Онлайн-обучение Использование задней бабки на токарном станке HAAS, курсы, видео
Сегодня мы рассмотрим важную тему по использованию задней бабки на вашем токарном станке Haas. Задняя бабка доступна почти для всех токарных станков Haas. Она заметно расширяет возможности вашего производства. Так для чего же она нужна?
Задняя бабка необходима для обработки длинных тонких заготовок. Показателем является отношение длины заготовки к её диаметру, но не всей длины. Очевидно, что речь идёт только о неподдерживаемой части заготовки, установленной в патрон станка.
Данная заготовка имеет это отношение шесть к одному, но зажать её мы можем с вылетом пять диаметров. В этом случае у нас будут проблемы при точении, если нет поддержки задней бабкой! А можем зажать с вылетом три диаметра и тогда, вероятно, нам поддержка задней бабки не понадобится. Если же вылет превысит 10 диаметров, то заготовка окажется столь «гибкой», что и поддержки задней бабкой может оказаться недостаточно.
В итоге! Если вылет составляет три диаметра или меньше, то задняя бабка, скорее всего, будет не нужна. Если вылет превышает это соотношение, то она нам поможет! А вот когда вылет превышает 10 диаметров, то задняя бабка, конечно, будет нужна, но может потребоваться и кое-что ещё, например, люнет.
Рассмотрим этот резьбовой вал. Как мы будем использовать заднюю бабку в этом случае? После обработки первой стороны, мы переворачиваем заготовку и зажимаем мягкими кулачками за обработанный диаметр для выполнения второй операции. Так как наш самый маленький окончательный диаметр будет на самом конце заготовки, то мы не сможем зацентроваться большим сверлом, поэтому выберем маленькое центровочное сверло и вращающийся центр, который неглубоко входит в отверстие и обеспечивает дополнительный зазор для режущего инструмента.
До начала сверления центровочного отверстия нам надо подготовить торец заготовки. Торцовку и сверление центровочным сверлом делаем на том же вылете, что и будущую обработку. Вылет довольно большой и не будет ли проблем? Хороший вопрос!
Вылет довольно большой и не будет ли проблем? Хороший вопрос!
Давайте посмотрим. Из-за большого вылета подрезание торца и сверление должны выполняться на малых скоростях и подачах и с маленьким съёмом материала во избежание отгибов детали, вибраций и аварий. Никогда не используйте высокие обороты шпинделя из-за опасности повреждения станка, инструмента, заготовки или даже травмы оператора!
Давайте проверим заготовку по поверхности, которую мы только что обработали и позицию центровочного отверстия. Мы видим очень небольшие биения, значит мы всё сделали правильно!
Итак, после торцовки и центровки заготовки задняя бабка перемещается автоматически в позицию поддерживания детали для дальнейшей обработки.
В процессе исполнения управляющей программы не требуется никакой ручной активации задней бабки. Но, прежде чем мы продолжим, надо коротко сказать о глубине центровочного отверстия. Важная часть центровочного инструмента — это 60-градусные конические режущие кромки. Использовать их по глубине не стоит более чем на 90%. Если же просверлить глубже, то на детали останется «ребро», которое не позволит заднему центру правильно использовать коническую часть. Это довольно очевидно, но все же мы решили об этом напомнить.
Если же просверлить глубже, то на детали останется «ребро», которое не позволит заднему центру правильно использовать коническую часть. Это довольно очевидно, но все же мы решили об этом напомнить.
А еще стоит отметить, что использовать 90-градусные фасочные свёрла, неправильно и некорректно. Задний центр будет работать только своей вершиной! Если коротко, всегда используйте только центровочные свёрла с углом 60 градусов для идеального соответствия углу вращающегося центра.
Теперь перейдём к теме управления задней бабкой. Как сказать стойке управления, чтобы она переместила заднюю бабку? Для этого нужно использовать коды М21 и М22.
М21 — это команда на движение задней бабки ВПЕРЁД, а М22 — команда на отход НАЗАД. Давайте добавим эти команды в нашу программу. Двигаем курсор вниз до выбора инструмента и вставляем сюда М21. И в конце программы ставим М22 после завершения движения осей.
Еще один способ заставить заднюю бабку двигаться — использовать педаль.
Но оба эти способа требуют предварительно задать координаты трёх точек. Самая правая возможная точка нахождения задней бабки называется HOME POSITION. Это машинный ноль оси В. В сеттинге 105 мы указываем точку отхода задней бабки от детали. В сеттинге номер 107 мы задаём координату точки удержания детали. Когда мы зажимаем и разжимаем деталь задней бабкой, мы заставляем её двигаться между этими точками. И мы поговорим о них подробнее через минуту.
Самая правая возможная точка нахождения задней бабки называется HOME POSITION. Это машинный ноль оси В. В сеттинге 105 мы указываем точку отхода задней бабки от детали. В сеттинге номер 107 мы задаём координату точки удержания детали. Когда мы зажимаем и разжимаем деталь задней бабкой, мы заставляем её двигаться между этими точками. И мы поговорим о них подробнее через минуту.
Когда используется ножная педаль для приведения задней бабки в движение вперёд и назад, то, нажав педаль второй раз, вы остановите движение в целях безопасности. Однако, когда задняя бабка движется по команде M21 или M22, то нажатие на педаль не остановит заднюю бабку.
Есть ещё несколько способов заставить заднюю бабку двигаться. Можно использовать кнопки TS RAPID, TS на стойке ЧПУ, или маховичок ручного управления, выбрав ось В, или даже можно дать команду на перемещение оси В.
Но! НИКОГДА ни один из этих способов не должен использоваться для поджатия детали. Для этого нужно использовать только команду М21 или ножную педаль. Маховичком, кнопками на пульте ЧПУ или командой перемещения оси В невозможно обеспечить полноценный зажим детали.
Маховичком, кнопками на пульте ЧПУ или командой перемещения оси В невозможно обеспечить полноценный зажим детали.
Команды M21 и M22 используют значения, которые мы задали в настройках 105, 106 и 107.
Начнём с настройки номер 107 — позиции зажима. Это координата определяет позицию задней бабки, когда она зажимает деталь. Чтобы найти значение сеттинга 107, перемещаем заднюю бабку вперёд, пока она не коснётся детали и добавляем к этому значению примерно полдюйма. На экране видим –23.3 дюйма, а в настройку 107 пишем –23.8. Это будет «ТОЧКА УДЕРЖАНИЯ». Другими словами, задняя бабка будет стремиться достичь этой точки, но остановится она в точке –23.3 дюйма плюс-минус из-за возможной разницы в длине заготовок.
Давайте это проверим. Наша задняя бабка пытается достичь отрицательного значения 23.8, но, конечно, останавливается, когда упирается в заготовку. Деталь зажата!
А как насчёт настройки номер 106? Это точка перехода с ускоренного перемещения на рабочее. Поставим сюда 2 дюйма и увидим, что задняя бабка замедлится за два дюйма до точки удержания детали.
Теперь посмотрим настройку 105. Это значение определяет, насколько далеко задней бабке отходить от детали. Если ставим 11 дюймов, то настолько и будет отводиться задняя бабка. Чтобы не тратить время на лишнее перемещение, поставим новое значение 3.5 дюйма. Такой отвод даст возможность снимать и ставить заготовку и экономить время.
Есть еще важная настройка номер 121. Если её отключить, то задняя бабка будет перемещаться в позицию 107, но не будет проверять достигла ли она её и зажата ли деталь, так что если ваша деталь оказалась не в нужном месте, может оказаться, что она вовсе и не зажата! А стойка не будет знать об этом, поэтому мы рекомендуем не отключать этот сеттинг. Тогда при активации задней бабки педалью или М-кодом станок остановится по ошибке, если не найдёт вашу деталь в указанном месте.
Далее рассмотрим настройки 93 и 94, которые определяют область вокруг задней бабки. Этот невидимый щит движется вместе с ней и предохраняет станок от столкновений.
Сеттинг 93 — это расстояние от машинного нуля оси Х до точки возможного столкновения с задней бабкой. Чтобы настроить его правильно, выберите инструмент с самым большим вылетом и подведите его к задней бабке, оставив безопасный зазор. Текущую координату запишите в сеттинг 93. В нашем случае запишем сюда немного меньшее значение: 7.6 дюйма с минусом. Теперь суппорт ни при каких обстоятельствах не перейдёт эту запретную точку.
Чтобы настроить его правильно, выберите инструмент с самым большим вылетом и подведите его к задней бабке, оставив безопасный зазор. Текущую координату запишите в сеттинг 93. В нашем случае запишем сюда немного меньшее значение: 7.6 дюйма с минусом. Теперь суппорт ни при каких обстоятельствах не перейдёт эту запретную точку.
Значение настройки 94 немного сложнее определить, но определить это значение надо! Итак, переместим заднюю бабку вправо и посмотрим, как это работает. Допустим, нам нужно сверлить заготовку. Мы же не хотим ударить револьвером заднюю бабку при отводе сверла от детали? Так вот! Настройка 94 представляет собой разницу между самой левой точкой задней бабки и самой правой точкой суппорта по оси Z. Это защитит нас от столкновения, потому что это зона безопасности не координата Z, а небольшой зазор, который движется вместе с задней бабкой! Например, при смене вращающегося центра на другой, с большим вылетом, необходимо отвести заднюю бабку вправо, опустить суппорт вниз и, двигая его вправо, установить безопасный зазор.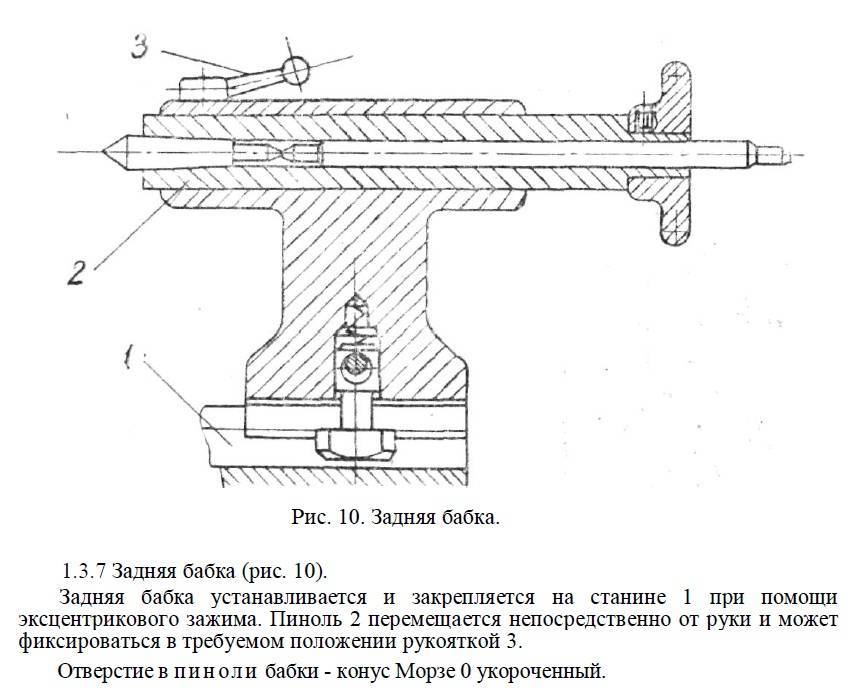
Теперь нам надо ВЫЧЕСТЬ текущую координату оси В из текущей координаты оси Z! В нашем случае отрицательные 5 дюймов мы вычитаем из отрицательных восьми с лишним дюймов. Это даст нам отрицательную величину –3.82 дюйма. В настройку 94 вносим –4.0 дюйма. Немного округлили для безопасности в большую сторону.
Вы можете заметить сейчас, что красная область заметно меньше 4 дюймов. Дело в том, что значение настройки 94 — это разница между значениями осей Z и B, а не величина зазора. Это легко проконтролировать в таблице смещений.
Итак, мы задали все необходимые значения и готовы теперь зажать нашу деталь в патроне. Остаётся ещё один важный вопрос: какое давление нам следует использовать для поджима?
Часто оператор токарного станка считает, что лучше использовать как можно большее давление для задней бабки, чтобы она лучше держала заготовку. Другие думают, что должны задать небольшое давление, чтобы не деформировать деталь. Очень высокое давление задней бабки может привести к прогибу заготовки, а также может привести к тому, что заготовка будет задвинута в патрон.
Мы рекомендуем начинать работу с давления 200 фунтов на квадратный дюйм. Если будет нужно, то нагрузку можно потом увеличить. Но для некоторых деталей даже давление 200 фунтов на квадратный дюйм может оказаться большим.
Возьмем стальной вал диаметром четверть дюйма и алюминиевую трубу диаметром 1 дюйм. Какое нужно давление, чтобы их деформировать? Начнем со 100 фунтов на квадратный дюйм. Будем измерять биение в середине каждой детали. С давлением 100 фунтов всё нормально. Увеличение давления до 200, а потом и до 300 фунтов приводит к существенному деформированию стального стержня. Алюминиевая труба начинает деформироваться при 400 фунтов на квадратный дюйм. Стальной стержень при таком давлении так сильно деформируется, что нам даже не нужен больше индикатор.
Почему мы показали вам это? Мы хотим, чтобы вы поняли, что и давление 200 фунтов на квадратный дюйм нельзя использовать для некоторых слабых деталей. Оптимальное давление нужно подбирать в каждом конкретном случае обработки. Нельзя допустить, чтобы детали начали деформироваться.
Нельзя допустить, чтобы детали начали деформироваться.
Давайте подведем итог нашего рассказа. Большинство токарных работ мы рекомендуем начинать с давлением 200 фунтов на квадратный дюйм за исключением обработки очень тяжелых деталей с очень серьезными режимами резания. Когда мы обрабатываем трубу с тонкой стенкой или когда наша заготовка совсем небольшого диаметра, то давление должны быть в диапазоне от 100 до 200 фунтов на квадратный дюйм. Когда наша заготовка действительно очень большая и тяжелая, то имеет смысл устанавливать давление от 200 до 400 фунтов на квадратный дюйм. Или, если силы резания направлены на заднюю бабку, то тоже можно применить давление выше 200 фунтов на квадратный дюйм для противодействия этим осевым силам, которые стремятся вытащить деталь из патрона.
Еще одна важная тема — вращающийся центр, который мы будем использовать. Это деталь, которая вставляется в пиноль задней бабки и поджимает заготовку. Она должна уметь свободно вращаться вместе с деталью, должна быть жестко установлена точно по центру и должна быть способна воспринимать высокую нагрузку от задней бабки. Вращающиеся задние центры бывают разных размеров и форм. Нужно выбрать устройство, которое наилучшим образом обеспечит поддержку вашей детали.
Вращающиеся задние центры бывают разных размеров и форм. Нужно выбрать устройство, которое наилучшим образом обеспечит поддержку вашей детали.
В нашем примере мы использовали удлиненный вращающийся центр, так как наша деталь имеет на конце небольшой диаметр. Вращающийся центр должен позволить режущему инструменту обрабатывать деталь, поэтому мы выбрали устройство с уменьшенным диаметром. Если бы мы выбрали обычный вращающийся центр, то нам нужно было бы действовать особенно осторожно. Нужно обязательно проверить, что режущий инструмент не столкнется с задним центром.
Давайте сейчас внимательно посмотрим на удлиненный вращающийся центр, который обычно применяется на станках с ЧПУ, и на обычный. Удлиненный центр оставляет нам больше свободного места в рабочей зоне станка, но он менее жесткий по сравнению с обычным центром. Используйте более жесткий центр, если у вас появилась вибрация.
Вот три основные параметра, которые необходимо учитывать при выборе вращающегося центра: максимальная допустимая масса, максимально возможные обороты и максимальное осевое усилие. Не превышайте эти допустимые значения, если хотите максимально продлить срок службы своего центра.
Не превышайте эти допустимые значения, если хотите максимально продлить срок службы своего центра.
Если масса заготовки и обороты шпинделя не превышают допустимых значений, то основным фактором, влияющим на срок службы центра, будет осевая нагрузка задней бабки. Это еще одна причина не увеличивать без необходимости её давление.
Задние вращающиеся центры действительно изнашиваются, особенно, если с ними неправильно обращаются. Давайте проверим состояние этого заднего центра.
Сначала проверим, как плавно вращаются ролики подшипников. Сделаем несколько оборотов в одном направлении, проверяя плавность вращения. Подшипники этого центра в хорошем состоянии.
Далее проверим биение центра. Результат вполне приемлемый. Этот центр можно использовать.
В отличие от этого центра у нас есть ещё центр с серьезным износом. Он имеет заметные повреждения. Даже на относительно хороших участках мы получаем скачкообразные движения стрелки индикатора. Его подшипники и рабочая поверхность повреждены. Необходимо ремонтировать его или заменить.
Необходимо ремонтировать его или заменить.
Убедитесь, что конический хвостовик вращающегося центра чистый, без ржавчины и не имеет вмятин или других повреждений. Визуально проверяем состояние и чистоту конуса. Конус задней бабки также должен быть в хорошем состоянии.
Мы сейчас покажем правильный способ удаления вращающегося центра из конуса задней бабки. Нам понадобится стальной стержень и молоток. Задний центр, обычно, достаточно легко выбивается.
Давайте проведем один эксперимент с нашим резьбовым валом. На верхнем видео мы будем обрабатывать вал с поджимом задней бабкой. Давление 200 фунтов на квадратный дюйм, так как мы знаем, что этого давления вполне достаточно для поддержки детали. На нижнем видео будет обработка вала без поджима задней бабкой.
Запускаем наши программы обработки. В каждом случае подобраны оптимальные для каждого вида зажима режимы резания.
Иногда операторы переживают, что они потеряют время, связанное с перемещением задней бабки. Но, дополнительный зажим позволяет использовать более высокие режимы резания и позволяет получить более качественную обработанную поверхность. Мы можем работать значительно быстрее, так как наш зажим более жесткий.
Мы можем работать значительно быстрее, так как наш зажим более жесткий.
Хотя обработка детали с поджимом задней бабкой началась с некоторым опозданием, общее время цикла оказалось заметно меньше. Оно составило 1 минуту 55 секунд. Обработка без использования задней бабки длилась 2 минуты 50 секунд. Разница существенная.
Также мы видим, что качество поверхности, которое было ближе к задней бабке, у обработанных деталей значительно отличается. Поверхности, которые были ближе к кулачкам патрона, в обоих случаях выглядят хорошо.
Давайте измерим, какая получилась шероховатость поверхности в случае с поджимом задней бабкой и в случае без поджима. Сначала берем деталь, которую мы обрабатывали без поджима, и измеряем поверхность у кулачков патрона. Получаем 59 микродюймов. Теперь измеряем поверхность этой детали с другой стороны. Поверхность более грубая, получаем 121 микродюйм. Мы этого ожидали, так как эта часть детали находилась дальше от зажима. Отношение длины к диаметру 4. 5.
5.
Теперь берем деталь, которую мы обрабатывали с поджимом задней бабкой. Измеряем поверхность у кулачков патрона. Получаем 55 микродюймов. Перемещаемся к другому концу детали, который находится рядом с задней бабкой. Также получаем 55 микродюймов.
Есть веские причины, чтобы использовать заднюю бабку при обработке такого вала.
Надеемся, что это видео было полезным. Спасибо за просмотр!
Задняя бабка — РИНКОМ
Задняя бабка — РИНКОМГлавная
Статьи
Задняя бабка Задняя бабка
13 апреля 2022
Гирин Кирилл
Задняя токарная бабка – это вспомогательный узел, упрощающий обработку заготовок. На торце устройства присутствует отверстие. В нем крепится вращающийся конус, режущий инструмент и прочие элементы.
Рис. 1 Задняя бабка в классическом исполненииУстройство задней бабки
Задняя бабка включает широкий спектр элементов. Ключевой деталью является стойка или опорный корпус. Компонент объединяет все части устройства, обеспечивает их надежную фиксацию и слаженную эксплуатацию.
Компонент объединяет все части устройства, обеспечивает их надежную фиксацию и слаженную эксплуатацию.
За перемещение задней бабки отвечает направляющая пластина. Она соответствует размерам посадочного проема станка, гарантирует плавный ход элемента по заданной траектории.
Направляющая имеет гребень в верхней части. В отдельных случаях он является самостоятельной деталью, устанавливаемой на посадочное место.
Удержание направляющей обеспечивают особые крепежи. Они представлены прижимными пластинами с монтажными отверстиями.
Рис. 3 Прижимная пластинаУдержание направляющей обеспечивают особые крепежи. Они представлены прижимными пластинами с монтажными отверстиями.
Рис. 4 Вращающийся конус
Конус со стержнем размещены в рамках втулки. Последняя не только удерживает элементы, но и обеспечивает их равномерное перемещение при регулировке. Длины втулки достаточно, чтобы исключить перекос и внеосевое смещение стержня.
Длины втулки достаточно, чтобы исключить перекос и внеосевое смещение стержня.
Зафиксировать положение вращающегося конуса помогает специальный винт. Он выполнен в форме барашка, откручивается и закручивается вручную.
Рис. 6 Фиксирующий винтПозиционирование конуса происходит путем вращения рукояти. Деталь расположена в тыльной части бабки станка.
Рис. 7 РукоятьБабка в сборе имеет следующий вид.
Рис. 8 Бабка в сбореУстройства с внутренним расположением рабочих элементов снабжены пинолями. Они представлены пустотелыми цилиндрами с конусами Морзе. Изделия являются направляющими для конуса, исключают его смещение в процессе эксплуатации.
Рис. 9 Пиноль (позиция №3)Требования, предъявляемые к узлам
Задняя бабка станка должна соответствовать следующим требованиям.
- Точное центрирование заготовки.
- Предотвращение смещения изделия в процессе обработки.
- Эффективная фиксация деталей значительной длины.
- Плавный ход по направляющим станка, отсутствие люфта и непредвиденных смещений.
- Высокая точность перемещения при сохранении соосности.
- Надежная фиксация элементов в выбранном положении.
Купив заднюю бабку станка, соответствующую перечисленным требованиям, мастер сохранит класс точности обработки, исключит непредвиденные сбои в процессе эксплуатации оборудования.
Задние бабки для тяжелых станков снабжены электрическим приводом. Устройства не предназначены для ручного перемещения, ориентированы на работу с массивными, крупными деталями.
Рис. 10 Задняя бабка с приводомРемонт и настройка
Потребность в ремонте задней бабки возникает вследствие ее естественного износа.
Настройка задней бабки станка предполагает решение следующих задач:
- устранение люфтов, возникших между подвижными элементами;
- минимизация зазоров;
- сервисное обслуживание либо замена подшипников;
- обеспечение соосности патрона и вращающегося конуса бабки.
Проверка исправности узла осуществляется путем зажатия стального вала предельно возможной длины.
Рис. 11 Позиционирование задней бабки с использованием специального инструмента
Обслуживание узла осуществляется с заданной периодичностью. График и перечень сервисных процедур указан в паспорте устройства. Работы поручаются штатному наладчику. Специалист использует профильное оборудование, выполняет перечень установленных мероприятий в соответствии с рекомендациями производителя.
Наиболее трудоемкой процедурой считается восстановление проема для пиноли. Операция требует высокой точности исполнения. Ошибки, допущенные при проведении работ, снизят точность обработки, приведут к преждевременному износу оборудования.
При невозможности восстановления проема производится его расширение. В отверстие устанавливается пиноль большего размера. Узлы находятся в достаточном количестве на складе предприятия.
Рис. 12 Хранение пинолей на складеСопутствующая продукция
Наряду с бабками приобретаются токарные патроны. Продукция задействуется в рамках ремонта и обслуживания оборудования. При ее покупке учитывается конфигурация станка, параметры устанавливаемой бабки, размерность обрабатываемых заготовок.
Рис. 13 Токарный патрон в комплекте
Воспользовавшись предложением нашего магазина, Вы сможете приобрести токарные патроны от ведущих производителей. Продукция различается по ряду параметров.
Продукция различается по ряду параметров.
- Количество кулачков – от 2 до 6;
- Диаметр – от 80 до 800 мм;
- Высота – от 66 до 160 мм.
Изделия сопровождаются набором документов, обладают значительным эксплуатационным ресурсом, соответствуют параметрам безопасности.
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина СравнитьВход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Процесс обработки с ЧПУ– насколько важна задняя бабка?
Нужна ли задняя бабка при использовании токарного станка с ЧПУ для обработки заготовки? Ответ зависит от длины куска. Можно обойтись обработкой короткомерных заготовок без задней бабки. Тем не менее, задняя бабка жизненно важна для процесса обработки с ЧПУ, чтобы обеспечить точную обработку длинных и тонких деталей, таких как ствол винтовки, без деформации или вибрации.
Можно обойтись обработкой короткомерных заготовок без задней бабки. Тем не менее, задняя бабка жизненно важна для процесса обработки с ЧПУ, чтобы обеспечить точную обработку длинных и тонких деталей, таких как ствол винтовки, без деформации или вибрации.
Расположенные напротив передней бабки токарного станка с ЧПУ, задние бабки используются для фиксации и поддержки свободного конца заготовки во время ее обработки. Задняя бабка обеспечивает устойчивое положение продольной оси вращения заготовки и ее фиксацию точно параллельно станине станка.
Положение задней бабки регулируется вдоль направляющих станины для установки заготовок разной длины. После фиксации на месте инструмент монтируется и перемещается в точное положение с помощью ходового винта.
Помимо удержания заготовки на месте, задние бабки также используются для сверления центров заготовок. Режущий инструмент, такой как сверло, метчик или развертка, содержащийся в задней бабке, используется для создания отверстия точной глубины, формы и диаметра. Однако, в отличие от сверления отверстий с помощью сверлильного станка или фрезерного станка, инструмент в задней бабке остается неподвижным, пока заготовка вращается.
Однако, в отличие от сверления отверстий с помощью сверлильного станка или фрезерного станка, инструмент в задней бабке остается неподвижным, пока заготовка вращается.
Задние бабки не требуются для каждой работы, так когда же вам нужно их использовать? Задние бабки необходимы при обработке длинных тонких деталей, но они также полезны и для более коротких деталей.
Большинство производителей рекомендуют использовать заднюю бабку для поддержки любой детали, отношение длины к диаметру которой превышает 3:1. Чем выше отношение длины к диаметру, тем больше риск появления дефектов в готовом изделии.
Деталь с соотношением LTD 2:1, скажем, длиной 2 дюйма и диаметром 1 дюйм, может быть изготовлена без использования задней бабки. Тем не менее, задняя бабка может помочь предотвратить смещение этих деталей, закрепив их на месте во время обработки. Когда отношение LTD превышает 3:1, задняя бабка необходима для обеспечения качества готовой детали.
За задней бабкой необходимо правильно ухаживать, чтобы обеспечить ее точное выравнивание с передней бабкой. Когда задняя бабка не выровнена, возникают такие проблемы, как конусность и вибрация (отметины на заготовке из-за того, что деталь недостаточно плотно удерживается задней бабкой). Жесткость задней бабки, ее способность надежно удерживать заготовку по центру, также оказывает большое влияние на качество готовой детали. Сужение, неточности и другие искажения могут возникнуть, если задняя бабка не закреплена должным образом.
Ваш поставщик задних бабок и других принадлежностей для поворотных столовCNC Indexing & Feeding Technologies — ваш поставщик высококачественных задних бабок и других принадлежностей для поворотных столов.
С момента своего основания в 2007 году компания CNC Indexing & Feeding Technologies превратилась в ведущего импортера/дистрибьютора качественных аксессуаров для станков с ЧПУ, таких как гидродинамические магазинные устройства подачи прутка, загрузчики коротких прутков и портальные автозагрузчики.
Наши поворотные и делительные столы TJR позволяют превратить любой 3-осевой обрабатывающий центр в 4- или 5-осевой. Кроме того, у нас есть много аксессуаров, включая задние бабки и элементы управления индексатора.
Собственная торговая марка CNC Indexing систем подачи СОЖ под высоким давлением и маслосборщиков типа Welltech повышает производительность и качество деталей, одновременно увеличивая срок службы ваших инструментов и станков.
Позвоните в CNC Indexing & Feeding Technologies по телефону 513-770-4200 или напишите нам по адресу [email protected], чтобы узнать, как наши продукты могут удовлетворить ваши производственные потребности!
Что делает задняя бабка токарного станка
Назад ко всем событиям- Календарь Google ИКС
Механическая обработка на токарном станке связана с быстрым вращением длинных тонких заготовок.
Кроме того, в этой статье обсуждаются практические аспекты повседневной обработки, такие как методы выравнивания задней бабки для достижения высокого качества продукции.
Что такое задняя бабка?На токарном станке с ЧПУ задняя бабка используется для удержания и поддержки свободного конца заготовки во время ее обработки. Он расположен напротив передней бабки. Продольная ось вращения заготовки удерживается неподвижно и устанавливается точно параллельно станине станка благодаря задней бабке.
При работе с длинными заготовками, склонными к изгибу под собственным весом во время обработки, основное назначение задней бабки — обеспечение поддержки.
Отношение длины к диаметру (Д:Г) | Использование |
Д:Д < 3:1 | Опора задней бабки не требуется. |
3:1< Д:Д < 10:1 | Можно рассмотреть возможность использования задней бабки. |
Д:Д > 10: 1 | Настоятельно рекомендуется использовать заднюю бабку с люнетом. |
Отношение длины к диаметру заготовки определяет необходимость использования задней бабки. Поэтому при определении отношения длины к диаметру (длина заготовки, удерживаемой патроном) учитывайте длину зажима.
Если отношение длины к диаметру заготовки меньше 3:1, задействовать заднюю бабку не нужно. Однако рекомендуется, когда соотношение больше 3:1. В экстремальных ситуациях, когда отношение превышает 10:1, настоятельно рекомендуется использовать люнет и заднюю бабку. Термин «люнет» относится к удерживающему механизму, который поддерживает заготовку по окружности. Он расположен на станине токарного станка аналогично задней бабке, обеспечивая плавное вращение заготовки без эксцентриситета. Кроме того, задняя бабка обеспечивает прочную опору для более тяжелых компонентов, которые изгибаются или деформируются во время фрезерования. Вообще говоря, когда длина удержания (длина внутри патрона передней бабки) короткая, также рекомендуется использовать заднюю бабку.
Термин «люнет» относится к удерживающему механизму, который поддерживает заготовку по окружности. Он расположен на станине токарного станка аналогично задней бабке, обеспечивая плавное вращение заготовки без эксцентриситета. Кроме того, задняя бабка обеспечивает прочную опору для более тяжелых компонентов, которые изгибаются или деформируются во время фрезерования. Вообще говоря, когда длина удержания (длина внутри патрона передней бабки) короткая, также рекомендуется использовать заднюю бабку.
Кроме того, при проведении операций механической обработки на торце поперечного сечения заготовки задняя бабка используется для удержания режущих инструментов токарного станка, таких как сверла, развертки, резьбонарезные инструменты и т. д. Эти инструменты размещаются путем зажима их в стволе задняя бабка, а подача для операций обработки обеспечивается маховиком. Чтобы обеспечить мощное усилие резания без какого-либо отклонения при использовании задней бабки в качестве держателя инструмента, необходимо убедиться, что задняя бабка зафиксирована в нужном положении.
В токарных станках по дереву задняя бабка имеет решающее значение для обеспечения противодействия при удерживании заготовки шпинделем. Обычно рекомендуется запускать токарный станок в безопасном темпе и всегда задействовать заднюю бабку для достижения плотного зажима.
Типы задней бабкиНаиболее широко используемая задняя бабка — это ручная бабка с выдвижным стволом, а ручная бабка с программируемой цилиндрической задней бабкой помогает удерживать длинные и тонкие детали.
При использовании токарных станков с ЧПУ, когда точность деталей имеет решающее значение, обычно используется программируемая задняя бабка. В зависимости от того, являются ли компоненты длинными/тонкими или тяжелыми, этот тип помогает определить соответствующую величину удерживающего давления.
В заключение хочу сказать, что задняя бабка — лучший друг станочника, поскольку она обеспечивает стабильность, предотвращая или уменьшая изгиб и вибрации, возникающие при обработке заготовки.