Юстировка зеркал, настройка лазерного станка с нуля
Юстировка – настройка оптического тракта лазерного луча. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку. По всей площади стола качество резки должно быть одинаковым.
Что будет, если юстировка сделана неправильно или сбилась?
- Материал не прорежется.
- Скорость работы станка упадет.
- Снижется качество.
- Края реза будут горелыми или под углом.
- Гравировка получится мутной.
В большинстве случаев некачественной резки виновата плохая юстировка. Проверить ее просто. Если при нажатии кнопки «Pulse» и подаче импульса, на материале остается пятно не круглой формы, маленькое или размытое, требуется проверить юстировку.
Проверять юстировку лучше ежедневно перед началом работы. Обязательно – если появились признаки нарушения качества реза. Проверка занимает 5-7 минут, позволяя гарантировать качественную резку и отсутствие брака.
Важно во время работы соблюдать технику безопасности. Нежелательно смотреть на лазерный луч без специальных защитных очков. Попадание рук в зону работы лазера недопустимо.Устройство оптического тракта
Оптический тракт можно условно разбить на участки:
- Лазерный излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
- Луч попадает на первое статичное зеркало, передается на второе.
- Второе зеркало закреплено на портале, вместе с ним передвигаясь вдоль оси у.
На станках с большой площадью рабочего поля, чтобы сократить длину оптического тракта, лазерная трубка устанавливается на портале.
- Третье зеркало передает луч на линзу, фокусирующую и посылающую его через сопло на материал.


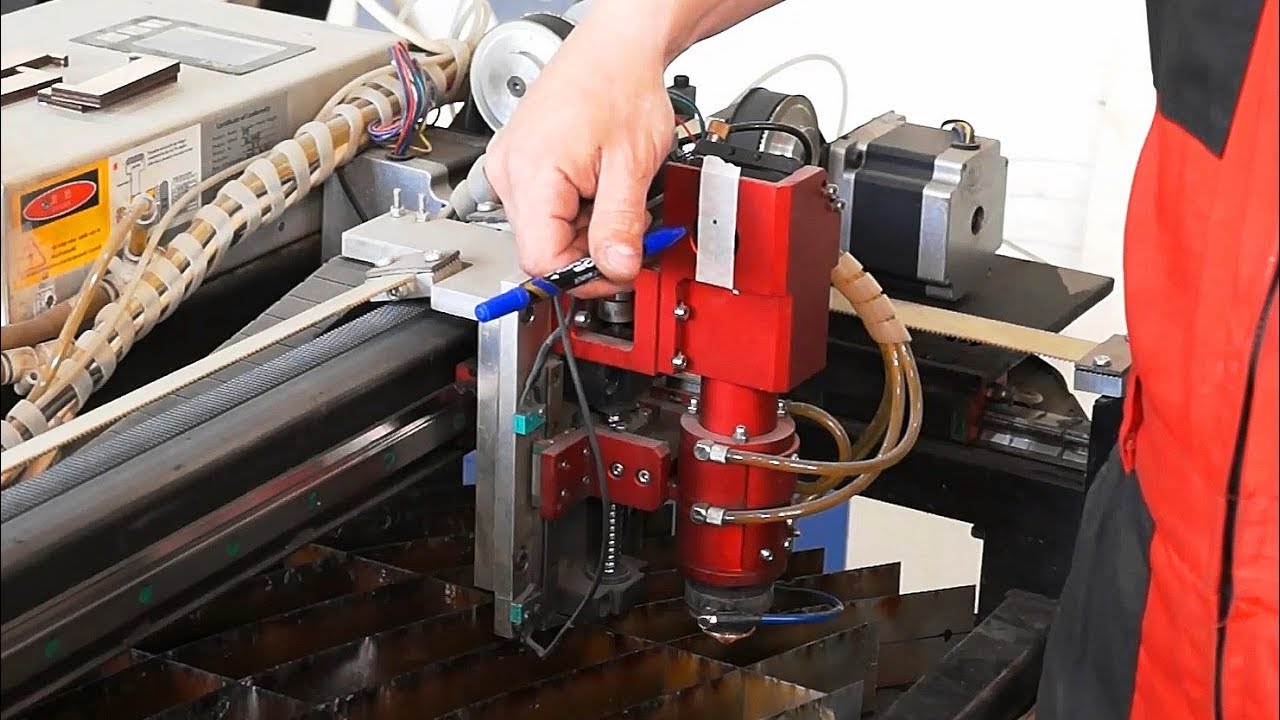
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с лазерной трубкой. Работать удобнее вдвоем, чтобы не бегать от пульта к лазеру. Другой вариант: установить контроллер, поддерживающий возможность работы по локальной сети. Его подключают к компьютеру с Wi-Fi и управляют движениями станка.
Установка лазерной трубкиТрубка устанавливаться параллельно столу, что облегчает юстировку. Если она стоит под углом 2 о -4о, это не ошибка. Если станок работает с помпой, неизбежны пузыри, лучше сделать уклон для облегчения их выхода. Однако, если у станка есть чиллер, то пузыри не образуются.
Понадобится малярный скотч. Его используют в 2-4 слоя, чтобы он не загорался, и наклеивают на зеркало.
У некоторых станков нет такой рамочки вокруг зеркала, как на станке Wattsan 6090. В этом случае для защиты от клея скотча используют монету.
Устанавливается мощность 19-20%. В меню в строке Laser set, выставляется для контроля импульса режим Manual – ручной, 50 мсек. При нажатии кнопки «Pulse» будут возникать импульсы, которые оставят небольшой отпечаток на малярном скотче и предотвратят воспламенение.
Лазерная трубка устанавливается в нижнее положение, наклеивается малярный скотч, проглаживается пальцем, чтобы были видны границы рамки. Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».
При необходимости регулируется положение лазерной трубки. У станка Wattsan 6090 для этого предусмотрено удобное колесико и шкала, с помощью которых легко выравнивать положение задней и передней части трубки.
Лучу не обязательно попадать в самый центр, достаточно того, что он целиком приходит в первое и второе зеркало на максимальном режиме, когда мощность порядка 99%. Важно попасть в центр только третьего зеркала.
После того, как трубка выставлена в правильном положении, ее необходимо зафиксировать предусмотренными для этой цели болтами.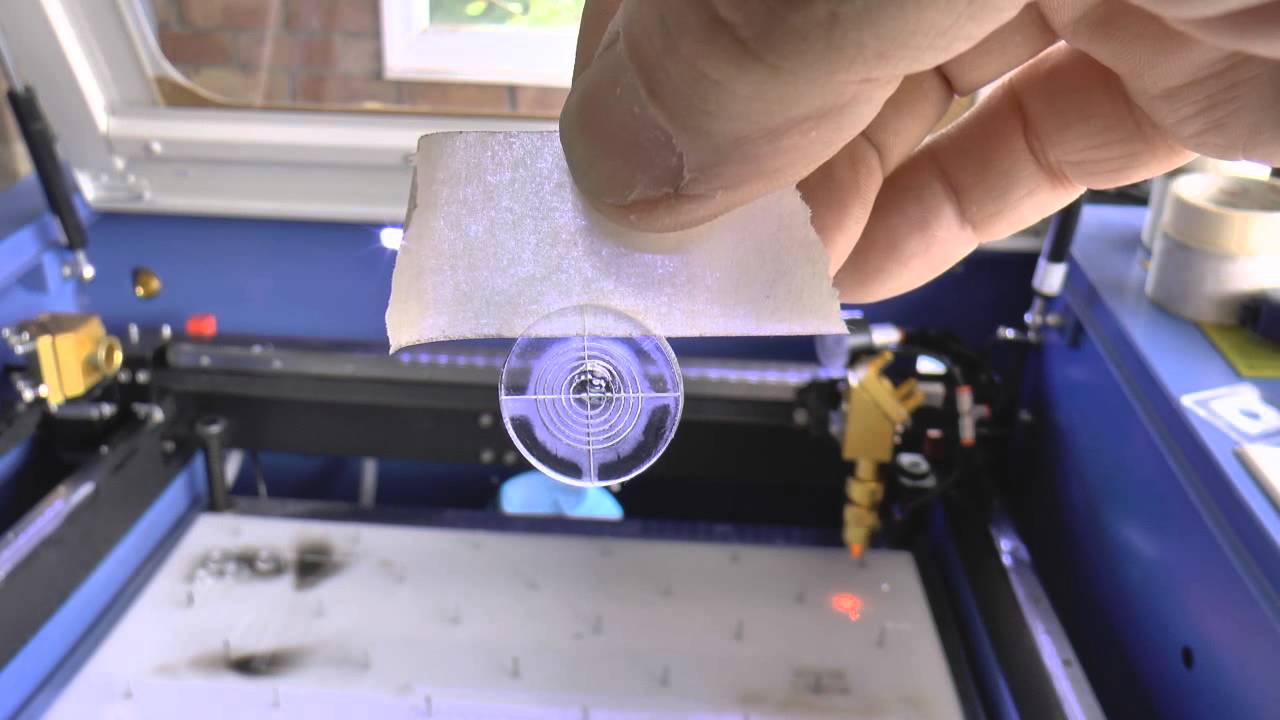 Положение трубки обычно фиксируется один раз. При дальнейшей проверке юстировки достаточно контролировать положение зеркал.
Положение трубки обычно фиксируется один раз. При дальнейшей проверке юстировки достаточно контролировать положение зеркал.
Крепление состоит из двух частей: у одной рамки винты с пружинками, на второй закреплено зеркало. Вторая рамка всегда старается прижаться к первой пружинами. Латунные винты регулируют угол наклона, отталкивая рамку с разных сторон. Верхний винт регулирует угол наклона по вертикали, а правый и левый – по горизонтали и диагонали. Чем больше поле станка, тем более чувствительно отклоняется лазер при повороте винта.
Зеркало регулируется винтами до тех пор, пока весь луч не будет на него попадать, не задевая крепление даже на максимальной мощности.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси у. Операция повторяется несколько раз, чтобы убедиться, что зеркало выставлено правильно и луч не уходит. На максимальной мощности след от луча не должен выходить за границы рамки.
Настройка второго зеркалаПервая проверка производится на ближней дистанции, чтобы луч не мог уйти за границы рамки.
Принцип регулировки тот же, что и на предыдущем этапе. При необходимости можно все три регулировочных винта подкрутить на одинаковое число оборотов, тем самым подвинуть рамку строго по горизонтали.
Настройка проводится аналогично предыдущему разу, но теперь важно, чтобы луч приходил в центр. Обязательно несколько раз поверить попадание лазера в одну точку в крайних положениях.
Для точной корректировки попадания в центр третьего зеркала, проще не начинать двигать второе и первое, а немного сместить лазерную трубку. Ослабив стопорные винты и немного смещая ее, можно за несколько минут отрегулировать точность попадания луча в нужную точку.
Проверяется попадание лазера в одну точку по всем зеркалам в крайних положениях.
Настройка третьего зеркала – выставление вертикальности лучаПонадобится прозрачный скотч и кусочек фанеры. Принцип настройки остается неизменным, меняется только направление лазерного луча: из горизонтальной плоскости в вертикальную.
Принцип настройки остается неизменным, меняется только направление лазерного луча: из горизонтальной плоскости в вертикальную.
Сначала надо убедиться в том, что луч проходит через сопло и полностью приходит на материал. Удобнее это делать в расфокусированном состоянии, чтобы лучше была видна форма отпечатка.
Когда отпечаток стал круглым, на сопло наклеивается прозрачный скотч. Выставляется минимальная мощность, порядка 10%, нажимается «Pulse».
На скотче останется отпечаток сопла и след от луча. Отверстие должно оказаться точно в центре сопла. Корректируется положение зеркала. Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
После правильной центровки луча на материале остается маленькая круглая точка.
Часто возникающие проблемыВажно после проведения юстировки затянуть все контрящие гайки! При закручивании винты нужно придерживать рукой, чтобы случайно не сместить их. После затяжки еще раз проверяется точность юстировки.
- Если рез не вертикальный, а под углом, значит плохо отрегулировано третье зеркало. Нужно повторить юстировку.
- Если в разных местах стола разный рез, нужно проверить: кривизну материала, ровность установки стола.
- Если при работе в одном углу материал некачественно прорезается, виновата неправильная установка станка – неровно выставлены ножки. Такая проблема характерна для самодельных или дешевых станков. У качественных станков, таких как Wattsan, есть рама, поэтому неполадок не возникает.
Юстировка лазерного станка инструкция – Мастер Фломастер
By Lasercut
Точная настройка лазерного гравера играет весомую роль в работе оборудования, от нее зависит не только разрешение луча, но и его мощность. С правильной юстировкой оптического пути значительно улучшится качество Вашей продукции. От этого очень часто зависит успешность Вашего бизнеса. Для точной настройки лазерного гравера необходимо запастись терпением, т. к. это очень сложный и кропотливый процесс.
Для точной настройки лазерного гравера необходимо запастись терпением, т. к. это очень сложный и кропотливый процесс.
С одной стороны, кажется, что нет никакой сложности, нужно просто подставлять на зеркала бумажные цели и наводить на них лазерный луч, периодически изменяя расстояние по осям Х и Y. На практике Вы не всегда получите необходимый результат. В итоге получится, что либо мощность не отрегулирована, либо нет нормальной фокусировки луча. Эти параметры весьма сильно повлияют на качество Вашей гравировки или резки. Так же учтите, что Вам придется делать большое количество действий, производя замену горящих целей. Плюс ко всему этому Вам необходимо учитывать травматичность данного действия. Движения лазерного луча не видны человеческому глазу, а его мощность может привести к травмам или ухудшению зрения.
С первых минут настройки, у Вас моментально возникнет желание придумать что-то такое, что помогло бы упростить процедуру до минимума и увеличить эффективность. Каждому хочется для ускорения процесса использовать систему настройки, как в элитных «брендовых» моделях. Из этой статьи Вы узнаете, как это сделать.
Если Вы владелец «топового» лазерного оборудования от известного производителя, стоимостью в 10 – 20 тысяч долларов, то Вам смело можно закрывать эту статью. Ведущие лазерные граверы зачастую укомплектованы диодным красным лазером для более точной юстировки луча.
Те же производители, которые выпускают бюджетные модели, имеют в своей комплектации прибор для настройки. Штатив с поворотными зеркалами закрепляется перед излучателем, на которые наводится все тот же лазерный диод. С помощью такого устройства Вам будет легче совершить настройку оптического тракта, удобность в использовании так же оставляет желать лучшего. По инструкции предложено снять первое зеркало и наводить лазер на цель с расстояния 2 – 4 метра, а затем совместить пятна красного лазера (настройщика) и рабочего оборудования.
С первого взгляда, кажется, что это хороший способ для подстройки оптического тракта, но необходимо где то взять два – четыре метра свободного места в наших небольших по площади комнатах.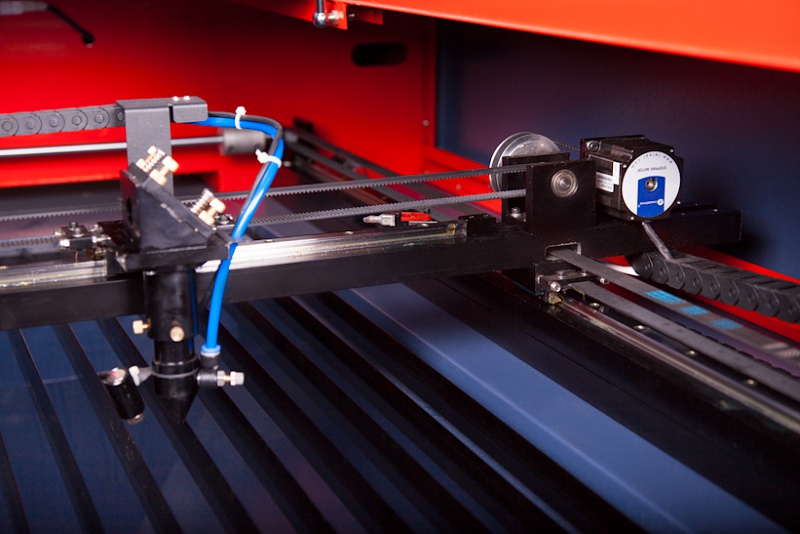 К тому же многие модели не могут наводиться на большие расстояния, мешает металлопластиковая защита конструкции.
К тому же многие модели не могут наводиться на большие расстояния, мешает металлопластиковая защита конструкции.
В данной статье Вы узнаете, как сделать из имеющихся подручных средств очень удобное приспособление для юстировки оптического тракта лазерного станка. На первый взгляд оно может показаться Вам примитивным, а возможно будет полезно. Используя этот незамысловатый прибор, мы ТОЧНО смогли совершить настройку оптического тракта лазера за 20 минут, что увеличило мощность лазера на 15 процентов и в разы улучшило качество гравировки.
Пошаговая инструкция по сборке и настройке лазерного гравера
- В первую очередь Вам необходимо приобрести обычный китайский лазер, стоимостью приблизительно 2 — 3 доллара. Внутри нее содержатся: регулируемая линза, лазерный диод красного спектра, а так же элементы питания (батарейки).
- Разбираем указку для извлечения светодиодного модуля.
- Далее Вам необходимо соединить с помощью проводов лазерный светодиод и источник питания. На заднюю часть конструкции необходимо прикрепить кусочек пластиковой трубки или поролона, чтобы появилась возможность присоединения Вашего устройства вместо штатного лазерного излучателя.
- Затем прикрепляем бумажную цель, делать это нужно напротив 3го зеркала, отводим в каретку в самую дальнюю точку, и с помощью грубой регулировки стараемся добиться наведения лазерного луча в цель. Необязательно попадать в самый центр зеркала! Необходимо получить на цели отметку от лазерного луча на максимальном расстоянии от излучателя.
- После этого необходимо выключить лазерный гравер, при этом необходимо оставить каретку с линзой на том же месте, где нами была произведена грубая настройка, и поставлена пометка от лазерного луча на цели. Цель так же трогать не нужно. Отключив лазер из сети необходимо подождать 10 минут, до полной разрядки конденсаторов высоковольтного блока.
- Следующим шагом закрепляете Ваш самодельный лазер в отверстие лазерной трубки. Установить лазер нужно так, чтобы получить 100 процентное совмещение лучей Вашего устройства и отметки от штатного лазера. На этом этапе можете приступить уже к самой подстройке оптического тракта лазерного станка, регулируя положение каретки по осям Х и Yи используя постоянный луч лазерного диода.
 На этом этапе можете приступить уже к самой подстройке оптического тракта лазерного станка, регулируя положение каретки по осям Х и Yи используя постоянный луч лазерного диода.
На этом этапе можете приступить уже к самой подстройке оптического тракта лазерного станка, регулируя положение каретки по осям Х и Yи используя постоянный луч лазерного диода.Вам будет отлично виден красный луч самодельного лазера. После выключения питания лазерного гравера, вы сможете перемещать каретку режуще-гравировального узла руками.
Этим способом настройка лазерного гравера становится удобной и безопасной.
Юстировка лазера
От точности настройки оптического тракта в лазерном оборудовании зависят надежность его деятельности, точность результатов обработки и срок эксплуатации системы. Если юстировка выполнена некачественно, агрегат будет выполнять неровные линии. Распространенной проблемой также является создание овальных точек вместо идеальных кругов. Помимо этого, возможно изменение глубины и линий среза.
Таким образом, работа с ненастроенной техникой может привести к порче заготовки. В результате придется просто списать материал, что приведет к лишним денежным тратам и снижению эффективности производства. По этой причине большую роль в обращении с такими системами играет точность юстировки – данная характеристика считается основой процесса, без которого нельзя получить правильный результат.
Стоит отметить, что такая настройка признана довольно сложной и трудоемкой процедурой. Однако владельцы более дорогостоящих и современных моделей могут и не столкнуться с такой ситуацией. Как правило, такие варианты дополнительно оснащены красным диодным лазером, который также называют пилотной линией. С его помощью можно с легкостью выполнить точную процедуру, потратив на это минимальное количество времени.
Основной принцип выполнения процесса юстировки лазерного станка
Для оборудования более низкого класса единственным вариантом разрешения проблемы является самостоятельная настройка. Для этого придется работать с системой из неподвижного и пары подвижных зеркал – данные элементы обеспечивают подачу луча на линзу (только после этого лазер попадает на заготовку).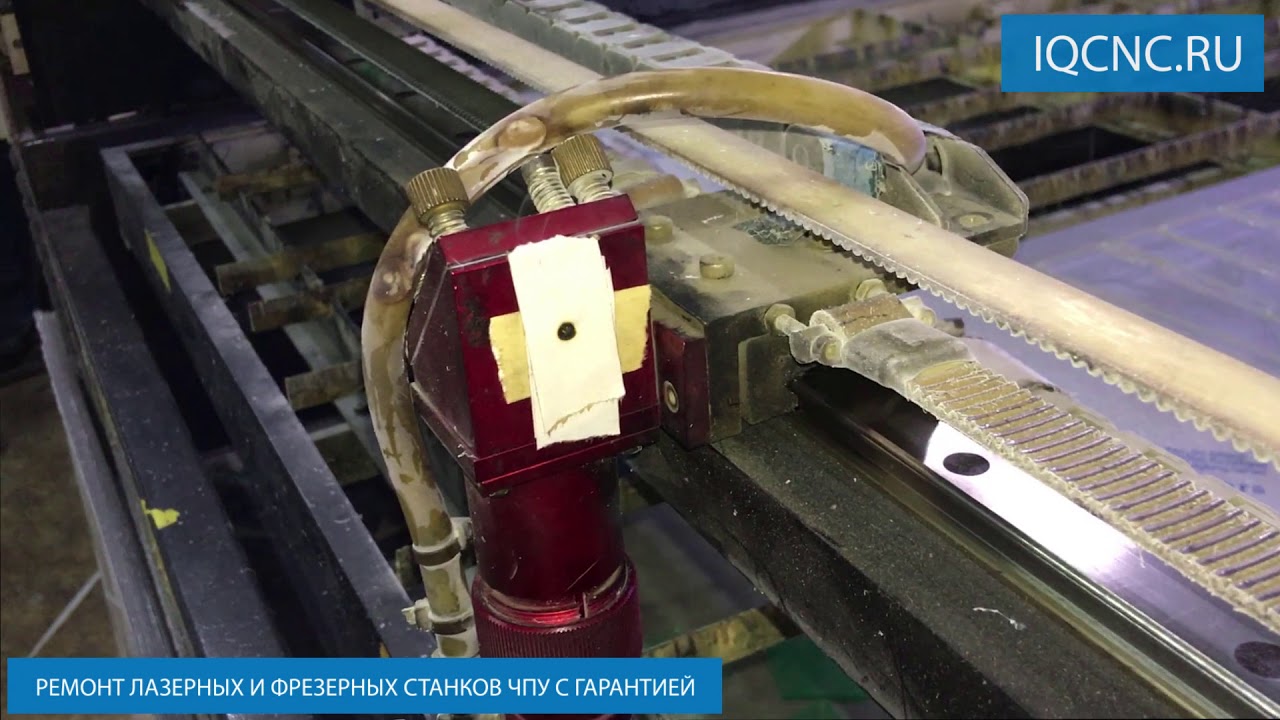
Таким образом, сложность процесса заключается в том, что придется взаимодействовать с тремя координатами сразу. Более того, лазер незаметен для человеческого зрения, но может нанести вред открытой коже или глазам.
Поэтому во время этого необходимо соблюдать все правила безопасности и быть осторожным. Данный процесс также можно доверить профессионалам, которые имеют опыт выполнения похожих задач. Если владелец решил разобраться с этим вопросом самостоятельно, настройку стоит проводить в следующей последовательности:
- Для начала требуется определить положение лазерной трубки – для этого первое зеркало закрывается (для этого достаточно прикрепить кусок с помощью двустороннего скотча). После этого можно запустить агрегат и направить линию на бумагу. Изменяя размещение трубки с помощью держателей, нужно добиться того, чтобы луч попадал на середину светоотражающей поверхности. При этом лучше выставить минимальную мощность агрегата, при которой та не загорится.
- Затем можно снять бумагу с элемента и прикрепить ее на второе зеркало. Процедура остается прежней – необходимо добиться попадания в центр «мишени». При этом важно проследить за тем, чтобы такая точность сохранялась в различных положениях. Для этого второй элемент перемещается по оси Y на максимально близкие и дальние расстояния. Чтобы изменить нахождение луча на листе, используются винты оправы для первого зеркала.
- Юстировка второго зеркала выполняется по аналогичному принципу – мишень крепится на третий элемент, после чего точка фокусируется на центре листа с помощью винтов для регулировки. Здесь также важно убедиться в том, что линия попадет в центр бумаги, находясь в крайних точках оси Х.
После этого выполняется настройка третьего зеркала. Для выполнения этой задачи бумага перемещается на рабочую поверхность. На данном этапе важно добиться того, чтобы линия оказалась в центре оси тубуса и фокусирующей линзы. Для этого требуется поднять рабочий стол до отметки, в которой лист соприкоснется с тубусом.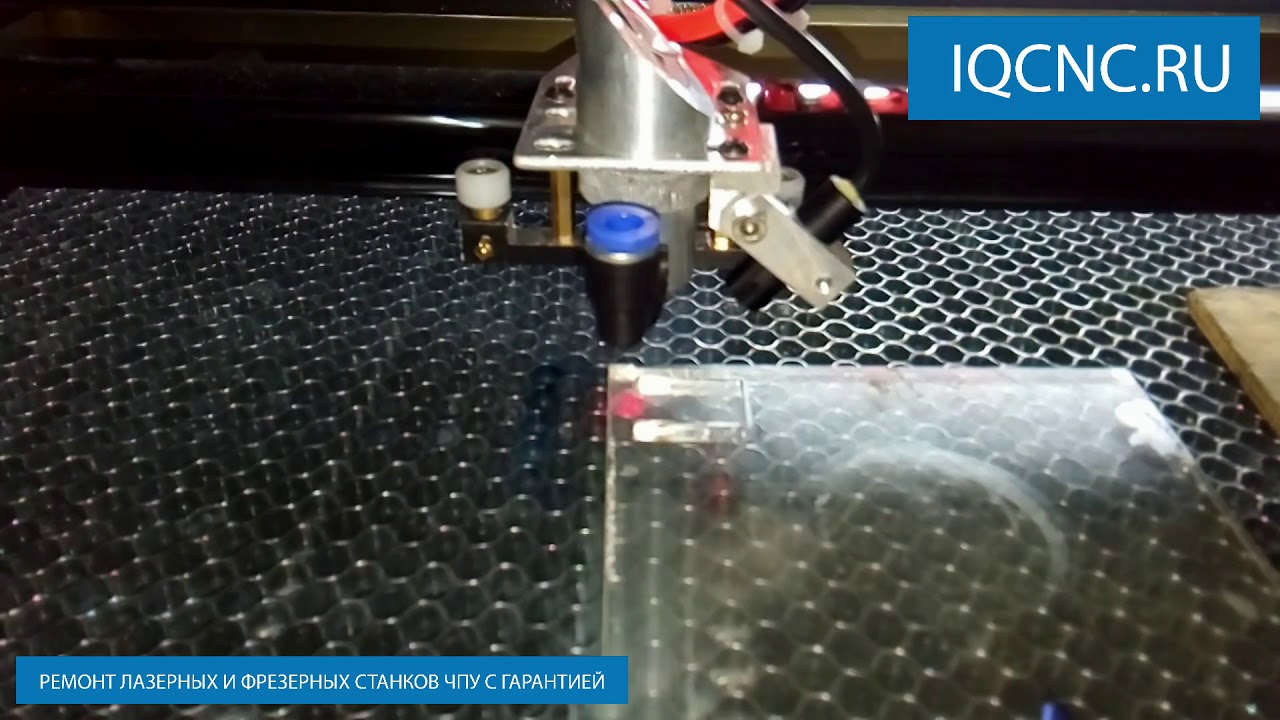 Затем стол опускается до фокусного расстояния. Заключительным шагом станет наладка до центра мишени.
Затем стол опускается до фокусного расстояния. Заключительным шагом станет наладка до центра мишени.
Выполнение такой процедуры обеспечит точное и четкое функционирование лазерного оборудования. Она необходима для того, чтобы сделать линию среза на заготовке тонкой и ровной, а также избежать порчи материала во время производства.
Основные ошибки при выполнении работы юстировки лазерного оборудования
Такая процедура является достаточно сложной, по этой причине получение должного результата может занять достаточно много времени. Как правило, главным показателем ошибочной настройки системы считается потеря качества во время обработки материала. К таким нарушениям относятся следующие примеры:
- ступенчатая форма кривой;
- получение овальных точек вместо круглых;
- неточный срез по оси Х;
- получение диаметра пятна, который не соответствует исходным показателям;
- заметная «размытость» во время фокусировки.
Для разрешения таких неполадок важно точно соблюдать порядок настройки. Так, юстировка всегда начинается с зеркала, которое ближе других находится к лазерной трубке. Некоторые опытные пользователи отмечают, что не надо стараться сразу же попасть лучом точно в центр мишени – достаточно будет выстрелить его в одну половину. После этого можно перевернуть поверхность на чистую сторону.
Главный показатель, за которым нужно проследить при выполнении – отсутствие «шатания» во время перемещения по координатам.
Другие полезные правила при юстировке лазерного станка
Особое внимание необходимо уделить юстировке третьего зеркала, который находится на головке излучателя. При фиксации лучше убедиться, что его положение строго вертикально, а конечная точка приходится именно на центр бумажной мишени. В противном случае возможно получение слишком вытянутых линий на материале и повреждение насадки из-за расплавления.
Помимо этого, следует убедиться, что размещение рабочего стола является правильным.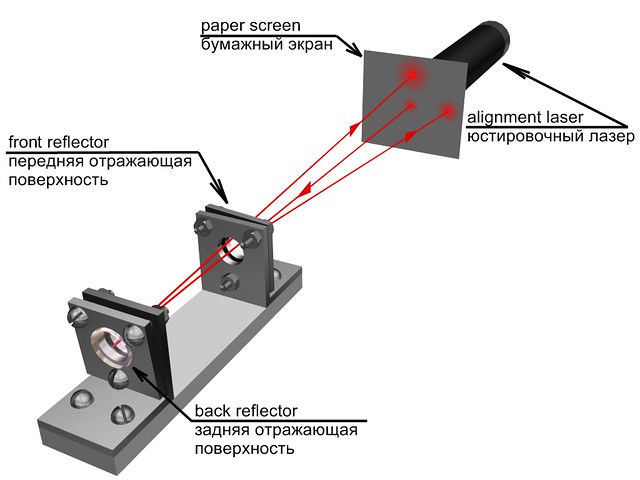 От этого элемента системы также во многом зависят итоги деятельности с заготовками. Перед запуском техники стол выставляется с точностью по уровню, это осуществляется с помощью специальных подвижных опор. Также следует регулярно следить за положением рабочей поверхности (применяя уровень), чтобы избежать производственного брака. Особое внимание этому вопросу стоит уделить в том случае, если оборудование оснащено автоподъемом.
От этого элемента системы также во многом зависят итоги деятельности с заготовками. Перед запуском техники стол выставляется с точностью по уровню, это осуществляется с помощью специальных подвижных опор. Также следует регулярно следить за положением рабочей поверхности (применяя уровень), чтобы избежать производственного брака. Особое внимание этому вопросу стоит уделить в том случае, если оборудование оснащено автоподъемом.
Поздравляем, теперь вы знаете зачем нужна юстировка лазерного станка, и почему это так важно при работе с лазерными станками.
- Даниил Гадюкин 2 лет назад Просмотров:
1 Инструкция по работе с лазерным станком Внимание! Прочитайте внимательно следующие пункты перед началом работы со станком. Наша компания не несет ответственности за потери и убытки, понесенные в результате ненадежности рабочей среды и беспорядочной работы на оборудовании!
2 Содержание Глава 1. Введение Область применения лазерных станков компании Talos Technology Глава 2. Описание оборудования 2.1 Описание оборудования 2.2 Технические характеристики Глава 3. Техника безопасности 3.1 Организация рабочего места 3.2 Общая техника безопасности при работе со станком Глава 4. Основные операции 5.1 Включение станка 5.2 Остановка станка 5.3 Регулировка параметров Глава 5. Настройка 4.1 Лазерный луч 4.2 Фокусное расстояние 4.3 Оптика Глава 6. Обслуживание и уход 6.1 Смазка станка 6.2 Зеркала и линзы 6.3 Протяжка соединений Благодарим Вас за выбор продукции компании Talos Technology! Для получения наилучших результатов и увеличения продолжительности работы оборудования рекомендуем Вам ознакомиться с инструкцией, которая обеспечит Вам удобство работы с лазерным станком.
3 Глава 1. Введение Область применения лазерных станков Лазерные станки представляют собой высокотехнологичный продукт, который заменяет традиционные механические способы резки и гравировки материалов. Очевидные преимущества это: высокая скорость обработки материалов, бесшумность, отсутствие необходимости предварительной обработки материалов, точность, широкий диапазон применения. Одновременно можно производить и гравировку, и резку материалов произвольной формы, использовать сложные контуры. Применение лазерных станков ограничивается лишь требованиями пользователя: Деревообработка: раскрой, гравировка фанеры, дерева, шпона, бамбука (мебельное производство, сувенирная продукция, предметы интерьера, домашняя утварь и пр.) Рекламная продукция: резка и гравировка органического стекла Швейное производство: раскрой ткани, резка и гравировка кожи, джинсы И прочее: изготовление печатей, штампов; обработка натурального и искусственного камня, пластика, и многое другое. Глава 2. Описание оборудования 2.1 Описание оборудования Лазерный станок ТТCAP 900*600 (рис. 2.1) обладает следующими отличительными характеристиками: Поддержка USB2.0. Выполнен на базе CO2 трубки Станок портального типа, что позволяет использовать материалы неограниченных размеров по длине. Поддержка форматов: DST PLT BMP dxf/dwg AI и др. Программа для подготовки управляющих программ Laser CAD в комплекте. Поддержка автономной работы без ПК. Поддержка ручного перемещения Направляющие HIWIN 15 мм. Контроллер с TFT дисплеем 4,3 дюйма Рабочий стол: ламельный (в базовой комплектации) Вытяжная вентиляция (в базовой комплектации) Водяная помпа (в базовой комплектации) Поддержка напрямую программ: CorelDraw, AutoCad, Adobe Illustrator Гравировка/резка: фанера, акрил, МДФ, доска, камня, кожи и др. Подъемный стол для работы с материалами различной высоты (опционально) Поворотное устройство для гравировки/резки на цилиндрических поверхностях (опционально)
Одновременно можно производить и гравировку, и резку материалов произвольной формы, использовать сложные контуры. Применение лазерных станков ограничивается лишь требованиями пользователя: Деревообработка: раскрой, гравировка фанеры, дерева, шпона, бамбука (мебельное производство, сувенирная продукция, предметы интерьера, домашняя утварь и пр.) Рекламная продукция: резка и гравировка органического стекла Швейное производство: раскрой ткани, резка и гравировка кожи, джинсы И прочее: изготовление печатей, штампов; обработка натурального и искусственного камня, пластика, и многое другое. Глава 2. Описание оборудования 2.1 Описание оборудования Лазерный станок ТТCAP 900*600 (рис. 2.1) обладает следующими отличительными характеристиками: Поддержка USB2.0. Выполнен на базе CO2 трубки Станок портального типа, что позволяет использовать материалы неограниченных размеров по длине. Поддержка форматов: DST PLT BMP dxf/dwg AI и др. Программа для подготовки управляющих программ Laser CAD в комплекте. Поддержка автономной работы без ПК. Поддержка ручного перемещения Направляющие HIWIN 15 мм. Контроллер с TFT дисплеем 4,3 дюйма Рабочий стол: ламельный (в базовой комплектации) Вытяжная вентиляция (в базовой комплектации) Водяная помпа (в базовой комплектации) Поддержка напрямую программ: CorelDraw, AutoCad, Adobe Illustrator Гравировка/резка: фанера, акрил, МДФ, доска, камня, кожи и др. Подъемный стол для работы с материалами различной высоты (опционально) Поворотное устройство для гравировки/резки на цилиндрических поверхностях (опционально)
4 Рис. 2.1 Лазерный станок ТТCAP 900* Технические характеристики Наименование параметра Значение Рабочая поверхность, мм. 900*600 Перемещение по осям X, Y 546мм, 840мм соответственно Мощность лазера, Вт В соответствии с комплектацией. Срок службы лазерного излучателя, ч. В зависимости от модели Точность позиционирования, мм. 5 При температуре выше, элементы станка (лазерная трубка в частности), будут нагреваться, что приведет к поломке. Влажность в помещении должна быть менее 80%. При более высокой влажности на оборудовании образуется конденсат, который может навредить электронному устройству. Помещение, в котором устанавливается оборудование, должно быть хорошо вентилируемое. Избегайте резких скачков напряжения. Следите за уровнем: при высоком уровне напряжения электропитание оборудования выйдет из строя. 3.2 Техника безопасности при работе со станком Лазерное излучение незаметно невооруженным взглядом, поэтому работа с оборудованием требует следующих мер: Запрещается оставлять станок включенным без присмотра рабочего персонала — это может привести к пожару. Запрещается направлять излучатель на живых существ даже в случае, если он обесточен. Запрещается использовать станок при открытом доступе к электронике, излучателю, линзам. Правильное и надежное заземление поможет избежать выхода из строя электронных компонентов. При обнаружении посторонних шумов прекратите работу и обесточьте оборудование. Компания не несет ответственности за работу оборудования вследствие ремонта не специально обученными работниками. Запрещено самостоятельно ремонтировать оборудование. Запрещается работать в взрывоопасной среде, рядом с легковоспламеняющимися предметами. Глава 4. Основные операции Основные элементы станка приведены на рис. 4.1 Оборудование включает в себя 4 системы: оптическая, механическая, контроля и вспомогательная. Оптическая система: лазерный излучатель CO2, высоковольтный блок питания, три передающие зеркала, фокусирующая линза. Механическая система: направляющие, шаговые двигатели, ременные передачи. Система контроля включает в себя материнскую плату, блок питания постоянного тока, блок управления. Дополнительно можно выделить систему внешнего оборудования: вытяжная, охлаждающая система, компрессор. 4.1 Включение станка Перед включением заземлите оборудование. Станок подключается к сети переменного питания 220 V, он потребляет 1600 W, поэтому убедитесь в надежности вашей электропроводки. Внимание: запрещается заземлять оборудование на нулевой провод электросети.
При более высокой влажности на оборудовании образуется конденсат, который может навредить электронному устройству. Помещение, в котором устанавливается оборудование, должно быть хорошо вентилируемое. Избегайте резких скачков напряжения. Следите за уровнем: при высоком уровне напряжения электропитание оборудования выйдет из строя. 3.2 Техника безопасности при работе со станком Лазерное излучение незаметно невооруженным взглядом, поэтому работа с оборудованием требует следующих мер: Запрещается оставлять станок включенным без присмотра рабочего персонала — это может привести к пожару. Запрещается направлять излучатель на живых существ даже в случае, если он обесточен. Запрещается использовать станок при открытом доступе к электронике, излучателю, линзам. Правильное и надежное заземление поможет избежать выхода из строя электронных компонентов. При обнаружении посторонних шумов прекратите работу и обесточьте оборудование. Компания не несет ответственности за работу оборудования вследствие ремонта не специально обученными работниками. Запрещено самостоятельно ремонтировать оборудование. Запрещается работать в взрывоопасной среде, рядом с легковоспламеняющимися предметами. Глава 4. Основные операции Основные элементы станка приведены на рис. 4.1 Оборудование включает в себя 4 системы: оптическая, механическая, контроля и вспомогательная. Оптическая система: лазерный излучатель CO2, высоковольтный блок питания, три передающие зеркала, фокусирующая линза. Механическая система: направляющие, шаговые двигатели, ременные передачи. Система контроля включает в себя материнскую плату, блок питания постоянного тока, блок управления. Дополнительно можно выделить систему внешнего оборудования: вытяжная, охлаждающая система, компрессор. 4.1 Включение станка Перед включением заземлите оборудование. Станок подключается к сети переменного питания 220 V, он потребляет 1600 W, поэтому убедитесь в надежности вашей электропроводки. Внимание: запрещается заземлять оборудование на нулевой провод электросети. Плохое заземление ведет к сокращению срока работы оборудования, может привести к неисправности отдельных элементов и угрожать жизни оператора.
Плохое заземление ведет к сокращению срока работы оборудования, может привести к неисправности отдельных элементов и угрожать жизни оператора.
6 Рис. 4.1 Основные элементы станка. Подключение Чиллера. В чиллере используется чистая дистиллированная вода. С помощью воронки через отверстие наполните чиллер водой (5-10 л.). Подключите чиллер к станку согласно маркировке А-А, В-В Подключите розетку чиллера к питанию. Важно! Нельзя допускать замерзания жидкости в охлаждающей системе-это может привести к повреждениям колбы. Рабочий диапазон температуры охлаждающей жидкости от 15С до 30С. При увеличении температуры выше рабочего порога мощность излучателя падает. Подключение к электросети. Подключите разъем шнура в гнездо к задней стенке станка. Второй конец вилка подключите в розетку на 220 вольт. Рекомендуется использовать один пилот для подключения всего оборудования станка. Включите чиллер (переключатель находится на самом чиллере.) Включите станок нажатием кнопки включения на дисплее. Подождите, пока охлаждающие каналы излучателя заполнятся жидкостью, и выйдет весь воздух. Важно! Запрещается работа излучателя без охлаждающей жидкости это может привести к его порче. Внимание: оборудование не отключается автоматически в случае отсутствия охлаждающей жидкости. Обдув зоны резки. Для предотвращения возгорания материала, а также во избежание загрязнения фокусирующей линзы продуктами горения используется обдув зоны резки.
7 Подключите вилку питания компрессора в розетку 220 вольт через переходник на европейскую розетку. Подключите шланг к выходу компрессора. Важно! В начале работы станка проверьте, выдув из сопла. В случае его загрязнения возможно повреждение линзы продуктами горения, а также перегрев. 4.2 Остановка станка По окончанию работы выключите станок в порядке, обратном включению: кнопка на дисплее — выключить чиллер — отключить питание. 4.3 Регулировка параметров Правильно установленные мощность и скорость движения лазера, соответствующие необходимым технологическим параметрам работы, гарантируют качественные результат. Регулировка основных параметров осуществляется либо в настройках программного обеспечения, либо через меню дисплея. Внимание: оптимальная мощность работы лазерного излучателя: 60%. При более высокой мощности износ трубки осуществляется быстрее. Работа с мощностью от % может привести к внезапной неисправности трубки, как следствие — замене. Рабочий материал необходимо перемещать аккуратно, необходимо использовать материал одной высоты для сохранения фокусного расстояния. Глава 5. Настройка 5.1 Лазерный луч Станок имеет следующий лазерный тракт: 1. Луч из излучателя попадает на подвижное, первое зеркало, стоящее под углом 45 к излучателю; 2. От первого зеркала отраженный луч попадает на второе зеркало, установленное на подвижном портале оси X, под углом 45 ; 3. От второго зеркала, луч попадает на третье, установленное на подвижной головке; 4. Отражаясь на третьем зеркале, луч направляется вниз на фокусирующую линзу, далее на материал. 5.2 Фокусное расстояние Сфокусированный луч имеет большую мощность и меньшее пятно. Для качественной гравировки и резки необходимо каждый раз устанавливать фокусное расстояние при использовании материалов разной толщины. Фокусное расстояние на лазерном станке TTCAP равно 12 мм. Фокусное расстояние регулируется следующим образом: 1. Ослабьте гайку; 2. Установите мерку на материал; 3. Отрегулируйте высоту тубуса с линзой; 4. Закрутите стопорное кольцо
Регулировка основных параметров осуществляется либо в настройках программного обеспечения, либо через меню дисплея. Внимание: оптимальная мощность работы лазерного излучателя: 60%. При более высокой мощности износ трубки осуществляется быстрее. Работа с мощностью от % может привести к внезапной неисправности трубки, как следствие — замене. Рабочий материал необходимо перемещать аккуратно, необходимо использовать материал одной высоты для сохранения фокусного расстояния. Глава 5. Настройка 5.1 Лазерный луч Станок имеет следующий лазерный тракт: 1. Луч из излучателя попадает на подвижное, первое зеркало, стоящее под углом 45 к излучателю; 2. От первого зеркала отраженный луч попадает на второе зеркало, установленное на подвижном портале оси X, под углом 45 ; 3. От второго зеркала, луч попадает на третье, установленное на подвижной головке; 4. Отражаясь на третьем зеркале, луч направляется вниз на фокусирующую линзу, далее на материал. 5.2 Фокусное расстояние Сфокусированный луч имеет большую мощность и меньшее пятно. Для качественной гравировки и резки необходимо каждый раз устанавливать фокусное расстояние при использовании материалов разной толщины. Фокусное расстояние на лазерном станке TTCAP равно 12 мм. Фокусное расстояние регулируется следующим образом: 1. Ослабьте гайку; 2. Установите мерку на материал; 3. Отрегулируйте высоту тубуса с линзой; 4. Закрутите стопорное кольцо
8 5.3 Оптика «Оптика» включает в себя три линзы отражения и одну фокусную. Две линзы отражения располагаются на боковых стойках верхней части оборудования, третья на лазерной головке. Отражатели закреплены винтами с пружинами. При монтаже отражателей не рекомендуется касаться поверхности линзы. Фокусная линза находится внутри головки. Для того, чтобы провести ТО или замену, необходимо демонтировать лазерную головку. Устанавливается линза выпуклой поверхностью вниз. Глава 6. Обслуживание и уход 6.1 Смазка Важно! Регулярно проводите плановое техническое обслуживание оборудования. Выход узлов станка по причине не проведения планового обслуживания не покрывается гарантией. Смазывать направляющие необходимо каждые часов работы. Не допускайте работы станка без смазки. Порядок смазки: 1. Обесточьте станок; 2. Удалите старую смазку чистой тканью. 3. Нанесите небольшое количество смазки на поверхность направляющей по всей длине; 4. Руками передвигайте подшипник по направляющей; 5. Удалите излишнюю смазку 6.2 Зеркала и линза Первое и второе зеркало возможно чистить, не демонтируя со станка. Чистка производится специальными салфетками для чистки оптики и медицинским спиртом. Смочите салфетку в спирте и круговыми движениями, без нажима, из центра к краям произведите чистку. Не нажимайте на зеркало во избежание изменения юстировки. Третье зеркало, на лазерной головке, необходимо снять со станка. Для этого, специальным инструментом, похожим на маленький шпатель, открутите крышку сверху лазерной головки, и аккуратно извлеките зеркало. Важно! Перед включением станка, убедитесь, что линзы высохли Протяжка соединений Контролируйте раз в 2-3 месяца резьбовые узлы и соединения станка. От вибрации при его работе возможны ослабления данных соединений и своевременная протяжка позволит избежать брака или поломки узлов станка. Мы всегда готовы совершенствоваться и работать над собой, поэтому с радостью ждем Ваши дополнения и замечания. Обращаем внимание, что данная инструкция НЕ является конечным вариантом, возможны дополнения и исправления.
Смазывать направляющие необходимо каждые часов работы. Не допускайте работы станка без смазки. Порядок смазки: 1. Обесточьте станок; 2. Удалите старую смазку чистой тканью. 3. Нанесите небольшое количество смазки на поверхность направляющей по всей длине; 4. Руками передвигайте подшипник по направляющей; 5. Удалите излишнюю смазку 6.2 Зеркала и линза Первое и второе зеркало возможно чистить, не демонтируя со станка. Чистка производится специальными салфетками для чистки оптики и медицинским спиртом. Смочите салфетку в спирте и круговыми движениями, без нажима, из центра к краям произведите чистку. Не нажимайте на зеркало во избежание изменения юстировки. Третье зеркало, на лазерной головке, необходимо снять со станка. Для этого, специальным инструментом, похожим на маленький шпатель, открутите крышку сверху лазерной головки, и аккуратно извлеките зеркало. Важно! Перед включением станка, убедитесь, что линзы высохли Протяжка соединений Контролируйте раз в 2-3 месяца резьбовые узлы и соединения станка. От вибрации при его работе возможны ослабления данных соединений и своевременная протяжка позволит избежать брака или поломки узлов станка. Мы всегда готовы совершенствоваться и работать над собой, поэтому с радостью ждем Ваши дополнения и замечания. Обращаем внимание, что данная инструкция НЕ является конечным вариантом, возможны дополнения и исправления.
Настройка зеркал оптической системы лазерного станка с ЧПУ
До недавнего времени контактная механическая обработка являлась одним из самых распространённых способов получения изделий. Однако с внедрением лазерных технологий и появлением лёгких в управлении и относительно дешёвых моделей лазерных станков с ЧПУ, возникла реальная альтернатива механическому резанию. Ведь бесконтактная обработка заготовок лазером обеспечивает высокое качество реза, отсутствие отходов, быстроту процесса, а также возможность работы с непрочными материалами, такими как бумага, ткань, кожа (в то время как их механическая станочная обработка крайне затруднительна).
Лазерный станок с ЧПУ представляет собой сложное оборудование, содержащее механические, оптические и электронные системы. Для получения высокого качества обработки заготовок, все системы станка должны работать чётко и слаженно. При этом в процессе эксплуатации ряд узлов теряет свои изначальные характеристики (вследствие износа или постепенного загрязнения). Чтобы вернуть показатели станка к первоначальной норме, необходима профилактическая настройка. В частности, настройке (распространённое название — юстировке) подлежит оптическая система лазерного станка.
Устройство оптической системы
Для генерации излучения лазерные станки с ЧПУ снабжены специальным агрегатом — трубкой с запаянной внутри газовой средой. Большинство «бюджетных» моделей лазерных станков с ЧПУ оснащены т. н. газовым лазером. То есть источником излучения в них служит активная среда из смеси газов (углекислого, азота и гелия). Под действием высокого напряжения газовая смесь генерирует монохромный лазер, который излучается с одного «рабочего» конца трубки.
Поскольку лазерная трубка имеет длину от 0,8 до 1,8 метров (в зависимости от номинальной мощности — чем мощнее трубка, тем большие габариты она имеет), то её устанавливают горизонтально в задней части лазерного станка (позади рабочего отсека для размещения заготовок). Таким образом, чтобы луч лазера падал на обрабатываемую поверхность заготовки, его следует «повернуть» и «подвести» к нужной точке. А поскольку станок не просто «освещает» заготовку, а ведёт головку излучателя вдоль траектории обработки (согласно файлу управляющей программы), то луч-«инструмент» также должен иметь возможность перемещаться — без разрыва потока мощности.
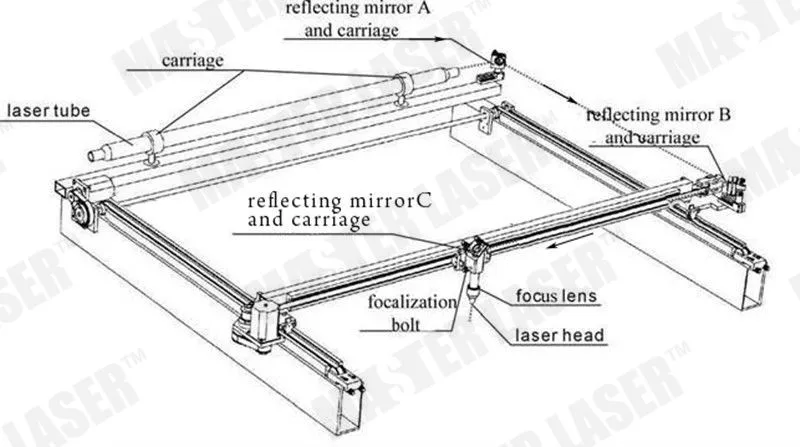
Для этого используется система зеркал. Первое (неподвижное) зеркало установлено сразу перед излучающим торцом лазерной трубки. Оно отклоняет луч вбок — «вглубь» рабочего отсека. «Ловит» луч второе зеркало — подвижное (перемещающееся вдоль координаты Y). Оно поворачивает луч ещё на 90 град. и посылает его на третье зеркало — перемещающееся вдоль координаты X. Таким образом, движение двух зеркал позволяет «покрыть» всю горизонтальную плоскость X-Y и подвести лазерный луч без разрыва в любую точку рабочего стола (и, соответственно, поверхности заготовки).
и посылает его на третье зеркало — перемещающееся вдоль координаты X. Таким образом, движение двух зеркал позволяет «покрыть» всю горизонтальную плоскость X-Y и подвести лазерный луч без разрыва в любую точку рабочего стола (и, соответственно, поверхности заготовки).
Далее, третье зеркало (совмещённое по оси с головкой излучателя) отклоняет лазер вниз, давая возможность излучателю перемещаться в вертикальной плоскости — вдоль координаты Z. Наконец головка излучателя «ловит» луч фокусирующей линзой, которая формирует на поверхности заготовки точку, необходимого для обработки размера (порядка 0,1-0,3 мм в диаметре).
Геометрически, ход лазерного луча оказывается совсем несложным. Но для получения требуемой точности обработки (которая даже для «бюджетных» моделей лазерных станков составляет впечатляющую величину 0,01 мм!) необходимо чтобы отклонение луча при всех его отражениях/преломлениях «на пути» к фокусирующей линзе было минимальным (на глаз — вовсе отсутствующим). Добиться этого без тонкой подстройки положения зеркал не представляется возможным.
Юстировка зеркал лазерного станка
Методика настройки зеркал чётко прописана в инструкции к каждому лазерному станку с ЧПУ. Проблема может быть в том, что для самых популярных моделей станков, произведённых в Китае, инструкция также может быть на китайском языке. А желание покупателей сэкономить выливается в нежелание производителя закладывать в цену оборудования стоимость перевода…
В любом случае, для тонкой подстройки лазерной системы станка можно воспользоваться приведённым ниже алгоритмом.
- Для визуализации «маркеров» от попадания лазера следует использовать тонкую акриловую полоску (размерами 10х40 мм, толщиной 2 мм), приклеиваемую к зеркалу двусторонним скотчем.
- Убедиться что на выходе из торца лазерной трубки луч бьёт в первое зеркало не по самому краю.
- Вращением микровинтов подстройки первого зеркала добиться чтобы луч попадал в центр выходного отверстия («на пути» ко второму зеркалу).
- Подстройкой второго зеркала добиться, чтобы луч «не уходил» с него при движении каретки на всём расстоянии вдоль координаты Y.
- Подстройкой третьего зеркала добиться, чтобы луч «не терялся» при движении на всю глубину вдоль координаты Х.
- Подстройкой четвёртого зеркала нужно добиться, чтобы луч не смещался при любом вертикальном перемещении излучателя (движении вдоль координаты Z).
- Следует настраивать систему так, чтобы лазерный луч на всём «маршруте» оставался по центру воображаемой «трубы», равной диаметру зеркала.

Регулировать следует именно рабочий лазерный луч. Если станок оснащён красным лучом подсветки (позиционирования головки излучателя), ориентировать по нему следует лишь косвенно.
По окончании юстировки следует убедиться, что лазер не касается/не отражается от выходного конуса головки излучателя.
Следует помнить, что излучение СО2-лазеров может оставлять ожоги на коже и опасно для глаз
Любую настройку лазерной системы необходимо проводить с использованием средств индивидуальной защиты!
Юстировка лазерного станка своими руками
В процессе эксплуатации лазерного станка, вследствие его интенсивной работы длительное время, может возникнуть рассогласованность элементов его оптической системы. Чтобы восстановить корректную работу аппарата, необходимо выполнить настройку его оптических узлов.
Читайте материал о порядке юстировки лазерного станка своими руками.
Содержание
Юстировка лазерного станка
Как и в любом сложном оборудовании, в лазерных станках, при длительной эксплуатации, может нарушиться изначальная настройка. Самое уязвимое место — система зеркал.
Если зеркало лопнуло или оплавилось, то тут поможет только замена зеркала.
Если CO2-излучатель работает без проблем, зеркала чистые, а резки и гравировки не происходит, то скорее всего необходимо произвести юстировку станка.
Правила юстировки лазера
Основа юстировки оптической системы лазерного станка заключается в последовательной настройке каждого зеркала, которая позволит направить лазерный луч из трубки в фокусирующую линзу. Попытка исправить нарушение, отрегулировав только одно зеркало, усугубит проблему. Настраивать зеркала необходимо последовательно, от первого оптического узла к третьему.
В процессе юстировки первого и второго оптического узла допускается отклонение лазерного луча от центра. Луч может отражаться с легким смещением на одной из половин зеркала. После дополнительной настройки зеркала след будет падать на вторую половину. Следует помнить, что лучевой след не должен смещаться вдоль зеркальной плоскости, когда она перемещается вдоль координатной оси.
Самый важный этап настройки — третий оптический узел, который расположен у тубуса с линзой. В данном случае луч должен отражаться строго по центру, проходить параллельно центральной оси линзы. В случае отклонения луча по вертикали будет повреждена насадка излучателя.
Подготовка к юстировке лазерного станка
Источник: promzn.ru
Надежная юстировка лазерного станка осуществляется или при помощи встроенного юстировочного лазера, или с помощью светодиодной лазерной указки. Подготовка к юстировке осуществляется в такой последовательности:
- Из лазерной указки извлекается лазерный модуль;
- Светодиодный модуль подключают к источнику электроэнергии;
- На третье зеркало станка наклеивают скотч, в то же время каретка зеркала должна находиться на максимальном расстоянии от излучателя;
- Включить рабочий лазер, чтобы прожечь отметку на мишени;
- Через 10 минут после выключения рабочего лазера в лазерной трубке крепится светодиодный модуль. Для надежной фиксации можно использовать поролон;
- После включения светодиодного модуля красная точка должна попасть в прожженный участок мишени.
 Для надежной фиксации можно использовать поролон;
Для надежной фиксации можно использовать поролон;
Как юстировать лазерный станок своими руками: пошаговая инструкция
Регулировка положения лазерной трубки
Начинать юстировку следует с регулировки положения лазерной трубки. Скотч, который выполняет роль мишени, наклеивают на первое зеркало. Затем трубку настраивают так, чтобы луч попадал в центральную часть мишени.
Установка мишени на зеркала
На следующем этапе мишень устанавливают на второе зеркало, что позволяет отрегулировать первое. Задача состоит в том, чтобы метка попала в центр при расположении каретки на оси Y на разных расстояниях от неподвижного узла. Направление луча регулируется при помощи винтов неподвижного зеркала.
Регулировка третьего оптического узла
Скотч наклеивают на третье зеркало, после чего повторяют предыдущую процедуру, но уже со вторым зеркалом. След от лазера должен попасть в центр. Следует на оси X выставить третье зеркало в предельные положения, чтобы убедиться в точности попадания на разных полюсах.
Совмещение мишени и сопла
Наибольшую сложность представляет юстировка третьего оптического узла. Обязательно нужно отрегулировать положение лучевой метки, чтобы она находилась в центре мишени, которая находится на рабочем столе.
Отладка лазерного станка
На завершающем этапе нужно убедиться, что круг мишени по диаметру совпадает с выходным соплом. Для этого поверхность рабочего стола поднимается до контакта с соплом, а затем рабочий стол медленно опускают, контролируя расположение мишени. Когда стол находится в нижнем положении, винтами третьего зеркала регулируется положение лазера.
Для этого поверхность рабочего стола поднимается до контакта с соплом, а затем рабочий стол медленно опускают, контролируя расположение мишени. Когда стол находится в нижнем положении, винтами третьего зеркала регулируется положение лазера.
Нюансы, которые надо учитывать при юстировке лазера своими руками
Самостоятельная настройка лазерного аппарата требует от специалиста максимальной внимательности на каждом этапе. При неправильной настройке, в лучшем случае, придется повторить юстировку, а в худшем, если рабочий луч лазера отклонится от верной траектории, может быть испорчено оборудование.
Важные нюансы при юстировке лазера:
- При подготовке, лазерную трубку следует установить параллельно оси X и надежно закрепить — это облегчит весь процесс юстировки;
- После окончания юстировки — мишени из скотча следует аккуратно отклеить, а зеркала протереть ватными палочками со средством для чистки оптики;
- После завершения юстировки, при первом пуске рабочего лазера, следует установить мощность луча на минимум.
Выполнение самостоятельной юстировки лазерного станка — процесс несложный, при соблюдении описанных выше правил. Работа не требует специальных инструментов, а благодаря использованию лазерной указки процесс становится безопасным.
Купите лазерный станок с ЧПУ в Top 3D Shop — получите качественное оборудование на гарантии, лучшую техподдержку и отличный сервис.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:
Юстировка зеркал лазерного станка
Сообщение Виктор-Vitya » 01 окт 2009 16:40
Сообщение Сергей Наумов » 01 окт 2009 17:03
Юстировка
Сообщение juko » 28 мар 2010 16:17
Сообщение Kirill » 29 мар 2010 09:41
Сообщение nicon » 14 мар 2012 18:13
Сообщение Александр Белов » 16 мар 2012 20:35
Сообщение nicon » 19 мар 2012 10:20
Юстировка.
Сообщение Владимир2004 » 19 мар 2012 15:29
Сообщение 3D-BiG » 19 мар 2012 20:27
Сообщение ni82 » 14 авг 2012 07:07
15мм.
Как правильно выставлять пятно в центр первого зеркала? Повернув его перпендикулярно трубе или же выставлять в “рабочем” положении?
Уже два дня с ним вожусь.
Заметил что направляющая Х (с лева на право) не перпендикулярна направляющей Y (от себя- к себе).
Сообщение Kirill » 17 авг 2012 09:39
Все зеркала выставляются только в рабочем положении!
при этом не обязательно, чтобы луч приходил в цент 1го и 2го зеркала. это скорей приятное исключение. эти зеркала – транспортные и их задача передать луч на голову. на 1м зеркале настраиваете чтобы луч не касался ободков, не был сильно завален к краю. на втором луч должен бить в одну точку в крайних положениях портала. не в центр, но в одну точку. смотрите чтобы он опять же к краям сильно не заваливался – проще будет с 3м зеркалом. А вот на 3е заркало луч должен приходить в центр! если он будет вышениже – не будет вертикального реза. правеелевее – может появиться двойной луч либо будет потеря мощности
если направляющая не перпендикулярна парталу – будете еще год юстировать) выставьте сначала 90 градусов. Ослабляете муфту на валу с одной строны и подтягиваете эту сторону, закрепляете муфту..
переулок офис 110
отдел продаж
тел.: ;
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Александр
Склад
т.: Михаил
Сервисная служба
Принтеры
будни с 17-00
т
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Леонтий
Сервисная служба
Лазерное оборудование
будни с 17-00
т
skype: mike_kor
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
У вас должен быть включен JavaScript для просмотра.
Михаил
Очередь просмотра
Очередь
- Удалить все
- Отключить
YouTube Premium
Хотите сохраните это видео?
Пожаловаться на видео?
Понравилось?
Не понравилось?
Текст видео
После просмотра этого видео вы точно станете мастером по юстировке лазерного станка и сможете это делать, как говорится, с закрытыми глазами.
Кстати, купить лазерный станок можно тут https://vk.cc/8gPR3L заказать настройку и ремонт тут https://vk.cc/8gPWcE
Это первая часть видео из серии “Как юстировать лазерный станок”, теоретическая. Объясняем на пальцах основы юстировки лазерного станка или гравера, показываем, как это правильно делать, как регулировать лазерную трубку, зеркала, линзу.
В общем, это полноценная инструкция.
Если у вас возникли вопросы по юстировке вашего лазерного оборудования, задавайте их в комментариях.
Запись на демонстрацию лазерных станков:
+7 (812) 309 50 46
+7 (499) 350 85 33
+7 (911) 972 62 63 + Viber, WhatsApp, Telegram
юстировка лазерного станка
лазерная юстировка
юстировка лазерного гравера
юстировка лазерного луча
юстировка зеркал лазерного станка
как сделать юстировку лазерного станка
юстировка лазерной трубки
юстировка лазерного станка инструкция
юстировка лазера
юстировка со2 лазера
лазерный гравер
лазерный станок
лазерный гравер с чпу
лазерный станок из китая
лазерный станок для резки фанеры
лазерный станок по дереву
настройка лазера
настройка лазерного станка
Ошибки при работе на CO2 станке
- Нарушение техники безопасности
- Неправильная настройка (юстировка)
- Нет компрессора (дополнительная опция) для бесперебойной работы
- Работа без системы охлаждения (не подключена)
- Сила тока лазерной трубки
- Фокусное расстояние
- Натяжение ремней
- Незакреплённая линза
- Неподготовленный файл для резки
- Оптимизации реза
- Параметры резки (Настройка)
- Резка в чистовую
- Обслуживание станка
- Нарушение парковочной позиции
- Не включается станок
- Обучение и нарушение стандарта.

*Более детально и подробно рассмотрим ошибки в работе с лазерными станками,
1. Нарушение техники безопасности
Обязательно наличие следующих условий:
- Заземление
- Вытяжка
- Стабилизатор
На рис. Плачевное состояние ламелей после ненадлежащего использования.
90 % причин пожара или иной погрешности в обработке изделий – это станок, оставленный без присмотра. Мастер запустил программу, покинул помещение, спустя время может произойти возгорание материала и/или станка, а далее и помещения. Также дополнительный фактор риска – отсутствие зоны резки
Лазерный луч передаётся от источника СО2 Трубки через четко настроенную систему зеркал и линз в точку реза. Следовательно, любое пересечение траектории лазерного луча приводит к ухудшению реза, а самое опасное к ожогу.
На рис. сгоревший станок. Результат несоблюдения техники безопасности при работе на СО2 станках.
2. Неправильная настройка (юстировка)
Юстировка – настройка расположения зеркал для правильной передачи от источника СО2 трубки в точку обработки.Любые отклонения от настроек ведут к искажению макета, раздвоению луча, изменению цвета реза (чёрный или толстый рез), падению мощности.Большинство проблем, связанных с получением некачественного результата обработки, является следствием неправильной юстировки лазерного станка.
На рисунке изображена деталь станка CO2 – сопло с подключенным обдувом и верным расстоянием до сотового стола.
Лазерные станки LaserTOR проходят пусконаладку, наши инженеры проводят обучение персонала Это позволит вам правильно проводить юстировку вашего станка и избежать технических проблем. Каждый станок может быть оснащен дополнительными опциями.
3. Нет компрессора для бесперебойной работы
Основная задача компрессора – охлаждать линзу и выдувать продукты горения из зоны резки. Чтобы продлить срок работы линзы, нужно учесть следующий фактор – чем сильнее происходит подача воздуха, тем более чистый рез изделия получается.
Чтобы продлить срок работы линзы, нужно учесть следующий фактор – чем сильнее происходит подача воздуха, тем более чистый рез изделия получается.
Обдув, благодаря компрессору, удаляет продукт горения с поверхности линзы, и охлаждает линзу.
Несоблюдение этих простых правил влечёт за собой перегрев линзы и как логичный итог, линза лопается.
4. Работа без системы охлаждения (чиллер)
На фото – трубки системы охлаждения, они обязательны и являются частью станка.
На фото – калибровка высота сопла (также подводится трубка охлаждения).
Оптимальная температура охлаждающей жидкости (дистиллированной воды) 17-21 градус Цельсия. При отсутствии в системе охлаждения чиллера (кондиционера, холодильника) температура будет гораздо выше нормы использования. В данной ситуации высок риск появления микротрещин, что влечет за собой потерю мощности и преждевременный выход станка из строя.
На фото – станок CO2 6040 с вытяжкой и чиллером
На практике часто встречаются хендмейды (системы охлаждения, сделанные своими руками) – пивные холодильники, вентиляторы и кулеры от электротехники, оконные кондиционеры.
На рис. Хендмейд-чиллер
Для контроля качества температуры системы – очень важно работать с чиллером (системой охлаждения). Он имеет замкнутый контур. Важно не забывать 2 раза в год менять дистиллированную воду и отслеживать температуру на электронном табло аппарата.
5. Сила тока лазерной трубки
На рис. Контроллер Ruida лазерного станка.
Специально в станках нашего производства предусмотрен амперметр
При запуске станка, сила тока высокая, что влияет на срок службы электродов, перегревающиеся при пуске станка. Лазерная трубка может выйти из строя не через 1500-10000 часов, а через 800. Мы предлагаем вам проверить на прочность наши лазерные трубки для CO2 станков. Убедитесь в их долговечности!
Мы предлагаем вам проверить на прочность наши лазерные трубки для CO2 станков. Убедитесь в их долговечности!
6. Фокусное расстояние установлено неверно
Банальная высота сопла влияет на качество и геометрию реза: косой торец, и всякого рода не четкий графический рисунок изделия.
При юстировке, происходит верификация истинного фокусного расстояния выставленного на заводе производителе.
7. Перетянутые или недотянутые ремни (Натяжение ремней)
Перетянутые ремни, 100% повлекут быстрый износ, лишними звуками при резке, появлением вибрации, и как итог пропуск шагов. Одним словом, качество изделия падает, а износ станка возрастает,
На рис. ремни лазерного станка
*«ОНО НАМ НЕ НАДО!!»
С другой стороны, слабо натянутые ремни, неизбежно повлекут нарушение геометрии, качества гравировки, резки.
*Ремень не должен болтаться, проверьте натяжение ремня рукой, попробуйте передвинуть головку без особых усилий. В случае сильного сопротивления передвижению, рекомендуем ослабить ремни.
8. Незакреплённая линза
На рис. линза для лазерного станка
При периодическом обслуживании элементов станка, зачастую требуется демонтаж и без разборки элемента невозможно провести обслуживание или плановый ремонт.
Пример замен линзы в головке Лазерного станка, и недостаточное закрепление линзы. Как результат при резке материала, появляется вредное дополнительное движение (вибрация) головки лазерного станка. Линза вибрирует в головке, и как итог крайне неровный рез.
9. Неподготовленный файл для резки
Самая распространённая ошибка, неправильно выбранный масштаб, используйте 1:1.
Отрезки и вся линия разбивается на ряд отрезков. Из практики, при переносе из программы Corel файла, последний может отображаться некорректно и по факту получаются ломаные отрезки.
Последний тип отклонения, наложение линий друг на друга – причина, дважды головка проходит по одному месту.
10. Оптимизация параметров резки
Во главе угла, оптимизация резки материала. На оптимизацию напрямую влияет с какой последовательностью, очередность линий, вырезается внутри овала, а потом сам овал и не наоборот.
11. Резка в чистовую
При возникновении недореза и нагара на материале стоит искать причину в настройках параметров скорости, длины шага, ускорении и мощности.
При постоянной скорости появляется нагар, поэтому следует варьировать параметры ускорения и замедления.
Чтобы этого не происходило нужно задавать минимальную мощность, и она будет изменяться пропорционально скорости.
12. Обслуживание станка
Процент брака до 15% от общего количества изделий. Качества материала, количество сучков.
*Образец качества, как эталонный вариант резки и перфорации.
ОТСУТСТВИЕ УХОДА ЗА СТАНКОМ
Обрезки и микроэлементы пыли, не удаляются в штатном порядке, регулярно и обязательно.
Грязь, обрезки и пыль, страшна при взаимодействии с влагой, пыль отличный проводник, любой пробой контакта, в лучшем случае послужит потери сети, в худшем возникновению пожара.
20 000 вольт при силе тока 15-20 мА, не смертельно хоть и чувствительно.
Наличие пыли в станке приводит к перегреву и короткому замыканию.
Регулярное протирание и удаление пыли с поверхности, лазерной СО2 трубки, анодированных ламелей, рабочего стола, сотового (ячеистого стола), послужит на благо продления срока использования Лазерного станка.
13. Нарушение парковочной позиции
Перед использованием станка, следует крайне внимательно ознакомиться с инструкциями и правилами:
Парковочная позиция
На рис. лазерная головка в начале координат (парковочная позиция)
лазерная головка в начале координат (парковочная позиция)
После окончания работы лазерная головка автоматически уходит в парковочную позицию, это удобно для сбора изделий и замены заготовки.
Интересный эффект наблюдается если задать эту точку вне рабочего стола.
Лазерная голова просто будет «долбиться» в край игнорируя концевые датчики и размеры стола.
Происходит это до тех пор, пока не прекратите процесс или станок не сломается станок 🙂
Зачастую макет подгружают с парковочной позицией.
*Лечится удалением загруженных макетов с неправильной парковочной позицией.
14. Не включается станок
На рис. контроллер Ruida лазерного станка
Следует начать с осмотра узлов и элементов станка:
- закрытые крышки элементов корпуса
- ключ зажигания
- нарушение кабеля питания
- обрыв USB провода
- не установлено программное обеспечение
- неисправность WiFi.
*Резюме – невнимательность мастера, оператора лазерного станка.
15. Обучение и нарушение стандарта.
Сегодня многие склонны, чтобы не тратить время, пренебрегать инструкциями, правилами и требованиями по эксплуатации.
90% клиентов, пренебрегающих простыми правилами, обращаются за ремонтом и приобретением комплектующих лазерного СО2 станка.
Если у Вас остались вопрос, не вошедшие в рассмотренный список, звоните или пишите нам. Мы с радостью подскажем и поможем.
[email protected]
8 (800) 500-57-83
8 (812) 332-52-86
8 (495) 540-57-83
Инструкция для новичков при работе с лазерным оборудованием
Гравировка и порезка материалов с помощью лазера — перспективное направление деятельности, и при наличии стартового капитала можно организовать доходный бизнес. Лазерный станок с ЧПУ является простым в эксплуатации, с его обслуживанием легко справится даже новичок. Но перед началом использования оборудовании для обработки материалов следует ознакомиться с некоторыми правилами работы на нем.
Но перед началом использования оборудовании для обработки материалов следует ознакомиться с некоторыми правилами работы на нем.
Общие положения
Все системы лазерного ЧПУ гравера управляются с помощью компьютера (контроллера). Алгоритм обработки задается в специальной программе, основой которой является графический файл с электронной моделью изделия. Режущий инструмент — это лазерный луч. Обработка происходит без механического воздействия на материал, поэтому заготовку достаточно правильно расположить на рабочей поверхности, не применяя жесткую фиксацию.
Первый запуск станка
Обычно установку купленного оборудования и пуско-наладочные работы производят специалисты фирмы-продавца. Если же вы отказались от профессиональной помощи и решили выполнить установку самостоятельно, следует четко придерживаться инструкции производителя. Это сложная работа, так как предстоит:
- подсоединить станок к электросети, не забыв о заземлении;
- проверить способность беспрепятственного перемещения инструментального портала;
- надежно закрепить лазерную трубку и провести юстировку оптической системы;
- собрать систему охлаждения и вытяжку;
- подключить компьютер и установить необходимые софты.
Когда станок собран и проверено подключение всех узлов и систем можно попробовать провести тестовые работы. От правильности действий во время подготовки к эксплуатации зависит долговечность станка. Поэтому лучше, чтобы первый запуск производил опытный наладчик.
Этапы работы
Работа по обработке начинается за компьютером. Для выполнения подготовительных работ потребуется специальное программное обеспечение: графический редактор для создания электронной модели и идущая в комплекте со станком управляющая программа.
Подготовка макета
Сначала в графическом редакторе, например, CorelDraw, AutoCAD или другом, создается электронный макет. В зависимости от того, какую работу предстоит выполнять — контурную резку, маркировку или объемную гравировку, изготавливают двухмерную или 3d модель. Готовый чертеж нужно сохранить в формате, который будет понятен станку (_.dxf, _.iso, _.stl, _.rlf). Создать графическую модель, не имея опыта, непросто. Поэтому для начала можно пользоваться готовыми файлами, идущими в комплекте с программным обеспечением, или скачанными в Интернете.
Готовый чертеж нужно сохранить в формате, который будет понятен станку (_.dxf, _.iso, _.stl, _.rlf). Создать графическую модель, не имея опыта, непросто. Поэтому для начала можно пользоваться готовыми файлами, идущими в комплекте с программным обеспечением, или скачанными в Интернете.
Загрузка параметров резки/гравировки
Далее готовый макет необходимо загрузить в программное обеспечение лазерного гравера и установить параметры обработки: мощность лазера и скорость реза. Следует понимать, что настроенный на один режим гравер не одинаково ведет себя при резке/гравировке материалов с разными параметрами. Чем тверже и толще заготовка, тем больше времени потребуется на прожигание ее поверхности лучом, иногда приходится выполнять резку в несколько проходов. Существуют таблицы с параметрами резки для разных наименований материалов, но на практике лучше проводить тестовую резку на небольшом образце. Чтобы продлить жизнь лазерной трубки, важно не использовать ее на максимальной мощности.
Фокусировка лазера на поверхности материала
Качество реза и гравировки зависит не только от характеристик станка, но и от правильной фокусировки лазера на обрабатываемой поверхности. Толщина заготовок может изменяться, а фокусирующая линза гравера способна концентрировать луч только на фиксированном расстоянии. Поэтому приходится регулировать расстояние между головой лазера и обрабатываемой поверхностью под разную высоту объекта. Таким образом добиваются максимально высокого качества обработки и минимально тонкой линии реза. На станках, где есть автофокус, эта настройка производится автоматически. В других случаях коррекцию фокуса нужно проводить вручную, ориентируясь на мерный брусок или другой мерный инструмент. Пробный прожиг позволит вам оценить качество фокусировки.
Размещение на рабочем столе и позиционирование заготовки
Для раскроя листовых материалов оптимальным является реечный стол. Работая с небольшими заготовками, мягкими или тонкими материалами лучше использовать ячеистый стол, а для фиксации заготовок — вакуумный прижим. Не менее важным для лазерной резки и гравировки является точное позиционирование заготовки. Ее нужно разместить на рабочей поверхности таким образом, чтобы луч точно попал в точку начала обработки.
Не менее важным для лазерной резки и гравировки является точное позиционирование заготовки. Ее нужно разместить на рабочей поверхности таким образом, чтобы луч точно попал в точку начала обработки.
Работа лазерного станка с ЧПУ в автоматическом режиме
Когда все подготовительные работы закончены, можно приступать к самой обработке. Этот этап станок с ЧПУ может выполнить самостоятельно. Но перед тем, как нажать кнопку запуска, не лишним будет проверить функциональность систем вентиляции и охлаждения. Если все в порядке, смело запускайте станок в работу.
Правила безопасности и ухода за лазерным станком
Для экономичного и безопасного пользования лазерным гравером следует периодически проверять состояние электрических составляющих, системы охлаждения, проводить своевременную чистку и смазку движущихся частей. Так как оптическая система является одной из важнейших элементов лазерного станка, необходимо особое внимание уделять чистоте фокусирующей линзы и зеркал. Уход за оптикой требует осторожности и аккуратности. Периодическая чистка проводится не менее раза в неделю, а при интенсивной нагрузке оборудования даже чаще.
Правильная работа всех компонентов станка важна не только для качества обработки, но и для безопасности использования. Исправность электрической части уменьшит вероятность несчастного случая от поражения током. Чистота рабочей поверхности, отсутствие мусора не позволит возникнуть пожару. Отсутствие пыли и нагара на оптике позволит избежать перегрева и повреждения линзы.
Важно: Профилактику и уборку станка проводить при выключенном питании.
Не забывайте о технике безопасности при работе на лазерном станке с ЧПУ:
- Помните, что лазерное излучение опасно для глаз, а при попадании на кожу вызывает ожоги.
- Не проводите обработку материалов, при нагревании которых выделяются токсичные вещества.
- Не храните рядом со станком легковоспламеняющиеся предметы и горючие вещества.
- Вовремя устраняйте неполадки в работе оборудования.
Тогда вы сумеете избежать различных неприятностей и добиться высокой производительности лазерного ЧПУ станка.
% PDF-1.5
%
346 0 объект
>
эндобдж
xref
346 101
0000000016 00000 н.
0000003493 00000 н.
0000003614 00000 н.
0000004332 00000 н.
0000005005 00000 н.
0000005042 00000 н.
0000005210 00000 п.
0000005322 00000 н.
0000005436 00000 н.
0000005798 00000 н.
0000010314 00000 п.
0000010876 00000 п.
0000011514 00000 п.
0000012743 00000 п.
0000014974 00000 п.
0000016963 00000 п.
0000019002 00000 п.
0000020833 00000 п.
0000021427 00000 н.
0000021672 00000 н.
0000021759 00000 п.
0000021883 00000 п.
0000023293 00000 п.
0000023621 00000 п.
0000024006 00000 п.
0000024495 00000 п.
0000025097 00000 п.
0000027102 00000 п.
0000028882 00000 п.
0000029194 00000 п.
0000030168 00000 п.
0000032818 00000 п.
0000036958 00000 п.
0000036989 00000 п.
0000037064 00000 п.
0000055139 00000 п.
0000055464 00000 п.
0000055530 00000 п.
0000055646 00000 п.
0000055677 00000 п.
0000055752 00000 п.
0000058300 00000 п.
0000058631 00000 п.
0000058697 00000 п.
0000058813 00000 п.
0000058844 00000 п.
0000058919 00000 п.
0000062826 00000 п.
0000063156 00000 п.
0000063222 00000 п.
0000063338 00000 п.
0000063369 00000 п.
0000063444 00000 п.
0000065287 00000 п.
0000065615 00000 п.
0000065681 00000 п.
0000065797 00000 п.
0000065828 00000 п.
0000065903 00000 п.
0000066233 00000 п.
0000066299 00000 п.
0000066415 00000 п.
0000067653 00000 п.
0000067692 00000 п.
0000068955 00000 п.
0000068994 00000 п.
0000070202 00000 п.
0000070241 00000 п.
0000071780 00000 п.
0000071819 00000 п.
0000072049 00000 п.
0000072437 00000 п.
0000072558 00000 п.
0000072704 00000 п.
0000072935 00000 п.
0000073327 00000 п.
0000073448 00000 п.
0000073594 00000 п.
0000074000 00000 п.
0000074390 00000 п.
0000074718 00000 п.
0000075052 00000 п.
0000075456 00000 п. 0000075859 00000 п.
0000076188 00000 п.
0000076558 00000 п.
0000076957 00000 п.
0000077252 00000 п.
0000077398 00000 п.
0000077473 00000 п.
0000077598 00000 п.
0000077905 00000 п.
0000077980 00000 п.
0000078290 00000 п.
0000078365 00000 п.
0000078675 00000 п.
0000078750 00000 п.
0000079056 00000 п.
0000079131 00000 п.
0000079440 00000 п.
0000002316 00000 н.
трейлер
] / Назад 2297103 >>
startxref
0
%% EOF
446 0 объект
> поток
h Umh [U ~ Mru67koM] RW # u ~ GS’h & 4, M & Mm: Fac0 ԡ? 2P 5B`E ~~% | ½y} {.
0000075859 00000 п.
0000076188 00000 п.
0000076558 00000 п.
0000076957 00000 п.
0000077252 00000 п.
0000077398 00000 п.
0000077473 00000 п.
0000077598 00000 п.
0000077905 00000 п.
0000077980 00000 п.
0000078290 00000 п.
0000078365 00000 п.
0000078675 00000 п.
0000078750 00000 п.
0000079056 00000 п.
0000079131 00000 п.
0000079440 00000 п.
0000002316 00000 н.
трейлер
] / Назад 2297103 >>
startxref
0
%% EOF
446 0 объект
> поток
h Umh [U ~ Mru67koM] RW # u ~ GS’h & 4, M & Mm: Fac0 ԡ? 2P 5B`E ~~% | ½y} {.
Простое измерение несоосности
Есть много причин, по которым можно выполнить несвязанное выравнивание. У нас может быть муфта с жестким допуском, которую нельзя установить без точного выравнивания валов. Или просто у нас нет муфты в тот момент, когда необходимо выполнить выравнивание. Несвязанные юстировки выполняются с использованием той же 5-ступенчатой процедуры юстировки, которую вы использовали бы для парных юстировок. Однако есть три отличия: как проводятся измерения, как производятся корректировки в реальном времени и как проверяется мягкость стопы.Ниже приведены простые инструкции о том, как выполнять измерения, регулировку в реальном времени и мягкую опору с помощью инструментов для центровки валов Easy-Laser:
Измерение центровки:
- Присоедините измерительный блок и кронштейны к каждому валу.
- Установите лазер S на вал неподвижной машины и лазер M на вал подвижной машины.
- Убедитесь, что лазеры находятся в положении «12 часов», используя цифровой дисплей лазеров, а – одинаковый угол. для обоих лазеров S и M отображаются (худший случай в пределах 1 градуса).
- Выберите режим многоточечного измерения и возьмите первую точку.
- Поверните каждый вал в следующую позицию измерения по вашему выбору, убедившись, что цифровой дисплей показывает один и тот же угол на обоих лазерах S и M (в пределах 1 градуса) и возьмите следующую точку.
- Повторяйте шаг 5, пока качество ваших измерений не превысит 90%.
- Сделайте второй набор измерений для обеспечения повторяемости.

Текущие настройки:
- Регулировка по горизонтали в реальном времени – поверните лазеры в положение «9 часов» или «3 часа», убедившись, что цифровой дисплей лазеров показывает под одинаковым углом для S- и M-лазеров (в пределах 1 градуса).
- Vertical – это просто добавление или удаление регулировочных шайб. Однако, чтобы выполнить вертикальную регулировку в реальном времени, поверните лазеры в положение на 12 часов, убедившись, что цифровой дисплей лазеров показывает один и тот же угол для обоих S- и M-лазеров (в пределах 1 градуса).
- Перейдите к экрану настройки в реальном времени и выполняйте движения, как если бы машины были соединены.
Размер мягкой стопы:
- После окончательного измерения выравнивания снова верните лазеры в положение «12 часов», убедившись, что цифровой дисплей лазеров показывает один и тот же угол для S- и M-лазеров (в пределах 1 градуса).
- Откройте экран измерения мягкой лапы и проверьте мягкую лапу, как если бы машины были соединены.
Посмотрите видеоролик о пятиступенчатой процедуре выравнивания вала, в котором описывается простой и эффективный способ выравнивания вращающегося оборудования.
Лазерный инструмент для центровки валов Fluke 830
Лазерный инструмент для центровки валов Fluke 830 – идеальный испытательный инструмент для точной центровки вращающихся валов на вашем предприятии.
Это известный факт – все вращающиеся механизмы подвержены перекосам. Если вы по-прежнему используете линейки и шкальные индикаторы, чтобы убедиться, что вращающееся оборудование правильно выровнено, вы можете терять тысячи долларов в год на замену подшипников, часы ненужного времени на ремонт и сокращение незапланированных простоев, не говоря уже о годах. срок службы вашей машины.
срок службы вашей машины.
Инструмент для лазерной центровки валов Fluke 830 прост в использовании и дает быстрые, точные и действенные ответы, которые обеспечат бесперебойную работу вашего предприятия.Когда дело доходит до лазерной центровки валов, данные хороши, но ответы лучше.
В отличие от метода линейки или индикаторов часового типа, Fluke 830 выполняет за вас сложные расчеты центровки, а это означает, что у вас будут ответы, необходимые для быстрой настройки машины и быстрого ввода в эксплуатацию. Усовершенствованный пользовательский интерфейс обеспечивает простые для понимания результаты, не требующие обширных знаний о выравнивании, и уникальный экран результатов «Все-в-одном», на котором отображаются как результаты сцепления, так и корректировки опор (вертикальные и горизонтальные) в реальном выражении, что упрощает предпринять корректирующие действия.
Поскольку простои оборудования обходятся дорого, повторяемость испытаний имеет решающее значение. В Fluke 830 используется запатентованная система прецизионной юстировки с одним лазером, которая обеспечивает точные и повторяемые результаты измерений, поэтому вы можете быть уверены, что решаете проблемы несоосности должным образом.
Другие полезные функции:
- Включает уникальный экран результатов «Все-в-одном», на котором отображаются как результаты муфты, так и поправки на вертикальные и горизонтальные опоры, что упрощает выполнение корректирующих действий.
- Имеет динамическую проверку допусков станка. который обеспечивает непрерывную оценку регулировок выравнивания, чтобы вы знали, когда ваша машина находится в допустимом диапазоне.
- Предлагает уникальный режим расширения для устранения грубого перекоса за счет виртуального увеличения размера лазерного детектора.
- Обеспечивает возможность автоматического сохранения и возобновления, чтобы гарантировать, что ваши данные будут там, когда вы нужно
Инструменты для лазерной центровки | Центровка вала и ремня
Инструменты для лазерной центровки поставляются в удобных для пользователя наборах, которые помогут вам исправить несколько типов несоосности. Ниже мы обсудим, как использовать инструмент для лазерной центровки вала и ремня, и многое другое.
Ниже мы обсудим, как использовать инструмент для лазерной центровки вала и ремня, и многое другое.
Важность лазерной юстировки
Согласно исследованию OAKTrust компании Texas A&M, посвященному усилиям перекоса муфты, по оценкам, от 50 до 70 процентов проблем с вибрацией во вращающемся оборудовании вызвано несоосностью. Фактически, поставщик оборудования для обеспечения надежности VibrAlign сообщил, что один из его клиентов обнаружил, что чуть более половины оборудования их завода было в той или иной степени смещено.Итак, почему центровка валов так важна?
Несмотря на то, что несоосность не оказывает количественного влияния на эффективность двигателя, правильная центровка гарантирует плавную и эффективную передачу мощности от двигателя к ведомому оборудованию, согласно исследованию несоосности вала двигателя, проведенному Центром технического обслуживания и надежности (MRC) Университета Теннесси. . Несоосность вызывает чрезмерную вибрацию и высокие нагрузки на подшипники, торцевые уплотнения, набивку и муфты, что снижает срок службы вращающегося оборудования.Другие эффекты несоосности:
- Упущенная продукция
- Более частые заказы на ремонт
- Увеличение закупок запчастей
- Некачественная продукция
Современные инструменты для лазерной центровки проверяют три типа несоосности: параллельное (смещение), угловое и их комбинацию. Оба основных типа (параллельный и угловой) могут возникать в вертикальной и горизонтальной плоскостях.
- Несоосность (смещение) параллельности возникает, когда осевые линии двух валов параллельны, но не находятся на одной линии. Валы могут быть смещены по горизонтали, что означает, что они смещены влево или вправо; или смещены по вертикали, то есть они расположены на разной высоте.
- Угловое смещение происходит, когда двигатель смещен под углом по отношению к ведомому оборудованию. Например, если вы проведете воображаемую линию от осевой линии вала двигателя и осевой линии вала ведомого оборудования, эти две линии в конечном итоге будут пересекаться, а не проходить по общей осевой линии. Угловое смещение может быть смещено по горизонтали или вертикали. Этот тип несоосности со временем может вызвать ощутимое повреждение валов двигателя и ведомого оборудования.
- Комбинированное смещение – это сочетание типов смещения, которое возникает, когда вал двигателя подвергается как угловому, так и параллельному смещению.
 Угловое смещение может быть смещено по горизонтали или вертикали. Этот тип несоосности со временем может вызвать ощутимое повреждение валов двигателя и ведомого оборудования.
Угловое смещение может быть смещено по горизонтали или вертикали. Этот тип несоосности со временем может вызвать ощутимое повреждение валов двигателя и ведомого оборудования.Ниже мы рассмотрим, как работают современные инструменты для лазерной центровки, основы настройки инструмента для лазерной центровки и шаги, которые необходимо предпринять перед юстировкой вашего оборудования.
Как работают инструменты для лазерной центровки
Цель инструмента для лазерной центровки – обеспечить совмещение двух соединенных валов; то есть их центральные линии имеют общую ось (коаксиальную). Современные лазерные инструменты для центровки имеют большое преимущество перед традиционными инструментами для центровки, такими как линейка, оптика и индикаторы часового типа. Они состоят из двух датчиков (лазерного излучателя и приемника), кронштейнов, стержней, цепей и блока индикации. Давайте разберем различные компоненты инструмента для лазерной центровки.
- Лазерные датчики центровки: Датчики следует устанавливать на вал, ступицу муфты, маховик или тормозной диск. Вы прикрепите стационарный датчик (обычно обозначается буквой “S”) к стационарной машине, а подвижный датчик (обычно обозначается буквой “M”) – к подвижной машине.
- Кронштейны: Кронштейны крепят датчики к машине. Они бывают разных конструкций и различных вариантов монтажа, таких как магнитные и немагнитные V-образные кронштейны, смещенные кронштейны и V-образные кронштейны со скользящими колесами для невращающихся валов.
- Удлинительные цепи: Удлинительные цепи помогают закрепить датчики на валу и могут быть отрегулированы при необходимости для валов большего диаметра.
- Удлинительные стержни: Удлинительные стержни используются для выравнивания валов с большими муфтами, поэтому лазерные пути остаются свободными. Датчики надеваются прямо на стержни.
- Блок дисплея: Блок дисплея показывает данные юстировки в реальном времени, когда лазерный инструмент юстировки снимает показания.Большинство дисплеев имеют встроенное программное обеспечение, ЖК-экраны, аккумуляторы, память, беспроводную связь и многое другое. Многие инструменты для лазерной центровки поставляются с мобильными приложениями, которые подключаются к инструменту по Bluetooth и отображают данные в реальном времени на мобильных устройствах.

Когда дело доходит до установки датчиков, для получения точных показаний важны шесть факторов: методы измерения, расстояние, угловое соотношение (инклинометры), кронштейны в сборе, место установки и прочая слабость.Давайте обсудим несколько подробнее.
- Методы измерения включают экспресс-метод, метод Tripoint и метод часов. Современные инструменты для лазерной центровки поставляются со встроенными в датчики инклинометрами, что делает первые два метода оптимальными. В методе Express центрирование вычисляется путем записи трех точек при повороте валов как минимум на 60 градусов. После записи первой точки две другие точки автоматически записываются, когда вал поворачивается в новое положение и удерживается там более двух секунд.
Метод Tripoint вычисляет условия центровки путем измерения в трех точках при повороте вала как минимум на 60 градусов. В отличие от экспресс-метода измерения проводятся вручную, а не автоматически.
Метод часов является более устаревшим методом и включает в себя три измерения в точках 9, 12 и 3 часа. Метод часов полезен, когда основание машины не является полностью горизонтальным или вертикальным, например, при установке под углом.Это также полезно, когда горизонтальная машина установлена на вертикальной плоскости.
Новые технологии, такие как технология Pruftechnik sensALIGN, теперь предоставляют пользователям тысячи точек измерения. Эта многоточечная функция требует сотни точек в любой степени; непрерывный режим (SWEEP) автоматически собирает эти точки.
- Монтажное расстояние легко регулируется: от почти соприкасающихся датчиков до примерно 10 метров друг от друга.
- Угловое соотношение означает возможность выполнения нескольких измерений вокруг вала. Большинство современных лазерных юстировочных инструментов имеют встроенные в датчики инклинометры. Уклинометры измеряют радиальное положение датчиков. Значения инклинометра используются при расчете перекоса. Это позволяет проводить измерения в любом месте вокруг вала. Значения инклинометра отображаются на вашем дисплее.

Настройка инструмента для лазерной центровки
Когда вы покупаете инструмент для лазерной центровки, он обычно поставляется в футляре со всеми необходимыми компонентами, такими как дисплей, удлинительные стержни, цепи, датчики, кронштейны и руководство пользователя.Настройка инструмента зависит от марки, типа и модели, которую вы покупаете, но большинство марок очень удобны для пользователя. Предустановленное программное обеспечение обычно помогает выполнить действия или процесс настройки центровки валов.
Инструмент для лазерной центровки вала
| Допуски центровки валов с прямым соединением | ||
|---|---|---|
| Скорость двигателя (Об / мин) | Параллельное смещение (мил) Коротко-гибкие муфты | Угловое смещение (мил) Распорная муфта |
| 900 | 3.0 (E), 6.0 (A) | 1.2 (E), 2.0 (A) |
| 1,200 | 2,5 (E), 4,0 (A) | 0,9 (E), 1,5 (A) |
| 1,800 | 2. 0 (E), 3.0 (A) 0 (E), 3.0 (A) | 0,6 (E), 1,0 (A) |
| 3,600 | 1.0 (E), 1.5 (A) | 0.3 (E), 0,5 (A) |
- Сначала следует установить кронштейны на муфту. Используйте цепи, чтобы прикрепить кронштейны к валу, регулируя диаметр.
- Затем разместите датчики на кронштейнах. Убедитесь, что правильный датчик установлен с правильной стороны. Датчики будут каким-то образом обозначать соответствующую сторону. Например, датчик «M» должен быть установлен на стороне двигателя, а датчик «S» должен быть установлен на неподвижной стороне.Оказавшись на правильной стороне, затяните датчики на стержнях.
- После того, как вы установили датчики, вы можете включить каждый из них и убедиться, что они выровнены. Современные инструменты для лазерной центровки очень удобны в использовании и выполняют почти всю работу за вас с помощью встроенного программного обеспечения. При установке нового выравнивания программа покажет вам, что делать, начиная с выполнения нескольких измерений. Вам необходимо измерить расстояние от кронштейна блока «S» до центра муфты, от центра муфты до центра кронштейна блока «M», горизонтальное расстояние от центра кронштейна блока «M». к первому болту на двигателе и горизонтальное расстояние от переднего болта на двигателе до заднего болта.Все эти измерения будут включены в программное обеспечение.
- Затем вам будет предложено ввести допуски станка. Вы можете определить их, используя тип машины и муфты или посмотрев скорость двигателя вашей машины и сравнив ее с предварительно загруженной или предварительно установленной таблицей допусков. Согласуйте скорость двигателя с соответствующим допуском. Большинство современных программных инструментов для лазерной центровки поставляется с таблицей допусков для справки. Ниже приведен пример таблицы допусков центровки валов для валов с прямым соединением. * E = отлично, A = приемлемо. Источник: Алан Люедекинг, Ludeca, Inc.
- После того, как эти числа введены, пора выполнить вертикальную коррекцию мотора. Ключевой частью этого шага является проверка того, что известно как «мягкая лапа». Это делается с помощью прилагаемых прокладок и размещения их под «ногами» двигателя. Проверка мягкой опоры может быть выполнена на этапе предварительного выравнивания, о котором мы поговорим позже, или после того, как вы выполните измерения, если вы обнаружите несоосность.
- Теперь вы можете подключать датчики к дисплею с помощью Bluetooth или беспроводного соединения. Это позволяет вам видеть данные в реальном времени во время работы датчиков. Он также показывает, нужно ли настраивать датчики. Если разница в углах превышает 2 градуса, вам следует отрегулировать один датчик вручную, чтобы исправить это. Затяните датчик «M» на стержнях и отрегулируйте положение датчика «S» на стержнях, пока лазер не совместится с центральной линией датчика «M». Затем вы отрегулируете лазерную линию единицы «M», чтобы она совпадала с центральной линией датчика «S».
 «Допуски на выравнивание вала и ступни: критика различных подходов». Через Министерство энергетики США
«Допуски на выравнивание вала и ступни: критика различных подходов». Через Министерство энергетики СШАПосле завершения настройки вы не сможете вносить изменения в датчики, иначе вы получите неточные показания. После настройки многие дисплеи лазерного инструмента для выравнивания показывают вам трехмерный вид вашей машины, поскольку он снимает три показания, пока вы настраиваетесь на правильные положения (9, 12 и 3 часа). Удобство использования большинства программ для лазерной центровки означает, что вы сняли точные показания в каждой позиции. Например, как только датчики будут правильно установлены в положение «9 часов», цвет кнопки изменится с красного на зеленый, что позволит вам записать это измерение.
Сравнение одиночного и двойного лазеров
Вероятно, это самый распространенный тип лазерного инструмента для юстировки на рынке, инструменты для юстировки с двумя лазерами требуют, чтобы вы отрегулировали оба лазера так, чтобы они попадали в противоположный детектор. Обычно это занимает больше времени и требует предварительного согласования. Инструменты для юстировки с одним лазером, как следует из названия, требуют юстировки одного лазера и иногда предпочтительнее, потому что расстояние между промежуточным валом или расстояние между станками обычно не влияет на измерение.Также нет необходимости в предварительном выравнивании с помощью одного инструмента для лазерной центровки.
Обычно это занимает больше времени и требует предварительного согласования. Инструменты для юстировки с одним лазером, как следует из названия, требуют юстировки одного лазера и иногда предпочтительнее, потому что расстояние между промежуточным валом или расстояние между станками обычно не влияет на измерение.Также нет необходимости в предварительном выравнивании с помощью одного инструмента для лазерной центровки.
Центровка несвязанного вала
Несмотря на то, что выравнивание вала при соединении машин происходит быстрее и точнее, иногда может потребоваться разъединение муфты. Это может проявляться, когда несоосность вызывает отклонение или изгиб вала, когда гибкая муфта становится жесткой или когда длинные валы, выступающие из внутреннего подшипника, не являются жесткими. Для облегчения центровки валов без сопряжения некоторые инструменты для лазерной центровки имеют встроенные в датчики инклинометры.У других есть собственная запатентованная технология, предназначенная для центровки валов без муфты.
Инструмент для выравнивания ремня / шкива
Инструменты для выравнивания ремня, или технически инструменты для выравнивания шкивов, используются для правильного выравнивания осевых линий канавок шкивов (по которым движется ремень) с надлежащим радиальным и осевым выравниванием. Поскольку ремни относительно недороги, выравнивание ремня или шкива обычно не считается серьезной проблемой; однако несоосность шкивов может вызвать другие проблемы в дополнение к сокращению срока службы ремня.К этим проблемам относятся:
- Повышенная нагрузка на вал и подшипник
- Повышенный износ шкивов, ведущий к сокращению срока службы шкива
- Повышенный шум и вибрация из-за износа ремня
Инструменты для выравнивания ремня или шкива помогают обнаружить три типа несоосности: радиальное биение вала, радиальное биение шкива и осевое биение шкива. Радиальное биение вала обычно означает, что вал погнут. Если он погнут за пределами допуска, вал следует заменить.
Если он погнут за пределами допуска, вал следует заменить.
Убедившись в отсутствии радиального биения вала, проверьте радиальное биение шкива . Если замечается биение, это обычно связано с ненормально расточенным шкивом или втулкой. В этом случае следует заменить шкив перед выравниванием.
Осевое биение шкива обычно означает, что вам следует проверить втулку с коническим фиксатором, чтобы убедиться, что она правильно установлена и затянута.Это также может означать, что размер вала меньше нормы или что шкив или втулка расточены неправильно.
Инструменты для выравнивания ремня или шкива различаются в зависимости от марки и типа, но обычно работают, прикрепляя два магнитных V-образных датчика в пазы шкива. В отличие от инструментов для центровки валов, у этих инструментов есть только два компонента: лазерный датчик и приемник. Приемный блок использует трехмерную целевую область для обнаружения горизонтального, вертикального и / или параллельного смещения.
Действия по предварительной настройке перед использованием инструмента для лазерной центровки
Выполнение точной юстировки начинается еще до того, как вы настроите свой лазерный юстировочный инструмент.Эти шаги и проверки перед юстировкой предлагаются VibrAlign, чтобы гарантировать правильную работу ваших лазерных юстировочных инструментов и достижение точной юстировки.
- Подготовка: Подготовка включает осмотр машины, которую вы собираетесь выровнять. Сюда входит проверка вставки и смазки муфты; проверка на ослабление болтов, особенно на опорах машины; и проверка труб на предмет очевидной деформации.
- Черновая обработка валов с помощью линейки: Этот процесс включает в себя позиционирование центральной линии подвижного вала с осевой линией неподвижного вала как по горизонтали, так и по вертикали.Это помогает сэкономить время при настройке инструмента для центровки позже и повышает точность процесса лазерной центровки валов. Вы должны получить примерно 20 мил.
- Правильная мягкая ступня: Вы когда-нибудь были в ресторане, садились, клали руки на стол, а затем чувствовали, как стол внезапно дернулся в сторону, чуть не пролив вашу воду? Это мягкая нога. Под «мягкой опорой» при центровке валов понимаются нижние болты, удерживающие подвижную машину на месте.Чтобы проверить мягкость опоры, начните с попытки вставить 5-миллиметровую прокладку под три угла каждой опоры. Если он подходит, переходите к следующей более толстой прокладке, пока зазор под ножкой не будет минимизирован. Вы также можете использовать циферблатный индикатор, чтобы увидеть, сколько вертикальных движений имеет ступня, и регулировать регулировку, пока движение не будет сведено к минимуму. Проделайте этот процесс для каждой ступни.
- Затягивайте ножки по диагонали: Чтобы уменьшить количество оставшихся мягких ножек, затягивайте ножки крест-накрест каждый раз при ослаблении или затягивании ножек.
- Проверка окончательной мягкой лапы: Ослабьте одну ногу подвижной машины и проверьте, нет ли оставшейся мягкой лапы, используя методы, упомянутые выше. Проверяйте каждую ступню одну за другой, исправляя оставшееся движение.
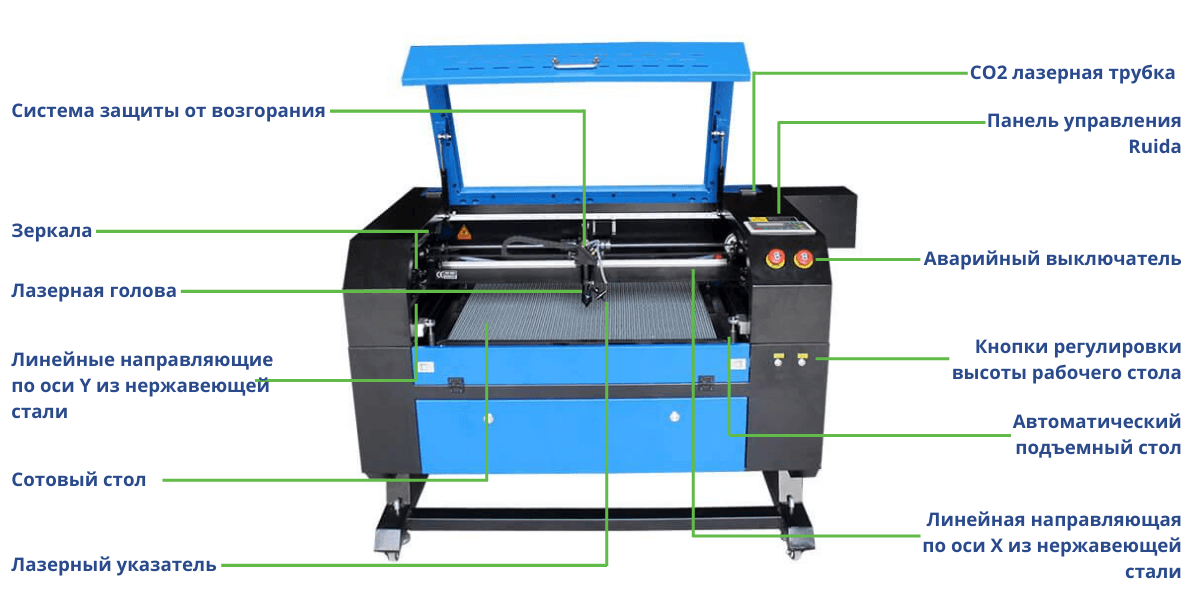 Вы должны получить примерно 20 мил.
Вы должны получить примерно 20 мил.Цена на инструмент для лазерной центровки
Правильная центровка муфты может избавить вас от множества проблем, таких как чрезмерный износ и потребление энергии, ускоренный вал и отказ муфты, а также повышенная вибрация.Поддержание выравнивания требует регулярного контроля. Современные инструменты для лазерной центровки и сопутствующее программное обеспечение сделали это довольно простым.
Итак, сколько стоят инструменты? Цена зависит от типа инструмента для центровки (центровка вала или ремня), от того, что входит в комплект для центровки, и от того, насколько продвинуты функции инструмента. Например, более универсальный инструмент для лазерной центровки с ультракомпактными измерительными блоками для очень узких пространств может стоить немного больше, чем стандартная модель. Посетив веб-сайты нескольких крупных дистрибьюторов, вы можете узнать текущие цены на инструменты для лазерной центровки валов и ремней, например следующие рекомендации:
Посетив веб-сайты нескольких крупных дистрибьюторов, вы можете узнать текущие цены на инструменты для лазерной центровки валов и ремней, например следующие рекомендации:
- Диапазон цен на инструмент для лазерной центровки валов: от 3700 до 25000 долларов
- Диапазон цен на инструмент для лазерной центровки ремня / шкива: от 1200 до 3500 долларов
Правильно выровненные машины обеспечивают повышенное время безотказной работы и снижение затрат на техническое обслуживание. Проверка и исправление несоосности – довольно простой процесс с помощью современных инструментов для лазерной центровки.
Ресурсный центр– HamarLaser
Источник: LGM Graphics, Inc. Информационный бюллетень компании
«По мере роста цен на бумагу и роста чувствительности к проблемам окружающей среды наиболее эффективное использование бумаги становится все более необходимым. Меня, как наблюдателя за окружающей средой LGM, очень интересует контроль и управление запасами нашей бумаги ». – Энвиро Эдди, экологический сторож, LGM Graphics Inc.
Звук – пронзительный 90 децибел механизированной активности – звук пресса Mark IV.Еще один журнал скатывается с печатной машины, и за то время, которое мне нужно, чтобы повернуть голову, подписи вырезаются, складываются и упаковываются на салазках, готовых к переплетному процессу. Звуки почти заглушают голос Билла, когда он описывает действие, происходящее вокруг нас.
Я Энвиро Эдди. Я нахожусь в пресс-центре LGM Graphics и собираюсь узнать от Билла Горальчука, менеджера по веб-технологиям и проектированию, какие шаги предпринимались и предпринимаются для получения контроля над бумагой, расходуемой в процессе печати.Наиболее эффективное использование бумаги становится все более настоятельным, поскольку цены на бумагу растут и растет чувствительность к проблемам окружающей среды. Меня, как наблюдателя за окружающей средой LGM, очень интересует контроль и управление запасами нашей бумаги.
При изучении проблемы бумажных отходов в игру вступает множество факторов. В начале каждой работы пресс обматывают, и начинается подготовка. Когда бумага протягивается через пресс, бригада регулирует цвет, водяной регистр, фальцовку и многие другие области и контролирует процесс печати.Итак, пока продукт не готов для экономии на салазках, что производится? Ты угадал; тем меньше отходов тратится на бумагу, чернила и рабочую силу.
С момента покупки Mark IV в 1988 году объем отходов при сборке и эксплуатации значительно сократился. И как мы это сделали? Я думал, ты никогда не спросишь.
Время схватывания цвета было сокращено за счет использования современного сканирования и компьютерной настройки печати. Регистр автоматически регулируется с помощью камер, которые используют мишени в сети для манипулирования бумагой и цилиндрами.Затем работа завершается папкой, управляемой компьютером.
Состав воды играет важную роль при печати. Характеристики городского водоснабжения могут варьироваться в зависимости от сезона и того, что город использует в воде, чтобы обеспечить безопасность для населения, которому он служит. Эти колебания в составе воды вызывают проблемы с получением цвета, и, опять же, когда цвета меняются в рамках работы, работа становится неприемлемой, что приводит к бумажным отходам. Хотя водоснабжение Виннипега далеко не самое плохое по содержанию примесей, оно вызывало определенные трудности.Чтобы противодействовать этой проблеме, LGM установила систему фильтрации обратного осмоса, которая очищает наш водопровод, удаляя все загрязнения, кроме 2%. Это еще больше сократило объем наших готовых отходов до такой степени, что примеси в воде больше не являются проблемой.
Количество бумаги, проходящей через современные печатные машины, просто феноменально – около 14 миллионов фунтов в год. Конечно, без метода контроля потери также были бы феноменальными.
Достижение эффективного метода управления и контроля количества макулатуры, выходящей из печатных машин, было долгой и трудной задачей для Билла Горальчука. Но постепенно битва за макулатуру выигрывается. Фактически это началось еще в 1982 году, когда была предпринята попытка «попытаться идентифицировать отходы в записях». Билл вместе с консультантом Джеком Расселом, имевшим опыт в области обращения с отходами, предпринял попытку разработать точную систему подсчета прессы.
Но постепенно битва за макулатуру выигрывается. Фактически это началось еще в 1982 году, когда была предпринята попытка «попытаться идентифицировать отходы в записях». Билл вместе с консультантом Джеком Расселом, имевшим опыт в области обращения с отходами, предпринял попытку разработать точную систему подсчета прессы.
После тестирования нескольких различных систем LGM выбрала технологию Toledo Seale Company, объединив ее с вкладом Билла и компьютерным опытом Mind Computers (Брэд Фрай и Нил Стерн), и создала систему, адаптированную к нашим особым требованиям.Эта система, использующая программное обеспечение QNX для Windows, разработанное в Оттаве, теперь предоставляет нам гораздо больше информации. Он устранил недостаточное и избыточное производство на рабочих местах, и мы знаем, сколько отходов происходит на рабочем месте – в настоящее время средний показатель составляет около 2%. Монитор показывает количество, которое должно быть напечатано, количество, которое уже было напечатано, и показывает процент отходов, образовавшихся в каждый момент работы печатной машины. Дополнительная функция систем включает программу профилактического обслуживания. Монитор показывает, в какой момент прессу нужны смазка и масло.
К моменту публикации этой статьи новый пресс Hantscho Mark 16 от LGM будет готов к работе. С выпуском нашей новой печатной машины стоимостью 4 миллиона долларов мы перейдем на рулоны бумаги шириной 50 дюймов. Это еще больше сократит количество макулатуры за счет сокращения количества стыков и уменьшит объем пространства, необходимого для хранения инвентаря, на 30-40%. Для решения проблемы несовпадения с оборудованием впервые используется новый метод, называемый «лазерное выравнивание» [система лазерного выравнивания HLI L-743 Ultra-Precision Triple Scan® *].Это повысит точность печати до 1/1000 дюйма по сравнению с нынешними 5-10/1000 дюйма. Планируется применить эту новую технику лазерной центровки к Mark IV в начале нового года.
Билл с нетерпением ждет того времени, когда периоды разминки пресса будут устранены. [Ред. Примечание. Несоосность приводит к расходу большого количества бумаги во время периодов прогрева.] Это еще больше снизит количество отходов бумаги, которые образуются при нагревании печатной машины до идеальной температуры печати. С этой целью Билл предлагает использовать какой-нибудь блочный обогреватель, аналогичный тому, что установлен в вашем автомобиле.Билл сравнил разработку нагревателей для прессов как «величайшее изобретение в отрасли со времен офсетной печати». В будущих выпусках PressPective будут развиваться события по мере их появления.
[Ред. Примечание. Несоосность приводит к расходу большого количества бумаги во время периодов прогрева.] Это еще больше снизит количество отходов бумаги, которые образуются при нагревании печатной машины до идеальной температуры печати. С этой целью Билл предлагает использовать какой-нибудь блочный обогреватель, аналогичный тому, что установлен в вашем автомобиле.Билл сравнил разработку нагревателей для прессов как «величайшее изобретение в отрасли со времен офсетной печати». В будущих выпусках PressPective будут развиваться события по мере их появления.
Билл отвечает за контроль и управление бумагой, используемой в LGM Graphics. «Бумага – самая дорогая часть любой печатной операции, сокращение количества бумаги, используемой в производственном процессе, позволяет нам оставаться конкурентоспособными», – заключил он, перекрикивая устойчивый звук загруженного Mark IV.
Инструкции по инструменту обратной центровки
Шаг 1:a- Снимите тубус объектива и вставьте приспособление для обратного совмещения.
b – Совместите зеркало № 3 на головке с зеркалом № 2 на гентри (как близко, так и далеко, пока красная точка не перестанет двигаться).
Шаг 2:a – Совместите зеркало №2 на гентри с зеркалом №1 рядом с лазером (как близко, так и далеко, пока красная точка не перестанет двигаться). Зеркала №2 и №3 должны быть идеально выровнены!
b – Зафиксируйте их и больше не трогайте!
Шаг 3:a – С помощью ленты на зеркале № 1 отметьте целевую точку, в которую попадает красная точка.
b – Теперь снимите центрирующий инструмент.
Шаг 4: a- Отрегулируйте лазерную трубку так, чтобы она попала в целевую точку на зеркале № 1 (трубка не должна быть горизонтальной).
b- Независимо отрегулируйте переднюю и заднюю опоры для попадания в целевую точку.
Шаг 5:a – Установите на место инструмент обратной центровки.
b – Наклейте ленту на входное отверстие лазера на головке лазера.
c – Отметьте целевое место, где красная точка попадает на обратную сторону ленты.
d – Снимите центрирующий инструмент.
Шаг 6:Отрегулируйте зеркало № 1 как близко (верхний ближайший угол к лазерной трубке), так и дальше (самый дальний угол от лазерной трубки) к целевой точке на лазерной головке.
Ваш расклад завершен!
Проблема, с которой вы можете столкнуться с вашей машиной во время этого процесса, заключается в том, что четыре угла вашего портала могут быть неровными.
При выравнивании зеркала № 3 поднесите его к передней части машины, а затем переместите назад.
Если линзы выровнены не идеально, значит, ваш гентри неровный.
Вам нужно будет отрегулировать четыре угла вашей машины, чтобы сначала подняться на портальный уровень.
Вставьте 3 батареи (AG3, LR41, SR736, V36A или SR41SW), сначала отрицательный полюс.
Срок службы батареи должен быть больше 20 минут.
Выходная мощность этого инструмента <1 мВт
С дополнительными вопросами обращайтесь в службу поддержки клиентов American Photonics:
www.americanphotonics.com или в электронном чате онлайн. электронная почта: [email protected] электронная почта: [email protected] Телефон: (941) 752-5861 Калибровка лазерного лучаCO2 на китайских лазерных граверах / резаках, когда вы видите (да, вы это видите) луч CO2: 3 шага
Процедура выравнивания лазерного луча используется при первоначальной установке
лазерного станка, а также периодически из-за сезонного дрейфа или другие факторы, такие как замирание мощности, прерывистые линейные сегменты, угловые вырезы или вариации затенения гравировки или другие факторы внешнего вида, а также при замене зеркала (рекомендуется ежегодно или когда замечено падение мощности, не вызванное лазером источник).
Большинство CO2-лазеров имеют конструкцию с летающей оптикой или конструкцию, в которой зеркала и фокусирующая линза перемещаются на разное расстояние от стационарной лазерной трубки. Эти инструкции предполагают, что конструкция стационарного лазера отражается от первого неподвижного зеркала, затем второго зеркала / устройства для гибки луча, расположенного на гентри (рычаг, который удерживает узел фокусировки лазера с конечным устройством для гибки луча выше), и для конечного устройства для гибки луча над фокусом линза.
Обычно лазерные граверы и лазерные резаки калибруются и тестируются производителем перед отгрузкой.В результате положение луча первого и второго зеркал обычно достаточно хорошо, так что их регулировка не требуется, однако может потребоваться регулировка второго зеркала, чтобы конечный изгиб луча мог добиться очень хорошей юстировки луча (и завод может не приложили достаточных усилий для достижения максимальной точности, необходимой новому владельцу).
В настоящее время встроенный диодный лазерный указатель или указатель с красной точкой часто устанавливается на лазерных граверах и резаках. Назначение диодной указки – помочь в выравнивании луча, хотя это отдельный лазер и может не быть совмещен с CO2-лазером, поэтому его необходимо выровнять.Кроме того, указатель с красной точкой широко используется для лазерной обработки заданий перед резкой или гравировкой с помощью CO2-лазера, чтобы правильно позиционировать материал для работы.
Оптическая комбинация, называемая расширителем / коллиматором луча, предназначена почти для всех лазерных граверов западного производства и обычно не используется в лазерных машинах китайской разработки. Назначение коллиматора – уменьшить расходящийся луч или выпрямить его так, чтобы размер луча, попадающего в конечный изгиб луча, был примерно одинаковым для всего стола или стола на лазерной машине.Важно поддерживать одинаковый размер, чтобы поддерживать одинаковое качество резки или гравировки. Хотя спецификации расходимости имеют аналогичные значения для металлических трубок RF, разработанных для лазерных граверов западного производства, как и для СО2-лазеров со стеклянными трубками, установленных в лазерных граверах / резаках китайского производства, стоит отметить, что западные граверы традиционно разрабатывались и продавались с меньшим столом. по размерам, чем китайские машины, что усугубляет проблему расхождения, влияющего на качество работы лазерной обработки.
Хотя спецификации расходимости имеют аналогичные значения для металлических трубок RF, разработанных для лазерных граверов западного производства, как и для СО2-лазеров со стеклянными трубками, установленных в лазерных граверах / резаках китайского производства, стоит отметить, что западные граверы традиционно разрабатывались и продавались с меньшим столом. по размерам, чем китайские машины, что усугубляет проблему расхождения, влияющего на качество работы лазерной обработки.
Изгибы луча или крепления зеркал, которые используются на китайских лазерных станках, реализуют конструкцию, в которой два подпружиненных болта удерживают крепление зеркала на его основании, а три винта с очень мелким шагом резьбы поворачиваются для регулировки. Конструкция такова, что зеркало может поглощать тепло, сохраняя при этом выравнивание. Тяжелое алюминиевое основание поглощает и рассеивает тепло по мере необходимости. Кремниевые зеркала с золотым покрытием могут обеспечить отражательную способность 99,7%, а твердый металл, такой как молибден, может обеспечить коэффициент отражения 97%, хотя многие продавцы повышают показатель до 99.7%, и покупатели в этом не сомневаются.
Фокусирующая линза обычно представляет собой линзу с фокусным расстоянием 2 дюйма на лазерных граверах стандартного размера и поднимается до 2,5 дюймов на станках с большой станиной, чтобы компенсировать изменение высоты материала, лежащего на столе. Важно держать стол ровно и стараться не перемещать его слишком часто, так как винты ACME имеют довольно низкий допуск. Материал линзы фокусировки – ZnSe, арсенид галлия и германий для более низких мощностей, и очистка этой оптики и зеркал должна производиться в зависимости от использования.Например, при горении дерева и резины образуются липкие пары, которые необходимо счищать с оптики, или их нагревание на оптике приводит к преждевременному выходу из строя. Некоторые магазины режут эти материалы часто, а другие – не так часто. Хорошая выхлопная система тоже влияет на эту потребность.
Наконец, мой рассказ о флуктуациях мощности лазера. В моем заводском цехе все в нашей торговой полосе производственных цехов – в основном механических цехах – ходят на обед одновременно. Влияние обеда на выходную мощность лазера значительно.Например, я использовал свой лазер RECI Z8, 150 Вт при мощности 150 Вт, но после обеда он упал с 12 Вт до примерно 138 Вт, когда все ребята вернулись и включили свои металлообрабатывающие станки. Поскольку я занимался калибровкой датчиков мощности лазера Махони перед первым зеркалом, опыт был ошеломляющим. Однако после того, как вы вытащили мультиметр и проверили напряжение переменного тока во время обеда и после него, было отмечено, что электрическая сеть моего объекта изменила напряжение переменного тока примерно на 5-9 вольт.После проверки китайского руководства по источникам питания лазера от RECI, он предупредил, что вариации входного переменного напряжения влияют на выходную мощность лазера. Таким образом, выравнивание луча имеет жизненно важное значение для лазерных граверов и резаков с летающей оптикой, но также необходимо знать другие факторы, которые могут повлиять на качество лазерной обработки. Вы когда-нибудь выполняли работы по лазерной гравировке с высоким разрешением в больших форматах, во время обеденного перерыва или в нерабочее время? Свою карьеру я начал с лазеров Synrad (RF-лазеров на металлических трубках), в которых использовались «регулируемые» источники постоянного напряжения, поэтому эти устройства не испытывают колебаний мощности, вызванных изменениями входной мощности переменного тока.Однако их цена очень высока, и поэтому компромисс в пользу низкой стоимости приводит к соображениям качества.
Инструмент визуализации луча Махони – отличное устройство для ускорения процесса юстировки луча и позволяет операторам лазеров выполнять его чаще (если это действительно необходимо), чтобы машины работали в отличной форме. Слишком часто владельцы / операторы лазеров не хотят возиться с юстировкой луча и мириться с более низким качеством или работать с гравером в ограниченном сегменте своего лазерного стола.