Неплавящиеся электроды: особенности и виды, характеристики
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
- Особенности и виды
- Угольные
- Графитовые
- Вольфрамовые
- Интересное видео
Свое название неплавящиеся электроды получили благодаря тому, что они изготавливаются из неметаллических элементов или тугоплавких металлов. Используются неплавящиеся электроды для дуговой сварки в среде защитного газа. Несмотря на более высокую стоимость, они находят свою область применения.
Особенности и виды
Все электроды для электросварки разделяются на плавящиеся и неплавящиеся. Их принципиальное отличие заключается в том, что плавящиеся электроды во время технологического процесса сварки в процессе плавления становятся частью изделия.
Неплавящиеся электроды изготавливаются из тугоплавких материалов, поэтому свою форму не меняют. Эта особенность обусловлена тем, что присущая им температура плавления имеет более высокое значение, чем та, до которой нагреваются свариваемые детали. Поэтому их функция ограничивается поддержанием сварочной дуги.
Тугоплавкие электроды изготавливаются из синтетического графита, электротехнического угля и вольфрама. Несмотря на то, что они относятся к одному типу, их назначение и область применения имеют некоторое различие.
Угольные
Электроды под таким названием изготавливают из прессованного угля или кокса, имеющего особый состав. Могут быть включено и небольшое количество других элементов, улучшающих качество. Чаще всего они имеют правильную форму с круглым поперечным сечением, однако, встречаются полукруглые, плоские и полые.
Гладкая поверхность не имеет трещин. При ударе о поверхность угольный электрод, хорошо перед этим обожженный, издает чистый звук, а если им провести по бумаге, то не останется следа. Во время сварочного процесса не происходит его растрескивания.
Во время сварочного процесса не происходит его растрескивания.
Самыми экономичными являются круглые электроды. Плоские электроды удобно применять для заделки дефектов. Полукруглыми электродами можно осуществлять резку металлических деталей. Наименее редко применяемыми полыми угольными электродами формируют канавки. Напыление на стержень угольных электродов медного порошка приводит к увеличению прочностных характеристик.
Графитовые
Графитовые электроды обладают электропроводностью, более высокой, чем у угольных расходных элементов. Это позволяет осуществлять сварку при большом значении тока. Преимуществом также является высокая устойчивость против окисления при высоких температурах, что снижает их расход при осуществлении соединительных работ. Графитовые электроды находят широкое применение на металлургических предприятиях.
К достоинствам графитовых электродов относятся: небольшой период времени, необходимый для их прогревания, стойкость к появлению трещин, отсутствие прилипания к поверхности изделий при нагревании.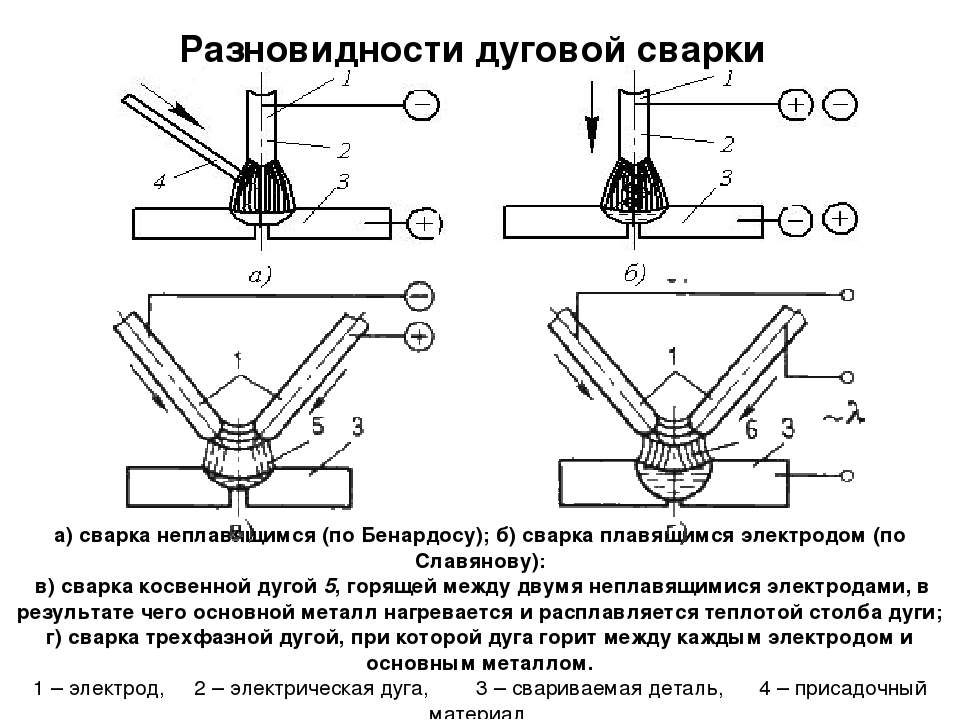 Для образования стабильной дуги достаточно небольшого значения тока.
Для образования стабильной дуги достаточно небольшого значения тока.
Графитовые стержни по сравнению с угольными более практичны. Работа с ними является удобной, а полученное соединение отличается прочностью и долговечностью.
Вольфрамовые
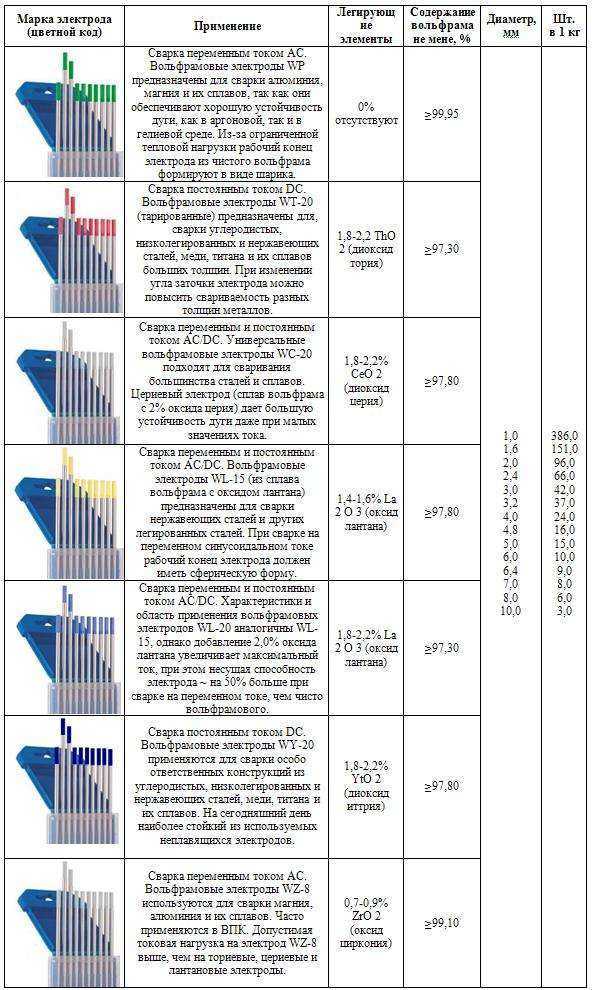
Такого типа электроды могут быть изготовлены из чистого вольфрама или с наличием присадочных элементов. Добавки улучшают их качество, например, увеличивая стабильность дуги.
Наиболее часто они находят свое назначение при проведении профессиональных работах, поскольку работа с ними требует наличие определенных навыков. Сваривать с помощью вольфрамовых электродов имеется возможность практически всех видов металлов. Могут использоваться при работе с полуавтоматами и автоматами.
Даже, когда стержень раскаляется докрасна, он сохраняет свою твердость. Расход во время сварки является незначительным. Качество сварки получается высокое.
Интересное видео
 youtube.com/embed/ATzjj4yr3pE?autoplay=0&start=0&rel=0″>
youtube.com/embed/ATzjj4yr3pE?autoplay=0&start=0&rel=0″> Рубрика статьи
Назад
Вперёд
Неплавящиеся электроды: виды и особенности
Неплавящиеся или тугоплавкие электроды широко используются для дуговой электросварки в среде защитного газа. Их используют для домашнего ремонта и на различных производствах: от станций по сборке космических кораблей до мелких серийных заводов. С помощью неплавящихся стержней можно сварить или разрезать алюминий, бронзу, никель, медь, титан и другие металлы, не обладающие сильными магнитными свойствами.
Из этой статьи вы узнаете все о неплавящихся электродах, сфере их применения, достоинствах и недостатках, а также мы расскажем о ключевых особенностях работы с тугоплавкими стержнями.
Содержание
Виды тугоплавких электродов и сферы их применения
Существует три вида неплавящихся стержней: угольные, вольфрамовые и графитовые. Каждый вид имеет свои особенности и назначение. Так, например, для мелкого ремонта или для воздушно-дуговой резки чаще всего используются угольные стержни. Также с их помощью сваривают тонкие металлоконструкции из цветного металла или нержавеющей стали. Опытные мастера используют угольные электроды в связке с присадками. Присадки подаются в сварочную ванну или укладываются по линии будущего сварного шва.
Также с их помощью сваривают тонкие металлоконструкции из цветного металла или нержавеющей стали. Опытные мастера используют угольные электроды в связке с присадками. Присадки подаются в сварочную ванну или укладываются по линии будущего сварного шва.
Воздушно-дуговая резка (сокращенно ВДК) — способ резки металла электрической дугой, заключающийся в непрерывной подаче сжатого воздуха на сварочную зону во время всего рабочего процесса. Благодаря сжатому воздуху расплавленный металл быстро удаляется с поверхности детали, получается качественный и ровный разрез.
Угольные стержни применяют при силе тока в 580 А. Сами стержни бывают трех типов: круглые для воздушно-дуговой резки (ВДК), плоские для воздушно-дуговой сварки (ВДП), круглые для обычной сварки (СК).
Что касается остальных видов тугоплавких стержней, то с помощью графитовых стержней также можно варить и резать цветные металлы, но по сравнению с угольными они стоят дешевле. Поэтому графитовые стержни популярны у начинающих сварщиков, работающих на производстве. Также графитовые стержни лучше переносят перепады температуры и влажности, их можно неоднократно использовать, они меньше подвержены износу. А о вольфрамовых стержнях мы поговорим отдельно.
Также графитовые стержни лучше переносят перепады температуры и влажности, их можно неоднократно использовать, они меньше подвержены износу. А о вольфрамовых стержнях мы поговорим отдельно.
Вольфрамовые электроды
Вольфрамовые электроды заслуживают отдельного внимания. Они широко используются всеми: и гаражными умельцами, и мастерами на заводах. Их популярность обусловлена универсальностью. Можно варить и резать любой металл: и алюминий, и нержавейку, и цветные металлы. Угольные и графитовые электроды не получили такого распространения, поскольку их неудобно использовать в домашней сварке.
Вы наверняка уже знаете, что режим сварки в среде защитного газа устанавливается исходя из многих параметров, например, толщины детали, металла, из которого она изготовлена, типа используемого газа и многое другое. Вольфрамовые электроды подбираются по такому же принципу. В зависимости от назначения электроды могут иметь свою маркировку.
Особенности тугоплавких стержней
Тугоплавкие стержни, изготовленные в России и странах СНГ, маркируются следующих образом: ЭВЛ (лантинированные), ЭВИ (иттриевые), ЭВЧ (для сварки на переменном токе). Это наиболее популярные виды электродов, все они по сути относятся к вольфрамовым, но имеют свои особенности.
Это наиболее популярные виды электродов, все они по сути относятся к вольфрамовым, но имеют свои особенности.
Неплавящиеся электроды часто становятся темой для обсуждения как среди начинающих, так и среди опытных сварщиков. Это связано с их неоднозначными достоинствами и недостатками, которых практически поровну.
Можно выделить следующие достоинства:
- Металл практически не деформируется при сварке или резке.
- Сварной шов получается качественным и долговечным.
- Работа выполняется быстро и не требует высокой квалификации.
И недостатки:
- Защитный газ охотно выдувается из сварочной зоны, что затрудняет работу на улице или в полуоткрытых цехах.
- Перед сварочными работами нужно тщательно подготовить металл, иначе качество шва будет неудовлетворительным.
- Детали нужно зачищать, если производится розжиг вне сварочной зоны.


Мы считаем, что недостатки таких электродов несущественны.Неплавящиеся электроды для дуговой сварки обязательно нужно испробовать в своей практике, хотя бы для получения нового опыта. Они не потребуют от вас каких-то особенных навыков сварки, нужно лишь тщательно подготовить металл.
Вместо заключения
Вот и все, что вам необходимо знать о тугоплавких стержнях для работы с ними. Если вы давно хотели испробовать неплавящиеся электроды для дуговой сварки, но думали, что они подойдут лишь для работы в условиях масштабного заводского производства, то спешим вас разубедить. Приобретите вольфрамовые электроды отечественных или зарубежных производителей и испробуйте их на практике. Вы можете рассказать о своем опыте сварки в комментариях или просто поделиться этой статьей в социальных сетях. Желаем удачи!
Как вам статья?
Разница между расходуемым и нерасходуемым электродом
Пинту Присоединение
Дуговая сварка — это один из видов процесса сварки плавлением, при котором электрическая дуга используется для подачи тепла для плавления соприкасающихся поверхностей основного металла, а также присадочного металла. Существует несколько процессов дуговой сварки, а именно дуговая сварка с защитным металлом (SMAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка вольфрамовым электродом в газе (GTAW), дуговая сварка порошковой проволокой (FCAW), дуговая сварка под флюсом (SAW), электрошлаковая сварка (ESW). ), дуговая углеродная сварка (CAW), электрогазовая сварка (EGW) и т. д. Независимо от процесса сварки дуга всегда возникает между электродом и проводящим основным металлом. В некоторых процессах дуговой сварки электрод расходуется во время сварки для подачи необходимого наполнителя; в то время как в других процессах электрод остается неизменным. По расходу электродного материала при сварке сварочные электроды можно разделить на плавящиеся электроды и неплавящиеся электроды.
При дуговой сварке плавящийся электрод плавится из-за нагрева дуги и впоследствии откладывается на валике сварного шва. Поскольку сам электрод поставляет необходимый наполнитель для заполнения корневого зазора между исходными компонентами, подача дополнительного наполнителя не требуется. Очевидно, расплавленная часть электрода в конечном итоге становится неотъемлемой частью наплавленного валика. Из-за постоянного расхода электрода срок его службы короток. Материал расходуемого электрода следует выбирать в зависимости от материала заготовки, так как химическая совместимость очень важна для образования коалесценции. В процессах дуговой сварки, таких как SMAW, GMAW, SAW, FCAW, ESW и т. д., используется расходуемый электрод. С другой стороны, неплавящийся электрод не плавится и не откладывается на сварном шве ни на одной стадии сварки. Здесь электрод используется только для создания и поддержания электрической дуги.
- Роль эмиссии электронов и образования дуги одинакова как для плавящихся, так и для неплавящихся электродов.
- При использовании как плавящихся, так и неплавящихся электродов прилегающая поверхность основных металлов, а также присадочный металл оплавляются во время дуговой сварки для образования коалесценции.
- Защитный газ требуется для обоих электродов, чтобы защитить горячий валик сварного шва от нежелательного окисления и загрязнения. Однако источник защитного газа может варьироваться от одного сварочного процесса к другому.
 Однако источник защитного газа может варьироваться от одного сварочного процесса к другому.
Однако источник защитного газа может варьироваться от одного сварочного процесса к другому.| Расходуемый электрод | Нерасходуемый электрод |
|---|---|
| Неплавящийся электрод не плавится и не откладывается на сварном шве. Он остается неповрежденным на протяжении всей сварки. | |
| Расходуемый электрод действует как наполнитель и, таким образом, поставляет необходимый наполнитель, предназначенный для заполнения корневого промежутка. | Неплавящийся электрод не подает наполнитель. При этом наполнитель необходимо подавать отдельно. |
| После сварки значительная часть электрода становится неотъемлемой частью наплавленного валика. | После сварки электрод остается целым (за исключением небольшой эрозии). |
Этот тип электрода не допускает автогенный режим сварки, так как присадочный материал наносится по своей сути. Его можно использовать как для гомогенного, так и для гетерогенного режима сварки. Его можно использовать как для гомогенного, так и для гетерогенного режима сварки. | Позволяет использовать все три режима сварки – автогенный, гомогенный и гетерогенный. |
| Материал электрода следует выбирать на основе исходных материалов, чтобы обеспечить химическую совместимость между ними. | Поскольку неплавящийся электрод не выступает в качестве наполнителя, материал электрода не зависит от свариваемых основных материалов. |
| Поскольку электродный материал расходуется во время сварки, обычно требуется частая замена электрода. Однако частота замены зависит от размера электрода и скорости осаждения наполнителя. | Неплавящийся электрод обеспечивает увеличенный срок службы, поскольку он не расходуется во время сварки. Частая замена также нежелательна (помогает повысить производительность). |
Процессы дуговой сварки с использованием плавящегося электрода:
| Процессы дуговой сварки, в которых используется неплавящийся электрод:
|
- Технология производства: литейное производство, формовка и сварка П. Н. Рао (Tata McGraw Hill Education Private Limited).
- Учебник по технологии сварки О. П. Кханна (Dhanpat Rai Publications).
 Н. Рао (Tata McGraw Hill Education Private Limited).
Н. Рао (Tata McGraw Hill Education Private Limited).Tagged Дуга, Проводимость, Электрод, Электрон, Соединение, Плавление
Нерасходуемые электроды и другие присадочные металлы
Итан Бэйл
Неплавящиеся электроды — это электроды, которые не расходуются в процессе сварки. Примером таких электродов является вольфрамовый электрод, используемый в процессе дуговой сварки вольфрамовым электродом в среде защитного газа. Другим примером является угольный электрод, используемый в процессе угольной дуговой сварки. В этой статье мы кратко обсудим эти два нерасходуемых электрода.
Типы неплавящихся электродов
Углеродные электроды
Вольфрамовые электроды
Шлифовка вольфрамовых электродов
Удлинитель электрода
Смотрите также:
Типы неплавящихся электродов
Существует две разновидности неплавящихся электродов, с которыми мы обычно сталкиваемся при сварке. Одним из них является вольфрамовый электрод, который используется в качестве носителя тока при сварке GTAW. Он размещен внутри сварочной горелки, которая подает ток и защитный газ для сварочной дуги. Вольфрамовый электрод изготавливается в основном из вольфрама и может быть легирован лантаном.
Одним из них является вольфрамовый электрод, который используется в качестве носителя тока при сварке GTAW. Он размещен внутри сварочной горелки, которая подает ток и защитный газ для сварочной дуги. Вольфрамовый электрод изготавливается в основном из вольфрама и может быть легирован лантаном.
Второй разновидностью неплавящегося электрода является угольный электрод в процессе CAW (дуговой сварки углеродом). В процессе CAW электрод можно использовать отдельно или в виде пары из двух электродов. Электрод может быть покрыт медью, а может и не быть, и состоит в основном из чистого углерода.
Углеродные электроды
Американское общество сварщиков не предоставляет спецификации для угольных электродов, но есть военная спецификация, №. MIL-E-17777C, озаглавленный «Электроды для резки и сварки углерод-графит без покрытия и с медным покрытием». Классификация, представленная в этой спецификации, основана на том, имеет ли электрод покрытие или нет. Соответственно, существует три сорта: простые угольные электроды, электроды без покрытия и электроды с медным покрытием.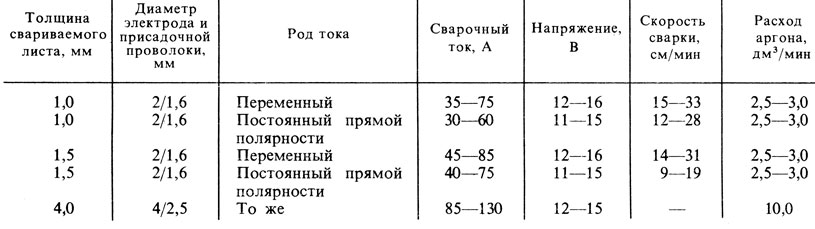
Спецификация содержит требования, касающиеся размеров, диаметра, длины, необходимых испытаний, обеспечения качества, отбора проб и различных необходимых испытаний.
Угольные электроды используются для различных целей. Области применения включают резку и строжку воздушно-дуговой дугой, дуговую сварку и резку угольным электродом.
Вольфрамовые электроды
Вольфрамовый электрод в процессе GTAW поставляется либо в чистом виде, либо в сплаве с торием, цирконием и т. д. При легировании торием содержание легирующих элементов варьируется от 1 до 2 процентов. Электроды, легированные цирконием, содержат от 0,3 до 0,5% циркония.
Окрашенные концы электрода указывают на тип сплава. Зеленый конец указывает на чистый вольфрам. Эти электроды содержат вольфрам чистотой 99,5%. Токопроводящая способность этих электродов низкая по сравнению с легированными электродами, и они легко загрязняются. Следовательно, электроды из чистого вольфрама используются только для приложений, требующих меньшего подвода тепла и предъявляющих менее строгие требования к качеству.
Желтый указывает на сплав, содержащий 1% тория. Красный цвет указывает на сплав, содержащий 2% тория. Эти электроды имеют большую токонесущую способность, дают стабильную дугу. Срок службы этих электродов больше, чем у электродов из чистого вольфрама. Кроме того, эти электроды не так легко загрязняются во время сварки. Зажигание дуги также легко с этими электродами.
Коричневый цвет указывает на содержание циркония от 0,3 до 0,5%. Характеристики этих электродов находятся между электродами из сплава тория и электродами из чистого вольфрама. Известно, что эти электроды дают хорошие результаты при сварке некоторых металлов переменным током.
Заточка вольфрамовых электродов
Вольфрамовые электроды должны быть отшлифованы до тонкой кромки для достижения наилучших результатов. На рисунке ниже показаны правильные размеры конуса электрода.
Если остроконечный наконечник не используется, плотность тока должна быть высокой, чтобы получить стабильную дугу.
Заостренный электрод затупляется при использовании техники пуска касанием и при использовании с обычным источником питания постоянного тока. Таким образом, для зажигания дуги следует использовать ток высокой частоты, наложенный на обычный ток. Это позволяет избежать прикосновения электрода к металлической поверхности для зажигания дуги. Таким образом, электрод может поддерживаться в хорошем состоянии, а включение вольфрама в металл сварного шва может быть сведено к минимуму.
Электроды из сплава тория не так легко теряют форму и дольше сохраняют остроту, чем электроды из чистого вольфрама.
Удлинитель электрода
Удлинитель электрода за пределы сопла должен быть правильным, чтобы обеспечить наилучшее качество сварки. Расширение зависит от типа сустава. Для толщины легкого металла достаточно удлинения на 1/8 дюйма (3,2 мм). Для угловых швов может потребоваться удлинение от ¼ дюйма до ½ дюйма (от 6 мм до 12,7 мм).
Вольфрамовый электрод должен быть наклонен под углом к горизонтали во время сварки.