Расточные резцы и их установка
Расточные инструменты
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) – резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть .
Рис. 118. Расточные резцы, оснащенные пластинками : а – проходной для обработки сквозных отверстий, б и в – упорно-проходной для обработки глухих отверстий
Сложность операции
Растачивание – операция более сложная, чем наружное , так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания – сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.
Рис. 119. резцом
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части.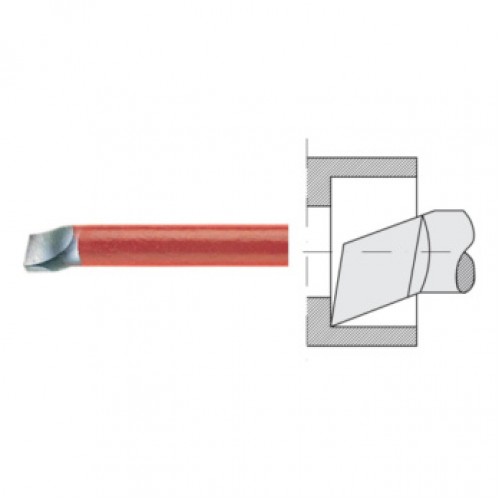 Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
Рис. 120. Расточный резец, оснащенный пластинкой , конструкции В. К. Семинского
Чтобы повысить , токарь-новатор В. Лакур предложил новую конструкцию расточного (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение виброустойчивости и, как следствие, дает возможность работать на больших скоростях резания и достигать улучшения чистоты обработанной поверхности.
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр или другим и убедившись в правильности размера, растачивают отверстие на остальную длину. Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании.
Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
При чистовом растачивании режущую кромку нужно располагать выше примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
Похожие материалы
Виды токарных резцов: конструкция, особенности, размеры, заточка
Содержание
- Конструкция токарного резца
- Геометрия резца
- Классификация резцов для токарной обработки
- Прямые проходные
- Отогнутые проходные
- Упорные проходные
- Отогнутые подрезные
- Отрезные
- Резьбонарезные для внешней резьбы
- Резьбонарезные для внутренней резьбы
- Расточные для глухих отверстий
- Расточные для сквозных отверстий
- Сборные
- Правила заточки резцов по металлу для токарного станка
Чтобы обрабатывать детали на токарном станке, необходимо правильно выбирать оснастку. Существуют разные виды токарных резцов, которыми мастер снимает слой материала с вращающейся заготовки. Зависимо от вида используемого инструмента выполняются разные операции относительно обрабатываемой поверхности.
Зависимо от вида используемого инструмента выполняются разные операции относительно обрабатываемой поверхности.
Конструкция токарного резца
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
- Стержня. Второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
- Рабочей части. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей:
Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей:
- Режущая часть.
- Вершина.
- Плоскость с тыльной стороны.
- Плоскость, расположенная на лицевой части.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления.
 Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали. - Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых сплавов, металлов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
 Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Классификация резцовПрямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Расточные токарные резцыСборные
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
- Заключительный этап — доводка угла до нужного положения.

Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением.
- Покрывая затачиваемую поверхность химическими средствами.
- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
- Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
- При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
- Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.

Общий | Заточка напаянных твердосплавных расточных оправок? | Практик-механик
Джейсон Паткинс
Горячекатаный
- #1
Я знаю, что в большинстве уголков мира никому не стоит тратить время на ремонт китайской твердосплавной расточной оправки, но у меня немного по-другому. Итак, у меня есть зеленый круг и плоскошлифовальная машина – можно ли из этого точить урон?
Я хорошенько его прожевал, пытаясь очистить отверстие сменной ножницы (оригинальную литую педаль переваривали так много раз, что от нее почти ничего не осталось). Новая деталь представляет собой семь слоев 3/8-дюймовой пластины, сваренных вместе, и к тому же она прорезала азотированную кромку. Вероятно, было бы дешевле испортить вставку, но у меня не было индексируемой расточной оправки справа. длина.
Итак, можно ли это подправить? Если да, то должен ли я шлифовать высоту от широкой стороны? Я предполагаю, что я не хочу касаться ни переднего, ни бокового края, потому что это может укоротить достаточное количество карбида, чтобы сам стержень терся до того, как карбид соприкоснется?
У меня мало опыта работы с твердосплавными напайками.
Большое спасибо!
– Джейсон
КарбайдБоб
Алмаз
- #2
ДжейсонПаткинс сказал:
Я знаю, что в большинстве уголков мира никому не стоит тратить время на ремонт китайской твердосплавной расточной оправки, но у меня немного по-другому. …
Нажмите, чтобы развернуть…
Ерунда, я делаю это все время, и я мог бы легко сделать новый.
Стружка глубокая, почти до такой степени, что можно сбить наконечник и припаять новый.
Приобретите алмазное лицевое колесо из смолы по низкой цене.
Снимите часть спереди, часть сбоку. Еще немного спереди, еще немного сбоку…
Вам придется резать сталь и паять с помощью алмазного круга. Это будет работать нормально, но вам нужно приклеить колесо, чтобы оно оставалось открытым.
В последнюю очередь шлифуйте верхнюю поверхность.
Т-образная канавка на оригинальном инструменте предохранила бы его от сколов, но ручное шлифование на расточной оправке — это искусство, когда вы отбрасываете несколько штук во время обучения.
рандик
Нержавеющая сталь
- #3
Я определенно согласен с алмазным кругом, но если у вас его нет и вам нужно его быстро заточить, я делал это так: сначала отшлифуйте опорную сталь до нужной степени с помощью оксида алюминия. колесо. Используйте зеленое колесо, чтобы придать форму фрезе, а затем точно отрегулируйте режущую кромку с помощью небольшого алмазного напильника (в настоящее время эти вещи очень дешевы).
колесо. Используйте зеленое колесо, чтобы придать форму фрезе, а затем точно отрегулируйте режущую кромку с помощью небольшого алмазного напильника (в настоящее время эти вещи очень дешевы).
джанванрут
Титан
- #4
люди, кажется, забыли, где вы находитесь
я полагаю, у вас нет алмазного круга, и вы не можете получить его
, поэтому зеленый (карбид кремния) круг придется делать.
и так можно, ничего страшного в том что
придется стачивать переднюю и боковую а так же верхнюю
шлифовка меньше материала будет шлифовать переднюю и боковую стороны в основном я ожидаю
при шлифовке боковой и передней части убедитесь, что вы сохраняете рельеф, так что отшлифуйте также немного стали сбоку/спереди
довольно легко припаять твердосплавную вставку к оправку, таким образом изготовив собственную расточной оправку
алонзо83
Нержавеющая сталь
- #5
Я не вижу проблемы в том, чтобы отшлифовать его обратно.
У меня есть некоторые, у которых мне пришлось удалить большую часть стали с нижней стороны, чтобы предотвратить трение. они до сих пор хорошо работают.
кг
Чугун
- #6
Да, вы можете заточить это – более того, учитывая ваше местоположение и, возможно, отсутствие доступа к специальному кругу – просто приложите края этой расточной оправки к кругу из оксида алюминия (или зеленому кругу из карбида кремния) – я регулярно точу сломанный Т-карбид со стоковыми (оксид алюминия – серый) кругами на дешевых шлифовальных машинах – у меня работает независимо от всего, что я читал, что я не могу сделать такое, и вы чистите свой круг в качестве бонуса. Я не шлифую верхнюю поверхность. Я исправил (отшлифовал до края) намного хуже, чем у вас, просто «стандартным» «дешевым» шлифовальным кругом, который поставлялся с дешевой шлифовальной машиной ryobi или HF. Круг должен быть хорошо сбалансированным и правильным – любая вибрация вызывает мельчайшие хлопья оторваться от кромки из карбида вольфрама, что делает практически невозможным получение остроты, если колесо не «настоящее».0034 Редактировать. Должен добавить, что для заточки карбида на оксиде алюминия нужно действовать очень медленно и осторожно..
Я не шлифую верхнюю поверхность. Я исправил (отшлифовал до края) намного хуже, чем у вас, просто «стандартным» «дешевым» шлифовальным кругом, который поставлялся с дешевой шлифовальной машиной ryobi или HF. Круг должен быть хорошо сбалансированным и правильным – любая вибрация вызывает мельчайшие хлопья оторваться от кромки из карбида вольфрама, что делает практически невозможным получение остроты, если колесо не «настоящее».0034 Редактировать. Должен добавить, что для заточки карбида на оксиде алюминия нужно действовать очень медленно и осторожно..
Последнее редактирование:
АлДрейк
Алюминий
- #7
Я делаю их с нуля из старых вкладышей, которые хранились годами.
Заточка — это самое простое.
Мтндью
Алмаз
- #8
Я исправил хуже.
максмартнл
Чугун
- #9
Привет,
FWIW, не выбрасывайте изношенные сверла по бетону с твердосплавными наконечниками, их можно использовать в качестве режущих частей для ваших «тяжелых» фрез, расточных оправок, фрез и т. д….
д….
С уважением,
Макс
диан
Титан
- #10
возьмите пару таких:
Зернистость 600 с алмазным покрытием 6 дюймов, плоский притирочный круг, лапидарный полировальный диск | eBay
они работают просто отлично:
Большая Б
Алмаз
- #11
При необходимости вы также можете нагреть кончик расточной оправки и немного выдвинуть твердосплавный инструмент. Сделав это, я получил много дополнительной жизни от расточных стержней.
Сделав это, я получил много дополнительной жизни от расточных стержней.
Большой Б
Заточка расточных станков — Leuco Tool Corporation
Вы не найдете лучшего сервиса по заточке расточных станков в своем районе, чем Leuco. Высшее качество. Быстрый оборот. Звоните сегодня!Поддерживайте рентабельность и производительность на высоком уровне – с помощью профессиональной заточки инструментов
Когда речь идет о расточных станках, абсолютно необходимо, чтобы эти инструменты всегда содержались в идеальном состоянии. Именно здесь на помощь приходят профессиональные услуги по заточке расточных инструментов. Выбирая надежную компанию по заточке инструментов рядом с вами, вы можете быть уверены, что ваши расточные инструменты всегда будут профессионально обслуживаться и поддерживаться в отличном состоянии. Нужны ли вам расточные стержни, расточные насадки или любой другой расточный станок, заточенный и обслуживаемый, правильный профессиональный инструмент для заточки инструментов позаботится обо всем за вас.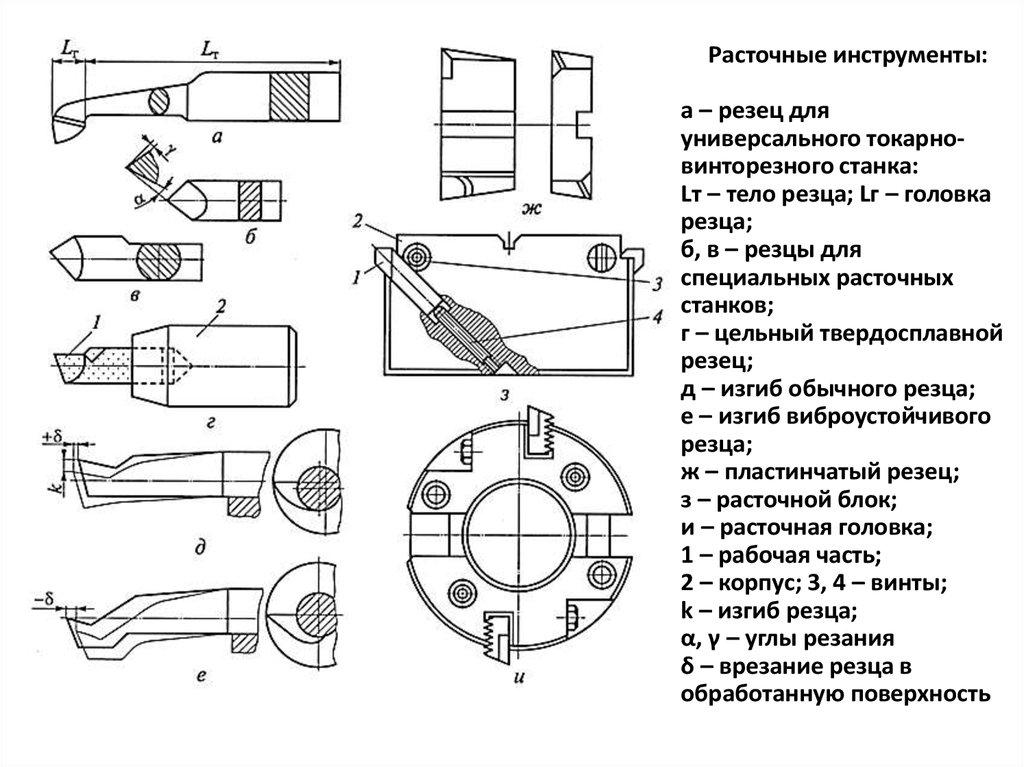 Обладая многолетним опытом в сфере услуг по заточке расточных станков, правильный сервис по заточке расточных станков будет укомплектован командой экспертов, обладающих опытом и знаниями, необходимыми для выполнения работы, соответствующей вашим потребностям в заточке.
Обладая многолетним опытом в сфере услуг по заточке расточных станков, правильный сервис по заточке расточных станков будет укомплектован командой экспертов, обладающих опытом и знаниями, необходимыми для выполнения работы, соответствующей вашим потребностям в заточке.
Leuco предлагает лучшие в отрасли услуги по заточке расточных станков
Мы предлагаем комплексные услуги по заточке и настройке расточных инструментов для удовлетворения потребностей профессионалов в самых разных отраслях, включая аэрокосмическую, строительную, автомобильную и другие. Некоторые из наших основных предложений включают в себя заточку расточных оправок, заточку демпфирующих оправок, заточку расточных головок, головки для чернового растачивания, головки для чистовой обработки, расточные головки с двумя резцами, цифровые расточные головки, начальные сверла, специальные расточные головки, головки для обратного растачивания, головки для торцевания канавок, и модульные расточные инструменты. Наша команда высококвалифицированных и опытных техников обладает знаниями и навыками, необходимыми для того, чтобы ваши расточные станки всегда работали наилучшим образом. Так что, если вы ищете высококачественные услуги по заточке расточных инструментов рядом с вами, не ищите ничего, кроме Leuco. Мы сделаем работу правильно!
Так что, если вы ищете высококачественные услуги по заточке расточных инструментов рядом с вами, не ищите ничего, кроме Leuco. Мы сделаем работу правильно!
Услуги Leuco по заточке расточных станков приведут вас в восторг и обеспечат вам прибыль
Вы много работали над развитием своего промышленного производства. Проще говоря, нет лучшего способа увеличить размер вашей прибыли, чем постоянно обслуживать своих клиентов. И если вы хотите стабильно обеспечивать своих клиентов, вам нужна услуга по заточке расточных станков, которой вы можете доверять. Если вы ищете высококачественные услуги по заточке расточных станков рядом с вами. Не ищите дальше, чем Leuco! Наша опытная команда профессионалов предоставляет услуги по точной заточке инструментов, которые обеспечат высокую производительность и точность резки. Если вам нужно переточить сверла, метчики, фрезы или расточные долота, у нас есть опыт и знания, чтобы предоставить исключительные услуги по заточке расточных станков, которые каждый раз дают стабильные результаты и помогут вам выполнить работу правильно.