Заточка концевых фрез – углы заточки и режимы резания при фрезеровании концевыми фрезами по металлу
Твердость.
Зачастую при обработке дерева или пластика встает вопрос: если твердость фрезы значительно выше, чем материал детали, то зачем затачивать концевую фрезу, она по идее не должна затупиться. Однако, в быту мы не задумываемся о том, почему столовый нож нужно затачивать после резки очень мягких продуктов, таких как хлеб или колбаса. Заточка происходит довольно часто, порой несколько раз в месяц. А сколько раз Вы затачиваете нож? При этом всем давно известно, что острый нож будет резать, а тупой нож – крошить и давить. Тоже самое касается концевых фрез.
Какие материалы имеют твердость, достаточную для изготовления фрез? Например, сталь углеродистая или быстрорежущая, поскольку твёрдость у них примерно одинаковая (62-65 HRC у углеродистой, 62-67HRC у быстрорежущей). Твердый сплав тоже подойдет, ведь у твердого сплава твердость еще выше.
Но кроме твердости есть еще несколько характеристик, которые ограничивают использование некоторых материалов. Например, концевые фрезы из углеродистой стали не делают. Было обнаружено, что при температуре более 170 градусов начинается отпуск стали. При этом твердость стремительно падает. У быстрорежущей стали критическая температура начинается с 490-540 градусов, у твёрдого сплава с более 900-920 градусов. Поэтому твердосплавные концевые фрезы имеют более высокую стойкость. В науке это явление называются “Красностойкостью”.
Например, концевые фрезы из углеродистой стали не делают. Было обнаружено, что при температуре более 170 градусов начинается отпуск стали. При этом твердость стремительно падает. У быстрорежущей стали критическая температура начинается с 490-540 градусов, у твёрдого сплава с более 900-920 градусов. Поэтому твердосплавные концевые фрезы имеют более высокую стойкость. В науке это явление называются “Красностойкостью”.
Заточка.
Самый острый инструмент имеет минимально возможный угол заточки. Однако при этом снижается прочность инструмента. Как говорится, “бритва остра, да мечу не сестра.” Как только режущая кромка у инструмента подсела, пятно контакта становится больше, резко увеличивается температура в рабочей зоне, износ инструмента происходит ещё быстрее, температура повышается ещё больше. На практике, при обработке различных материалов (при фрезеровании дерева, даже твёрдых пород, пластика) стараются, по возможности, правильно подобрать углы заточки концевой фрезы.
Технология.

Наиболее заметных результатов можно добиться при правильном выборе технологии обработки детали. При этом:
- Сокращается общее время обработки детали.
- Улучшается шероховатость поверхности.
- Продлевается срок жизни фрезы.
- Снижается нагрузка на оборудование (направляющие, ШВП, шпиндель) и, как следствие, срок его службы.
Режимы резания.
Мы рекомендуем выбирать режимы резания исходя из следующих соображений:
А. При черновой обработке концевой фрезой:
- Выбирайте максимально возможный диаметр концевой фрезы, определяемой мощностью шпинделя и жесткостью станка.
- Выбирайте режимы резания, помня о механической прочности инструмента. Завышенные режимы могут привести к поломке инструмента режущего инструмента.
- Правильно выбирайте конфигурацию концевой фрезы. Помните, что канавка зуба фрезы должна быть больше, чем слой снимаемого материала. Стружка должна поместиться в канавке и свободно эвакуироваться из зоны резания.

- Если Вы обрабатываете хрупкий материал (пластик, дерево: дуб, бук, липу, березу и т.д.), то помните о том, что завышенные режимы резания могут привести к сколам или даже полной поломке заготовки.
- Кроме того, обращаем Ваше внимание, что режимы резания определяются качеством зажима детали на столе станка и фрезы в патроне станка, то есть связкой “Станок-стол-оснастка-деталь-фреза-патрон-станок”. Плохой зажим приведет к вибрациям системы и выходу фрезы из строя раньше времени, браку или несчастному случаю (См. статью Проблемы при фрезеровании концевым инструментом и их устранение).
Б. При чистовой обработке концевой фрезой:
- Используйте качественные заточенные фрезы для получения лучшей шероховатости поверхности.
- Для получения требуемой точности обработки детали обратите внимание на допуски диаметра используемых фрез.
- Помните и о жесткости системы “Станок-стол-оснастка-деталь-фреза-патрон-станок”. Недостаточная жесткость системы может привести к отжиму фрезы и детали.
- Мы советуем делать пробные проходы, по результатам которых необходимо делать поправки в режимах резания. Шаг проходов выбирается минимальным, при этом надо помнить, что чем меньше шаг прохода, тем больше время обработки.

Заключение.
Резюмируя вышесказанное, мы рекомендуем использовать концевую фрезу максимально возможного диаметра. При больших перепадах рельефа, используйте концевые фрезы с небольшими радиусами. Если перепады рельефа очень большие, то выбирайте сферические фрезы с полным радиусом и небольшим диаметром. Шаг проходов от 0,5 до 0,8 от диаметра фрезы. Глубина фрезерования максимально возможная с учетом ограничений на жесткость, припуск на чистовую обработку минимальный. Фрезерование попутное.
Конические фрезы при черновой обработке рекомендуем использовать только в крайних случаях, если нет возможности фрезеровать по-другому.
Вернуться к списку
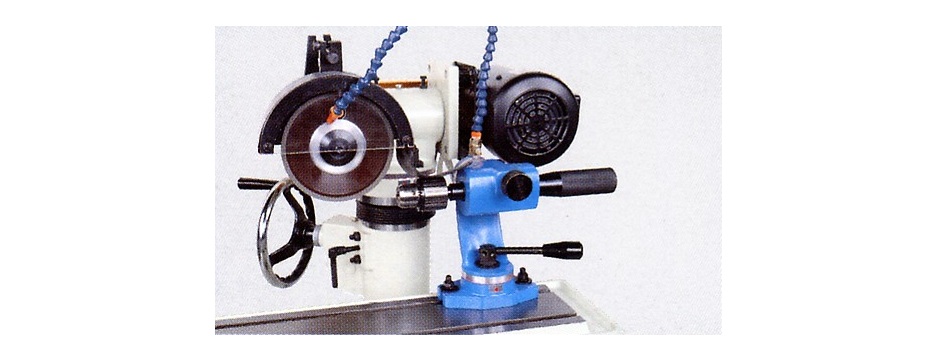
Заточной станок Metaltool X5 для заточки концевых фрез
Наша компания заботится о том, чтобы товар был доставлен адресату в целости и в строго установленные строки. Мы работаем с такими транспортными компаниями как: Деловые Линии, ЖелДорЭкспедиция, Автотрейдинг, СДЕК, ПЭК, Мас-Хэндлинг и другие. Доставка осуществляется в любые города и регионы РФ: Ростов-на-Дону, Омск, Ярославль, Тамбов, Самара, Астрахань, Нижний Новгород, Екатеринбург, Барнаул, Белгород, Пенза, Волгоград, Иркутск, Сочи, Казань, Новосибирск, Кемерово, Ставрополь, Киров, Краснодар, Красноярск, Чита, Курск, Москва, Мурманск, Набережные Челны, Новокузнецк, Норильск, Пенза, Рязань, Саранск, Таганрог, Тверь, Пермь, Томск, Ульяновск, Саратов, Уфа, Челябинск, Якутск, Псков.
Производитель: Хайтек Инструмент (Россия)
Станок затачивает концевые фрезы диаметром от 13 мм до 30 мм, время заточки одной фрезы – 2-3 минуты, количеством зубьев 2, 3, 4 и 6. Обучение работе на станке занимает не более 7 минут.
Обучение работе на станке занимает не более 7 минут.
- Технические характеристики
- Комплектация
| Угол заточки | 0º – 5º |
| Диаметры затачиваемых фрез | 13-30мм |
| Мощность | 220V/180W |
| Скорость вращения | 4000 обор/мин. |
| Заточной алмазный диск | CNB,SDC |
| Габаритные размеры | 380х265х290 мм |
| Набор цанг | 12, 14, 16, 18, 20, 22, 24, 26, 28,30 |
| Вес | 19 кг |
- Коробка.
- Станок заточной.
- Набор оправок от 4 до 14 мм.
- Диск алмазный заточной – 1шт
- Ключи шестигранные 2,3,4 мм -1 комплект.
- Инструкция.
- Гарантийный талон.

- Станок для заточки метчиков Y6B Станок для заточки метчиков Y6B мощностью 220 В, углом заточки 5-30° и 5300 оборотами двигателя в минуту позволяет затачивать метчики диаметрами от 5 до 18 мм.
- Заточной станок MR13D Данный станок идеально подходит для заточки спиральных сверл с правой спиралью и двумя стружкоотводящими канавками.
- Заточной станок MR26D
Станок идеально подходит для заточки спиральных сверл с правой спиралью и двумя стружкоотводящими канавками диаметром от 12 мм до 26 мм.
- Универсальный заточной станок MR600 Станок предназначен для заточки инструмента из быстрорежущей стали, твердого сплава, других материалов.
- Станок для заточки концевых фрез X313 Легкий и удобный в использовании заточной станок для концевых фрез.

Advanced Endmill Sharpener / Tool Grinder — Journeyman Tower
Специальное предложение на конец года — скидка более 700 долларов США — бесплатная доставка и комплект шлифовальных кругов PS-1
Действительно до 15 января 2023 г.
Показано с CM-DRO Digital Считывание, не включено
- Заточка концевых фрез (шлифовка концов, канавок, насечек и угловых радиусов (бычий и сферический концы)
- Заточить и заточить ступенчатые сверла
- Зенкеры для заточки
- Метчики и развертки для заточки
- Отрезной карбид и быстрорежущая сталь
- Уменьшение диаметра шейки/хвостовика
- Отшлифовать установочные винты Weldon
Устройство для заточки концевых фрез JXT Cuttermaster Professional Journeyman — лучшее из старого и нового. Современный бесшумный, но мощный привод постоянного тока на надежной раме CUTTERMASTER совместим со всеми устаревшими аксессуарами CUTTERMASTER. JXT производится в Канаде, включая новый пневматический шпиндель со сменной втулкой.
Современный бесшумный, но мощный привод постоянного тока на надежной раме CUTTERMASTER совместим со всеми устаревшими аксессуарами CUTTERMASTER. JXT производится в Канаде, включая новый пневматический шпиндель со сменной втулкой.
Запатентованная многоосевая башня, переработанная с одним колесом, приводимым в действие приводом постоянного тока мощностью 300 Вт, дополняет базовую компоновку CUTTERMASTER и дает вам все необходимое для шлифовки центрирующих режущих кромок, канавок, радиальных концов, сферических концов, ступенчатых сверл, зенкеров, разверток и более. Регулятор скорости с компенсацией крутящего момента исключает пригорание инструмента (и вы можете слышать процесс заточки)
Мы рекомендуем шлифовальные круги со смолой CBN (для инструментов из быстрорежущей стали) и алмазные (для карбида) чашки для модернизации системы заточки. Хорошим началом являются наши пакеты поддержки производства
Пакеты поддержки производства
Добавить в список желанийСравните
Пакет поддержки производства для концов концевых фрез, канавок и радиусов, CM-PS1
4 дюйма, 5 дюймов, традиционная чашка / блюдо 575 долларов США (долларов США)
Выберите параметры Добавить в список желанийСравните
Комплект Easy Ends (PS3) Концевые фрезы Cuttermaster или Journeyman JXT
4″, 5″, 6″ Машинист / Специальность 498 долларов – 613 долларов (долл. США)
США)
Сравните
Пакет поддержки производства для зенкеров, ступенчатых сверл и метчиков
4″, 5″, 6″ Машинист / Специальность 555 долларов – 595 долларов (долл. США)
Выберите параметрыОбщие аксессуары
Добавить в список желанийСравните
1/8″ – 1/2″ Заточной станок EC-313
Шлифовальные станки для сверления $ 684 (долларов США)
Выберите параметры Добавить в список желанийСравните
Хвостовик, плоское и отрезное приспособление
Отрезка карбида 646 долларов США (долларов США)
+ Добавить в корзину Добавить в список желанийСравните
Набор кулачков для заточки зенкеров / ступенчатых сверл
Зенковки 325 долларов – 445 долларов (долл. США)
Выберите параметры Добавить в список желанийСравните
Приспособление для углового радиуса, шлифовки для уменьшения шейки, инструментальная отсечка, концевая фреза со сферическим концом.

Отрезка карбида 1435 долларов США (долларов США)
+ Добавить в корзину Добавить в список желанийСравните
Шпиндель мотораЭР32 для заточки хвостовика, уменьшения хвостовика/отрезка
Отрезка карбида 1485 долларов США (долларов США)
+ Добавить в корзину Добавить в список желанийСравните
Основание корпуса точильного станка с фильтрующим вентилятором
Шкафы и фильтрующее оборудование 845 долларов США (долларов США)
+ Добавить в корзинуJXT Презентация
JXT Операции
- Шлифовка концов и канавок (первичная и вторичная шлифовка) диаметром от 1/8″ до 2″
- Шлифовка угловых радиусов: выпуклая и сферическая, первичная и вторичная шлифовки
- Уменьшите диаметр шейки ваших инструментов
- Отрежьте свои инструменты
- Отшлифуйте плоские поверхности Perfect Weldon в ваших инструментах (отшлифуйте установочный винт на твердосплавном хвостовике концевой фрезы)
- Конец прорезать ваши инструменты
- Отшлифовать кольцевые фрезы
- Цилиндрические шлифовальные круги
- Зенкеры, ступенчатые сверла, дробилки, чистовые и развертки
Доставка
При онлайн-заказах в Канаду и США мы разделяем доставку вместе с вами. Включая таможенные сборы и пошлины, эта кофемолка поставляется по фиксированной ставке 200 долларов США (время доставки 5-7 рабочих дней).
Включая таможенные сборы и пошлины, эта кофемолка поставляется по фиксированной ставке 200 долларов США (время доставки 5-7 рабочих дней).
Листовки
[pdf-embedder url=”https://cuttermasters.com/wp-content/uploads/2020/04/CM-DRO-Digital-Read-Out-for-CUTTERMASTER.pdf” title=”CM -DRO Digital Read Out для CUTTERMASTER”]
[pdf-embedder url=”https://cuttermasters.com/wp-content/uploads/2021/01/CM-PS1-and-CM-PS2-CUTTERMASTER-Professional-Production-Support-Packages-PS1-and -PS2.pdf” title=”CM-PS1 и CM-PS2 CUTTERMASTER Professional Production Support Packages PS1 и PS2″]
Технические характеристики
| Ход воздушного подшипника | от 6,5 до 10,5 дюймов (266,7 мм) |
| Качание подшипника воздуха над таблицей | 9,8″ (248,92) |
| Вместимость режущего инструмента | Хвостовик 2″, наружный диаметр 9,8″. |
| Длина канавки | 6,5 дюйма до 10,5 дюйма |
| Размер Т-образного паза | 0,8″ (20,32 мм) x 0,5″ (12,7 мм) x 0,67″ (17,018 мм) |
| Градации подачи стола | 0,001″ (0,02 мм) |
| Перемещение стола по оси X | 6 дюймов (152,4 мм) |
| Перемещение стола по оси Y | 3″ (76,2 мм) + направляющие вперед и назад 6″ (152,4 мм) |
| Рабочее пространство стола по оси X | 16,5″ (419,1 мм) x 5,5″ (139,7 мм) |
| Стол по оси Y Рабочее пространство | 13″ (330,2) x 5,5″ (139,7) |
| Башня оси Z | 5-дюймовый ходовой узел ласточкиного хвоста |
| Мотор наклона | +90° -8° |
| Крепление двигателя и колеса | 130 В пост. тока, 400 Вт PM, коллекторная коммутация, концентратор 1-1/4 тока, 400 Вт PM, коллекторная коммутация, концентратор 1-1/4 |
| Вес нетто | 180 фунтов (82 кг) |
| Вес брутто | 232 фунта (106 кг) |
| Размеры машины без учета ручек | 21″ x 20″ x 21″ |
| Транспортировочные размеры | 30″ x 28″ x 29″, 200 фунтов |
Заточной станок для концевых фрез – Аэрокосмическое производство и проектирование
производственная группа | 11 сентября 2015 г.
Ашленд, Орегон – Станок для заточки концевых фрез E-90 быстро и легко затачивает широкий спектр концевых фрез. Замените концевые фрезы диаметром до 1 дюйма и длиной канавки 6 дюймов и легко затачивайте концевые фрезы с длинными канавками. Удобная рукоятка позволяет точно управлять шпинделем с пневматическим подшипником, и вы можете тянуть и вращать шпиндель по всей длине концевой фрезы без необходимости менять положение руки. Острая концевая фреза обеспечивает максимальную скорость обработки, а также выделяет меньше тепла в процессе. Будет создано меньше заусенцев, что сократит время, необходимое для чистовой обработки.
Острая концевая фреза обеспечивает максимальную скорость обработки, а также выделяет меньше тепла в процессе. Будет создано меньше заусенцев, что сократит время, необходимое для чистовой обработки.
Независимо от того, занимается ли ваша мастерская высокотехнологичным массовым производством или творческим изготовлением по индивидуальному заказу, точилка Darex поможет снизить затраты на инструменты и обеспечить бесперебойное выполнение тяжелых работ. Разнообразная линейка станков разработана с учетом потребностей инструментальных мастерских и механических мастерских — от ручных точилок для сверл до полностью автоматических станков с ЧПУ.
Основанная в Бичере, штат Иллинойс, компания Darex с буквами D, A и R является инициалами трех поколений семьи Бернард; Дэвид, Артур и Ричард Бернард. Дэвид и его отец Ричард основали Darex в 1973. Дедушка Артур Бернард, который ранее основал Bernard Welding Co., вложил свою энергию и руководство в Darex.