Расточные резцы и их установка
Расточные инструменты
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) – резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть .
Рис. 118. Расточные резцы, оснащенные пластинками : а – проходной для обработки сквозных отверстий, б и в – упорно-проходной для обработки глухих отверстий
Сложность операции
Растачивание – операция более сложная, чем наружное , так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания – сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.
Рис. 119. резцом
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части. Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
Рис. 120. Расточный резец, оснащенный пластинкой , конструкции В. К. Семинского
Чтобы повысить , токарь-новатор В. Лакур предложил новую конструкцию расточного (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение виброустойчивости и, как следствие, дает возможность работать на больших скоростях резания и достигать улучшения чистоты обработанной поверхности.
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр или другим и убедившись в правильности размера, растачивают отверстие на остальную длину. Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании.
Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
При чистовом растачивании режущую кромку нужно располагать выше примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
Похожие материалы
Углы заточки резцов — Инструментальные материалы
Главная » Материалы и свойства » Инструментальные материалы
Автор Admin На чтение 2 мин. Опубликовано
Выбор формы передней поверхности можно производить в соответствии с табл. 24. Рекомендуемые величины заднего и переднего углов резцов даны в табл. 25.
| Припуск на обработку (глубина резания, | Минимально необходимая длина режущей твердосплавной пластинки, мм, при главном угле в плане, град | |||
| 45 | 60 | 75 | 90 | |
| 2 | 4 | 3 | 3 | 3 |
| 4 | 8 | 6 | 6 | 6 |
| 6 | 12 | 10 | 9 | 8 |
| 8 | 15 | 13 | 12 | 11 |
| 10 | 19 | 16 | 14 | 14 |
| 12 | 23 | 19 | 17 | 16 |
| 14 | 27 | 22 | 20 | 19 |
| 16 | 31 | 25 | 23 | 22 |
| 18 | 35 | 28 | 25 | 25 |
| 20 | 38 | 31 | 28 | 27 |
Таблица 24
| Форма передней поверхности | Эскиз | |
| Плоская с фаской | Резцы всех типов для обработки стали | |
| Радиусная с фаской | Точение и растачивание стали (наличие лунки обеспечивает завивание стружки) | |
| Плоская без фаски | Резцы всех типов для обработки чугуна и жаропрочных сталей и сплавов с подачей меньше 0,5 мм | |
| Плоская отрицательная | Черновое точение и растачивание высокопрочной стали и стального питья с ОВ = 1000 МПа по корке, загрязненной неметаллическими включениями и при точении с ударами | |
| Плоская С фаской и опущенной верши Ной | Черновое точение и строгание стали с подачами более 1,5 мм |
Примечание.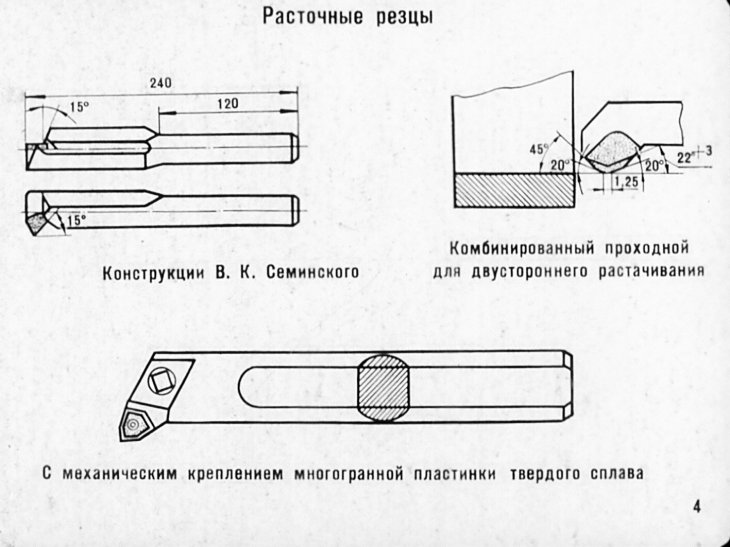 Дополнительные обозначения к рисункам: f – ширина фаски; ?f — передний угол на фаске; R – радиус стружкозавивающей канавки; В – ширина стружкозавивающей канавки.
Дополнительные обозначения к рисункам: f – ширина фаски; ?f — передний угол на фаске; R – радиус стружкозавивающей канавки; В – ширина стружкозавивающей канавки.
Таблица 25
| Обрабатываемый материал | 3адний угол ?, град | Передний угол ?, град | |
| При черновой обработке | При чистовой обработке | ||
| Сталь и стальное литье ?В < 800 МПа | 8/6 | 12/8 | 15/12 |
| Сталь и стальное литье ?В > 800МПа | 8/6 | 12/8 | 10/10 |
| Сталь и стальное литье ?В > 1000 МПа, а также при обработке по корке, загрязненной неметаллическими включениями и при работе с ударами | 8/6 | 12/10 | 10/8 |
| Чугун серый HB <220 | 6/6 | 10/10 | 12/8 |
| Чугун серый HB > 220 | 6/6 | 10/10 | 8/5 |
| Чугун ковкий | 8/8 | 10/10 | 8/8 |
Примечание. В числителе даны значения углов при точении и растачивании, в знаменателе – при строгании.
В числителе даны значения углов при точении и растачивании, в знаменателе – при строгании.
Главный угол в плане следует выбирать в пределах 30-45°. В случае недостаточной жесткости системы станок – деталь – инструмент главный угол в плане следует устанавливать в пределах 60-90°.
Ширина фаски принимается в зависимости от сечения стержней резцов в следующих размерах: для черновых токарных и строгальных резцов – 0,4-1,2 мм; для черновых расточных резцов – 0,2-0,7 мм; для чистовых токарных, строгальных и расточных резцов – 0,2-0,3 мм.
Положительный угол наклона главной режущей кромки в пределах 12-15° рекомендуется для строгальных и токарных резцов при работе с ударами.
Общий | Заточка напаянных твердосплавных расточных оправок? | Практик-механик
Джейсон Паткинс
Горячекатаный
- #1
Я знаю, что в большинстве уголков мира никому не стоит тратить время на ремонт китайской твердосплавной расточной оправки, но у меня немного по-другому. Итак, у меня есть зеленый круг и плоскошлифовальная машина – можно ли из этого точить урон?
Я хорошенько его прожевал, пытаясь очистить отверстие сменной ножницы (оригинальную литую педаль переваривали так много раз, что от нее почти ничего не осталось). Новая деталь представляет собой семь слоев 3/8-дюймовой пластины, сваренных вместе, и к тому же она прорезала азотированную кромку. Вероятно, было бы дешевле испортить вставку, но у меня не было индексируемой расточной оправки справа. длина.
Итак, можно ли это подправить? Если да, то должен ли я шлифовать высоту от широкой стороны? Я предполагаю, что я не хочу касаться ни переднего, ни бокового края, потому что это может укоротить достаточное количество карбида, чтобы сам стержень терся до того, как карбид соприкоснется?
У меня мало опыта работы с твердосплавными напайками.
Большое спасибо!
– Джейсон
КарбайдБоб
Алмаз
- #2
ДжейсонПаткинс сказал:
Я знаю, что в большинстве уголков мира никому не стоит тратить время на ремонт китайской твердосплавной расточной оправки, но у меня немного по-другому. …
Нажмите, чтобы развернуть…
Ерунда, я делаю это все время, и я мог бы легко сделать новый.
Стружка глубокая, почти до такой степени, что можно сбить наконечник и припаять новый.
Приобретите алмазное лицевое колесо из смолы по низкой цене.
Снимите часть спереди, часть сбоку. Еще немного спереди, еще немного сбоку…
Вам придется резать сталь и паять с помощью алмазного круга. Это будет работать нормально, но вам нужно приклеить колесо, чтобы оно оставалось открытым.
В последнюю очередь шлифуйте верхнюю поверхность.
Т-образная канавка на оригинальном инструменте предохранила бы его от сколов, но ручное шлифование на расточной оправке — это искусство, когда вы отбрасываете несколько штук во время обучения.
Боб
рандик
Нержавеющая сталь
- #3
Я определенно согласен с алмазным кругом, но если у вас его нет и вам нужно его быстро заточить, я делал это так: сначала отшлифуйте опорную сталь до нужной степени с помощью оксида алюминия. рулевое колесо. Используйте зеленое колесо, чтобы придать форму фрезе, а затем точно отрегулируйте режущую кромку с помощью небольшого алмазного напильника (в настоящее время эти вещи очень дешевы).
рулевое колесо. Используйте зеленое колесо, чтобы придать форму фрезе, а затем точно отрегулируйте режущую кромку с помощью небольшого алмазного напильника (в настоящее время эти вещи очень дешевы).
джанванрут
Титан
- #4
люди, кажется, забыли, где вы находитесь
я полагаю, у вас нет алмазного круга, и вы не можете получить его
, поэтому зеленый (карбид кремния) круг придется делать.
и так можно, ничего страшного в том что
придется стачивать переднюю и боковую а так же верхнюю
шлифовка меньше материала будет шлифовать переднюю и боковую стороны в основном я ожидаю
при шлифовке боковой и передней части убедитесь, что вы сохраняете рельеф, так что отшлифуйте также немного стали сбоку/спереди
довольно легко припаять твердосплавную вставку к оправку, таким образом изготовив собственную расточной оправку
алонзо83
Нержавеющая сталь
- #5
Я не вижу проблемы в том, чтобы отшлифовать его обратно.
У меня есть некоторые, у которых мне пришлось удалить большую часть стали с нижней стороны, чтобы предотвратить трение. они до сих пор хорошо работают.
кг
Чугун
- #6
Да, вы можете заточить это – более того, учитывая ваше местоположение и, возможно, отсутствие доступа к специальному кругу – просто приложите края этой расточной оправки к кругу из оксида алюминия (или зеленому кругу из карбида кремния) – я регулярно точу сломанный Т-карбид со стоковыми (оксид алюминия – серый) кругами на дешевых шлифовальных машинах – у меня работает независимо от всего, что я читал, что я не могу сделать такое, и вы чистите свой круг в качестве бонуса. Я не шлифую верхнюю поверхность. Я исправил (отшлифовал до края) намного хуже, чем у вас, просто «стандартным» «дешевым» шлифовальным кругом, который поставлялся с дешевой шлифовальной машиной ryobi или HF. Круг должен быть хорошо сбалансированным и правильным – любая вибрация вызывает мельчайшие хлопья оторваться от кромки из карбида вольфрама, что делает практически невозможным получение остроты, если колесо не «настоящее».0034 Редактировать. Должен добавить, что для заточки карбида на оксиде алюминия нужно действовать очень медленно и осторожно..
Я не шлифую верхнюю поверхность. Я исправил (отшлифовал до края) намного хуже, чем у вас, просто «стандартным» «дешевым» шлифовальным кругом, который поставлялся с дешевой шлифовальной машиной ryobi или HF. Круг должен быть хорошо сбалансированным и правильным – любая вибрация вызывает мельчайшие хлопья оторваться от кромки из карбида вольфрама, что делает практически невозможным получение остроты, если колесо не «настоящее».0034 Редактировать. Должен добавить, что для заточки карбида на оксиде алюминия нужно действовать очень медленно и осторожно..
Последнее редактирование:
АлДрейк
Алюминий
- #7
Я делаю их с нуля из старых вкладышей, которые хранились годами.
Заточка — это самое простое.
Мтндью
Алмаз
- #8
Я исправил хуже.
максмартнл
Чугун
- #9
Привет,
FWIW, не выбрасывайте изношенные сверла по бетону с твердосплавными наконечниками, их можно использовать в качестве режущих частей для ваших «тяжелых» фрез, расточных оправок, фрез и т. д….
д….
С уважением,
Макс
диан
Титан
- #10
возьмите пару таких:
Зернистость 600 с алмазным покрытием 6 дюймов, плоский притирочный круг, лапидарный полировальный диск | eBay
они работают просто отлично:
Большая Б
Алмаз
- #11
При необходимости вы также можете нагреть кончик расточной оправки и немного выдвинуть твердосплавный инструмент. Сделав это, я получил много дополнительной жизни от расточных стержней.
Сделав это, я получил много дополнительной жизни от расточных стержней.
Большой Б
Services – NTM
От индивидуального проектирования до обработки на станках с ЧПУ, NTM всегда готова помочь вам со всеми вашими потребностями в инструментах.
Купить сейчас
Продлите срок службы ваших инвестиций в инструмент с помощью наших услуг по переточке и заточке. Доступно много специальных покрытий, просто спросите!
Сообщите нам, если вам нужна многоразовая сумка NTM для перевозки ваших инструментов.
У нас есть возможность обрабатывать твердые сплавы, материалы с твердосплавными напайками и быстрорежущие стали.
Наши прецизионные процессы включают:
- Контурирование
- Тонкий помол
- Фасонное шлифование
- Высокоскоростное шлифование
- Прецизионное шлифование
- Полировка
Наша технология заточки инструментов включает:
- 3-Walter Power 500 5-осевые шлифовальные станки с загрузчиками
- 1 5-осевой шлифовальный станок Anca TG7
- 1 5-осевая шлифовальная машина Anca RGX
- 1 Бесцентрово-шлифовальный станок с ЧПУ Tru-Tech Revolution
- 1 Шлифовальный станок с ЧПУ TruTech T23X OD
- 6 Cincinnati Monoset Инструмент и шлифовальные станки
- 3 Универсальные кофемолки Cincinnati #2
- 1 Эксцентриковая шлифовальная машина Hybco
- 2 Микрошлифовальные машины Sheffield
- 1 Колониальный шлифовальный станок
- 2 плоскошлифовальных станка Okamoto 12X24
Покрытия: Tin, Altin, TiCN, ZRN, ALCRN, TiCRN, CrN, TaC (алмаз PVD)
- Концевые фрезы из твердого сплава и быстрорежущей стали/концевые фрезы с более грубой обработкой
- Сверла из карбида, быстрорежущей стали и порошкового металла
- Рота Броши
- Юнибиты
- Ружейные дрели
- Резьбовые фрезы
- Инструменты для гравировки
- Мертвые точки
- Развертки
- Центровочные сверла
- Фрезы для шпоночного паза/деревянного резца
- Центровочные сверла
- Угловые закругления
- Зенковки/зенкеры
- Пластины для перьевых сверл
- Продольные пилы
- Броши
- Метчики
- Формирователи Фрезы
- Бесцентровые опорные ножи
- Все типы твердых сплавов и специальные быстрорежущие
- Матрицы, ласточкины хвосты, инструменты для бритья
- Перешлифовать V-образные блоки
*Повторная заточка инструмента Отказ от ответственности: Иногда при повторной заточке бывшего в употреблении инструмента может произойти повреждение, которое не поддается ремонту, и в этом случае NTM компенсирует до 30% стоимости замены поврежденного инструмента.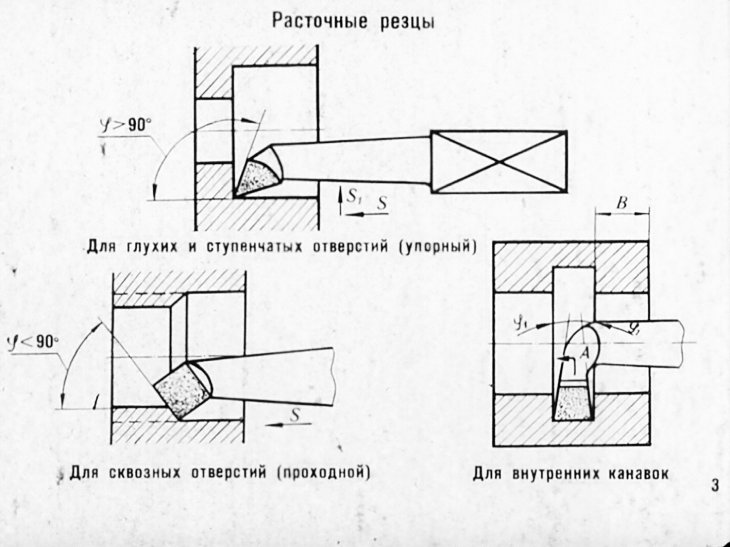
Нажмите здесь, чтобы узнать больше о нашем специальном твердосплавном ступенчатом сверле.
Купить сейчас
Необходимо отремонтировать поврежденные расточные оправки?
Nu Head™ — лучший вариант для ремонта поврежденных индексируемых расточных оправок. Мы производим более 150 различных размеров головок для быстрого и точного восстановления поврежденных стержней.
CNC Machining Services NTM Inc. является сертифицированным поставщиком в оборонной промышленности более 40 лет.
Наши услуги по обработке с ЧПУ включают:
- Своевременная доставка и качественное исполнение
- Фрезерование с ЧПУ Возможности включают до 60 дюймов хода
- Токарная обработка с ЧПУ Возможности включают в себя самое современное оборудование с приводным инструментом и контршпинделем
Мы приветствуем любую возможность предложить услуги по механической обработке и оказать любую помощь, которая может вам понадобиться для текущих и будущих проектов.