Холодная ковка своими руками: станок, чертежи
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.

- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.

Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей.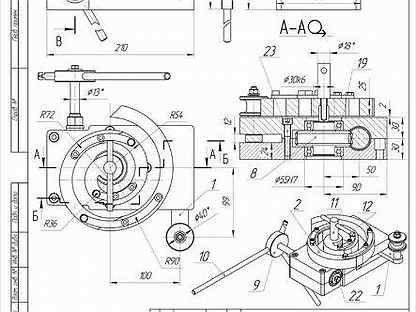 Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей.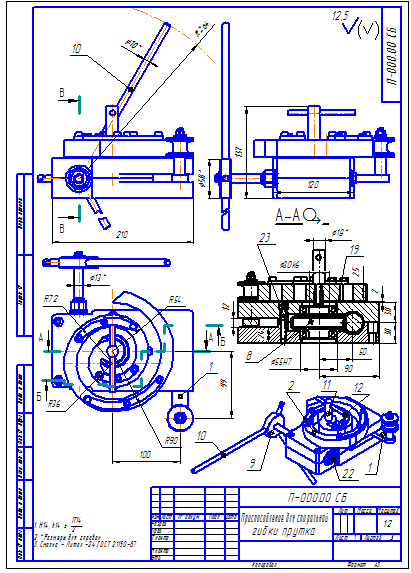 Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.

После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.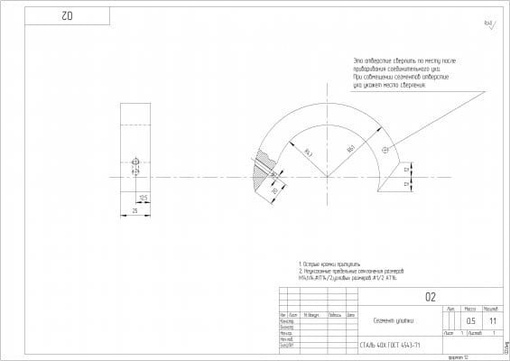
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.
- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
 Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Холодная ковка своими руками – типы, особенности, чертежи, станки
Владельцы частных домов и дач с удовольствием оборудуют свое жилище коваными изделиями. Такие предметы превосходно смотрятся в интерьере любого стиля. Они подходят для создания элементов декора в каменных, а также деревянных домах. Металлические предметы горячей обработки имеют главный недостаток – высокую цену. Отличной альтернативой является ковка холодная, готовые элементы которой имеют невысокую стоимость и доступную технологию изготовления. При таком процессе нагрев металла отсутствует, а получение необходимой конфигурации производится гибкой с последующим прессованием и выполнением сварки составляющих частей.
Типы ковки холодным методом
Выполнение операций по обработке металла требует соблюдения мер безопасности. Холодная ковка своими руками, видео основных процессов которой находится в свободном доступе, не требует специальных познаний. Достаточно иметь первоначальное обучение по работе со слесарными приспособлениями.
- вытяжка;
- кручение;
- гнутье.
Вытяжка
На этом этапе металлическая заготовка удлиняется с одновременным уменьшением своего сечения. Для данного процесса применяются прессовочные или же раскаточные станки. Проходящая через вальцы заготовка постепенно изменяет свою форму. На валиках могут иметься насечки рельефного типа для придания детали особой текстуры. Таким способом обработки получают декоративные лапки, пики.
Кручение
При этой обработке проводится скручивание стального прута или же полосы. Этим способом можно закручивать несколько заготовок одновременно. При этом один конец металлоизделия крепится в зажиме тисков, а второй проворачивается вдоль оси. При приложении осевого усилия на несколько скрученных прутов получится фигурное утолщение («корзинка» или же красивый «фонарик»).
Гнутье
Это воздействие проводят, используя специальные станки, по заранее заготовленным шаблонам. Металлоизделие подвергается изгибу в разных плоскостях, что предоставляет возможность изготавливать разнообразные декоративные элементы. Предлагаемые производителями станки имеют высокую стоимость, однако их можно соорудить самостоятельно.
Металлоизделие подвергается изгибу в разных плоскостях, что предоставляет возможность изготавливать разнообразные декоративные элементы. Предлагаемые производителями станки имеют высокую стоимость, однако их можно соорудить самостоятельно.
Особенности производства металлической ковки холодным методом
Созданные в домашних условиях элементы холодного типа ковки не настолько вычурные, как полученные горячим методом, однако имеют превосходный декоративный вид. Имея под рукой набор специальных приспособлений, инструментов, оборудования, материалов можно создавать великолепные вещи, при этом соблюдая порядок технологического процесса.
Сначала подготавливается эскиз изделия. На первом этапе для работы берутся элементарные вещи. После получения необходимых навыков и овладения приемами работы, можно приступать к изготовлению более сложной продукции.
После предварительного эскизного этапа проводится расчет материалов для изготовления металлоизделия. В зависимости от его сложности будет зависеть список материальных компонентов. Для простой подставки можно обойтись металлической трубой и стальными полосами, а для изготовления ворот потребуется более широкий ассортимент материалов.
Перед началом производства повторно проверяются расчеты, от которых будет зависеть конечный вид готового металлоизделия. Этот этап весьма важен, так как исправлять и выполнять подгонку продукции всегда сложнее, чем изготовить новые детали. После этого начинается основной этап создания элементов будущей конструкции. Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Используя этот метод, можно получить декоративные компоненты для калиток, ворот, разнообразных заборов, цветочные подставки, обрамления для зеркал и солидных картин. Помимо этого, изготавливаются фигурные ножки для столов, скамеек, стульев, детали козырьков, навесов, перил, оконные решетки, а также прочие декоративные и защитные металлоизделия. Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
Приспособления и станки
Домашняя холодная ковка применяет оборудование, сооруженное своими руками, видео с которым покажет основные этапы работы. Специальные станки оснащаются ручным приводом или же электрическим. Спецоборудование для формирования завитков и плоскостных спиралей называется твистерами или закручивателями. Приспособления торсионного типа применяются для винтового кручения металлического прута, деталей из спиралей объемного вида (филаментов): луковиц, фонариков, а также корзинок.
На инерционно-штамповочном оборудовании расплескивают в особые фасонные наконечники концы прутьев, выдавливают рельефную и волновую поверхность, а также штампуют соединительные декоративные хомуты. Станки гибочного типа подразделяются на протяжные, нажимного воздействия и комбинированные. При помощи протяжного оборудования получают завитки, кольца и разнообразные спирали, имеющие широкие ядра. Нажимные приспособления позволяют создавать зигзаги, волны, а комбинированные станки выполняют все вышеперечисленные операции.
Станки гибочного типа подразделяются на протяжные, нажимного воздействия и комбинированные. При помощи протяжного оборудования получают завитки, кольца и разнообразные спирали, имеющие широкие ядра. Нажимные приспособления позволяют создавать зигзаги, волны, а комбинированные станки выполняют все вышеперечисленные операции.
Конструкция станков
Выполняемая холодная ковка своими руками, станки, чертежи, видео для которой представлены, позволяет создавать великолепные художественные металлоизделия. Используя основные типы станков, создаются красивые узоры из металлопродукции профильного типа. Упрощенное название гибочного ручного оборудования – гнутики.
Эти приспособления применяются для получения зигзагов и волновых деталей. Для изменения угла зигзага, а также высоты волны и шага заменяется клин или прижимной ролик в центральной части. В качестве материала для этого спецоборудования служит специальная сталь, способная выдерживать повышенные нагрузки.
Твистеры-улитки имеют широкие возможности и простейшую конструкцию. Они подразделяются на улитки с лемехом поворотного типа и воротом, а также рычажные с обводным роликом. На них можно выполнять холодную ковку из профильной трубы и прочих металлических заготовок.
Станки торсионного типа увеличивают производительность, а также качество производимых деталей. Они имеют прочную станину, на которую передается основная нагрузка. Для удержания квадратного прута служат патроны-оправки, имеющие квадратного сечения гнезда. Их крепление в скользящей задней бабке и шпинделе выполняется винтовыми зажимами. Скручивание участков металлических заготовок производится при помощи подвижного ограничителя со специальной вставкой.
Изготовление наконечников на прутьях выполняется на специальном штамповочном приспособлении. Этот специальный станок использует принцип маховика. Вращая грузовую штангу, отводится назад винтовой боек. После этого в специальное гнездо вставляется штамп, и устанавливается заготовка.
Для самостоятельного изготовления такого спецоборудования необходимы валки из специальной стали, шестерни, втулки для подшипников и валы.
Изготовление станка собственноручно
Перед тем как сделать холодный ковки станок, определяются с его конструкцией, а также возможностями. Сооруженные своими руками специальные приспособления позволят проводить ковку металлических предметов в практически в домашних условиях. В качестве рабочего места вполне подойдет гараж, хозяйственный блок или сарай. Определившись с ассортиментом будущей продукции, приступают к созданию приспособлений по ее выпуску. Полноценная процедура производства требует наличия всех типов станков по ковке холодным способом. Для ускорения процесса изготовления оборудования следует просмотреть соответствующие видео, где представлены уроки по сборке станков, а также изготовлению металлоизделий.
Холодная ковка, оборудование для которой своими руками изготавливается бесплатно при помощи чертежей, позволит изготавливать авторские узоры разнообразных металлоконструкций. К наиболее распространенным станкам относятся улитки, которые предоставляют возможность изготавливать многочисленные кованые холодным способом завитушки из профильной трубы, а также прочего проката. На чертеже представлен классический вариант станка-улитки, который можно соорудить в любом гараже, а ниже приведено описание конструкции.
Для стола используется листовая сталь от 10 мм. В качестве ножки применяется круглая толстостенная труба или же другой подходящий профиль. Конструкция должна иметь прочное основание, так как воспринимает высокие боковые нагрузки при работе. Рычаг изготавливается из трубы квадратного профиля со стенкой порядка 3 мм.
К изготовлению своими руками станков и приспособлений следует подойти весьма ответственно и скрупулезно. От правильности чертежей, а также выполненных расчетов зависит качество станков, а также создаваемых металлоизделий. Получив навыки и сноровку, оборудование можно разнообразить для совершенствования выпускаемой продукции.
чертежи и видео — Обзоры оборудования для бизнеса
Самостоятельно изготовленные станки для холодной ковки окупятся довольно быстро, ведь при их изготовлении чрезмерных затрат не потребуется. Это поможет вам в короткие сроки организовать свой небольшой бизнес — мастерскую по производству изделий холодной ковки. Если возможности сделать оборудование для ковки своими руками у вас нет, тогда можно купить готовое:
Если возможности сделать оборудование для ковки своими руками у вас нет, тогда можно купить готовое:
Но? если вы все-таки решили самостоятельно своими руками сделать оборудование для холодной ковки, то какие же станки вам потребуются для работы:
- Улитка
- Гнутик
- Твистер
- Фонарик
- Волна
- Объемная
В этой статье мы более подробно остановимся на оснастке Гнутик — как самостоятельно изготовить данный станок.
Оснастка Гнутик для холодной ковки — важный элемент всей работы. С его помощью происходит сгибание металла, причем угол сгиба мастер может выбирать самостоятельно. Также Гнутик применяется для сгибания дуг с разными радиусами. Станок Гнутик представляет собой основание с ползуном. На ползуне Гнутика закреплены упоры — с углом и цилиндрические неподвижные упоры. Для сгибания металлического прутка под углом нужно переместить ползун и угловой упор. Для того чтобы сделать дугу необходим третий цилиндр, расположенный напротив углового упора.
На фото, расположенном ниже, представлен чертеж нижней планки оснастки Гнутик.
Более «полный» чертеж оснастки Гнутик для холодной ковки представлен в видеоролике «Чертеж Гнутика своими руками». По словам мастера, в данный чертеж станка Гнутик внесены изменения по улучшению качества оснастки.
Следующее видео показывает работу станка Гнутик, сделанного своими руками. На станке изготавливают различные геометрические фигуры — змейку, ромб, квадрат, элемент сердечко, элемент кольцо, заготовку для элемента хомут и другие.
Оборудование для гибки различного проката представлено на следующем видеоролике. По словам автора, оборудование гнет квадрат до 14 мм, круг и арматуру до 16 мм, полосу до 30 мм.
 youtube.com/embed/IUaVoFPYPiU?feature=oembed” frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/IUaVoFPYPiU?feature=oembed” frameborder=”0″ allowfullscreen=””/>
Станок для холодной ковки своими руками (фото+видео)
Для основания собственной мастерской по обработке металла достаточно основной шестерки станков: гнутика, твистера, фонарика, объемника, улитки, и волны.
Производство металлических деталей требует специального оборудования, способного создавать усилие, формирующее конфигурацию предмета. Как вариант, можно приобрести относительно недорогие приспособления. Однако, нетрудно самостоятельно сделать практически любой станок для холодной ковки своими руками.
Что потребуется для этого мы рассмотрим по ходу нашей статьи.
Особенности оборудования
Конечно, если позволяет бюджет, можно особо не осложнять себе жизнь и приобрести универсальное оборудование для холодной ковки металла. Причем такой станок в себе совмещает все отдельные ручные приспособления. Но довольно не маленькая стоимость такого верстака делает его недоступным для многих домашних мастерских.
Какие можно сделать приспособления для холодной ковки своими руками и что на них производить?
Для основания собственной мастерской по обработке металла вполне достаточно основной шестерки станков: гнутика, твистера, фонарика, объемника, улитки, и волны.
Эти станки-самоделки способны обрабатывать основные типы материалов, использующихся в технологии холодной металлообработки: квадраты, прутки (сечением до 14 миллиметров) и стальную полосу, толщиной 3-6 мм с шириной в диапазоне 25-ти миллиметров.Приспособления, сделанные самостоятельно, осуществляют те же операции, как и заводское оборудование: гибку, кручение или прессование без потери качества.
Также на самодельном ручном станке вполне реально производить основные элементы изделий холодной ковки: завитки, волюту, корзинки,требуемые для дальнейшей сборки готовой продукции. Причем само кузнечное оборудование компактно, его можно без проблем разместить в гаражной мастерской.
Обучиться работать, имея инструмент для холодной ковки, очень просто. Здесь не требуются специальные знания о свойствах металла и его дальнейшей обработке (отжига, отпуска или закалки). Процесс обучения и производства практически безопасен, оборудование и материалы не работают с высокими температурами, а рабочие механизмы очень простые.
Здесь не требуются специальные знания о свойствах металла и его дальнейшей обработке (отжига, отпуска или закалки). Процесс обучения и производства практически безопасен, оборудование и материалы не работают с высокими температурами, а рабочие механизмы очень простые.
Единственный недостаток в холодной ковке металла и работе на ручном оборудовании — это возможность брака при допущенных ошибках. Но главная проблема заключается в том, что дефекты очень трудно исправить. Бракованные элементы можно будет подправить лишь путем разогрева металл в горне или на горелке.
Самыми простыми для самостоятельной сборки будут: улитки, гнутики и твистеры. Они не требуют наличия дорогостоящих инструментов. Потребуется лишь сварка, инструмент для резки, чертежи с материалами и немного понятия в механике.
Итак, как сделать самодельные станки для холодной ковки своими руками?
Сборка разных типов оборудования
Для начального этапа обустройства мастерской по холодной металлообработке потребуется три основных приспособления: гнутик, твистер и улитка.
 Какие элементы можно производить на них?
Какие элементы можно производить на них?Гнутик — это устройство, намного упрощающее гибку детали и производство изгибов любой формы.
Он с легкостью обрабатывает прокат в виде стальной полосы и прутка с размерами 12×12 миллиметров. Кроме угловых деталей гнутик может создавать детали с конфигурацией в виде дуги.
Твистер служит для закручивания длинной заготовки вокруг своей оси в продольную спираль. В горячей ковке есть подобный инструмент — вороток. Твистер похож на это приспособление по своему устройству. Это станина, на которой закреплен ворот с крутящейся головкой и ползунок, ограничивающий и фиксирующий нужную длину детали. Закрученные на таком оборудовании детали — частый элемент, использующийся для сборки оконных решеток, заборов, перил и прочих видов ограждений.
Если на твистер установить дополнительные приспособы в виде вала, то он будет способен производить объемные корзинки.
Улитка, пожалуй, самый известный ручной станок для холодной ковки. На ее кондукторе производят волюту и различные закрученные вокруг оси детали. Собранное устройство состоит из своеобразной станины (круглой/квадратной) на нее закрепляют кондуктор (спираль) и ролик с ручным приводом в виде рычага. Нажимая на приводной рычаг и подавая заготовку, можно без проблем закрутить любой тип спирали.
Собранное устройство состоит из своеобразной станины (круглой/квадратной) на нее закрепляют кондуктор (спираль) и ролик с ручным приводом в виде рычага. Нажимая на приводной рычаг и подавая заготовку, можно без проблем закрутить любой тип спирали.
Главное при изготовлении ручного оборудования для холодной ковки металла — соблюдение трех основных принципов:
- Длина рычажного привода рассчитывается так, чтобы создавалось достаточное усилие на металл.
- Комплектующие установок лучше всего делать сборными или подвижными, тогда можно будет без проблем регулировать размеры производимых элементов.
- Все детали кондукторы изготавливаются с достаточным запасом прочности, а соединения должны быть качественными.
Соблюдая такие принципы, изготовить нормальное оборудование для металлообработки с отличной работоспособностью вполне осуществимо.
Перечисленные три установки с механизмом, работающим вручную, позволяют производить большинство наименований продукции без разогрева металла.
Сборка гнутика
Такой станок для холодной ковки имеет широкое применение. С помощью его можно изгибать детали любой конфигурации. Устройство довольно простое, состоит из основы, на которой смонтированы ролики, клина (задающий изгиб) и рычагов управления. Сам станок может быть выполненным в вертикальном или горизонтальном исполнении.
- Горизонтальное исполнение станка
- Вертикальное исполнение гнутика
Самостоятельно проще сделать горизонтальный тип.
- Нужно подготовить станину, в которой сверлятся посадочные отверстия под крепление роликов, клина и рычага.
- Клин должен двигаться вдоль станины (управляется нажатием на нижний рычаг). Его положение должно быть сменным, так можно будет регулировать угол и крутизну изгиба. Для этого его лучше сделать на винтовой резьбе, ввинчивая которую меняют расстояние клина.
- Верхний рычаг используется для придания заготовке формы дуги.

Посмотрев видео, можно понять как работает такой станок и принцип его устройства
Изготовление улитки
На фото показаны основные части приспособления холодной ковки улитки. Формирование элемента происходит за счет специального кондуктора, завитого спиралью (улитки). Эта часть, желательно, должна быть двусоставной. Изготовление станка следующее.

- Подготавливается станина круглой, либо квадратной, формы. На ее изготовление лучше использовать металл 5-6 мм.
- В основании сверлятся отверстия под крепление кондуктора (двух его частей) и рабочего рычага.
- Сбоку монтируется вращающийся ролик, который будет задавать движение заготовке.
- Рычаг должен обладать достаточной прочностью, его можно изготовить из соответствующего профиля или трубы (с толстыми стенками).
- Кондуктор делается из толстого металла, изогнутого по спирали. В нем делают отверстия под крепежные болты.
Ниже представлены фото чертежей кондуктора и самого устройства.
- Двусоставная улитка с посадочными отверстиями
- Схема устройства улитка
Для более понятного принципа работы такого оборудования посмотрите предоставленное видео:
Сделанные ручные станки для холодной ковки своими руками с такой конструкцией вполне способны изгибать прутки и квадраты разного сечения вплоть до 14 миллиметров.
Стоит помнить, что большее усилие на толстую заготовку можно создать при помощи более длинного рычага, поэтому можно предусмотреть дополнительно удлинитель для такого привода.
Существуют и другие варианты улитки. Например, с приводом в виде ворота, расположенного в горизонтальной плоскости. Схематические чертежи такого устройства приведены на фото ниже.
Улитка с приводом в виде ворота
Как сделать твистер
Твистер (или торсион) имеет горизонтальное расположение частей. Состоит из станины, на которой крепят вороток с вращающейся головкой, и ползунка, жестко фиксирующий заготовку и регулирующий длину изделия.
- Сначала нужно подготовить верстак (стол), где будет закреплено устройство.
- Станину можно изготовить из прочной двутавровой балки или любого другого материала, обладающего достаточной прочностью. Ее длина выбирается в зависимости от параметров обрабатываемых заготовок.
- По станине изготавливается ползунок. Его нижняя часть должна двигаться вдоль устройства и фиксироваться в нужном положении. Для крепления можно высверлить отверстия под болты. Часть, где будет вставляться заготовка, может быть выполнена под ее размер (сквозное отверстие) или изготовлена из тисков.
- Ворот с вращающейся головкой можно также сделать под конкретную заготовку или использовать патрон от токарного станка (небольших размеров)
- На стол установка монтируется так, чтобы край стола не мешал крутить вороток.
Как и в случае с улиткой, длина рычага определяет усилие, которое создается на обрабатываемый металл.
Если изготовить дополнительное крепление для вала, то на таком торсионе можно будет производить объемные корзинки, закручивая на шаблон пруток.
Принцип работы станка показан на видео:
Изучив информацию, можно изготовить и такие приспособления, как волна (волнообразные элементы), фонарик (корзинки) или объемник (объемные элементы с изогнутыми в разных плоскостях деталями).
Если есть возможность, то некоторые из этих станков можно сделать с электрическим приводом, установив для этого двигатель с соответствующей мощностью.
А что вы можете добавить к этому материалу из своего личного опыта по изготовлению оборудования для холодной ковки? Насколько проблемно сделать станок холодной ковки своими руками и какие материалы при этом использовать? Присоединяйтесь к обсуждению в комментариях к статье и поделитесь своими наработками.
Ковка металла своими руками | Строительный портал
Кованые изделия в архитектуре и дизайне интерьера пользуются высокой популярностью с давних пор. Решетки на окна и для каминов, ограда или балясины лестниц, выкованные из металла, всегда выглядят изысканно и привлекательно. Сегодня, несмотря на современные технологии в обработке металлов, металлические изделия ручной ковки популярны как никогда. Конечно, ковка металла своими руками – дело не из легких, и без должной подготовки трудно сделать красивое кованое изделие. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелой физической работе, придется ознакомиться с видами и технологией ковки металла, разбираться в металлах для ковки, понимать процесс ковки и уметь обращаться с инструментом кузнеца.
- Ковка металла
- Металл для ковки
- Инструмент для ковки металла
- Ковка металла своими руками
Ковка металла
Ковкой металла называется процесс обработки металлической заготовки с целью придания ей определенной формы и размера. Фактически существует два вида ковки – холодная и горячая. Выполняя ручную ковку металла необходимо разбираться в обоих видах ковки, так как каждый обладает своими преимуществами и недостатками.
Горячая ковка
В процессе горячей ковки заготовка подвергается нагреванию до определенной температуры, при которой металл теряет свою прочность и становится пластичным. Высокая пластичность является основным плюсом горячей ковки. Она позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий самой ковки, что выгодно сказывается на разнообразии вариантов работ.
Но нагрев металла имеет и свои недостатки. В первую очередь это необходимость обустройства специального кузнечного горна и затраты на топливо для него. Это может стать реальной проблемой для тех, кто хочет заниматься горячей ковкой металла своими руками в городских условиях. К тому же, работа с огнем достаточно опасное занятие и требует повышенной пожарной безопасности. Еще одним фактором, который может существенно повлиять на выбор вида ковки, являются специфические знания по температурным режимам для ковки металла.
Холодная ковка
В отличие от горячей ковки, холодная ковка металла не требует обустройства горна для нагрева металла. Вся суть холодной ковки заключается в придании формы металлической заготовке путем её изгибания, опрессовывания и сварки. Холодна ковка несколько проще по выполнению, и для обустройства мастерской не требуется много места. Весь процесс создания готового изделия не требует использования высоких температур, что весьма положительно сказывается на общей безопасности.
Но холодная ковка имеет один существенный недостаток. Все работы приходится выполнять с определенными заготовками-полуфабрикатами без возможности исправить свою ошибку. Конечно, это касается не всех работ холодной ковки, но в большинстве случаев испорченная заготовка годится разве что для металлолома или учебного пособия.
В любом случае, в независимости от вида ковки, придется достаточно плотно ознакомиться с рядом важных моментов. Во-первых, это касается металлов и температурных режимов для их плавки и ковки. Во-вторых, необходимо знать и разбираться в технологиях ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они применяются в работе.
Металл для ковки
Ручная ковка металла – достаточно трудоемкое и сложное занятие, требующее использования определенных металлов, а точнее, металлов с определенными характеристиками. Для ручной холодной или горячей ковки наиболее важной характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки. Но стоит отметить, что пластичность и прочность металла взаимосвязаны между собой. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно разбираться в характеристиках металла и знать о составе заготовки.
Важно! Существуют и другие, не менее важные характеристики металлов. Но так как мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясины, оградки и прочее, то нет необходимости сосредотачиваться на устойчивости к износу, красностойкости и прочем, а также на легирующих элементах.
Для декоративной ковки используют следующие металлы: медь, латунь, дюралюминий, сталь, а также другие медные, магниевые, алюминиевые и никелевые сплавы. По сути, для ручной ковки используют мягкий ковкий металл, который можно легко согнуть или придать ему определенную форму. Для того чтобы подобрать наиболее легкий ковкий металл, необходимо заглянуть в Марочник Стали и Сплавов. В нем можно найти детальное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самый ковкий металл – это медь и её сплавы, мастера предпочитают использование черных металлов для холодной и горячей ковки. Такая позиция обусловлена высокой стоимостью цветных металлов. Ведь на ковку металла цена в большей степени зависит от стоимости изначальной заготовки, и не каждый может позволить себе приобрести ограду или балясины из меди. Выбирая мягкий черный металл для ковки, необходимо ориентироваться на стали с минимальным содержанием углерода, порядка 0,25 %. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме этого следует избегать конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2 % до 1,35 %. Такие стали наименее пластичны и плохо поддаются сварке.
Выбирая тот или иной металл, необходимо использовать Марочник Стали и Сплавов. Но если доступа к нему нет, то можно воспользоваться приведенными ниже таблицами для определения содержания углерода в стали. Сам процесс определения довольно прост, достаточно поднести заготовку к работающему точилу и посмотреть на сноп искр, а затем сравнить его с показателями в таблице.
Сегодня благодаря промышленному производству металла отпала необходимость в создании заготовок для ковки своими руками. Современные кузни используют уже готовую заводскую продукцию для холодной ковки. Наиболее часто используемые размеры заготовок следующие: 30х45 мм, 40х45 мм, 10х10 мм, 12х12 мм, пруты сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл толщиной от 3,5 до 6 мм, круглые трубы 1/2″, 3/4″, 1″, профильные трубы от 20х20 мм до 30х30 мм.
Инструмент для ковки металла
Выполнение любых работ по ковке металла невозможно без специального инструмента. Кузнечный инвентарь для горячей ковки достаточно разнообразен и включает в себя наковальню, горн, различные молоты, клещи и прочее. Инструмент для холодной ковки несколько попроще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, болгарка и шлифмашинка, используется как в холодной, так и в горячей ковке. Зная о назначении того или иного инструмента, можно правильно выполнять любые работы.
Инструмент для горячей ковки
- Горн. Без него в горячей ковке никак не обойтись. Ведь именно в нем заготовка может нагреваться до температуры 1400 °C. В большинстве своем горн представляет собой печь, рассчитанную на высокие температуры и с поддувом.
- Наковальня. Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня имеет несколько видов, среди которых наиболее популярной является двурогая наковальня весом 200 кг. Но вес может колебаться от 150 до 350 кг.
- Шпераки. При выполнении различной художественной и декоративной ковки используются именно шпераки. Они имеют множество различных видов, и каждый мастер может изготавливать их под себя. Общей чертой любого шперака является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянное бревно. На фото ниже приведены наиболее распространенные шпераки.
- Кувалда и Ручник. Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и служит для нанесения сильных ударов. В зависимости от типа работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0,5 до 2 кг. Используется для придания окончательной формы изделию.
- Клещи. Горновые клещи второй по значимости инструмент. Без них невозможно удержать горячую заготовку для обработки. Существует несколько видов горновых клещей под определенный профиль и размер заготовки. На приведенном ниже фото изображены горновые клещи различной формы.
- Фасонные молотки. При выполнении художественной ковки требуется создавать загнутые заготовки или заготовки определенной формы. Для этого используются фасонные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков множество и у каждого мастера они свои. На фото ниже изображен основной вспомогательный инструмент.
Кроме описанных выше, используются различный измерительный инструмент, такой как обычная рулетка, двойной кронциркуль, кузнечный наугольник, шаблоны и калибры. Выбор кузнечного инструмента огромен, весь перечислить представляется затруднительным, поэтому у каждого мастера есть свой набор лишь необходимого и часто используемого инструмента.
Инструмент для холодной ковки
- Гнутик (фото ниже). Это базовый инструмент холодной ковки. Как следует из названия, он позволяет гнуть металлическую заготовку под определенным углом. В дополнение гнутик позволяет создавать дуговые элементы определенного радиуса.
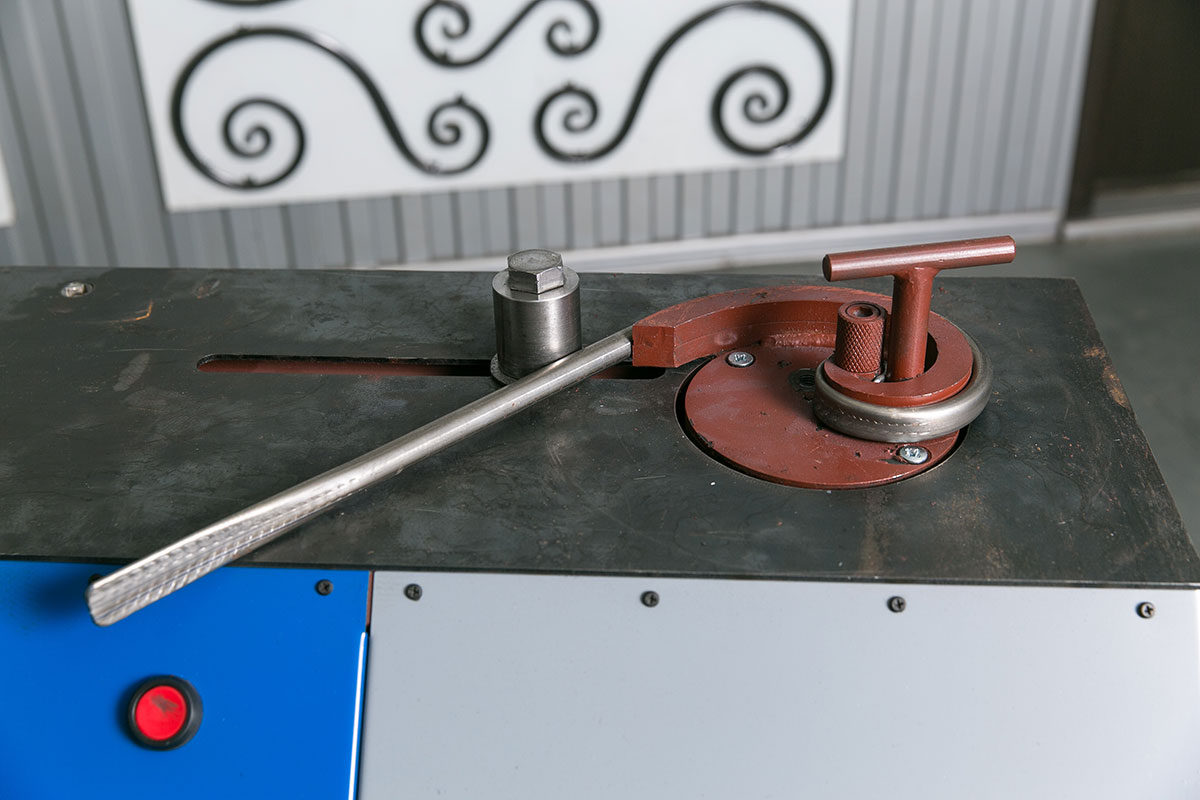
- Улитка. Название говорит само за себя. При помощи улитки можно создавать различные спиралевидные декоративные элементы. Спираль выполняется под определенный шаблон, который при необходимости можно сменить на другой, с меньшим или большим радиусом.
- Фонарик. Этот станок предназначен для создания декоративного элемента с одноименным названием.
- Волна. Позволяет создавать волнообразные элементы. При протаскивании прута через этот станок на выходе получается красивая синусоидальная заготовка.
- Твистер. По принципу работы этот станок схож с Фонариком, но в отличие от него твистер лишь скручивает заготовку вдоль оси.
- Станок для колец. Как во всех предыдущих станках название говорит за себя.
Кроме описанных выше существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше станки можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью созданных с их помощью элементов. Для изготовления станков холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Станки для холодной ковки могут быть ручными или снабжены электродвигателями. Несмотря на наличие передаточных шестерен, ручная холодная ковка довольно трудоемкое и долгое занятие, и для получения больших объемов кованых элементов лучше оборудовать станок электродвигателем.
Отдельно стоит отметить промышленные станки для холодной ковки. На подобные станки холодной ковки цены порядка 6000 у.е., но один такой станок может выполнять практически все технологические операции холодной ковки. Примером может служить станок Мастер 2 компании «МАН». На демонстрирующем холодную ковку видео можно увидеть возможности этого станка.
Ковка металла своими руками
В процессе ковки для придания заготовке определенной формы используются различные приемы и методы ковки. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла. Технология ковки металла горячим и холодным методом существенно отличается. Как уже отмечалось, для горячей ковки требуется нагрев заготовки для изменения её формы, а при холодной ковке заготовка лишь изгибается. На основании этого и выделяются основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Холодная ковка металла своими руками
Выполняется холодная ковка своими руками достаточно легко и особых усилий не требуется. Все работы разбиты на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и сам процесс ковки металла.
Чертеж можно создать в специальной компьютерной программе, приобрести уже готовый или нарисовать от руки. Можно найти для холодной ковки чертежи бесплатно. Для этого достаточно обратиться к мастерам, которые уже не первый год занимаются ковкой, и попросить один или два чертежа для тренировки. По сути, чертеж преследует несколько целей. Во-первых, чтобы знать какие элементы потребуется изготовить путем холодной ковки. Во-вторых, имея на руках такой проект, можно рассчитать количество и тип металлических заготовок, таких как пруты, профильные трубы и прочее. В-третьих, чертеж потребуется для сборки всех элементов в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, из которых состоит проект. Сегодня можно найти довольно много различных кованых элементов, но их все можно объединить в несколько классических групп.
- Лапки. Этот элемент представляет собой раскатанный в какой-либо форме конец металлического прута. В эту группу входят так называемые Пики. Несмотря на заостренный конец, Пики изготавливаются по схожей технологии.
- Завитки. В эту группу входит несколько распространенных элементов: волюта, червонка и улитка. Волюта или Баранка представляет собой прут, концы которого загнуты в одну сторону. Червонка – прут, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его схожести со знаком американской валюты. Запятая или Улитка – простой завиток, один конец которого загнут, а второй прямой.
- Кольца. Создается этот элемент довольно просто: на болванку станка накручивается прут круглого или квадратного сечения, в результате получается пружина, которую затем разрезают на отдельные кольца.
- Торсион. Этот элемент довольно легко узнать по винтовому скручиванию вдоль оси. Вариантов торсионов довольно много и одним из самых распространенных является такой элемент, как Фонарик, а также простой винтообразный прут для решетки или ограды.
Весь процесс изготовления элементов холодной ковки основывается на следующих общепринятых технологиях ковки – гибка, закручивание, вытяжка.
Вытяжка – это технология, которая заключается в увеличении длины заготовки путем уменьшения её сечения. В холодной ковке используется один из вариантов вытяжки – раскатка. Именно с её помощью создаются различные лапки и пики. Для создания лапок используется специальный раскаточный станок. Конец заготовки заводится внутрь и затем запускается механизм раскатки, в результате конец получается расплющенным с рельефом или без него. Для изготовления пик используют прессовочный станок. Процедура та же, но в результате конец получается раскатанный и опрессованный в определенной форме.
Гибка. Эта технология ковки заключается в загибании концов либо другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках холодной ковки. Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Вначале конец заготовки помещается внутрь специального шаблона и затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Закручивание. Эта технология ковки подразумевает скручивание заготовки вдоль своей оси. В холодной ковке этот процесс можно наблюдать при использовании станка Твистер, на котором создаются различные торсионы. Для этого один конец заготовки помещается в тиски, а второй конец проворачивается вдоль оси. Отдельно стоит выделить элемент Фонарик. Для него используют два и более прута, которые вначале скручивают вдоль оси, а затем вдоль оси сжимают, в результате прутья в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется при помощи сварки на специальном сборочном столе. Сегодня сварочный аппарат общедоступен и является обязательным инструментом современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей. Она не требует особых знаний, навыков и больших помещений для работы.
Холодная ковка своими руками: видео-урок
Горячая ковка металла своими руками
По сравнению с холодной, ручная горячая ковка намного сложнее и требует от мастера опыта в обращении с инструментом и хорошей физической подготовки. Работы выполняются в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
По сути, разница между горячей и холодной ковкой заключается в технологических процессах обработки металла. Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любые металлические заготовки. Но для удобства принято использовать уже готовые пруты квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют какие-либо рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки – завитков, лап, пик и прочего, но горячая ковка позволяет использовать весь потенциал воображения мастера, что раскрывает неограниченные возможности. Все изделия из металла ковки горячим способом создаются с помощью следующих технологий обработки металла: осадка, вытяжка, гибка, закручивание, разрубка, насечение рисунка и набивка рельефа.
Осадка применяется при ковке металла для увеличения поперечного сечения всей заготовки или её части. При ковке в зависимости от необходимости проводится полный или местный нагрев заготовки для осадки.
Вытяжка заключается в увеличении длины заготовки путем уменьшения её сечения. Это можно выполнять как путем нанесения ударов кувалдой или ручником, так и с помощью раскатки металла между валов на станке. В отличие от холодной ковки создание пик при помощи вытяжки требует точных и аккуратных ударов.
Гибка. Эта операция выполняется для придания заготовке загнутой формы. При этом следует учесть, что гибка толстых заготовок может повлечь их искажение и для придания первоначальной формы необходимо выполнить осадку. Для гибки заготовки применяют различные шпераки, рог наковальни, фасонные молотки и кондукторы.
Закручивание. Данная технология ковки подразумевает скручивание заготовки вдоль своей оси. Как и в холодной ковке, заготовку зажимают в тиски и проворачивают. Но в отличие от холодной ковки, можно нагревать заготовку локально, что дает возможность легко делать локальное закручивание.
Такие технологии ковки как разрубка, насечение рисунка и набивка рельефа применяются в художественной ковке с использованием зубил. Края горячих заготовок, в зависимости от проекта, рассекаются и закручиваются клещами. Также пока заготовка раскаленная, на её поверхности набивается различный узор.
При горячей ковке металла важно знать температурные режимы нагрева. Это поможет более качественно обрабатывать металл. Ковка черного металла выполняется при 800 – 1250 °C. Конечно, измерять градусником раскаленную заготовку будет невозможно и для определения температуры придется ориентироваться по её цвету. В приведенной ниже таблице указаны температуры и цвет заготовки из черных металлов.
Горячая ковка металла: видео-урок
Ковка металла своими руками – дело довольно увлекательное, требующее постоянного совершенствования. Это касается в первую очередь создания различных художественных и декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работы имели идеальную форму и высокое качество.
Станок для холодной ковки своими руками: чертежи и инструкции
Известными, благодаря наружному виду, считаются металлические изделия, которые сделаны методом ковки. Такой декор отличается ценой, поэтому не каждый может заказать их себе. Однако, помимо горячей технологии ковки, необходимой для изготовления деталей из металла, существует и холодная. Последний вариант есть возможность сделать самому, для этих целей потребуется изготовить станок для холодной ковки собственноручно.
Устройство станков для ковки по холодному типу
Конструкция станковЛюбой прибор для проведения ковки холодным способом обладает характерными чертами и качествами. Чтобы сделать качественный станок для холодной ковки своими руками, важно выяснить, как он устроен.
- Гибочные. Изменяя положение роликов и клиньев, изменяются габариты волн и изгибов. Из-за этого изгибаются прутья до 1,6 см. Единственным недостатком применяемого механизма станет невозможность изготовления его самому.
- Твистер. Снабжен спецшаблоном, к нему придавливают используемую металлическую часть. Сохранность шаблона обеспечивается упорным рогом.
- Основание с проставками. Прибор помогает делать любые узоры. Конструкция отличается простотой, основой является пластиной из материала высокого качества, куда вкручиваются проставки на определенной дистанции. Этот тип прибора эффективен для металла в толщину 0,6 см.
- Улитки. Изделие является пластинкой-основой, где расположен спецвиток. Его применяют как шаблон для обрабатываемой детали. Характерной чертой станет то, что «улитка»-шаблон разделена на фрагменты, закрепленные друг с другом с помощью соединительных спецэлементов. Это даст возможность при работе шаблону менять форму, ввиду чего будут созданы разнообразные волны и изгибы. Для изготовления такого станка потребуется выбирать крайне надежный материал, которой не будет гнуться по прошествии времени.
- Торсионный станок. Подобное приспособление эффективно для винтового скручивания прута. Устройство делают из цилиндрического металлического каркаса и 2 фиксирующих элементов. Принцип работы заключается в том, что прутья помещают в крепежные элементы. С одной стороны их зажимают, а с другой закручивают до необходимых размеров винтовой волны.
Важно! До того, как создать устройство, необходимо ознакомиться с чертежами станка для холодной ковки.
Разновидности и назначение станков для ковки
[adinserter block=»9″][adinserter block=»20″]
Механизм облегчит работы вручную и создать уникальные изделия. Для ковки холодным методом мастера применяют различное оборудование, которое минимизирует физ. усилия человека и позволяет провести такие основные действия:
- согнуть профиль под необходимым углом;
- изготовить спирали либо завитки;
- скрутить детали вдоль.
Различные механизмы помогают создавать уникальные конструкции, художественное полотно для беседки, декор для скамьи в парке, прочие предметы разнообразного предназначения.
Виды приборовДекор-станки дают возможность создавать схожие по форме и параметрам детали за короткий временной интервал, помогают уменьшить их себестоимость и сроки изготовления.
Такие станки бывают профильными (выполняют лишь одно действие) и универсальными. Выделяют такие спецстанки:
- гнутики;
- улитки;
- торсионы;
- штамповочные.
Универсальные модели состоят из компонентов спецтехники в разных комбинациях.
Станок «улитка»
«Улитка»[adinserter block=»10″][adinserter block=»21″]
Алгоритм сборки станка для холодной ковки своими руками не вызовет сложностей. Во время создания улитки вероятны 3 типа конструкции, и то относительные. Каждый специалист делает завиток, спираль и изгиб изделия по-своему.
По виду исполнения механизмы бывают 3 видов:
- монолитные с фиксированным шаблоном изгиба;
- со съемным изгибом, дающим возможность делать различные завитки;
- с разборными составляющими завитка и крутящейся столешницей, чтобы получать сложные профили изгиба.
Монтаж станка начинают с конструирования основных узлов приспособления:
- Каркас. Механизм должен быть изготовлен из металла. Древесина совсем непригодна для сборки прибора: продолжительные и чрезмерные нагрузки разрушают дерево за несколько использований. Как основной материал используется уголок, трубы с толстой стенкой либо швеллер.
- Столешница. Ее изготавливают из плиты из металла, которая вырезана в форме окружности, по толщине 0,4 см. Из такой плиты вырезают вторую столешницу, которая повторит по форме первую. На последней располагаются составляющие, производят изгибы заготовок. При холодной ковке столешница будет принимать большую нагрузку, потому не требуется экономить и создавать ее из тонколистового железа.
- Главный вал и рычаг. Вал расположен посередине, его окружают столешницы. Фиксируется к каркасу 4 треугольниками. Механизм сделан из трубы с толстой стенкой нужного диаметра. Рычаг крепят к валу посредством кольца и вращают вокруг его оси. Вспомогательно на него устанавливают ролик, чтобы сгибать прутья.
Станок торсионный
[adinserter block=»13″]
Обыкновенное скручивание ряд пользователей осуществляют, не используя станок. Зажимается одно окончание детали в тисках, а второе обращается благодаря стандартному вороту. При такой методике обрабатываемая заготовка скручивается, однако иногда и вытягивается. Во избежание этого, сооружается направляющая конструкция в качестве желоба. Необходимо учитывать:
- протяженность желобка – он не может быть длиннее детали, уменьшаемой во время деформации;
- ширину желобка – требуется, чтобы он вдвое был шире изделия, поскольку в процессе деформации оно увеличится.
Возможно достичь ожидаемых результатов без оборудования – в таких целях потребуется приложить усилия и потратить большое количество времени. Те, кто предпочитает собрать необходимое устройство, должны спроектировать такую спецтехнику.
Торсионный станокСборка такого станка собственноручно возможна в 2 вариациях: стандартная и универсальная. Первая станет улучшенным способом работ с тисками, а вторая предоставит шанс создавать уникальные детали.
Главное рабочее усилие, которое требуется, чтобы деформировать материал, принимает опора, потому основание создаваемого устройства должно отличаться высокой прочностью. В таких целях используется двутавр либо 2 швеллера, которые сварены друг с другом. Устойчивости для каркаса добавляют лапы, которые приварены к устройству. Затем возможно изготавливать остальные элементы – заднюю бабку и шпиндель.
В узлах механизма из профильной трубы своими руками находятся патроны, назначением которых станет их размещение внутри заготовки. Они должны обладать прочными фиксаторами (для надежного крепления). Ввиду уменьшения длины используемого изделия во время скручивания заднюю бабку выполняют скользящей. Допустимо сооружать ее из тисков, закрепляя на основании посредством болтов.
Подвижный элемент шпинделя проворачивают при помощи ручки, которая предусматривает наличие нескольких рычажков, имеющих необходимую длину для гашения прилагаемых усилий.
Сборка торсионного прибораВажно! Возможно добавить втулки из резины, чтобы защитить руки от скольжения.
[adinserter block=»11″]
Основным различием в алгоритме монтажа универсального прибора станет устройство подвижного элемента. Он предполагает винтовую подачу при изготовлении фонарей, фиксируется с помощью стандартного скручивания. Потому активный элемент снабжается 2 шпинделями. В этом варианте для скользящей бабки требуется фиксирующий винт.
Когда нужно сделать деталь, которая скручена лишь на конкретном фрагменте, к прибору добавляют ограничители. Их изготавливают по принципу задней бабки – присутствуют спецзажимы и есть опция скольжения.
Работы в такой ситуации крайне утомительны, получение изделий высокого качества представляет собой трудоемкий процесс. Потому оснащение электрическим приводом изделия станет наилучшим решением.
Станок «гнутик»
Приспособление отличается эффективностью, массивностью, простотой монтажа. Но существенным минусом станет то, что сложно отыскать и подогнать детали. Назначением устройства станет сгибание под различными углами детали, потому понадобится прикладывать значительные усилия на, следовательно, требования к монтажу станут выше.
Для каркаса приспособления подбирают толстую раму из стали. Следует учитывать, что устройство крепится к столу. В основном делается крепеж с помощью болтового соединения, к примеру, как в тисках. В середине рамы есть направляющая, отличающаяся подвижностью. Ее приводят в действие с помощью эксцентрикового механизма, фиксируемого на раме-каркасе. Вспомогательно устанавливаются 3 упора, которые создают необычную «вилку» – это рабочие составляющие устройства. С учетом профиля сгиба они меняются: круглые валы – чтобы выполнить волну, «молоток» – чтобы формировать углы.
«Гнутик»Рабочие комплектующие изготавливаются лишь из особой стали. Они будут отвечать за прочность всей конструкции. Чтобы обрабатывать и подгонять изделия, понадобятся непосредственно спецнавыки и соответствующие инструменты. Потому, когда присутствуют трудности в заказе, при покупке либо изготовлении главных узлов, то рекомендуется приобрести устройство в магазине. Его цена не слишком высока, однако он может дополнительно использоваться, чтобы сгибать трубы.
Станок «волна»
Более логично называть рассматриваемое изделие управляемой волной. Устройство оснащается 2 стальными дисками в диаметре 14 см. Они фиксируются посредством болтов к столешнице. На основном диске закрепляется ось, которая вращает универсальный вороток.
Управлять рассматриваемым приспособлением нужно, меняя дистанцию меж дисков. Во время обкатывания воротом прута формируется узор. Когда прут снимают с кондуктора, образуется узор со второй стороны.
«Волна»Станок — пресс
[adinserter block=»12″]
Чтобы формировать наконечники прутьев, потребуется воспользоваться прессом. Рассматриваемое устройство функционирует аналогично маховику: изначально вращается штанга с грузиками, отводится винтовой боек до конца назад. Затем вставляется внутрь гнезда другой штамп и ставится обрабатываемое изделие. После, штанга быстро раскрутится в противоположный бок. Боек будет бить по хвостовой части штампа, вследствие чего образуется усилие необходимое в целях штамповки.
Детали, которые изготовлены методом холодной ковки, соединяют 2 методами:
- Сварка — изделия приваривают, окалину стачивают «болгаркой» либо иным оборудованием.
- Хомуты — подобный тип соединения выглядит значительно ярче.
Окрашивают заготовки, применяя спецэмали либо краски из акрила.
ПрессКак сделать своими руками станок для холодной ковки
Для монтажа станка для холодной ковки своими руками потребуется осуществить следующие действия:
- Сначала собирается стойка, выступающая в качестве опоры. В этих целях каждый элемент (фрагменты трубы аналогичных размеров и сочленения с верхней и нижней стороны) соединяются в одно целое. Устройство снаружи напоминает табуретку. Монтажные работы производят, используя сварочный аппарат, нарезку — применяя пилу.
- Теперь требуется нарезать металлические листы. Получатся круги одинакового диаметра и 4 треугольника, которые имеют одинаковые стороны. Треугольные составляющие привариваются к нижней части конструкции так, чтобы вышло что-то схожее с пирамидой. Основание с более широкой площадью приваривается к центру вырезанного круга.
- 4 планки, расположенные по горизонтали, присоединяются к окружности с приваренным элементом. Подобное осуществляется, применяя болты (используют дрель для сверления отверстий).
- Последующим действием станет изготовление рукоятки. Требуется использовать 2 прута разной длины. Определяются их габариты методом соотношения с диаметра и окружности. Первый прут долен совпасть по размерам, второй несколько превышать его параметры. Во время сгибания первого прута требуется соблюсти необходимый угол. После этого углы привариваются между собой, затем вниз вваривается третий прут. Должна присутствовать перемычка меж начальных двух отрезков, к ним присоединяют спецрычаг.
- Подшипник для разнообразия направлений в приспособлении прикрепляется к окончанию приваренного рычага, к отрезку, который находится в нижней половине устройства. Верхний отрез играет роль крепления для металлической катушки (монтируется по горизонтали, помогает сгибать металл). Снизу отрезка, где находится свободное окончание, проделывается отверстие.
- Завершающим шагом изготовления станет монтаж изготовленной рукоятки с элементом, который напоминает «пирамиду». Фиксируются такие детали после одевания рукоятки механизма с помощью гайки большого диаметра. На нее заранее приваривается круг из металла, дающий возможность закрепить шаблон. Затем «улитку» необходимо присоединить, используя сварочный аппарат. Теперь механизм будет готов к эксплуатации.
Соблюдая несложный алгоритм действий, домашний специалист или мастер сможет создать устройство высокого качества.
Для создания механизма самому требуется быть внимательным в процессе проектирования чертежей и произведения необходимых расчетов. В других моментах алгоритм изготовления простой. Установив принцип работы прибора, возможно придумать ему оригинальные вариации, способствующие улучшению обрабатываемых заготовок.
Станок для холодной ковки своими руками чертежи. Как сделать самодельную «Улитку» для холодной ковки своими руками — видео и чертежи
Как сделать самодельную «Улитку» для холодной ковки своими руками — видео и чертежи — Обзоры оборудования для бизнеса
Оснастка «Улитка» для холодной ковки — обязательный ручной инструмент любого мастера, который занимается изготовлением кованых изделий без нагрева металла. «Улитка» предназначена для изгибания металлического прутка при холодной ковке металла. Сделать «Улитку» для холодной ковки своими руками не так уж и сложно.
При помощи самодельных станков для холодной ковки можно изготовить множество ажурных изделий из металла. Кованые заборы, ограды, ворота, калитки, перила, скамейки поражают интересными очертаниями, округлыми плавными линиями. Именно изогнутые формы кованых изделий изготавливаются с помощью «улитки» — станка для холодной ковки металла.
Изготовление оснастки «улитка» проходит в несколько этапов.
- Вначале необходимо начертить Архимедову спираль (см. рисунок ниже), шаг у витка равен 20 мм. Рисунок необходимо поделить на четыре зоны.
- Из металлической полосы необходимо сделать спирали, каждая следующая спираль должна заканчиваться на новой отметке, но начинаться всегда от центра. Эти спирали будут улитками.
- Из стального листа нужно вырезать четыре пластинки размером 20*20 см.
- Следующими элементами, которые понадобятся в работе по изготовлению улитки будут отрез трубы 20 см и четыре металлических прутка по 2 см.
- Далее все детали нужно соединить — электродуговой сваркой к центру стальной пластины приварить улитку; ближе к центру приварить прутки для удержания заготовки в таком положении. В центре зафиксировать трубу. Необходимо следить, чтобы сварной шов на протяжении стыков не прекращался.
В следующем ролике можно посмотреть, как умелец своими руками сделал самодельную «улитку», а также, как и какие заготовки можно изготовить на таком оборудовании для холодной ковки.
В данном видео представлен еще один интересный вид самодельной «улитки», на которой удобно сгибать поковки в завитки и волюты. По словам мастера, «на этом станке все делается удобнее и легче».
Следующий видеоролик содержит чертеж и описание устройства «улитка» и необходимые материалы для изготовления станины и лекала для производства кованых завитков.
www.box-kino.ru
Улитка для холодной ковки своими руками с фото и видео
Элементы в виде завитков, выполненные из прутков, широко применяются в дизайне придомовых территорий и интерьере жилых помещений. Для их изготовления используется специальные приспособления. Одно из них — это улитка. Домашние мастера часто конструируют это устройство из подручных материалов сами. Если вы также хотите знать, как изготавливается улитка для холодной ковки своими руками, то эта статья для вас. Из нее вы узнаете принцип работы этого устройства, его преимущества и разновидности, простейшие чертежи и технологию самостоятельного монтажа.
Виды, устройство и принцип работы «Улитки»
Улитка для холодной ковки — это приспособление для создания узоров в виде завитков из металлических прутков путем их деформационного загиба по контуру шаблона. Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону. Для этого нужно прикладывать силу. Обеспечивается это ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность применения электрического привода должен определить сам мастер. Он необходим в случае большого объема работ. В основном используется ручное усилие.
Улитка (кондуктор) может иметь разную конструкцию. Она может быть выполнена:
- в виде стабильно приваренного к рабочему основанию шаблона;
- в виде разборных съемных частей, которые крепятся на основание.
По-разному может быть организован и ручной привод.
В самой примитивной конструкции пруток наматывают на шаблон простым усилием рук или с использованием в качестве рычага любого подходящего приспособления.
Также рычаг может входить в конструкцию станка и крепиться к ножке станины и приводиться в движение с помощью подвижного подшипника, перемещающегося по основанию улитки.
В более сложных устройствах вращается сам кондуктор, который крепится на ось вала. Она приводится в движение с помощью трех рычагов.
Вы должны заранее определить конструкцию станка, исходя из целесообразности и удобства использования.
Монолитный кондуктор имеет определенную форму шаблона, которая служит единственным вариантом завитка. Это является недостатком такой конструкции, но зато ее сделать самим совсем несложно.
Съемный вид конструкции удобен тем, что на таком станке можно изготавливать фигурные завитки разных размеров и форм. Но конструирование самого станка более сложное. Кроме того, у съемного устройства надежность фиксации частей шаблона хуже, чем у монолитного вида. Вам потребуется постоянное подкручивание резьбовых соединений, т. к. они при работе могут ослабеть.
Изготовление простой улитки своими руками
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве применяют простое наматывание прутка усилием рук или с помощью рычага на жестко приваренную к рабочей поверхности форму. Такой станок можно использовать для создания завитков на прутках небольшого сечения (менее 12 мм).
Монолитная неразборная улитка
Изготавливается она так:
- Сначала вырисовывается схема на листе бумаги будущего шаблона с нужными размерами (иногда схема шаблона наносится непосредственно на основание кондуктора). К этому нужно подойти ответственно, т. к. после приваривания готовой формы исправить ошибки не получится. Толщина очертаний формы на чертеже должна быть такой же, как толщина используемой для ее изготовления металлической полосы. Минимально она должна составлять 3мм. Витки нужно размещать на расстоянии 12–13 мм друг от друга, чтобы между ними в паз умещался деформируемый пруток в 10 мм.
- Из стального листа толщиной не менее 4 мм вырезается основание улитки (лучше круглое), размер диаметра которого определяется соразмерно величине шаблонной спирали и быть больше размера улитки. Обычно диаметр основания бывает в пределах 70 см.
- В соответствии с чертежом из металлической полосы толщиной 3мм изготавливается нужная форма завитка. Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.
- Готовая форма приваривается к основанию, которое крепится на станине. Иногда шаблон, приваренный к основанию, фиксируют на станине с помощью тисов, установленных на ней. Для этого к обратной стороне основания формы приваривают отрезок бруса для захвата тисами.
При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
Съемная конструкция
- На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
- По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.
Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
Разборные улитки с вращением
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.
Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Например, можно выполнить такой вариант:
Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
Чертежи улитки для ковки
Начинающие мастера часто обходятся без чертежа, нанося контуры улитки на само основание без всяких расчетов. Для первого раза это допустимо, но, если вы хотите сделать качественный станок улитку для холодной ковки, то нужно, все-таки, пользоваться чертежами, в которых рассчитаны все параметры. В зависимости от выбранного вида конструкции улитки существуют разные варианты их чертежей, по которым изготавливают эти приспособления. Например, схема устройства улитки, изображенной на фото, показана ниже.
На схеме также описан принцип работы такого станка, в котором использован привод с помощью трех рычагов, вращающих вал и улитку.
Изгиб осуществляется после жесткого закрепления конца заготовки за первый завиток шаблонной формы с помощью фиксатора и последующего наматывания прутка вокруг вращающегося спиралевидного шаблона при вращении вала.
Познакомившись с устройством разных видов «Улитки» и особенностями их применения, а также посмотрев видео с примерами самостоятельного изготовления этого приспособления, вы можете приступать к созданию выбранной вами конструкции станка. А если у вас есть опыт в изготовлении таких устройств, то вы можете поделиться им в комментариях к этой статье и дать советы начинающим мастерам.
wikimetall.ru
Свой станок для холодной ковки и чертеж своими руками
Cтанки для холодной ковки пригодятся тем, кто любит мастерить и разбирается в таком оборудовании. Многие используют станки при создании усадеб, интерьера и подарков. Изделия, сделанные с помощью холодной ковки, используют как украшения вместе с другими элементами декора. Чтобы заниматься холодной ковкой, нужно прилагать много усилий. Этим трудно заниматься дома. Самым легким способом считается художественная холодная ковка.
Чтобы сделать нормальное изделие своими руками, нужны будут инструменты и чертежи. Эти вещи уменьшают затраты и сокращают время изготовления. В некоторых случаях детали нагревают, чтобы на стыках не было кривизны. Перед созданием самодельного станка холодной ковки нужно заняться проектированием. Чтобы сделать точную разметку, нужно использовать миллиметровую бумагу.
Вначале нужно нарисовать спираль, которая будет постепенно увеличиваться, соблюдая при этом симметричность узоров. Дистанцию витков нужно размещать так, чтобы она была больше диаметра прутьев и можно было взять из станка сделанное изделие. При создании рабочей поверхности нужно использовать листовое железо. Размеры определяют с помощью основания габаритов и использованных деталей. Чтобы создать форму, нужен листовой металл в виде полос.
Перед началом работы всем начинающим нужно ознакомиться с видеоматериалами о холодной ковке оборудования своими руками.
Инструменты и материалы для холодной ковки:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Самым важным приспособлением для работы всегда был гнутик. Он используется при изменении формы металла. Главная функция гнутика — изгиб детали под разными углами.
Улитка применяется для манипуляций в спирали. Она является оснасткой для сгибания различных изделий, профилей и т.д. При работе с этим инструментом можно не ограничивать спираль в радиусе и сделать нужную величину.
Фонарик необходим для сгибания материала из металла. С помощью фонарика обрабатывают прутки из металла. Благодаря приспособлению волна можно создавать волны и выгнутые куски. Применяют волну при обработке труб с круглым сечением.
Твистер имеет схожесть фонариком. При его помощи можно выкручивать прутья.
Глобус помогает создать большую дугу из профиля с толщиной до 12 мм. В конце заготовки тоже сгибаются. Это самый легкий инструмент и его довольно часто делают своими руками.
Станок для холодной ковки своими руками, чертежи
По размеру конструкции можно приварить маленькие кусочки прутков с расстоянием 5-6 см. В конструкции нужно сделать отдельные отверстия. Если лень разбираться, как правильно собрать станок для холодной ковки, всегда можно посмотреть обучающее видео. При возведении кондуктора своими руками нужно обратить внимание на виды основных работ: вытяжки, гибки и закручивания. Все эти механизмы можно объединить в одно. Во время вытяжки для изделия создается нужная форма. Лучше всего изделие пропустить через валики или пресс, из-за этого сечение исходного сырья может уменьшиться. Основной процесс гибки состоит из того, чтобы деталь гнули под определенным углом. Выполнить эту операцию можно с использованием шаблона.
Это делается следующим образом:
- подготовка чертежа;
- создание шаблона по чертежу;
- приваривание завитушки на стальную пластину;
- лист нужно крепить на станке в держателе;
- установление прорези и окончательная фиксация.
При создании шаблона специальный шов нужно проводить с внешней стороны, чтобы он в последующем не мешал при эксплуатации материала.
Виды станков для холодной ковки
Существует несколько видов станков для холодной ковки:
- твистеры — создают плоские спирали и узкие завитки;
- торсионные станки — помогают получить винтовую крутку и части из больших спиралей: корзины, фонари, луковицы;
- станки для штамповки и концы прутьев разливают в специальные наконечники для фасовки. Создают различные хомуты, для соединения деталей рисунка или узора. После пытаются сделать мягкую волну для поверхности;
- гибочные станки бывают разных видов: нажимные, протяжные, комбинированные. С помощью первых видов можно получить волны и зигзаги. При помощи вторых получают кольца, завитки, спирали. Последние помогают получить все виды изделий.
Как сделать станок для ковки своими руками?
Из-за того, что станки для холодной ковки имеют высокую стоимость, а цены зависят от производителей, многие люди прибегают к созданию таких станков своими руками.
При создании самодельного станка « Улитка » понадобится следующее:
- прутья из металла;
- стальные листы в виде полосок;
- специальная труба;
- сварка, плоскогубцы, болгарка.
Основная схема для создания станка:
- возьмите обычный листок, нанесите на него рисунок спирали, проверьте размеры для резьбы;
- при помощи болгарки, нужно сделать два отдельных листа из пластины;
Первая с параметрами 100х100 мм и вторая 130х130 мм.
- возьмите прут и полосы из стали, почистите края срезов от заусениц;
- плоскогубцами создайте изгиб стальных полос по схеме;
- приварить элементы;
- приварите стальную трубу снизу.
Вот весь несложный процесс по созданию станка для ковки из разных материалов.
Чертежи для создания станка можно использовать совершенно разные, все зависит от материалов, использованных в работе.
Как создать свой ковкий станок торсион? Этот станок используют при закручивании спиралей в виде змейки, созданных из металла.
Инструменты для создания:
- стальной лист;
- балка;
- тиски и элементы для крепежа;
- редуктор, цепь или электромотор;
- болгарка;
- сварка.
Схема действий при создании станка для холодной ковки:
- за основу берется балка, к которой приваривают стальной лист;
- к стали прикрепить тиски, потом приварить и зафиксировать болтами с гайками;
- прикрепить пластины к тискам, чтобы ваш материал не выходил из станка;
- вторую сторону балки укрепляют роликами, на которые ставится платформа;
- на поверхность нужной конструкции ставят тиски с подвижными элементами;
- конструкция оснащается специальной ручкой из стали, сделанной из прута. Благодаря вращению ручки, изделие будет загибаться;
- болты берут для соединения редуктора и двигателя;
- закрываем конструкцию кожухом.
Вот основные способы создания самодельных станков своими руками. Главное — это желание и усиленная работа, тогда все получится. Оборудование и приспособления для работ по холодной ковке можно купить в любом специализированном магазине.
instrument.guru
чертежи и видео — Обзоры оборудования для бизнеса
Самостоятельно изготовленные станки для холодной ковки окупятся довольно быстро, ведь при их изготовлении чрезмерных затрат не потребуется. Это поможет вам в короткие сроки организовать свой небольшой бизнес — мастерскую по производству изделий холодной ковки. Если возможности сделать оборудование для ковки своими руками у вас нет, тогда можно купить готовое:
Но? если вы все-таки решили самостоятельно своими руками сделать оборудование для холодной ковки, то какие же станки вам потребуются для работы:
- Улитка
- Гнутик
- Твистер
- Фонарик
- Волна
- Объемная
В этой статье мы более подробно остановимся на оснастке Гнутик — как самостоятельно изготовить данный станок.
Оснастка Гнутик для холодной ковки — важный элемент всей работы. С его помощью происходит сгибание металла, причем угол сгиба мастер может выбирать самостоятельно. Также Гнутик применяется для сгибания дуг с разными радиусами. Станок Гнутик представляет собой основание с ползуном. На ползуне Гнутика закреплены упоры — с углом и цилиндрические неподвижные упоры. Для сгибания металлического прутка под углом нужно переместить ползун и угловой упор. Для того чтобы сделать дугу необходим третий цилиндр, расположенный напротив углового упора.
На фото, расположенном ниже, представлен чертеж нижней планки оснастки Гнутик.
Более «полный» чертеж оснастки Гнутик для холодной ковки представлен в видеоролике «Чертеж Гнутика своими руками». По словам мастера, в данный чертеж станка Гнутик внесены изменения по улучшению качества оснастки.
Следующее видео показывает работу станка Гнутик, сделанного своими руками. На станке изготавливают различные геометрические фигуры — змейку, ромб, квадрат, элемент сердечко, элемент кольцо, заготовку для элемента хомут и другие.
Оборудование для гибки различного проката представлено на следующем видеоролике. По словам автора, оборудование гнет квадрат до 14 мм, круг и арматуру до 16 мм, полосу до 30 мм.
www.box-kino.ru
Гнутик для холодной ковки своими руками: чертежи, схемы
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и применять в своей жизни металлы. До изобретения штамповки и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, предметов домашней утвари и украшений.
Кузнечные работы
Чтобы освоить традиционное кузнечное дело, нужно было долго учиться и приобретать опыт. Изделия кузнеца получались весьма трудоемкими и уникальными, это несомненное достоинство для художественного творчества и столь же явный недостаток там, где нужно большое количество одинаковых изделий.
Холодная ковка
Таких недостатков горячей ковки, как:
- большая трудоемкость,
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Холодная ковка
Недостатков лишен метод холодной ковки. Он основан на свойстве металлов изменять в определенных пределах свою форму под воздействием механического усилия. Технология применима к пруткам круглого и квадратного сечения, металлической полосе, трубам и прокату различного профиля. Несколько базовых операций, таких, как
- изгиб заготовки под заданным углом и по заданному радиусу,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и комбинация получившихся деталей позволяет создавать кружевные ограды, беседки, скамейки, элементы декора и домашней утвари в разумные сроки и по приемлемой цене, в разы, а то и в десятки раз ниже, чем при использовании горячей ковки.
К тому же все элементы будут совершенно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используют специальные станки.
- Гнутик — один из самых популярных. Он позволяет сгибать пруток под заданным углом и по заданному радиусу, в том числе и в виде волны.
- Улитка служит для закручивания конца прутка или трубы в спираль
- Торсион предназначен для скручивания прутка вдоль его продольной оси.
Если планируется выпуск больших серий изделий — то понадобится станок промышленного производства. Он обладает высокой производительностью, достаточным ресурсом, снабжен электроприводом достаточной мощности, совмещая в себе гнутик, улитку и торсион. Передовые производители оснащают свои агрегаты полуавтоматическими приставками, и роль работника сводится к установке нужной оправки, закреплению заготовки и запуску программы. Система сама регулирует скорость подачи, силу прижима формующего ролика, начало и окончание формовки.
Если же вы планируете для начала просто познакомиться с технологией холодной ковки, пощупать руками, то устройство начального уровня можно сделать самостоятельно, сэкономив значительные суммы, поскольку промышленные агрегаты приближаются по цене к автомобилю.
Станок гнутик
Одна из несложных конструкций самодельного гнутика состоит из следующих частей:
- Массивное основание с пазом.
- Подвижный упор, перемещаемый по пазу червячным механизмом
- Два неподвижных упора-прижима, закрепленные на основании.
Приспособление «Гнутик»
Валики на неподвижных упорах выполняются сменными, чтобы иметь возможность гнуть прутки и трубы под разными углами и радиусами. На подвижном упоре также закрепляется сменный валик или клин, в зависимости от требуемой формы изгиба.
Пока еще прямую заготовку зажимают неподвижными упорами и, вращая привод червячного механизма гнутика, подводят к ней подвижный упор — клин или ролик. Продолжая вращать привод, сгибают заготовку до нужного угла.
Сделать гнутик для холодной ковки своими руками вполне реально, достаточно точно следовать чертежу, соблюдая размеры и припуски.
Трудности в домашней мастерской могут возникнуть с фрезерованием высокопрочной стали и со сверлением в ней отверстий.
Если такого оборудования в мастерской пока нет, лучше разместить заказ на основные части гнутика на производстве — дрелью и лобзиком такую работу будет не выполнить.
Соединение и покраска деталей
Для сборки деталей в желаемую конструкцию необходимо предусмотреть ровное свободное пространство — на полу или на столе, в зависимости от размеров. Заготовки лучше подвергнуть пескоструйной обработке, чтобы снять возможную ржавчину и зачистить поверхность перед сваркой и покраской. Пескоструйный агрегат можно также сделать самостоятельно из отслужившего свое газового баллона, пары патрубков и кранов. Для форсунки можно использовать керамический корпус отработанной свечи зажигания. Для этого достаточно владеть навыками сварочных и слесарных работ.
После пескоструйной обработки детали раскладываются на сборочной площадке. Для удобства работы можно использовать бруски-подкладки. После того, как части размещены, стоит проверить еще раз соответствие их расположения чертежу. Далее, зафиксировав ключевые элементы конструкции струбцинами, точечной сваркой надо прихватить их друг к другу. В последний раз проверив размеры, углы и взаимное расположение, можно приступать к проварке всех нужных швов.
После сварки требуется зачистить окалину проволочными щетками, закрепленными в дрели, а в труднодоступных местах и вручную. Конструкция готова к покраске. В зависимости от выбранных грунтов и финишной краски, а также от способа нанесения, сборку укладывают на прокладочные бруски или крепят вертикально временными упорами.
Конструкции с высокой плотностью деталей удобно красить из краскопульта, для редкой решетки для уменьшения потерь краски придется вооружиться кисточкой.
Изделия, произведенные методом холодной ковки
Методом холодной ковки делают самые разнообразные изделия. Это, прежде всего элементы решеток и оград — как сами прутья, так и поперечины, навершия, украшения. С расстояния в несколько метров ее трудно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Обычный забор, таким образом, кроме утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гнутик, улитка и торсион.
Очень красивая кованая роза подсвечник Кованые изделияОтлично смотрятся на придомовой территории кованые стойки для фонарей, перила для мостиков через водоемы, навесы и крылечки, столики и скамейки. Да и саму беседку неплохо сделать из кованого прутка. Неожиданную для сурового металла легкость и воздушность придадут ей завитки и спирали, а витые опоры подчеркнут стремление ввысь.
Кованые ножки скелеты для мангала Кованые кочерга и совок для мангала неотъемлемая часть любого праздника с костромШироко распространены сегодня и кованые мангалы, также дополняющие хозяйственное назначение эстетическим впечатлением. Собственно мангал теряется среди навеса, узорчатых стенок и опор, украшенной завитками крыши.
Также весьма популярны детали балюстрад, ограждений лестниц и балконов. Здесь также широко применяются завитки и спирали, причем не только как украшение, но и как конструкционный элемент. Весьма уместно выглядит скрученная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутков, скрученных вместе. Также на торсионном станке делают т.н. «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.
Уникальные перила кованые из виноградной лозы Балкон с большим кованым козырькомСледующая область применения холодной ковки – детали декора помещений и мебели. Дверные ручки и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для гардин и портьер-здесь широко используются малые завитки и закрученные прутки.
Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Холодная ковка своими руками: чертежи, станок, изделия, инструкция
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Содержание статьи
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
- Улитка — такой механизм применяется в том случае, если металлической заготовке нужно придать спиралевидную форму. В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
Для изделий, изготавливаемых своими руками, придется изготовить специальные шаблоны, которые позволяют создавать элементы различной формы и величины.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
- Первое, что вам нужно сделать, это нарисовать эскиз будущего изделия. Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу.
- Второе, о чем нужно подумать, это как правильно рассчитать материал. Если вы задумали изготовить подставку для цветов из элементов холодной ковки, то нужно подготовить железную трубу и металлические полосы, а для ворот или забора перечень материалов будет намного шире.
Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
- Теперь можно приступать к изготовлению самих деталей. Для этого возьмите подходящий механизм и заготовку и выполните нужное количество кованых элементов.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Желательно, чтобы покраске предшествовала грунтовка изделия, тогда оно вам прослужит очень долго.Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Похожие статьи
guru-remonta.ru
Станки для холодной ковки своими руками: чертежи, видео, инструкции
Сделать станки для холодной ковки можно из подручных материалов.
Так как универсальные приспособления от производителей имеют достаточно высокую стоимость, собственноручно выполненный станок для холодной ковки металла станет отличным решением для людей, занимающихся изготовлением кованых изделий.
Сегодня металлические конструкции с уникальным дизайном и смелыми архитектурными формами применяют для обустройства домов в коттеджных поселках.
Фигурно изогнутые кованые элементы ворот, заборов и калиток вносят непривычный образ в ландшафтный дизайн усадьбы.
На предложенных фото можно увидеть, какой необычный художественный вид создают металлоконструкции.
Какие детали можно выполнить на станке для холодной ковки
Холодная ковка, в отличие от горячей технологии, проста и безопасна. Этот процесс не требует применения раскаленного металла и точного соблюдения рабочей температуры.
Сделать станок для холодной ковки своими руками можно специально для изготовления определенного типа деталей.
Фото:
Также самодельный станок позволит решать самые разнообразные задачи, поэтому он будет просто универсальный.
С помощью самодельного станка удастся добиться идеальной геометрии элементов металла для индивидуальной дизайнерской идеи и сделать самому оригинальные детали с узором.
В процессе холодной декоративной ковки, как правило, применяют мягкий металл — это могут быть никелевые и магниевые сплавы, сталь, медь или латунь.
В остальном ассортимент производимых изделий на станке будет ограничиваться только фантазией и возможностью мастера.
По желанию, своими руками можно сделать ажурные элементы для лестниц, ворот и ограждений.
Использование декоративных деталей позволит украсить камины и мангалы, красиво оформить наружные стены дома и беседку, сделать оригинальные треноги для цветов, как на фото.
Фото:
Виды оборудования для холодной ковки
Существующие виды станков могут эксплуатироваться с участием электрического двигателя или ручной силы.
Первый вариант приспособления дает возможность выполнять работу быстрее, чем ручные станки, но при этом требует от мастера определенных навыков.
Кузнечные станки для ковки разделяют на типы:
- улитка – станок с отдельными снимающимися деталями или цельнолитой — он используется при выполнении спиралевидных отдельных частей;
- универсальное приспособление – применяют для резки, клепки и приданий объема изделию;
- гнутик – с его помощью можно сделать дуговую гибку металла или изгибание деталей под определенным углом;
- приспособление для формирования колец;
- твистер – позволяет выполнить загиб изделия вдоль оси;
- пресс – для образования матричного отпечатка на изделии;
- волна – для получения из металлических прутьев волнообразных элементов.
Изготовление станка «Улитка»
Далее в статье рассмотрим чертежи, фото и видео материалы, с помощью которых станет намного проще сделать в домашних условиях станок для холодной ковки.
Используя нижеприведенный список инструментов и металлических деталей, можно собрать станок цельной улитки.
Видео:
Для работы понадобятся:
- металлические прутья;
- листы и полосы из стали;
- профильная стальная труба;
- сварка, плоскогубцы, болгарка.
Чертежи и пошаговая схема, а также просмотр тематического видео, позволит получить качественное приспособление с нужными параметрами:
- Используя лист бумаги, нанесите на него изображение спирали с тремя витками. Далее сверьте размеры так, чтобы в результате армированный прут с диаметром 10 мм помещался в резьбу;
- С помощью болгарки вырежьте из стального листа две пластины. Первая должна иметь параметры 100х100 мм, вторая – 130х130 мм;
- Возьмите 3-х см прут и три стальные полосы. Края срезов всех используемых деталей нужно зачистить наждаком, чтобы избавиться от заусениц;
- Плоскогубцами выполните изгиб стальных полос по шаблону, в результате у вас появятся три спиральных детали с разной длиной;
- С помощью сварки все элементы станка приваривают по схеме, сварочные работы рекомендуется проводить качественно, так как именно от них будет зависеть срок эксплуатации инструмента;
- Стальная труба приваривается в последнюю очередь снизу в центре станка.
В результате проведенных работ должно получиться оборудование для холодной ковки металла, как на фото.
Трубогибочный станок
Если при оформлении каких-либо элементов интерьера с нарезанием профильных труб трудностей никто не испытывает, то при необходимости выполнить их изгиб, наоборот, все усложняется.
Качественно и быстро провести такую работу позволят специальный гибочные станки для труб, которые заранее можно сделать своими руками.
Чертежи для изготовления данного вида оборудования могут применяться разные, в зависимости от того, какие материалы будут использоваться в работе.
Собрать станок производственного типа для холодной ковки металла, как на фото, на первый взгляд сложно.
Но если мастер, работая с металлом, уже успел набраться опыта, для него нет ничего невозможного. Главное подобрать прочную устойчивую основу под будущую конструкцию.
Например, это может быть массивный металлический стол, выполненный на основе труб или профиля.
Так как сгибание металла будет происходить за счет присутствующих в конструкции валов, необходимо подобрать три таких элемента.
Каждый из них представляет собой металлический цилиндр с толстыми стенками и осью вращения. Два цилиндра фиксируются немного выше стола, а третий – центральный, помещается над ними.
От расстояния двух крайних цилиндров зависит, под каким углом будет осуществляться изгиб трубы.
Чтобы иметь возможность изменять при необходимости положение цилиндров, нужно в чертежи конструкции внести дополнения в виде стопперов и роликов, которые позволят сделать эту часть регулируемой.
После того как цилиндры зафиксированы, необходимо организовать для них систему передачи вращения.
С этой целью используют цепной механизм от старого автомобиля, который можно отыскать на рынке запчастей.
Лучше, если механизм будет укомплектован шестернями, если нет, тогда их придется покупать отдельно.
Шестерни монтируют на два крайних цилиндра и натяжитель, помещенный ниже валов, в центре. Затем один из крайних цилиндров оснащается ручкой, с целью создания вращающего усилия.
Станок для холодной ковки металлических изделий готов. Дополнить вышеизложенный материал подробностями поможет следующее видео.
Видео:
Как изготовить станок торсион
Станок для холодной ковки изделий типа торсион используют для закручивания металлических спиралей в виде змейки.
Вручную работать таким приспособлением тяжело, поэтому, чаще всего для изготовления торсиона применяют чертежи с электрическими вариантами станков.
Для того чтобы правильно собрать торсион, предлагаем просмотреть видео и ознакомиться с нижеизложенным руководством.
Видео:
Инструменты и материалы для сборки станка:
- стальной лист;
- двутавровая балка;
- тиски и крепежные элементы;
- редуктор, электромотор, цепь;
- болгарка;
- сварка.
Схема последовательности действий:
- За основу будет служить двутавровая балка, к одной стороне которой необходимо приварить стальной лист;
- Затем к стали крепят тиски, приваривают и фиксируют болтами с гайками;
- Чтобы при натяжении металлическое изделие не выскакивало из станка, к тискам снизу и сверху крепят пластины;
- Другую сторону двутавровой балки оснащают роликами, на которые, впоследствии, монтируется платформа;
- На поверхность полученной конструкции крепятся другие тиски с подвижными основными элементами. При этом обе конструкции, расположенные по краям двутавра, должны будут располагаться на одном уровне;
- Далее конструкция оснащается стальной ручкой, выполненной из прута, за счет ее вращения будет загибаться изделие;
- Используя болты, соединяют понижающий редуктор и двигатель. Обод штурвала оснащается цепью;
- Конструкция закрывается стальным кожухом.
В результате проведенных действий получается станок с двумя блоками — подвижным и неподвижным.
stoydiz.ru
Руководство по типам штамповки – холодная штамповка и горячая штамповка
Горячая штамповка и холодная штамповка – это два разных процесса обработки металлов давлением, дающие схожие результаты. Ковка – это процесс деформирования металла до заданной формы с использованием определенных инструментов и оборудования – деформация выполняется с использованием процессов горячей, холодной или даже горячей ковки. В конечном итоге производитель будет рассматривать ряд критериев, прежде чем выбрать, какой тип ковки лучше всего подходит для конкретного применения. Ковка используется там, где расположение зернистой структуры придает детали направляющие свойства, выравнивая зерно так, чтобы оно выдерживало самое высокое напряжение, с которым может столкнуться деталь.Для сравнения, литье и механическая обработка обычно имеют меньший контроль над структурой зерен.
Процессы ковки
Ковка определяется как формовка или деформирование металла в твердом состоянии. Большая часть ковки выполняется в процессе осадки, когда молот или плунжер движутся горизонтально, чтобы прижаться к концу стержня или стержня, чтобы расшириться и изменить форму конца. Деталь обычно проходит через последовательные станции, прежде чем достигнет своей окончательной формы. Таким образом, высокопрочные болты имеют «холодную головку».Клапаны двигателя также сформированы высаженной поковкой.
При штамповке методом капельной ковки деталь выковывается в штампе в соответствии с формой готовых деталей, что очень похоже на кузнечную ковку с открытым штампом, при которой металл забивается молотком по наковальне до желаемой формы. Различают ковку в открытых и закрытых штампах. При открытой штамповке металл никогда полностью не ограничивается штампом. В закрытой штампе или штамповке ковка металла ограничивается между половинами штампа. Повторяющиеся удары молотка по матрице заставляют металл принимать форму матрицы, и в конечном итоге половинки матрицы встречаются.Энергия для молота может подаваться паром или пневматически, механически или гидравлически. При истинной ковке с падением только сила тяжести толкает молот вниз, но многие системы используют усилитель мощности в сочетании с силой тяжести. Молоток наносит серию ударов с относительно высокой скоростью и небольшой силой, чтобы закрыть матрицу.
При ковке на прессе высокое давление заменяется высокой скоростью, и половины штампа закрываются за один ход, обычно обеспечиваемый силовым винтом или гидроцилиндрами. Молотковая ковка часто используется для производства небольших объемов деталей, в то время как ковка на прессе обычно используется для больших тиражей и автоматизации.Медленное применение ковки на прессе имеет тенденцию обрабатывать внутреннюю часть детали лучше, чем удар молотком, и часто применяется к большим высококачественным деталям (например, титановым переборкам самолетов). Другие специализированные методы ковки различаются по этим основным темам: обоймы подшипников и большие зубчатые колеса изготавливаются с помощью процесса, называемого, например, ковкой катаного кольца, в результате которого производятся бесшовные круглые детали.
Горячая штамповка
При горячей штамповке кусок металла должен быть значительно нагрет. Средняя температура ковки, необходимая для горячей штамповки различных металлов:
Во время горячей ковки заготовку или блюм нагревают либо индуктивно, либо в кузнечной печи или печи до температуры выше точки рекристаллизации металла.Этот вид экстремального нагрева необходим для предотвращения деформационного упрочнения металла во время деформации. Поскольку металл находится в пластичном состоянии, можно изготавливать довольно сложные формы. Металл остается пластичным и податливым.
Для ковки некоторых металлов, таких как суперсплавы, используется метод горячей ковки, называемый изотермической ковкой. Здесь штамп нагревают примерно до температуры заготовки, чтобы избежать охлаждения поверхности детали во время ковки. Ковка также иногда выполняется в контролируемой атмосфере, чтобы минимизировать образование накипи.
Традиционно производители выбирают горячую ковку для изготовления деталей, поскольку она допускает деформацию материала в его пластическом состоянии, при котором с металлом легче работать. Горячая ковка также рекомендуется для деформации металла с высоким коэффициентом деформируемости – мерой того, какой степени деформации металл может подвергнуться без развития дефектов. Другие рекомендации по горячей штамповке включают:
- Производство отдельных деталей
- От низкой до средней точности
- Низкие напряжения или низкое деформационное упрочнение
- Гомогенизированная зернистая структура
- Повышенная пластичность
- Устранение химических несоответствий и пористости
К числу возможных недостатков горячей штамповки можно отнести:
- Меньшие допуски
- Возможное коробление материала в процессе охлаждения
- Различная структура зерна металла
- Возможные реакции между окружающей атмосферой и металлом (образование накипи)
Холодная штамповка (или холодная штамповка)
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации.Холодная ковка несколько увеличивает предел прочности на разрыв и существенно снижает пластичность. Холодная ковка обычно происходит при комнатной температуре. Самыми распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Холодная штамповка обычно представляет собой процесс с закрытой штамповкой.
Холодная ковка обычно предпочтительна, когда металл уже представляет собой мягкий металл, например алюминий. Этот процесс обычно менее затратен, чем горячая ковка, и конечный продукт требует небольших отделочных работ, если они вообще требуются.Иногда при холодной штамповке металла до желаемой формы его подвергают термообработке для снятия остаточных поверхностных напряжений. Из-за улучшений, которые холодная ковка вносит в прочность металла, иногда могут использоваться материалы меньших сортов для производства обслуживаемых деталей, которые невозможно изготовить из того же материала механической обработкой или горячей штамповкой.
Производители могут предпочесть холодную штамповку горячей штамповке по ряду причин – поскольку холодные штампованные детали требуют очень мало или совсем не требуют отделочной обработки, этот этап процесса изготовления часто является необязательным, что позволяет сэкономить деньги.Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую поверхность. Другие преимущества холодной ковки:
- Проще придать свойства направленности
- Повышенная воспроизводимость
- Повышенный контроль размеров
- Выдерживает высокие нагрузки и высокие нагрузки на матрицу
- Производит детали формы нетто или почти нетто формы
Некоторые возможные недостатки включают:
- Перед ковкой металлические поверхности должны быть чистыми и свободными от окалины.
- Металл менее пластичный
- Может возникнуть остаточное напряжение
- Требуется более тяжелое и мощное оборудование
- Требуется более мощный инструмент
Теплая поковка
Теплая ковка происходит при температуре ниже температуры рекристаллизации, но выше комнатной температуры, чтобы преодолеть недостатки и получить преимущества как горячей, так и холодной ковки.Образование окалины представляет меньшую проблему, и допуски могут быть соблюдены ближе, чем при горячей штамповке. Затраты на инструмент меньше, и для производства требуются меньшие усилия по сравнению с холодной штамповкой. Уменьшается деформационное упрочнение и улучшается пластичность по сравнению с холодной обработкой.
Приложения
В автомобильной промышленности ковка используется для изготовления таких компонентов подвески, как натяжные рычаги и шпиндели колес, а также компонентов трансмиссии, таких как шатуны и шестерни трансмиссии.Поковки часто используются для штоков, корпусов и фланцев трубопроводных клапанов, иногда из медного сплава для повышения коррозионной стойкости. Ручные инструменты, такие как гаечные ключи, обычно кованые, как и многие детали для тросов, такие как розетки и талрепы. Поковки широко используются в судостроении, для компонентов авиакосмической отрасли, в сельскохозяйственной технике и внедорожной технике. В компонентах электропередачи, таких как зажимы подвески и крышки опор, используются поковки из медного сплава для повышения устойчивости к атмосферным воздействиям.
Ковочные стали, используемые для осей, шатунов, пальцев и т. Д., Обычно содержат 0,30–0,40% углерода для повышения формуемости. Термическая обработка после ковки позволяет деталям развить лучшие механические свойства, чем у низкоуглеродистой стали. В тяжелых коленчатых валах и высокопрочных зубчатых передачах иногда повышают содержание углерода до 0,50% с добавлением других легирующих элементов для улучшения прокаливаемости.
Сводка
В этой статье представлено краткое обсуждение горячей и холодной штамповки.Для получения дополнительной информации о других продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах. Дополнительную информацию о процессах ковки можно найти на сайте Ассоциации кузнечной промышленности.
Прочие изделия из металла
Прочие «виды» статей
Больше от Custom Manufacturing & Fabricating
Инструменты для ковки металла, оборудование и запасные части
Ковка – это процесс горячей или холодной деформации металла, используемый для производства металлических деталей, где прочность имеет первостепенное значение, например, шатуны двигателя и ручной инструмент.Сам процесс включает использование сжимающих усилий для формования и деформации металла в желаемую форму. Для большинства применений ковка влечет за собой нагрев основного металла до тех пор, пока он не станет достаточно пластичным для работы, хотя также выполняется холодная и теплая ковка.
Кузница, которую иногда называют подом, представляет собой компонент, который нагревает металл перед формовкой. В самом фундаментальном виде ковку можно понять как изготовление подков. Кузнец нагревает металл в очаге, затем ударяет его молотком по наковальне, чтобы сплющить его, выгнуть, проткнуть и вообще придать ему форму, многократно нагревая металл для сохранения пластичности.Маленькие кузницы, работающие на газе, доступны для кузнецов, хотя многие кузнецы предпочитают строить свои собственные.
Современная промышленная поковка основана на сложном, тяжелом оборудовании, способном производить как мелкие точные детали, так и большие детали весом в несколько тонн. Как и в случае отливок и сварных деталей, многие поковки обрабатываются на станке после того, как они были изготовлены для достижения их окончательной формы. В этой статье обсуждаются основные инструменты, которые использует кузнец, прежде чем обсуждать более автоматизированное оборудование современного кузнечного производства, в том числе:
- Молоты ковочные
- Прессы ковочные
- Плашки ковочные
Наковальни
Наковальня – это большая металлическая пластина, обычно сделанная из стали, которая служит верстаком для кузнеца или автоматического молотка.Металл помещается на наковальню, где ему забивают правильную форму. Наковальни традиционно имеют плоскую поверхность для удара, хотя доступны изогнутые вершины наковальни. На наковальне иногда можно найти крепкое отверстие и пробивное отверстие – оно служит квадратным гнездом для вставки хвостовика выносливого, сменного инструмента различных форм, используемых для отрезания, гибки и т. Д. зазор для пробивки отверстий в металле.
Долота
Зубила режут материалы, раскалывающие металл.Они традиционно изготавливаются из высокоуглеродистой стали и имеют длинное восьмиугольное поперечное сечение с заостренной режущей кромкой на одном конце. Есть два типа долот – горячие и холодные. Стамески для холодной штамповки обычно имеют более тонкую конструкцию и лучше подходят для холодной ковки. С другой стороны, горячее долото помогает в процессах горячей штамповки. Долота традиционно применяются при ручной ковке.
Ключи
Клещи для транспортировки нагретого металла от кузницы до наковальни.Доступно множество различных форм ключей для обеспечения надлежащего захвата различных металлических форм и размеров.
Фуллерс
Формовочные инструменты, которые создают канавки или углубления в процессе ковки, известны как долыки. Фуллеры также помогают скруглить углы и растянуть металл. Традиционно используемые попарно, долыки работают за счет размещения одного под металлом, а другого сверху. Это позволяет одновременно производить вдавливание обеих сторон металлической детали.
Ковочные молотки
Различные процессы ковки подходят для разных областей применения – такие варианты, как горячая штамповка, холодная штамповка, штамповка в закрытых штампах, штамповка с высадкой и штамповка, являются лишь несколькими примерами.Многие из этих процессов ковки требуют использования молотка для сжатия и придания металлу формы. Ковочные молотки различаются по форме, размеру и материалу в зависимости от конкретного применения, но все промышленные молотки обычно прикладывают силу с помощью большого плунжера. Два основных типа молотков:
- Отбойные молотки : Гравитация позволяет тяжелому гидроцилиндру упасть на металл.
- Электромолоты : Молот приводится в движение сжатым воздухом, гидравликой или электричеством.
Молоты способны наносить ударные удары с силой до 50 000 фунтов.в их самых больших воплощениях, также доступны блоки меньшей мощности. Для увеличения усилия ковки кузнецы обращаются к прессам.
Ковочные прессы
Ковочный пресс создает силу за счет механической или гидравлической энергии, не полагаясь на вес молотка и помощь силы тяжести для придания металлу желаемой формы. В то время как молотки формируют локализованную часть металла, кузнечный пресс может выковать все изделие сразу в процессе, известном как ковка в закрытых штампах.Ковочные прессы также дублируют действие молотков в процессе открытой штамповки. Доступны как горизонтальные, так и вертикальные ковочные прессы. Горизонтальные прессы называются высадочными. К двум типам кузнечных прессов относятся:
- Механический ковочный пресс : Механическое устройство (часто кривошип) приводит в движение маховик с приводом от двигателя, прижимая плунжер к металлу. Механические прессы не подходят для ковки больших или сложных изделий, но полезны там, где требуются простые эффекты формования.Они способны производить усилие до 20 000 тонн.
- Гидравлический ковочный пресс : Жидкость под высоким давлением, приводимая в движение гидравлическими насосами, прижимает поршень к металлу. Гидравлические прессы могут обеспечивать более высокие усилия, чем механические, и иногда предпочтительны для приложений, которые создают большие или сложные компоненты. Для кузнечных операций доступны небольшие гидравлические прессы с усилием от 10 тонн, и с этого момента они становятся все более мощными, причем некоторые очень большие прессы работают с диапазоном усилий от 50 000 тонн и выше.
Поковки
Ковочные прессы, используемые для ковки в закрытых штампах, требуют штамповки для правильного формования металла. Плашки действуют как формы, в которые запрессовывают горячий ковкий металл. Поскольку штампы уникальны для каждого проекта штамповки, они дороги и могут привести к высоким затратам на настройку перед штамповкой – штамповка с штампами лучше всего подходит для средних и крупных производственных серий. Есть два основных типа штампов:
- Открытая матрица : Открытая матрица похожа на кузнечный молот и наковальню и обычно доступна в формах, которые позволяют выполнять определенные задачи, такие как квадрат.Они не полностью покрывают металл, обеспечивая свободное течение везде, кроме места встречи металла с матрицей. Поковка в открытых штампах – хороший выбор для обработки металлов на заказ, поскольку ее можно использовать для производства всего лишь одной поковки. Это также полезно при ковке очень больших деталей. Там, где кузнец может использовать щипцы для захвата горячей металлической поковки, многие большие поковки обрабатываются механическими манипуляторами из-за их огромного веса. Ковка в открытых штампах во многом зависит от умения кузнеца создавать желаемые формы.Помимо изготовления ступенчатых валов, колец и цилиндрических полостей, открытая штамповка часто используется для изготовления полусферических концов сосудов высокого давления.
- Закрытая матрица : Здесь металл полностью закрыт. Когда молоток или пресс толкает металл, металл течет и заполняет полость или полости матрицы. Как правило, предварительно кованая деталь будет иметь некоторое сходство с окончательной штамповкой перед тем, как она будет помещена в штамп, предварительно сформированная серией так называемых блокирующих штампов.
Сводка
В данной статье кратко рассматриваются инструменты и оборудование для ковки металла. Для получения дополнительной информации о других продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники. Более подробную информацию о кузнечном и кузнечном оборудовании можно найти на сайте Ассоциации кузнечной промышленности.
Прочие изделия из металла
Больше от Custom Manufacturing & Fabricating
Холодная ковка vs.Горячая штамповка – соображения, преимущества и недостатки
Производственный процесс холодной штамповки
Преимущества холодной штамповки
Недостатки холодной штамповки
Производственный процесс горячей штамповки
Преимущества горячей штамповки
Недостатки горячей штамповки
Фактор затрат
Экономическая эффективность холодной штамповки
Экономическая эффективность горячей штамповки
Основное различие между холодной и горячей штамповкой
Поковка – это производственный процесс, во время которого твердофазной металлической заготовке формируют путем приложения к ней сжимающих усилий.По температуре, при которой она выполняется, ковка классифицируется на « горячая, », « теплая, » и «, холодная, ». Машины, используемые для сжатия и деформации материала на высокопрочные детали, можно разделить на следующие категории:
- Ковочно-штамповочные машины с вращательными движениями: продольные и радиальные прокатные станы
- Комбинация прессов с поступательным и вращательным движением: орбитальная ковка и флопрядение
Важно отметить, что процесс изготовления поковок полностью отличается от процесса литья и , когда расплавленный материал заливается в форму.Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру, обеспечивая хорошую текучесть зерна и делая его более жестким и прочным.
Производственный процесс холодной штамповкиПроизводственный процесс холодной штамповки осуществляется при комнатной температуре. Заготовку сжимают между двумя штампами до тех пор, пока она не примет их форму. Чтобы получить законченный, готовый к установке компонент, технология включает в себя прокатку, вытяжку, прессование, прядение, выдавливание и высадку.Экструзия методом холодной штамповки – один из наиболее распространенных методов производства, широко используемых при производстве компонентов для автомобилей .
Холоднокованые компоненты Преимущества холодной штамповкиПроизводители могут предпочесть процесс холодной ковки горячей; так как холоднокованые детали требуют очень мало или совсем не требуют отделочных работ. Поскольку все прутки перед ковкой отжигаются, нет необходимости во вторичной термообработке перед механической обработкой.Еще одним значительным преимуществом является экономия материала за счет почти чистой формы. Начальный вес заготовки равен окончательному весу холоднокованой детали. Холоднокованые детали обеспечивают хороший уровень достижимой точности размеров и отличное качество поверхности.
Экономических преимуществ в сочетании с высокой производительностью и длительным сроком службы штампа более чем достаточно, чтобы убедить многих производителей в том, что холодная штамповка является для них лучшим вариантом.
Недостатки холодной штамповкиВ зависимости от требований производителя некоторые характеристики холодной штамповки могут оказаться недостатками; е.грамм. Только простые формы в больших объемах могут быть сформированы. Достижимые уровни деформации и степень деформации намного более ограничены по сравнению с штамповкой. Поэтому, если заказчик ищет конкретный компонент, изготовленный по индивидуальному заказу, холодная штамповка не будет лучшей альтернативой.
Вторым более существенным недостатком является то, что холоднокатаные металлы менее пластичны, что делает их непригодными для определенных конфигураций. Кроме того, из-за зернистой структуры, придающей материалу прочность, могут возникать остаточные напряжения.
Важно отметить, что экструзия холодной штамповки, например, требует также термической обработки для устранения возможных трещин, затвердевания трещин или стропил.
Как следствие вышеизложенного, холодная ковка не может применяться для всех марок сталей, особенно для тех, которые имеют низкую пластичность или чувствительность к деформационному упрочнению. Например, низколегированная сталь с содержанием углерода более 0,05% не подходит для холодной ковки.
Производственный процесс горячей штамповкиПроцесс производства горячей штамповки выполняется при экстремально высоких температурах (до 1150 ° C для стали, от 360 до 520 ° C для сплавов, от 700 до 800 ° C для медных сплавов).Эта температура необходима для того, чтобы избежать деформационного упрочнения металла при деформации. Штамповка – это наиболее распространенный производственный процесс горячей штамповки, при котором материал сжимается в прессе между инструментом и поверхностью штампа.
Горячие кованые компоненты Преимущества горячей штамповкиВысокая температура во время горячей штамповки обеспечивает максимально возможный уровень деформации материала и доступ к сложной трехмерной геометрии.Компоненты, изготовленные методом горячей ковки, обладают повышенной пластичностью, что делает их желательными для многих конфигураций. Кроме того, горячая ковка как метод более гибкая, чем холодная ковка, поскольку детали можно изготавливать по индивидуальному заказу.
Превосходное качество поверхности позволяет выполнять широкий спектр отделочных работ, таких как полировка, нанесение покрытий или окраска, в соответствии с конкретными потребностями клиентов. Материалы для горячей штамповки доступны во всем мире, что положительно сказывается на их окончательной цене.
Недостатки горячей штамповкиСвойства горячекатаных металлов достигаются последующей термообработкой, при которой материал закаливается до 1000 ° C, а затем возвращается к 500 ° C.Это требует дополнительных затрат, которых можно избежать при использовании холодной ковки (за исключением некоторых случаев, таких как размягчение, отжиг или релаксация).
Менее точные допуски на размер – еще один возможный недостаток горячекованных компонентов по сравнению с холодноковаными. Процесс охлаждения также следует проводить в особых условиях; в противном случае существует опасность деформации. Кроме того, зернистая структура кованых металлов может различаться, и всегда существует возможность реакции между атмосферой и заготовкой.
Фактор затратПроизводственный процесс – сложный процесс, на который могут влиять многие факторы, такие как поставщики, оборудование, стили управления, спрос клиентов и т. Д. Чем интенсивнее процесс, тем больше вероятность нарушения процесса и изменения окончательной цены. . Однако есть 4 важных фактора, которые определяют окончательную цену кованого компонента. Это:
- Количество использованного материала;
- Затраты на поковку, такие как электричество, инвестиции, инструменты и т. Д .;
- Термическая обработка после ковки;
- Дополнительные операции, такие как дробеструйная обработка или контроль качества.
Оптимизация затрат при холодной штамповке начинается с сырья. При необходимости его можно приобрести напрямую, с включенным отжигом и пилингом, что делает заготовки готовыми к процессу. Поскольку количество сырья для холодной ковки ограничено, они, следовательно, более дорогие. Чтобы свести к минимуму стоимость производства, для небольших деталей предпочтительна проволока для холодной высадки.
Для достижения максимальной рентабельности сам производственный процесс должен управляться с использованием отличных ноу-хау всех задействованных инструментов и методов.Например, большие партии холодных экструдированных компонентов производятся на высокоскоростных механических прессах, а сложные детали и небольшие серии – на гидравлических.
Эффективная система смазки имеет решающее значение для успешного применения любой холодной штамповки. Все детали должны иметь цинк-фосфатное или полимерное покрытие. На многопозиционных прессах требуется дополнительная смазка специальным кузнечным маслом. Хорошая система смазки гарантирует высокое качество готовой детали и исключает дополнительные расходы на возможные поломки во время процесса.
Экономическая эффективность горячей штамповкиМинимизация затрат на электроэнергию при горячей штамповке – постоянная забота каждого производителя. Их можно оптимизировать, если использовать индуктор и заготовку с соответствующими диаметрами и установить гибкую многоступенчатую систему нагрева.
Автоматизация всех задействованных кузнечных прессов имеет важное значение для рентабельности производственного процесса горячей штамповки, особенно в отраслях, требующих больших объемов производства, таких как автомобилестроение.
Все применяемые инструменты должны быть оптимизированы под следующие инновационные технологии:
Металлургия: консолидированный вакуум, порошковая металлургия
Перезагрузка
Термическая обработка
Обработка поверхности: азотирование, цементация и дуплексная обработка
Производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, производственный процесс горячей штамповки предохраняет материалы от деформационного упрочнения при высокой температуре, что обеспечивает оптимальный предел текучести, низкую твердость и высокую пластичность.
Наконец, производитель предпочел бы один процесс другому по экономическим, а не качественным причинам. Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Setforge обеспечивает холодной , теплой и горячей штамповкой или комбинацию различных процессов для удовлетворения различных требований клиентов, причем оба процесса выполняются в отличных условиях с использованием самого современного оборудования для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее решение.
Обзор приложения: чертеж провода | Manufacturing.net
Процесс волочения проволоки практически не изменился с годами. Он использует комбинацию штампа и / или ряда штампов для протяжки проволоки до выбранного калибра. Нарисованный провод используется во многих областях, помимо того, что мы обычно думаем, как электрические провода и телевизионные кабели. Например, любые пружины изготавливают из тянутой проволоки; а также арматура, используемая для строительства во всем мире.Скрепки и скобы изготавливаются из тонкой тянутой проволоки. Из тянутой проволоки также изготавливают спицы на колесах, проволочные щетки, металлические ручки. Существуют буквально тысячи готовых изделий, изготовленных из тянутой проволоки. Чтобы удовлетворить эту постоянно растущую потребность, металлообрабатывающие компании протягивают миллионы миль проволоки ежегодно. По этой причине волочение проволоки, хотя процесс не менялся в течение многих лет, является чрезвычайно чувствительным к затратам и конкурентным рынком. В свою очередь, компании, производящие оборудование для волочения проволоки и технологическое оборудование для волочения проволоки, очень хорошо настроены на любое преимущество в производительности или эффективности, которое они могут получить.Одно из этих основных преимуществ – использование инвертора переменного тока. Инверторы намного более эффективны, используют меньше деталей и обеспечивают большую производительность, чем традиционные конструкции.
Общая схема, показанная ниже, иллюстрирует процесс волочения проволоки. Если используется несколько штампов, они последовательно соединяются между собой, пока не будет достигнуто требуемое поперечное сечение. Жизненно важно сохранять непрерывность и знать натяжение и скорость каната, когда он проходит через машину. Это обеспечивает постоянное поперечное сечение.
Наука за волочением проволоки
Металлургия – это исследование металлов и их процессов. При манипуляциях с металлом существует определенная скорость изменения характеристик металла, основанная на напряжении и прочности в диапазоне температур. Волочение проволоки – это процесс обработки металла, используемый для уменьшения поперечного сечения проволоки путем протягивания ее через ряд матриц. Этот процесс представляет собой разновидность ковки. Ковка – это пластическое или постоянное изменение формы металла.Ковку можно производить при высоких, теплых или холодных температурах. Поскольку металлы имеют разные характеристики при разных температурах; возможно изменение характеристик самого металла при повышении температуры. Когда протягивают проволоку, ее вытягивают при комнатной температуре. В этот момент его подвергают холодной ковке. Холодная обработка металла – это термин, используемый для пластической деформации металла при комнатной температуре без изменения характеристик металла. Когда проволока протягивается, металл не меняет характеристик, он только меняет форму.
Процесс волочения проволоки
Сам процесс на самом деле довольно прост. Чтобы начать процесс волочения проволоки, катушка с проволокой помещается в начале машины на катушку. Чтобы пропустить его через машину, конец проволоки необходимо обрезать или приплюснуть. Он подается через машину и через ряд штампов для достижения конечной площади поперечного сечения. Конец машины обычно имеет катушку или моталку, поэтому готовый продукт представляет собой моток проволоки с желаемой площадью поперечного сечения.Конечный процесс может также представлять собой пакер для ствола, в который помещается ствол, а спиральная проволока наматывается непосредственно в ствол с помощью поворотного стола.
Жизненно важно, чтобы температура оборудования не была слишком высокой (в первую очередь из-за энергии, выделяющейся при деформации металла), а проволока имела постоянное натяжение и скорость при движении через ряд штампов. Исторически это достигалось исключительно механическими средствами. Однако приводы постоянного тока начали использоваться для управления двигателями на определенных уровнях в зависимости от металла и требуемого поперечного сечения.По мере совершенствования технологии для намоточных устройств было добавлено программное обеспечение, которое поддерживало движение материала с нужной скоростью и натяжением, чтобы обеспечить хороший продукт. Это удалило часть механики и перевело ее на электронную технологию. С появлением высокопроизводительных / высокоэффективных приводов переменного тока с мощными процессорами для программного обеспечения механическая зависимость от оборудования значительно уменьшилась.
Приводы и процесс волочения проволоки
Как обсуждалось выше, инверторы переменного тока могут использоваться для широкого спектра функций на волочильных машинах, поскольку они очень похожи на намоточные машины.Электронный линейный вал, векторное управление и последовательная связь используются на многих из этих современных машин.
Описание программного обеспечения электронного трансмиссионного вала
Программное обеспечение электронного линейного вала позволяет синхронизировать один или несколько ведомых двигателей с сигналом главного энкодера. Главный энкодер обеспечивает импульсную ссылку на повторитель, в результате чего повторитель дает команду своему двигателю поддерживать определенное положение вала. Ведомый привод контролирует импульсную обратную связь от главного энкодера и своего собственного энкодера.Затем ведомый механизм компенсирует любые ошибки положения, регулируя выходную скорость своего двигателя, что приводит к почти идеальному выравниванию между ведущим устройством системы и ведомым двигателем. Ошибка положения не накапливается, поэтому выравнивание всегда будет поддерживаться…
На выдвижном ящике используется главный привод, а остальные – ведомые. Далее в определении программного обеспечения указано:
Повторитель также обладает функцией электронного зацепления. Это позволяет ведомому устройству работать с передаточным отношением ведущего, как если бы они были механически соединены посредством ремней или зубчатой передачи.Это программное обеспечение включает «расширенную» связь Modbus. Функция управления регистрацией позволяет ведомому приводу принимать регистрационную метку от движущегося продукта и регулировать его угловое положение. Это используется для специальных приложений, таких как упаковочные машины, летающие отрезные станки, этикетка…
Программное обеспечение ELS идеально подходит для выдвижного ящика, поскольку его характеристики, подобные намоточным, требуют, чтобы проволока двигалась с известным постоянным натяжением и скоростью. Он должен постоянно корректироваться на ошибки и отслеживание.
Внедрение приводов переменного тока не только обеспечило очень хорошую производительность, но и дало пользователю возможность не полагаться на механические части, которые подвержены износу. Поэтому профилактическое обслуживание и регулярные разборки значительно сокращаются.
Проблемы, связанные с приложением для волочения проволоки, включают:
- Быстрое время обработки.
- Управление высоким крутящим моментом и скоростью.
- Быстрый разгон до скорости и снова замедление до нулевой скорости без потери напряжения.
- Различные диапазоны скорости и требования к крутящему моменту в зависимости от материала.
- Процесс может пострадать от очень небольшого простоя.
- Из-за скорости проблемы с процессом могут привести к большим объемам брака и потере дохода.
Фрезы
Многие компании, поставляющие оборудование для волочения проволоки, также предоставляют периферийное оборудование. После протяжки проволоки необходимо отрезать ее до определенной длины. ЧРП с электронным линейным валом очень хорошо выполняет эту функцию.После отрезного круга имеется главный привод с замкнутым контуром и ведомый привод. Главный привод должен поддерживать точное натяжение и скорость вместе с ведомым приводом.
Пакеры для бочек
Пакер для бочек для проволоки – это узел, который может быть размещен непосредственно с выдвижного ящика для проволоки, либо спиральная проволока может быть перенесена на другую станцию. В функции упаковки стволов ствол помещается на вращающийся поворотный стол. Проволока непрерывно подается на дно ствола и отматывается.Обычно на пакере для бочек установлено два двигателя: один для укладки проволоки, а другой для раскручивания поворотного стола. Поскольку этот процесс намного медленнее и не зависит от натяжения, а лишь умеренно от скорости, небольшой привод с разомкнутым контуром соединен с векторным приводом с замкнутым контуром для поворотного стола. Также существует версия этой сборки только для проигрывателей. В этом случае устанавливается только один привод переменного тока.
Намотчики и намотчики
Намотчики часто находятся в конце волочильных машин.Моталки – это отдельные машины, которые наматывают проволоку и конечные продукты различной толщины и толщины. Их единственная цель – наматывать или наматывать конечный продукт для отправки. Бойлеры можно использовать для наматывания очень больших кабелей на высоких скоростях, достигающих 1000 л.с. Спулеры вроде бы меньше и не выше 50 л.с. Хотя они выполняют ту же функцию, намотчики выглядят меньше, чем намотчики, и в отрасли их называют таковыми.
Требования к приложениям
Проволочные приложения | Напряжения | Диапазон HP | 230/460 / 575V | 5-100 л.с. | Непрерывный тяжелый режим; 40 ° C N1; Закрытый | Линейный вал с электронным управлением |
Катушки | 230/460/575 В | 50-1000 л.с. | Непрерывный тяжелый режим; 40 ° C N1; Закрытый | |||
Пакеры для бочек | 230/460/575 В | 20-40 л.с. | Continuous Heavy Duty; 40 ° C N1; Закрытый | |||
Фрезы | 230/460/575 В | 5-75 л.с. | Непрерывный тяжелый режим; 50 ° C N1; Закрытый | Линейный вал с электронным управлением |
Функции привода, подходящие для процесса волочения проволоки
Функции, которые можно применять при работе с выдвижным ящиком, моталкой и намотчиком, очень похожи на намоточную машину.В таблице ниже показаны особенности и преимущества использования частотно-регулируемых приводов для намотки.
Продукты приводов | Характеристики | Преимущества |
| 906 Gaskawa Line 9000 Control или Gaskawa A1 9000 948 9903 9000 948 9803 9000 948 9803 Gaskawa Control контроль и согласованность диаметра могут быть достигнуты с использованием режима ПИД привода с датчиками положения балансира, датчиками скорости или датчиками диаметра. | ||
Управление включением / выключением охлаждающего вентилятора | Управление числом включений и выключений приводного вентилятора увеличивает срок его службы и снижает потребность в техническом обслуживании. | |
Векторное управление потоком и режим управления крутящим моментом | Управление крутящим моментом и постоянным натяжением возможно при использовании векторного управления с обратной связью и режима управления крутящим моментом. | |
Режим нулевого сервопривода | Функция нулевого сервопривода в векторе потока замкнутого контура предохраняет провод от провисания, устраняя необходимость в механическом тормозе. | |
Торможение с кинетической энергией (KEB) | Функция торможения KEB может замедлить приложение до остановки без повреждения нагрузки, даже при отключении электроэнергии. Простое движение по инерции до остановки может вызвать нарастание или обрыв провода. | |
Обнаружение крутящего момента | Обнаружение недостаточного крутящего момента обнаруживает обрыв провода, так что привод может немедленно автоматически остановить приложение. | |
Опции программного обеспечения | Profibus, Modbus, Modbus RTU, Ethernet и Ethernet TCP / IP | |
Программное обеспечение электронного линейного вала | Позволяет синхронизировать один или несколько двигателей с главным энкодером |
Для получения дополнительной информации о Yaskawa America посетите сайт www.yaskawa.com.
Чертежи станков для холодной ковки. Чертежи станков для холодной ковки своими руками
Станки для холодной ковки пригодятся тем, кто любит мастерить и разбирается в таком оборудовании. Многие используют ткацкие станки для создания усадеб, интерьеров и подарков. Изделия, изготовленные методом холодной ковки, используются в качестве украшения наряду с другими элементами декора. Холодная ковка требует больших усилий. Дома это сделать сложно. Самый простой способ – художественная холодная ковка.
Чтобы сделать обычное изделие своими руками, вам потребуются инструменты и чертежи.Эти изделия снижают затраты и сокращают время производства. В некоторых случаях детали нагревают, чтобы на стыках не было кривизны. Перед тем, как создать самодельный станок для холодной ковки, нужно заняться дизайном. Чтобы делать точные разметки, вам нужно использовать миллиметровую бумагу.
Для начала нужно нарисовать спираль, которая будет постепенно увеличиваться, соблюдая при этом симметрию узоров. Расстояние витков должно быть таким, чтобы оно было больше диаметра стержней, и можно было брать изделие, изготовленное из станка.При создании рабочей поверхности нужно использовать листовой металл. Размеры определяются на основе размеров и используемых деталей. Для создания формы понадобится листовой металл в виде полос.
Перед началом работ всем новичкам необходимо ознакомиться с видеороликами по оборудованию для холодной ковки своими руками.
Инструменты и материалы для холодной ковки :
Самый главный крепеж всегда был гнутик для работы.Используется при изменении формы металла. Основная функция сгиба – сгибать деталь под разными углами.
Улитка применяется для манипуляции по спирали. Это инструмент для гибки различных изделий, профилей и т. Д. При работе с этим инструментом можно не ограничивать спираль по радиусу и выставлять нужное значение.
Требуется фонарик для гибки металлических материалов. С помощью фонарика обрабатываются металлические прутья. Благодаря волновому устройству вы можете создавать волны и изогнутые детали.Волна применяется при обработке труб круглого сечения.
Твистер имеет подобие фонарика. С его помощью можно крутить стержни.
Globe помогает создать большую дугу из профиля толщиной до 12 мм. В конце также загибают заготовки. Это самый легкий инструмент, и его часто делают вручную.
Станок холодной ковки своими руками, чертежи
По размеру конструкции можно сваривать небольшие отрезки прутьев с расстоянием 5-6 см.В конструкции необходимо проделать отдельные отверстия. Если вам лень разобраться, как правильно собрать станок для холодной ковки, вы всегда можете посмотреть обучающее видео. При возведении кондуктора своими руками нужно обратить внимание на виды основных работ: вытяжка, гибка и скрутка. Все эти механизмы можно объединить в один. В процессе рисования изделию создается желаемая форма. Лучше всего пропускать продукт через ролики или пресс, из-за этого может уменьшиться сечение исходного материала.Основной процесс гибки состоит из гибки детали под определенным углом. Вы можете выполнить эту операцию, используя шаблон.
Это делается следующим образом:
- подготовка чертежа;
- создание шаблона из чертежа;
- приваривание локона к стальной пластине;
- лист должен быть закреплен на машине в держателе;
- создание паза и окончательная фиксация.
При создании шаблона необходимо выполнить специальный шов снаружи, чтобы он не мешал работе материала в дальнейшем.
Типы машин холодной ковки
Машины холодной ковки бывают нескольких типов:
Как сделать ковочный станок своими руками?
Из-за дороговизны станков для холодной штамповки и зависимости цен от производителей, многие прибегают к изготовлению таких станков своими руками.
При создании самодельного станка « Улитка » вам понадобится:
- прутки металлические;
- стальных листов в виде полос;
- труба специальная;
- сварка, плоскогубцы, болгарка.
Базовая схема для создания станка:
- Возьмите обычный лист, нанесите на него спиральный узор, проверьте размеры на резьбу;
- с помощью болгарки нужно сделать из пластины два отдельных листа;
Первый с параметрами 100×100 мм, второй 130×130 мм.
№- взять пруток и полосы из стали, очистить края надрезов от заусенцев; №
- плоскогубцами изгиб стальной полосы по схеме;
- сварных элементов;
- приварить стальную трубу снизу.
Вот весь простой процесс создания ковочного станка из разных материалов.
Чертежи для создания станка можно использовать совершенно разные, все зависит от материалов, используемых в работе.
Как создать ковочный станок для торсиона ? Этот станок используется при скручивании спиралей змеевидной формы из металла.
Инструменты создания:
- лист стальной;
- балка;
- тиски и застежки;
- редуктор, цепной или электродвигатель;
- болгарский;
- сварка.
Схема действий при создании станка для холодной ковки:
Вот основные способы создания самодельных машинок своими руками. Главное желание и трудолюбие, тогда все получится. Оборудование и аксессуары для холодной штамповки можно приобрести в любом специализированном магазине.
Какие технологии и методы используются при холодной штамповке, что нужно знать о производственных операциях? Об этом подробнее говорится в нашем материале.
Сегодня получили распространение небольшие домашние мастерские по обработке металла. Это одновременно хобби и дополнительный доход в семейный бюджет. Чаще встречается холодная ковка своими руками. Эта технология не требует больших затрат на начальном этапе, а изделия ручной работы высоко ценятся.
Какие технологии и приемы используются при этом способе обработки металлов, что нужно знать о производственных операциях? Об этом подробнее говорится в нашем материале.
Холодный процесс применяется в основном для обработки проката в форме прутков, квадратов, кругов, полос или листов.
Для производства используются специальные приспособления и инструменты, зачастую узкоспециализированные и не пригодные для работы в других сферах.
Нагрев заготовок до температуры ковки не предусмотрен технологией, в которой используется одно из основных свойств металла – пластичность. Нагрев возможен лишь частично в местах сгибания некоторых изделий (например, если металл исходного материала слишком толстый).
Холодная ковка металла применяется для изготовления решеток, заборов, ворот, ворот (и отдельных элементов их декора), мебельных каркасов и различных декоративных деталей.
При этом в процессе изготовления этих изделий металл поддается прессованию и изгибу, что делает изделие даже более прочным, чем при горячей ковке, так как свойства металла не меняются, а кристаллическая решетка на наоборот, усиливается за счет сжатия.
Холодная ковка в домашних условиях – достаточно простой, но в то же время сложный технологический процесс, требующий опыта. Что нужно знать о такой металлообработке, а также что необходимо для изготовления изделий без нагрева материалов?
Холодная ковка своими руками
Весь рабочий процесс по созданию изделий методом холодной ковки можно разделить на несколько этапов.
- Чертеж или схема готового изделия.
- Подборка материалов.
- Обработка металлов и изготовление деталей.
- Сборка и отделка.
Чертеж
Гибка – практически основной процесс, на котором построена холодная ковка. Перечисленные выше машины (кроме твистера и фонарика) работают по такому же технологическому принципу. Чаще всего используют улитку, которая формирует большой список всевозможных локонов (вензеля, завитки, спирали и т. Д.)).
Кручение основано на свойстве металла – пластичности и способности сохранять заданную форму. При такой обработке заготовка закручивается под действием силы вокруг своей оси. Обычно процедура проводится на твистере. Однако такие предметы, как корзины, производятся с фонариком. Он умеет скручивать несколько заготовок, формируя при этом объемный элемент.
Обычно вся обработка проводится холодным способом, однако иногда необходимо нагреть определенные точки на заготовке.Это делается при сгибании или скручивании толстых деталей или когда нужно исправить дефектные детали. Нагрев можно проводить в кузнечных кузницах или газорезом до температуры 200-300 градусов, что значительно ниже температуры ковки.
Также при холодной обработке металлов используются стандартные методы: резка, рубка, шлифование и другие. Для этого используются болгарки, отрезные круги, болгарки, гильотины, стамески и другие.
Сборка и отделка
Эти два этапа завершают процесс холодной штамповки.
Сборка деталей в единую комбинацию осуществляется несколькими способами:
- На заклепках.
- На зажимах.
- Сварка.
Самый простой и быстрый способ сборки изделия – электрическая или газовая сварка (последняя применяется реже).
Однако некоторые детали прикрепляются к зажимам и заклепкам, если это предусмотрено стилем.
Раньше применялась кузнечная сварка, которая сегодня потеряла актуальность из-за трудоемкости процесса.
Отделка включает шлифовку, очистку металлических поверхностей, а также нанесение декоративного покрытия (лакокрасочного или любого другого). После этого работа считается завершенной и по мере необходимости проводится установка готового изделия.
Что вы можете добавить к материалу этой статьи из личного опыта? Делитесь им в обсуждениях и оставляйте свои комментарии.
Металлические завитки, изготовленные методом холодной ковки, используются для украшения элементов экстерьера.
Продукция пользуется популярностью у владельцев загородных коттеджей и коммунальных служб, занимающихся архитектурным обустройством мест общего пользования.
Также эти элементы можно использовать при изготовлении индивидуальных устройств – уличной мебели и даже посуды.
Такой декор, а особенно готовые изделия, стоит очень дорого. Даже стандартные комплекты, поставляемые в поток и продаваемые в магазинах, имеют недоступную цену. Что уж говорить о товарах на заказ.
Поэтому многие домашние мастера стараются создать такие творения своими руками. К тому же «холодная ковка своими руками» не предполагает классической кузнечной технологии.Материал заготовки обрабатывается без нагрева и работы ковочным молотком. Значит, это можно делать дома.
Однако для таких работ потребуется специальный инструмент – гибка для холодной штамповки. Оборудование продается в магазинах или изготавливается на заказ в мастерских. Набор для универсальной обработки металла – это целый комплекс различных аксессуаров.
Во-первых, это поистине уникальный инструмент, позволяющий создавать высокохудожественные изделия без молота, кузницы и наковальни.
Во-вторых, такие устройства не из простого металла, иначе машина выйдет из строя при первой нагрузке. Поэтому качественная и прочная сталь увеличивает цену.
Рассмотрим различные самодельные инструменты для холодной ковки
Начнем с того, как работает инструмент:
Заготовка (металлический круг, квадрат или полоса) устанавливается в станок между направляющими. С помощью рычажного ручного или зубчатого электропривода изменяется геометрическая форма.
Доступно несколько стандартных шаблонов для холодной штамповки.
Аппарат «Гнутик».
Это улучшенный аналог. С его помощью заготовка изгибается под запрограммированным углом. Он может быть как одиночным, так и образовывать геометрические фигуры. Декоративный элемент может быть плоским или объемным, и все это делается одним инструментом. С помощью загиба можно сделать дугу из прямой заготовки.
Крепление Twister.
С его помощью заготовка стягивается винтом.Работает по принципу шпинделя токарного станка или сверлильного патрона. Часть заготовки жестко зажимается в стационарных тисках, а другая закручивается с помощью ручки или электропривода.
Особенность конструкции – неподвижные тиски должны иметь возможность перемещаться в продольном направлении.
Деталь при скручивании уменьшается в длину и может выскочить из крепления.
Если вместо одного стержня вставить в станок пучок проволоки, можно получить объемную стальную фигуру, так называемую корзину. Его изготовление требует особого мастерства.
Самый популярный прибор – улитка.
Самый распространенный шаблон для холодной обработки металла. С его помощью создаются локоны любой формы и с разным количеством витков. Его конструкция проста и сложна одновременно. Недостаточно просто создать шаблон желаемой формы.
Давайте рассмотрим типы светильников и формы, которые можно получить с их помощью. Мы подготовили для вас рисунки и тематические видеоролики.Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.Если вы просто собираетесь организовать цех холодной штамповки и хотите избежать больших затрат, то изготовление собственных станков и приспособлений поможет вам создать свой небольшой бизнес без лишних затрат.
Основные приспособления и станки
Машины для холодной штамповки в основном предназначены для дуговой или угловой гибки и крутки. Они могут быть ручными или электрическими.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарь»
Аппарат «Гнутик»
Купленный или изготовленный самостоятельно «Гнутик» – это универсальный прибор, позволяющий получить из стержня дугу или угол.Представляет собой основание с суппортом, на котором закреплен упор с углом (90 ° или другой, если необходимо) и два цилиндрических неподвижных упора. Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, который вращается со стороны, противоположной угловому упору.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия прибора «Гнутик» – вертикальное расположение
Для масштабирования размеров вот чертеж нижней планки этого «Гнута».
Нижняя планка
Устройство универсальное. С помощью насадок можно не только гнуть, но и вырезать и пробивать дырочки. Но это уже будет следующий шаг.
Получение дуги на “Гнутик”
Получение угла на “Гнутик”
Вот так выглядит самодельный «Гнутик»:
Устройство “Твистер”
«Твистер» – инструмент для скручивания прутков, чаще всего квадратного сечения, по продольной оси.Это незамысловатое устройство может быть ручным или электрическим. Принцип работы: оба конца стержня фиксируются, затем одна застежка начинает поворачиваться, закручивая металл до необходимой формы.
Внешний вид купленного портативного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного на бывшем в употреблении электрооборудовании:
Для изготовления «Фонарей» и «Конусов» есть специальный станок, но для начала можно использовать «Твистер», как показано на видео (англ., Но все очень понятно).
Видео 1. Как сделать заготовку для «Фонарика» на «Твистер»
Устройство “Улитка”
Инструмент Улитка предназначен для создания завитков (или спиралей) и валют (S-образных частей). Существуют различные конструкции.
Один из вариантов конструкции: 1 – улитка; 2 – основание станка; 3 – прижимной ролик; 4 – рычаг управления прижимным роликом; 5 – крепление основания; 6 – штифт для фиксации лемехов; 7 – паз под прижимной ролик; 8 – ось рычага управления; 9 – пружина прижима ролика; 10 – зажим для заготовки; 11 – ведущая доля улитки; 12 – главная ось; 13 – рычаги
В результате должен получиться такой прибор:
Еще одна облегченная конструкция для гибки проката до 12 мм:
1 – сегмент улитки; 2 – эксцентрический; 3 – ручка; 4 – основание; 5 – направляющие полозья; 6 – ось; 7 – бегунок; 8 – осевая гайка; 9 – ось крепления ролика; 10 – ролик; 11 – ведущий мост; 12 – эксцентриковая направляющая; 13 – центральный сегмент улитки; 14 – барашек эксцентричный; 15 – основная ножка; 16 – соединительный штифт сегментов улитки; 17 – регулировочный винт; 18 – соединительное ухо сегментов улитки
Часто устройство «Улитка» изготавливают на подставке, особенно если вам нужно гнуть толстый прокат.
Несколько полезных видеоматериалов по самодельным машинам “Улитки”.
Вариант с твердым основанием на опоре:
Видео 2. Изготовление цоколя
Видео 3. Изготовление улитки
Видео 4. Работа станка
Опция настольного крепления:
Видео 5.Часть 1
Видео 5.Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Аппарат «Глобус»
Такой прибор похож на школьный транспортир и предназначен для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестиугольника.Сначала один конец заготовки фиксируется загибом, затем загибается по всей длине по шаблону. Принцип работы чем-то похож на работу закаточной машины по консервации.
Внешний вид устройства
Видео 6. Работа на «Глобусе»
Используя чисто мускульную силу, большую дугу можно создать на шаблоне, привинченном или приваренном к верстаку. На нем хорошо гнуть полосу, тонкостенную трубу и т.п.
Шаблон
Аппарат «Волна»
На аппарате «Волна» можно получить волнистые изделия из заготовки круглого, квадратного, шестиугольного сечения или трубы.Деформация заготовки происходит между вертикальными валками путем прокрутки.
Светильник Wave и полученные изделия
Видео 7. Устройство в действии
Устройство «Фонарик»
Эта машина предназначена для изготовления заготовок элементов «Фонари» или «Конусы», которые могут состоять из 4, 6, 8 и более стержней. В принципе, станок аналогичен Twister, но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Устройство «Фонарик»
Видео 8. Работа устройства для изготовления «Фонарик»
Приспособление для холодной штамповки элемента «Зажим»
Элемент холодной ковки «Зажим» предназначен для скрепления между собой других элементов конструкции.
Устройство для гибки “Зажим” может быть изготовлено по прилагаемым чертежам.
Принадлежности для выполнения “гусиные лапки”
«Гусиная лапка» – расплющивание с нанесением красивых насечек на концах заготовок для придания элегантности рисунку или уменьшения толщины различных стыков.
Торцы элементов декорированы «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или насадкой и тяжелым кузнечным молотком на опоре. В видеоматериалах мы предоставляем оба варианта.
Видео 9. Станок для изготовления «гусиных лапок»
Видео 10. Фурнитура для ковки “гусиные лапки”
Видео 11. Детальный процесс изготовления штампа
Ниже показан прокатный станок для выполнения той же операции.
Станок прокатный (расстояние между роликами регулируется) .Материалы прокатного стана: шестерни и валы – запчасти от комбайна б / у
Принцип действия
Изготовление “улитки” с приводом
Улитка с электрическим приводом облегчает изготовление локонов и валют. Это особенно ценно, когда работа идет не «по душе», а для изготовления большого количества подобных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для гибки прутка с максимальным сечением 10х10 мм. Двигатель мощностью 0,5 кВт / 1000 об / мин работает на пределе своих возможностей. Производит 6 оборотов вала в минуту. Сегменты улитки выточены из круглой заготовки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла – 7204. Опорный ролик жестко закреплен в пазу. Между мотором и коробкой передач установлены шкивы.
Ниже представлены рисунки сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитка
Для более массивной штанги (от 12 мм) мощность двигателя должна быть больше киловатта. На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт при 1000 об / мин, обеспечивающим выходную мощность на валу около 10 об / мин. Это уже машина для профессионального использования.Используется б / у редуктор, матрица вырезается из заготовки толщиной 30 мм – процесс наиболее трудоемкий.
Для холодной ковки также понадобятся наковальня и молоток. Кузница не нужна, она нужна только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину. Это поможет вам подогнать элементы и не запутаться при сборке.
Для изготовления кованых изделий используются два метода – холодная и горячая обработка.Первый способ отличается малой трудоемкостью, но требует специального инструмента. В большинстве случаев можно сделать станок для холодной ковки своими руками, руководствуясь стандартными чертежами.
Принципы холодной ковки металлов
Для производства кованых металлических изделий необходимо обеспечить процесс их контролируемой деформации. При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
Принцип холодной ковки основан на воздействии внешних факторов на кристаллическую решетку материала.Он состоит из зерен неправильной формы. В результате деформации конструкции машины для холодной ковки заготовка уплотняется и меняет конфигурацию. Поскольку одним из условий является сохранение свойств детали, необходимо выбирать чертежи для изготовления станков.
Особенности холодной ковки металла, требования к комплектующим для этого:
- можно обрабатывать только низкоуглеродистые стали, обладающие высокой степенью пластичности; В качестве заготовок использовано
- прутков различного сечения;
- предварительный расчет габаритов готовой продукции.В процессе их изготовления требуется постоянный контроль геометрических параметров;
- использование различных машин для формирования желаемой конфигурации.
В настоящее время для художественной обработки металлов методом холодной ковки применяется ряд специальных инструментов. Некоторые из них можно сделать самому. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Кованые изделия могут одновременно выполнять несколько функций – эстетических и эксплуатационных.Это касается барьерных конструкций различной конфигурации, например, волновой.
Улитка для холодной ковки
Наиболее распространенными и востребованными являются самодельные станки для холодной ковки типа улитка. С их помощью формируются спиральные заготовки. Конструкция оборудования позволяет изготовить его самостоятельно.
Чертеж станка «улитка» может быть адаптирован для производства определенного вида художественной ковки. Для этого нужно знать следующие параметры:
- минимальный и максимальный радиус кривизны заготовки;
- геометрических параметров и формы исходного материала; Плановое исполнение
- .
Для серийного производства необходимо изготовить кузнечно-электрический станок. Если вы планируете работать дома, подойдут ручные модели.
В качестве основы для проектирования улитки необходимо использовать стальной лист толщиной не менее 3 мм. Это позволит сгибать профили большого размера.
Для формирования разных углов требуется ручной изгиб – одно из самых необходимых приспособлений для холодной ковки металла. Он состоит из стальной пластины, на которой расположены два опорных вала и подвижный упор.
Заготовка помещается между опорными валами и клином. Последний имеет механизм перемещения в сторону упоров. В результате этого действия возникает худоба. обработка стального прутка. Таким способом можно изготавливать кованые изделия различной формы.
Особенности использования связки, необходимые для правильного составления ее чертежа:
- предварительный расчет угла деформации;
- в конструкции может быть предусмотрена дополнительная гибочная часть.Для этого установите еще один вращающийся вал;
- монтажный узел для крепления к столу.
Для изготовления гнутки необходимо использовать инструментальную сталь. Это связано с высокими нагрузками при эксплуатации. Дополнительно на нем можно собирать элементы типа «волна», но для этого нужно модернизировать исходный рисунок.
Минимальный и максимальный радиус изгиба для тонкой поковки должен быть рассчитан на основе геометрических параметров заготовки.
Крутильная машина для холодной штамповки
Современную художественную ковку сложно представить без винтовых элементов. Для производства аналогичных тонких. Предназначен твистер деталей – самодельный станок для холодной ковки.
Особенностью этого инструмента является разматывание стержня по оси. Конструктивно чертеж станка состоит из двух частей – крепежной и подвижной. Деталь скрепляется между ними и ее информация выполняется с помощью поворотной ручки.
Производительность устройства:
- расчет прижимного рычага для минимизации усилий по изготовлению заготовок;
- возможность изменения расстояния между фиксирующими элементами инструмента. Это позволит изготавливать детали разной длины;
- следует учитывать, что формирование спирали происходит со стороны фиксации.
Благодаря твистеру можно изготавливать кованые элементы оконных решеток, стальных ограждений и т. Д.
Это основной перечень машин холодной ковки. Но кроме них используется различное оборудование, предназначенное для создания действительно тонких. товары.
На видео представлены примеры станков для холодной ковки металлов в домашних условиях:
История
1874: Где все начиналось
Национальная машиностроительная компания была основана в Кливленде, штат Огайо, мистером Уильямом Р. Андерсоном. Со штатом из десяти человек г-н Андерсон поставил перед отраслью самое лучшее и новейшее оборудование для изготовления болтов и гаек.
1882 : Переезд в Тиффин, штат Огайо
Мешеч Фрост, будущий владелец, вместе с несколькими другими инвесторами убедили г-на Андерсона перевести компанию National Machinery Company в Тиффин, штат Огайо.
1883: 3 престижных награды
На Национальной выставке железнодорожной техники в Чикаго компания National получила награды за лучшую болтовую головку, лучший болторез и лучший станок для горячего прессования гаек. Именно Bolt Cutter принес имя National в магазины по всему миру.Его производительность в нарезании настоящих нитей была беспрецедентной. Наш болторез № 1 режет резьбу от 3/16 дюйма до 1 дюйма. Он весил около 900 фунтов и продавался всего за 233 доллара.
1885: Станки для изготовления гвоздей
Станки для изготовления гвоздей были представлены в 1885 году и продолжали оставаться стабильным источником бизнеса до 1940-х годов. Наш производитель ногтей был популярен во всем мире и временами был единственным доступным производителем ногтей.
1889: «Гигантский концерн»
В 1889 году газета New York Daily опубликовала это краткое заявление о National Machinery Company: «Это гигантский концерн, занимающий здание в 300 футов.на 100 футов. Их годовой объем производства составляет 150 000 долларов, и они уникальны тем, что являются единственным предприятием в мире, способным оборудовать завод по производству болтов и гаек оборудованием. У них есть переписка и продажи по всему миру ».
1900: Мешех Фрост становится владельцем
Мешеч воспользовался опционом на выкуп других инвесторов и стал владельцем и генеральным директором National Machinery Company.
1901: Инновации были ключевым моментом для рост
Инновационные машины продолжали вытекать из наших чертежных досок, и на рубеже веков National Machinery Company поставляла такие машины, как трехколесные болторезные станки, коробчатые головки, молотковые головки, станки для горячей штамповки гаек и даже несколько машин для холодной заклепки. .К тому времени мы удвоили нашу первоначальную фабрику площадью 300 000 кв. Футов, а число наших клиентов составило около 350.
1908: Электричество
Продолжалась модернизация, и в 1908 году был установлен первый большой мостовой кран. С появлением современных электродвигателей паровые двигатели, приводившие в движение наши линейные валы, ушли в прошлое, а электричество стало новым источником энергии.
1915: Волна будущего
Примерно в 1915 году спрос на поковки достиг рекордно высокого уровня для железных дорог и новой автомобильной промышленности.Инженеры обнаружили, что поковки намного прочнее отливок. С ростом популярности ковки мы подарили отрасли ковочный станок National Heavy-Pattern Forging Machine, наш первый станок, разработанный специально для ковки деталей, а не только болтов и гаек. Это стало предшественником того, что мы сегодня знаем как наши высокопрочные ковочные машины.
1925: 200 посетителей со всего мира
Мы провели нашу «2-ю выставку и демонстрацию кузнечного оборудования». На этой четырехдневной выставке более 200 посетителей со всего мира увидели новейшее оборудование и методы ковки деталей.Всего было представлено 35 жаток и кузнечно-прессовых машин.
1927: Самый большой ковочный станок в мире
Мы построили самый большой в мире ковочный станок 7-1 / 2 дюйма. Он весил колоссальные 187 тонн. В 1928 году мы поставили первую ковочно-штамповочную машину с автоматической подачей под ключ. Это радикально новое Концепция ковки привлекла внимание другого очень важного предпринимателя того времени, Генри Форда. Генри приобрел ковочно-штамповочную машину National 4 “с автоматической подачей ключа. Когда посетители и высокопоставленные лица прибыли в Детройт, он отвез их прямо к своей национальной 4-дюймовой кузнечной машине, которую он считал чудом своего времени.
1930: Запуск Maxipres
В кузнечной промышленности промелькнул новый станок и новое имя – Maxipres. Хотя Maxipres действительно начинался как пресс для чеканки монет, вскоре он стал ценным активом линии ковки. С разработкой нашей пневматической муфты в начале 1940-х годов она была переименована в High-Speed Forging Maxipres.
1941: 9-дюймовая ковочная машина
Мы построили нашу первую 9-дюймовую ковочную машину весом чуть более 525 000 фунтов. Эта машина была известна во всем мире как самая большая ковочная машина из когда-либо построенных.Напротив, мы также предложили новую линейку малых машин, трубчатые головки для заклепок, самая маленькая из которых весила 2 500 фунтов.
1943: Награда Army Navy E
Наши усилия принесли нам известную награду “Army Navy E”. Только около 3,5% компаний в нашей стране получили эту престижную награду. Церемония прошла в местном театре Ritz.
1944: новый способ изготовления орехов
Мы представили нашу первую формовочную машину для холодных орехов как новый способ изготовления орехов. Эта машина включает уникальную передачу, которая позволяет нам вращать заготовку между операциями, что улучшает целостность сформированной заготовки гайки, одновременно повышая производительность и экономя материал.Этот процесс по-прежнему является предпочтительным способом изготовления орехов даже сегодня.
1947: Э.Дж. Покупка Manville Co.
Наш рост продолжился, и не только с новыми продуктами, которые мы разработали, но и с покупкой E.J. Manville Company в Уотербери, штат Коннектикут. Это помогло нам дополнить нашу линейку станков для продольной резки, резьбонарезания и другого оборудования для изготовления крепежных изделий. Мы продолжали строить линию Manville и поставлять запасные части еще 20 лет.
1948: No. 10 Maxipres
National проводит день открытых дверей, который дал сотрудникам и их семьям возможность увидеть самый большой в мире ковочный пресс, наш 1,600,000 фунтов стерлингов No.10 Maxipres. Эта массовая пресса составляла более половины населения Тиффина.
1951: Поковки лопастей для реактивных двигателей
В начале 50-х годов наша модификация Maxipres была завершена и задействована в войне в Корее, установив новые стандарты в производстве поковок для лопастей реактивных двигателей. На время войны правительство взяло на себя практически все наши производственные мощности, чтобы производить Maxipress для изготовления реактивных лопастей, которые были так важны для военных действий.
1954: 1 миллион фунтов
Еще один рекорд был установлен, когда мы построили нашу первую 10-дюймовую кузнечную машину, самую большую в мире, с максимальной суммой в 1 миллион фунтов.
1955: Расширения, инвестиции и 20 000 посетителей
Большинство наших строительных программ были завершены. Завод расширился до более чем 400 000 кв. Футов, что в семь раз больше, чем на рубеже веков. Был проведен день открытых дверей, чтобы продемонстрировать новое расширение и наши инвестиции в более чем 150 новых станков. Посещаемость была невероятной. . . более 20 000 посетителей.
1956: Крупнейший производитель болтов в мире
В середине 50-х мы завершили создание новой линейки болтов с четырьмя головками, включая крупнейшего в мире производителя болтов.Этот гигант мог потреблять одну тонну стали каждые 13 минут.
1958: международное расширение
Мы снова расширились за счет приобретения компании J. G. Kayser в Нюрнберге, Германия. Эта 103-летняя компания была крупнейшим производителем оборудования для холодной штамповки за пределами США. Это приобретение дало нам возможность для роста на мировом рынке и открыло новую эру международного бизнеса.
1960: Формовка сложных форм
С новым акцентом на формование сложных форм, потребовалась новая линейка оборудования, например, наши пяти- и шестиконечные машины для холодной штамповки.Universal Transfer был разработан, чтобы добавить еще больше гибкости и возможности формования этой новой линейке современного формовочного оборудования.
1963: Премия президента Кеннеди «E»
В начале 60-х мы продолжали расширять нашу линейку машин. Новые экструзионные прессы Maxipres, трубчатые заклепочные головки с одной головкой, две холодные головки с тремя выдувами и крупнейший в мире пресс 8000 Ton Maxipres были гордостью Tiffin. Наше служение стране и обществу продолжалось на протяжении 60-х годов, и мы получили 1963 г. – Премия президента Кеннеди “E” за значительный вклад в правительственную программу расширения экспорта.На тот момент только 200 компаний в США получили эту награду.
1971: Завершение строительства 200-тонного отсека
Бизнес был хорош, наше будущее было светлым, и нам требовались дополнительные мощности для строительства новых больших форм, поэтому начались работы над новым 200-тонным отсеком
1972: 1000 th Высокоскоростная холодновысадочная машина
Мы достигли еще одной важной вехи, поставив 1000-ю высокоскоростную холодновысадочную машину.
1976: Приобретения
В связи с этим увеличением бизнеса нам необходимо было расширяться, поэтому мы снова обратились к сторонним приобретениям и купили компанию Special Machine Company из Рокфорда, штат Иллинойс, которую мы превратили в предприятие по производству листового металла для поставки наших звукоизоляционных кожухов.В Нюрнберге потребовались дополнительные мощности, поэтому была приобретена небольшая производственная компания в соседнем Кульмбахе, Бавария, чтобы добавить столь необходимые мощности по обработке.
1979: Машины горячей формовки
70-е подошли к концу с появлением четырех новых и лучших идей, таких как наша линейка машин горячей формовки с тремя и четырьмя головками. Эти машины принимали прутки, пропускаемые через индукционные нагреватели, и производили гайки и специальные детали со скоростью до 150 штук в минуту. Самый крупный, 10-3 Hot Former, установил еще один мировой рекорд по размеру.Он был отправлен заказчику во Францию для производства заготовок зубчатых колес и зубчатых венцов. Этот большой станок для горячей штамповки может подавать горячекатаные прутки диаметром более 3 дюймов и заготовки зубчатых колес диаметром 8 дюймов со скоростью 45 передач в минуту.
1981: Конкуренты прекращают работу
У нас были рекордные заказы и поставки в течение 70-х и начала 80-х годов, в то время как другим производителям оборудования было трудно выжить. В 1981 году наш крупнейший конкурент в США, Waterbury Farrel Div. Textron закрыла дверь в области производства оборудования для холодной высадки и формовки.Они сослались на падающий рынок. Они сказали, что лучше всего будет сосредоточиться на оборудовании прокатных станов, а не на холодной высадке или нарезании резьбы.
1983: Новая линия накатки резьбы
Мы приобрели резьбонакатную часть компании Hartford Specialty Machinery Company и передали эту линию продукции Tiffin. Мы производили нитевдеватели Hartford, пока не разработали нашу собственную линейку более технически совершенных нитевдевателей FORMAX. После выпуска нитевдевателей FORMAX мы продали линию Hartford компании Reed Roll Thread Company.
1989: Представлен FORMAX ®
Позитивные усилия людей, работающих вместе, стали очевидны для клиентов, когда мы представили FORMAX в ноябре 1989 года в Атланте, штат Джорджия, на Международной выставке крепежа (IFE). Для рекордного количества посетителей мы представили нашу новую концепцию оборудования для холодной штамповки: FORMAX. Линия машин холодной формовки FORMAX удовлетворяет потребности производителей крепежных изделий и холодногнутых деталей и была быстро принята многими нашими клиентами. Ранний успех FORMAX превзошел наши ожидания.FORMAX предоставил клиентам очень простую и удобную в эксплуатации систему, которая резко увеличила производство за счет более высоких скоростей станков и более быстрой смены заданий. Этот новый подход к оборудованию для холодной штамповки был быстро принят во всем мире.
1999: FORMAX 2000
Технология FORMAX продолжает расширяться и развиваться. Теперь он включает в себя наши формирователи FORMAX PLUS, резьбовые устройства FORMAX PLUS и FORMAX PLUS для крупных деталей. В 1999 году на выставке IFE Show в Чикаго мы представили новый FORMAX 2000.Эта технология перенесет нас и индустрию гнутых деталей в следующее столетие. Когда мы соединяем передовые технологии FORMAX с самоотверженностью наших сотрудников, обеспечивающих выдающийся сервис и высококачественное оборудование, неудивительно, что мы заработали репутацию установщика «Мирового стандарта качества».
2002: National Machinery переходит в новую собственность
После непродолжительного закрытия National Machinery Company покупает член семьи бывшего владельца Мешеха Фроста.Национальная машиностроительная компания переименована в ООО «Национальное машиностроение», и ее возглавляет Эндрю Калнов как мажоритарный владелец и генеральный директор.
2004: 130-летний юбилей
National отметила 130-летие Дня открытых дверей в 2004 году, на котором был продемонстрирован новый центр приема посетителей и осмотр всех объектов, а также демонстрация оборудования для клиентов и сообщества Tiffin.
2007: National Machinery China
Этот год ознаменовался значительным расширением благодаря открытию National Machinery China в Сучжоу.Это находящееся в полной собственности предприятие обеспечивает поддержку клиентов в области обслуживания и запчастей для Китая, а также производит недавно представленные модели машин LeanFX и PumaFX FORMAX.
2008: Выпуск моделей LeanFX и PumaFX
Эта новая линейка сочетает в себе высокие стандарты производительности FORMAX® с простотой эксплуатации и конкурентоспособными ценами, востребованными на современном мировом рынке.
2011: Производство 7-матричного FORMAX
FORMAX продолжало развиваться на протяжении многих лет.Начиная с оригинальной машины FORMAX, линейка расширилась до моделей FORMAX Plus и FORMAX 2000. Formax Plus для больших деталей был добавлен вместе с возможностью производства сверхдлинных деталей. В последнее время способность разрабатывать сложные детали привела к увеличению количества штампов, доступных на станках с 7 штампами, которые становятся все более распространенными.
2012: National Machinery Europe в движении
Наши подразделения NM Europe переехали на новый завод. Мы построили совершенно новое предприятие по обслуживанию, ремонту и поставке запчастей для обслуживания европейского континента, а также офисы – все это по-прежнему находится в историческом городе Нюрнберг, Германия.
2014: 140 лет
Неделя 22 сентября ознаменовала празднование 140-летия компании National Machinery. Более 150 клиентов посетили в течение каждого дня трехдневного мероприятия Open House. Посетители смогли увидеть результаты значительных затрат завода за последние два года, включая инвестиции в новое производственное обрабатывающее оборудование, контрольно-измерительное оборудование, усовершенствования технологического процесса и рабочие места сотрудников.
2015: National Machinery приобретает SMART Machinery Srl
National Machinery LLC объявляет о приобретении контрольного пакета акций SMART Machinery Srl.SMART Machinery – это новая компания, созданная для того, чтобы взять на себя бизнес-интересы и активы S.M.A.R.T Srl, компании из Тортоны, Италия, которая является ведущим производителем резьбонарезных станков и пионером в использовании сервоприводов.
В ближайшие годы мы видим изменения и возможности. Теперь мы видим будущее, в котором упор будет делаться на рост и стабильность. Мы будем работать над укреплением нашей лидирующей позиции в индустрии холодной штамповки вместе с нашими клиентами, что сделает нас обоих более успешными.
Лучшая точилка для ножей на 2021 год
Фото: Майкл МертоНаш выбор
Chef’sChoice Trizor XV
Chef’sChoice Trizor XV надежен, быстр и прост в использовании, и он подходит практически для любого типа лезвия. ножа.
Chef’sChoice Trizor XV дает самые острые и стабильные лезвия из всех протестированных нами точилок для ножей. Причем делала это быстрее и надежнее, чем любая другая точилка. А из-за конструкции практически невозможно ошибиться, даже если вы никогда раньше не пользовались точилкой для ножей.Он неоднократно возвращал оба наших тестовых ножа – один из них – немецкую рабочую лошадку за 30 долларов, а другой – японскую чистокровную за 150 долларов – из мертвенно тупых в острый как бритва. Его подробное руководство по эксплуатации четко объясняет каждый шаг, а его особенно прочная конструкция предполагает, что вы можете рассчитывать на долгие годы работы.
Прежде всего, мы выбрали Trizor XV из-за его способности надежно возвращать сильно затупившиеся ножи к чрезвычайно острой кромке. Даже после того, как мы разрушили лезвия ножей наждачной бумагой, Trizor XV неоднократно затачивал недорогой Wüsthof из штампованной стали и дорогой Mac из кованой стали до заводского состояния, несмотря на то, что они были сделаны из разных сплавов и имели другое лезвие геометрия.(Примечание: XV обозначает 15 градусов, конечный угол, под которым заточка Trizor XV. Trizor относится к трем прогрессивным граням – грубому, среднему и тонкому, создаваемым тремя точильными кругами станка.)
Тусклый ножи с трудом режут помидоры (и все остальное), даже если вы сильно надавите и пилите. Видео: Майкл Мерто
Также важно, что Trizor XV заточил лезвия равномерно от пятки до кончика, не оставляя тусклых пятен. У нас была неравномерная заточка – острие не было таким острым, как остальная часть лезвия – в нескольких тестах на аналогичную по цене (и скоро будет снята с производства) Work Sharp Culinary E3, ближайшего конкурента Trizor в нашем испытании.
И Trizor XV быстро точит ножи. От начала до конца нам потребовалось максимум 4 минуты, чтобы довести 8-дюймовый нож от затупленного наждачной бумагой состояния до нового лезвия. Следуя инструкциям, мы обнаружили, что каждое «протягивание» 8-дюймового лезвия через точилку занимало от 5 секунд (на грубом абразиве) до 1 или 2 секунд (на мелком абразиве «зачистка / полировка»), а общее количество проходов составило около 30. Напротив, на Work Sharp E3 на заточку 8-дюймового ножа уходило не менее 5 минут, а часто и дольше.Общее количество подтягиваний иногда было ниже, около 20, но поскольку каждое вытягивание занимало около 8 секунд, при соблюдении инструкций общее время было больше. А на сильно затупившихся ножах мы иногда доводили до 30 рывков, или около 8 минут. (Если вы рассчитываете цифры и у вас не получается, имейте в виду, что переустановка лезвия для каждого рывка и периодическая проверка лезвия значительно увеличивает общее затраченное время.)
Одна из причин, по которой Trizor XV производит неизменно острые ножи это его конструкция, которая делает практически невозможным испортить процесс заточки.При заточке любым методом критически важно держать лезвие под постоянным углом: если вы этого не сделаете, в результате получится закругленная, тусклая кромка, а не острая, образованная вершиной двух одинаковых скосов. Как и большинство электрических точилок, в Trizor XV используются жесткие угловые прорези для ориентации лезвия. Но он добавляет функцию, которой не хватает другим: подпружиненные направляющие внутри пазов, которые захватывают лезвие под правильным углом и не дают ему смещаться во время процесса заточки. Work Sharp E3 – опять же, ближайший конкурент в нашем тесте – не имеет аналогичного механизма.Вместо этого вам нужно вручную установить угол лезвия в прорези, а затем вручную поддерживать этот угол, медленно протягивая лезвие через точильный элемент. В нашем тестировании, несмотря на большую осторожность, мы обнаружили, что легко поскользнуться, запустив лезвие под неправильным углом или сдвинув его в середине потока (поскольку прорезь обеспечивает пространство для маневра), или если лезвие зацепится за прорезь и скользит боком в прорезь. пояс. (Подробная информация о E3 представлена ниже, в разделе «Соревнования».)
Подпружиненные направляющие (структуры, отмеченные цифрами 1, 2 и 3) обеспечивают правильную ориентацию лезвий ножа в пазах для заточки.Фото: Майкл МертоРуководство пользователя Trizor XV – еще одна сильная сторона этой точилки. После того, как вы несколько раз воспользуетесь любой приличной точилкой, вы научитесь, но подробное руководство Trizor помогает минимизировать ошибки с самого начала. В отличие от этого, руководства от Work Sharp Culinary (для всех четырех протестированных нами моделей) более простые и требуют дополнительных подробностей.
Наконец, выделяется качество сборки Trizor XV. Это тяжелое и прочное оборудование весом 4 фунта 2 унции, оснащенное 125-ваттным двигателем 2.Мотор на 1 ампер. Work Sharp E3 кажется легким по сравнению с ним – 1 фунт 10 унций, с двигателем на 8,5 Вт и 0,7 А. Наша тестовая модель Trizor XV 2016 года зарекомендовала себя на протяжении многих лет использования на кухне Wirecutter, и после того, как наши формальные испытания устройства 2019 года были завершены, мы использовали его для заточки ножей более чем дюжины штатных сотрудников, проработав до 30 минут вовремя.