Заточка концевых фрез – углы заточки и режимы резания при фрезеровании концевыми фрезами по металлу
Твердость.
Зачастую при обработке дерева или пластика встает вопрос: если твердость фрезы значительно выше, чем материал детали, то зачем затачивать концевую фрезу, она по идее не должна затупиться. Однако, в быту мы не задумываемся о том, почему столовый нож нужно затачивать после резки очень мягких продуктов, таких как хлеб или колбаса. Заточка происходит довольно часто, порой несколько раз в месяц. А сколько раз Вы затачиваете нож? При этом всем давно известно, что острый нож будет резать, а тупой нож – крошить и давить. Тоже самое касается концевых фрез.
Какие материалы имеют твердость, достаточную для изготовления фрез? Например, сталь углеродистая или быстрорежущая, поскольку твёрдость у них примерно одинаковая (62-65 HRC у углеродистой, 62-67HRC у быстрорежущей). Твердый сплав тоже подойдет, ведь у твердого сплава твердость еще выше.
Но кроме твердости есть еще несколько характеристик, которые ограничивают использование некоторых материалов. Например, концевые фрезы из углеродистой стали не делают. Было обнаружено, что при температуре более 170 градусов начинается отпуск стали. При этом твердость стремительно падает. У быстрорежущей стали критическая температура начинается с 490-540 градусов, у твёрдого сплава с более 900-920 градусов. Поэтому твердосплавные концевые фрезы имеют более высокую стойкость. В науке это явление называются “Красностойкостью”.
Например, концевые фрезы из углеродистой стали не делают. Было обнаружено, что при температуре более 170 градусов начинается отпуск стали. При этом твердость стремительно падает. У быстрорежущей стали критическая температура начинается с 490-540 градусов, у твёрдого сплава с более 900-920 градусов. Поэтому твердосплавные концевые фрезы имеют более высокую стойкость. В науке это явление называются “Красностойкостью”.
Заточка.
Самый острый инструмент имеет минимально возможный угол заточки. Однако при этом снижается прочность инструмента. Как говорится, “бритва остра, да мечу не сестра.” Как только режущая кромка у инструмента подсела, пятно контакта становится больше, резко увеличивается температура в рабочей зоне, износ инструмента происходит ещё быстрее, температура повышается ещё больше. На практике, при обработке различных материалов (при фрезеровании дерева, даже твёрдых пород, пластика) стараются, по возможности, правильно подобрать углы заточки концевой фрезы.
Технология.

Наиболее заметных результатов можно добиться при правильном выборе технологии обработки детали. При этом:
- Сокращается общее время обработки детали.
- Улучшается шероховатость поверхности.
- Продлевается срок жизни фрезы.
- Снижается нагрузка на оборудование (направляющие, ШВП, шпиндель) и, как следствие, срок его службы.
Режимы резания.
Мы рекомендуем выбирать режимы резания исходя из следующих соображений:
А. При черновой обработке концевой фрезой:
- Выбирайте максимально возможный диаметр концевой фрезы, определяемой мощностью шпинделя и жесткостью станка.
- Выбирайте режимы резания, помня о механической прочности инструмента. Завышенные режимы могут привести к поломке инструмента режущего инструмента.
- Правильно выбирайте конфигурацию концевой фрезы. Помните, что канавка зуба фрезы должна быть больше, чем слой снимаемого материала. Стружка должна поместиться в канавке и свободно эвакуироваться из зоны резания.

- Если Вы обрабатываете хрупкий материал (пластик, дерево: дуб, бук, липу, березу и т.д.), то помните о том, что завышенные режимы резания могут привести к сколам или даже полной поломке заготовки.
- Кроме того, обращаем Ваше внимание, что режимы резания определяются качеством зажима детали на столе станка и фрезы в патроне станка, то есть связкой “Станок-стол-оснастка-деталь-фреза-патрон-станок”. Плохой зажим приведет к вибрациям системы и выходу фрезы из строя раньше времени, браку или несчастному случаю (См. статью Проблемы при фрезеровании концевым инструментом и их устранение).

Б. При чистовой обработке концевой фрезой:
- Используйте качественные заточенные фрезы для получения лучшей шероховатости поверхности.
- Для получения требуемой точности обработки детали обратите внимание на допуски диаметра используемых фрез.
- Помните и о жесткости системы “Станок-стол-оснастка-деталь-фреза-патрон-станок”. Недостаточная жесткость системы может привести к отжиму фрезы и детали.
- Мы советуем делать пробные проходы, по результатам которых необходимо делать поправки в режимах резания. Шаг проходов выбирается минимальным, при этом надо помнить, что чем меньше шаг прохода, тем больше время обработки.

Заключение.
Резюмируя вышесказанное, мы рекомендуем использовать концевую фрезу максимально возможного диаметра. При больших перепадах рельефа, используйте концевые фрезы с небольшими радиусами. Если перепады рельефа очень большие, то выбирайте сферические фрезы с полным радиусом и небольшим диаметром. Шаг проходов от 0,5 до 0,8 от диаметра фрезы. Глубина фрезерования максимально возможная с учетом ограничений на жесткость, припуск на чистовую обработку минимальный. Фрезерование попутное.
Конические фрезы при черновой обработке рекомендуем использовать только в крайних случаях, если нет возможности фрезеровать по-другому.
Вернуться к списку
Заточка фрез – способ продлить срок службы инструмента.
Продуктивность работы оборудования для обработки металла и дерева напрямую зависит от заточки фрез. Нерегулярная и непрофессиональная обработка зубцов приведет к быстрому износу резака, потере остроты и геометрических параметров. Как итог – необходимость дорогостоящей замены.
Компания «ТДС» предлагает экспертные услуги по заточке фрез по металлу в СПб: в вашем распоряжении опытные специалисты, работающие на высокоточных станках. Проведем заточку любой фрезы по металлу – концевую, дисковую, червячную, продлив ее срок службы и повысив качество обрабатываемых заготовок.
_________________________________________________________________________________________________________________________________
Факт: заточка фрез требует не только профессиональных станков, но и соответствующего опыта и сноровки. Самостоятельная попытка приведет лишь к появлению сколов, трещин и других дефектов на поверхности. Все из-за сложной конструкции, имеющей огромное количество лезвий и кромок, что усложняет процесс. Особенно это касается заточки червячной и концевой фрез.
Все из-за сложной конструкции, имеющей огромное количество лезвий и кромок, что усложняет процесс. Особенно это касается заточки червячной и концевой фрез.
___________________________________________________________________________________________________________________________________
Заточка фрез по металлу: тонкости
При проведении заточки фрез обрабатываем несколько зон:
- Передний и задний углы.
- Угол наклона зубца.
- Общая площадь зубца.
Последней зоне уделяется наибольшее внимание, поскольку она изнашивается сильнее других в процессе эксплуатации.
От заточки дисковых фрез по металлу до червячных: направления деятельности
Оказываем следующие виды работ:
Вид | Тонкости |
Заточка концевых фрез по металлу | Требует непрерывной подачи охлаждающей жидкости во время работы во избежание повреждений от высокой термической нагрузки. |
Заточка дисковых фрез по металлу | Более простая процедура, требует лишь выполнения стандартных требований – охлаждения во время процесса, хорошей затыловки и высокой точности геометрии. |
Заточка червячных фрез | Требует охлаждения, точного расчета подачи винтового движения при работе с передним углом, специального фиксатора для минимизации погрешностей. Из-за этих тонкостей заточка червячных фрез считается одной из наиболее сложных процедур. |

Заточка фрез по металлу в компании «ТДС»: 5 причин доверить процесс нам
Обратившись к нам, вы можете быть уверены:
- в высоком качестве: проводим заточку фрез на абразивных, шлифовальных и алмазных станках с высокотехнологичной оснасткой. Гарантируем отсутствие выбоин и зазубрин на режущих кромках. При необходимости предоставим лупу или результаты измерительных приборов для тщательного осмотра, чтобы вы могли убедиться в этом собственными глазами;
- в подборе грамотного вида заточки под любую фрезу: не беремся сразу же обрабатывать элемент, не проведя тщательного осмотра конечности. Располагаем широким набором станков для бытовых, профессиональных и промышленных инструментов;
- в оперативности: заточка займет не более 15-60 минут;
- в гарантии на результат: опыт работы наших мастеров свыше N лет, за плечами тысячи выполненных заказов. Базу наших клиентов составляют как физические лица, так и частные мастера, строительные бригады;
- в скидках при большом заказе.
 Располагаем широким набором станков для бытовых, профессиональных и промышленных инструментов;
Располагаем широким набором станков для бытовых, профессиональных и промышленных инструментов;Позаботьтесь о долговечности и эффективности вашего режущего инструмента – закажите заточку фрез по металлу в Санкт-Петербурге от компании «ТДС»!
Общий | Как заточить концевые фрезы без плоскошлифовальной машины? | Практик-механик
Джейсон Муравски
Пластик
- #1
Я совсем недавно начал заниматься механической обработкой. Я живу на ферме, поэтому найти материал нетрудно, и я нашел коробку старых концевых фрез из быстрорежущей стали. только один из них работает хорошо (он был в пакете и залит каким-то старым машинным маслом), а все остальные ржавые и тупые, я искал, как их точить, но все, что я видел, требует какого-то приспособления и поверхности мясорубка, у меня нет ни того, ни другого. можно ли их точить без них и если да, то как?
атомарк
Алмаз
- #2
Джейсон,
Добро пожаловать на форум.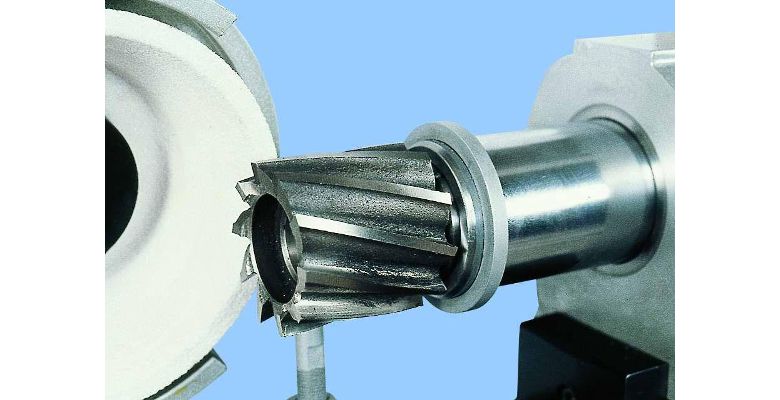
Без надлежащего инструмента и шлифовального станка или приспособления для плоскошлифовального станка вам не удастся их заточить… это плохая новость. Хорошей новостью является то, что существует множество недорогих концевых фрез, некоторые в порядке, некоторые лучше. Для новичка это будет путь, в моей книге. Поищите концевые фрезы, и вы удивитесь, насколько они дешевы. Это детали из быстрорежущей стали, а не из твердого сплава.
Стюарт
джспивей
Алюминий
- #3
Говоря о недорогих концевых фрезах, вот ссылка на объявление на сайте Craigslist. Я не имею никакого отношения к продавцу, но я купил у него несколько 3/4-дюймовых 4 флейт, все хорошего качества американского производства. Пара показала незначительное использование, но большинство из них выглядели совершенно новыми. Вы можете найти много подобных вещей на Craigslist, если будете следить. Новые старые запасы, переточки и т.д. Удачи и добро пожаловать!
Пара показала незначительное использование, но большинство из них выглядели совершенно новыми. Вы можете найти много подобных вещей на Craigslist, если будете следить. Новые старые запасы, переточки и т.д. Удачи и добро пожаловать!
концевые фрезы – инструменты – от собственника – продажа
тревж
Титан
- #4
Джейсон Муравски сказал:
Я совсем недавно начал заниматься механической обработкой. Я живу на ферме, поэтому найти материал нетрудно, и я нашел коробку старых концевых фрез из быстрорежущей стали.
Нажмите, чтобы развернуть…
 только один из них работает хорошо (он был в пакете и залит каким-то старым машинным маслом), а все остальные ржавые и тупые, я искал, как их точить, но все, что я видел, требует какого-то приспособления и поверхности мясорубка, у меня нет ни того, ни другого. можно ли их точить без них и если да, то как?
только один из них работает хорошо (он был в пакете и залит каким-то старым машинным маслом), а все остальные ржавые и тупые, я искал, как их точить, но все, что я видел, требует какого-то приспособления и поверхности мясорубка, у меня нет ни того, ни другого. можно ли их точить без них и если да, то как?Насколько дешево вы хотите быть?
Первое предложение – положить их в конверт и отправить тому, у кого есть подходящее оборудование.
Если вы расспросите местных жителей, вы даже можете найти парня, который занимается шлифовкой резака в своем гараже, чтобы не терять руку и поддерживать общественную жизнь.
Но мастерская по заточке фрез с ЧПУ, скорее всего, будет дешевой, как мастерская с ручным управлением, и машина прощупает фрезу, отшлифует ее, и вы получите ее обратно с известным размером.
Существует несколько «хобби» наборов чертежей для создания собственного оборудования для заточки режущих инструментов, начиная от довольно простых (планы Гая Лотарда «Инструмент Тинкер и точильный станок») до довольно сложных (инструмент Quorn и точильный станок, отливки можно приобрести в компании Martin Model) Поставлять).
Или купите пневматический шпиндель и установите специальный настольный шлифовальный станок для всего, что кажется вам лучшим набором украденных идей.
Заточные станки для инструментов и фрез довольно дешевы. Не столько все оборудование, которое потребуется, чтобы заставить его делать все, что оно может, плюс дополнительное время, которое вам придется потратить, чтобы узнать, как заставить его работать так, как вы ожидали, когда вы впервые получили его.
Джонодер
Алмаз
- #5
Вы можете шлифовать их вручную достаточно долго, чтобы добиться достаточно хороших результатов, но они все равно будут жалкими по сравнению с машинной шлифовкой.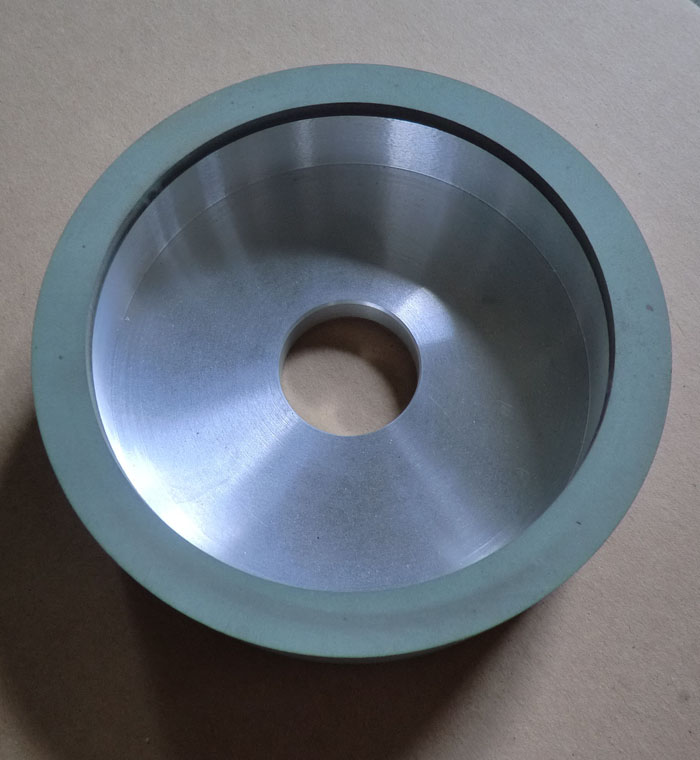
Вот один из способов делать такие вещи, но не часто. Не так уж много этих строго ручных установок валяется вокруг, а шлифовальный станок весом 6500 фунтов необычен для некоммерческого магазина.
Есть несколько необходимых вещей, как и во всем хорошем – точное вращение – точное индексирование – знание геометрии режущего инструмента. Обратите внимание на информацию 1908 года.
Конрад Хоффман
Титан
- #6
FWIW, я недавно получил одно из этих приспособлений для заточки концевых фрез на плоскошлифовальном станке.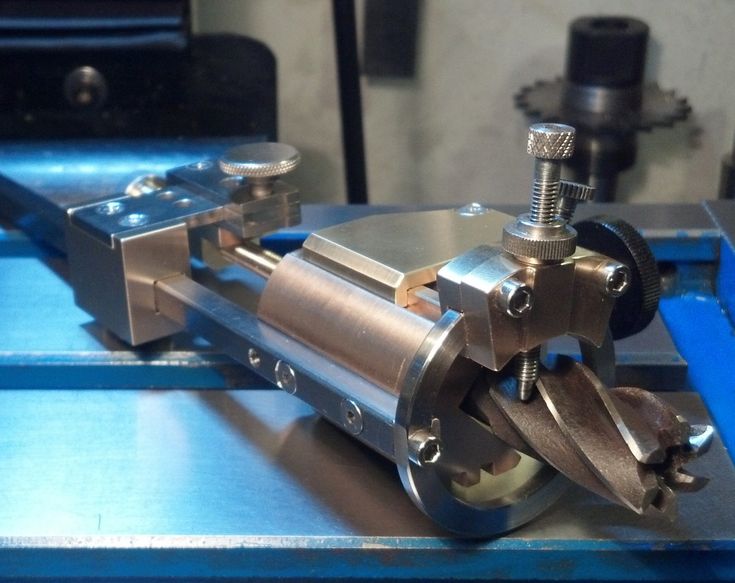 Он отлично справляется с нижней частью, но концевая фреза все равно будет ненужной, если канавки изношены, что обычно происходит ближе к концу. Таким образом, мой уровень успеха довольно низок. У меня еще нет воздушного шпинделя. Мой совет: также присмотритесь к приличным недорогим концевым фрезам из быстрорежущей стали. Вы сэкономите целое состояние во времени и деньгах в долгосрочной перспективе.
Он отлично справляется с нижней частью, но концевая фреза все равно будет ненужной, если канавки изношены, что обычно происходит ближе к концу. Таким образом, мой уровень успеха довольно низок. У меня еще нет воздушного шпинделя. Мой совет: также присмотритесь к приличным недорогим концевым фрезам из быстрорежущей стали. Вы сэкономите целое состояние во времени и деньгах в долгосрочной перспективе.
Строкерсикс
Чугун
- #7
По моему опыту, углы на концах концевых фрез страдают больше всего. Мне удалось немного укоротить их с помощью настольной шлифовальной машины, чтобы получить свежие углы на кончике. Еще проще сбить углы, чтобы получился скошенный конец, который все еще режет.
Еще проще сбить углы, чтобы получился скошенный конец, который все еще режет.
Не даст вам новую концевую фрезу, но продлит срок службы, особенно если вы выполняете грубую работу и не требуете наилучшей отделки.
Судя по вашему описанию, ваша коллекция может быть слишком разгромлена, чтобы использовать вышеперечисленное. Может пригодится в будущем.
тревж
Титан
- #8
строкерсикс сказал:
По моему опыту, хуже всего приходится углам на конце концевых фрез.
Не даст вам новую концевую фрезу, но продлит срок службы, особенно если вы выполняете грубую работу и не требуете наилучшей отделки.
Судя по вашему описанию, ваша коллекция может быть слишком заброшена, чтобы использовать вышеперечисленное. Может пригодится в будущем.
Нажмите, чтобы развернуть…
 Мне удалось немного укоротить их с помощью настольной шлифовальной машины, чтобы получить свежие углы на кончике. Еще проще сбить углы, чтобы получился скошенный конец, который все еще режет.
Мне удалось немного укоротить их с помощью настольной шлифовальной машины, чтобы получить свежие углы на кончике. Еще проще сбить углы, чтобы получился скошенный конец, который все еще режет.Лучшее открытие (всегда!) которое я сделал, это цельные твердосплавные концевые фрезы с радиусом на углах с завода.
В размерах меньше половины дюйма они были довольно дешевыми, учитывая, что они обычно ломались из-за плохой подачи, а не изнашивались при резке чего-либо из цветных металлов.
Радиус A 0,015 дюйма на углах очищал самую слабую часть резака, и если отпечаток не вызывал идеального квадрата в углу, я обращался к нему. Если отпечатку требовался радиус большего размера, каталог бы предоставил!
Если отпечатку требовался радиус большего размера, каталог бы предоставил!
ДМФ_ТомБ
Алмаз
- #9
все концевые фрезы с 2 канавками можно затачивать вручную, поэтому в основном только одна канавка режет, как однозубая мухоловка
.
, как за более чем 4 десятилетия механической обработки, и если у вас закончилась концевая фреза определенного размера, и вам действительно нужно использовать этот размер, я, может быть, несколько сотен раз вручную затачивал концевую фрезу с двумя канавками, чтобы она действовала как концевая фреза с одной канавкой. выполнить задание
.
уверен, что некоторые механики никогда не затачивают вручную. как некоторые удивлены тем, что спиральное сверло можно заточить вручную. Когда я был учеником, мне часто давали коробку с несколькими сотнями предметов для ручной заточки для практики. когда все было готово, мне дали еще одну коробку с сотнями предметов для заточки
как некоторые удивлены тем, что спиральное сверло можно заточить вручную. Когда я был учеником, мне часто давали коробку с несколькими сотнями предметов для ручной заточки для практики. когда все было готово, мне дали еще одну коробку с сотнями предметов для заточки
.
ручная заточка метчика наиболее сложна. обычно они никогда не бывают так хороши, как машинная заточка, но в крайнем случае они часто подходят для нескольких отверстий
Кен Хосфорд
Чугун
- #10
Будучи человеком с мечтами больше , чем бюджет , я стараюсь экономить деньги всеми возможными способами . Я использую только концевые фрезы, фреза не работает. Совершенно очевидно, что самый дешевый способ сделать паз с помощью инструмента — это просверлить заготовку сверлом, продвигающимся на 1 диаметр, едва тормозя его до соседних отверстий, а затем использовать концевую фрезу для чистовой обработки, если учесть высокие затраты на рабочую силу, это не так. много смысла .
Совершенно очевидно, что самый дешевый способ сделать паз с помощью инструмента — это просверлить заготовку сверлом, продвигающимся на 1 диаметр, едва тормозя его до соседних отверстий, а затем использовать концевую фрезу для чистовой обработки, если учесть высокие затраты на рабочую силу, это не так. много смысла .
Наборы китайских фрез довольно дешевы , купите несколько напаянных твердосплавных насадок , чтобы они подходили по размеру , наденьте зеленое колесо на настольный шлифовальный станок и научитесь затачивать фрезы . Это позволит вам получить потрясающую отделку и возможность закончить работу, а не застрять на тупом резаке.
Я считаю, что большие поверхности, обработанные маленькими концевыми фрезами, выглядят как вспаханное поле по сравнению с компакт-диском.
В алюминии и пластике Острые как бритва сверла из быстрорежущей стали лучше преформируют
Брюс Нельсон
Нержавеющая сталь
- #11
Вы можете сделать разумную заточку конца концевой фрезы вручную, если вы устойчивы и имеете хорошо заточенный шлифовальный круг из оксида алюминия средней зернистости с очень острыми углами 90 градусов. Острые углы необходимы для утончения полотна между двумя режущими кромками. Вам необходимо поднести концевую фрезу к шлифовальному кругу так, чтобы перемычка в центре концевой фрезы была слегка вогнутой, чтобы только кончики на внешней периферии могли соприкасаться с заготовкой.
литлероб1
Алмаз
- #12
Джейсон Муравски сказал:
Как заточить концевые фрезы без плоскошлифовального станка?
Нажмите, чтобы развернуть.
 ..
..Сначала вы научитесь использовать CAPS. Затем вы используете один из них;;
Спрууэлл
Горячекатаный
- №13
«Самый дешевый способ сделать паз с точки зрения инструментов — это высверлить заготовку сверлом, продвигающимся на 1 диаметр, с едва заметным торможением до соседних отверстий, а затем использовать концевую фрезу для чистовой обработки»
Извините, но это ужасный, утомительный и болезненный способ вырезать слот. Просто установите правильную скорость вращения, работайте на полную глубину и подавайте последовательно. Не тратьте время на кучу старых ржавых концевых фрез из быстрорежущей стали. Если только вы не хотите учиться и готовы инвестировать в надлежащие инструменты. В противном случае вы будете навсегда разочарованы плохой работой, потраченными впустую усилиями и кучей мусора, чтобы показать это.
Не тратьте время на кучу старых ржавых концевых фрез из быстрорежущей стали. Если только вы не хотите учиться и готовы инвестировать в надлежащие инструменты. В противном случае вы будете навсегда разочарованы плохой работой, потраченными впустую усилиями и кучей мусора, чтобы показать это.
Общие – Архив | Заточка концевых фрез | Практик Машинист
ММерфи
Алюминий
- #1
Подобрал несколько концевых фрез во время экспедиции по нырянию в мусорные контейнеры. К сожалению, большинство концевых фрез пришлось выбросить на свалку. Может быть, два или три можно было бы использовать как есть. Так или иначе, просматривая их, я решил попробовать свои силы в ручной заточке флейт, так как они все равно были в хламе. Сломанные флейты, крупная стружка и так далее.
Так или иначе, просматривая их, я решил попробовать свои силы в ручной заточке флейт, так как они все равно были в хламе. Сломанные флейты, крупная стружка и так далее.
Я попробовал один «метод», положив концевую фрезу на алмазный притир и протирая ее вперед и назад, вращая фрезу. Я сделал несколько ударов, а затем посмотрел на флейты с помощью магазина. стекла и отметил, что первоначальный угол был в основном стерт. Попробовал фрезу большим пальцем, она показалась острой, но не настоящей концевой фрезой.
Вопрос. Кто-нибудь думает, что мельница будет резать? До этих выходных у меня не будет возможности попробовать с ним порезаться.
Второй вопрос. Кто-нибудь слышал или изобрел способ заточки канавок концевой фрезы вручную с помощью какого-либо приспособления?
У меня есть приспособление, которое позволяет мне успешно затачивать конец концевой фрезы на плоскошлифовальном станке. Но ничего для флейт. Я надеюсь, что когда-нибудь найду подержанную шлифовальную машину и научусь правильно ею пользоваться. Трудно найти.
Трудно найти.
А пока пусть разгорится пламя!!
Спасибо
Майк
инструментщик Джим
Титан
- #2
Я когда-то знал парня, он уже умер, который держал концевую фрезу в одной руке, а ноготь большого пальца на другой руке служил опорой.
Верьте или нет, но он мог заставить его разрезать.
я грызу ногти, так что сам никогда не пробовал, но посмотреть было на что. ты же не хочешь, чтобы кто-то удивил тебя рукой так близко к рулю… Джим
ХуФлунгДунг
Алмаз
- #3
Майк,
Отметьте меня вместе с группой, которая думает, что он не будет резать
Внешние канавки должны иметь зазор (зазор), чтобы позволить режущей кромке войти в заготовку, без того, чтобы корпус инструмента немедленно поднимал режущую кромку вне связи с чипом. Нет облегчения, нет чипа.
Возможно, вы сможете использовать его для сварки алюминия с перемешиванием, хотя
металлмюнхр
Алмаз
- #4
Еще один голос здесь за “выглядит как концевая фреза, но не действует как концевая фреза”. Честно говоря, требуется МНОГО практики, чтобы действительно правильно выполнить процедуру заточки канавок на шлифовальном станке T&C с приспособлением с воздушным подшипником. Я знаю это, потому что я довольно много тренировался, но до сих пор использую то, что сам заземлил, только если это выходные или что-то в этом роде, и мне нужно что-то сейчас. Время от времени один из моих шлифовальных станков режет так же хорошо, как тот, который сделал кто-то, кто знает, что делает, но мои средние режут примерно как изношенная на 2/3 концевая фреза. Руками и глазами …. не шанс.
Честно говоря, требуется МНОГО практики, чтобы действительно правильно выполнить процедуру заточки канавок на шлифовальном станке T&C с приспособлением с воздушным подшипником. Я знаю это, потому что я довольно много тренировался, но до сих пор использую то, что сам заземлил, только если это выходные или что-то в этом роде, и мне нужно что-то сейчас. Время от времени один из моих шлифовальных станков режет так же хорошо, как тот, который сделал кто-то, кто знает, что делает, но мои средние режут примерно как изношенная на 2/3 концевая фреза. Руками и глазами …. не шанс.
орехи ржавые
Алюминий
- #5
В течение нескольких месяцев это все, что я делал. Вот фото того, что я заточил.
Вот фото того, что я заточил.
Я использовал Cuttermaster для обработки кромок флейты, и это было очень легко сделать на этой машине. Сначала вы вырезаете рельеф, изменяя угол на Cuttermaster, а затем шлифуете режущую кромку до 1/3 рельефа.
Самое сложное — это лицо. Вы должны сделать четыре операции, чтобы правильно отшлифовать лицо. Я сделал это на Цинциннати № 2 с двумя колесами. Одно плоское колесо специальной формы для вырезания рельефа переднего зазора и чашка для режущей кромки и ее рельефа. Обратите внимание, что режущая кромка на лицевой стороне совпадает с кромкой на канавке.
Следует помнить, что правильно обрезанная поверхность концевой фрезы не плоская, а вогнутая, поэтому кончики канавок касаются заготовки раньше ее центра при погружении в работу. Вы можете увидеть это, заметив, что режущая кромка на лице становится шире к центру.
Эта штука режет металл как масло!
Кстати, я серьезно сомневаюсь, что кто-то сможет сделать это вручную.
Карла
Нержавеющая сталь
- #6
гайки заржавели, красивая концевая фреза….продолжайте в том же духе….. : )
Если позволите, я хотел бы добавить небольшое замечание по поводу концевых фрез.
Если допустимое время работы позволяет это сделать, стоит вручную заточить небольшой радиус на режущих углах инструмента.
Один старый слесарь показал мне это много лет назад…..на самом деле это довольно быстро и просто, с подходящим маленьким ручным точилом, хорошим освещением и хорошим стеклом…в идеале, старомодный угловой инструмент Лампа инспекторов с увеличительным стеклом в центре и круглая люминесцентная лампа вокруг нее… но подойдет и любое хорошее освещение и увеличение…
Наличие небольшого радиуса режущих углов фрезы означает, что фреза будет выполнять значительно больше работы по резке до того, как углы сломаются. ….и…..в любой работе, которая становится нагруженной частью в эксплуатации гораздо менее вероятно, что трещина под напряжением начнется с закругленного угла, по сравнению с острым углом.
….и…..в любой работе, которая становится нагруженной частью в эксплуатации гораздо менее вероятно, что трещина под напряжением начнется с закругленного угла, по сравнению с острым углом.
В таких случаях было бы неплохо использовать настолько большой радиус, насколько позволяют обстоятельства, даже если это означает, что придется потратить немного больше времени на ручную заточку фрезы.
Примером этого может быть сильно нагруженный вал со шпоночными пазами на концевых фрезах… наличие большого радиуса в разрезе шпоночного посадочного гнезда и подгонка шпонки для соответствия — это дешевый и простой способ «перестраховаться», чтобы несколько снизить вероятность возникновения усталостной трещины в посадочном месте.
(или, по крайней мере, показать клиенту эту маленькую деталь и объяснить ему, что вы тратите время на то, чтобы сделать это с учетом его интересов, — это полезная практика хороших отношений с клиентами… .тем не менее, посмотрите на вал, который вышел из строя в области шпоночного гнезда, и посмотрите, где началась трещина. .. она началась в остром углу шпоночного гнезда, не так ли?)
.. она началась в остром углу шпоночного гнезда, не так ли?)
ура
Карла
рандик
Нержавеющая сталь
- #7
Ближайшая мастерская по заточке инструментов находится не менее чем в трех часах отсюда, поэтому иногда я подкрашиваю концевые фрезы вручную. Однако никто не должен беспокоиться о том, что мои усилия будут конкурировать с их бизнесом по заточке.
Я никогда не пытался затачивать диаметры канавок, я ограничиваюсь обтачиванием переднего края канавок, нижних поверхностей и (как упомянула Карла), обычно добавляю небольшой радиус на углах.
Радиус полезен с точки зрения производительности и потому, что, осторожно потирая углы, я могу быстро определить, является ли резец одним из моих переточенных (и я использую этот термин вольно) усилий.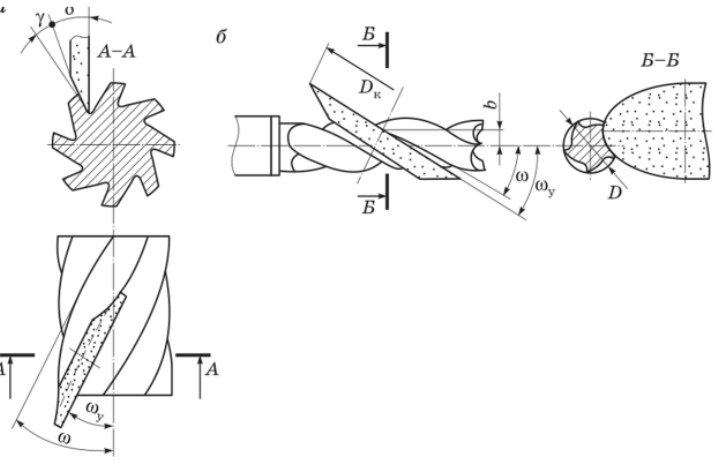
привет113
Чугун
- #8
у моего друга есть точилка для концевых фрез Darex
, работает очень хорошо, но вы бы потеряли свою задницу, чтобы сделать это в производственных масштабах, но мы с ним сэкономили много денег, отправившись на свалку и купив старый карбид. концевые фрезы 5$ за фунт
у нас работает
металлмюнхр
Алмаз
- #9
На самом деле, вы будете удивлены, узнав, сколько денег вы можете заработать на одном из этих шлифовальных станков Darex, ЕСЛИ вы будете затачивать тупые концевые фрезы, а не пытаться спасти сломанные. В этом районе есть парень, который вышел на пенсию из одной из мастерских автопроизводителей. У него в гараже есть Darex, и он использует его, чтобы выполнять ровно столько работы, сколько необходимо для увеличения его пенсионного дохода. Я видел, как он затачивает на нем концевые фрезы из твердого сплава и быстрорежущей стали, и хотя цена, которую он берет, кажется очень дешевой, я предполагаю, что он может легко заработать на нем больше, чем 50 долларов в час. Неплохо для машины, которая обошлась ему примерно в 5 тысяч долларов, включая радиусную насадку и другие аксессуары. Он шлифует для магазинов, заранее понимая, что он примет решение о том, стоит ли шлифовать фрезу или нет. Он говорит, что обнаружил, что это делает людей намного счастливее, чем попытки спасти все, что попадает в дверь, и в итоге приходится брать 30 долларов, чтобы воскресить какой-нибудь резак, который можно было купить новым за 40 долларов. Если вы посмотрите, насколько выросли затраты на оплату труда по сравнению со стоимостью концевых фрез за последние 3 десятилетия или около того, то увидите, что существует много вещей, которые просто не стоит точить сегодня, тогда как в прошлом тот же самый инструмент определенно был бы переточен.
Если вы посмотрите, насколько выросли затраты на оплату труда по сравнению со стоимостью концевых фрез за последние 3 десятилетия или около того, то увидите, что существует много вещей, которые просто не стоит точить сегодня, тогда как в прошлом тот же самый инструмент определенно был бы переточен.
орехи ржавые
Алюминий
- #10
Полностью согласен. Гораздо проще просто заточить концевую фрезу. Если они действительно испорчены, иногда вам приходится шлифовать лицо и начинать все сначала. Это не стоит вашего времени. Мы пошли на эти длины на больших концевых фрезах диаметром 3-4 дюйма, потому что их замена стоит дорого.
джфсмит
Гость
- #11
Я чистил свои концевые фрезы алмазными хонинговальными инструментами, чтобы они оставались острыми. Время от времени я получаю несколько фунтов за заточенные концевые фрезы, но они не соответствуют техническим требованиям. В какой спецификации я не уверен, но у меня они работают нормально.
Джерри
джфсмит
Гость
- #12
Кто-нибудь пробовал точилку для концевых фрез, которую продает Kitt Industries?
Джерри
ММерфи
Алюминий
- №13
Полезная информация. Спасибо.
Джерри Смит… У вас есть ссылка или каталог точилки Kitt Industries? Искал по названию, результатов нет.
Рекомендации по бывшей в употреблении шлифовальной машине?
Как новичок, я могу позволить себе тратить больше времени на заточку, и мне не нужно, чтобы резак прослужил так же долго, как людям, которые занимаются производством. Когда я выйду на пенсию, у меня будет больше времени, чем денег, поэтому я хотел бы иметь возможность резать их немного дольше, прежде чем мне придется их заменить.
Когда я выйду на пенсию, у меня будет больше времени, чем денег, поэтому я хотел бы иметь возможность резать их немного дольше, прежде чем мне придется их заменить.
Имеющееся у меня приспособление для заточки концевых фрез на плоскошлифовальном станке позволяет подправить первичный и вторичный задние углы. Это также допускает легкую вогнутую форму. Однако он не поддерживает прорезь и ограничивается более или менее стандартной конструкцией концевой фрезы. Большую часть времени кажется, что это работает.
Я приобрел импортное приспособление, продаваемое большинством поставщиков инструментов, для заточки канавок на концевых фрезах с помощью плоскошлифовального станка. Большая ошибка. Шпиндели, с которыми он поставляется, поддерживаются двумя наборами из трех карбидных шариков на концах регулировочных винтов. Центрирование шпинделя занимает вечность. Шпиндели мягкие, поэтому легко царапаются. Теперь я должен попытаться выяснить, что еще я могу сделать с этим @##$#@. Живи и учись, наверное.