Заточка фрез по металлу: концевых, червячных
Методика выполнения заточки концевых фрез по металлу
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых фрез для работы с металлами, древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
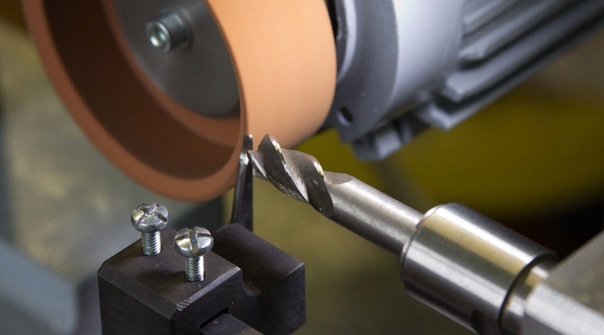
Рис. 1 Заточка инструмента с применением наждачного тарельчатого круга.Заточка инструмента
Заточка производится для восстановления режущей способности, с проведением операций выполняемых поконтурно и раздельно.
Фрезы, поступившие на заточку, обычно предварительно шлифуют по цилиндрической поверхности с применением кругло-шлифовального станка для устранения повреждений с дальнейшей заточкой задней или передней части зубьев.

Концевые фрезы, имеющие остроконечную форму зубьев, затачивают по задней поверхности специальным кругом тарельчатой или чашечной формы. Для этого производят установку круга по отношению к оси под углом 89°, что позволяет достичь требуемого контакта между соприкасающимися поверхностями.
При выполнении заточки задних поверхностей концевых фрез применяют 2 основных метода:
- полиэлементный;
- контурный.
При использовании полиэлементного метода режущие кромки затачиваются отдельно. Сначала производится заточка главных поверхностей всех зубьев, затем вспомогательных и переходных.
При контурном методе – заточка, производится последовательно каждого зуба за одну операцию. Применяется также однооборотный метод заточки, когда режущие кромки обрабатываются за одну операцию. Все зубья затачиваются за один оборот, припуск удаляется с помощью операции шлифования.
Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.

- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.

Рис. 2 Набор червячных фрез.
Для обработки заготовок используется оснастка, которая предназначена для работ:
- по металлу;
- по дереву.
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.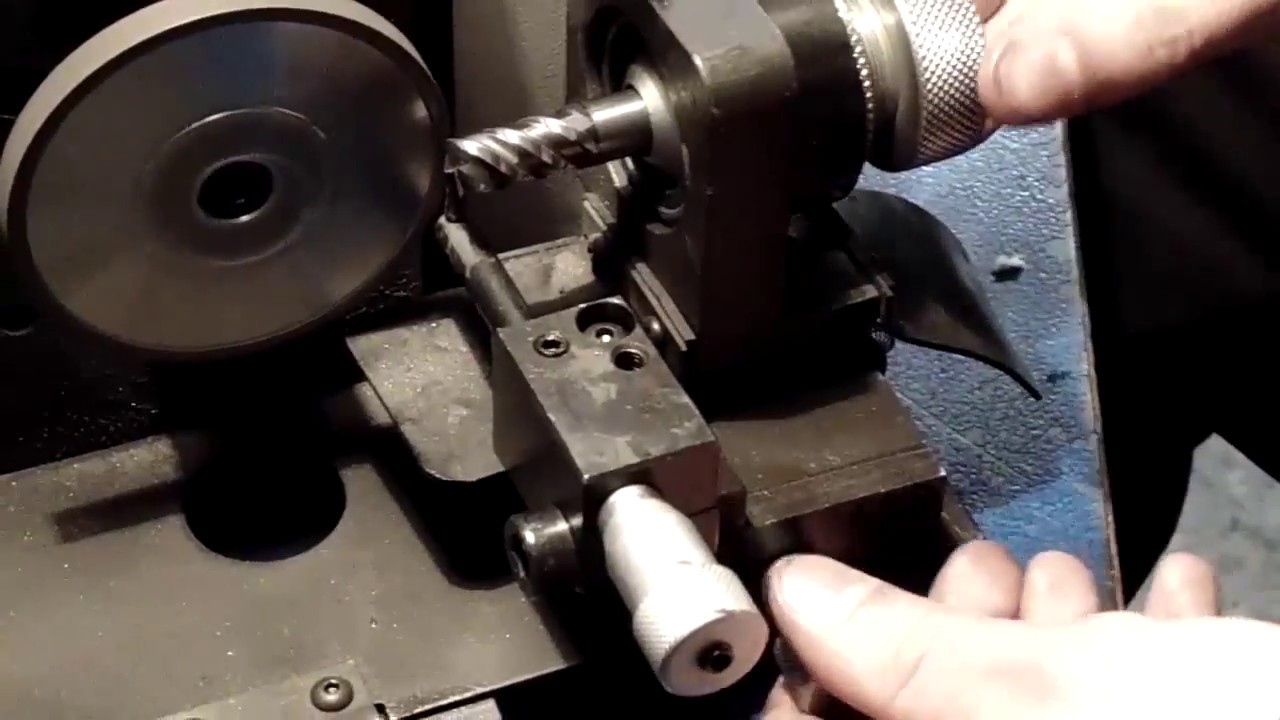
Использование оборудования для заточки червячных фрез
При обработке заготовок наиболее часто используются червячные фрезы.
Рис. 3 Процесс заточки червячный фрезы на универсальном станке.
Характеристики червячных фрез строго регламентированы ГОСТ 9324-60 и производятся:
- цельными;
- сборными (сварные, вставные).
Сборные червячные фрезы (для модулей с 10 до 16) применяются со вставными гребенками, которые выполняются из быстрорежущей литой стали или кованными.
Червячные фрезы (для модулей с 18 по 30) изготавливаются путем сварки, и посадки зубьев из углеродистой стали на основание.
При использовании червячных фрез для нарезания цилиндрических зубчатых колес рабочие части зуба изнашиваются неравномерно.
Для повышения срока использования червячных фрез предлагается метод высотной коррекции за счет изменения формы пространственной кривой характеризующей рабочий процесс. Применяется также метод осевых смещений инструмента, который повышает скорость проведения операций с увеличением срока использования червячных фрез.
Применяется также метод осевых смещений инструмента, который повышает скорость проведения операций с увеличением срока использования червячных фрез.
Процесс заточки затылованных червячных фрез выполняется по передней части, а острозаточенных по задней поверхности зуба. После окончания процесса заточки производятся замеры:
- профиля поверхности передней;
- шага окружного;
- соответствия канавок стружечных.
Виды оснастки применяемой для фиксации инструмента
Оснастка, используемая для крепления инструмента, делится на 2 типа:
- насадочную;
- концевую.
Концевая оснастка крепится с помощью цанги и патрона, а насадочная используется путем установки на шпиндель с применением специальной оправки.
Для крепления инструмента производят оправки 2-х видов:
- центровые;
- концевые.

Центровые оправки производят с коническим хвостовиком, который имеет размеры соответствующие отверстию в шпинделе, и производят 2-х типов 7:24 и конус Морзе.
Допускается при использовании данного типа оправок устанавливать несколько режущих инструментов с фиксацией специальными кольцами.
При применении цилиндрической концевой фрезы необходим патрон с цангой. Обычно в оснастку входит 7-11 цанг позволяющих подобрать необходимый размер для надежной фиксации.
Цанговый патрон с цангами
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
- поворотные столы;
- тиски;
- зажимы.
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность.
Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Использование дополнительных приспособлений
Для фиксации деталей имеющих цилиндрическую форму используют трехкулачковый патрон и специальные центры, которые с помощью хомутиков и люнетов осуществляют фиксацию, а также использования делительных головок. Данные приспособления применяются для обработки деталей под заданным углом при вращении.
Делительная головка состоит из элементов:
- корпуса;
- колодки поворотной;
- шпинделя.
На шпиндель крепится трехкулачковый патрон, предназначенный для фиксации заготовки другой конец, которой упирается в бабку. Колодка может вращаться с фиксацией под требуемым углом. При обработке длинной заготовки для фиксации используются люнеты.
по металлу, дереву своими руками, виды, применение
Заточка разных форм фрез производится на специализированном оборудовании. Это режущий инструмент круглого сечения, хотя по конфигурации он может быть различным. Борозды и зубчики, расположенные по окружности, бывают разных размеров, и при их вращении осуществляется обработка материала.
Это режущий инструмент круглого сечения, хотя по конфигурации он может быть различным. Борозды и зубчики, расположенные по окружности, бывают разных размеров, и при их вращении осуществляется обработка материала.
Виды фрез
Всего существует несколько видов режущего инструмента. К таковому относится: цилиндрический, концевой, дисковый, торцевой и пазовый.
По виду предназначения:
- угловой;
- фасонный;
- шпоночный;
- для обеспечения пазов вида Т.
По поверхности:
- пластмассе;
- дереву;
- металлической;
- стеклу;
- иные.
Затачивание сложно, так как протяженность режущего основания большая. Поэтому используются специализированные инструменты. А некоторых случаях шлифование осуществляется вручную, но работник, выполняющий эти работы должен обладать опытом. Не имеющий навыков сотрудник может допустить брак и на зубьях появятся дефекты: трещины, заусеницы или раковины, в связи, с чем инструмент нужно будет шлифовать повторно, а это приведет к уменьшению размера.
Материал фрез
Для изготовления технологической оснастки используются следующие материалы:
- сплавы твердые;
- сталь быстрорежущая;
- металлические сплавы повышенной степени твердости;
- металлокерамика;
- алмазы.
Для непосредственной резки металла кромки режущего инструмента изготавливаются из:
- проволоки карданной;
- алмазов;
- соединений твердых сплавов;
- керамического покрытия.
Отличие технологической оснастки определяется по внешнему виду.
Геометрия зубьев фрезы
Производительность зависит от правильной заточки зубьев. Конфигурации рабочих поверхностей применяются для решения даже самых сложных задач.
Исполнение спиральной фрезы осуществляется с большим и малым наклоном зубьев под заданным углом. Предназначение этого вида инструмента: для проведения черновых и чистовых операций, в том числе переменных шагов.
Угол наклона – это угол, образованный между плоским концом и кромкой стружечной канавки стандартной фрезы.
Значение углов:
- малый не более 35;
- большой 35 и выше.
Отличным вариантом для начальной и финишной обработки являются углом наклона зубьев – 38. Прямоугольные инструменты имеют максимальное значение.
Инструмент с переменным шагом пользуется спросом, вдоль длины производится замер шага спирали.
Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.
Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.
 Применяются для получения карманов или пазов.
Применяются для получения карманов или пазов.Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.
Способы заточки фрез
Заточка фрез сложная, так как требуется обрабатывать поверхности криволинейные и большие по протяженности. Также необходимо обеспечить движение абразива с точностью по кромке.
С помощью станка
Технология заточки осуществляется поэтапно:
- Закрепление фрезы в заданном положении.
- Подведение к абразивному кругу обрабатываемой поверхности, до тех пор, пока не будет искрения.
- Снятие слоя металла толщиной от 25 до 50 мкм.
- Затачивание производить каждого зубца по отдельности. Начало работ проводится при расположении в борозде, образованной зубцом, а игла должна касаться поверхности инструмента.
- Заточной станок включить и последовательно втягивая фрезу, производить операцию.

Для качественного выполнения работ следует одинаково заточить каждую кромку режущего основания, то есть движения должны быть единообразны.
С помощью кругов для заточки
Выбор кругов зависит от материала, из которого изготовлены инструменты. Какие круги бывают:
- Нормальный электрокорунд и белый электрокорунд. Обеспечивают оптимальную заточку инструмента по металлу или дереву.
- Эльборовые. Кругами их этого материала можно заточить изделия из быстрорежущей стали
- Из карбида кремния зеленого и алмазные применяются для затачивания изделий из твердых сплавов
Во избежание перегрева, созданного силой трения, используются охлаждающие жидкости.
Подручными средствами
Для работы используется стол для ручного фрезера.
Последовательность действий:
- Очистить инструмент от нагара специальной жидкостью. Залить в емкость, опустить фрезу на три минуты, после обчистить щеткой.
- Алмазным бруском точить переднюю кромку, обеспечив движение канала вдоль бруска.
- Протереть инструмент мягкой тканью.
 Залить в емкость, опустить фрезу на три минуты, после обчистить щеткой.
Залить в емкость, опустить фрезу на три минуты, после обчистить щеткой.Применение станков для заточки фрез
Все инструмент без исключения со своим сроком службы. В этот период работы обеспечивается точность и качество обработки. По истечении этого времени необходимо осуществлять заточку режущих кромок. Для этих целей предлагается использовать станочное оборудование.
Классификация
Станочное оборудование классифицируется следующим образом:
- Станок универсальный. Обработка всех видов инструмента, в том числе фрез.
- Специализированный. Предназначение только для заточки фрезерного инструмента. Оснащен спецприспособлениями для закрепления и установки обрабатываемых изделий и измерительных приспособлений, позволяющих четко выдерживать угол при заточке.
 youtube.com/embed/9kXJKMwCbaU” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/9kXJKMwCbaU” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
Технические характеристики
При выборе станочного оборудования следует обратить внимание на технические показатели:
- Напряжение 220 В, если мощность высокая, то питание осуществляется от 380 В.
- Мощность потребителя 200 -5000 Вт.
- Вращение шпинделя без нагрузки – 900 -3000 об/мин.
- Точность определяется в зависимости от конструкции устройства.
- С какой скоростью обеспечивается подача абразива.
- От вида привода: электрический и механический.
- Угол заточки.
- Наличие ванн с водой для охлаждения.
- Оснащение вентиляционным устройством.
- Характеристика уровня шума.
- Защитный кожух от вращающихся элементов.
Станочные приспособления могут быть напольными или настольными.
Особенности конструкции
Типовое конструкторское исполнение:
- Электродвигатель.
- Передача клиноременная, предусмотренная для определения частоты вращения.
- Абразивный круг.
- Специальная подставка для крепежа инструмента.
- Кнопка регулирования режима работы с автоматом включения.

Достоинства и недостатки применения
Преимущества использования оборудования:
- Большой крутящий момент, что обеспечивает ускорение процесса обработки.
- Достижение заданной точности обрабатываемых углов.
- Повышается качество.
- Не обязательно иметь высокую квалификацию, так как процесс автоматизирован.
Перечень недостатков:
- Потребление большого количества энергии.
- Высокая стоимость.
- Проведение всех видов обслуживания.
- Выбор рабочего места для установки.
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.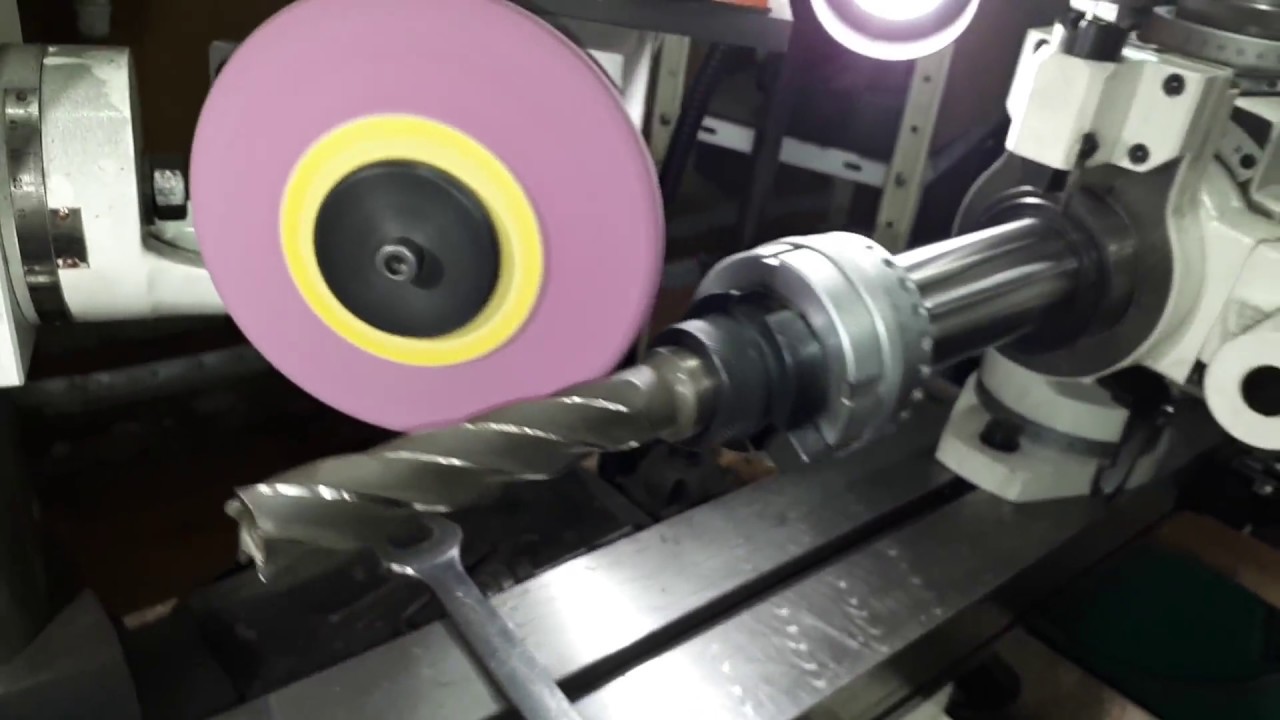
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.
Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.
Поддерживание затачиваемого зуба обеспечивается за счет упора, устанавливаемого рядом с кромкой для резания, и служит направлением при затачивании инструмента с винтовыми зубьями.
На зубе образовывается вогнутая фаска при затачивании поверхности цилиндрических фрез, это обстоятельство направлено на износ зуба и ослабление лезвия. При заточке от чашечных кругов получается плоская фаска, и стойкость фрез увеличивается, в связи с этим дисковыми кругами проводить работы нет смысла.
Заточка торцевых фрез
Затачивание фрез своими руками осуществляется по алгоритму:
- Установить инструмент, чтобы кромка заняла горизонтальное положение.
- Выполняется наклон фрезы относительно горизонтали под заданным углом.
- Заточка производится поверхностью круга в виде тарелки.
- Установка фрезы производится режущей кромкой вверх, а наклонение оси – по вертикали на величину переднего угла.

Заточка концевых фрез
Выполнение работы:
- Затачивание этой разновидности фрез производится при помощи алмазного бруска, который устанавливается на край столешницы. При наличии у инструмента выемки большого размера, его можно установить вдоль столешницы.
- При затачивании будет становиться острой кромка, а диаметр уменьшиться.
Если инструмент оснащен подшипником, то следует произвести его демонтаж. Очистку поверхности производить специальным растворителем.
Заточка дисковых фрез
Затачивание поверхности производится по цилиндрической кромке. Направление затачиваемых зубьев – вверх, при этом:
- Когда зубья у фрезы простые, то фреза расположена вертикально.
- Если зубья направлены в разные стороны, то положение выбирается наклонное, а угол наклона равен углу наклона цилиндрической режущей кромки.

Заточка сборных фрез
Элементов для затачивания фрез этой конструкции много:
- задние и главные углы;
- вспомогательный угол;
- переходная кромка.
Для этого каждая позиция занимается по отдельности.
Заточка фрез с затылованными зубьями
Стачивание одного зуба осуществляется по переднему основанию, во время проведения работы необходимо следить, чтобы толщина снимаемого металла была одинаковой. Заточку осуществляется с помощью тарельчатого круга, и положение инструмента нужно зафиксировать упором, прилагаемым к задней стороне зуба. Для обеспечения минимума биения заточку советуют выполнять по копиру с тем же количеством зубьев, как и у инструмента.
Заточка цилиндрических фрез с остроконечными зубьями
Заточка выполняется с помощью чашечного круга с заданным задним углом. В центрах заточного станка фреза надевается на оправку. Когда оси располагаются круга и инструмента располагаются в одной плоскости – горизонтально, то заднего угла у зуба не будет образовываться, для этого расположение определяется – ниже оси. При заточке расположение зуба необходимо зафиксировать упором.
В центрах заточного станка фреза надевается на оправку. Когда оси располагаются круга и инструмента располагаются в одной плоскости – горизонтально, то заднего угла у зуба не будет образовываться, для этого расположение определяется – ниже оси. При заточке расположение зуба необходимо зафиксировать упором.
Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки – это снять поврежденный слой. Это первостепенная задача, вторая – это повысить чистоту поверхности рабочей кромки, третья – придание соответствующих геометрических параметров.
Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.

Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 450 к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство – это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.
Контроль качества работ
При проведении контроля качества после проведения работ проверяются:
- геометрия режущих кромок;
- биение;
- класс чистоты.
Для этого используются специализированные приборы:
- угломер, выполненный с количеством углов равных количеству зубьев;
- сектор для перемещения дуги и фиксируемый винтом в нужном положении;
- сектор, оснащенный градусной шкалой;
- индикатор для контроля биения зубьев непосредственно в обрабатываемом центре.

Заточка фрезы по металлу на станке
СодержаниеПриспособления для заточки концевых режущих элементов фрезерно-брусующего станка, разделяются по характеру работы и подразделяются два типа – универсальные и специальные.
Ниже рассмотрим каждый из этих вариантов
Станки для заточки фрез по металлу — обзор заводских моделей
Заточка фрез для работы по металлу и дереву выполняется своими руками с помощью червячных универсальных устройств.
Кроме того режущие элементы фрезерно-брусующего станка могут быть заточены с помощью специальных приспособлений.
Читайте также: о конструкции сверлильно-присадочных станков и их назначении.
Как самодельный, так и универсальный станок для заточки концевых фрез по дереву оснащен устройствами, обеспечивающими закрепление, установку и заточку детали.
Станок для заточки фрезы
При выборе представленного инструмента для заточки ножей фрезерно-брусующего станка своими руками необходимо учесть такие параметры как:
- универсальность станка;
- габаритные размеры;
- скорость;
- класс точности механической обработки;
- мощность электродвигателя;
- способ установки;
- возможность подключения к электросети.
Наиболее приемлемым приспособлением для затачивания концевых ножей фрезерно-брусующего оборудования является Kaindl КСС.
Этот небольшой агрегат способен производить профессиональную заточку концевых ножей быстро и эффективно.
Стоит такое устройство в несколько раз дешевле профессионального оборудования и отличается простотой в применении.
Kaindl КСС применяется для корректировки режущей кромки алмазных дисковых пил и фрез, а также идеально подходит для домашнего использования. Представленное оборудование для заточки сверл, концевых ножей, алмазных дисковых пил.
Читайте также: особенности устройства и обзор популярных моделей лазерных гравировальных станков.
Станок для заточки фрезы Kaindl KSS
Эффективная заточка фрез червячных фрезерных агрегатов производится благодаря точному фиксированию инструмента в любом положении.
Читайте также: сферы применения универсальных фрезерных станков по металлу.

Для этого применяются призмы и упорные штифты. Сам шлифовальный диск можно настроить на работу в любом положении с помощью специального шарнирного держателя.
Основная особенность такого станка – использование обычной дрели вместо электромотора. Универсальная шарнирная крепежная система позволяет подсоединить к устройству дрель любого типа.
Заточка ножей фрезерно-червячных агрегатов может производиться с помощью устройства торговой марки Ruko, которое оснащено лазерным регулятором.
Это оборудование может работать с режущими гранями с диаметром от 12 до 100 мм. Представленный прибор быстро и легко устанавливается своими руками, этом у способствует специальный шаговой держатель.
Станок для заточки фрезы Ruko
Перед установкой режущих кромок червячных фрезерных агрегатов для точного расположения может быть использован лазерный указатель.
Угол заточки при этом меняется плавно (бесшагово). Сам процесс происходит с применением алмазных дисков с диаметром в 125 мм, а для более корректной обработки можно прикрепить лупу, оснащенную неоновой подсветкой.
Читайте также: «Руководство по изготовлению слесарного верстака».
к меню ↑
Делаем станок для заточки своими руками
Для изготовления устройства для заточки лезвия фрезерно-брусующего понадобится электрический двигатель, с мощностью не более 1 кВт, два шкива и подшипники с валом.
Самодельный станок нужно начинать собирать со станины. Станина изготавливается с помощью стальных уголков. Кроме того, самодельный станок должен быть оснащен подручником. Для его установки сооружается поворотная планка.
Самодельный станок для заточки фрезы
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Эта конструкция поможет в регулировке уровня наклона режущей детали фрезерно-брусующего станка по направлению к шлифовальному кругу.
Заточка фрез производится таким образом, чтобы установленная режущая деталь минимально могла соприкасаться с вращающимся кругом.
При работе ее необходимо медленно подводить к диску. Самодельный заточный станок может быть изготовлен по заранее составленной схеме. В расчет при этом берется расположение шлифовального круга относительно подручника.
Самодельный заточный станок может быть изготовлен по заранее составленной схеме. В расчет при этом берется расположение шлифовального круга относительно подручника.
Самодельный станок для заточки ножей фрезерно-брусующего оборудования должен быть оснащен защитным кожухом, который будет прикрывать собой зазорный круг.
При сборке следует учесть, что зазор между установленной плитой и кругом, производящим заточку не должно превышать 3 мм.
Самодельный мини-станок для заточки резцов фрезерно-брусующего агрегата необходимо оснастить фланцами, которые будут обеспечивать прижим.
Стоит учесть, длина фланцев не должна быть меньше четвертой части диаметра шлифовального круга.
При самостоятельной сборке в зазоре между гайкой и фланцем нужно положить паронитовую прокладку. Благодаря ей гайка максимально туго затянется на валовом участке.
Читайте также: «Выбираем лучшие тиски для сверлильного станка».
к меню ↑
Как заточить фрезу своими руками?
Заточку ножа фрезерно-брусующего агрегата можно провести без наличия специальных механизмов и приспособлений.
Для этого можно использовать алмазный брусок, который кладется на край верстака или рабочего стола. Заточка кромки ножа производится посредством проведения по ее передней поверхности бруском.
Предварительно режущий элемент необходимо очистить от грязи и пыли с помощью растворителя. Если резак оснащен направляющим подшипником, перед тем, как производить заточку его необходимо снять.
Если этого не сделать, то фреза с большой вероятностью деформируется. При проведении заточки брусок периодически нужно смачивать небольшим количеством воды, а после того, как работа будет закончена протереть его насухо.
Важно знать, что в процессе стачивания передней поверхности кромка лезвия будет заострена, а ее диаметр немного уменьшится.
В процессе заточки рекомендуется использовать бруски с различной степенью зернистости. От этого напрямую будет зависеть результат и чистота обрабатываемой поверхности.
Кроме того, при заточке ножей фрезерно-червячного станка с целью сохранения симметричности кромки, нужно многократно производить движения, обеспечивая равномерный нажим.
В зависимости от материала, из которого сделана фреза, вместо бруса можно применять абразивную (наждачную) бумагу.
Она крепится на полосе стали или деревянной рейке. Также откорректировать лезвие можно с помощью точильного станка, вращающегося с низкой скоростью. Устройство можно оснастить соответствующим абразивным кругом.
к меню ↑
Правильная заточка фрезы (видео)
к меню ↑
Правила безопасности при заточке
При проведении работ крайне важно придерживаться следующих требований безопасности:
- точильный круг обязательно должен пройти предварительное испытание вращением;
- проверить, не будет ли превышать допустимая скорость вращения круга, указанное в маркировке значение;
- не использовать подручник вилкообразной формы, так он не позволяет произвести регулировку зазора с боков круга;
- перед началом работ абразивный круг следует подвергнуть балансировке .
Важно учитывать, что при установке подручника зазор между ним и кругом не превышал 3 мм. При этом площадка подручника должна располагаться на уроне горизонтальной оси не выше, чем на 10-15 мм.
Если зазор будет превышать указанное значение или подручник окажется ниже горизонтальной оси, его может вырвать и заклинить кругом.
Кроме того, нужно обратить внимание на отсутствие зазубрин и выбоин на вращающемся точильном элементе.
Категорически запрещается прикасаться в вращающемуся кругу, во избежание травмирования пальцев необходимо пользоваться кожаными напальчниками или строительными рукавицами из плотной ткани.
При проведении работ лезвие должно быть плотно прижато к подручнику, запрещено производить заточку, держа его на весу. В процессе корректировки режущей кромки нельзя подводить инструмент к кругу быстро.
Прижимать его следует постепенно, передвигая по поверхности подручника. При такой работе круг будет стачиваться равномерно, и его можно будет использовать повторно.
Если же резко подавать круг к затачиваемому инструменту, то он будет вырабатываться неравномерно и быстро придет в негодность.
Заточка фрезы
При работе с фрезой из закаленной стали необходимо как можно чаще прерывать натачивание, так как от чрезмерного прижатия к вращающейся поверхности лезвие может нагреться и потерять изначальную твердость.
Читайте также: виды, особенности и самостоятельная сборка фрез для мотоблока.
При установке инструмента его следует надежно закрепить в тисках или заточном приспособлении. Если фреза будет плохо зафиксирована, то ее может вырвать, что повлечет за собой повреждение круга.
При точильных работах запрещено наклоняться к инструменту для наблюдения процесса. Сам момент прикосновения круга к лезвию можно определить по появившейся искре.
Определять степень заточки можно после того, как инструмент будет отодвинут на безопасное расстояние.
Если в процессе работы станок нок начинает вибрировать, его необходимо сразу же выключить и произвести проверку подвижных соединений. Следуя этим несложным правилам безопасности можно выполнить все необходимые манипуляции быстро и эффективно.
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
Заточка фрез по металлу своими руками
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Николай Чернак рассказал о самодельном станке, который он использует для заточки концевых фрез по металлу. История приобретения. В одно воскресенье заехал на барахолку и обратил внимание, что человек продает интересный станок. Как только покупатель проявил интерес, сразу подошел человек, сказал, что тоже хочет купить станок и торгуется с утра. Ему станок этот нужен для изготовления воблеров для рыбалки. Он хочет из него сделать копир. Николай взял на некоторое время этот самодельный станок, чтобы сделать его обзор.
Особенности станка
Рассмотрим возможности этого станка, для чего он предназначен. Имеет регулировку длины по фрезе. То есть, можно длинные фрезы зажимать. Имеется много отверстий, проточка для установки необходимой длины. Упор.
В одной части не хватает деталей. Судя потому, что здесь нарезана резьба, должны быть патроны для зажима других фрез. Не хватает цанг. На внешней стороне патрона имеется 16 отверстий. Здесь тоже должен быть штифт, плотно вставляться и делить на кратное количество. Движение от руки, немного туговато. Судя по цанге, если найти другие размеры, можно заложить достаточно толстую фрезу по диаметру.
Привод осуществляется двумя шаговыми двигателями. Есть реверс. По оси Y автоматическое движение всей каретки.
То есть, можно передвигать вручную или электромотором.
Электроника, 3 платы. Она была неисправная. Владелец отремонтировал. Всё равно нет четкой синхронизации двух моторов. Для подачи по оси Y имеется шаговый мотор. Он приводит каретку в автоматическую движение. Установив упоры, можно установить автоматическую подачу налево или направо.
Как работает станок
Подключаем питание. Ставим упоры. Для правки камня предусмотрен алмазный штифт. Он подводится, закрепляется и автоматически правится камень. Есть вращение в две стороны, переключатель. Синхронности нет, это не беда – можно приделать упор, копировальную иглу снизу. Она будет вращать синхронно движению камня и затачивать в определенном месте спираль. Концевые фрезы затачиваются как правило по задней части режущей кромки. В редких случаях затачивают переднюю часть – если фреза имеет неровную затылованную часть. В нашем случае можно затачивать по заднему углу. Это о боковой поверхности фрезы.
Что касается торцевой поверхности, этим станком не удастся заточить. Это связано с тем, что вокруг не может принять определенное положение относительно инструмента. Подача самого Круга по оси X очень хорошая, тоже микронная.
Этот станок выполнен скорее всего не без участия заводских деталей. Всё сделано достаточно аккуратно. В некоторых местах есть подтёки краски. Было интересно, поэтому вскрыл коробки, посмотрел на радиодетали. Все они советского производства. Микросхемы советские, старые транзисторы. В одном месте на травленой плате увидел надпись: смотреть журнал радио за 2001 год, номер 6, страница 35. Посмотрел эту статью – это регулировка скорости подачи каретки.
Обратите внимание, что заточка инструмента происходит навстречу движению фрезы. В планах сделать свой самодельный станок, с большими возможностями, крупнее.
Канал “Николай Чернак”.
Методика выполнения заточки концевых фрез по металлу
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых фрез для работы с металлами, древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
Заточка инструмента
Заточка производится для восстановления режущей способности, с проведением операций выполняемых поконтурно и раздельно.
Фрезы, поступившие на заточку, обычно предварительно шлифуют по цилиндрической поверхности с применением кругло-шлифовального станка для устранения повреждений с дальнейшей заточкой задней или передней части зубьев.
Концевые фрезы, имеющие остроконечную форму зубьев, затачивают по задней поверхности специальным кругом тарельчатой или чашечной формы. Для этого производят установку круга по отношению к оси под углом 89°, что позволяет достичь требуемого контакта между соприкасающимися поверхностями.
При выполнении заточки задних поверхностей концевых фрез применяют 2 основных метода:
При использовании полиэлементного метода режущие кромки затачиваются отдельно. Сначала производится заточка главных поверхностей всех зубьев, затем вспомогательных и переходных.
При контурном методе – заточка, производится последовательно каждого зуба за одну операцию. Применяется также однооборотный метод заточки, когда режущие кромки обрабатываются за одну операцию. Все зубья затачиваются за один оборот, припуск удаляется с помощью операции шлифования.
Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
Рис. 2 Набор червячных фрез.
Для обработки заготовок используется оснастка, которая предназначена для работ:
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
Использование оборудования для заточки червячных фрез
При обработке заготовок наиболее часто используются червячные фрезы.
Рис. 3 Процесс заточки червячный фрезы на универсальном станке.
Характеристики червячных фрез строго регламентированы ГОСТ 9324-60 и производятся:
- цельными;
- сборными (сварные, вставные).
Сборные червячные фрезы (для модулей с 10 до 16) применяются со вставными гребенками, которые выполняются из быстрорежущей литой стали или кованными.
Червячные фрезы (для модулей с 18 по 30) изготавливаются путем сварки, и посадки зубьев из углеродистой стали на основание.
При использовании червячных фрез для нарезания цилиндрических зубчатых колес рабочие части зуба изнашиваются неравномерно.
Для повышения срока использования червячных фрез предлагается метод высотной коррекции за счет изменения формы пространственной кривой характеризующей рабочий процесс. Применяется также метод осевых смещений инструмента, который повышает скорость проведения операций с увеличением срока использования червячных фрез.
Процесс заточки затылованных червячных фрез выполняется по передней части, а острозаточенных по задней поверхности зуба. После окончания процесса заточки производятся замеры:
- профиля поверхности передней;
- шага окружного;
- соответствия канавок стружечных.
Виды оснастки применяемой для фиксации инструмента
Оснастка, используемая для крепления инструмента, делится на 2 типа:
Концевая оснастка крепится с помощью цанги и патрона, а насадочная используется путем установки на шпиндель с применением специальной оправки.
Для крепления инструмента производят оправки 2-х видов:
Центровые оправки производят с коническим хвостовиком, который имеет размеры соответствующие отверстию в шпинделе, и производят 2-х типов 7:24 и конус Морзе.
Допускается при использовании данного типа оправок устанавливать несколько режущих инструментов с фиксацией специальными кольцами.
При применении цилиндрической концевой фрезы необходим патрон с цангой. Обычно в оснастку входит 7-11 цанг позволяющих подобрать необходимый размер для надежной фиксации.
Цанговый патрон с цангами
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность.
Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Использование дополнительных приспособлений
Для фиксации деталей имеющих цилиндрическую форму используют трехкулачковый патрон и специальные центры, которые с помощью хомутиков и люнетов осуществляют фиксацию, а также использования делительных головок. Данные приспособления применяются для обработки деталей под заданным углом при вращении.
Делительная головка состоит из элементов:
На шпиндель крепится трехкулачковый патрон, предназначенный для фиксации заготовки другой конец, которой упирается в бабку. Колодка может вращаться с фиксацией под требуемым углом. При обработке длинной заготовки для фиксации используются люнеты.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Заточка концевой фрезы — РИНКОМ
Содержание
Заточка концевой фрезы
- Углы заточки концевых фрез
- Способы заточки концевых фрез
- Ручная заточка концевых фрез, предназначенных для обработки вязких материалов
-
Станки для заточки концевых фрез по металлу
- Заточка торцевых зубьев
- Заточка боковых зубьев
- Выбор приспособлений (абразивных кругов) для заточки концевых фрез на станках
- Контроль качества заточки
- Как добиться высокого качества заточки концевых фрез
- Доводка концевых фрез
Заточка концевой фрезы — это операция, которую применяют для придания инструментам нужных геометрических параметров и восстановления изношенных фрез. В этой статье мы расскажем об основных технологиях, используемых для этих целей.
Углы заточки концевых фрез
Чтобы правильно выполнить заточку концевой фрезы в первую очередь необходимо изучить геометрию зубьев. Они бывают затылованными и остроконечными.
Изображение №1: остроконечный (а) и затылованный (б) зубья
У затылованных зубьев задние поверхности выполнены по архимедовым спиралям. Заточка таких фрез происходит по передним поверхностям.
У остроконечных зубьев части задних поверхностей представляют собой плоскости. Чаще всего такие фрезы затачивают по задним поверхностям. Передние обрабатывают в случае необходимости.
Расскажем о геометрии зубьев в деталях. Каждый из них имеет 4 важных параметра.
Изображение №2: геометрия зубьев
Поверхности и углы заточки концевых фрез.
-
Площадка f. Именно она подвергается основному износу и затачивается при обработке задней поверхности. Размер площадки напрямую влияет на силу трения между инструментом и заготовкой. Поэтому ширину необходимо поддерживать в определенном диапазоне.
-
Вспомогательный задний угол α1. По нему фрезы затачивают при определенных величинах износа и сильном увеличении размеров площадок f.
-
Главный задний угол α. Это угол между касательной к задней поверхности в рассматриваемой точке главной режущей кромки и касательной к окружности вращения данной точки. Задача этого угла — уменьшить трение между инструментом и заготовкой.
-
Главный передний угол γ. Расположен между осевой плоскостью и касательной к передней поверхности. У фрез, предназначенных для обработки вязких материалов, размер этого угла варьируется в пределах от 15 до 20°. У фрез для обработки сталей — от 0 до 5°.
Обратите внимание! Зубья бывают прямыми и винтовыми. Величина наклона характеризуется углом λ. Он расположен между осью и развернутыми винтовыми кромками.
Способы заточки концевых фрез
Заточка концевых фрез может выполняться двумя способы.
-
Вручную.
-
На станке.
Ручная заточка концевых врез, предназначенных для обработки вязких материалов
Для заточки концевой фрезы, предназначенной для обработки вязких материалов (к примеру, древесины), вам понадобятся следующие инструменты, оборудование и материалы.
-
Стол или верстак.
-
Алмазный брус.
-
Мыльный раствор.
-
Растворитель.
Заточка концевой фрезы проходит по следующей схеме.
-
Смочите алмазный брус в мыльном растворе и закрепите его на краю стола.
-
Снимите с фрезы направляющий подшипник (при его наличии).
-
Очистите фрезу при помощи растворителя.
-
Заточите все резцы.
Изображение №3: схема заточки фрезы
Обратите внимание на следующие особенности.
-
Перед заточкой в обязательном порядке удостоверьтесь в том, что алмазный брусок имеет правильную форму.
-
Чтобы добиться равномерной заточки резцов, делайте одинаковое количество движений с примерно одинаковой силой нажатия.
-
Если у вас нет алмазного круга, для заточки можете взять наждачную бумагу. Приклейте ее к твердому деревянному бруску или полоске стали.
Станки для заточки концевых фрез по металлу
Для заточки концевых фрез по металлу применяют специальные станки, обеспечивающие поступательное и вращательное движение обрабатываемого инструмента.
Изображение №4: прецизионный станок для заточки концевых фрез
Расскажем об особенностях заточки торцевых и боковых зубьев.
Заточка торцевых зубьев
Для заточки торцевых зубьев фрезы устанавливают горизонтально. Если станок не имеет специально предназначенного для этого градуированного кольца, горизонтальность выверяется при помощи угольника.
В процессе заточки оператор перемещает кромку абразивного круга вдоль кромки зуба. Угол заточки регулируется либо наклоном шпинделя с фрезой, либо смещением круга по вертикали.
Фотография №1: заточка торцевых зубьев концевой фрезы
Заточка боковых зубьев
Заточку боковых зубьев выполняют по следующей схеме.
-
Фреза закрепляется в цанге.
-
Игла-копир устанавливается в самое высокое положение, при котором кончик касается наружного края канавки.
-
Абразивный круг передвигается в положение, при котором наружная кромка совпадает с иглой.
-
Станок запускается.
-
При помощи ручки прямой подачи круг подводится к фрезе (до начала искрения).
-
Устанавливается толщина снимаемого слоя металла (25–50 мкм).
-
Производится заточка зуба на всю длину. Для этого шпиндель с фрезой втягивается до тех пор, пока инструмент не сойдет с иглы.
-
Проход повторяется.
Фотография №2: заточка боковых зубьев концевой фрезы
Далее по этой же схеме затачивают остальные зубья.
Выбор приспособлений (абразивных кругов) для заточки концевых фрез на станках
Для заточки концевых фрез на станки чаще всего устанавливают приспособления, изготовленные из следующих материалов.
-
Алмаз и зеленый карбид кремния. Выполненные из этих материалов круги подходят для заточки твердосплавных инструментов.
-
Эльбор. Это сверхтвердый материал на основе кубической сфалеритной модификации нитрита бора. Эльборовые круги применяют для заточки фрез из быстрорежущих сталей повышенной производительности.
-
Электрокорунд. Это химически стойкий твердый материал на основе оксида алюминия. Электрокорундовые круги используют для заточки фрез, изготовленных из инструментальных и быстрорежущих сталей нормальной производительности.
-
Перечислим характеристики приспособлений, которые нужно обязательно учесть при выборе.
-
Термостойкость. С повышением температуры микротвердость абразивных материалов снижается. Поэтому заточка концевых фрез на станках в обязательном порядке требует использования СОЖ. Обычная вода не подойдет. Ее использование приведет к коррозии элементов станка. В воду добавляют мыло и различные дополнительные добавки (кальцинированная сода, силикат натрия, нитрит калия и пр.). Термостойкость материалов, применяемых для изготовления абразивных кругов, смотрите в таблице ниже.
Изображение №5: термостойкость материалов, применяемых для изготовления абразивных кругов
-
Зернистость. Ее выбирают в зависимости от требуемого класса чистоты затачиваемой поверхности. Чем выше зернистость, тем лучше производительность кругов. При этом увеличивается срок службы приспособлений.
-
Форма. Для заточки передних углов концевых фрез используют тарельчатые или плоские приспособления. Задние углы обрабатывают чашечными и тарельчатыми моделями.
Изображение №6: формы шлифовальных кругов, применяемых для заточки концевых фрез
Еще один важный параметр заточки концевых фрез — скорость вращения кругов. Твердосплавные инструменты обрабатывают на высоких скоростях, а фрезы, изготовленные из быстрорежущих и инструментальных сталей — на более низких.
Контроль качества заточки
После заточки необходимо убедиться в ее качестве. Для этого существуют различные технологии и приспособления.
-
Убедиться в отсутствии рисок, трещин и сколов можно при помощи лупы. При контроле качества заточки твердосплавных фрез дополнительно используют керосин. При наличии трещин он выступает. Это упрощает обнаружение дефектов.
-
Для измерения передних и задних углов предназначены маятниковые и специальные угломеры.
Изображение №7: технология измерения маятниковым угломером
Обратите внимание! Оставлять зазубрины на поверхностях зубьев не рекомендуется. Фрезы с дефектами быстро выходят из строя. При заточке стремитесь, чтобы поверхности получились идеально гладкими.
Как добиться высокого качества заточки концевых фрез
Перечисленные ниже правила направлены на соблюдение установленных норм допускаемых биений и получение инструментов без дефектов.
-
Суммарное биение шпинделя станка, оправки и приспособления должно быть меньше допустимого биения затачиваемой фрезы.
-
Необходимо обеспечить точную посадку заточного круга. В противном случае вибрации не только приведут к дефектам заточки, но и ускорят износ абразивного приспособления.
-
Механизмы подач не должны заедать.
-
Закрепленную фрезу необходимо перемещать максимально плавно.
-
Шпиндели станков должны обладать достаточной виброустойчивостью.
-
Их нужно хорошо смазывать для обеспечения максимально легкого вращения.
-
Осевое и радиальное биение не должно превышать 0,01 мм.
Доводка концевых фрез
Если после заточки на поверхностях концевой фрезы обнаруживаются микротрещины, применяют доводку. Главная ее цель — снятие дефектного слоя. Вторая задача — повышение чистоты поверхностей. Кроме этого при доводке устраняются завалы поверхностей зубьев.
Проводят такие операции на заточных и доводочных станках с чугунными дисками. При их скоростях вращения от 1 до 1,5 м/сек достигаются наилучшие результаты. Для доводки чаще всего применяют пасту из карбида бора. Зернистость — от 170 до 230.
Фотография №3: заточной станок
Для доводки могут также применяться и алмазные круги. При их использовании производительность повышается в 1,5–2 раза.
Заточка фрезы на станке: методы, особенности
Режущий инструмент для фрезерных и расточных станков отличается многообразием и наличием нескольких режущих кромок. Сложная конфигурация требует высокой точности шлифовки, поэтому производят заточку фрезы на станках автоматах и ЧПУ. Вручную сделать одинаковыми все углы и кромки невозможно.
Для каждого типа фрез предназначены свои заточные станки. Невозможно на одном оборудовании обработать торцевой и отрезной инструмент.
Заточка фрезы на станкеКогда необходима заточка резца
При работе резца его рабочая кромка, снимая слой металла, постепенно стирается сама. Высокие температуры в зоне реза способствуют быстрому ее износу. Если нагрузки при работе усиливаются, стружка отходит с рваными краями, значит необходимо заточить фрезу.
Проверить состояние кромки можно, посмотрев на нее через увеличительное стекло, поскольку при увеличении хорошо будут видны:
- выщербленные места;
- заоваленные острые углы;
- выгибание кромки.
Резец следует затачивать при первых признаках его затупления, когда стерся острый угол, но еще не произошло разрушения кромки.
Виды заточки
Заточка резцов производится по передней и боковой режущей кромке и тыльной части. Например, отрезные и прорезные резцы режут одной передней поверхностью. У проходных основная рабочая поверхность боковая, расположенная к оси держака параллельно или под углом. Вторая кромка, перпендикулярная оси, скользит по детали и срезает оставшиеся кромки, создавая нужный класс чистоты.
Резьбонарезной станок имеет две симметричные кромки, расположенные под углом профиля нити. Они затачиваются по шаблону. Кроме угла между самими режущими кромками, выдерживается угол заточки резца.
Фрезы по металлу имеют сложную поверхность. В одних случаях они напоминают набор токарных резцов, выставленных по кругу — торцовые, в других цилиндры с острыми спиралями — цилиндрические. Отрезные имеют форму плоского диска с острыми зубьями, вырезанными по радиусу.
Способ заточки режущей кромки и затыловки выбирается в зависимости от типа фрезы и твердости материала, который она должна резать. В проходных многорезцовых фрезах вместо переточки производят замену режущих пластин, выставляя их по плоскости и радиусу.
Цилиндрические фрезы, используемые для калибровки отверстий и обработки пазов с высоким классом точности по размеру, после переточки по затыловочной наружной поверхности, изменяют свой диаметр на меньший. Их перепроверяют на приборах индикаторного типа и маркируют в соответствии с полученным фактическим размером. В случае сильного износа, перешлифовывают на меньший типоразмер.
Инструмент для заточки
Для заточки фрез по наружной поверхности – затыловке, используют чашечные мелкообразивные круги. Их устанавливают на заточном станке, который обеспечивает угол направления кромки и перемещение точильного инструмента по всей длине затачиваемой детали. Станки работают автоматически по заданным настройкам. Приспособления для ручной настройки приводятся в движение человеком. Они только помогают выдержать нужный угол.
Заточку токарных резцов по металлу выполняют на точилах с кругами средней и мелкой зернистости. Доводка осуществляется на полировочных алмазных кругах и оселках. Правильность выполнения угла проверяется специальным шаблоном.
Заточка дисковых фрез осуществляется по 2 плоскостям. Сначала тонким кругом, перемещающимся перпендикулярно плоскости диска, обрабатывается внутренняя режущая кромка. Затем шлифуется тыльная сторона. При этом фреза после каждого прохода круга проворачивается на 2 – 5 зубьев. Это обеспечивает равномерную заточку. Количество зубьев в одном шаге инструмента не должно быть кратным их общему количеству. Например, для диска с 20 режущими кромками выбирается шаг через 2 на 3 выступ.
Станок для заточки фрезыПорядок и особенности
Независимо от сложности станков и устройств, заточка фрезы производится в определенном порядке.
Подготовка
Учитывая, что инструмент рабочий, его следует подготовить, соблюдая правила заточки.
- Очистить от прилипшей стружки и остатков масла и охлаждающих жидкостей. Положить в керосин калоша, выдержать несколько минут. Грязь счистить мягкой щеткой, протереть резец насухо ветошью.
- Проверить углы заточки, используя шаблон.
- Установить фрезу в станок.
- Настроить нужный угол поворотом шлифовального круга.
Включив вращения заточного инструмента, надо коснуться им режущей кромки, медленно вручную подводя его резцу. Проверить правильность настройки и только после этого запустить на автоматическую подачу или при включенном круге перемещать фрезу по направляющим вручную.
Как заточить фрезу по дереву
Фрезы по дереву делаются из более мягкого металла, поэтому их затачивают обычно вручную, используя простые приспособления. Брусок крепится неподвижно к столу. Фреза выставляется в державке режущей кромкой параллельно абразивной поверхности. После этого каждая поверхность затачивается поступательным движением инструмента.
Фрезы по дереву для заточкиЗаточка фрез по металлу
Для каждого типа фрез по металлу имеется свой заточной станок или приспособление. Они позволяю вращать инструмент и обрабатывать зуб со сложной конфигурацией под нужным углом по всей длине.
Чашечный круг обеспечивает ровную поверхность кромки, без радиальных впадин. Он выполняет работу дольше цилиндрического, но кромка получается точно по шаблону.
При заточке по 2 и более поверхностям, сначала обрабатывают переднюю кромку, подгоняют угол заточки. После этого делается затыловка. Обе операции желательно выполнять с одной установки.
Червячные фрезы обрабатываются плоским кругом по рабочей плоскости, затем по кругу шлифуется их тыльная часть. Форма впадины зуба проверяется по шаблону. Поправить ее можно на станке с ЧПУ.
Вручную затачиваются токарные резцы на точильных станках. На промышленных предприятиях могут стоять автоматы для обработки больших партий одинакового инструмента.
концевых, червячных. Как производится заточка концевых фрез? Как затачивать фрезы
Такая операция, как заточка фрезы по дереву, не так уж и проста. Этот процесс требует определенных знаний и умений.
Приобрести фрезы по дереву в Киеве и в других городах сейчас не представляет большой проблемы. Но рано или поздно самая качественная из них затупится, и тогда придется ее затачивать. Как это правильно сделать?
Фреза по дереву: основные правила заточки
Зубчики изделия могут быть абсолютно разными. Наклон этих элементов может быть разным и характеризуется основной частью кромки. Параметры определения подходящих зубцов зависят от инструмента, а также от особенностей выбранного вами изделия.
Процесс заточки фрезы может обходиться и без специального дорогостоящего оборудования, так как можно использовать алмазные бруски малой толщины. При этом нужно пользоваться обычной водой или жидкостью с мыльным раствором. Когда процесс заточки подойдет к концу, стоит вымыть и высушить инструмент.
Сначала фрезу необходимо демонтировать. Главное, чтобы вы не забыли очистить ее от смол и древесины. С данными задачами способен справиться обычный растворитель.
Чтобы эффективно решить данные проблемы, вы должны делать выбор в пользу качественных материалов. Если вы этого не сделаете, то и работа не принесет желаемого результата.
- вам нужно пользоваться брусками с различным уровнем зернистости. Этот параметр зависит от того материала, который вы собираетесь удалить;
- немаловажную роль играет чистота основания, определенная вами изначально. Перед тем, как производить процесс заточки, стоит убедиться в том, что брус будет нужной вам формы;
- симметрия сохраняется только в том случае, если вы попытаетесь в процессе заточки изделия создать конфигурацию, аналогичную движению резцов;
- если материал зубцов довольно мягкий, то замените брус абразивной бумагой, которая обеспечит идеально-ровное основание;
- концевые изделия затачивают на том устройстве, которое для этого предназначено. Круг вращается не слишком быстро, поэтому вам придется купить абразивное изделие.
Конечно, процесс заточки фрезы занимает немало времени. Однако данный ресурс окупится со временем, ведь вы будете выполнять свою работу с максимальным эффектом.
Это основные моменты, которые касаются данной сферы деятельности. Вы должны учесть все нюансы, чтобы добиться максимального результата, ведь все другие правила не обеспечат вам такого же эффекта.
Быстрая очистка и заточка фрез по дереву. Или как заточить концевую фрезу своими руками:
Режущий инструмент рано или поздно тупится. Если он одноразовый, то выход один – на свалку. Но режущую кромку дорогих приспособлений чаще всего удается восстановить. в этой статье мы расскажем вам о том, как подарить им «вторую молодость».
Различный режущий инструмент требует дифференцированного подхода при заточке. Сегодня мы поговорим о восстановлении стамесок, рубанков, фрез по дереву и сверл по металлу.
Заточка стамесок и рубанков
Привести в рабочее состояние стамеску или нож рубанка не так уж сложно. Процедура их заточки состоит всего из двух этапов. При работе по заточке инструмента понадобится обычный точильный станок. Стамеска или нож рубанка для мягких пород дерева затачиваются под углом в 250°. Для твердых пород – 350°. При заточке следует постоянно удерживать заданный угол, что не так уж просто. Упростить задачу могут специальные приспособления для заточки стамесок, позволяющие работать в диапазоне от 25 до 35°. Во избежание перегрева периодически охлаждайте инструмент в воде.
Не стоит сразу стачивать кромку железа до появления режущей части. При доведении ее толщины до полумиллиметра угольником проверьте, чтобы ось была перпендикулярна режущей кромке. Конечную заточку лучше всего проводить вручную или на низкоскоростном точиле с водяным охлаждением, доводя инструмент до необходимой остроты режущей кромки.
При заточке круглой стамески с внешней кромкой инструмент перемещается по бруску от края до края по всей длине камня описывая «восьмерку». Заусенец с внутренней стороны желобка, обязательно образующийся при заточке, снимается с помощью фасонного точильного камня. Окончательная заточка режущей кромки производится наждачными бумагами различной степени зернистости.
Заточка фрезы по дереву
Для заточки фасонных концевых фрез необязательно наличие специальных приспособлений. Достаточно иметь алмазный брусок, уложенный на край стола или верстака. Затачивают фрезу путем проведения по бруску ее передней поверхности, предварительно очищенной от остатков смолы, грязи и пыли с помощью растворителя.
При наличии направляющего подшипника перед началом заточки его необходимо демонтировать. Попытка сэкономить пару минут обернется если не его деформацией, но, вполне возможно, испорченной фрезой. В процессе заточки брусок слегка смачивается водой, а после окончания работ протирается насухо. По мере стачивания передней поверхности кромка фрезы заострится, и ее диаметр незначительно уменьшится.
При заточке инструмента следует использовать бруски различной зернистости, в зависимости от желаемого конечного результата и чистоты обрабатываемой поверхности. При затачивании резцов для сохранения симметрии совершается многократное количество движений с равным нажимом. В зависимости от материала, из которого изготовлена фреза, вместо бруска может использоваться абразивная бумага, установленная на полоску стали или деревянную рейку.
Если в вашем распоряжении есть точильный станок с низкой скоростью вращения, то установка соответствующего абразивного круга может свести ручной труд на нет.
Заточка сверла по металлу
Со временем сверла тупятся и многие их просто выкидывают, покупая новые. Однако почти всегда сверлу можно дать «второй шанс» и продлить срок его службы. Для этого достаточно обработать затупившуюся поверхность на точильном круге.
Перед началом проведения работ запаситесь емкостью с водой, в которую время от времени во избежание перегрева будет окунаться сверло. Заточка производится последовательно и начинается с обработки задней поверхности, аккуратно, но плотно прижимаемой к поверхности точильного круга до образования правильного конуса.
После этого затачивается его режущая часть и проводится окончательная доводка задней поверхности. Во время заточки необходимо постоянно следить за перемычкой на кончике сверла. Для сверл диаметром от 8 мм и меньше она не должна превышать размер 0,4 мм. Для крупных образцов размер перемычки варьируется от 1-1,5 мм. Имейте в виду, что сверление производит не наконечник, а боковые лепестки сверла!
Электроточила
Конструктивно электроточила крайне просты.
Они состоят из асинхронного двигателя, точильных кругов и кожухов. Переведя разговор в плоскость выбора конкретного производителя и модели, следует отметить, что если вы планируете купить аппарат для личных целей, то марка не имеет решающего значения. Такое оборудование включается в сеть ненадолго и имеет довольно большой ресурс. Цена точила напрямую зависит от его диаметра.
Чем он больше – тем дороже аппарат. Осматривая электроточило перед покупкой, попробуйте пошевелить вал. Если он не только вращается, но и «ходит» -откажитесь от него и выбирайте дальше. Конечно, лучше всего включить точило в сеть, но не в каждом магазине вам пойдут навстречу в этом вопросе.
Электроточила или заточные станки подразделяются на три группы:
- Высокоскоростные точила, оборудованные сменными держателями для различных видов инструмента.
- Узкоспециализированные станки, предназначенные под конкретный инструмент (например, сверла).
- Низкоскоростные станки с водяным охлаждением.
Если высокоскоростные точила раскручиваются до 3000 оборотов в минуту, то такие станочки максимально вращаются на 150 оборотах и могут затачивать любой режущий инструмент. Низкая скорость и водяное охлаждение – идеальные условия для качественной режущей кромки.
На сегодня производится достаточно большое количество фрез различных типоразмеров. Их можно классифицировать по функциональным и конструктивным качествам.
Заточка концевых фрез выполняется с помощью использования специальных устройств для подобных инструментов. В некоторых случаях заточка может быть произведена вручную.
Фрезы имеют сравнительно большую протяженность и неровность зубчиков для резки. В процессе заточки понадобится позаботиться о движении основания круга по кромке. В данном случае нужно будет заточить фасонные фрезы, которые имеют затылованный угол. Следует знать, что произвести заточку достаточно сложно. Чтобы сберечь профиль конструкции и облегчить процесс заточки, затылованные зубчики надо будет затачивать исключительно по переднему основанию. Острые зубчики, которые имеют ровную или кривую форму, надо затачивать исключительно по заднему основанию. Прорезные и отрезные фрезы можно затачивать по переднему и заднему основаниям зубчиков.
Геометрия зубчиков фрез
Геометрия зубьев фрезы: а — острозаточенный зуб, б — затылованный зуб.
Чтобы произвести заточку правильно, понадобится знать геометрию зубчиков фрезы. По конструкции зубчиков различаются фрезы с затылованными и острыми зубцами. У последних часть заднего основания, которая прилегает к кромке для резки, являет собой плоскость. Зубцы с острыми концами в большинстве случаев затачиваются по заднему основанию, но можно произвести их заточку и по переднему основанию зубца.
У затылованных зубцов, которые идут в комплекте с торцевыми фрезами, заднее основание выполнено по спирали Архимеда. Технологически обработать фасонное основание достаточно трудно, потому затачивать фрезы с затылованными зубчиками можно исключительно по переднему основанию.
Независимо от количества зубцов в фрезе каждый из них может быть рассмотрен как отдельный зубчик, который характеризуется типичными параметрами для зубца — углами передней и задней части, размерами площадки для заточки, а также углом наклона зубцов.
Площадка для заточки являет собой элемент заднего основания зубчика, который подвергается шлифовке в процессе затачивания по заднему основанию. По данному основанию будет происходить максимальный износ зубцов. Его размер влияет на величину силы трения между инструментом и обрабатываемой заготовкой, потому основание нужно поддерживать в конкретном диапазоне.
Схема заточки сборных фрез на универсально-заточном станке.
Основной передний угол — угол между касательной к переднему основанию и основанию оси. Его можно измерить в плоскости, которая будет проходить через заданную точку перпендикулярно к основной кромке для резки.
Основной задний угол — угол между касательной к заднему основанию в заданной точке основной кромки для резки и касательной к плоскости вращения этой точки. Этот угол способствует уменьшению трения между инструментом и обрабатываемой заготовкой.
С помощью вспомогательного заднего угла можно охарактеризовать большой просвет между фрезеруемым основанием и телом зубчика. Затачивать инструмент по дополнительному углу нужно при конкретной величине повреждения инструмента и увеличении площадки для заточки. Цель данного действия заключается в уменьшении трения между зубчиком и фрезеруемой заготовкой. Следует знать, что не все инструменты подобного типа имеют данный угол.
Вернуться к оглавлению
Как заточить концевые фрезы для обработки дерева?
По форме зубчики могут быть прямыми или винтовыми. Наклон зубцов инструмента можно охарактеризовать как угол между развернутой кромкой винтового типа и осевой частью инструмента.
Значения углов зубцов будут зависеть от типа инструмента, марки сплава и стали, из которых он изготавливается, а также разновидности материала, для фрезеровки которого предназначается инструмент.
Во время фрезеровки вязких материалов основной передний угол нужно выбирать в промежутке 15-20° и более. У инструментов из твердых металлов для фрезеровки сталей угол будет 0° или -5°. Задний угол варьируется в широком диапазоне.
Элементы, которые понадобятся:
- Алмазный брус.
- Стол.
- Вода или раствор с мылом.
- Растворитель.
- Абразивная бумага.
- Планка из твердых пород дерева или стальная полоса.
- Абразивный круг.
Затачивать фасонные концевые фрезы возможно без специальных устройств для заточки, по переднему основанию, алмазным брусом небольшой толщины. Брус нужно установить на крайнюю часть стола. Если у инструмента имеется большая выемка, то инструмент нужно закрепить вдоль стола.
Таблица термостойкости различных материалов, °C.
При заточке брус надо будет смочить чистой водой или раствором с мылом. После заточки инструмент понадобится вымыть и высушить.
В процессе затачивания переднего основания кромка будет становиться острее, но диаметр инструмента уменьшится несильно.
Если на инструменте установлен подшипник, то его первым делом надо демонтировать, после чего производить заточку. Попытка сэкономить время в данном случае может закончиться поврежденным подшипником и неработающей фрезой.
Обязательно нужно очищать фрезу от излишков смолы из деревьев. Для этого лучше всего использовать растворитель.
Вернуться к оглавлению
В процессе затачивания инструментов надо будет использовать брусья разной зернистости. Зернистость будет зависеть от толщины удаляемого слоя материала и нужной чистоты основания. Перед заточкой надо будет удостовериться в том, что брус имеет подходящую форму.
Рисунок 1. Формы кругов для шлифования.
Если зубчики фрезы изготавливаются из относительно мягкого материала, вместо бруса можно использовать абразивную бумагу, которая приклеивается на ровное основание. В качестве основания можно использовать планку из твердых пород дерева или стальную полосу.
Концевые фрезы для фрезеровки дерева затачиваются на специальном устройстве с малой скоростью вращения круга. В данном случае понадобится использовать подходящий абразивный круг.
Вернуться к оглавлению
Круги для заточки
Заточку модульных фрез можно производить кругами из белого или обыкновенного электрокорунда, алмазными и другими. К примеру, с помощью использования электрокорундовых кругов можно качественно выполнить заточку фрез для работы с металлом и деревом, которые изготавливаются из инструментальной или другой стали стандартной производительности. Эльборовыми кругами есть возможность затачивать конструкции из стали высокой производительности. Круги из карбида кремния и алмазные применяются для заточки резцов из твердых металлов.
За счет повышения температуры твердость подобного приспособления снижается. Температура 1000°С может понизить твердость практически в 2 раза. При температуре 1300°С подобный показатель снизится примерно в 6 раз.
Рисунок 2. Заточка торцевой фрезы: а — главной режущей кромки, б — вспомогательной режущей кромки, в — схема установки фрезы для заточки зубьев вспомогательной режущей кромки.
Использование воды для снижения температуры в большинстве случаев приводит к появлению ржавчины на заготовках и углах станка. Чтобы устранить коррозию, к воде нужно добавить мыло и некоторые электролиты, которые смогут сформировать пленки для защиты. При шлифовании практически всегда используют раствор с мылом или содой. Если производится чистовое шлифование, то следует использовать низкоконцентрированную эмульсию.
Чтобы увеличить качество шлифования абразивным кругом и уменьшить значительные повреждения, рекомендуется выбрать максимальную зернистость, которая способна обеспечить необходимый класс чистоты основания используемой фрезы.
Окружная скорость круга во время заточки зубцов из твердых металлов должна составлять примерно 15-18 м/с. К примеру, в процессе применения круга диаметром 12,5 см скорость вращения двигателя должна быть приблизительно 1600-2700 об/мин. Если надо произвести заточку более ломких материалов, действия нужно выполнять на меньшей скорости. В процессе использования инструментов из твердых металлов применение жесткого режима приводит к появлению высоких напряжений и трещинок, а в некоторых случаях и к повреждению кромок для резки. Износ круга в таком случае повысится.
Форма круга для заточки заднего угла зубцов на основании цилиндрической формы должна быть чашечной или тарельчатой. Для заточки переднего угла нужно использовать круг тарельчатой или плоской формы.
Существующие формы кругов для шлифования можно увидеть на (рис. 1).
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых , древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
Заточка инструмента
Заточка производится для восстановления режущей способности, с проведением операций выполняемых поконтурно и раздельно.
Фрезы, поступившие на заточку, обычно предварительно шлифуют по цилиндрической поверхности с применением кругло-шлифовального станка для устранения повреждений с дальнейшей заточкой задней или передней части зубьев.
Концевые фрезы, имеющие остроконечную форму зубьев, затачивают по задней поверхности специальным кругом тарельчатой или чашечной формы. Для этого производят установку круга по отношению к оси под углом 89°, что позволяет достичь требуемого контакта между соприкасающимися поверхностями.
При выполнении заточки задних поверхностей концевых фрез применяют 2 основных метода:
- полиэлементный;
- контурный.
При использовании полиэлементного метода режущие кромки затачиваются отдельно. Сначала производится заточка главных поверхностей всех зубьев, затем вспомогательных и переходных.
При контурном методе – заточка, производится последовательно каждого зуба за одну операцию. Применяется также однооборотный метод заточки, когда режущие кромки обрабатываются за одну операцию. Все зубья затачиваются за один оборот, припуск удаляется с помощью операции шлифования.
Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
Для обработки заготовок используется оснастка, которая предназначена для работ:
- по металлу;
- по дереву.
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
Использование оборудования для заточки червячных фрез
При обработке заготовок наиболее часто используются червячные фрезы.
Характеристики червячных фрез строго регламентированы ГОСТ 9324-60 и производятся:
- цельными;
- сборными (сварные, вставные).
Сборные червячные фрезы (для модулей с 10 до 16) применяются со вставными гребенками, которые выполняются из быстрорежущей литой стали или кованными.
Червячные фрезы (для модулей с 18 по 30) изготавливаются путем сварки, и посадки зубьев из углеродистой стали на основание.
При использовании червячных фрез для нарезания цилиндрических зубчатых колес рабочие части зуба изнашиваются неравномерно.
Для повышения срока использования червячных фрез предлагается метод высотной коррекции за счет изменения формы пространственной кривой характеризующей рабочий процесс. Применяется также метод осевых смещений инструмента, который повышает скорость проведения операций с увеличением срока использования червячных фрез.
Процесс заточки затылованных червячных фрез выполняется по передней части, а острозаточенных по задней поверхности зуба. После окончания процесса заточки производятся замеры:
- профиля поверхности передней;
- шага окружного;
- соответствия канавок стружечных.
Виды оснастки применяемой для фиксации инструмента
Оснастка, используемая для крепления инструмента, делится на 2 типа:
- насадочную;
- концевую.
Концевая оснастка крепится с помощью цанги и патрона, а насадочная используется путем установки на шпиндель с применением специальной оправки.
Для крепления инструмента производят оправки 2-х видов:
- центровые;
- концевые.
Центровые оправки производят с коническим хвостовиком, который имеет размеры соответствующие отверстию в шпинделе, и производят 2-х типов 7:24 и конус Морзе.
Допускается при использовании данного типа оправок устанавливать несколько режущих инструментов с фиксацией специальными кольцами.
При применении цилиндрической концевой фрезы необходим патрон с цангой. Обычно в оснастку входит 7-11 цанг позволяющих подобрать необходимый размер для надежной фиксации.
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
- поворотные столы;
- тиски;
- зажимы.
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность.
Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Использование дополнительных приспособлений
Для фиксации деталей имеющих цилиндрическую форму используют трехкулачковый патрон и специальные центры, которые с помощью хомутиков и люнетов осуществляют фиксацию, а также использования делительных головок. Данные приспособления применяются для обработки деталей под заданным углом при вращении.
Делительная головка состоит из элементов:
- корпуса;
- колодки поворотной;
- шпинделя.
На шпиндель крепится трехкулачковый патрон, предназначенный для фиксации заготовки другой конец, которой упирается в бабку. Колодка может вращаться с фиксацией под требуемым углом. При обработке длинной заготовки для фиксации используются люнеты.
Расширенная заточка инструментов
Расширенная заточка инструментовПродвинутая заточка инструмента для токарного станка
с особым упором на
Инструменты для нарезания резьбы
Многие люди создают токарные станки из быстрорежущей стали, не используя ничего, кроме настольного шлифовального станка, и становятся вполне приемлемыми, если не сказать прямо. отлично, результаты. Для большинства проектов нормального размера с умеренными допусками это может быть все, что вам когда-либо понадобится. Как допуски становятся более плотными, или для уменьшения размеров деталей требуется улучшенная обработка поверхности, требуются более совершенные инструменты.Ты не можешь бриться десятых и одновременно получить отличную отделку тупым инструментом.
Моя цель – показать вам некоторые практические приемы, которые можно быстро применить для улучшения качества кромок ваших инструментов. Эти методы не являются авторитетными и не подкреплены обширными исследованиями. Это просто вещи, которые я подобрал за достаточное количество лет, создавая сборки с жестким допуском, научные инструменты, а также читая и наблюдая, как другие Машинисты, некоторые из которых имеют гораздо больше знаний и опыта, чем я, делают вещи.С некоторой мыслью вы вполне можете продолжить, и улучшить, идеи, рассмотренные здесь.
Следует отметить, что я сосредоточен исключительно на создании чрезвычайно острых краев, и вы не можете применять это вслепую. тип инструмента для любой ситуации. Острые как бритва края – это именно то, что не нужно для большинства высокоскоростных производств. ситуации с нержавеющей сталью и другими сплавами. Этот инструмент не предназначен для черновой обработки или очистки окалины от финишной обработки. стали.У этих кромок не будет прочности, необходимой для серийного производства.
Итак, когда с по вам понадобятся эти инструменты?
- Когда необходимо контролировать размер на десятом уровне или ниже.
- Когда конус является проблемой с неподдерживаемым прикладом, и вы не можете использовать центр.
- Когда припуск имеет тенденцию к деформации, затвердевает во время резки.
- При изготовлении регулировочных винтов любого шага, когда важны плавность хода и посадка.
- При нарезании тонкой резьбы более 40 TPI.
- При изготовлении резьбы, где важно низкое трение.
Углы инструмента хорошо освещены во многих местах, от Southbend’s How to Run a Lathe, до Интернета и Руководства по машинному оборудованию, так что Я не буду тратить время на поиск идеального переднего угла для резки алюминия 6061. Информация о том, как достичь максимума Труднее добиться остроты режущих кромок, и это настоящая тема этой страницы.Я должен добавить что все мы, кажется, впитали много ошибочного фольклора относительно резкости, начиная с того времени, когда друг из лучших побуждений или родственник показал нам, как точить этот первый перочинный нож. Разговор о твердосплавной оснастке тоже уместен, так как ее вариант с множеством сильных сторон и недостатков, особенно для домашнего машиниста.
Точные подробности того, что происходит, когда мы «режем» металл, также выходят за рамки этой страницы, но читателю предлагается сделайте дополнительное исследование.Начните с поискового запроса «механика резки металла». Если вы посмотрите на режущее действие На типичном токарном станке вы увидите, что на самом деле резка происходит вдоль линии, причем обычно очень короткой. Линия может быть изогнутой и иметь радиус, но до тех пор, пока присутствует достаточный рельеф, что происходит в 25 тысячах от этой линии. не имеет отношения к процессу. Таким образом, когда мы говорим об углах инструмента, важен именно угол на режущей кромке. Все, что я представляю ниже, является попыткой управлять геометрией в той крошечной области инструмента, где происходит резка.
Невозможно получить хорошую заточку кромки от руки
Достаточно одного прохода по камню или миллисекунды на шлифовальном станке под неправильным углом, чтобы разрушить геометрию камня. передовой. Заточить от руки и получить качественную кромку невозможно. Вы должны использовать какую-то систему направляющих.Я уже слышу, как Хрустящие Старые Машинисты называют меня идиотом и делают всевозможные заявления о том, как они могут бриться. их инструменты, заточенные от руки. На самом деле они могут. Почему? Они обманывают. Они используют систему направляющих, осознают они это или нет.
Хрустящие старые машинисты
Неофит часто раскачивает свой инструмент по точильному кругу из-за недостатка навыков и практики. Хрустящий старый машинист может делать то же самое, но только для увеличения скорости съема металла при черновой обработке.После этого он обычно сохраняет вся лицевая сторона инструмента в непосредственном контакте с колесом. Вы увидите только полый участок земли с одним радиусом на его инструменты. Когда он подносит инструмент к кругу, и особенно когда он его вынимает, он осторожен, чтобы не задеть режущий инструмент. край. Таким образом, даже если он может этого не осознавать, режущая кромка защищена встроенной направляющей системой изогнутая поверхность инструмента скользит по изогнутому шлифовальному кругу.Это не идеально, но вам следует овладеть этой техникой, потому что это приводит к следующему этапу уточнения.
Вот как должен выглядеть инструмент после выхода из шлифовальной машины. Вам также понадобится верхний рейк и, возможно, стружколом для большинство приложений, но обратите внимание на чистые и слегка изогнутые грани. Его шлифовали на обычной 8-дюймовой шлифовальной машине без отдыхает совсем. Основная (боковая) режущая кромка обращена к вам, хотя инструмент также будет очень хорошо резать в другую сторону, если глубина резания (DOC) мала.
Уточнение края по старинке
Если вы выполнили грубую шлифовку правильно, несколько вещей будут выполнены. Во-первых, режущая кромка будет достаточно острый, пригодный для многих вещей как есть. Во-вторых, под кромкой будет значительный рельефный угол, потому что угол больше среднего угла криволинейной шлифовки. В-третьих, и это очень важно, на краю будет четко очерченный край. нижняя сторона инструмента.Эта кромка представляет собой простую направляющую систему, которая предотвратит повреждение, поскольку режущая кромка забита камнями совершенство.
Пока нижний край инструмента остается в контакте с камнем, вы можете избежать ошибочного удара, который создает новый фаска на режущей кромке. Поднимите этот нижний край и одним движением по камню вы создадите небольшую грань на неправильный угол, для удаления которого требуется огромное количество корректирующих камней. Нижний край также определяет угол наклона, который будет производиться, поэтому обратите внимание во время шлифования, чтобы убедиться, что общая форма правильная.
Подумайте о гранях, как на огранке алмаза. Когда они ловят свет, они должны выглядеть как идеальные самолеты, без закруглений по краям. Некоторые люди затачивают инструменты, используя бумагу из карбида кремния. Хотя это может быть эффективным для острие, он неизменно закругляет края, притупляя инструмент и вызывая трение чуть ниже реальной режущей кромки. В профиль это выглядит как изношенный инструмент. Хотя общий угол рельефа может составлять 8 °, это почти микроскопический угол при край, который имеет значение.Помните, что при некотором увеличении край всегда будет выглядеть тусклым, а рельефный угол не существует, поэтому требуется определенное количество суждений, чтобы сопоставить край с приложением. Когда режущая кромка трется вам нужно дополнительное давление, чтобы заставить его разрезать. Правильно сформированный край будет обрезаться почти при соприкосновении, смывая столько или меньше пыли материал по мере необходимости.
Подходящие абразивные инструменты для обработки кромки включают твердые камни Арканзаса, камни из синтетического масла, более жесткую японскую воду. камни (редко используются для металлорежущих инструментов) и различные пластиковые притирочные пленки.Не используйте клей, чувствительный к давлению Притирочные пленки на основе (PSA), поскольку податливость клея приведет к закруглению кромки инструмента. Вы можете хранить простые пленки от скольжения, нанеся каплю воды на спину. Используйте пленки с толстым листом стекла или поверхностной пластиной. Притирка пленки доступны практически со всеми известными абразивами. Алмаз подходит для твердых сплавов и приемлемо для HSS, в несмотря на общий совет не использовать алмаз с черными металлами.Оксид алюминия дешевле и хорошо подходит для HSS. 12 микрон – хороший сплав общего назначения. 9 микрон, вероятно, настолько хорошо, насколько это действительно необходимо. Для более грубой работы обычно имеющиеся в наличии гальванические алмазные камни довольно хороши и очень прочные. Обязательно достаньте цельный, как с перфорацией. имеют тенденцию зацепляться за наконечник инструмента.
Вот тот же самый инструмент выше, забитый вручную маленьким средним Арканзасом, а затем тонким черным, используя оба края в качестве система направляющих.Всегда удерживая оба края в контакте с камнем, можно избежать закругления режущей кромки. Гладкий Радиус также был забит камнями между гранями. Помните, что качество этого радиуса будет определять, насколько хороша поверхность. закончить можно. Иногда люди продолжают увеличивать радиус, пытаясь улучшить качество поверхности, когда они на самом деле просто нужна высококачественная режущая кромка по радиусу, который у них уже есть. Большой радиус увеличит тенденцию болтать.Небольшой радиус, как этот, нужно подавать очень медленно, но он также не будет отклонять мелкие запасы. Облегчение угол под режущей кромкой составляет 6 ° (также известный как угол заделки концов), а передняя кромка наклонена под углом 15 ° (также известный как угол режущей кромки на конце).
Не забывайте другую сторону инструмента
Верхнюю поверхность инструмента часто игнорируют, но она так же важна, как и грани. Если верхняя поверхность шероховатая, ничего побития камнями на другие грани даст чистый режущий край.Следы шлифования наверху будут проходить сквозь режущую кромку. край, ухудшающий качество поверхности обрабатываемой детали. Они также снизят долговечность режущей кромки. Если вы втираете грабли в верхнюю поверхность, следуйте той же процедуре, что и выше, и гладьте ее. Если оставить верхнюю часть инструмент плоский, все еще неплохо забивать его камнями. Я ускоряю процесс, наклеивая на заднюю часть инструмента тонкий кусок ленты. Это дает крошечный отрицательный угол наклона, но позволяет быстро улучшить наконечник без удаления большого количества металла.
Современная торговая практика стремится к инструментам с нулевым или даже отрицательным рейком, но они редко подходят для домашнего магазина. Положительный грабли сделают ваши инструменты свободными, уменьшая прогиб и потребляемую мощность. Со сталью можно использовать 10-20 градусов, но никогда не пытайтесь использовать инструмент, шлифованный по стали по латуни; он схватит и, возможно, вырвет ложу из патрона или повредит сам токарный станок. Обратитесь к различным справочным материалам, чтобы узнать правильные углы для использования с различными материалами.Острые инструменты с правильный угол может иметь решающее значение между гладкой работой или просто неприятностями.
Линии шлифования всегда должны быть перпендикулярны режущей кромке. Если линии параллельны краю, край будет более хрупкий. В качестве примера приспособления для заточки сверл обычно показаны установленными на горизонтальной средней линии круга, делая шлифовальные линии параллельными режущей кромке. В идеале они должны быть подняты так, чтобы наконечник сверла касался колеса на вертикальная осевая линия, чтобы шлифовальные линии были перпендикулярны режущей кромке.Или вы можете поднять болгарку и работать на нижней части колеса. Если характер установки ставит шлифовальные линии параллельно режущей кромке, камнями еще более важно довести кромку до чистых граней и предотвратить выход режущей кромки из строя на большом горизонтальном участке. площадь.
Очень острые края не всегда долговечны, но чем более гладкими и бездефектными вы их сделаете, тем дольше они прослужат. последний.
Срезной инструмент
Хорошо, я не собирался говорить об углах инструмента, но режущий инструмент заслуживает особого упоминания.Я видел это только в описании мало текстов по механической обработке, и описание обычно было непонятным. Я никогда не разбирался в инструменте, пока он не был должным образом описано в онлайн-форуме. У него есть только одно специальное назначение – отделочные материалы, которые имеют свойство рваться. если ты не можете получить хорошую отделку на некоторых сложных сортах стали, это инструмент, который стоит попробовать. Имейте в виду, что у него много ограничений. В качестве Как показано, резка выполняется только справа налево, а глубина резания редко бывает больше 0.001 “. Трудно подобраться к плечо без тщательной шлифовки и с низкой точкой контакта. Как скорость шпинделя, так и скорость подачи обычно остаются довольно низкими. Таким образом, предпочтительна медленная подача мощности, особенно если деталь длинная. Используйте масло.
Передняя часть инструмента отшлифована под небольшим углом для обеспечения зазора всего в несколько градусов. Режущая кромка обычно 30-40 градусов. от вертикали. Камень, пока он не станет гладким и острым. Как видно ниже, вертикальное положение инструмента не критично, по сути когда одно место потускнеет, просто немного приподнимите или опустите инструмент.При правильной работе этот инструмент будет производить микросхему, которая выглядит почти как стальная вата. При правильных условиях режущий инструмент может дать настолько гладкую поверхность, что ее можно будет принять за земля.
Прочие приспособления
Поставленные на заводе опоры для большинства шлифовальных машин практически бесполезны. Немного поискав в сети, вы можете найти планы для значительно улучшенных опор и держателей инструмента. Я также рекомендую купить копию Tool and Cutter Sharpening от Harold Hall, Серия практических семинаров №38, которая включает множество полезных советов, а также планы для многих простых в сборке шлифовальных машин. светильники.
Тем не менее, большая часть того, что доступно, касается только шлифовальной части процесса, и я сосредоточен на получении лучшего края. чем одно только измельчение может дать. Я упоминал карманные ножи ранее, и ничто не дает лучшего лезвия ножа чем оригинальная система заточки Lansky. В них используется направляющая, прикрепленная к лезвию, что предотвращает случайное забивание камнями. край, пусть даже ненадолго, под неправильным углом. У каждого камня есть длинный стержень, идущий от спины, который едет в направляющей.Такой же Принцип можно применить практически к любой кромке, которую вы хотите подкрасить, включая концевые фрезы и фрезы «ласточкин хвост». Вы можете создавайте свои собственные камни, приклеивая их к бруску или используя притирочную пленку (здесь пригодится PSA), но я просто использую камни Ланского прямо из стандартного набора. Вот основная идея ремонта концевой фрезы, хотя хотелось бы вещи связаны немного лучше, чем сидеть в студии без шва. Да, я знаю, что речь идет о токарных инструментах; использовать немного воображение и примените технику к любому краю, с которым вам нужно иметь дело.
Инструменты для нарезания резьбы и приспособления
Вышеуказанных методов будет достаточно для почти всех типичных токарных операций с использованием заготовок из быстрорежущей стали и литых сплавов. В углы могут быть определены с достаточной точностью на глаз и опыт. Это не относится к потокам. Как минимум, вы следует использовать датчик “рыбий хвост”, чтобы проверить включенный угол и перпендикулярность инструмента, но это все равно оставляет вам долгие пути из того, что может быть достигнуто с очень небольшими дополнительными усилиями.
После того, как вы обработали инструмент на шлифовальном станке, вам понадобится приспособление для улучшения углов. Я сделал приспособление, показанное здесь из лома обрезки Делрина. Некоторое время назад я сделал прямоугольную, но у нее выросли ноги, поэтому они должны быть желанными. Точная форма и размеры не важны, хотя вы должны стараться держать две ножки и наконечник инструмента рядом с точками. равностороннего треугольника. Единственное строгое требование заключается в том, чтобы насадку можно было закрепить очень близко под углом 30 °. и что все углы можно точно настроить с помощью двух регулируемых ножек.Светильник кинематической конструкции; у него три контакта указывает, что делает его полностью стабильным в использовании. Углы можно немного изменить, но для Acme потребуется другое приспособление. или другие резьбы со значительно отличающимися углами.
PDF-файл для приспособления для нарезания резьбы
Из алюминиевого кровельного оклада можно сделать красивый угловой шаблон. Просто начертите его и разрежьте на резак для бумаги (не роторный резак).Вот приспособление, устанавливаемое на основной угол 30 °. Если вы хотите работать с другой стороны инструмент или сам приспособление, шаблон, безусловно, можно вырезать, чтобы отразить это предпочтение.
Затем мы переходим к задней части инструмента, чтобы установить угол наклона. Надо будет пару раз пройти туда и обратно потому что корректировки взаимодействуют.
Если вы присмотритесь, то увидите идеальную грань на вершине, созданную ультратонким черным арканзасским камнем.Рядом Край инструмента ловит свет, но это все еще неровная поверхность и не ударяется о камень.
Также можно использовать светильник на стекле или поверхности с притирочной пленкой. Это чувствительная к давлению пленка из оксида алюминия, а клейкая основа слегка закругляет грань, в результате чего режущий кончик становится менее острым и менее свободным. Попытаться получить гладкая притирочная пленка.
Теперь переверните инструмент в приспособлении, отрегулируйте и настройте другую сторону.Вы можете удалить лишний материал, который не требует притирки, как описано вкратце, поэтому операция притирки выполняется быстро. Правильно заточенным инструментом притирка не должно занимать больше десяти минут.
Хорошо, скажите еще раз, зачем нам нужен такой уровень контроля над краями? Для правильного функционирования резьбы боковые стороны винт должен контактировать с торцами гайки. Если углы не совпадают, контактная площадка будет узкой линией высокого давления около ID или OD резьбы.Смазка не сможет поддерживать давление, и вы получите контакт металла с металлом, возможно истирание и, безусловно, более высокое трение, чем было бы в противном случае. Если вы делаете болт 1/4 x 20, он, вероятно, не иметь значение. Если вы делаете регулировочный винт для крепления лазерного зеркала, это, безусловно, имеет значение.
Для обычных токарных станков из быстрорежущей стали хорошо подходит метод полого шлифования, описанный выше. Для резьбонарезных инструментов, которые притираются с помощью приспособления можно сэкономить огромное количество работы, удалив ненужный материал на шлифовальном круге.Ты должен быть притирка минимального количества материала, необходимого для работы инструмента. Если для поддержки передний край, не тратьте время, пытаясь нахлестать больше. Если максимальная глубина резьбы, которую вы когда-либо нарезали, составляет 0,025 дюйма, отшлифуйте инструмент, так что вам не придется притирать 0,5 дюйма каждый раз, когда вы его затачиваете. Это еще больше экономия времени с твердосплавным сплавом.
Карбид – замечательная вещь для многих работ. В настоящее время в коммерческих целях используется очень мало HSS.Вы услышите, что карбид не такой подходит для домашнего магазина как HSS, но я не полностью разделяю это мнение. Проблема в том, что стандартные твердосплавные пластины разработан для производственного использования на совершенно иных машинах, чем большинство HSM. Обычно они не очень острые, могут иметь отрицательный передний угол и может иметь покрытия, которые работают только при высоких скоростях резания, вызывающих высокие температуры. Существуют острые немелованные вставки для алюминия, и они должны подойти даже на небольшом легком станке, который обычно можно найти в домашнем магазине.В В общем, я считаю, что вставки – дорогое и ненужное усложнение для HSM.
Паяный твердосплавный инструмент варьируется от плохо сделанного импортного инструмента до очень тонкого инструмента Micro 100. Помимо этих высококачественных инструментов, немногие припаянные инструменты работают на полную мощность прямо из коробки, и вы не можете исправить это, используя только , зеленый твердосплавный диск. Скорее всего, вы усугубите ситуацию. Если вы хотите, чтобы твердый сплав работал как HSS, вы должны создать острые кромки, такие как HSS, а для этого нужны алмазные абразивы. Для резьбонарезных инструментов выполните процедуры, описанные выше, но используйте зеленый круг, а затем алмазные притирочные пленки. Легко, проблема решена. Для других токарных инструментов лучшим решением является тихоходный алмазный круглошлифовальный станок, такой как Accu-Finish или сделанная своими руками версия того же самого. В отсутствие этого алмазные пленки для притирки доставят вас туда, куда вы хотите, медленно, но как только вы воспользуетесь специальной твердосплавной шлифовальной машиной с надлежащим регулируемым подвижным столом и алмазными кругами, вы сможете быть слишком избалованным, чтобы думать о чем-либо еще.
Могу добавить, что, чтобы вы не подумали, что я переборщил, специалисты Accu-Finish предоставляют гладкий керамический шлифовальный диск, а также бутылка тонкой алмазной жидкости для его зарядки. В результате получается зеркальная полировка карбида и лезвие, напоминающее бритву. Нет вопросов что большинство работ можно выполнить, используя гораздо более простые методы, но когда вам нужно совершенство, хорошо знать, как его достичь.
Будьте бдительны!
ДОМА
Как заточить нож для пиццы, чтобы разрезать пиццу
Диск для резки пиццыДиск для резки пиццы похож на роликовый нож или колесо для пиццы, которое используется для резки пиццы.
Точилка для ножей
Одним из способов заточки ножа для пиццы является точилка для ножей, потому что это обычная точилка на нашей кухне. Тем не менее, у вас будет много времени на заточку ножа для пиццы, потому что он круглый.
Точильный камень
Это инструмент, который используется для заточки таких предметов, как металл и ножи. Это плоский прямоугольный камень с разной зернистостью, в зависимости от того, насколько мелкий камень. Его нужно замочить в воде на 15 минут. После этого поместите его на плоскую поверхность под желаемым углом и начните шлифовать нож для пиццы.Вам только нужно убедиться, что вы отшлифовали всю кромку круга. Хотя это не лучший способ заточки ножа для пиццы из-за его круглой формы.
Точилка для шайб
Эта точилка для шайб похожа на точильный камень, который нужно замочить в воде на 10 минут. После этого вам нужно крепко сжать его в руке и начать затачивать нож для пиццы. Это ручная точилка, которая лучше подходит для заточки инструментов.
Ленточный шлифовальный станок
Одним из вариантов заточки ножа для пиццы является ленточный шлифовальный станок.Это машина, которая использует механическую отделку металлических предметов. В качестве точилки используется болгарка с ремнем; Вам нужно только быть осторожным, когда вы держите нож для пиццы под нужным углом. Ленточный шлифовальный станок – один из самых простых в использовании инструментов для заточки ножа для пиццы.
Точилка для ножей для пиццы
Точилка для ножей для пиццы используется чаще всего, особенно в пиццерии, поскольку она предназначена для заточки ножей для пиццы. Вам нужно только положить его на плоскую поверхность и катать нож для пиццы на точилке, чтобы несколько раз заточить нож.После этого ваш нож для пиццы будет как новый. Вы можете затачивать его каждый раз, когда захотите.
Лезвие для резки пиццы
Лезвие для резки пиццы похоже на нож, но оно предназначено для резки пиццы.
Точилка для ножей
Это лезвие ножа для пиццы похоже на нож, поэтому его можно заточить в точилке для ножей. Просто погрузите его в воду на 20 минут. Однако это не рекомендуется, потому что нож для пиццы отличается от ножа.
Точильный камень
Что касается режущего диска для пиццы, его необходимо замочить в воде на 20 минут перед тем, как заточить лезвие для пиццы.
Если вы не можете заточить нож для пиццы, обратитесь к профессионалу, который затачивает ножи или другие металлические предметы, чтобы заточить нож для пиццы.
Это всего лишь несколько способов заточки ножа для пиццы.
Секаторы для заточки – FineGarden
Острые секаторы Тупые секаторыКак сертифицированный лесовод и самопровозглашенный ботаник по деревьям, я всегда поддерживаю свои инструменты для обрезки в хорошем рабочем состоянии, а с ручными секаторами это означает, что они должны оставаться острыми. Пара острых ручных секаторов делает более чистые срезы, которые более эффективно заживают, в результате чего более здоровое растение лучше способно бороться с болезнями, нашествием насекомых и естественными стрессами с силой и энергией.
Я считаю, что точить секатор лучше всего с помощью алмазных напильников. Я предпочитаю их точильным камням, потому что ими легко пользоваться даже новичку. Вам потребуется три уровня грубости (известная как крупа): крупная, мелкая и сверхтонкая. Файлы стоят недорого и служат дольше, чем ваши секаторы.
Хорошо используемый, но ухоженный секатор нужно затачивать только каждые шесть недель. Для садоводов, которые проводят обрезку всего четыре часа в неделю, одной хорошей заточки в год может быть достаточно.
Заточка ручного секатора в относительно хорошем состоянии занимает всего около 10 минут. Чем чаще вы ухаживаете за секатором, тем быстрее выполняется работа по заточке. И имейте в виду, что научиться точить секатор – это не ракетостроение. Просто потребуется немного терпения и практики.
Принадлежности
• Кухонная губка для чистки
• Мыло и теплая вода
• Чистая тряпка и полотенце
• Перчатки
• Стальная вата №3 (полугрубая)
• Стальная вата №0 (тонкая)
• Алмазные напильники (грубые, мелкие и сверхтонкие)
• Сухая смазка или смазка на основе силикона (например, White Lightning)
• Веточки для проверки вашего прогресса
1.Начните с хорошей уборки
Если режущая поверхность грязная, она будет грубо проходить по крючку и не будет резать чисто, даже если лезвие острое.
Очистка
С помощью губки для мытья посуды и небольшого количества теплой мыльной воды сотрите весь сок, засохшие кусочки растений и прочий мусор и вытрите насухо лезвия.
Удалить ржавчину
Используйте грубую стальную мочалку для удаления ржавчины и любых оставшихся твердых частиц (см. Фото). Затем перейдите к более тонкой стальной вате, чтобы восстановить блеск металла.
2. Угол наклона и движение вправо
Начните с самого грубого напильника и продвигайтесь к самому тонкому для получения наилучшей кромки. Прежде чем использовать какие-либо файлы, промокните их влажной тканью. Вода не даст напильнику забиться крошечными металлическими частями, которые вы будете снимать с лезвия.
Начните с грубого напильника , держа его под тем же углом, что и режущая кромка со скошенной кромкой (обычно от 10 до 20 градусов) (фото A). Начиная с внутренней части лезвия, используйте умеренное давление и потяните пилку к кончику изогнутым движением, которое повторяет форму лезвия (фото B).Это движение легкое, безопасное и равномерно точит все лезвие. Для секаторов в хорошем состоянии обычно достаточно от 10 до 20 проходов алмазной точилкой, но для секаторов в плохом состоянии может потребоваться от 40 до 50 проходов.
Переключитесь на более мелкое зерно , чтобы еще больше заострить скошенный край. Сначала используйте файл Fine, а затем файл extrafine, используя для каждого такое же количество проходов, какое вы использовали для файла грубой очистки.
В конце удалите заусенцы , пропустив несколько раз сверхтонкую пилку по задней стороне лезвия (фото C).
3. Обработать смазкой
После того, как я доволен остротой лезвия, я наношу сухую смазку или смазку на основе силикона для отталкивания воды и предотвращения ржавчины и окисления. Раз в год наношу средство для смазки велосипедных цепей. Периодически в течение года я буду слегка покрывать лезвия оливковым маслом, которое предотвращает повреждение секатора грязью и другими материалами, не высыхая и не становясь липкими – и это натуральный продукт.
Выберите секатор, подходящий для работы
Найдите подходящий инструмент для стрижки деревьев и кустарников.Посмотрите видео: Обзор инструментов для обрезки .
как шлифовать фрезы для токарных инструментов
Шаг 1 – Начало работы с базовой подготовкой Шаг 2 – Правка шлифовального круга Шаг 3 – Обеспечение правильных углов Шаг 4 – Обеспечение правильного контакта Шаг 5 – Первый этап заточки токарных инструментов Шаг 6 – Второй этап заточки токарных инструментов
Слегка прижмите токарный инструмент к шлифовальному кругу. Убедитесь, что вы ограничиваете контакт токарного инструмента с кругом в течение примерно 10 секунд. В течение этого короткого промежутка времени вы должны увидеть несколько искр, если угол и уровень контакта правильные. для аккуратного перемещения токарного инструмента из стороны в сторону при его заточке. Продолжайте проверять рисунок, по которому разрываются искры. Они должны быть видны по всей кромке инструмента. Продолжайте перемещать и регулировать токарный инструмент, чтобы убедиться в том, что искры пропадают.
Токарный станок Режущие инструменты Руководство по токарным станкам с токарным инструментом
В основном существует два класса токарных инструментов: Инструмент для черновой токарной обработки Инструмент для чистовой токарной обработкиHo w Для заточки токарного инструмента Hss HobbyMachinist
Чтобы сориентировать вас, верхняя часть инструмента обращена к ремню Боковая режущая кромка обращена вверх, задняя часть инструмента касается стола, а нижняя часть инструмента контактирует с толкателем блок Из-за угла наклона стола лента начнет резать в правой задней части верхней поверхности сверла, и по мере шлифования поверхность шлифовки будет приближаться к боковой режущей кромке и врезаться в нее; тогда это будет
моделей для шлифования токарных станков из быстрорежущей стали. Page 45 Шлифовальный инструмент из быстрорежущей стали Hobby Горизонтальный фрезерный инструмент из HSS Очень недорогой способ заточки токарных фрез с твердосплавным припоем 查看 更多 结果Заточка токарных станков для деревообработки
Первый шаг к освоению любой деревообработки навык – это начать с правильных инструментов, и, как обычно, лучший инструмент для начала – острый.Профессиональный производитель мебели и инструктор Дэвид Дуярд начинает процесс заточки на медленной шлифовальной машине, оснащенной приспособлением для росомахи. Шаблон Wolverine позволяет быстро и легко заточить первичные скосы – и
Как затачивать токарные инструменты Необходимые предметы для дома и сада
Углы заточки токарного инструмента Вот краткое описание различных инструментов и их прямых углов заточки: Черновая строжка Этот инструмент часто используется для Шпиндель для черновой обработки, а не на чашах. дерево И если вы будете точить с помощью Vpocket, будьте осторожны с кончиком вашего инструмента
Заточка токарных станков Инструменты для деревообработки
Первый шаг к овладению любым навыком деревообработки – это начать с правильных инструментов и, как обычно, лучшего инструмента для Начните с острого. Профессиональный производитель мебели и инструктор Дэвид Дуярд начинает процесс заточки на низкоскоростном шлифовальном станке, оборудованном приспособлением Wolverine. Хотя это не является абсолютно необходимым, приспособление Wolverine позволяет быстро и легко шлифовать первичные скосы – и Инструкции по инструментам – Sherline
»Шлифовка собственных токарных инструментов. Инструкции 30 октября 2018 г. Шлифовка собственных токарных инструментов. Инструкции от Charla Papp. 0 Шлифовка собственных токарных инструментов. Инструкции Информация о продукте Рождественские специальные предложения2020; Дополнительные инструкции; Справочные листы; Помощь Шерлайн / МАССО; Машинные виды в разобранном виде; Технические характеристики станков; Ежемесячное специальное предложение; Прайс-листы; Понимание
Шлифовка инструмента на мини-токарном станке
Шлифовальный инструмент на токарном станке Шлифовка инструмента – это отчасти наука, а отчасти искусство, но может быть приятным побочным занятием при работе на токарном станке. Вот несколько дополнительных ресурсов: Sherline; Варминт Аль; Питер Харрисон; Хосе Родригес; Крис Хипи; Конечно, вы можете купить готовые твердосплавные режущие инструменты. Если хорошо
Как затачивать токарные инструменты по металлу DoItYourself
Шлифовальный круг – это основной инструмент, используемый для заточки токарных инструментов. Подготовка шлифовального круга Это связано с тем, что на шлифовальном круге образуется небольшой налет, который может повлиять на его производительность, то есть на его способность заточки. Обычно при использовании настольного шлифовального станка рекомендуется использовать алмазный заточный инструмент
Стандартный метод заточки токарных инструментов
Токарный инструмент Как выбрать шлифовальный круг? Токарный станок для черновой шлифовки должен быть выбран шлифовальным кругом с более мелкими абразивными зернами, наоборот, токарным станком для тонкого шлифования следует выбирать шлифовальный круг с более крупными абразивными зернами. При заточке токарного инструмента HHS следует использовать зернистость от 46 до 60. , или шлифовальный круг из мягкого оксида алюминия При заточке
Как затачивать токарные долота: 4 шага с инструкциями
Быстрый поиск в Google даст около десяти миллионов результатов по шаблонам, технологиям, системам и станкам для заточки токарных инструментов. быть сухой шлифовальной машиной против медленной водяной шлифовальной машины, приспособлениями против свободной руки, и использовать ли инструменты прямо из шлифовальной машины или немного их заточить. На самом деле все сводится к тому, что нет правильного или неправильного способа заточки ваших долот и что
Заточка токарных станков по металлу Режущие инструменты
В основном я намереваюсь использовать их для черновой обработки и предварительного шлифования рельефов на сверлах. Следующее, что мне нужно для той же цели, что и вам, – заточка насадок для токарных станков. Моя самая насущная потребность – заточить одноточечный резец для резьбы ACME. Однако придется немного подождать, поскольку очередь поддерживается. Заточка токарного инструмента HSS HobbyMachinist
Чтобы сориентироваться, верхняя часть инструмента обращена к ремню Боковая режущая кромка обращена вверх, задняя часть инструмента касается стола, а нижняя часть инструмента контактирует с нажимным блоком Из-за угла наклона стола лента начнет резать в правой задней части верхней поверхности сверла, и по мере шлифования поверхность шлифовки будет приближаться к боковой режущей кромке и врезаться в нее; тогда он будет
Очень недорогой способ заточки твердосплавного припоя
Фрезу AL на второй фотографии обработали алмазной притиркой по режущей кромке. Мелкозернистый алмазный шлифовальный круг, вероятно, лучший инструмент для правки твердосплавных фрез, но это не так. Редкий товар среди HSM-сообщества У меня на самом деле есть алмазный круг, и я собираюсь соединить его с двигателем, но мотивация для этого была
Токарный станок – Шлифовальные насадки – Blondihacks
Шлифовальные насадки HSS – это область механической обработки, которая кажется очень пугающим. Есть много видеороликов на эту тему и множество диаграмм в Интернете со всеми огромными углами, которые вам нужно каким-то образом создать. Большинство обучающих видеороликов предполагают высокий уровень навыков работы с шлифовальной машиной от руки, и весь процесс кажется неприступным. Я собираюсь представить здесь очень простой метод, чтобы начать изготовление
Шлифовка собственного токарного инструмента. Инструкции – Sherline
»Шлифовка собственного токарного станка Инструкции по работе с инструментами 30 окт 2018 Шлифовка собственных токарных инструментов Инструкции от Charla Papp 0 Шлифовка собственных токарных инструментов с инструментами Информация о продукте Рождественские специальные предложения2020; Дополнительные инструкции; Справочные листы; Помощь Шерлайн / МАССО; Машинные виды в разобранном виде; Технические характеристики станков; Ежемесячное специальное предложение; Прайс-листы; Понимание
Стандартный метод заточки токарных инструментов
Токарные инструменты Как выбрать шлифовальный круг? Токарный станок для черновой шлифовки должен быть выбран шлифовальным кругом с более мелкими абразивными зернами, наоборот, токарным станком для тонкого шлифования следует выбирать шлифовальный круг с более крупными абразивными зернами. При заточке токарного инструмента HHS следует использовать зернистость от 46 до 60. , или шлифовальный круг из мягкого оксида алюминия При заточке
Как затачивать токарные инструменты по металлу DoItYourself
Шлифовальный круг – это основной инструмент, используемый для заточки токарных инструментов. Это связано с тем, что на шлифовальном круге образуется небольшой налет, который может повлиять на его производительность, то есть на его способность к заточке. Обычно при использовании настольного шлифовального станка рекомендуется использовать алмазный заточный инструмент
Как шлифовать токарный станок Биты для фрезы Южный изгиб токарного станка
Хорошее шлифовальное оборудование необходимо для удовлетворительного заточки фрез для токарных станков. Иллюстрация abov На e показан превосходный тип шлифовального станка для этого класса работ. Шлифовальный станок с приводом от двигателя и имеет два шлифовальных круга, один для чернового шлифования, а другой – для чистового шлифования фрезерных коронок. Диаметр круга составляет 7 дюймов с диаметром поверхности 3 4 дюйма 36-зерен керамический круг –
South Bend Lathe Works Отпечатки публикаций Как
Как шлифовать фрезы для токарных станков // Бюллетень № 35 Руководство по заточке инструментальных бит для многих областей применения: Производитель: South Bend Lathe Works South Bend, IN: публикация Тип: Руководства: Страницы: 14: Дата публикации:: Отправлено: Майком Лутцем: Дата отправки: 16.08.2017
Tom’s Techniques – Заточка инструмента
Шлифовка Токарные и торцевые инструменты для заточки токарного инструмента В этом видео I обсудите геометрию фрезы токарного и торцевого инструмента для токарного станка и проведите демонстрацию того, как их шлифовать. Как шлифовать и использовать сверло с плоским дном Шлифование Как шлифовать и использовать сверло с плоским дном Заточка ding Простой способ создать неточное отверстие с плоским днищем – использовать сверло с плоским днищем This
Как затачивать токарные долота: 4 шага с инструкциями
Быстрый поиск в Google даст около десяти миллионов совпадений по шаблонам, методам, системам и станкам. для заточки токарного инструмента Популярные вопросы, кажется, такие: сухая шлифовальная машина против медленной водяной шлифовальной машины, приспособления против свободной руки, и использовать ли инструменты прямо из шлифовального станка или немного их заточить. неправильный способ заточки долот и то, что
Заточка токарных станков
Хотя некоторые шлифуют инструменты вручную, я сам не смог бы достичь результата, если бы сам попытался. Для получения более подробной информации об этом, а также о заточке других инструментов для мастерских, перейдите по этой ССЫЛКЕ На фото 5 показаны три расточных инструмента, отшлифованные с использованием остальных и имеющих диаметр хвостовика 4, 5 и 6 мм.
Лучший токарный инструмент по дереву для твердосплавных инструментов 2020 года,
Даже со станком шлифовального станка, такого как Rikon или WEN, заточка ваших токарных инструментов от руки чрезвычайно сложна. Wolverine Grinding System – это система goto для заточки всех ваших токарных инструментов из быстрорежущей стали. скос Для изготовления системы Wolverine
Tom’s Techniques – Шлифовка инструмента
Шлифовка Токарно-заточные инструменты для токарного станка Шлифовка инструмента В этом видео я обсуждаю геометрию фрезы токарного и торцевого инструмента для токарного станка и демонстрирую, как их шлифовать Как шлифовать и использовать сверло с плоским дном Шлифование Как шлифовать и использовать сверло с плоским дном Заточка инструмента Простой способ создать неточное отверстие с плоским дном – с помощью сверла с плоским дном Это
Как заточить режущие инструменты для токарного станка
Как шлифовать фрезы для токарных станков Как шлифовать фрезы для токарных станков Год: 1938 Язык: английский Автор: South Bend Lathe Works Издатель: SOUTH BEND LATHE WO Формат RKS: PDF Качество: отсканированные страницы Количество страниц: 16 Описание: Бюллетень № 35 Современная практика цеха для шлифовальных фрез для токарных станков Режущий инструмент – одна из самых важных вещей, которые необходимо учитывать в
Угловой шаблон и калибрдля шлифовального станка. Инструмент
Недавно я приобрел токарный мини-станок, и мне потребовалось несколько насадок для начала работы. Готовые инструментальные насадки стоят дорого. К счастью, заготовки из быстрорежущей стали недороги и их несложно заточить. Я купил 4 куска квадратных заготовок из быстрорежущей стали размером 200 мм на 6 мм. от eBay менее чем за 10 долларов, включая стоимость пересылки. Затем заготовки разрезаются на более короткие отрезки
Заточка токарных станков
Хотя некоторые из них шлифуют инструменты вручную, я не смог бы достичь результата, если бы попытался сам. также затачивая другие инструменты мастерской, следуйте этой ССЫЛКЕ На фото 5 показаны три расточных инструмента, отшлифованные с использованием остальных и имеющих диаметр хвостовика 4, 5 и 6 мм
Advanced Tool Sh заточка для токарного станка Conrad
Для обычных токарных станков из быстрорежущей стали хорошо подходит метод полого шлифования, описанный выше. Для резьбонарезных инструментов, которые притираются с помощью приспособления, вы можете сэкономить огромное количество работы, удалив ненужный материал на шлифовальном круге. минимальное количество материала, необходимого для работы инструмента. Если для поддержки режущей кромки требуется всего 050 дюймов материала,
Лучший токарный инструмент по дереву для твердосплавных инструментов 2020 года,
Даже с настольным шлифовальным станком, таким как Rikon или WEN, заточка ваши токарные инструменты чрезвычайно трудны. Система заточки Wolverine Grinding System – это система goto для заточки всех ваших токарных инструментов из быстрорежущей стали. Для калибров для чаши прилагаемое приспособление Varigrind дает вам вертлюг, необходимый для достижения идеального крыла и скоса. Чтобы сделать систему Wolverine
Шлифовальный токарный станок Generalize
Шлифовальные токарные станки Справочник любого механика (Справочник по машинному оборудованию, Audel’s Machinists and Tool Справочник изготовителей и т. д.) предоставит список углов, подходящих для использования с данным материалом Базовый токарный инструмент Шлифовка инструмента Мастерская Стива, Шлифовка токарного инструмента из быстрорежущей стали После ряда запросов на этой странице подробно рассказывается о шлифовании токарного инструмента общего назначения. попробуйте и
как заточить фрезы для токарных инструментов logopedazabkowicepl
Биты для шлифовальных инструментов LittleMachineShop Биты для шлифовальных инструментов При покупке новой насадки для токарного инструмента она может иметь угол на конце, но она не заточена должным образом для токарной обработки Шлифовальный токарный инструмент биты – это немного искусство Требуется некоторая практика, чтобы добиться в этом совершенства. Вам нужно создать острую режущую кромку, выступающую так, чтобы режущая кромка, а не сторона инструмента
Шлифование токарно-винторезным инструментом
Резьба: Заточка токарно-винторезного станка? Инструменты резьбы Показать версию для печати; 06162006, 05:01 утра # 1 seanb Просмотр профиля Просмотр сообщений форума Алюминий Регистрация Май 2006 Расположение st louis, MO Сообщений 75 Сообщение Спасибо / Нравится Нравится (дано) 0 Нравится (получено) 0 Привет, я новичок в использовании токарного станка и Мне было интересно сделать свой собственный резьбонарезной инструмент. Я хочу сделать биту 55 градусов для
Шлифовальный станок для столба инструментовШлифовальный станок для токарного столба для токарного станка на продажу в Великобритании Посмотреть 18 предложений Шлифовальный инструмент для токарного столба является основным аксессуаром для обычного мини-токарного станка, состоящего из резцедержателя и нескольких держателей резцов, инженерных токарных инструментов, токарных тисков, угловой пластины, рабочей партии, мини-вертикального слайд-токарного станка, фрезерного станка для настольного станка
Как сделать приспособление для заточки инструмента и резца
Этот документ представляет собой сборник заметок, наблюдений и изменений, которые я сделал при создании Tinker T&C; насадка-болгарка.Полные планы, а также 2 отливки доступны через Guy Lautard.Com . Самый простой способ выполнить это – следовать таблице «Предлагаемый порядок изготовления» на странице IV опубликованных инструкций. Я буду снимать предметы по одному сверху вниз. Этот отчет не является подтверждением чего-либо или кого-либо, это просто набор заметок о том, как я что-то сделал. Не стесняйтесь использовать или игнорировать все или все, и не приходите ко мне, если вы поранились.
Кронштейн зубчатого упора и палец (детали 14 и 15) довольно простые… здесь никаких изменений не производилось.
Диск с накатанной головкой и винт, деталь 18, представляют собой одно целое. На конце с резьбой имеется прорезь 0,032 дюйма глубиной 0,25 дюйма для пластика, который будет добавлять трение и предохранять винт от проворачивания. Вроде как самодельный винт Nyloc. В качестве альтернативы можно сделать еще одно регулировочное кольцо с резьбой в качестве контргайки. Или паз можно немного раздвинуть, чтобы увеличить трение.
Шпонка, пружина и винт с накатанной головкой следующие: Шпонка (21) соответствует схемам. Пружина (5) представляет собой пружину от шариковой ручки, вклеенной в ключ эпоксидной смолой.Легче, чем заводить и термообработать одну крошечную пружинку. Винт с накатанной головкой (19) похож на два других (см. Ниже, части 11 и 22), только с отверстием 7/32 глубиной 0,25.
Винты с накатанной головкой (11 и 22). Они сделаны из латунной ложи диаметром 1 дюйм и стального стержня с резьбой 5 / 16-24. Латунь была накатана, просверлена, нарезана резьба 5 / 16-24 и отрезана до нужной длины. Сталь была вкручена по длине, а затем припаяна на место серебром. Мягкая пайка тоже подойдет. Узел навинчивался на разрезную гайку и удерживался в 3-х кулачковой челюсти, в то время как головка была гладкой и очищенной.«Латунный» наконечник представляет собой короткий кусок очищенного (без флюса) прутка для припоя 1/8 дюйма. В конце просверливается отверстие диаметром 1/8 дюйма, стержень зажимается, а конец обтачивается. Мгновенный латунный наконечник. (Кстати, некоторые установочные винты с чашеобразным концом шлифовали чашку так, чтобы не повредить поверхность, с которой они упирались).
Установочный винт кронштейна зубчатого упора / направляющей (24) соответствовал плану. Убедитесь, что винт достаточно короткий, чтобы он не касался державки при затягивании.
Направляющая с фланцами (9) тоже на чертежах, без изменений.Обратите внимание на окончательную ширину этой детали, так как паз в стандартной отливке должен хорошо подходить к этой детали без зазоров. Градуированный циферблат для этой детали выполнен из алюминия с внешним диаметром 2 дюйма, а не 1,5 дюйма при использовании державки и направляющей большего размера. Закрепите на стальном суппорте двумя установочными винтами 6-32, разнесенными на 90 градусов. Эти винты шлифовать не нужно, так как установка будет постоянной, но не до завершения калибровки, поэтому пока не прикрепляйте их.
Стопорная втулка (13). Эти детали также были изготовлены из алюминия для облегчения надрезания градуировки.Эта деталь была фактически изготовлена ПОСЛЕ изготовления державки (1), чтобы обеспечить плотную скользящую посадку. Я использовал расширяющуюся оправку 5C, обработанную по размеру, чтобы удерживать циферблаты для маркировки. Поместите цангу в приспособление для вращательного индекса 5C и используйте круглый токарный станок в фрезерном станке, чтобы надрезать отметки. Это оказалось очень точным. Эта деталь имеет внешний диаметр 2 дюйма и внутренний диаметр около 1,5 дюйма. См. Дополнительную информацию в держателе (1). Все подсчеты и деления делались по плану. Использовали два установочных винта 10-24 90 град. врозь (45 град.с «0»). Чашки были гладкими и слегка закругленными, чтобы не повредить резцедержатель, так как эту деталь нужно перемещать.
Шайбы тяжелые (20, 2 шт.)… Без изменений.
Направляющая (8). Это также было сделано после того, как резцедержатель был готов для подгонки. Сделано из куска CRS размером 2x2x3 дюйма (я думаю… свалочного инвентаря). Отверстия большого диаметра были увеличены до 1,5875 дюйма, а центральный диаметр меньшего диаметра – до 1,525 дюйма. Все остальное сделано по планам.Использовали 4-кулачковый патрон и регулировочную шайбу 0,040 дюйма для конической стороны, все остальные операции выполнялись на вертикальном фрезерном станке, а окончательная шлифовка выполнялась на горизонтальном фрезерном станке. Бронзовые втулки были осторожно вывернуты для плотной посадки в направляющую. Окончательный размер отверстия был произведен на токарном станке с использованием межцентрового расточного стержня и расточного стола на поперечных суппортах (вместо составных суппортов). (Линия скучная). Отделка производилась шлифовкой автомобильного тормозного цилиндра и большим количеством масла. У меня здесь приятная гладкая бархатистая посадка.Направляющая должна быть сделана с кропотливой точностью, так как все остальное зависит от ее совершенства. Латунные торцевые пластины имеют толщину 1/16 дюйма. Левая концевая пластина 1.6695 × 1.6660; правая пластина 1,6695 кв. Отверстия имеют диаметр 1,496 дюйма. L и R проштампованы на каждом для идентификации. Эти размеры не так уж и важны, просто чтобы все было хорошо.
Державка (1). Возможно, вы захотите сделать эту деталь раньше, например, после ползуна с фланцами. Здесь была основная модификация №1.1. Я хотел использовать здесь цанги R8, потому что почти каждая имеющаяся у меня фреза так или иначе подходит к цанге R8. Для этого я сделал резцедержатель из буровой штанги 1-1 / 2 дюйма. Просверлили его насквозь (с каждого конца с помощью 4-х лапок и люнета) и рассверлили до 0,500 дюйма. Затем расточил его до 0,960 за 4 дюйма; затем отрежьте конус на конце примерно на 8-1 / 4 градуса. используя только составную заслонку, установите на 8-1 / 4 град. или около того, и отрезал и подогнал, пока все не было в порядке. Затем сделал затяжной болт с резьбой 7 / 16-20. Вставьте цангу диаметром ¼ дюйма с натяжным болтом, удерживайте все это между центрами с цанговым патроном на конце задней бабки и отверните ровно настолько, чтобы внешняя часть была идеально концентричной с цанговым патроном.В итоге получилось 1,490 дюйма, которые я использовал для установки направляющих втулок и стопорных втулок. Затем обработал его более мелкой наждаком и, наконец, стальной ватой, чтобы получить красивую гладкую поверхность, которая хорошо скользит по направляющей. Точность этой детали также имеет решающее значение, поскольку она вместе с направляющей (8) составляет основу машины и должна быть как можно более близкой к идеальной.
Усиливающее кольцо резцедержателя (2) рассматривается как опция. Я полагаю, если бы металл у горловины державки был тонким, это могло бы быть необходимо.К тому времени, когда я вырезал конус R8 внутри державки, у меня была толщина стенки 1/8 дюйма (по замыслу), так что усиливающее кольцо на самом деле не понадобилось. Однако я сделал один из алюминия с двумя установочными винтами 10-24, установленными на 120 градусов. Кроме. В 3-м сегменте я могу вкрутить (1 / 4-28) короткий кусок CRS 7/16 дюйма, который входит в прорезь кронштейна зубчатой опоры (14), так что резцедержатель не может вращаться во время операций по правке колеса. Когда маленькая шпилька удалена, она действует как ограничитель движения вперед, поэтому я не вытаскиваю резцедержатель из направляющей по ошибке и мне приходится снова заталкивать войлок.
Поворотный вал (16) также был увеличен до наружного диаметра 1 дюйм. Отверстия в отливках выполнены с учетом этого размера. Вместо дорогостоящих PGMS, которые предусмотрены в планах, я использовал простой старый CRS, 12L14, с красивой и гладкой отделкой, как и державка. Вот где была сделана вторая крупная модификация. Я проделал отверстие с резьбой 7 / 16-20 глубиной примерно 1,5 дюйма в левом конце вместо маленькой резьбовой заглушки, которая предусматривалась в планах. V-образная канавка в правой половине достаточно глубокая, чтобы ширина канавки составляла около ¼ дюйма, поэтому шпонка (19) будет хорошо сидеть, но все равно будет затягиваться, когда стопорный винт вывинчен до конца.Правый конец ровный, без дырочки.
Заглушка (17) – это именно то, что вам нужно. Вместо заглушки, которая входит В отливку основания, я сделал пластину из латуни, наружный диаметр 2 дюйма на дюйма толщиной, которая прикреплена НА конце отливки основания с 3 равными промежутками 10-32 SHCS. В центре диска находится отрезок стержня с резьбой 7 / 16-20 длиной 1-1 / 4 дюйма (на самом деле отрезанный болт), припаянный на место и гладкий. Здесь важна точность, потому что поворотный вал должен иметь возможность перемещаться по этой штанге, а также внутри отливки, не заедая и не заедая.Я пошел по этому пути только по одной причине: чтобы я мог использовать резьбу 20 tpi для точного перемещения стандартной отливки с валом. Планируется, что на этом конце будет резьба 5 / 16-24, но это означает, что резьба 24 tpi даст 0,0417 дюйма движения за каждый полный оборот вала. 40 делений, обозначенных на плане на градуированном циферблате (25), означают, что каждое деление составляет 0,001042 дюйма движения. Достаточно близко к 0,001 ”. НО… ..если вы хотите ТОЧНО 0,001 ”/ дел. Используйте резьбу 20 т / дюйм, что дает 0,05 дюйма на оборот.Разделите циферблат на 50 равных частей, и каждое деление будет равно 0,001 ”. Ближайший размер для потоков 20 tpi – 7 / 16-20, следовательно, все увеличено. Также пластина вместо заглушки дает более широкий диапазон перемещения стандартной отливки.
Удлинитель (23) – это довольно простая работа с поворотным столом. Здесь никаких сюрпризов.
Заброс стопы (6) и стандартный заброс (7) можно начинать как пару. Отливки бывают полностью шероховатыми, без отверстий или обработанных поверхностей, только частично залитый паз.Я начал с того, что вставил их в тиски на вертикальной фрезу, как можно более ровно, и зачистил верхнюю поверхность. (Не забудьте сделать первый надрез на чугуне достаточно глубоким, чтобы пройти через поверхностный слой. Остальные надрезы проходят гораздо более гладко). Отливку переворачивали в тиски на параллели и обрабатывали дно до достижения толщины 1-1 / 8 дюйма. Это оставляет максимальную толщину в прорези. Затем прорези были фрезерованы следующим образом: на отливке лап использовалась концевая фреза с 2 зубьями ½ дюйма для получения паза ½ дюйма.При стандартном литье я начал с фрезы с 2 зубьями 7/16, затем постепенно довел ширину до хорошей скользящей посадки на салазках с фланцами (9), используя фрезу с 4 зубьями 7/16. В итоге получилось чуть меньше ½ дюйма. Затем я повернул отливки в сторону и указал на фрезерованном пазу, чтобы концы были параллельны пазу, а просверленные отверстия перпендикулярны ему. Это тоже несколько критично, так как влияет на центровку машины. Отверстия были начаты с ½ дюйма, затем ¾ дюйма, затем 7/8 дюйма с помощью длинной концевой фрезы 7/8 дюйма для обеспечения прямолинейности.Обе отливки были затем прикручены к расточительному столу таким образом, чтобы они соответствовали друг другу, как было указано на прорези, и расточены вместе. Легкое хонингование, и вал идеально подходит. Остальные поверхности были обработаны и просверлены отверстия согласно планам. Не забудьте про паз 1/16 × 3/8 и резьбовые отверстия для предохранителя на стандартном литье. Затем необработанные поверхности загрунтовали и нанесли 2 слоя аэрозольной краски Hunter Green. Я подумал, что «Морской бой» Грей выглядел слишком «тяжелой техникой» для этого. Черный, наверное, выглядел бы хорошо, но зеленый мне больше кажется «точным оборудованием».Что бы ни.
Циферблат с градуировкой (25) упоминался ранее и сделан в значительной степени согласно плану, за исключением 1) он расточен, чтобы соответствовать 1-дюймовой оси; 2) он разделен на спин-индексаторе, как и другие циферблаты, на 50 делений; и 3) он прикреплен к оси шарнира двумя установочными винтами 10-24, установленными на 90 градусов. Кроме. Эти установочные винты шлифовать не нужно, так как установка постоянная.
Предохранительный замок (26) может выглядеть так, как вы хотите, пока он работает.
Направляющие и стандартные зажимные винты могут быть одинаковыми или разными.Я пробовал использовать стопорные винты с шариковой ручкой для обоих, но это работает только на стандартном литье (удерживание направляющей через фланцевую направляющую). Базовый винт ударился о шлифовальный станок при его вращении, поэтому я заменил его на винт, похожий на винт кронштейна зубчатой опоры / зажимной винт направляющей (# 24). Это позволило мне повернуть гайку вручную, а затем ввернуть ручку для окончательной затяжки. Можно было сделать то же самое для другого винта, но мне было слишком весело делать винты с двумя шариковыми ручками, и мне пришлось использовать хотя бы один из них.
Установка датчика (12)…. Выполнено согласно плану. Один для фрез с прямыми канавками и один для фрез со спиральными канавками. Для безопасности надавите на верхнюю часть каждого из латунных шариков D диаметром 5/8 дюйма.
Разные детали: винты, которые удерживают мелкие детали, такие как предохранительный замок, установочный шаблон и палец опоры зуба, представляют собой просто винты с головкой под торцевой ключ, вдавленные в сквозную просверленную и рифленую латунную головку, 5/8 дюйма D, с головкой под торцевой ключ показаны на случай, если винт необходимо открутить с помощью шестигранного ключа.Указатели – это обрезки латуни с торцевых пластин направляющих. Все отверстия под винты заполнены либо рабочим винтом, либо фиктивным винтом, действующим как пылезащитная заглушка, чтобы не допустить попадания шлифовального зерна. Также изготовлен держатель для алмазного правочного инструмента 3/8 дюйма D, используемого в сочетании с армирующим кольцом / заглушкой (другой конец подходит для цанги ½ дюйма), и держатель для кожухопрокатных и плоских фрез длиной до 3 дюймов и 2 шт. -1/2 дюйма D, который подходит для цанги дюйма. Кронштейн опоры для зубов должен располагаться ниже направляющей для фрез большего диаметра, поэтому некоторые «удлинители для винтов» были сделаны разной длины, чтобы можно было использовать опору для зубов.Мог бы сделать для него поворотный стол, но я затачиваю токарные инструменты на другом шлифовальном станке, так что, может быть, и нет. Наверное, насадки для заточки развертки тоже не сделают. Заточив развертку, вы измените ее диаметр, пусть даже небольшой, поэтому я буду покупать новые по мере необходимости (каждые 50 лет или около того).
Вот и все. Как я уже сказал, это всего лишь мои заметки, сделанные при создании этого инструмента. Может быть, здесь есть кое-что, что кому-то еще пригодится. Это был забавный проект, который не занял много времени (по сравнению с созданием Quorn, как мне сказали), и он отлично справляется с заточкой этих дорогих фрез.
2003 Примечания:
- Примечание для всех: на некоторых из следующих изображений показана моя установка без защитного кожуха на кофемолке. Я удалил его, потому что он мешал. Если я получу травму, это моя проблема, как меня предупреждали. Делайте, как я говорю, а не как я: держите охрану у этой долбаной машины!
- Производство адаптеров для воздушных подшипников не очень хорошо складывалось. Так что, даже если он изображен на картинке, я никогда не использую его. Это не значит, что у вас это не сработает, я сделал это в последнюю очередь.
Автор: Боб Дарин – Льюистон, Нью-Йорк – © 2002,2003
Как затачивать режущие инструменты
Все мы видели это раньше – карманный нож, которым невозможно резать теплое масло жарким июльским днем.Он немного ржавый, стыки непонятно чем забиты, и единственное, для чего он нужен, – это открывать буквы. Почти так же плохи (или того хуже, в зависимости от вашей точки зрения) кухонные ножи, которые не могут разрезать помидоры или что-нибудь хоть сколько-нибудь твердое без повторного распиливания. Нет никаких причин, по которым так должно быть. Я думаю, что заточка режущих инструментов – одно из наиболее полезных навыков на открытом воздухе, и оно также дает отличную отдачу в домашних условиях. Хорошая новость в том, что это больше не искусство, которым занимаются исключительно горцы, которые едят только медвежье мясо.Прежние времена, когда были одни арканзасские камни и немного удачи, прошли. Это действительно совсем не сложно; вам просто нужно подходящее оборудование.
Начнем с ножей.
Заточка ножейСущественный процесс заточки – это не ракетостроение. С помощью абразивного материала вы удаляете небольшое количество металла, чтобы восстановить чистую, острую кромку, и вы удаляете этот металл в среде с низким коэффициентом трения, чтобы накопление тепла не повлияло на состояние вашего лезвия.
Это не статья о металлургии. Есть люди, намного более увлеченные, чем я, которые могут преподать вам урок о тонкостях сотен различных сплавов с их различными свойствами. Речь идет только о том, чтобы отточить материал.
Я предпочитаю хороший нож с высоким содержанием углерода. Ножи со сверхвысоким содержанием углерода почти всегда не из нержавеющей стали, но со временем обесцвечиваются до тускло-серого цвета. Я думаю, что они красивы, но это мое мнение. Они действительно ржавеют, если их держать во влажном состоянии, но немного масла и немного ухода предохранят их от ржавчины.Козий сыр сразу же потемнеет ваш нож, поэтому, если вы хотите получить хорошую патину на лезвии, просто отрежьте кусок для рогалика.
Лучшие производители ножей используют нержавеющую сталь с более высоким содержанием углерода. Их лучше назвать сталью, не оставляющей пятен, поскольку они будут ржаветь, если за ними не ухаживать должным образом, но за ними легче ухаживать, чем за чистой углеродистой сталью. Компании по производству ножей, такие как Benchmade и Grohmann, используют нержавеющую сталь с очень высоким содержанием углерода, поэтому лезвие ножа прослужит долго.Менее дорогие ножи (например, недорогие карманные ножи Wal-Mart) сделаны из нержавеющей стали с низким содержанием углерода и не прослужат вам при обычном использовании, но они надеются, что вы потеряете нож, прежде чем он сломается. Большинство людей так делают.
Методы
Заточка в прошлые годы была трудной, поскольку требовала соблюдения правильного угла лезвия ножа, чтобы у вас была чистая, ровная, плоская кромка, а не закругленная кромка, которая быстро тупилась. Один имел тенденцию, без какой-либо направляющей, раскачивать лезвие и создавать неэффективную режущую кромку.Мастер-плотник мог бы поворачивать угол, как станок, но большинство из нас – нет.
Инструменты, позволяющие избежать этого, стали обычным явлением. Одним из наиболее популярных инструментов для заточки является точилка для треугольников Spyderco (и другие подобные). Он работает по тому принципу, что, хотя человеческому глазу трудно смотреть под углом 21 градус, почти все знают, как выглядит прямой, прямой угол. За счет наклона затачивающего материала устраняются предположения и большая часть неточностей, и все, что вам нужно сделать, это переместить нож вниз по материалу режущим движением к основанию, чередуя стороны.Если вы будете следовать инструкциям, вы сможете побриться лезвием ножа, когда закончите.
Я никогда не проверял угол точилки для треугольников. Я использовал уровень, чтобы получить хороший ориентир для датчика угла наклона, и сослался на него (я знаю, что он не выглядит отвесным … обещаю, что это так). Как видно из рисунка, угол наклона точилки составляет чуть более 20 градусов. Это хороший ракурс для большинства задач.
Я часто ношу с собой точилку для треугольников (она маленькая), когда еду в гости к друзьям.Обычно я могу заточить каждый нож в доме менее чем за час или два, и они всегда мне благодарны. Это расслабляющая, веселая работа в стиле дзен, требующая небольшого мастерства, но изрядная концентрация.
Другой подход – зафиксировать угол с помощью направляющей. Одним из таких типов является система заточки DMT (Diamond Materials Technology), в которой используется фиксирующая направляющая для обеспечения постоянного угла. Вы можете выбрать угол в зависимости от желаемого типа кромки. Чем меньше угол, тем острее вы можете сделать кромку, но это менее прочная кромка.Скальпели можно использовать в хирургии, но они потускнеют за секунды, если вы попытаетесь разрезать что-нибудь, кроме плоти. Трубку для мяса нужен больший угол, потому что вам нужен прочный край, даже если он не острый как бритва.
Первое изображение немного загромождено, поэтому я добавил визуальную подсказку, чтобы вам было легче определить ракурс.
Заточка в действии с Spyderco:
Бывают моменты, когда нужно что-то делать из рук в руки. В случае с маститым изогнутым ножом кривизна лезвия делает невозможным его заточку с помощью какой-либо направляющей.Это требует небольшой практики, но, как видите, это выполнимо и работает. Я просто использую один из керамических стержней от точилки.
Вот небольшое видео по заточке кривого ножа:
Какая кромка вам нужна?
Бритва, нож для филе или X-Acto обычно требует угла меньше 17 или около того. Поварские ножи или другие высокоточные ножи часто имеют угол около 20 градусов, более или менее. Ножи для выживания обычно старше 25 лет, потому что они хотят не только рубить, но и рубить.При температуре выше 30 градусов вы увидите мачете и тесак. Для большинства ножей я выбираю около 20 градусов. Это хороший компромисс. Я выберу лезвие немного меньшего размера для снятия шкуры, немного больше для ножей, которые будут использоваться в повседневной жизни.
Топоры и другие потенциально острые предметыТопоры и топоры немного отличаются от ножей, так как обычно приходится иметь дело с гораздо большим количеством металла, а угол лезвия выше – больше похоже на тесак.
Хороший топор изготовлен из такой же качественной стали (но не из того же сплава), что и хороший нож.Но не пытайтесь сделать топор острым. Если заточить топор с острием лезвия ножа, он будет очень острым примерно на десять ударов. Первые несколько стружек снимут эту кромку, и ваша тщательная заточка станет пустой тратой времени. Топоры и топоры нуждаются в более тупой кромке, чтобы они выдерживали огромные силы, приложенные к ним. Единственное исключение из этого правила – когда вы делаете это для развлечения. Я резал мягкий хлеб топором с двумя лезвиями, которым можно сбрить мышь, так что я знаю, что это возможно.У меня есть фотографии, у меня есть доказательства. Также весело побриться топором в качестве доказательства концепции. Я делал это один раз, но остановился вокруг носа и ушей, потому что они мне очень нравятся и я хочу их сохранить.
Если топор подвергся жестокому обращению, и вы не режете, а скорее порезаете дерево, лучше всего начать с хорошего напильника и делать медленные, осторожные движения, чтобы восстановить правильный угол и удалить зазубрины с лезвия. Быстрая регистрация не работает лучше, и она может привести к мусору ваших файлов. Подробнее об этом позже.
После того, как вы восстановили красивую чистую кромку, я предпочитаю инструмент от DMT, который содержит алмазный камень в форме двустороннего напильника с двумя зернами: более крупной и средней зернистостью (черная и синяя ручка). Это идеальный инструмент для заточки топора, а в крайнем случае – нарядить свой нож, который, как вы не обнаружили, тупился до середины поездки.
Методы заточки топоровВот дровокол с изрезанным лезвием – большие стружки. Прежде чем я смогу по-настоящему заточить его, мне нужно создать новую чистую кромку.Может показаться странным подпиливать кромку перед тем, как ее затачивать, но это необходимо. Следующим шагом будет определение угла. 30 градусов или около того подходят для большинства осей. Как и в случае с точилкой для треугольников, человеку легче видеть под прямым углом. Что я делаю, так это устанавливаю кусок так, чтобы необходимый угол был параллелен земле. Затем я начинаю работу с файлом. Здесь я использую раскалывающий клин, который я спас из безымянной могилы после того, как энергетическая компания оставила его во дворе, по крайней мере, десять лет назад.Я использовал уровень, чтобы убедиться, что лицо, которое я хочу вырезать, параллельно земле.
Напильник – это точный инструмент. Вы можете получить файл за 5 долларов США в Harbour Freight (не стоит), но хороший файл стоит дороже и того стоит. Как и хороший нож, хороший напильник требует ухода и требует хорошего обращения. Напильник режет только в одном направлении, а именно в направлении от вас, когда вы нажимаете. Перетаскивание файла вперед и назад нехорошо для файла и снижает точность.
Когда вы удаляете от себя, напильник должен казаться гладким и не резким.Если вы чувствуете, что что-то застряло между вашей работой и файлом, значит, что-то так. Остановите и очистите файл с помощью файловой карты или небольшой проволочной щетки. Если вы посмотрите на поверхность кромки, которую вы опиливаете, она должна быть гладкой. Если ваша работа выглядит как лобовое стекло, когда семя клена попадает в стеклоочиститель, вы портите свою красивую гладкую поверхность. Вы действительно хотите видеть длинное плоское лицо, а не несколько скосов.
Это довольно хорошо… но есть несколько недостатков, на которые следует обратить внимание.На краю, ближайшем к низу изображения, вы увидите небольшую грань, которой не должно быть из-за момента невнимательности. Не смертельно, но я хотел, чтобы вы увидели, что это не так. Во-вторых, вы увидите зазубрины по краю, параллельному нижней части изображения. Это вызвано плохим файлом, грязным файлом или и тем, и другим. Легко очищается с помощью алмазного камня, но чем глубже надрез, тем больше времени требуется. Я использовал старый, оскорбленный файл. Пора сделать нападающих.
Когда кромка и угол определены, закончите работу с помощью DMT Duo-Fold.Обычно используются четыре вида круп, как показано на рисунке.
Красный и зеленый – прекрасное и прекрасное; синий и черный – средние и грубые. Они красиво складываются и занимают очень мало места.
Если лезвие или другой инструмент подверглись злоупотреблениям (это часто случается с дешевыми топорами и раскалывающими клиньями), после заточки инструмента я защищу его составом, который я сам создаю. Это секретная формула с тщательно спрятанными ингредиентами. Хорошо, что никто не знает о моем соотношении льняного масла и пчелиного воска 9: 1, растопленных, смешанных и нанесенных на металл, а затем протертых и отполированных старой футболкой.
Прочие инструментыЯ знаю, что это не только на открытом воздухе, но есть и другие инструменты, которым полезно частое одевание. У моих садовых инструментов немного изящнее, чем у соседей, и они замечают, что мои мотыги работают лучше, мои лопаты немного легче прорезают корни, а мои кусторезы режут чисто. Это несложно, но на это нужно время.
Для поселенца, строящего бревенчатую хижину, я бы рассмотрел камень DMT Duo-fold (как упоминалось выше) как обязательный элемент в вашем ящике для инструментов.От смертельно тупого до бритвенно острого ножа потребуется десять минут и немного смазки для локтей.
О безопасностиВ целом, более острое лезвие в любом инструменте безопаснее. Требуется меньше давления и усилий, а поведение острого лезвия более предсказуемо. Конечно, вам нужно уделять немного больше внимания тому, что вы делаете, но результат – меньше работы и больше времени на развлечения.
В книге Семь навыков высокоэффективных людей , Стивен Р.Кови рассказывает о принципе заточки пилы. Он утверждает, что десять минут, потраченных на заточку, экономят в два или три раза больше рабочего времени и усилий. Он говорит менее буквально, чем я, поскольку говорит о том, что нужно уделять личное время тому, чтобы подзарядить свои батареи и обновить свой дух. Тем не менее, если бы это не был истинный принцип, из этого не получилась бы очень эффективная метафора, не так ли?
Практический результат: используйте острый инструмент и не торопитесь. Как говорят мои друзья-кузнецы: «Инструмент работает с обеих сторон.«Конечно, вы формируете свой мир с помощью ножа или топора, но вы также формируете себя. Найдите время, чтобы насладиться процессом.
Как затачивать секатор с напильником
Ваши ножницы быстро затупятся, не так ли? После того, как вы проведете несколько хороших работ на вашем дворе, подрежете и подрежете в течение лета, лезвия станут тусклыми и склеиваются от использования.
Так что же вы делаете? Очистка их только избавит от сока и других отложений, но что вам действительно нужно сделать, так это дать им хорошую заточку.Это можно сделать с помощью шлифовальных машин по металлу, но это не рекомендуется делать своими руками, если у вас нет опыта и 100% уверенности в использовании электрического инструмента.
Если вы предпочитаете избегать сверхопасных возможностей, то у вас остаётся напильник или сверхмощная точилка для лезвий. Оба работают одинаково, так что все, что у вас есть под рукой, подойдет.
А теперь самое интересное. Как точить секатор напильником. Это должно быть сделано определенным образом, под определенными углами, чтобы сделать это правильно.Так что читайте дальше, чтобы узнать, как это сделать, выполнив несколько простых шагов.
ЧТО ВАМ НУЖНО СЛЕДОВАТЬ ПО ЭТОМУ РУКОВОДСТВУ:
Вы можете пойти и купить себе несколько необычных инструментов и продуктов, но я использовал то, что было у меня дома, и это отлично сработало. Итак, вот шаги, чтобы научиться точить садовые ножницы вручную.
1) ВАШИ НОЖНИЦЫ ДЛЯ ТУПОЙ
Очевидно, без них ничего не обойтись! Имейте в виду, что это руководство подойдет для любого садового инструмента, который режет или имеет лезвия.Так что сохраните его для использования в будущем, когда вам понадобится заточить сучкорез или триммер. Для этого конкретного урока я использую свои секатор с короткой ручкой Fiskars.
2) SAP REMOVER & RAG
Прежде чем начать чистить металлическую поверхность другой, лучше сначала убедиться, что она чистая. Вы не хотите, чтобы сок попал в канавки файла, иначе он не будет работать должным образом. Вы можете приобрести специальное средство для удаления сока для инструментов или сделать то же самое, что и я, и просто обычное средство для снятия лака.Это помогает, и почти у каждого есть бутылка.
3) ЗАТОЧКА ЛЕЗВИЯ ИЛИ МЕТАЛЛИЧЕСКАЯ НАПИЛЬНИК
Для этого проекта я использовал точилку для лезвий. Он творит чудеса, и мне легче маневрировать своими маленькими женскими руками. Можно использовать и металлический напильник, он дает те же результаты, я просто предпочитаю точилку для лезвий из-за простоты использования.
ПОШАГОВАЯ ИНСТРУКЦИЯ
С точки зрения проектов «сделай сам» это довольно просто.И как только вы узнаете, как это сделать, вы сможете применить это к любому инструменту с металлическими лезвиями, который требует регулярной заточки.
ШАГ ПЕРВЫЙ: ПОДГОТОВЬТЕ ПЛОЩАДЬ
Когда вы затачиваете или опиливаете металл, вы можете навести беспорядок. Образуются крошечные, похожие на пыль частицы металла, которые могут причинить вред при проглатывании. Поэтому убедитесь, что область, в которой вы проводите заточку, чистая и свободная от посуды, еды или напитков. Вы можете сложить коврик или мешок для мусора, если хотите, но потом довольно легко очистить место, поэтому в этом нет необходимости.
ВТОРОЙ ШАГ: ОЧИСТКА НОЖЕЙ
Как я уже упоминал ранее, у вас должны быть красивые и чистые лезвия, прежде чем вы начнете затачивать их напильником. У точилки для лезвий или металлического напильника есть небольшие линии и канавки, которые делают работу возможной. Когда вы пытаетесь заточить поверхность, покрытую соком, вы забиваете эти бороздки и затрудняете использование.
Вы можете использовать простое средство для удаления сока, купленное в Интернете или в любом хозяйственном магазине, или вы можете сделать то же самое, что и я, и удалить средство для снятия лака, которое, как я знаю, у вас есть, если в доме есть женщина.
Смочите ватным тампоном или старой тряпкой немного средства для удаления сока для ногтей, а затем обильно протрите поверхность лезвия в приклеенных местах. Вы начнете видеть, как он исчезает и появляется чистое лезвие.
ШАГ ТРЕТИЙ: ЗАСТРОЙТЕ УГОЛ
Итак, есть правильный и неправильный способ заточки любого лезвия. Если вы присмотритесь, вы увидите, что он находится под углом, и именно это делает его резким. Никогда не идите против него и никогда не заостряйте самое лезвие.
Вместо этого держите ножницы в открытом положении, чтобы получить доступ к как можно большей части лезвия. Затем поместите край файла или точилки для лезвий напротив угла. Затем одним непрерывным и легким движением перетащите файл под углом в сторону от тела.
Продолжайте делать это, пока не продвинетесь вверх по лезвию.
ШАГ ЧЕТВЕРТЫЙ: НАЗАД
Теперь, когда вы запилили «переднюю», нужно заняться обратной стороной. Это гарантирует, что не останется зазубренных краев, и ваши ножницы будут красивыми и гладкими.Используя напильник или точилку для лезвий, переверните ножницы и перетащите напильник по задней стороне уголка.
Может потребоваться несколько переходов, но попробуйте несколько раз, а затем слегка проверьте гладкость пальцем. Он должен быть гладким на ощупь, без зазубрин или шероховатостей.