что такое, для чего нужна, как пользоваться
Автор Сварщик На чтение 7 мин Просмотров 73 Опубликовано
Популярным расходным материалом при паечном ремонте электрооборудования, сварочных аппаратов считается гостированная канифоль для пайки. Вещество органической природы не растворяется в воде, плавится при нагреве. Температура размягчения канифоли в пределах +50…70°C.
Очень хрупкая полупрозрачная субстанция получается различными способами, цветность зависит от способа производства, бывает с ярким светло-желтым оттенком, коричневатым разной насыщенности и темно-красным. Узнается по стекловидному блеску, при разломе крошится с образованием раковин, неровностей.
Впервые смесь природных карбоновых кислот с изомерами научились получать в Древней Греции. В городе Колофон музыканты натирали ей смычки для улучшения звучания струнных инструментов. Впоследствии «колофолонской смоле» нашлось другое применение, ее применяют при производстве лакокрасочных материалов и некоторых видов пластиков, киношных и тепловых «дымовушек».
Содержание
- Что это такое?
- Зачем нужна?
- Какие виды существуют
- Как пользоваться канифолью
- Использование припоя с канифолью
- Проводит ли канифоль ток?
Что это такое?
Канифоль это природная смола, получаемая при термической обработке древесного сока хвойных пород. После фракционного отделения воды и скипидара образуется густая смесь, которая при высыхании превращается в комок неровной формы. Химический состав канифоли зависит от исходного сырья и степени очистки. В органическую смесь входят смоляные кислоты, эфирные масла и примеси. Чем больше примесей, которые ухудшают электроизоляционные свойства, тем темнее окраска.
Качество материала регламентируется ГОСТ 19113-84, по чистоте классифицируется по сортам. Высший, первый и второй. Два последних желтой окраски применяются в электротехнике. При выборе флюса важна температура плавления канифоли, у некоторых видов она достигает + 130°С. Плотность вещества в пределах от 1,07 до 1,10 г/см3, в основном его делают из сосновой живицы. Разработана технология экстракции древесной муки и обработки отходов производства бумаги. Способ выработки во многом определяет технологические свойства, по стандарту он указывается на упаковке паяльного флюса.
Разработана технология экстракции древесной муки и обработки отходов производства бумаги. Способ выработки во многом определяет технологические свойства, по стандарту он указывается на упаковке паяльного флюса.
Зачем нужна?
Основные причины выхода из строя бытовой электротехники, приводного оборудования и инструментов – нерабочие платы, сгоревшие конденсаторы и другие элементы, требующие замены, монтаж которых производится методом пайки. Имея определенные навыки работы с паяльником, каждый умелец сможет отремонтировать электрооборудование самостоятельно.
При расплавлении металла происходит окисление. Цветные металлы намного активнее вступают в реакцию с кислородом в горячем виде, образуются оксиды, ухудшающие соединение. Для устранения оксидной пленки при пайке применяются флюсы, они наносятся на поверхности спаиваемых деталей, необходимы для защиты от воздействия компонентов воздуха, снижают поверхностное натяжение припоя при покрытии деталей.
Для чего, по сути, нужна канифоль при пайке? Только в качестве флюса. Экологичное вещество характеризуется рядом достоинств:
Экологичное вещество характеризуется рядом достоинств:
- не образует вредных испарений при нагреве;
- не ухудшает электропроводимость спайки;
- улучшает прочность соединений;
- препятствует растеканию жидкотекучих металлов;
- применяется при соединении легкоплавких контактов.
Смолистый материал при длительном хранении не меняет своих свойств, не окисляется и не разлагается.
Это самый известный флюс, который для домашней пайки несложно найти в специализированных магазинах.
Среди недостатков канифоли следует отметить плохое удержание расплава на поверхности металла. Для полноценной защиты деталей и элементов схемы требуется наносить смолу несколько раз. В условиях повышенной влажности даже после затвердевания канифольная пленка способна впитывать влагу, это приводит к развитию коррозионных процессов. Хрупкое вещество важно правильно хранить и транспортировать, чтобы сохранить целостность комка.
Какие виды существуют
Разновидности канифольных флюсов по способу производству, составу исходного сырья:
- Живичная канифоль чаще производится из сосновой смолы, реже – из других пород хвойных деревьев. Сырье собирают, подсекая кору живых деревьев. Название флюса появилось по аналогии с исходным продуктом. В сосновой живице содержится до 80% канифоли и 20% скипидара. Живичная канифоль качественная, содержит от 90 до 94 % смоляных кислот, до 1,5 % жирных. Концентрация неомыляемых веществ не более 6…7%. Встречается живичная канифоль редко. Ее часто заменяют экстракционными и талловыми аналогами.
- Экстракционная канифольная смесь производится методом экстрагирования смеси измельченной хвойной древесины (обмола) и бензина, выполняющего функцию растворителя органических кислот. От живичной такая канифоль отличается темным оттенком и температурой размягчения, она ниже на 10–15 градусов, составляет в среднем +55°С.
 Кислотное число экстракционного паечного флюса в пределах 150 мг КОН/г, массовая доля жирных кислот не выше 12%. Для улучшения эксплуатационных свойств экстракционную канифоль очищают. Процедура называется оставлением. Адсорберы поглощают красящие компоненты. На выходе получается продукт, близкий к живичному по химическому составу и свойствам.
Кислотное число экстракционного паечного флюса в пределах 150 мг КОН/г, массовая доля жирных кислот не выше 12%. Для улучшения эксплуатационных свойств экстракционную канифоль очищают. Процедура называется оставлением. Адсорберы поглощают красящие компоненты. На выходе получается продукт, близкий к живичному по химическому составу и свойствам. - Талловая паечная канифоль самая светлая. Выпускается из сульфатного мыла путем вакуумной перегонки. Получается смолистое вещество с высокой концентрацией абиетиновой кислоты, ускоряющей кристаллизацию. Исходным сырьем служат отходы целлюлозно-бумажного производства. По техническим характеристикам таловая канифоль сопоставима с живичной.
 Кислотное число экстракционного паечного флюса в пределах 150 мг КОН/г, массовая доля жирных кислот не выше 12%. Для улучшения эксплуатационных свойств экстракционную канифоль очищают. Процедура называется оставлением. Адсорберы поглощают красящие компоненты. На выходе получается продукт, близкий к живичному по химическому составу и свойствам.
Кислотное число экстракционного паечного флюса в пределах 150 мг КОН/г, массовая доля жирных кислот не выше 12%. Для улучшения эксплуатационных свойств экстракционную канифоль очищают. Процедура называется оставлением. Адсорберы поглощают красящие компоненты. На выходе получается продукт, близкий к живичному по химическому составу и свойствам.Несколько слов об особенностях различных видов канифольных флюсов. В живичном тугоплавком практически нет жирных кислот, которые недопустимы при пайке некоторых металлов. В экстракционной их может содержаться до 10%, в таловой еще больше. В розничной торговле флюс продается фасованным видом в металлических круглых коробках. На этикетке указываются технические особенности.
На этикетке указываются технические особенности.
Как пользоваться канифолью
При пайке деталей, контактов рекомендуется учитывать несколько моментов:
- Горячая канифоль способна растворять оксидные пленки. Это свойство актуально при паечном соединении загрязненных поверхностей.
- При выборе температурного режима в расчет принимается температура расплавления, а не расплавления смолы. Рекомендует прогревать флюс и детали до +100…130°С. На холодной поверхности канифоль и припой быстро остывают.
- Применение смолистых флюсов новичками часто заканчивается образованием сажи на жале паяльника. Важно поддерживать температуру нагрева, не допускать повышенного образования дыма, не превращать канифоль в темно-бурую вязкую массу.
Перед началом работы обгораемое жало лучше предварительно очистить, чтоб снизить риск попадания окалины в шов. Необгораемое достаточно опустить в канифоль, чтобы образовалась пленка. Важно уделять внимание подготовке поверхностей, их очищают от пыли и влаги. Необходимо позаботиться о жесткой фиксации соединяемых элементов. Место спайки после остывания обязательно очищают от остатков флюса.
Необходимо позаботиться о жесткой фиксации соединяемых элементов. Место спайки после остывания обязательно очищают от остатков флюса.
Использование припоя с канифолью
Производители предлагают оловянно-свинцовые припои, в состав которых входит канифольная смола. Он реализуется прутками, намотанными на катушки. Фактически это тонкие оловянно-свинцовые трубки, полости которых залиты расплавленной канифолью. Это одновременно флюс и присадочный материал, образующий соединение при лужении. Преимущества припоя с канифолью:
- увеличение скорости пайки;
- упрощение паечного процесса.
В процессе пайки важно поддерживать определенный температурный режим. При перегреве появляется канифольный дым, усиливается выделение паров олова и свинца. Не следует пренебрегать техникой безопасности. При попадании горячего флюса и припоя на кожу его необходимо удалять, нужно сразу стряхивать частички расплава с одежды.
Не следует пренебрегать техникой безопасности. При попадании горячего флюса и припоя на кожу его необходимо удалять, нужно сразу стряхивать частички расплава с одежды.
Проводит ли канифоль ток?
При пайке микросхем, особенно когда расстояние между дорожками небольшое, необходимо удалять остатки флюсовой смолы. Если этого не сделать, может произойти пробой при подключении электропитания. Для удаления остатков используют растворители, ацетон.
Законный вопрос: как проходит электричество, если канифольный состав – полярный диэлектрик? Действительно, проводимость паяльной канифоли настолько мала, что ей можно пренебречь. Но в смоле остаются микрочастицы припоя, возникающие при отрыве жала паяльника.
Еще одна причина – способность расплавленной канифоли для пайки впитывать атмосферные пары в условиях повышенной влажности. При образовании мелких пузырьков высокочастное оборудование выходит из строя. При самостоятельном ремонте инверторов следует это учитывать.
Важно!
Готовая плата должна быть идеально чистой, чтобы избежать возможной коррозии и для контроля соединений, выявления возможных дефектов.
При смывании остатков канифоли чистым спиртом возможно образование белых разводов на плате. Специалисты предпочитают пользоваться сложными составами, например, смесью 1 части спирта и 1 части бензина с добавлением незначительного количества ацетона для лучшего смешивания компонентов.
При соблюдении всех рекомендаций, правильном выборе разновидности канифольного флюса получаются надежные паечные соединения.
Для чего нужна канифоль при пайке и что это такое
Канифоль является аморфным веществом, которое очень хрупкое при механических ударах. Ее получают из смолы хвойных деревьев. Вещество можно сохранить в органических соединениях, ацетоне, спирте и так далее. При этом в воде оно не растворяется. Канифоль используется не только для пайки, но и для других процессов. Ее можно встретить в производстве лакокрасочных материалов и в производстве эффектов дыма при съемках кинофильмов. Она используется как один из элементов в создании пластмасс, а также как инструмент для натирания смычков, чтобы повысить степень их трения о струны.
Использование канифоли при пайке
Несмотря на многообразие своего применения в других сферах, наиболее она известна как дополнительный расходный материал во время пайки. Многие люди, кто занимается этим вопросом, прекрасно знают, для чего нужна канифоль при пайке. Это очень легко расплавляемый материал, который плавится практически при любом воздействии высокой температуры. Существует несколько разновидностей этого материала, но именно та, которая используется для пайки, создается согласно ГОСТ 19113-84.
Многие люди, кто занимается этим вопросом, прекрасно знают, для чего нужна канифоль при пайке. Это очень легко расплавляемый материал, который плавится практически при любом воздействии высокой температуры. Существует несколько разновидностей этого материала, но именно та, которая используется для пайки, создается согласно ГОСТ 19113-84.
Пайка канифолью
Для чего используется канифоль при пайке
Чтобы ответить на этот вопрос, требуется знать, для чего нужен флюс при пайке, так как она здесь и является флюсом. Главной ее особенностью является то, что она даже при температуре плавления в 150 градусов Цельсия может хорошо справляться с оксидными пленкам. Эти пленки образуются на поверхности спаиваемых металлов и мешают хорошему соединению припоя и основного металла. Канифоль растворяет их практически мгновенно.
Материал является хорошим диэлектриком, но проблем с готовыми паянными соединениями, которые могут потерять качество проводимости, не наблюдается. Еще одним фактором, зачем нужна канифоль при пайке, является улучшения свойств спаивания. В некоторых случаях это оказывается сложно, так что металл не растекается как нужно, поэтому, использование канифоли помогает избавиться от некоторых негативных факторов. Материал стоек к воздействию атмосферной влаги, но обладает при этом гигроскопичностью. Многие любители используют ее, даже не зная зачем нужна канифоль, но это может иметь негативный эффект, так как она подходит на для всех типов соединения. Как правило, ее применяют в самых простых случаях, когда речь идет о домашней пайке. В профессиональной сфере она также используется, но не так часто.
В некоторых случаях это оказывается сложно, так что металл не растекается как нужно, поэтому, использование канифоли помогает избавиться от некоторых негативных факторов. Материал стоек к воздействию атмосферной влаги, но обладает при этом гигроскопичностью. Многие любители используют ее, даже не зная зачем нужна канифоль, но это может иметь негативный эффект, так как она подходит на для всех типов соединения. Как правило, ее применяют в самых простых случаях, когда речь идет о домашней пайке. В профессиональной сфере она также используется, но не так часто.
Преимущества
- Это самый простой и доступный флюс, который можно найти практически на любом рынке;
- Стоимость канифоли является относительно низкой, так что она обойдется дешевле любого другого флюса;
- Материал имеет относительно низкую температуру плавления, что позволяет его применять даже при пайке на низких температурах;
- Подходит для многих вариантов пайки, особенно, в домашних условиях;
- Но подвергается воздействию влаги, а также практически не имеет срока хранения;
- Борется с оксидными пленками на поверхности;
- Материал не токсичен и может использоваться даже без применения специальных средств защиты.

Недостатки
- Канифоль имеет относительно низкую активность, так что после ее первого применения может не получиться должного эффекта;
- Вещество обладает гигроскопичностью, так что даже после пайки может впитывать влагу из пара, что приводит к коррозии металла в соединении;
- Этот флюс является не универсальным, так что применяться он может только для простых соединений, поэтому, пайка нержавейки и прочие сложные процедуры с ее помощью не производится;
- Материал достаточно хрупкий, поэтому, при хранении и транспортировки нужно учитывать все эти особенности.
Виды
Существует несколько разновидностей, от чего и зависит для чего канифоль при пайке. Здесь нужно выделить основные виды:
- Живичная – получила свое название благодаря тому, что она получается из живицы деревьев хвойных пород. Чаще всего используется сосна, так как это самое доступное дерево. Главной отличительной особенностью данной канифоли является то, что она не имеет в себе жирных кислот.

Живичная канифоль
- Экстракционная – получается благодаря метода экстрагирования. Для экстрагирования используется бензин, а в качестве основного сырья материала – древесину хвойных пород. Если сравнивать такой материал с живичной канифолью, то в этом случае он будет более темным. Также у нее более низкая температура размягчения, которая составляет 52-58 градусов Цельсия. Кислотное число составляет, примерно 15-155, а содержание жирных кислот достигает 12%. Если подвергнуть эту канифоль химическому осветлению, то ее свойства приблизятся к свойствам живичной.
- Таловая – является побочным продуктом, который получается в сульфатцеллюлозном производстве. Этот материал получают из сульфатного мыла. Здесь имеется несколько сортов, в зависимости от свойств материала. Высшие сорта очень схожи по характеристикам с живичной канифолью.
Таловая канифоль
Чем можно заменить канифоль для пайки
Подробно рассматривая, что такое канифоль для пайки, мы уже выяснили, что это флюс. Таким образом, если ее нет, то можно для замены использовать любой другой флюс. Когда идет пайка твердыми припоями, то этот материал может даже не оказать должного влияния. Иногда в качестве замены используют буру, которая является сварочным флюсом.
Таким образом, если ее нет, то можно для замены использовать любой другой флюс. Когда идет пайка твердыми припоями, то этот материал может даже не оказать должного влияния. Иногда в качестве замены используют буру, которая является сварочным флюсом.
Бура для пайки вместо канифоли
Технология пайки канифолью
Выяснив, зачем канифоль при пайке, осталось научиться ее грамотно применять. Прежде чем приступить к данному процессу, следует зачистить контакты, а затем их залудить. Чтобы осуществить лужение, вывод детали, которая будет припаиваться, следует выложить на него кусок твердой канифоли, которая не подвергалась температурной обработке. После этого ее нужно прижать разогретым до нужной температуры паяльником.
«Важно!
Чтобы полностью удалить оксиды металла, а также улучшился процесс смачивания соединения следует сделать так, чтобы этот кусок покрыл поверхность материала.»
После этого уже можно расплавлять припой, разместив его у места спайки и проведя по нему жалом паяльника. Если материал плохо обработать, то есть вариант, что припой не прилипнет к поверхности, так что жалеть канифоль не следует и иногда лучше взять с запасом. Ни в коем случае не стоит допускать, чтобы части двигались, пока состав не застынет. Если лужение прошло нормально, то спаивание получится практически моментальным, так как припой полностью обволакивает подготовленное место и останется только дождаться пока он остынет. Все это практически не зависит от того, какой именно вид канифоли используется, так как на практике они ведут себя одинаково.
Если материал плохо обработать, то есть вариант, что припой не прилипнет к поверхности, так что жалеть канифоль не следует и иногда лучше взять с запасом. Ни в коем случае не стоит допускать, чтобы части двигались, пока состав не застынет. Если лужение прошло нормально, то спаивание получится практически моментальным, так как припой полностью обволакивает подготовленное место и останется только дождаться пока он остынет. Все это практически не зависит от того, какой именно вид канифоли используется, так как на практике они ведут себя одинаково.
Нужен ли мне флюс с припоем на основе канифоли?
Флюс является важным ингредиентом при пайке, поскольку он облегчает перемещение расплавленного припоя и улучшает целостность паяного соединения. Продолжаете ли вы наносить дополнительный флюс при пайке канифольным сердечником, который уже имеет покрытие в сердечнике? Нужен ли мне Flux with Rosin Core Solder?
Схемы затворов NAND, которые вы можете Б…
Пожалуйста, включите JavaScript
Схемы затворов NAND, которые вы можете построить – мигалка, защелка установки/сброса, таймер.
В этом посте мы рассмотрим функцию флюса при пайке и ответим на вопрос «Нужен ли мне флюс с припоем с канифолью».
Содержание
Что такое пайка?При пайке двух или более металлических компонентов присадочный металл расплавляется и заливается в место соединения для образования прочного постоянного соединения. Для образования прочного и долговечного соединения используется припой, присадочный металл с более низкой температурой плавления, чем просто соединяемые металлы. Помимо ювелирных изделий, труб и других профессий, пайка часто используется в электронике и электротехнике.
Из-за необходимости точного регулирования температуры нагревательного элемента или пистолета, а также количества используемого припоя, пайка требует определенной степени умения и точности. Кроме того, очень важно тщательно очистить и подготовить склеиваемые участки, а также использовать подходящий припой и флюс для такой задачи.
Какие типы сердечников существуют для припоя? Здесь на основе своих ядер солдат можно разделить на следующие группы.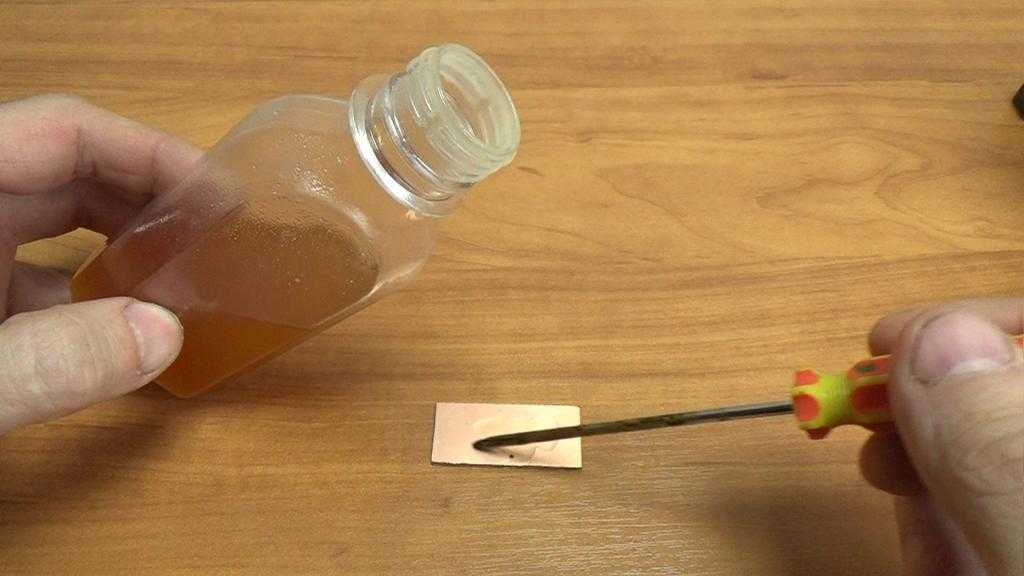
Этот конкретный припой содержит сердечник из флюса канифоли. Он бывает разных размеров и металлов и часто используется в электрических и электронных операциях.
Кислотный припойЭтот припой содержит кислотный флюс. Он часто используется во время ОВКВ, а также в ирригационных работах. Тем не менее, его не рекомендуется использовать в электротехнике и электронике, так как кислота может разрушить и повредить хрупкие компоненты.
Бессвинцовый припойПоскольку при его изготовлении не используется свинец, этот вид пайки считается более безопасным в использовании и более благоприятным для экосистемы. Он поставляется в нескольких сплавах и поэтому часто используется в электронике и электротехнике.
Низкотемпературный припой В ситуациях, когда соединяемые детали чувствительны к нагреву, часто используется этот тип припоя, так как он имеет очень низкую температуру плавления.
Долговременное и прочное соединение необходимо в ситуациях, когда часто используется этот тип припоя с высокой температурой плавления. Согласно рекомендации, с ним не следует использовать термочувствительные элементы.
Флюс: что это такое?Для оптимизации потока расплавленного припоя, а также для обеспечения целостности паяного соединения во время пайки используется флюс. Флюс помогает в очистке поверхностей пайки и удалении любых загрязнений, которые могут там быть, включая такие соединения или грязь. Кроме того, это помогает предотвратить образование новых загрязняющих веществ при пайке.
Флюс бывает самых разных видов, например флюс на основе канифоли, водорастворимый флюс и флюс без очистки. Флюс является важной частью пайки, которая помогает создавать прочные, надежные и безошибочные соединения.
Какие виды флюсов существуют? Flux может принимать различные формы, некоторые из которых показаны здесь.
Этот особый флюс создается из смолы и поэтому часто используется в электронике и электротехнике. Он распыляется на припаиваемые объекты во время или перед пайкой и бывает растворимым и нерастворимым.
Водорастворимый флюсЭтот тип флюса, который может растворяться в жидкости, часто используется при сантехнических работах, а также в других ситуациях, когда паяное соединение контактирует с влагой.
Флюс без очисткиЭтот конкретный флюс не требуется удалять после завершения процедуры пайки. Он часто используется как в электрических, так и в электронных операциях, потому что он оставляет микроскопический осадок здесь, на паяном соединении, который препятствует коррозии.
Активация флюса Эта форма флюса, которая активируется при нагревании, часто используется при пайке твердым припоем.
Этот тип флюса часто используется при пайке, когда наличие активного флюса может вызвать проблемы при пайке. Ни в коем случае не греется.
Припой на основе канифоли: что это такое?При работе с электроникой и электричеством часто используют паяльную проволоку с канифольным сердечником. Он изготовлен из металлического сплава, обычно олова и свинца, покрытого флюсовым покрытием из канифоли. Канифольный флюс облегчает течение такой расплавленной стали, а также помогает в очистке припаиваемых участков.
Для ремонта печатных плат, соединения проводов, а также других паяльных работ часто применялся припой со смоляным сердечником. Для различных целей, он поставляется в различных размерах и металлах. Итак, вам нужен флюс с припоем на основе канифоли?
Нужен ли мне флюс с припоем на канифоли?Altium Polygon Не заливка; Что вы должны сделать?
rlc talk
Припой с канифольным сердечником обычно не требует дополнительного флюсования, так как он содержит слой канифольного флюса в своем сердечнике. Канифольный флюс в ядре припоя предназначен для очистки спаиваемых поверхностей и облегчения течения расплавленного металла.
Канифольный флюс в ядре припоя предназначен для очистки спаиваемых поверхностей и облегчения течения расплавленного металла.
Нужен ли мне флюс с канифольным припоем? В некоторых случаях может потребоваться дополнительный флюс для обеспечения прочного и надежного паяного соединения. Крайне важно использовать правильный тип флюса для работы, так как разные типы флюса предназначены для использования с разными сплавами и в разных средах. Использование неподходящего типа флюса может привести к более слабому паяному соединению или другим проблемам, таким как коррозия.
Достаточно ли флюса в припое? Припой на основе канифоли: как его флюсовать?Перечисленные ниже ингредиенты необходимы для пайки канифольного сердечника флюсом.
- Паяльник или даже утюг.
- Припой на основе канифоли.
- Флюс.
- Предпочтительна свежая сухая губка.

Эти методы следует использовать для флюсования припоя с канифольным сердечником.
- Поверхности пайки должны быть чистыми
Для очистки припаиваемых участков от пыли, мусора и загрязнений используйте чистящую щетку или даже паяльник с чистящим жалом. Это поможет сделать паяное соединение максимально прочным и надежным.
- Нанесите флюс
Нанесите немного флюса здесь на участки, которые будут спаиваться с помощью тампона или флюсовой ручки. Убедитесь, что теперь флюс полностью покрывает область пайки.
- Прогрейте соединение
Нагрейте соединение с помощью паяльника и паяльного пистолета. Запаиваемые участки станут чище, а канифольный флюс внутри ядра припоя расплавится с помощью тепла.
- Включите припой
Когда соединение достаточно нагреется, нанесите немного припоя на основе канифоли, используя острие такого паяльника, а также пистолет, и дайте ему расплавиться и стечь в соединение. Флюс помогает в подготовке поверхности к пайке и облегчает движение расплавленной стали.
Флюс помогает в подготовке поверхности к пайке и облегчает движение расплавленной стали.
- Дайте соединению остыть
Прежде чем прикасаться к месту соединения или осматривать его, дайте ему остыть до комнатной температуры после того, как припой зальется в соединение и будет полностью спаян.
Чем отличается припой с флюсовым сердечником от канифольного?Повышение проводимости: важность проволочных проводников с припоем
rlc talk
Ответ заключается в том, что припой с флюсовым сердечником, а также припой со смоляным сердечником остаются взаимозаменяемыми. Припой с сердечником из канифоли также известен как припой с флюсовым сердечником. Обе фразы относятся к одной и той же разновидности паяльной проволоки, которая содержит канифольный флюс для ускорения пайки.
Припой на основе канифоли: прилипает ли он к стали? Если металл тщательно очистить и припаять в рекомендуемых условиях, припой с канифольным стержнем часто будет прилипать к стали.
Какой припой (канолиновый и т.п., не содержащий свинца)? Что такое флюс и когда он необходим?
Зачем это нужно: Припой не просто замерзает на стыке, он фактически образует металлургическую связь, растворяясь и вступая в химическую реакцию с основным материалом. К сожалению, почти все металлы окисляются на воздухе и образуют оксидный слой, препятствующий смачиванию и прилипанию припоя к ним. Что такое окисление?
Окисление — это когда атомы кислорода (или других окислителей, таких как сера) соединяются с основными материалами, отрывая свободно присоединенные электроны и образуя новые соединения, такие как оксид железа (III). Это то, что происходит, когда кусочки яблока становятся коричневыми, железо ржавеет, медь становится черной/зеленой и не поддается пайке. (прочитайте ссылки для более точного/полного объяснения)
Результаты значительно различаются. Когда железо ржавеет, оксиды отслаиваются до тех пор, пока железа не останется. В качестве альтернативы алюминий окисляется чрезвычайно быстро, но затем защищен от дополнительного окисления оксидным слоем. Этот слой делает невозможной пайку алюминия без использования специального припоя и чрезвычайно агрессивного флюса или покрытия поверхности металлом, поддающимся пайке, например никелем. Хром в нержавеющей стали выполняет ту же функцию, окисляясь, образуя защитный барьер, который трудно паять. Золото остается блестящим, потому что оно не окисляется и легко паяется, но образует хрупкие соединения. Тепло, влага и соль увеличивают скорость окисления.
Этот слой делает невозможной пайку алюминия без использования специального припоя и чрезвычайно агрессивного флюса или покрытия поверхности металлом, поддающимся пайке, например никелем. Хром в нержавеющей стали выполняет ту же функцию, окисляясь, образуя защитный барьер, который трудно паять. Золото остается блестящим, потому что оно не окисляется и легко паяется, но образует хрупкие соединения. Тепло, влага и соль увеличивают скорость окисления.
Окисление может увеличить скрытую стоимость компонентов и плат, которые могли лежать на полке в течение длительного периода времени или подвергаться воздействию горячей и влажной среды. Медные контактные площадки на печатных платах (печатных платах) покрыты припоем или покрыты металлическим покрытием для предотвращения окисления, но по прошествии достаточного времени кислород все еще может проникать через эти барьеры. В частности, для излишков деталей может понадобиться немного стальной ваты.
Некоторые интересные ссылки:
химическая реакция ржавчины
довольно понятное объяснение окисления
wiki/Corrosion
wiki/Oxidation
Окисление происходит намного быстрее при более высоких температурах, поэтому, даже если у вас есть чистые металлы для начала, вам все равно понадобится флюс для предотвращения образования новых оксидов во время пайки.
Главный выбор при выборе флюса, будь то порошковая проволока, жидкость или паста, заключается в том, насколько агрессивным он должен быть. Чем агрессивнее или «активнее» флюс, тем более твердые оксиды он может удалить и тем быстрее он их удаляет. Переходя от самого слабого к самому сильному, типичные варианты для ручной пайки включают: «без очистки», RMA (мягко активированная канифоль), RA (активированная канифолью) и водорастворимые. Недавно была принята более новая система классификации (J-STD-004), в которой флюсы классифицируются не по содержанию смолы, а по активности, материалу и присутствию галогенидов.
Новая система классифицирует флюс по материалу (RO=канифоль, RE=смола, OR=органический, IN=неорганический), уровню активности (низкий, умеренный, высокий) и наличию галогенидов (0 или 1). Неочищаемые флюсы на основе канифоли, не требующие очистки, могут иметь маркировку ROL0 или ROL1. Хотя нет прямого перевода между старой системой и новой, большинство потоков R и RMA подпадают под низкий уровень активности, RA обычно обозначается как умеренная активность, а водорастворимые – как высокая активность. (источник IPC-HDBK-001 www.ipc.org)
(источник IPC-HDBK-001 www.ipc.org)
Недостатком выбора более агрессивного флюса является то, что остатки, оставшиеся после пайки, МОГУТ быть коррозионными, проводящими или позволять папоротниковидным наростам, называемым «дендритами», расти между соединениями. Краткое описание (стр. 29) роста дендритов и несколько замечательных фотографий в конце этой статьи.
Из-за риска коррозии и роста дендритов большинство производителей счищают остатки флюсов RMA и RA, а некоторые даже счищают остатки, не подлежащие очистке. Вопрос, какой флюс использовать и нужно ли/как его чистить, весьма актуален.
Канифольный флюс – довольно интересное животное. Изготовленный из сока сосны при комнатной температуре, он является отличным изолятором и не вызывает коррозии. Когда он достигает 226 ° F, он начинает становиться кислым и атаковать оксиды, но затем, когда он охлаждается, он предположительно оставляет остатки, которые снова становятся инертными. В паспорте данных Kester для флюса «44» (классифицированного как RA и ROM1) утверждается, что никакой очистки не требуется. Я не читал ни одного производителя, который использовал бы флюс RA (или даже RMA) и не очищал бы его — военные даже не будут использовать флюс RA СО очисткой из-за риска того, что некоторые из них останутся позади. Этот автор Chemtronics рекомендует очищать даже флюсы, не подлежащие очистке. Он также отмечает, что даже если остаток не является коррозионным и непроводящим, он может быть липким и притягивать пыль, вызывающую короткое замыкание.
Я не читал ни одного производителя, который использовал бы флюс RA (или даже RMA) и не очищал бы его — военные даже не будут использовать флюс RA СО очисткой из-за риска того, что некоторые из них останутся позади. Этот автор Chemtronics рекомендует очищать даже флюсы, не подлежащие очистке. Он также отмечает, что даже если остаток не является коррозионным и непроводящим, он может быть липким и притягивать пыль, вызывающую короткое замыкание.
Чтобы добавить еще одну деталь к пазлу, флюс обычно расходуется в процессе пайки. Вот почему флюсы без очистки часто неэффективны для бессвинцовой пайки, для которой могут потребоваться несколько более высокие температуры и более длительный нагрев, потому что бессвинцовый припой «смачивается» медленнее. Неочищенный флюс может сгореть до того, как соединение будет завершено. В качестве альтернативы, если вы нанесете жидкий флюс далеко от соединения, он все еще может быть активным (коррозионным), если он никогда не нагревался.
Я не делаю электронику наведения ракеты, я делаю робота, который разливает пиво, какой флюс использовать и нужно ли чистить? Даже производители электроники, не относящейся к жизненно важным, предъявляют гораздо более строгие требования к надежности, чем отдельные люди.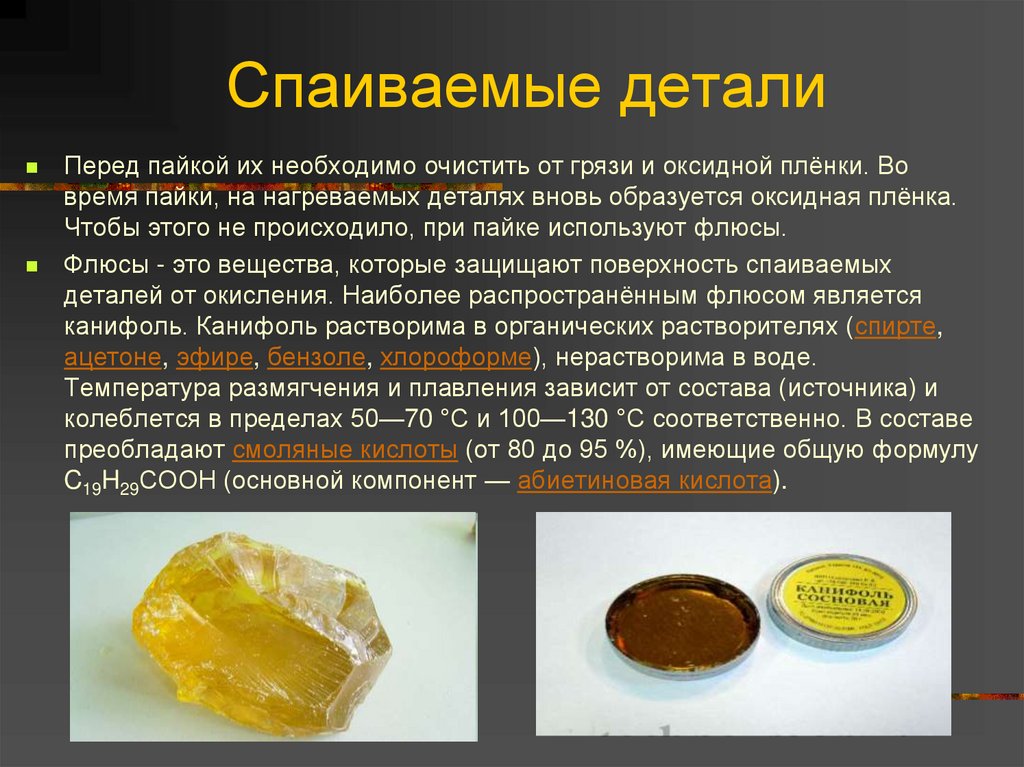 Они должны гарантировать, что десятки тысяч продуктов будут работать несколько лет, а не один проект.
Они должны гарантировать, что десятки тысяч продуктов будут работать несколько лет, а не один проект.
Безопасный совет — использовать наименее агрессивный флюс, который позволяет припою быстро смачиваться или прилипать к поверхности, а затем счищать остатки спиртом и безворсовой салфеткой (не распыляйте флюс). Попробуйте начать с мягко активируемого флюса на основе канифоли: RMA. Я склонен доверять спецификации Kester для флюса «44» (RA), в которой говорится, что на самом деле он не требует очистки. У других производителей флюсов могут быть флюсы уровня RA или RMA, которые действительно нуждаются в очистке, поэтому, если вы не знаете, что используете, очистка, вероятно, будет разумной. Если вы собираетесь очищать канифольные флюсы, делайте это вскоре после пайки, потому что они быстро затвердевают (см. фото в разделе «Очистка»). Наконец, лично я бы избегал флюсов и припоев без очистки, если только у вас нет критического применения и очень чистых деталей.
Для бессвинцового припоя обычно требуется флюс, не содержащий свинца, предназначенный для использования при немного более высоких температурах.
Жидкий флюс может значительно помочь при поверхностной пайке и демонтаже компонентов, но флюса внутри порошкового припоя должно быть достаточно для компонентов, проходящих через отверстия. При пайке SMD-компонентов и распайке чего угодно жидкий флюс действует как одеяло, которое помогает рассеивать тепло, а также удерживает кислород от контакта с металлами. Наконец, флюс снижает поверхностное натяжение припоя, помогая ему растекаться и проникать в соединения.
Водорастворимый флюс может потребоваться для сильно окисленных деталей или сложных металлов, таких как никель. Без вопросов чистить эти флюсы. Для алюминия и нержавеющей стали существуют специальные флюсы и припои, которые также, безусловно, требуют очистки. Никогда не используйте припой с кислотным сердечником; он откладывает хлорид цинка в припой, который невозможно очистить. Последняя причина очистки остатков флюса — если вы хотите нанести конформное покрытие и не уверены, прилипнет ли оно к этим остаткам.
Еще несколько ссылок:
- Никогда не используйте кислотный сердечник и как припаивать нержавеющую сталь (Kester)
- Белый остаток и все о канифоли (подробнее Kester)
- Хороший мини-класс по потокам: Болтонский университет
- Чистить или не чистить и краткая история чистки электроники: подробнее Bolton
- В каталоге Kester предоставлена подробная информация о требованиях к паяемости и флюсу для различных материалов (см.
