Алмазный круг для заточки резцов токарного станка: технология заточки
Режущие качества инструментов напрямую зависят от того, насколько качественно и своевременно была сделана заточка. Это связано с тем, что в процессе эксплуатации функциональные возможности резцов утрачиваются.
Опыт последних лет показывает, что одним из лучших приспособлений для выполнения процедуры приведения в строй режущих инструментов является алмазный круг для заточки. Он способен обработать любые виды известных материалов и превосходит другие абразивные устройства в показателях износостойкости и, соответственно, срока службы.
Содержание:
- 1 Какие есть виды (+ характеристики)?
- 1.1 Химико-механическая
- 1.2 Абразивная
- 1.3 С применением специальных средств
- 2 Как заточить с помощью алмазного круга (диска, камня)?
- 2.1 Технология заточки
- 2.2 Техника безопасности
- 3 Советы и рекомендации
Какие есть виды (+ характеристики)?
Токарный резец является основным рабочим элементом станков для обработки дерева и металла, с помощью которых заготовке придается необходимые размер и форма. Именно от состояния и заточки резца зависит возможность осуществления необходимых операций, направленных на придание детали нужной конфигурации.
Именно от состояния и заточки резца зависит возможность осуществления необходимых операций, направленных на придание детали нужной конфигурации.
Практически все токарные резцы нуждаются в периодической заточке. Исключение составляют, разве что, инструменты, которые оснащены сменными пластинами. Заточка резцов для токарного станка по металлу обеспечивает резцам необходимую форму и величину углов, которые должны согласовываться с требованиями технологического процесса.
На крупных предприятиях и заводах установлены специальные агрегаты для проведения процедуры заточки и для этого создаются специальные подразделения. В домашних же условиях или небольших производственных мастерских резцы затачиваются с помощью различных приспособлений или химических реакций. Выделяют три основных способа:
- химико-механический;
- абразивный;
- с применением специальных средств.
Рассмотрим каждый из указанных методов более подробно.
Химико-механическая
Данный способ заточки представляет собой использование сочетания химических реакций и последующей механической обработки инструмента.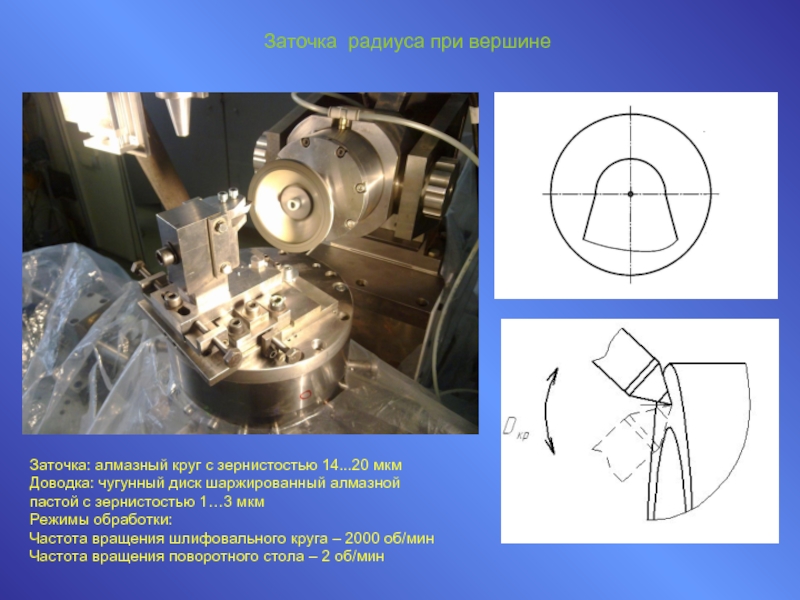 Металлическое изделие обрабатывается реактивом, как правило, используется раствор медного купороса. Он создает на резце тонкий защитный слой. Затем изделие обрабатывается абразивным способом с одновременным шлифованием подвижным элементом.
Металлическое изделие обрабатывается реактивом, как правило, используется раствор медного купороса. Он создает на резце тонкий защитный слой. Затем изделие обрабатывается абразивным способом с одновременным шлифованием подвижным элементом.
Химико-механический способ является быстрым и эффективным. Он создает гладкую и чистую поверхность резцы и при этом исключает образование на инструменте сколов и трещин. Однако технологически этот метод точения намного сложнее, чем абразивная заточка.
Абразивная
Абразивная заточка является наиболее простым и дешевым методов возвращения резцу его рабочих параметров. Она выполняется с помощью стандартного ручного наждака или на несложном агрегате.
Заточить инструмент вручную качественно довольно сложно, потому что возникает проблема с выдерживанием необходимых углов. Также процесс осложняется еще и тем, что в результате трения металл нагревается и изменяет свои физические свойства. Если вы не токарь с большим опытом, не стоит пробовать точить резец таким образом.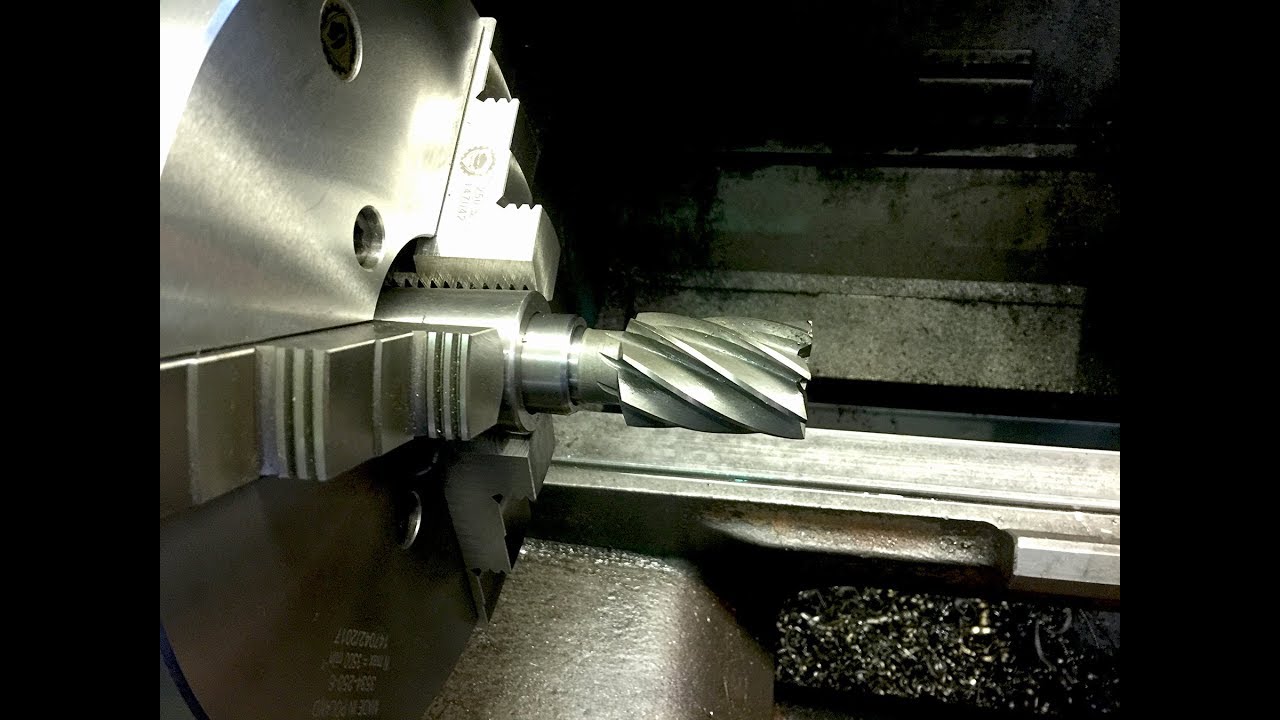
Заточенные агрегаты представляют собой круговой механизм. На станке должно быть два круга, один абразив из зеленого карбида – он используется для точения твердых сплавов, другой из белого электрокорунда – его применяют для стальных резцов.
С применением специальных средств
К специализированным способам заточки можно отнести следующие варианты:
- Анодно-механическая заточка. Особенностью этого метода является применение постоянного тока. Резец подводят к вращающемуся диску из металла, через контакт пропускают ток и подают электролит в зону обработки.
- Электроконтактная заточка. В этом способе используется переменный ток. Заготовка разогревается в месте контакта током, и размягченный металл удаляется металлическим диском.
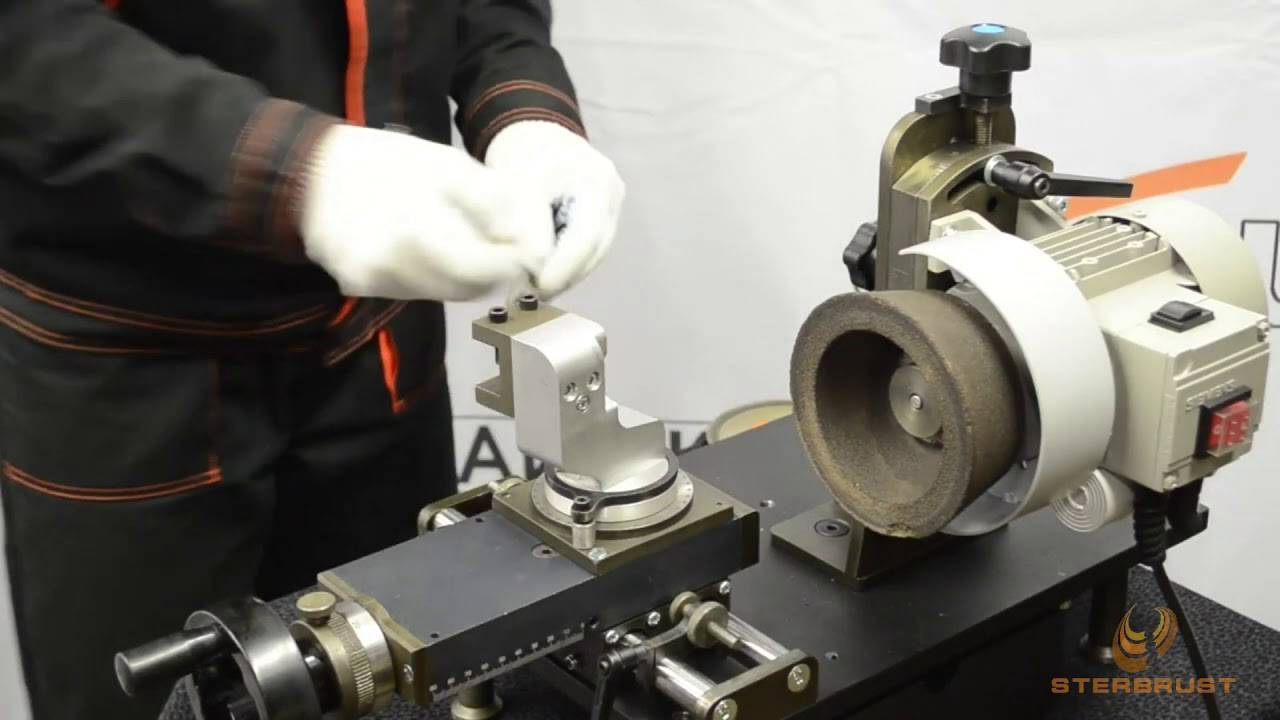
- Использование специальных станков. Одним из таких специальных агрегатов является алмазный круг. Алмаз благодаря своим химическим и физическим свойствам обладает реставрационным потенциалом и быстро, а главное, качественно приводит резец в рабочее состояние.
 Сам же алмазный круг при эксплуатации имеет маленький износ и может использоваться мастером в течение длительного времени.
Сам же алмазный круг при эксплуатации имеет маленький износ и может использоваться мастером в течение длительного времени.
 Сам же алмазный круг при эксплуатации имеет маленький износ и может использоваться мастером в течение длительного времени.
Сам же алмазный круг при эксплуатации имеет маленький износ и может использоваться мастером в течение длительного времени.Как заточить с помощью алмазного круга (диска, камня)?
Алмазный круг для заточки является распространенным устройством, если говорить о заточке с использованием специальных средств. В первую очередь он используется для резцов из твердых сплавов металла, например, свёрл.
Алмазный круг может быть исполнен в форме прямого диска, тарелки или чаши. Выбор алмазного круга должен зависеть от формы заготовки. Например, для работы с лезвиями подойдет диск, для дисковой пилы лучше использовать тарелку.
Диаметр алмазного круга может варьироваться в пределах от 125 до 300 мм. Подбирать нужно под свой наждак. От ширины алмазного слоя прямо пропорционально зависит диаметр детали, которая может на нем обрабатываться. Плюс чем толще этот слой, тем дольше прослужит круг. Благодаря мелкозернистой структуре алмазного круга, его можно использовать для доводки резцов.
Технология заточки
Процесс заточки определяет конструкция резца (количество поверхностей, ширина лезвия) и его износ. Процедуру возможно проводить по задней, по передней или по обеим поверхностям. Как правило, если износ небольшой, восстанавливают лишь геометрию задней поверхности.
СПРАВКА: Основная работа алмазного круга определяется параметрами углов передней и задней поверхностей резца. По этому его главные углы – это передний (γ) и задний (α). Если увеличить угол γ, то улучшается стружкоотвод, уменьшаются затраты мощности, снижается шероховатость, но при этом лезвие подвергается истончению. Это влияет на скорость отвода тепла и его прочность. Задний угол отвечает за снижение трения в процессе обработки резца на алмазном круге.
Общая последовательность затачивания выглядит следующим образом:
- Сначала производят заточку задней поверхности. Инструмент кладут на подручник опорной поверхностью так, чтобы его режущая кромка получила горизонтальное расположение.
- Затем (при необходимости) затачивается передняя поверхность. Процедура выполняется торцом алмазного круга. Для этого инструмент кладут на подручник боковой плоскостью.
- Потом затачивается радиус закругления.
- Далее, производится измерение углов по шаблонам. Для измерений может использоваться стандартный угломер, линейка и нониус.
- При завершении обработки алмазным кругом может потребоваться шлифовка (доводка осуществляется самим алмазным кругом).

СПРАВКА: Шаблоны можно купить или сделать специальные трафареты из металла самостоятельно.
Техника безопасности
Важным моментом при работе с таким оборудованием, как алмазный круг, является соблюдение техники безопасности:
- Первым делом мастер должен обеспечить себя минимальным комплектом экипировки – защитные очки (экран) и защитный кожух.
- Во избежание попадания спиленных частиц металла в дыхательные пути следует заранее позаботиться о вентиляции рабочего пространства.
- Заранее следует убедиться в исправности всех механизмов и оборудования, в том числе, проверить крепление алмазных кругов. Угол раскрытия кожуха круга не должен быть больше 90°, а по отношению к горизонтальной линии угол раскрытия не может быть больше 65°.
- Инструмент нельзя держать на весу. В качестве опоры для резца следует использовать подручник. Последний должен быть зафиксирован как можно ближе к кругу (расстояние не более 3 мм между кругом и подручником).
- В случаях, когда шлифовальное оборудование издает биение или потрескивание, работу нужно немедленно прекратить.
- Необходимо контролировать силу прижимания резца к шлифовальному кругу. Чрезмерное нажатие может повлечь порчу как резца, так и алмазного круга.
- Алмазный круг должен вращаться в таком направлении, чтобы когда резец прижимается к нему, искры летели вниз.

Советы и рекомендации
Предлагаем вашему вниманию несколько советов и примечаний от мастеров, которые помогут осуществить заточку резца на алмазном круге более эффективно и без повреждений оборудования и инструмента:
- Признак правильной обработки детали – она должна иметь выпуклую кромку.
- Следует избегать любых излишних неровностей – они могут испортить резец.
- Необходимо постоянно отслеживать углы заточки.
- Если держать инструмент в постоянном движении – это поможет добиться гладкой кромки.
- Если увеличить частоту вращения алмазного круга, то увеличится производительность процесса. Однако это может быть чревато прижогами на поверхности инструмента, вследствие чего изменится структура его материала.
- Важно не только правильно расположить резец, но и правильно установить алмазный круг на станок. Диск должен вращаться в ту же самую сторону, что и вал аппаратуры.
- Следует делать перерывы в работе, чтобы дать инструменту остыть (можно охлаждать водой).
- Не стоит пренебрегать требованиями техники безопасности.

Как заточить алмазный резец?
- Статьи
- Как заточить алмазный резец: специфические особенности процесса
Алмазный резец – это специализированный инструмент широкого профиля, который используется для обеспечения тонкой обработки различных твердых поверхностей. Продукция такого типа идеально подходит для работы с бетоном, искусственным камнем, цветными металлами, пластмассами, эбонитом и так далее. Несмотря на высокую прочность рабочей области, при длительной эксплуатации прочных заготовок изделие затупляется.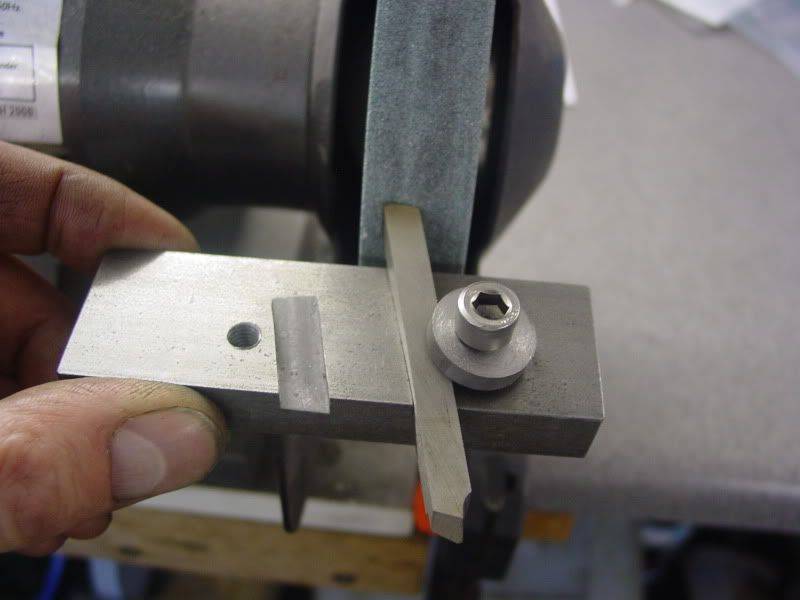 Это делает его менее эффективным и более подверженным преждевременному выходу из строя из-за перегрева. Для снижения негативного воздействия важно периодически проводить заточку
Это делает его менее эффективным и более подверженным преждевременному выходу из строя из-за перегрева. Для снижения негативного воздействия важно периодически проводить заточку
Что такое алмазный резец и где применяется?
Если вам понадобилось заказать алмазный резец, тогда вы определенно имеете представление об этом инструменте. Продукция имеет простое строение, куда включается:
- Рабочая зона. Располагается она на наконечнике, который имеет зачастую конусовидный или трапециевидный вид. Поверхность подвергается первичной заточке, после чего на нее наносится специальный состав из абразивного материала и связующего вещества. При воздействии на твердую поверхность происходит ее рез в соответствии с поставленной задачей ручного или механического оборудования, специальных станков.
- Зона крепления. Это оставшаяся часть специализированного инструментарий, которая обладает местами для крепления, то есть установки в вышеназванные технические средства. Пазы выполняются стандартизированными, что обеспечивает универсальность эксплуатации.
 Это оставшаяся часть специализированного инструментарий, которая обладает местами для крепления, то есть установки в вышеназванные технические средства. Пазы выполняются стандартизированными, что обеспечивает универсальность эксплуатации.
Это оставшаяся часть специализированного инструментарий, которая обладает местами для крепления, то есть установки в вышеназванные технические средства. Пазы выполняются стандартизированными, что обеспечивает универсальность эксплуатации.Эксплуатация специализированной продукции крайне разнообразная. Резцы отлично подходят для обработки камня и бетона, что нашло применение в строительстве и специфическом производстве. Также инструмент прекрасно подходит для работы с металлом, при этом для черного металла следует выбирать более прочные варианты исполнения рабочей области.
Как проводить заточку алмазного резца?
Как и любой профессиональный инструмент, резцы подвержены механическому воздействия во время обработки, что становится причиной затупления, перегрева и полного износа. При выявлении проблемы в виде снижения производительности, повышение температуры поверхности, можно купить новый алмазный резец, но лучше произвести его заточку. Для этого имеется несколько способов, о которых расскажут работники «Дон Кристалл»:
Для этого имеется несколько способов, о которых расскажут работники «Дон Кристалл»:
- Механический. Это наиболее распространенный процесс, который выполняется на специальном станке или при помощи брусков. Абразивные поверхности осуществляются обработку углов для достижения нужной геометрии.
- Химико-механический. Обычно применяются для заточки крупногабаритных модификаций или с повышенной твердостью. Для этого добавляются специальные составы с раствором купороса, что создает дополнительную защиту при механическом воздействии.
Технологический процесс обычно выполняется в несколько стадий. На первой осуществляется воздействие на переднюю и заднюю поверхность резца. Далее выполняется обработка фасок, лунок и канавок, конечный результат этого этапа предполагает выполнение доводки фаски. Заключительным этапом считается доводка и шлифовка, восстановление алмазного покрытия.
 Возможность заточки соотносится с правильностью углов, их формой и размерами.
Возможность заточки соотносится с правильностью углов, их формой и размерами.
Где заказать новый инструмент от производителя?
Стачивание рабочей области приводит к необходимости заказа нового, качественного инструмента. Лучше этого сделать у производителя, что обеспечит приемлемую цену на алмазный резец, создаст условия для длительного и практичного применения купленного товара. Компания «Дон Кристалл» предлагает широкий выбор товаров по оптимальной стоимости, в любых объемах и с доставкой по России. Собственное производство и тщательное следование государственным стандартам позволяет создать следующие благоприятные условия для клиентов:
- Гарантия качества на каждую единицу товарной продукции. Выбраковка минимальная, что устраняет проблемы в производственном процессе клиента.
- Всегда доступный полный ассортиментный ряд по различным факторам и критериям. У специалистов можно заказать полный комплект, что сформирует комплексное решение соответствующей проблемы.
- Удобство заказа и возможность реализовать индивидуальный инструмент по вашим чертежам. Это еще одно достоинство, указывающее на необходимость обращения к нам.
 У специалистов можно заказать полный комплект, что сформирует комплексное решение соответствующей проблемы.
У специалистов можно заказать полный комплект, что сформирует комплексное решение соответствующей проблемы.Чтобы заказать или уточнить информацию об алмазном инструменте, рекомендуем оставить заявку на сайте или связаться с сотрудниками по контактному телефону.
Заточка алмазными камнями | Trend How To Guides Trend Tool Technology
Введение
Алмазные точильные камни обеспечивают быстрое и чистое удаление материала с меньшими затратами усилий и времени и могут использоваться на различных режущих кромках. При использовании алмазных точильных камней следует соблюдать определенные правила, чтобы обеспечить длительную работу.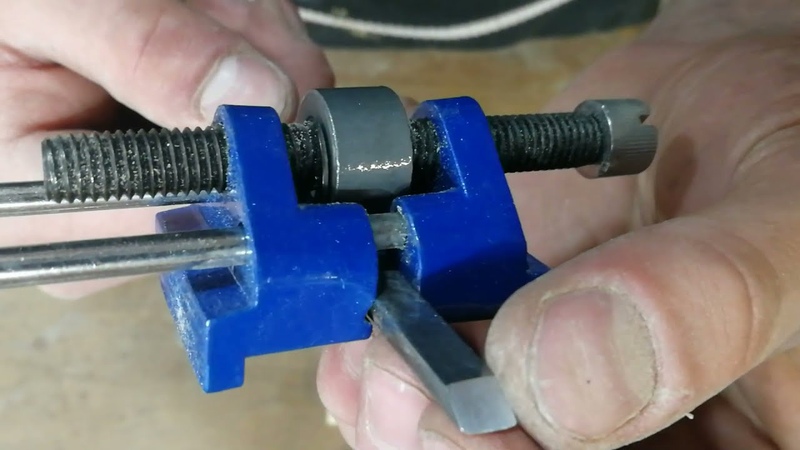
Все инструменты должны быть очищены перед заточкой, остатки смолы должны быть удалены с помощью очистителя смолы Ref. СМОЛА/100.
Алмазные точильные камни требуют периода «обкатки». Первоначально поверхность алмаза будет казаться грубой и через короткий промежуток времени станет гладкой до желаемой зернистости.
Не давите слишком сильно. Алмаз чрезвычайно абразивен, и то, что обычно занимает 5-10 минут на масляном камне, будет достигнуто примерно за 30 секунд.
В качестве смазки используйте рекомендованную алмазно-абразивную притирочную жидкость.
Регулярно очищайте алмазные бруски чистящим блоком Арт. DWS/CB/A и не хранить во влажных условиях.
После обширных испытаний и разработок с постоянной целью повышения эффективности алмазных абразивов рекомендуется использовать притирочную жидкость Trend для улучшения технического обслуживания, увеличения срока службы и общей производительности.
Снижает риск коррозии и засорения. Первоначально разработан в машиностроительной промышленности исключительно для использования на алмазных абразивных изделиях.
Другие «масла» и смазочные материалы слишком густые и могут вызвать «скатывание» по поверхности алмаза.
Притирочная жидкость Trend производится на нефтяной основе, поэтому, если по ошибке оставить жидкость на камне, через пятнадцать минут она испарится.
Поставляется во флаконах двух размеров с распылителем:
Ref. DWS/LF/100 (100мл)
Реф. DWS/LF/500 (500 мл)
Монокристаллический алмаз (Элемент 6 Алмаз) представляет собой единую структуру, которая не разрушается при использовании. Он имеет сильную и исключительную продолжительность жизни. В то время как поликристаллический алмаз представляет собой фрагментированное соединение, которое быстро разрушается и изнашивается.
Монокристаллический алмаз обладает следующими свойствами:
Быстрота – Самый твердый материал, самый эффективный абразив для заточки.
Easy – Легкое нажатие создает кромку за секунды.
Очистка — используйте с притирочной жидкостью Trend для предотвращения ржавчины или засорения. Масла слишком густые.
Масла слишком густые.
Универсальный — Затачивает все твердые материалы, включая карбид вольфрама и быстрорежущую сталь.
Прочный – Остается плоским и имеет долгий срок службы
Монокристаллические алмазы, соединенные с помощью процесса химического восстановления с прецизионно отшлифованной основой из углеродистой никелевой стали (EN43A) с предварительно нанесенным покрытием.
Некоторые бруски двусторонние, с двумя размерами зернистости в одном бруске, что позволяет проводить грубую заточку и более тонкую отделку.
Непрерывная алмазная поверхность предотвращает подъем алмаза и никеля, обеспечивая более эффективную защиту от коррозии и предотвращая «заедание» инструмента меньшего размера.
FINE – Оставляет бритвенную кромку за несколько движений и идеально подходит для изготовления корпусов, резьбы и инструментов с наконечниками из карбида вольфрама. Камни P3, CC и P5 имеют зернистость 600 (номинальная зернистость 25 микрон), а камни Bench 7Ó и 8Ó W8F имеют зернистость 1000 (номинальная 12 микрон).
ГРУБЫЙ – Общие столярные изделия, инструменты из быстрорежущей стали, изменение формы и быстрое удаление имеют зернистость 350 (номинальная 42 микрона).
Невозможно достичь какой-либо степени точности в вашей работе, если ваши режущие инструменты не отточены до совершенства. Двусторонние точильные камни с алмазной поверхностью не только помогут вам достичь совершенства на начальном этапе, но и гарантируют, что оно будет восстанавливаться раз за разом.
Двусторонние алмазные бруски — один из наиболее эффективных методов заточки любой режущей кромки до точного острого угла. С помощью «химического» процесса монокристаллические алмазы наклеиваются на никелированную опорную пластину из углеродистой стали. В результате получается плоский брусок, который может достичь гораздо большей эффективности по сравнению с обычными методами хонингования. Доступный в трех размерах, каждый камень имеет грубую поверхность с одной стороны и мелкую с другой. Камни грубого помола обычно используются для начального хонингования стамесок и рубанков, а также для удаления легких повреждений поверхности шпиндельных формовочных инструментов или фрез.
Мелкие бруски используются для шлифования кромок долот, рубанков и других режущих инструментов, а также для хонингования фрез из карбида вольфрама (TCT), цельного карбида (SC) и фрез из быстрорежущей стали (HSS и HSSE).
Алмазные точильные камни обеспечивают длительную работу при нормальном использовании и требуют только смазывания водой.
При заточке фрез затачивайте их только на плоской передней поверхности режущей кромки, а не на скошенной поверхности. Удалите направляющие подшипники из самонаводящихся фрез и повторите одинаковое количество ходов на каждой грани (т. е. две фрезы = две плоские грани). При хонинговании стамесок, рубанков и других стальных режущих инструментов всегда используйте хонинговальный калибр, чтобы убедиться, что один и тот же угол скоса повторяется и сохраняется.
Всегда заботьтесь об алмазных камнях, тщательно просушивая их перед тем, как убрать. Убедитесь, что ящики для хранения, футляры или держатели также тщательно высушены. Регулярно очищайте поверхность камня теплой мыльной водой, пластиковой губкой или прилагаемым чистящим блоком.
Регулярно очищайте поверхность камня теплой мыльной водой, пластиковой губкой или прилагаемым чистящим блоком.
Алмазный точильный камень Особенности:
- Режет до 95% быстрее, чем обычные методы.
- Непрерывная алмазная поверхность предотвращает «заедание» при хонинговании инструментов меньшего размера.
- Затачивает как вперед, так и назад.
- Используйте грубую сторону для заточки/выравнивания стамесок и рубанков, чтобы получить острую кромку.
- Использование прецизионного плоского алмазного камня Trend (+/- 0,0005 дюйма) имеет жизненно важное значение.
- После этого за три-четыре взмаха можно получить лезвие бритвы.
- Используйте с алмазно-абразивной притирочной жидкостью Trend для предотвращения ржавчины и засорения.
- Не имеет выпуклостей и канавок, остается плоским.
- Слегка надавите.
- Алмазов на 50 % больше, чем в камнях типа «горошек», поэтому срок службы больше, резка быстрее.
- Мелкая (зернистость 1000) для изготовления корпусов/изделий из дерева.
- Крупнозернистый (зернистость 350) для общих столярных работ/быстрого удаления материала.

Доступные размеры:
7-дюймовый (178 мм) верстак подходит для таких применений, как хонинговальные долота, рубанки и другие ручные инструменты. Поставляется в тканевом чехле с чистящим блоком и нескользящим ковриком. Для этого камня имеется регулируемый резиновый держатель, предотвращающий его скольжение по поверхности скамьи во время использования. Этот держатель можно отрегулировать и использовать для захвата традиционных точильных и масляных камней длиной до 8 дюймов.
Камень карманного размера 5 дюймов (127 мм) подходит для заточки фрез и для ухода за режущими кромками пильных полотен и формовочных ножей. Поставляется в тканевом футляре в комплекте с чистящим блоком.
Камень размером с кредитную карту, поставляемый в пластиковом футляре, идеально подходит для общего ухода за режущей кромкой всех инструментов и, в частности, для узких канавок или сложных форм резцов. Он также подходит для обработки кромок многолезвийных фрез, резцов и инструментов для моделирования.
Он также подходит для обработки кромок многолезвийных фрез, резцов и инструментов для моделирования.
Типы заточки
Двусторонняя алмазная кредитная карта
Всегда затачивайте фрезер плоской стороной – никогда не касайтесь профиля, иначе форма фрезы изменится.
Заточите новый нож тремя-четырьмя легкими движениями по каждой грани. Подсчитайте количество ударов с одной стороны резака, а затем повторите с другой, чтобы сохранить баланс.
Держите нож острым, чтобы он работал так, как задумано. Не ждите, пока он затупится, прежде чем затачивать, так как это потребует чрезмерной заточки или профессиональной повторной заточки.
Отправка фрез для профессиональной повторной заточки может привести к потере избыточного поверхностного материала.
Регулярное техническое обслуживание продлит срок службы резака.
Небольшая толщина точилки для кредитных карт (0,8 мм) обеспечивает легкий доступ к небольшим круглым фрезам с защитой от отдачи.
Мелкая (зернистость 600) для карбида вольфрама (TCT).
Крупнозернистый (зернистость 350) для быстрорежущей стали (HSS).
Хонингование с фиксированным углом
Компания Trend постоянно совершенствует и расширяет ассортимент алмазных инструментов для заточки не только фрез, но и других деревообрабатывающих и бытовых инструментов.
Популярная система Fast track была обновлена за счет включения улучшенных алмазных точильных камней. Fasttrack — это простая и легкая в использовании портативная система для заточки с ручным управлением. Подходит для стамесок и рубанков, каждый раз создает гарантированно четкие кромки.
Изготовлен из цельного анодированного алюминия, оснащен быстросменным магнитным замком, который удерживает входящие в комплект алмазные бруски под требуемыми углами заточки. При использовании затачиваемый инструмент кладут на станину Fasttrack горизонтально. При боковом движении каретка, удерживающая точильный камень, скользит назад и вперед по поверхности инструмента.
Камень для подготовки был увеличен с зернистостью 180 до 220, а размер камня для отделки увеличен с 400 до 450, что обеспечивает быстрые качественные результаты и улучшенную производительность. Fasttrack можно приобрести у всех продавцов Trend. Новые улучшенные камни теперь доступны отдельно.
Универсальная алмазная точилка
Подходит для всех инструментов. Поставляется в комплекте с тканевым держателем инструмента с креплением на ремне и чистящим блоком.
Мелкая зернистость делает режущую кромку бритвенной. Грубая зернистость повторно затачивает тупые кромки. Быстро поднимает край проволоки.
Самая универсальная алмазная точилка. Профессиональное и бытовое использование. Самая универсальная точилка для работы на открытом воздухе или в полевых условиях.
Идеально подходит для фрез, пил, стамесок, токарных и резных инструментов, садовых инструментов, секаторов, секаторов, ножниц, косилок, охотничьих ножей, ножниц, кухонных ножей и т. д.
д.
Небольшая толщина обеспечивает легкий доступ к пильным полотнам с защитой от отдачи.
Исключительная долговечность и долговечность.
Заточка рубанка
Выровняйте заднюю часть стамески или лезвия рубанка сначала с грубой стороны, затем держите скос на тонкой стороне в течение нескольких движений, чтобы заточить лезвие бритвы.
Удалите заусенец одним движением к плоской стороне.
Шпиндельные ножи / лезвия для стрижки
Как и в случае с фрезами, вы затачиваете только с обратной стороны, не касаясь профиля.
Несколько взмахов сохранят заданную кромку и продлят срок службы ножей.
Используйте камень для верстака, потому что точная плоскостность имеет жизненно важное значение. Внутреннее обслуживание избавляет от необходимости отправлять ножи на профессиональную заточку.
Алмазная напильник
- Внешний корпус становится ручкой.
- Профессиональное и домашнее использование.
- Автономный — идеален для использования в полевых условиях.
- Подходит для заточки всех инструментов особой формы.
- Затачивает инструмент из карбида вольфрама и быстрорежущей стали.
- Садовый инвентарь – секаторы/ножницы/ножи для окулировки.
- Зубчатые инструменты.
- Копытные ножи.
- Изменение формы краев профиля.
- Токарные и резьбовые инструменты.

Напильник
Четыре прецизионных напильника высочайшего качества:
- Трехсторонний конический/треугольный.
- Полукруглая/плоская конусная.
- Круглый конический.
- Квартира.
Можно приобрести отдельно или в упаковке по четыре штуки. Подходит для машиностроения, моделирования, инструментов для резьбы, изготовления ювелирных изделий, печатных плат. Подходит для наконечников из карбида вольфрама и быстрорежущей стали. Идеально подходит для инструментов любой формы.
Идеально подходит для инструментов любой формы.
Алмазные кражи
Держите точильный камень под тем же углом, что и скос ножа. Угол составляет 20 градусов для большинства ножей.
Удар от тела, попеременно с каждой стороны ножа.
Легкие штрихи сделают края более тонкими.
Видеоролики по теме
Сопутствующие товары
Заточка твердосплавных инструментов с алмазным напылением – Производство и проектирование в аэрокосмической отрасли
июнь 2020 г.
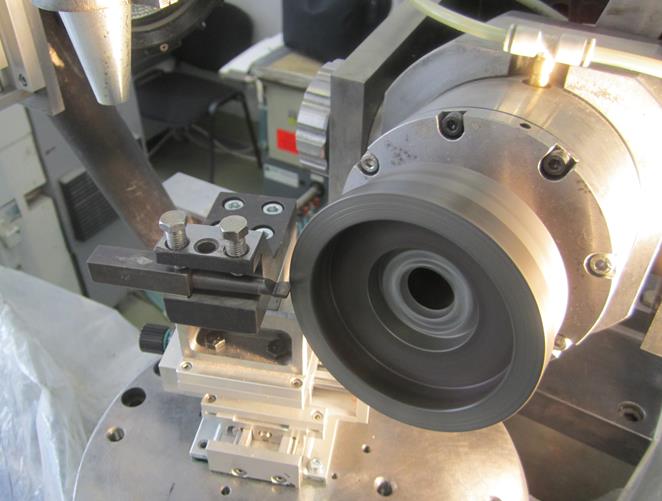
LaserSmart с ЧПУ облегчают измерение поверхности режущей кромки инструмента с покрытием для определения точной формы и положения. В процессе лазерной резки удаляется ровно столько алмазного покрытия, чтобы режущая кромка была острой. Лазерный процесс удаляет только заданное количество покрытия вокруг режущей кромки.
Полевые испытания показали значительное увеличение срока службы инструмента при заточке инструмента с толстопленочным покрытием по сравнению с обычным режущим инструментом с алмазным покрытием. Такие режущие инструменты являются экономичной альтернативой более дорогим инструментам из поликристаллического алмаза.
Rollomatic Inc.
Возможности
- Увеличение срока службы инструмента
- Почти идеальное TIR
- Быстрое время цикла
- Моделирование траектории движения инструмента после обнаружения кромки 900 82
- Лазерная резка, PCD, другие сверхтвердые материалы
Система для обработки уступов
Державка для точения канавок G3051-P и сменные пластины MX22-2L/R поддерживают обработку канавок вдоль уступа. В системе предусмотрено положение установки вкладыша под углом 3° в карман вкладыша. Доступны правосторонние и левосторонние пластины, а также возможны операции по обработке глубоких канавок вдоль уступа. Прецизионно отшлифованные пластины MX с четырьмя кромками доступны с геометрией GD8 и VG8.
В системе предусмотрено положение установки вкладыша под углом 3° в карман вкладыша. Доступны правосторонние и левосторонние пластины, а также возможны операции по обработке глубоких канавок вдоль уступа. Прецизионно отшлифованные пластины MX с четырьмя кромками доступны с геометрией GD8 и VG8.
Геометрия GD8 предназначена для нарезания канавок вдоль уступов и нарезания канавок большого диаметра без контакта пластины с готовой заготовкой. Геометрия VG8 предназначена для чистовых операций за воротником.
Система нарезки канавок G3051-P может использоваться на токарных станках с ЧПУ, многошпиндельных станках и токарных автоматах. Доступны держатели с размерами хвостовика от 0,625 до 1,0 дюйма и от 12 до 25 мм. Они допускают глубину резания до 0,197 дюйма (5 мм) и ширину вставки от 0,059 дюйма до 0,118 дюйма (от 1,5 мм до 3,0 мм), что делает их пригодными для крупносерийного производства небольших деталей.
Уолтер США
Читать дальше
Ознакомьтесь с выпуском за июнь 2020 г.
Узнайте больше из этого выпуска и найдите следующую статью для чтения.
Посмотреть больше
- Балансирующие операции: сложности авиационного производства и управления цепочками поставок
- Honeywell приобретает технологию проекционного дисплея Saab (HUD)
- Программное обеспечение для печати CoreTechnologie 4D_additive
- Июль Производственный обед + обучение
- ПРОИЗВОДСТВО 101 – Преимущества никелевых сплавов в аэрокосмической отрасли
- Закрепите свое место на круглом столе по автоматизации
- Высокоскоростной электрический шпиндель серии Nakanishi HES
- Выбор подходящего оборудования для формования стретч-форм
Поделиться этим контентом
Boeing расширяет сотрудничество с EAA AirVenture Oshkosh
Технология охлаждения концевых фрез Accutek и держателей с термозажимом
#19 Обед + обучение.
