Задняя бабка — РИНКОМ
Задняя бабка — РИНКОМСкрыть уведомление
Внимание! Все заказы, оформленные и оплаченные с 23 по 26 февраля, будут обработаны 27 февраля.
Главная
Статьи
Задняя бабка Задняя бабка
13 апреля 2022
Гирин Кирилл
Задняя токарная бабка – это вспомогательный узел, упрощающий обработку заготовок. На торце устройства присутствует отверстие. В нем крепится вращающийся конус, режущий инструмент и прочие элементы.
Рис. 1 Задняя бабка в классическом исполнении
Устройство задней бабки
Задняя бабка включает широкий спектр элементов. Ключевой деталью является стойка или опорный корпус. Компонент объединяет все части устройства, обеспечивает их надежную фиксацию и слаженную эксплуатацию.
За перемещение задней бабки отвечает направляющая пластина. Она соответствует размерам посадочного проема станка, гарантирует плавный ход элемента по заданной траектории.
Рис. 2 Направляющая пластина
Направляющая имеет гребень в верхней части. В отдельных случаях он является самостоятельной деталью, устанавливаемой на посадочное место.
Удержание направляющей обеспечивают особые крепежи. Они представлены прижимными пластинами с монтажными отверстиями.
Рис. 3 Прижимная пластина
Удержание направляющей обеспечивают особые крепежи. Они представлены прижимными пластинами с монтажными отверстиями.
Рис. 4 Вращающийся конус
Конус со стержнем размещены в рамках втулки. Последняя не только удерживает элементы, но и обеспечивает их равномерное перемещение при регулировке. Длины втулки достаточно, чтобы исключить перекос и внеосевое смещение стержня.
Рис. 5 Резьбовая втулка
Зафиксировать положение вращающегося конуса помогает специальный винт. Он выполнен в форме барашка, откручивается и закручивается вручную.
Он выполнен в форме барашка, откручивается и закручивается вручную.
Рис. 6 Фиксирующий винт
Позиционирование конуса происходит путем вращения рукояти. Деталь расположена в тыльной части бабки станка.
Рис. 7 Рукоять
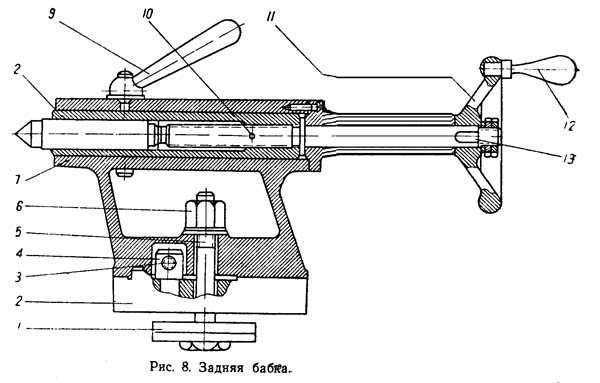
Бабка в сборе имеет следующий вид.
Рис. 8 Бабка в сборе
Устройства с внутренним расположением рабочих элементов снабжены пинолями. Они представлены пустотелыми цилиндрами с конусами Морзе. Изделия являются направляющими для конуса, исключают его смещение в процессе эксплуатации.
Рис. 9 Пиноль (позиция №3)
Требования, предъявляемые к узлам
Задняя бабка станка должна соответствовать следующим требованиям.
- Точное центрирование заготовки.
- Предотвращение смещения изделия в процессе обработки.

- Эффективная фиксация деталей значительной длины.
- Плавный ход по направляющим станка, отсутствие люфта и непредвиденных смещений.
- Высокая точность перемещения при сохранении соосности.
- Надежная фиксация элементов в выбранном положении.
Купив заднюю бабку станка, соответствующую перечисленным требованиям, мастер сохранит класс точности обработки, исключит непредвиденные сбои в процессе эксплуатации оборудования.
Задние бабки для тяжелых станков снабжены электрическим приводом. Устройства не предназначены для ручного перемещения, ориентированы на работу с массивными, крупными деталями.
Рис. 10 Задняя бабка с приводом
Ремонт и настройка
Потребность в ремонте задней бабки возникает вследствие ее естественного износа. Работы выполняются компетентными специалистами, предполагают замену неисправных элементов новыми деталями. При необходимости проводятся сервисные мероприятия, связанные с восстановлением функционала смежных узлов.
При необходимости проводятся сервисные мероприятия, связанные с восстановлением функционала смежных узлов.
Настройка задней бабки станка предполагает решение следующих задач:
- устранение люфтов, возникших между подвижными элементами;
- минимизация зазоров;
- сервисное обслуживание либо замена подшипников;
- обеспечение соосности патрона и вращающегося конуса бабки.
Рис. 11 Позиционирование задней бабки с использованием специального инструмента
Обслуживание узла осуществляется с заданной периодичностью. График и перечень сервисных процедур указан в паспорте устройства. Работы поручаются штатному наладчику. Специалист использует профильное оборудование, выполняет перечень установленных мероприятий в соответствии с рекомендациями производителя.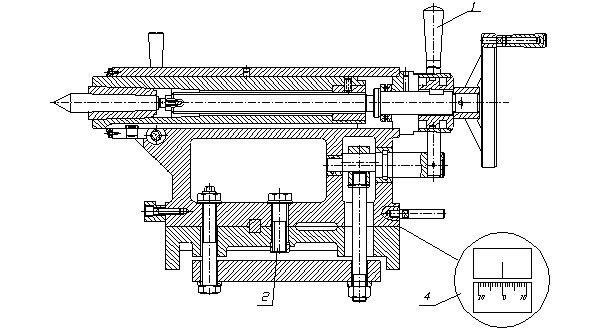
Наиболее трудоемкой процедурой считается восстановление проема для пиноли. Операция требует высокой точности исполнения. Ошибки, допущенные при проведении работ, снизят точность обработки, приведут к преждевременному износу оборудования.
При невозможности восстановления проема производится его расширение. В отверстие устанавливается пиноль большего размера. Узлы находятся в достаточном количестве на складе предприятия.
Рис. 12 Хранение пинолей на складе
Сопутствующая продукция
Наряду с бабками приобретаются токарные патроны. Продукция задействуется в рамках ремонта и обслуживания оборудования. При ее покупке учитывается конфигурация станка, параметры устанавливаемой бабки, размерность обрабатываемых заготовок.
Рис. 13 Токарный патрон в комплекте
Воспользовавшись предложением нашего магазина, Вы сможете приобрести токарные патроны от ведущих производителей. Продукция различается по ряду параметров.
Продукция различается по ряду параметров.
- Количество кулачков – от 2 до 6;
- Диаметр – от 80 до 800 мм;
- Высота – от 66 до 160 мм.
Изделия сопровождаются набором документов, обладают значительным эксплуатационным ресурсом, соответствуют параметрам безопасности.
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина СравнитьВход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Задняя бабка токарного станка по металлу: устройство, принцип работы, ремонт
История возникновения
Непосредственно аналоги современных токарных станков были изобретены еще в глубокой древности. Привод изначально был ручной, а затем — ножной.
Привод изначально был ручной, а затем — ножной.
На таком станке обычно обрабатывались деревянные изделия. Чтобы приступить к обработке металла пришлось усовершенствовать конструкцию.
Сначала придумали станок, в котором заменили необходимость вручную держать обрабатываемую деталь, на механический держатель.
Наиболее широким изготавливались токарные станки на оружейных заводах. Там же их и совершенствовали, изобрели суппорт, ходовой винт, шестеренчатый перебор. Непосредственно включение суппорта уже сделали автоматическим на некоторых моделях оборудования.
Так производили оборудование до начала 20 века, а после революции появилась коробка передач. Позволявшая менять скорость обработки заготовки.
Первый запуск и проверка исправности оборудования
Для проверки исправности оборудования необходимо в первую очередь запустить станок на холостом ходу. Настройку станка каждый мастер производит по-своему, в зависимости от предполагаемой работы и выполняемых функций.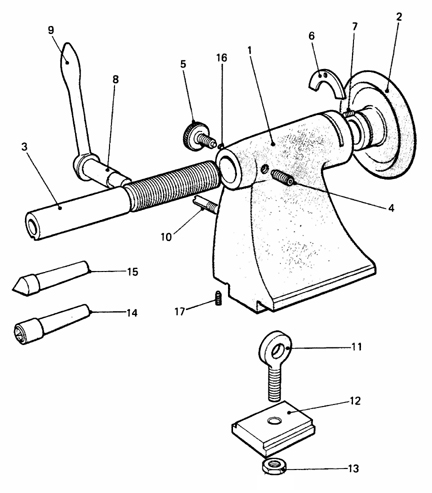 Все элементы необходимо проверять последовательно, только после проверки на холостом ходу, можно выключить станок и выставить определенные параметры для работы.
Все элементы необходимо проверять последовательно, только после проверки на холостом ходу, можно выключить станок и выставить определенные параметры для работы.
Обязательно перед обработкой заготовки следует убедиться, что на древесине нет сколов, деформаций и трещин. Шпиндель при работе должен вращаться без малейших затруднений. Обязательно проверить совпадение центров симметрии станка и детали.
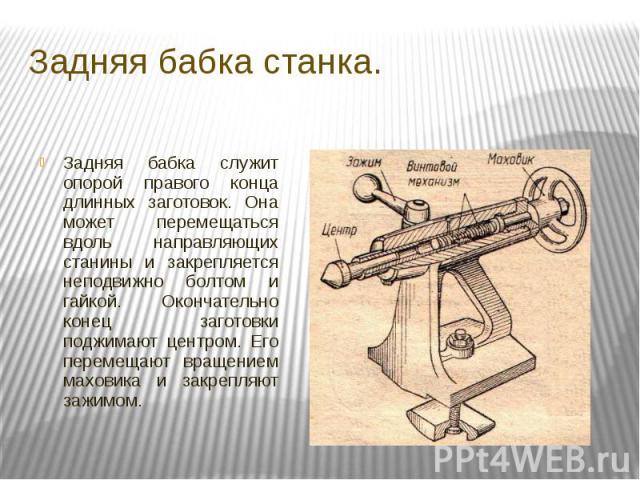
Устройство
К станине прикреплена передняя бабка, а также все основные детали станка и задняя бабка. Основные элементы во всех станках имеют идентичное устройство и общий принцип работы.
Элементы конструкции:
- фундаментальная основа, где размещены элементы управления и все остальные;
- пиноль – крепежный компонент;
- цельный корпус из металла; управленческий рычаг, позволяющая закреплять непосредственно пиноль и основу всей задней бабки;
- маховик, отвечающий за перемещение пиноли;
- винт, с помощью которого производят четкое закрепление элемента по отношению к остальному токарному станку и всем его деталям.

Поскольку все компоненты идентичны, не слишком различается и принцип работы.
Принцип работы
Центральная часть задней бабки присоединена к суппорту. Через него бабка получает поступательное движение, поскольку снабжена самостоятельным приводом передач.
В некоторых видах оборудования производится вращательное движение. Центр самой задней бабки не вращается. Конкретный способ привода зависит от модификации станка, а также от задач, которые необходимо решить.
Назначение узла
Основная функция — надежное закрепление заготовки. Также узел поддерживает второй край заготовки и контролирует стабильное вращение.
При осуществлении процесса сверления задняя бабка соединяется с суппортом, а в патрон пиноля вставляется сверло нужного размера.
История создания токарного станка [1]
Первые токарные станки, появившиеся в Европе в XV – XVII веках, были деревянными и приводились в движение вручную. Использовались станки, в основном, для изготовления мебели и художественных изделий из дерева. Очень редко станки использовались для точения железных валов правильной формы.
Очень редко станки использовались для точения железных валов правильной формы.
Железные токарные станки по металлу, для изготовления валов, осей, винтов для промышленности, появились в конце XVII, но широкого распространения они тогда еще не приобрели, так как важнейшие детали машин, в том числе и паровых, изготовлялись слесарями вручную. Необходимость в машинном изготовлении металлических деталей машин, связанная с широким переходом к машинному производству во всех отраслях промышленности, в полной мере проявилась лишь в конце XVIII — первой четверти XIX в. и послужила толчком к усовершенствованию металлорежущих токарных станков.
Впервые опыт многих поколений токарей обобщил французский ученый Шарль Плюмье (фр. Charles Plumier; 1646 — 1704 г), написав труд, изданный в Лионе в 1701 году. По распоряжению Петра I книга в 1716 году была переведена на русский язык и использовалась при совершенствовании токарных станков российского производства.
Токарные станки к тому времени уже имели основные узлы токарного станка: станину, переднюю бабку, заднюю бабку, но по прежнему приводились в движение вручную и не имели механизированного суппорта. Резец находился в руках токаря, поэтому о точности говорить не приходилось. Использовались станки, в основном, для изготовления художественных изделий сложной формы.
Резец находился в руках токаря, поэтому о точности говорить не приходилось. Использовались станки, в основном, для изготовления художественных изделий сложной формы.
В России самым известным конструктором токарных станков был Андрей Константинович Нартов (1693 – 1756 г). Нартов выполнял заказы Петра I, конструируя станки для фигурного точения. После смерти Петра I Нартов работал в промышленности, сотрудничая с Академией наук. Нартов был одним из первых станкостроителей внедрившим в конструкцию токарного станка механизированный суппорт и сменные зубчатые колеса (1738 год) для нарезания резьбы на винтах.
На западе первым изобретателем механизированного суппорта считается английский механик Генри Модсли (Henry Maudslay; 1771 — 1831 г). Первую конструкцию механизированного суппорта Модсли создал в 1794 году. В 1798 году он значительно улучшил конструкцию суппорта, что позволило создать вариант универсального токарного винторезного станка. В 1800 году Модсли создал третий вариант станка с механизированным суппортом.
Следующий этап – автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки – блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики – автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т.д. Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации – револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов.
Это был серьезный шаг к созданию станков-автоматов.
Таким образом, после изобретения механизированного суппорта токарные станки в начале XIХ века имели все основные узлы, которые имеют современные токарно-винторезные станки: станина, передняя и задняя бабки и суппорт, позволяющий выполнять множество операций с высокой точностью.
Устройство передней бабки
Основным узлом передней баки является шпиндель. Шпиндельная бабка закреплена на левом краю станины. Это наиболее важная деталь из всей конструкции.
Во внутреннем коническом отверстии шпинделя фиксируются различные необходимые приспособления, инструменты, оправки.
Как работает
Движение шпинделю передается от шкива клиноременной передачи. Все валы и сам шпиндель установлены на опорах качения.
При прямом направлении вращения у станка, необходимы большие крутящие моменты. Это возникает за счет большого числа дисков, которые расположены в левой части фрикционной муфты.
Если коробка передач закреплена в тумбе станины, то со шпинделем она связана ременной передачей. Такие модели оборудования названы станками с разделенным приводом.
Такие модели оборудования названы станками с разделенным приводом.
Для чего она нужна?
Передняя бабка осуществляет основное движение и передает вращательный момент от приводного электродвигателя непосредственно к заготовке.
Если станок универсальный, то на нем передняя бабка с помощью конструктивных элементов осуществляет привод подачи суппорта с режущим инструментом.
Подручник
Этот элемент условно состоит из двух частей. Для обеих нужен один тип заготовки — 50 мм уголок, внутрь которого вложен другой, шириной 30 мм. Свариваются они вдоль кромок, в итоге должно получиться два отрезка по 260 и 600 мм.
Короткая деталь — регулируемое основание подручника. Одна из полок срезается, но не полностью, оставляется отрезок 110 мм длиной с наклонным срезом. Другая полка подрезается под прямым углом в 60 мм от заднего края. Из толстой стальной пластины нужно изготовить ответную рамку, которая будет зажимать направляющую стойки подручника.
Для изготовления направляющей с зажимом возьмите обычную трубу на дюйм и сделайте в ней продольный надрез болгаркой. Получившаяся гильза должна быть длиной около 150 мм, её вкладываем в 25 мм уголок, ориентируя прорезью наружу перпендикулярно одной из полок. Стягиваем детали струбциной и провариваем по всей длине, ближайшей к прорези полки. Накрываем заготовку вторым уголком такой же длины и крепим его к трубке с обратной стороны.
Получившаяся гильза должна быть длиной около 150 мм, её вкладываем в 25 мм уголок, ориентируя прорезью наружу перпендикулярно одной из полок. Стягиваем детали струбциной и провариваем по всей длине, ближайшей к прорези полки. Накрываем заготовку вторым уголком такой же длины и крепим его к трубке с обратной стороны.
Направляющая приваривается плашмя к выступающей полке регулировочной рейки с внутренней её стороны. Для фиксации используется винт с длинной ручкой и приваренная к рейке гайка. С обратной стороны ответная планка скреплена шплинтованным пальцем или даже приваренным прутком.
Подручник крепится на стержне 20 мм гладкой арматуры, который расположен по центру с внешней стороны угловой заготовки. Стержень плотно входит в трубку направляющей системы, а при затягивании винта его надёжно обжимает со всех сторон. Длинная угловая заготовка длиной 600 мм приваривается к прутку с небольшим наклоном на себя и слегка «заточенной» передней кромкой.
Регулировка и ремонт
Регулировка включает обязательные этапы:
- установка величины люфта, который образуется между направляющими у станины и основанием задней бабки;
- минимальные зазоры в подшипниках пиноли, если она вращается;
- устранения смещения центра по отношению к шпинделю.

Как часто необходимо совершать проверку и ее порядок указаны в паспортной документации к каждому станку.
Если возникла необходимость, то проводятся восстановительные или ремонтные работы. Восстанавливают следующие параметры:
- точную стыковку станины с узлом задней бабки;
- высоту расположения шпинделя и пиноли.
Также часто приходится восстанавливать точность отверстия, куда закреплена пиноль.
Какие проблемы могут возникнуть при работе с самодельным оборудованием
Чтобы на длительное время сохранить исходные параметры токарного станка, необходимо его правильно использовать. Тогда не возникнет проблем в процессе работы.
Фиксация заготовки должна происходить при помощи специального крепежа. Обязательно регулировать скорость при помощи изменения положения приводного ремня в шкифах.
Проблемы могут возникать следующие:
- более низкая производительность, чем у образца промышленного производства;
- станок способен обрабатывать не все породы дерева;
- возможна повышенная вибрация;
- скорость износа подшипников разная и это необходимо постоянно контролировать.
При некоторых минусах, самодельное токарное оборудование – оптимальный вариант для домашней мастерской. Оборудование промышленного производства далеко не всегда доступно простым специалистам, которым токарный станок необходим для бытового применения.
Передняя и задняя бабки – основные и наиболее важные узлы любого токарного станка по дереву. От их правильного конструирования и подгонки зависит в конце концов качество всей конструкции. При этом изготовить эти детали в домашних условиях может любой мастер.
Передняя и задняя пиноль своими руками
Шпиндельная бабка — это априори наиболее сложный элемент всего оборудования. При изготовлении необходимо учесть, что понадобится блок из сменных шестеренок, которые передают и меняют скорость вращательного движения шпинделя и момента вращения непосредственно с вала коробки передач.
Заднюю бабку делают с подвижным или неподвижным центром вращения. Для подвижного варианта центра понадобится в отверстие пиноли установить пару подшипников: с переднего края с коническим роликом, он будет упорный и задний, радиальный, расточен под конус.
Установка и фиксация заднего центра у станка осуществляется за счет конусного отверстия втулки. Шпиндельная и упорная бабка являются основой конструкции любого токарного станка.
Поэтому мастер должен знать принцип их работы, как сделать такую деталь своими руками и как ее отрегулировать, а по возможности и отремонтировать.
Функции задней бабки
Данный элемент конструкции станка отвечает за качество фиксации и обработки деталей. Именно поэтому очень важной его характеристикой должна быть устойчивость. Этот узел предотвращает смещение детали в ходе ее обработки и должна отвечать за корректное местоположение оси центра. К тому же данная деталь отвечает за правильное направление шпинделя и его стабильную фиксацию.
Кроме этих функций, такой узел также должен обладать возможностью оперативной установки на оси станка и опцией точной фиксации детали на обоих центровых отверстиях аппарата. Именно стабильность и устойчивость задней бабки способствуют точной обработке заготовок.
Таким образом, данная деталь также предотвращает возникновение аварийных ситуаций во время эксплуатации станка. В случае неисправного состояния этого узла, деталь может вылететь из центров и повредить станок или ранить оператора.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).

Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Процесс обработки с ЧПУ– насколько важна задняя бабка?
Нужна ли задняя бабка при использовании токарного станка с ЧПУ для обработки заготовки? Ответ зависит от длины куска. Можно обойтись обработкой короткомерных заготовок без задней бабки. Тем не менее, задняя бабка жизненно важна для процесса обработки с ЧПУ, чтобы обеспечить точную обработку длинных и тонких деталей, таких как ствол винтовки, без деформации или вибрации.
Тем не менее, задняя бабка жизненно важна для процесса обработки с ЧПУ, чтобы обеспечить точную обработку длинных и тонких деталей, таких как ствол винтовки, без деформации или вибрации.
Расположенные напротив передней бабки токарного станка с ЧПУ, задние бабки используются для фиксации и поддержки свободного конца заготовки во время ее обработки. Задняя бабка обеспечивает устойчивое положение продольной оси вращения заготовки и ее фиксацию точно параллельно станине станка.
Положение задней бабки регулируется вдоль направляющих станины для установки заготовок разной длины. После фиксации на месте инструмент монтируется и перемещается в точное положение с помощью ходового винта.
Помимо удержания заготовки на месте, задние бабки также используются для сверления центров заготовок. Режущий инструмент, такой как сверло, метчик или развертка, содержащийся в задней бабке, используется для создания отверстия точной глубины, формы и диаметра.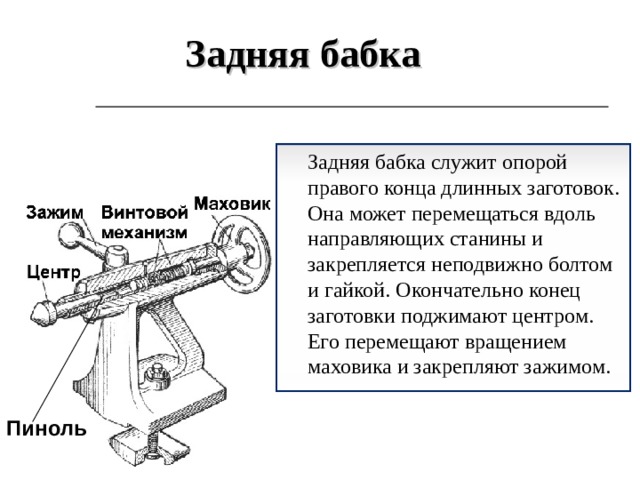 Однако, в отличие от сверления отверстий с помощью сверлильного станка или фрезерного станка, инструмент в задней бабке остается неподвижным, пока заготовка вращается.
Однако, в отличие от сверления отверстий с помощью сверлильного станка или фрезерного станка, инструмент в задней бабке остается неподвижным, пока заготовка вращается.
Задние бабки не требуются для каждой работы, так когда же вам нужно их использовать? Задние бабки необходимы при обработке длинных тонких деталей, но они также полезны и для более коротких деталей.
Большинство производителей рекомендуют использовать заднюю бабку для поддержки любой детали, отношение длины к диаметру которой превышает 3:1. Чем выше отношение длины к диаметру, тем больше риск появления дефектов в готовом изделии.
Деталь с соотношением LTD 2:1, скажем, длиной 2 дюйма и диаметром 1 дюйм, может быть изготовлена без использования задней бабки. Тем не менее, задняя бабка может помочь предотвратить смещение этих деталей, закрепив их на месте во время обработки. Когда отношение LTD превышает 3:1, задняя бабка необходима для обеспечения качества готовой детали.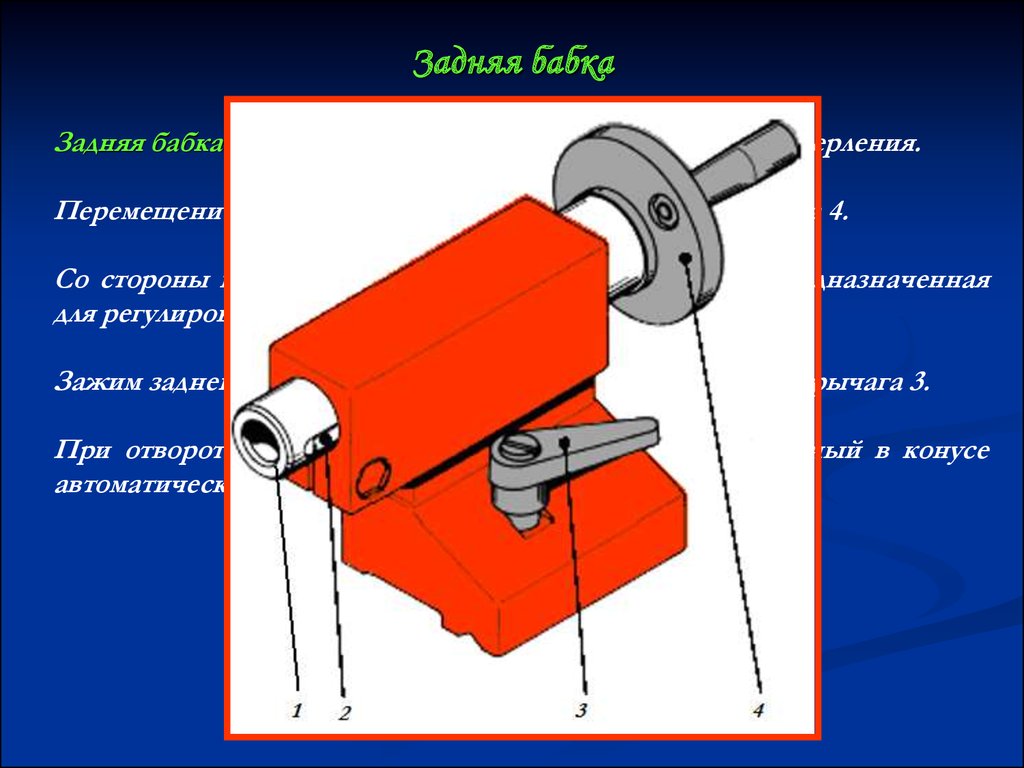
За задней бабкой необходимо правильно ухаживать, чтобы обеспечить ее точное выравнивание с передней бабкой. Когда задняя бабка не выровнена, возникают такие проблемы, как конусность и вибрация (отметины на заготовке из-за того, что деталь недостаточно плотно удерживается задней бабкой). Жесткость задней бабки, ее способность надежно удерживать заготовку по центру, также оказывает большое влияние на качество готовой детали. Сужение, неточности и другие искажения могут возникнуть, если задняя бабка не закреплена должным образом.
Ваш поставщик задних бабок и других принадлежностей для поворотных столовCNC Indexing & Feeding Technologies — ваш поставщик высококачественных задних бабок и других принадлежностей для поворотных столов.
С момента своего основания в 2007 году компания CNC Indexing & Feeding Technologies превратилась в ведущего импортера/дистрибьютора качественных аксессуаров для станков с ЧПУ, таких как гидродинамические магазинные устройства подачи прутка, загрузчики коротких прутков и портальные автозагрузчики.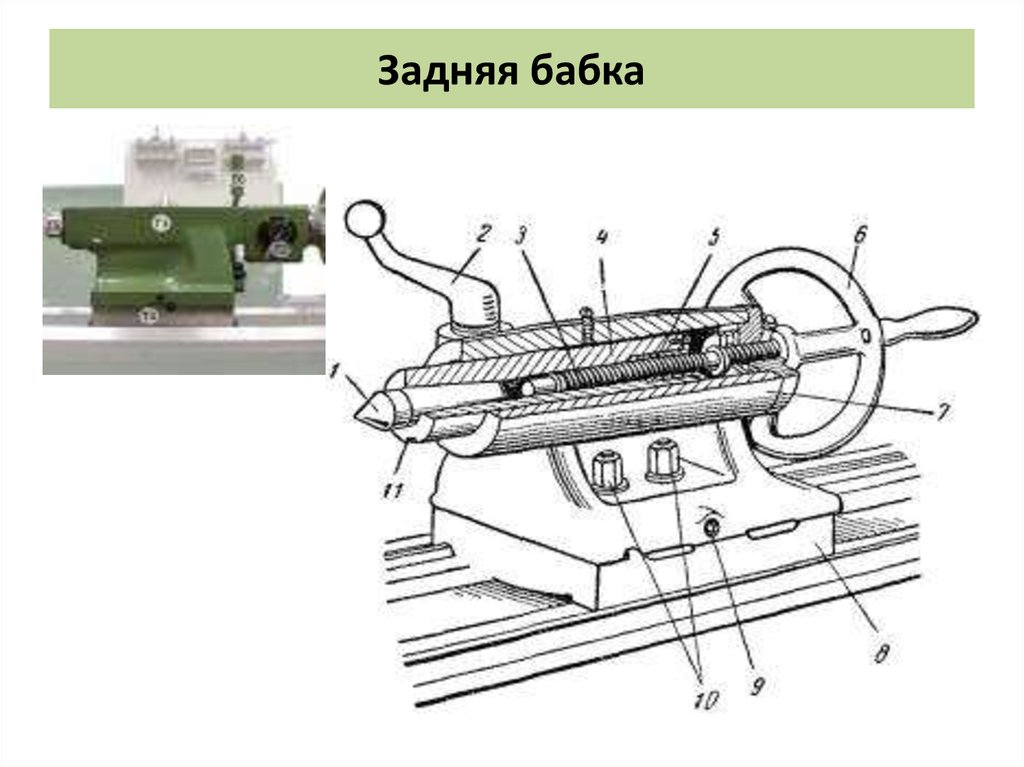
Наши поворотные и делительные столы TJR позволяют превратить любой 3-осевой обрабатывающий центр в 4- или 5-осевой. Кроме того, у нас есть много аксессуаров, включая задние бабки и элементы управления индексатора.
Собственная торговая марка CNC Indexing систем подачи СОЖ под высоким давлением и маслосборщиков типа Welltech повышает производительность и качество деталей, одновременно увеличивая срок службы ваших инструментов и станков.
Позвоните в CNC Indexing & Feeding Technologies по телефону 513-770-4200 или напишите нам по адресу [email protected], чтобы узнать, как наши продукты могут удовлетворить ваши производственные потребности!
Что такое задняя бабка? (с картинками)
`;
Промышленность
Факт проверен
Паркер Браун
Задняя бабка — это устройство, которое можно найти как на токарных станках с двигателями, так и на токарных станках по дереву, а иногда и на различных типах фрезерных станков.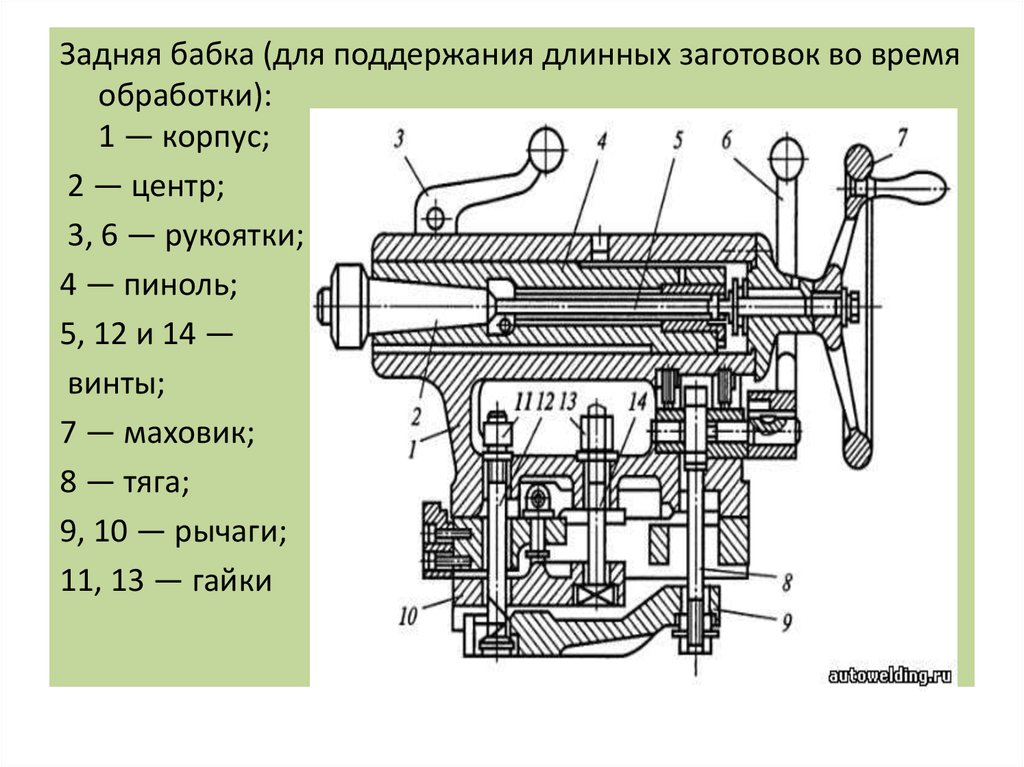 Задние бабки проходят вдоль продольной или оси X станины токарного станка. Они могут служить для самых разных целей на токарном станке, но часто используются для токарной обработки куска металла между центрами. Это не только повышает точность процесса токарной обработки, но также может помочь предотвратить вибрацию, возникающую, когда металл начинает изгибаться во время токарной обработки.
Задние бабки проходят вдоль продольной или оси X станины токарного станка. Они могут служить для самых разных целей на токарном станке, но часто используются для токарной обработки куска металла между центрами. Это не только повышает точность процесса токарной обработки, но также может помочь предотвратить вибрацию, возникающую, когда металл начинает изгибаться во время токарной обработки.
Задняя бабка обычно состоит из пяти различных компонентов. Первым компонентом является корпус, который составляет большую часть устройства. Корпус крепится к регулируемому основанию под ним, которое проходит вдоль станины токарного станка. Винт подачи используется для перемещения задней бабки, которая вращается маховиком, расположенным на задней части устройства.
Винт подачи используется для перемещения задней бабки, которая вращается маховиком, расположенным на задней части устройства.
На некоторых токарных станках скорость перемещения устройства по станине можно регулировать с помощью встроенных редукторов. После того, как устройство перемещено в желаемое место, оно фиксируется на месте с помощью рычага. Затем заготовка крепится к шпинделю задней бабки, который удерживает заготовку на месте в ее центре вращения.
 Во время работы центр токарного станка крепится к внутреннему концу устройства, что помогает зафиксировать заготовку во время ее вращения. Это особенно полезно для больших токарных станков, в которых расстояние между центрами исключительно велико. Это позволяет надежно закрепить более длинные детали, например стволы винтовок, во время обработки. Незакрепленные длинные куски материала могут не только вызвать вибрацию, но и снизить точность поворота.
Во время работы центр токарного станка крепится к внутреннему концу устройства, что помогает зафиксировать заготовку во время ее вращения. Это особенно полезно для больших токарных станков, в которых расстояние между центрами исключительно велико. Это позволяет надежно закрепить более длинные детали, например стволы винтовок, во время обработки. Незакрепленные длинные куски материала могут не только вызвать вибрацию, но и снизить точность поворота. Хотя задняя бабка в основном используется для токарной обработки между центрами, она также может выполнять и другие не менее важные задачи. Задние бабки могут быть оснащены различными типами бит и инструментов. Благодаря этому задние бабки могут выполнять задачи по сверлению, растачиванию и нарезанию резьбы.
Задние бабки могут быть оснащены различными типами бит и инструментов. Благодаря этому задние бабки могут выполнять задачи по сверлению, растачиванию и нарезанию резьбы.
Сверло с задней бабкой состоит из сверла, закрепленного в той же области, где должен быть шпиндель. При вращении заготовки задняя бабка остается неподвижной. Затем его можно использовать для сверления отверстий в заготовке, когда она перемещается вверх и вниз по станине станка. Для чистовой обработки или для более крупных работ расточная оправка может быть установлена таким же образом и использована для расточных процедур.