим.
Определите тип отверстия, которое вы хотите просверлить
TobinCStudio/Shutterstock
Подумайте, какое отверстие вы пытаетесь просверлить и почему. Следуете ли вы инструкциям по установке нового стула, кровати или дорогого дивана-футона? Требуемые отверстия, которые будут разными для каждой задачи, также определяют, какое сверло вам нужно для предстоящей задачи. Согласно Ask The Builder, вид металла, с которым вы работаете, также определяет способ сверления отверстия. Таким образом, если вы работаете, скажем, с отверстием диаметром ⅜ дюйма, ваша первая техника — пилотное отверстие.
Выберите правильный тип сверла
fotosv/Shutterstock
Вопреки слухам, которые вы, возможно, слышали, вы можете сверлить отверстия в металле с помощью любого типа сверла. Разница, однако, в том, что вы должны быть особенно внимательны к типу сверл, которые вы используете. Вы можете прочитать о наших различиях между аккумуляторными дрелями, ударными шуруповертами и перфораторами.
Разница, однако, в том, что вы должны быть особенно внимательны к типу сверл, которые вы используете. Вы можете прочитать о наших различиях между аккумуляторными дрелями, ударными шуруповертами и перфораторами.
Для сверления отверстий в металле нужно выбирать сверла с увеличенным центром и закрученные. По словам Руководства по аккумуляторной дрели, у него больше сцепления, и он обязательно выполнит свою работу.
Отметьте отверстия, которые вы хотите просверлить
ZhakYaroslav/Shutterstock
Еще один способ сделать свою работу очень быстро – это измерить материалы для металлоконструкций и отметить точки отверстий. Вы можете сделать это с помощью острого карандаша, мела, небольшого количества аэрозольной краски или любого другого предмета, которым можно отметить пятно. Александр из Welding Mastermind говорит, что маркировка предполагаемого рабочего места просто помогает вам достичь точности и помогает выполнять работу превосходно.
Сначала сделайте пилотное отверстие
Pixel B/Shutterstock
Преимущества пилотного отверстия невозможно переоценить, работаете ли вы с деревом, пластиком или бетоном. Когда вы пытаетесь сверлить металл, ваше сверло может быть скользким и не держаться с первой попытки. Чтобы обойти эту проблему, сначала сделайте пилотное отверстие с помощью старого доброго гвоздя и молотка, чтобы получить углубление. Как только вы сделаете углубление, поместите в него сверло и просверлите нужное отверстие в металле, пишет Тим из Ask the Builder.
Медленное сверление на низких оборотах
ungvar/Shutterstock
Поскольку металл намного тверже дерева или пластика, у вас может возникнуть соблазн быстро сверлить, потому что вы думаете, что это сделает работу быстрее. Что ж, пожалуйста, отбросьте эту идею, потому что она не только неэффективна, но и опасна; если есть какое-либо скольжение, вы получите больше всего травм. Кинокультисты пишут, что сталь лучше сверлить медленным, но неуклонным темпом. А Ask the Builder предостерегает от высокой скорости, поскольку она увеличивает трение и нагревание. Мы этого не хотим.
Кинокультисты пишут, что сталь лучше сверлить медленным, но неуклонным темпом. А Ask the Builder предостерегает от высокой скорости, поскольку она увеличивает трение и нагревание. Мы этого не хотим.
Получите сверлильный станок для более толстого металла
PrimaStockPhoto/Shutterstock
Сверление металла не требует много физической энергии. Если металл толстый и вам нужно очень глубокое отверстие, вы можете купить сверлильный станок или найти его в ближайшей мастерской. Что бы вы ни делали, убедитесь, что вы работаете с ним, потому что он обеспечивает большую точность вашей работы, — говорит Дейк. Чтобы работать с этим, просто вставьте сверло в сверлильный станок в секцию, которая открывается всякий раз, когда вы возитесь с патроном, пишет Instructables Workshop.
Поработайте со смазкой или попрощайтесь со своей дрелью
Surakit Sawangchit/Shutterstock
Как вы, наверное, уже знаете, металлы — крепкие орешки, поэтому для дрели могут потребоваться специальные наконечники.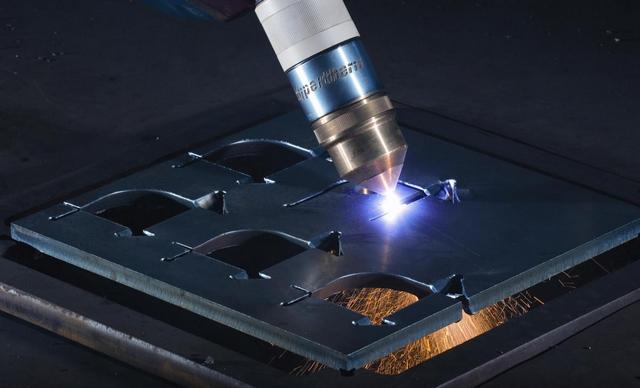 Black + Decker рекомендует использовать смазочные материалы при работе с вашими сверлами, особенно когда ваша заготовка металлическая, это проверенный и надежный способ гарантировать, что они прослужат назначенный срок годности, даже если они не продлятся больше. Также The Ruko Blog пишет, что использование смазок помогает уменьшить трение между сверлами и рабочим объектом (металлом).
Black + Decker рекомендует использовать смазочные материалы при работе с вашими сверлами, особенно когда ваша заготовка металлическая, это проверенный и надежный способ гарантировать, что они прослужат назначенный срок годности, даже если они не продлятся больше. Также The Ruko Blog пишет, что использование смазок помогает уменьшить трение между сверлами и рабочим объектом (металлом).
Используйте смазочно-охлаждающую жидкость для обработки стали
Курдакова Алена/Shutterstock
Если вы знакомы с резкой металла, вы должны знать об интенсивном трении и нагреве, которые могут накапливаться за безумно короткий период времени. И, откровенно говоря, между металлом заготовки, вашим сверлильным инструментом, вашими сверлами и вами вы получите больше всего травм. Поэтому мы и компания TTP Hard Drill Bits рекомендуем вам приобрести пасту для резки или масло для резки, чтобы помочь вам охладить металл, облегчить и ускорить процесс сверления и предотвратить травмы вас и вашего инструмента.
Всегда можно использовать кольцевую пилу
Budi Winarno/Shutterstock
Мы бы хотели, чтобы кольцевые пилы могли выполнять небольшие работы; если бы они могли, кольцевые пилы были бы одноразовым инструментом для вырезания отверстий в металле. Но это не так, поэтому мы должны двигаться дальше. Если вам нужно просверлить отверстие большого диаметра в какой-либо металлической детали, кольцевая пила предназначена именно для этого, пишет Plumber. Кроме того, этот инструмент отлично подходит для увеличения уже существующих металлических отверстий, а не для вырезания новых.
Периодически охлаждайте заготовку
Sunshinyday/Shutterstock
Поскольку накопление тепла из-за трения неизбежно, передовой опыт требует, чтобы вы охлаждали металл через определенные промежутки времени. Хотя вы всегда можете сделать это с помощью охлаждающего масла или охлаждающей пасты, как мы обсуждали выше, вы также можете периодически сверлить, особенно если металл довольно толстый. TTP Hard Drill Bits пишет, что не следует сверлить более 30 секунд за раз. Итак, что вы хотите сделать, это просверлить в течение 30 секунд, охладить в течение 30 секунд, промыть и повторить.
TTP Hard Drill Bits пишет, что не следует сверлить более 30 секунд за раз. Итак, что вы хотите сделать, это просверлить в течение 30 секунд, охладить в течение 30 секунд, промыть и повторить.
Используйте металлический рашпиль, чтобы сгладить отверстие
MarinaMos/Shutterstock
После просверливания отверстия, чтобы добиться совершенства или профессионального вида, или просто избавиться от острых краев, используйте металлический рашпиль. Металлические рашпили, также называемые напильниками или напильниками, используются для сглаживания и придания формы металлу. Боб Вилья пишет, что вы должны поместить зубья металлического рашпиля или напильника в рабочую зону и перемещать его вперед и назад, пока не добьетесь желаемой гладкости.
Очистите все осколки
DedMityay/Shutterstock
Завершив процесс сверления, отсоедините заготовку, положите ее на ближайший стол для охлаждения, очистите инструменты и уберите их.