3.1.8. Заточка спиральных сверл | Электронная библиотека
Общетехнические дисциплины / Режущий инструмент / 3.1.8. Заточка спиральных сверл
Геометрия передней поверхности стандартных спиральных сверл, как правило, постоянна, а величина переднего угла зависит от конструктивных элементов сверла (его диаметра, толщины сердцевины), углов и 2.
Задние углы могут изменяться в широких пределах в зависимости от способа получения задней поверхности (метода заточки) и параметров настройки сверлозаточных станков и приспособлений.
В зависимости от характера движений инструмента и последовательности заточки лезвий сверла различают заточку непрерывную и раздельную. Как правило, непрерывная заточка осуществляется по винтовой поверхности и используется для заточки сверл при их изготовлении в специализированном инструментальном производстве; раздельная заточка применяется при переточках сверл и имеет две разновидности – коническую и плоскую.
Винтовая форма задней поверхности сверла обеспечивается вращательным движением инструмента и одновременным поступательным и вращательным движением шлифовального круга. Процесс винтовой заточки может быть автоматизирован.
При конической заточке задняя поверхность сверла является частью поверхности конуса вращения, ось которого относительно оси сверла смещена на величину К и составляет с ней угол , а расстояние от вершины конуса до оси сверла равно Н (рис.
3.14).
Известны две разновидности конической заточки: метод Уошборна (=200 или 450) и метод Вайскера (=900).
Для получения положительных задних углов на сверле необходимо, чтобы . Но обычно при заточке по конусу задаются не величинами , Н и К, а отношениями К/D и H/D; например, для метода Уошборна H/D=1,8; К/D=0,17.
При плоской заточке задняя поверхность сверла является частью одной или двух плоскостей (рис. 3.15). Плоская заточка по сравнению с другими способами имеет ряд преимуществ:
1) простота заточки;
2) не требуется специальных сверлозаточных станков и приспособлений; ее можно осуществить на универсально-заточном станке;
3) достаточная точность заточки;
4) стойкость сверл с плоской заточкой при сверлении углеродистых сталей одинакова или выше в 1,4 — 5 раз, чем у сверл, заточенных на конической поверхности; при
сверлении жаропрочной стали 1Х18Н9Т сверлами Æ5,5 мм стойкость при плоской заточке на 16…37% выше, чем по методу Уошборна.
При всех способах заточки задний угол в цилиндрическом сечении является переменным, увеличивающимся к центру.
Рис. 3.14. Схема заточки сверла по конической поверхности
Рис. 3.15. К определению заднего угла на сверле при плоской заточке
Заточка сверл высокой сложности на заказ в Москве и МО
Главная / Качественная заточка сверл в Москве
Рассчитать стоимость
Для обработки металлических, деревянных и других изделий используются специальные инструменты. Если необходимо выполнить отверстие в изделии, потребуется операция сверления. Выполняется она с помощью специальной оснастки, которая в ходе эксплуатации может деформироваться и затупляться.
Если необходимо выполнить отверстие в изделии, потребуется операция сверления. Выполняется она с помощью специальной оснастки, которая в ходе эксплуатации может деформироваться и затупляться.
Учитывая то, что металл значительно прочнее дерева и бетона, заточка сверла по металлу может требоваться значительно чаще, чем заточка сверла по дереву. Тем не менее, любое изделие, рано или поздно, потребует восстановления.
Если вам требуется профессиональная заточка сверл, рекомендуем обратиться в нашу компанию. Наличие специального оборудования, а также большой штат высококвалифицированных специалистов, что хорошо знакомы со всеми тонкостями работы, позволяют нам гарантировать своим клиентам исключительно лучший результат.
Как понять, что сверла нуждаются в заточке? Здесь можно руководиться следующими наблюдениями:
- заметно увеличилось время сверления;
- размер образующейся стружки становится меньше;
- сильный нагрев инструмента во время работы;
- появляется посторонний механический звук.


Резко скрипящий звук – это один из первых признаков того, что сверло требует заточки. Специалисту не составит труда уловить тот момент, когда сверло начинает затупляться. Обычному рядовому пользователю в этом плане будет посложнее. Если вам кажется, что эффективность сверла резко снизилась, то самое время позаботиться о его заточке. Игнорировать проблему не стоит. Изношенное сверло во время работы выделяет много тепла, из-за чего сверло быстро и интенсивно изнашивается. Как правило, этот процесс продвигается по углу, что очень быстро может привести изделие в непригодность, а исправить ситуацию поможет только покупка нового сверла.
Инженер-технолог “Арсенкский Виктор Михайлович”
Качественная заточка сверл в Москве
Наши специалисты знают и успешно используют много методов заточки сверл, но, по сути, все они сводятся к подточке режущих поверхностей основной части. Цена заточки сверла в нашей компании радует своей доступностью и демократичностью. Казалось бы, сверло пришло в непригодность и больше не может использоваться по своему прямому назначению.
Казалось бы, сверло пришло в непригодность и больше не может использоваться по своему прямому назначению.
Тем не менее, выбрасывать его и сразу бежать за новым – это тоже неправильно. Такие расходы ничем не оправданы. Как показывает практика, профессиональная заточка способна вернуть работоспособность даже тому сверлу, которое демонстрирует минимальную эффективность. Если вам требуется качественная заточка сверл по металлу, дереву или заточка победитовых сверл по бетону, достаточно просто обратиться к нашим специалистам и получить лучший результат.
Правильность заточки спиральных сверл определяется следующими параметрами:
- Стандартное значение угла у вершины, должно находится в районе 120°. Однако, исходя из требований клиента, мы можем сделать его и вполовину меньше и на треть больше. В отдельных случаях просят сделать его развернутым.
- Симметричное расположение режущих кромок. Если ваше сверло заточено асимметрично, кромка будет резать только с одной стороны, вследствие чего – быстрый износ, перегрев и низкая эффективность работы.
- Равный размер обеих кромок. Нарушение этого условия приводит к биению сверла. Отверстие, которое при этом получится, будет шире диаметра, указанного на хвостовике. Однако, клиенты иногда просят намеренно подтачивать кромки разными по длине, чтобы увеличить полученное отверстие. Но это пагубно сказывается на самом сверле.
- Задний угол резания. Это один из главных параметров заточки. Нарушение этого параметра приводит к уменьшению производительности сверления в несколько раз. Величина этого угла зависит от материала, обработку которого вы планируете, и может меняться от 7 до 17 градусов.
Хотите получить быстрый расчет стоимости вашего заказа?
- Пришлите файл в формате AutoCad, КОМПАС и других;
- Пришлите файл в JPEG, PNG, PDF в виде чертежа или наброска;
Приложите файлы и мы бесплатно просчитаем стоимость выполнения работы.
Рассчитать стоимость
Особенности заточки сверл
Существует несколько групп оснастки, работа с которыми требует индивидуального подхода:
- Заточка победитовых сверл. Чтобы выполнить требуемую операцию, необходимо использовать специальную охлаждающую жидкость. Вручную восстановить режущую кромку не получится. Работа выполняется исключительно на специальных станках. На нашем предприятии имеется все необходимое для решение таких вопросов, поэтому заказать у нас услугу по заточке победитовых сверл не составит никакого труда;
- Заточка ступенчатого сверла. Работать с такими сверлами достаточно трудно. Здесь требуется не только специальный инструмент, но и особый опыт, позволяющий выполнить работу с учетом всех требований;
- Заточка спиральных сверл. Для работы с такими сверлами также используется специальный инструмент. Выполняется заточка задних граней.
 Чтобы выполнить требуемую операцию, необходимо использовать специальную охлаждающую жидкость. Вручную восстановить режущую кромку не получится. Работа выполняется исключительно на специальных станках. На нашем предприятии имеется все необходимое для решение таких вопросов, поэтому заказать у нас услугу по заточке победитовых сверл не составит никакого труда;
Чтобы выполнить требуемую операцию, необходимо использовать специальную охлаждающую жидкость. Вручную восстановить режущую кромку не получится. Работа выполняется исключительно на специальных станках. На нашем предприятии имеется все необходимое для решение таких вопросов, поэтому заказать у нас услугу по заточке победитовых сверл не составит никакого труда;Если отсутствует опыт в точении сверл, или же хочется получить исключительно лучший результат, целесообразней всего доверить такую работу настоящим профессионалам своего дела. Обратившись в нашу компанию, можно будет заказать профессиональную заточку сверл по самым доступным ценам.
Инженер-технолог “Арсенкский Виктор Михайлович”

Заказать заточку перемычки в Москве
Перемычка материал не режет, она заминает его, к тому же именно на неё приходится усилие, которое прилагается, для внедрения в материал. Чтобы облегчить эту задачу, часто требуется просто уменьшить длину перемычки сверла, подрезать её.
В этом можно убедиться самостоятельно. Когда вы попытаетесь большим сверлом увеличить уже существующее отверстие меньшего диаметра, вам удастся это легче, чем сверлить сразу большим диаметром. В этом случае перемычка не будет участвовать и вам будет проще осуществить этот процесс.
Инженер-технолог “Арсенкский Виктор Михайлович”
Надо заметить, что на многих новых заводских сверлах перемычка никак не обработана. На это есть несколько производственных причин:
- Эта операция увеличит себестоимость готового изделия;
- Это не актуально для сверления нетвердых материалов;
- Некоторые сверла сделаны конусом – увеличиваются к хвостовику, поэтому перемычка не оказывает существенного сопротивления.

Стоимость заточки
| Диаметр | Черная сталь | Нержавеющая сталь | Алюминий |
|---|---|---|---|
| 100 мм | 1200 руб | 1800 руб | 950 руб |
| 300 мм | 2300 руб | 2950 руб | 1300 руб |
| 500 мм | 3600 руб | 4560 руб | 2800 руб |
| 1000 мм | 5500 руб | 6820 руб | 4630 руб |
Это интерестно:
Набор для заточки сверл (2 приспособления)
Домашний магазин Магазин Инструменты для заточки Набор для заточки сверл (2 приспособления)
Добавьте свой отзыв!
128,00 $
Всегда быстрые и надежные результаты! Быстро и точно затачивайте спиральные сверла 118° и 135° всех размеров и марок.
Получите наибольшую выгоду при покупке обоих приспособлений для заточки.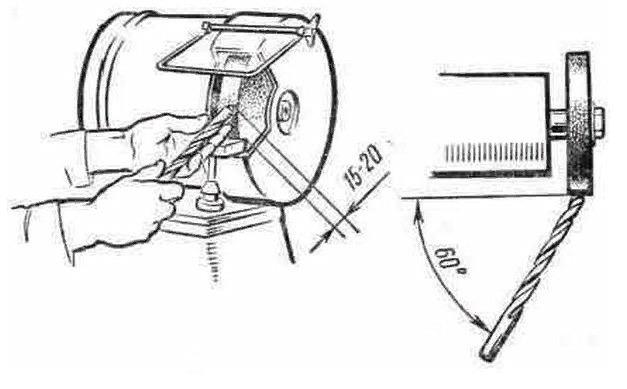 Один затачивает спиральные сверла на 118°, а другой затачивает спиральные сверла на 135°.
Один затачивает спиральные сверла на 118°, а другой затачивает спиральные сверла на 135°.
Заточите свои лезвия за считанные минуты. Сделайте ваши сверла последними и последними. Перестаньте постоянно покупать новые сверла. Затачивайте свои старые с легкостью!
Возможно, вы видели видеоролики AskWoodMan, в которых показано, как сделать приспособление для заточки сверл (еще в 2013 году) из обрезков фанеры. Эта серия вызвала большой отклик и интерес. Мы прислушались к вашим отзывам и создали промышленную версию из мягкой стали для вашего удобства.
Эти приспособления для спиральных сверл изготовлены в США и имеют профессиональное черное оксидное покрытие.
на Youtube
Сделано в США
Набор для заточки сверл
(2 приспособления) количество
Артикул: Jig2PK Категория: Инструменты для заточки
- Отзывы
Поделитесь своими мыслями!
Дайте нам знать, что вы думаете.
 ..
..Оставить отзыв Задайте вопрос Опубликовать видео Опубликовать фото
Оставить отзыв
Как бы вы оценили этот продукт? * Отлично Хорошо Средне Посредственно Плохо
Заголовок (необязательно)
Прикрепить фото или видеоФото Видео
Введите URL (необязательно)
Выберите файл
Имя *
Электронная почта *
Задать вопрос
Прикрепить фото или видеоФото Видео
Введите URL (необязательно)
Выберите файл
Имя *
Электронная почта *
Опубликовать видео
Заголовок (необязательно)
Введите URL *
Имя *
Электронная почта *
Опубликовать фото
×
Зарегистрироваться
Адрес электронной почты *
Пароль *
Продолжить как гость
Адрес электронной почты *
Уже есть учетная запись? Войти
Нет учетной записи? Зарегистрироваться
Продолжить как гость
| 005.29.000 Заточной станок для спиральных сверл |
 org/BreadcrumbList”>
org/BreadcrumbList”>