Как заточить сверло по металлу?

Затупившееся сверло будет создавать дым и скрежет даже при сверлении мягкого металла. Когда свёрла затупляются, вы начинаете надавливать при сверлении сильнее, что неизбежно приводит к повреждению сверла и даже может привести к вашей травме. До того, как вы соберётесь в магазин, чтобы купить новые свёрла, попробуйте сначала простую технику заточки и сэкономьте время и деньги. Требуется около 30 секунд, чтобы наточить сверло и не более минуты, чтобы восстановить повреждённое, сломанное или сколотое сверло. Спиральные свёрла довольно легко заточить. А если испортить, то самое худшее, что может случиться, это то, что придётся сточить несколько миллиметров сверла, пока не получится всё сделать правильно.
Содержание статьи:
Признаки сверла, требующего заточки
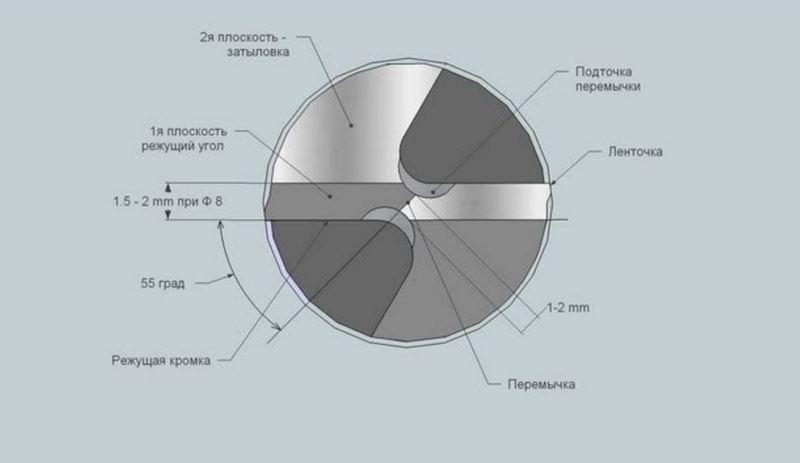
На сверле есть несколько признаков, по которым можно определить, что оно требует заточки. Для быстроты можно обращать внимание только на 3 основные его части: режущие кромки, задние поверхности (площадка за кромками) и перемычка в центре кончика сверла. Две режущие кромки на сверле должны быть острыми и симметричными. Задние поверхности — это то, что следует за режущими кромками и будет поддерживать режущий край, когда сверло сверлит. Эти «площадки» должны быть наклонены таким образом, чтобы оставить зазор между деталью, которую вы сверлите. Перемычка находится в самом центре кончика сверла и влияет на его центрирование и заход в материал при начале сверления. Она не должна быть слишком толстой.
Как заточить сверло по металлу
- Затачивание сверла заключается в восстановлении остроты режущих кромок. Обтачивать нужно как сами кромки, так и задние поверхности, которые следуют за кромкой. Сверло будет врезаться в материал, если с поверхностью соприкасаются только перемычка на кончике сверла и режущие кромки, а задние поверхности за этими кромками должны находиться на расстоянии от поверхности. Задние поверхности (площадки за режущими кромками) должны располагаться под углом 7–10 градусов относительно перпендикулярной линии оси сверла. Они имеют изогнутую форму, что придаёт опору кромкам. Если эти площадки не будут изгибаться под определённым углом, а будут на одном уровне с режущими кромками, то сверления просто не получится.
- Точильные станки обычно имеют два шлифовальных круга, один грубый, второй для более тонкой заточки. Если сверло крупное, сильно изношено и повреждено, то начните с грубого круга, потом переключитесь на второй круг. Если сверло выглядит нормально, начните сразу с круга для тонкой заточки. Обратите внимание, что край шлифовального круга должен быть гладким и ровным. Если это не так, его нужно обработать для сглаживания и выравнивания. Ширина шлифовального круга должна с запасом превышать длину режущей кромки затачиваемого сверла.
- Перед заточкой не рекомендуется надевать защитные перчатки, так как их может затянуть в станок вместе с рукой. Кроме того, перчатки ослабляют способность надёжно удерживать сверло. При этом желательно надевать защитные очки.
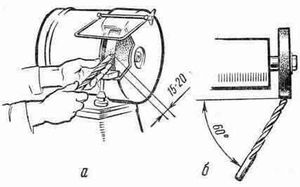
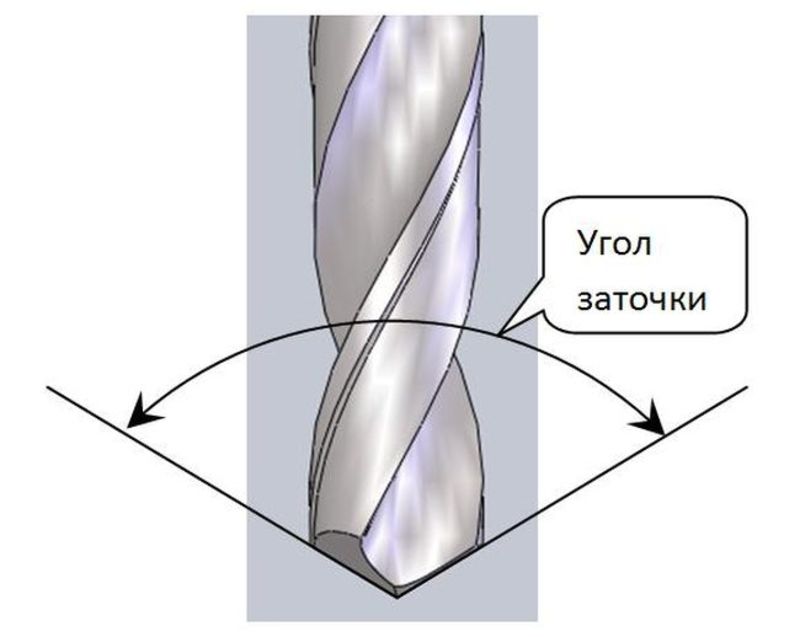
- При заточке, сверло нужно располагать под углом примерно 59–60 градусов относительно поверхности круга. Под этим углом располагается каждая из двух режущих кромок, образуя общий угол при вершине 118 градусов (у большинства сверл по металлу, у сверла для твёрдого металла угол может быть другой, см. в этой статье “угол при вершине”). То есть, нужно держать сверло так, чтобы режущая кромка располагалась горизонтально и была параллельна поверхности круга. Это не сложно выполнить, но при малом опыте, для облегчения процесса, можно использовать следующие приёмы.
- На подручнике можно провести черту (или несколько, как на фото) или наклеить малярную ленту под углом 60 градусов, чтобы можно было визуально совмещать с этой чертой боковую часть сверла. Это будет как ориентир, чтобы затачивать правильный угол при вершине сверла. Также, на подручнике можно расположить уголок под нужным углом к кругу и прикрепить его струбциной. Нужно будет прижимать к уголку сверло, и подводить его к кругу.

- Не критично, если угол при вершине будет не точно 118 градусов, но углы и длина режущих кромок должны быть симметричными с обеих сторон. В этом случае отверстия, сделанные заточенным сверлом, будут получаться нужного диаметра.
- Попрактикуйтесь держать сверло. Оно будет лежать на пальцах правой руки, которые опираются на подручник. Сверло прижимается сверху большим пальцем. Пальцы второй руки держат сверло за хвостовик и обеспечивают его движение. Можно поменять расположение рук, как Вам будет удобнее.

- Удерживайте одну из режущих кромок сверла под углом 60 градусов к поверхности шлифовального круга. В начале заточки нужно, чтобы линия режущей кромки находилась горизонтально.
- Включите наждак. Медленно двигайте сверло, пока оно не коснётся кромкой круга. Далее нужно легко прижать кромку к поверхности круга и начинать двигать кончик вверх (опуская хвостовик, угол сверла к кругу сохраняется 60 градусов). То есть, затачивается режущая кромка, потом продолжается обточка площадки за кромкой (задней поверхности), а режущая кромка отходит от круга, сохраняя горизонтальное расположение (но сверло продолжает контактировать с шлифовальным кругом площадкой за режущей кромкой). После обточки задней поверхности, нужно отвести сверло от шлифовального круга. Так нужно сделать один или несколько раз и переходить к заточке второй стороны сверла.
- Далее следует перевернуть сверло на 180 градусов, сохраняя его положение под углом 60 градусов относительно круга (режущая кромка сверла располагается горизонтально), и начать процесс заточки второй стороны сверла.
- Если приходится много стачивать металла, то металл будет нагреваться. Держите ёмкость с водой рядом, чтобы периодически погружать туда сверло для охлаждения. При шлифовании не допускайте перегрева сверла. Перегрев приведет к тому, что кромки сверла станут синими, что свидетельствует о потере закалки сверла. Если так случится, то синяя область должна быть полностью сточена.
- Если обе режущие кромки стали острые, проверьте, одинаковые ли они по длине. Сравнение длины кромок можно определить как визуально, на глаз, так и измерив штангенциркулем. Более длинную кромку можно дополнительно подточить.
- По неопытности, может потребоваться много повторений, чтобы две режущие кромки сверла стали симметричными. Это нормально и требует большого терпения. Продолжайте затачивать до достижения результата. Чаще переворачивайте сверло, чтобы не заточить одну сторону больше другой.
- Для незначительной корректировки режущих кромок, а также при подправке её остроты, можно обтачивать не всю поверхность, следующую за ней, а только саму кромку (небольшую полоску вдоль неё). Это можно сделать, легко касаясь режущей кромкой круга при её горизонтальном положении.
- Для проверки формы и расположения обточенных задних поверхностей можно использовать как специальный шаблон, так и самодельный, который можно вырезать из листового материала. Другой многим известный способ определить правильность угла при вершине – положить вплотную две гайки с шестигранной головкой, чтобы две их кромки соприкасались (как показано на фото). После нескольких проходов шлифования проверьте сверло. Оно должно подходить прямо в угол двух гаек. Так проверяется угол при вершине 118 градусов.


Уменьшение перемычки кончика сверла
При заточке сверла большинство людей делают ошибку, не уменьшая перемычку на его кончике. В дальнейшем приходится использовать большее давление при сверлении. Почему перемычка при заточке сверла получается широкой? Толщина центральной части сверла (сердечника) неравномерная. Она увеличивается от кончика сверла к хвостовику, для его укрепления. Перемычка – это, по сути, и есть кончик «сердечника» сверла. В более крупных сверлах, когда сверло многократно затачивали, толщина перемычки становится больше (так как «сердечник» сверла становится толще, ближе к хвостовику).
Во время сверления центр сверла тормозит процесс, создавая 50–70% сопротивления. Это можно исправить путем уменьшения поперечной кромки стачиванием. Уменьшение перемычки очень эффективно для снижения сопротивления резке сверла, а также способствует лучшему удалению стружки.

Она шлифуется на менее грубом шлифовальном круге, его краем. Из каждой канавки должно быть сточено равное количество металла. При её стачивании будьте осторожны, чтобы не сделать перемычку слишком тонкой и не повредите режущие кромки. Особенно нужно быть осторожным на свёрлах малого диаметра, чтобы не сточить лишнего.

Тестирование заточенного сверла
Для быстрой проверки, поместите кончик сверла на деревянный брусок и просто поверните его медленно вручную (по часовой стрелке). Правильно заостренное сверло легко начнет врезаться в дерево, даже при очень небольшом давлении.
Для настоящего теста установите сверло в дрель. Попытайтесь просверлить брусок дерева. Сверло должно войти в дерево без усилия. Обе кромки должны срезать одинаковый слой материала. Стружка должна одинаково выходить с обеих сторон.
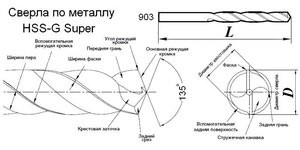
Анатомия сверла
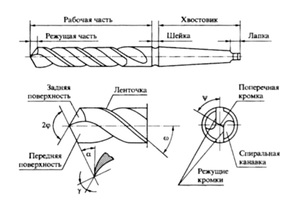
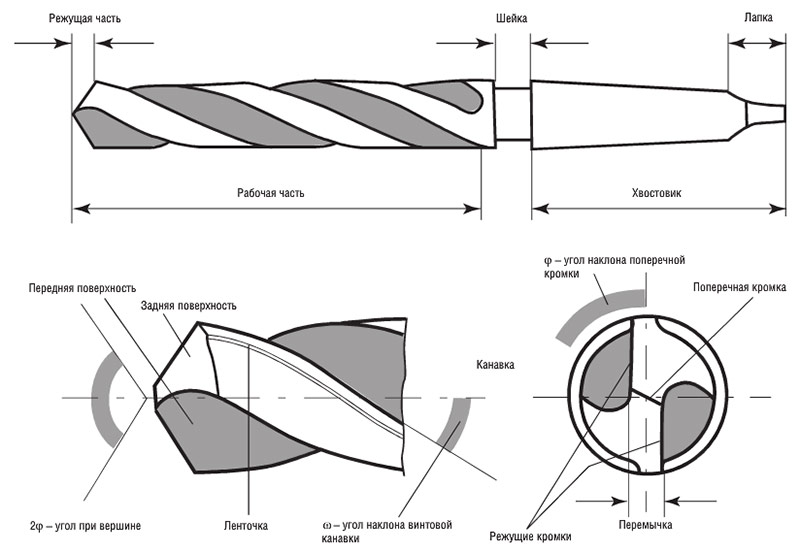
При заточке сверла по металлу необходимо иметь представление о его устройстве.
Для сверления металла наиболее часто применяются спиральные свёрла. В основном, когда вы выбираете сверло для вашей работы, учитывайте его длину, тип кончика, тип спиральной канавки, металл из которого оно сделано.
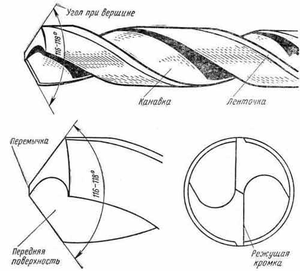
Рабочая часть сверла подразделяется на две части – на режущую и калибрующую (направляющую). Режущая (или заходная) часть состоит из 2‑х режущих кромок, задних поверхностей (идут на этой же площадке сразу за кромками) и перемычки. Направляющая часть имеет 2 спиралевидные ленточки, к которым примыкают канавки для стружки, а с другой стороны – спинками.
Разберём базовые характеристики спирального сверла: угол при вершине, угол зазора режущих кромок, главные режущие кромки, перемычка между кромками и угол спирали.
Угол при вершине
 Он расположен на кончике спирального сверла. Это угол между двумя режущими кромками. Он обязателен, чтобы центровать спиральное сверло на материале, который сверлите. Угол при вершине варьируется на разных сверлах и должен быть адаптирован к материалу (его твёрдости), который Вы будете сверлить. Чем жестче металл, тем больше угол при вершине (и, следовательно, более плоский кончик).
Он расположен на кончике спирального сверла. Это угол между двумя режущими кромками. Он обязателен, чтобы центровать спиральное сверло на материале, который сверлите. Угол при вершине варьируется на разных сверлах и должен быть адаптирован к материалу (его твёрдости), который Вы будете сверлить. Чем жестче металл, тем больше угол при вершине (и, следовательно, более плоский кончик).
Наиболее универсальное спиральное сверло по металлу имеет угол при вершине 118 градусов, приемлемый для использования на древесине, мягком металле, металле средней твёрдости, пластике и большинстве других не твёрдых материалов. Для твёрдых материалов, таких как нержавеющая сталь, угол при вершине должен быть больше (135 градусов). С большим углом при вершине начинает действовать большая часть режущих кромок раньше. Более маленький угол, например 90 градусов, подходит для очень мягких пластиков и других мягких материалов (к примеру, алюминия). Он будет тупиться при сверлении твёрдых материалов.

Задние поверхности и угол их расположения
 Оба режущих края должны иметь рельеф, позволяющий им войти в заготовку для выполнения резки металла. Задние поверхности (площадки за режущими кромками) сверла располагаются на другом уровне, чем режущие кромки. Они плавно изгибаются, образуя «просвет» и позволяя резать кромкам при сверлении. Свёрла общего назначения имеют «просвет» от 8 ° до 12 ° (или даже до 15 градусов). Слишком большой зазор вызовет недостаточную опору режущих кромок, и не будет достаточной толщины кромок, чтобы отводить выделяющееся тепло при сверлении. Величина этого угла влияет на твёрдость материала, который сверлите. Меньший угол для более твёрдого материала, а больший – для более мягкого. Недостаточно большой угол зазора (менее 9 градусов) потребует усиленного давления при сверлении, что может вызвать повреждение перемычки на кончике сверла.
Оба режущих края должны иметь рельеф, позволяющий им войти в заготовку для выполнения резки металла. Задние поверхности (площадки за режущими кромками) сверла располагаются на другом уровне, чем режущие кромки. Они плавно изгибаются, образуя «просвет» и позволяя резать кромкам при сверлении. Свёрла общего назначения имеют «просвет» от 8 ° до 12 ° (или даже до 15 градусов). Слишком большой зазор вызовет недостаточную опору режущих кромок, и не будет достаточной толщины кромок, чтобы отводить выделяющееся тепло при сверлении. Величина этого угла влияет на твёрдость материала, который сверлите. Меньший угол для более твёрдого материала, а больший – для более мягкого. Недостаточно большой угол зазора (менее 9 градусов) потребует усиленного давления при сверлении, что может вызвать повреждение перемычки на кончике сверла.
Перемычка
Две режущие кромки вместе с задними поверхностями (площадками, следующими за кромками) в месте соединения образуют перемычку. Она расположена в середине кончика сверла, также участвует в резке, но не режет так эффективно, как режущие кромки. Центральная перемычка отвечает за ввод сверла в материал, его центрирование.

Спиральные ленточки
Располагаются на наружной винтовой поверхности направляющей части сверла. Ленточки уменьшают трение, улучшают отвод тепла и обеспечивают направление сверла в отверстие.

Спиральные канавки для стружки
Спиральные канавки служат каналом для вывода вырезанного материала (стружки) из отверстия, позволяют специальной жидкости для резки и сверления достичь режущих кромок.
Угол спирали
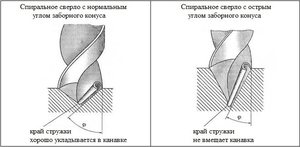
Угол наклона спирали у сверл по металлу может отличаться. Большие углы спирали обеспечивают эффективное удаление мягких, длинномерных стружек. Меньшие углы спирали используются для твердых материалов с короткими стружками.

Сверла, имеющие очень маленький угол спирали (10 ° — 19 °), имеют длинную спираль. В свою очередь, сверла с большим углом спирали (до 45 °) имеют короткую спираль. Свёрла с нормальной спиралью имеют угол спирали 19 ° — 40 °.
Хвостовик
Это конец сверла без спирали, который удерживается патроном дрели. Диаметр хвостовика важно учитывать при покупке сверла.
Длина сверла
Общая длина сверла – это размер от основания сверла до его режущего кончика. Длина спирального сверла влияет на его жесткость. Более короткое сверло будет крепче и, с меньшей вероятностью, будет блуждать или ломаться, но может не иметь достаточную длину, необходимую для всех работ. В то время как более длинные свёрла могут просверливать более глубокие отверстия, они являются более гибкими, что означает, что отверстия, которые они просверливают, могут иметь неточное расположение или отклоняться от заданной оси.
Из чего сделано сверло по металлу
- Для изготовления свёрл по металлу используется быстрорежущая сталь (англ. HSS / high speed steel — высокоскоростная сталь). На таких свёрлах имеется обозначение “HSS” на хвостовике. Это общее название сверл по металлу иностранного производства, дополнительные обозначения дают расширенную информацию о составе сверла. Это легированная сталь, используемая для изготовления металлорежущего инструмента, работающего при высоких скоростях резки. Свёрла сделаны из углеродистой стали с добавлением вольфрама, хрома, молибдена и других элементов. Это позволяет им использоваться на быстрой скорости вращения. Свёрла HSS более устойчивы к потере закалки, они довольно распространены в комплектах и пригодны для практически любого автомобильного использования. Если вам не нужно сверлить очень часто, то подойдёт даже самое недорогое сверло HSS.
- Кобальтовая сталь (свёрла с добавлением кобальта отмечены обозначением “Со” и указанием процента содержания кобальта на хвостовике (HSS Co‑5 и HSS Co‑8 или HSS‑E)). Данные свёрла очень долго сохраняют заточку, не теряют остроту режущих кромок даже при более высоких температурах. Если вам нужно сверлить нержавеющую сталь, кобальт — лучший вариант. У такого сверла есть и недостатки. Оно более хрупкое, чем простые HSS свёрла, поэтому может повреждаться легче, особенно при боковом напряжении или при застревании сверла в отверстии. Они также намного дороже. Кобальтовые свёрла служат очень долго, если с ними правильно обращаться.
- Карбид вольфрама (Tungsten Carbide / Solid Carbide). Это чрезвычайно жесткие сверла, но в то же время хрупкие. Это ограничивает их широкое применение при ручном сверлении. Чаще встречаются в промышленном применении, в инженерных цехах. Такие свёрла потребуются, если нужно сверлить высокопрочную сталь, чугун или сплавы титана.

Защитное покрытие сверла
Покрытие, нанесённое на сверло влияет на эффективность и срок его службы.
- Черный оксид (Black Oxide) — самое экономичное покрытие. Черный оксид добавляет защиту от коррозии, увеличивает отпуск и снятие напряжений в сверле. Это покрытие также уменьшает истирание, а также способствует сохранению охлаждающих и смазочных материалов для сверления на сверле. Черный оксид подходит для сверления чугуна и стали, но не рекомендуется для сверления алюминия, магния или подобных металлов.
- Оксид бронзы (Bronze Oxide) — увеличивает отпуск и снятие напряжений в сверле и, как правило, используется в одиночку для визуального определения кобальтовой стали или с черным оксидом для определения лучших сортов высокоскоростной стали.
- Нитрид титана (Titanium Nitride (TiN)). Более дорогое покрытие, которое увеличивает твердость сверла и обеспечивает тепловой барьер, приводящий к увеличению производительности и увеличению срока службы инструмента в более твердых материалах. Свёрла с покрытием нитрида титана подходят для сверления чугуна и стали, а также алюминия, магния. Однако на практике титановое покрытие, в конечном счете, изнашивается, и если заточить его, покрытие полностью теряется. Титановые свёрла выглядят как свёрла HSS с латунной или оранжевой окраской.
- Карбонитрид титана (TiCN — Titanium Carbonitride). Имеет сине-серый оттенок. Покрытые карбонитридом титана свёрла более твёрдые и износоустойчивые, чем многие другие покрытия.
- Покрытие цирконием (Zirconium Coating). Хотя не является основным материалом для свёрл, покрытые цирконием металлы очень хорошо служат. Покрытие из нитрида циркония может увеличить прочность твердых, но хрупких материалов. Состав циркония также уменьшает трение для повышения точности сверления.
Обозначения на свёрлах по металлу HSS
Иностранные производители добавляют обозначения на свёрла по металлу HSS, которые говорят об применяемых технологиях и других особенностях сверла.
- HSS‑R. Эта маркировка говорит о том, что сверло прошло термическую обработку и роликовую прокатку.
- HSS‑G. Режущие части таких инструментов подвергают шлифовке при помощи боразона (CBN). Сверла HSS‑G получили максимально широкое распространения из-за сочетания высоких эксплуатационных характеристик и доступности.
- HSS‑E VAP. Так маркируют сверла, основное предназначение которых — обработка заготовок из нержавеющей стали. К поверхностям таких инструментов стружка практически не липнет. Из-за этого они медленнее изнашиваются и реже ломаются.
- HSS‑E (HSS-Co8, HSS-Co5 и др.). Эта маркировка указывает на высокое содержание кобальта в сплаве. Такие сверла подходят для обработки вязких и сложных металлов.
- HSS‑G TiN. Такие сверла имеют напыление из нитрида титана. Оно значительно повышает твердость инструмента и его термостойкость.
- HSS‑G TiAlN. Такие сверла имеют напыление из нитрида титана, легированного алюминием. Оно еще больше увеличивает твердость инструмента и его термостойкость.
Как правильно сверлить металл?
- Даже самые дорогие и крепкие свёрла будут иметь срок службы всего несколько отверстий, если их использовать неправильно.
- Лучше меньше надавливать на сверло и использовать более низкую скорость вращения. Скорость должна быть адаптирована к твердости материала и размеру отверстия. В целом, чем больше диаметр, сверла, тем должна быть меньше скорость его вращения и наоборот, чем сверло меньше, тем скорость может быть выше. Свёрлами от 1.5 до 4.5 мм можно сверлить металл на скорости вращения 3000 оборотов в минуту. Для свёрл большего диаметра рекомендуются обороты от 350 до 1000. Во время сверления, если вы начинаете видеть дым или металл, с которым вы работаете, начинает обесцвечиваться и затемняться, вы сверлите слишком быстро. Скорость вращения влияет на нагрев сверла. Горячее сверло быстрее затупляется. Не существует единой скорости сверления для всех типов металлов. Как общее правило при сверлении металла: чем больше сверло и жестче металл, тем медленнее скорость вращения. Если сверло острое, для сверления отверстия не нужно огромное давление. Поломка часто возникает, когда вы пытаетесь сильно надавить на тупое сверло, чтобы оно быстрее сверлило. Это не работает, а только перегревает металл.
- Поскольку металлы имеют гладкие поверхности, полезно использовать кернение, чтобы центровать сверло. При сверлении больших отверстий можно предварительного просверлить металл сверлом меньшего диаметра. Это будет направляющей для вашего сверла и предотвратит его перемещение или скольжение при вращении. Сверлом меньшего диаметра лучше сверлить не насквозь. Оно также будет служить резервуаром для специальной охлаждающей и смазывающей жидкости.

- Постарайтесь держать сверло стабильно. Если его не сохранять перпендикулярным при сверлении, то оно может загибаться и сломаться.
- При сверлении листового металла, будьте осторожны, когда сверло начинает проходить через металл к другой стороне. Сверло может застрять при выходе с обратной стороны и зацепить материал снизу отверстия. В идеале нужно подложить брусок дерева под металл, чтобы он не прогибался в конце сверления. С опытом вы будете чувствовать изменения в звуке и сопротивлении, чтобы уменьшить давление в конце сверления.
- В зависимости от материала и размера отверстия может быть полезным или даже необходимым охлаждение сверла. При сверлении металл значительно нагревается, что может привести к перегреву сверла. Это уменьшает его твёрдость и остроту. Во время работы следует делать паузы, чтобы дать сверлу остыть. Для твердых металлов, больших диаметров и глубоких отверстий лучше всего использовать также специальную жидкость для резки и сверления. Непосредственно перед началом сверления, необходимо добавить некоторое количество смазки, чтобы обеспечить уменьшение тепловыделения.
- При сверлении заготовки небольшого размера, не держите её в руке. Её нужно надёжно закрепить. В противном случае заготовку может вырвать, а рука может травмироваться. При сверлении тяжелых или неподвижных объектов это не требуется.
- Процесс сверления неизбежно создаст острые кромки. Это небольшие зубчатые куски металла, которые могут находиться вокруг края отверстия, которое необходимо удалить. Вы можете просто сгладить неровности краёв напильником. Еще один небольшой трюк, это использовать сверло, которое больше отверстия, имеющего «заусенцы». Поместите кончик сверла большего диаметра в отверстие и прокрутите его. В итоге получится совершенно гладкое и ровное отверстие.
Сверление твёрдых металлов
Очевидно, что твёрдые металлы сверлить сложнее. К примеру, нержавеющая сталь тяжело режется и сверлится. Рассмотрим, что нужно учитывать при сверлении твёрдых металлов.
Скорость сверления твёрдых металлов должна быть медленной. В идеале нужно использовать более твёрдое сверло, такое как кобальтовое, с покрытием нитрида титана или карбид-вольфрамовое. Третий момент касается охлаждения. При сверлении твердых металлов рекомендуется использовать специальное масло для резки и сверления металлов.
В идеале, сверление твердых металлов должно осуществляться при помощи сверлильного станка, так как он даст больше контроля и создаст большее усилие.
Сверление листового металла
При сверлении обычным сверлом листового металла отверстие получается неровным. Так происходит, потому что кончик сверла, выходя из листа с обратной стороны, перестаёт центрироваться, а ленточки сверла ещё не центрируют сверло, так как ещё не контактируют с поверхностью металла.
В определённый момент сверло заклинивает и начинает рвать металл или проскальзывать в патроне дрели. Обычное спиральное сверло сделано, чтобы сверлить толстые и твёрдые материалы. Специальные свёрла для листового металла сверлят ровное отверстие.
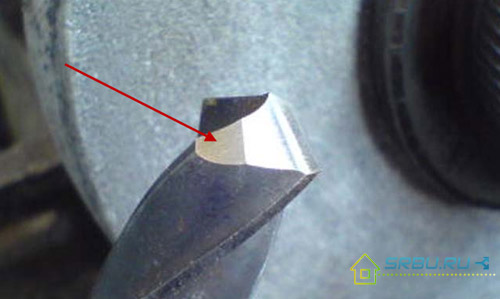
Специальное сверло для листового металла имеет острый выступ по центру и режущие вершинки по бокам. Это сверло имеет следующие преимущества: хорошая центровка, минимальное образование заусенцев при сквозном сверлении, точное сверление в тонких листах и трубах. Такое сверло можно сделать из обычного сверла по металлу. Оно затачивается также, как сверло для высверливания точечной сварки.

Сверление начинается с кончика, потом режущие края сразу сверлят отверстие определённого диаметра.
При сверлении листа металла также желательно поместить плоский отрезок древесины под ним.
Сравните два отверстия на фото, просверленные в алюминии толщиной 1.2 мм. Оба отверстия были просверлены сверлом 1.25 см. при оборотах 150 об. в мин. с деревянной подложкой, подложенной под металлический лист. Отверстие слева было просверлено стандартным спиральным сверлом, а отверстие справа сверлом с модифицированным кончиком. Ни одно отверстие не было обработано, чтобы снять заусенцы.

Если Вы хотите просверлить тонкий листовой металл, никогда не держите лист металла в руках. Когда сверло прорезает сквозь лист металла и выходит с обратной стороны, есть опасность, что оно может неожиданно застрять в листе металла и лист повредит руку. Лучше закрепить лист прочно между двумя фанерами. Тогда сверление будет безопасным. Это также уменьшает количество заусенцев, что упрощает чистовую обработку заготовки. Таким способом можно получить ровное отверстие и обычным сверлом по металлу с углом на кончике 118 градусов.
Охлаждение и смазка при сверлении металла
- Кроме использования правильного сверла по металлу, правильной скорости вращения, при сверлении металла рекомендуется использовать специальное масло для резки или сверления металлов. Это средство предотвращает перегрев сверла, а также уменьшает трение, облегчая сверление. Не говоря уже о том, что специальное средство обеспечивает более высокие скорости вращения, что повышает производительность. Оно также предотвращает прилипание стружки к режущей кромке и к канавкам сверла. Многие современные покрытия на сверлах не предполагают использование смазочных материалов, поэтому, сначала нужно уточнить с каким сверлом, при какой скорости и при сверлении какого металла нужно использовать масло для сверления.
- Специальное масло наносят на рабочую зону для отвода части тепла и смазки режущего инструмента, обеспечивая лучшее режущее действие при меньшем трении и увеличивая срок службы инструмента (в нашем случае сверла).
- Существуют как специальные, так и универсальные средства для охлаждения и смазки при сверлении (к примеру, Specialist® Multi-Purpose Cutting Oil от компании WD-40).
- Стоит отметить, что есть мастера, которые никогда не используют какое-либо масло или жидкость во время сверления, в том числе на станке. Объясняют они это тем, что масло или другие смазочные материалы противоречат предназначению сверла. Если имеется правильно заточенное сверло, оно должно резать металл, а не проскальзывать. Если сверло острое, имеет правильную заточку для конкретного металла, настроена правильная скорость вращения, то больше ничего не нужно. Большая часть тепла при сверлении уходит в стружку.
- Если Вы сверлите только тонкий листовой металл, то охлаждение и смазка могут не потребоваться. Важно будет только соблюдать периодичность сверления, скорость вращения и давление на сверло.
Как сделать жидкость для резки и сверления металла самому?
Если необходимо при сверлении использовать охлаждение, то желательно использовать специальную жидкость. Её нельзя заменить чем попало. Специальная жидкость для резки или сверления металлов содержит смазывающие вещества, ингибиторы коррозии, ингибиторы плесени и бактерий, замедлители воспламенения, стабилизаторы. Требуется жидкость (или расплавляемое твердое вещество), которая не становится газом при температурах, создаваемых сверлением. Простая вода может охлаждать, но будет испаряться, не оставляя после себя смазывающей плёнки, а также может вызывать коррозию режущих кромок.
Нужно быть осторожным с использованием чего-либо для охлаждения при сверлении, что явно не предназначено для этой цели. Вы будете дышать дымом, который может быть токсичным. К примеру, использование антифриза с водой, который выдерживает высокую температуру, имеет антикоррозионные и некоторые смазочные свойства, логично, но при его испарении образуются токсичные пары.
Существуют множество рецептов самодельных масел для резки и сверления металла, которые имеют свои преимущества и недостатки. Здесь я привожу лишь один рецепт, который не раз применялся одним знакомым мастером, которому приходилось много сверлить.
Рецепт самодельной жидкости для резки и сверления металла:
- 3 части воды,
- 1 часть трансмиссионного масла (gear oil), возможно можно и моторного,
- несколько капель жидкости для мытья посуды.
Сначала нужно добавить моющее средство в воду, а затем немного перемешать. Если просто смешать все ингредиенты в один контейнер сразу, они не очень хорошо смешиваются. Мыло является катализатором, который позволяет смешивать масло и воду. В противном случае, из-за различных плотностей масло будет плавать поверх воды. При сверлении вода будет охлаждать сверло и испаряться, а тонкая масляная плёнка будет действовать как смазка, а также предотвращать коррозию. Если при испарении воды остаётся липкий остаток, то было добавлено слишком много мыльного средства.
Единственный металл, для которого требуется специальная жидкость для резки или сверления, это алюминий. На многих специальных жидкостях для резки и сверления металла указано, что они применимы для всех металлов, кроме алюминия. Для этого металла в качестве охлаждающего и смазывающего средства можно использовать обычную wd-40 или керосин.
Печатать статью
Ещё интересные статьи:
Рассказываем как заточить сверло по металлу правильно при помощи точила, болгарки и приспособлений. Основные требования и правила заточки в домашних условиях. Особенности восстановления победитовых и ступенчатых сверл. Угол заточки, использование шаблонов.
Со временем даже самое качественное сверло затупляется, все хуже входит в металл и не позволяет проделать ровное отверстие требуемой точности. В большинстве случаев ничего не остается, как заточить сверло по металлу, не отходя от рабочего места. Заточка сверл позволяет в полной мере восстановить их характеристики и работоспособность. Конечно, приобрести новое изделие намного проще, чем устранить проблему своими руками. Чтобы правильно заточить, вовсе не обязательно наличие специального оборудования: восстановить сверло можно с применением несложного инструмента.
Как определить необходимость заточки сверла
Потребность в заточке сверла определяется при появлении одного из следующих признаков:
- повышенного шума в процессе погружения в металл;
- появления мелкой стружки;
- сильного нагрева изделия.
Затупленное спиральное сверло при трении издает неприятный для слуха высокочастотный звук. Потому следует немедленно остановить работу и перейти к заточке инструмента, иначе он слишком перегреется и не будет подлежать восстановлению.

Ухудшение наточки сверла также можно заметить по прекращению образования спиралевидной непрерывной стружки, появлению мелких частиц металла.
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения.

Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.

Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Для установления угла заточки можно воспользоваться пластиковым шаблоном, периодически прикладываемым к поверхности.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.

На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
Работать на станке следует осторожно. Сверла больших диаметров способны нагреваться до значительных температур, что приводит к уменьшению прочностных характеристик металла.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.

Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Несмотря на имеющиеся конструктивные недостатки, применение насадок позволяет значительно ускорить и упростить восстановление рабочих кромок сверла по металлу. Популярность также обусловлена невысокой стоимостью приспособлений.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Порядок заточки сверла
Для качественной оправки затупившегося сверла рекомендуется применение дополнительных приспособлений.
В качестве простейшего можно использоваться втулку, внутренний диаметр которой соответствует поперечному размеру режущего инструмента, жестко зафиксированную под требуемым углом. При подборе такой втулки особое внимание уделяется точности и плотности входа сверла внутрь шаблона, так как отклонение даже в несколько градусов существенно снизит качество восстановления кромок.

Приспособление можно оснастить набором алюминиевых либо медных трубок, соответствующих типовым диаметрам сверл. Нередко умельцы дополняют изделие деревянным бруском, в котором проделаны отверстия различных диаметров.
Основным элементом такого шаблона для заточки сверл по металлу является подручник, предназначенный для решения следующих важных задач:
- обеспечение точного положения инструмента и его перемещения относительно точила;
- выполнение функции упора, не позволяющего обрабатываемому изделию отходить назад.


Заточка сверл с использованием приспособления из дубового бруска позволяет точно выставить требуемый угол.
Также режущий инструмент можно легко восстановить на самодельном заточном станке.

Правильный угол
Для качественной и точной заточки сверла важно подобрать правильный угол.
Существует зависимость от материала заготовки угла заточки сверла по металлу, таблица которой приведена ниже.

Таким образом, чем мягче металл заготовки, в которой требуется проделать отверстие, тем угол тупее.
Доводка после заточки
Работа проводится на специальных кругах для доводки, сочетающих грубую обработку металла с финишной.
Диски изготавливаются из относительно мягкого материала, позволяющего убрать царапины, наплывы и прочие незначительные дефекты поверхности. Устранение их осуществляется без изменения геометрических параметров режущих граней. Обычно такие круги ставятся на перфоратор либо болгарку, фиксируются и надежно зажимаются, благодаря чему появляется возможность обработки сверла, зажатого в тисках либо ином приспособлении.
Кроме доводочных дисков, довести режущие поверхности до совершенства можно при помощи наждака, установленного на дрель или болгарку.
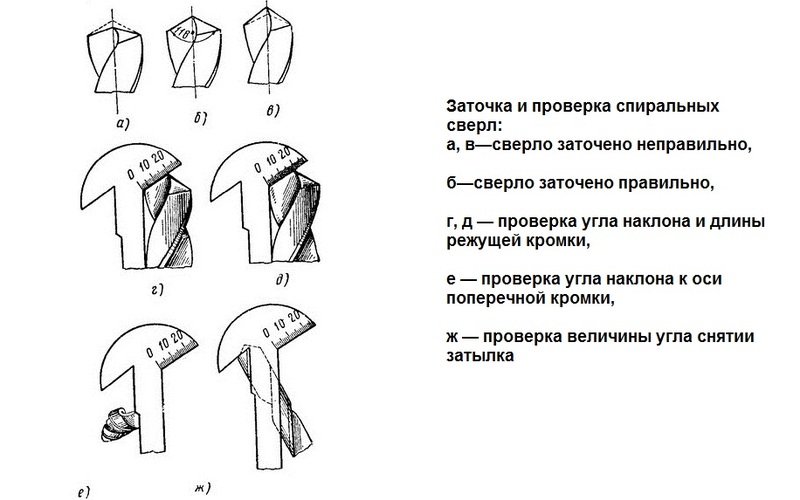
Проверка заточки
Для быстрой проверки правильности заточки инструмента используют специальный шаблон, при помощи которого можно контролировать:
- длины рабочих граней;
- положение вершин углов;
- угол наклона винтовой канавки;
- угол продольной грани.

Подточка сверла
Для сверл по металлу диаметром от 10 мм требуется дополнительная подточка передней кромки.
Смысл такой операции заключается в увеличении угла режущей грани и уменьшении наклона передней кромки. Цель – придание металлу стойкости к крошению и повышение рабочего ресурса режущего инструмента.
Кроме того, подточка позволяет сузить поперечную кромку, из-за чего материал заготовки по центру отверстия скоблится, что облегчает сверление. Дополнительная обработка сверл с небольшим задним углом позволяет снизить силу трения внутри отверстия.
Проверка правильности заточки сверла
Правильность восстановления сверла можно установить посредством шаблона, сделанного из листового металла толщиной 1 мм. С его помощью выполняется контроль:
- угла между перемычкой и режущей кромкой;
- угла вершины;
- длины рабочих граней.
Подобный угломер можно изготовить из обычного металлического транспортира. Лишнюю часть следует отрезать, потому как при точении сверл по металлу углы до 30° не применяются.

Контроль заднего угла осуществляется опосредованно через определение угла заострения.
Для самостоятельного изготовления шаблона достаточно перенести требуемые углы на лист металла. В качестве эталона можно применить новое, еще не использованное изделие.
Для проверки правильности заводской заточки заготовка из любого мягкого металла просверливается на глубину 1 см, после чего замеряется диаметр полученного отверстия. Он должен в точности соответствовать заявленному типовому размеру сверла.
Неправильное восстановление рабочих кромок, если клинья их несоразмерны друг с другом либо заточены они под различными углами по отношению к оси инструмента, вызовет биение сверла. В итоге диаметр отверстия будет большим.
Также правильность заточки можно легко выявить по типу стружки, выходящей при сверлении металла. При разбежке в углах инструмент будет заходить туго, придется прикладывать значительно большие усилия для погружения его в металл.
Важные правила
Точение сверл по металлу не вызывает у опытных домашних мастеров никаких трудностей. Но все же существует несколько важнейших правил:
- Главное требование, которого следует придерживаться при разработке конструкции станка для точения: изделие должно оставаться неподвижным, не вращаться вокруг своей оси. Если оно повернется хотя бы на градус, выправку придется повторять заново.
- Поверхность круга или заточного диска должна быть идеально ровной. Потому периодически ее необходимо править эльборовыми насадками.
- По окончании работы восстановленному инструменту для сверления металла следует дать остыть в естественных условиях и только затем выполнять проверку геометрических параметров посредством шаблона.
Длины режущих граней должны отличаться одна от другой не более чем на 0,1–0,3 мм. Данное правило особенно важно для инструмента небольшого диаметра.
Можно ли восстановить победитовое сверло
Инструмент для сверления металла с наконечником из победитовой стали также со временем может затупиться. Для восстановления его рабочих свойств подойдет лишь алмазный круг, вращающийся на малых оборотах. Но перед тем как пробовать заточить победитовые сверла, необходимо удостовериться в возможности такой работы: высота рабочей части должна быть не менее 1 см.

Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру. Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл.
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
Особенности заточки ступенчатых сверл
Ступенчатые сверла по металлу производятся в нескольких конструктивных исполнениях, каждая модель при этом предназначена для устройства отверстий диаметром 4–32 мм. Это дорогостоящий, но очень качественный инструмент, способный прослужить до 2 лет даже при интенсивном использовании.
По рекомендациям производителя возможна заточка ступенчатых сверл по металлу, но только некоторых моделей. Остальные восстановлению и последующему повторному применению не подлежат.
В отличие от обычных конусные сверла заточить непросто: при неправильном выполнении работы режущая кромка инструмента может прийти в негодность.
Для возвращения к жизни ступенчатого резца используется наждачная бумага, которой оборачивается специальный вращающийся диск. При этом обработку можно проводить как при помощи станка для концевых фрез, так и руками. Первый вариант применяется для изделий со спиралевидными канавками, второй – для инструмента с прямыми полостями.
А вы сталкивались когда-нибудь с необходимостью заточки сверла по металлу в домашних условиях? Все ли у вас получилось или возникли какие-то затруднения? Поделитесь, пожалуйста, собственным опытом в комментариях.
 Качественная обработка таких материалов, как металл и камень, невозможна без использования сверл, выполненных из хороших материалов, геометрия режущей части которых подходит под требуемые значения. В процессе эксплуатации любое, даже самое прочное сверло рано или поздно изнашивается, утрачивая остроту рабочей поверхности. В такой ситуации требуется определиться с тем, приобретать ли новый материал, или искать информацию о том, как заточить сверло по металлу.
Качественная обработка таких материалов, как металл и камень, невозможна без использования сверл, выполненных из хороших материалов, геометрия режущей части которых подходит под требуемые значения. В процессе эксплуатации любое, даже самое прочное сверло рано или поздно изнашивается, утрачивая остроту рабочей поверхности. В такой ситуации требуется определиться с тем, приобретать ли новый материал, или искать информацию о том, как заточить сверло по металлу.
Износ сверла
 Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Помимо условий хранения срок износа зависит от предназначения инструмента и обрабатываемой им поверхности. Например, сверла предназначенные для работы с древесиной сохраняют свою рабочую поверхность в течение нескольких лет по причине того, что дерево — относительно мягкий материал.
В связи с тем, что металл является более твердым и прочным материалом, сверла для работы с ним изнашиваются гораздо быстрее. Работа тупым инструментом недопустима, поскольку отверстия будут проделываться дольше, сложнее, не получатся ровными. Само же сверло будет сильно нагреваться, в связи с чем дальнейший износ происходит еще быстрее и обязательно приведет к тому, что инструмент сломается. Кроме того, облом часто сопровождается разбросом мелких осколков на большой скорости, что может привести к различным травмам. Признаками того, что сверлильный инструмент затупился, являются:
- Скрипы и прочие нестандартные звуки, издаваемые при работе;
- Сильный нагрев инструмента;
- Низкое качество создаваемых отверстий.
Работать тупым сверлом трудно, зачастую невозможно. Помимо того, что оно не сверлит заготовку, эксплуатация изношенного сверлильного инструмента грозит его переломом, что часто приводит к порче обрабатываемой детали и к трудностям извлечения обломанной части инструмента, застрявшей внутри поверхности.
Для того чтобы продлить сверлильному инструменту срок эксплуатации и вернуть правильную геометрическую поверхность, выполняется такая процедура, как его заточка. Любой мастер, который часто работает с дрелью, должен знать, как правильно затачивать сверла по металлу.
Техника безопасности
Описанные ниже работы являются травмоопасными, поэтому требуется соблюдать определенный свод правил:
- Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.
- Перед включением станка нужно убедиться в надежной фиксации наждачного круга.
- Заточку нельзя проводить на весу, нужно опирать инструмент на подручник.
- В случае переломов сверла, оно может разлететься на мелкие осколки, помимо этого в процессе работ производится много абразивной пыли и высекаются снопы искр. Учитывая это, все работы следует проводить в защитных очках и маске.
 Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.
Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
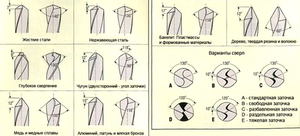
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Как видно, чем мягче материал, в котором требуется просверливать отверстие, тем тупее должен быть угол. Так, для нержавеющей стали достаточно — 118°, а для более мягких металлов угол достигает — 140°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
 Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.В процессе заточки следует стараться выдержать изначальную заводскую поверхность задней части, чтобы она сохранила заданные ей углы. После заточки желательно провести доводку, что позволит сгладить поверхность и убрать мелкие зазубрины.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
 Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Применение специальных приспособлений
Процесс заточки по указанной выше методике подходит для инструмента диаметром не более 10 мм. Для того чтобы качественно наточить сверла большего размера, особенно если они имеют сложную форму или дополнены специальными твердосплавными напайками, лучше применять станок со специальным приспособлением.
Использование данного оборудования позволяет контролировать угол заточки, а выполнение работ будет происходить максимально безопасно для мастера. Применение таких точильных станков рекомендуется для заточки инструментов, которые:
- Применяются для сверления глухих отверстий, для них характерно снижение усилия резки по оси.
- Характеризуются повышенной прочностью и качеством сплава.
- Применяются для проделывания очень глубоких отверстий.
- Отличаются незначительной величиной подточки.
 От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
Передвижения обрабатываемого инструмента выполняется за счет привода, соединенного с двигателем. После закрепления сверла в колонне, она сама подводится к кругу и все углы, которые требуется сформировать, будут выдержаны автоматически. Недостатком такого станка является то, что он имеет большие габариты и высокую стоимость, поэтому его приобретение нецелесообразно для домашнего применения.
Насадка на дрель
Одним из компактных приспособлений для наточки сверла является цилиндрический насадочный станок, который закрепляется на рабочем вале обычной дрели, от которого приводится во вращение точильного круга насадки. С другой стороны цилиндра находится специальная крышка с отверстиями различного диаметра, в которые устанавливается режущая часть нужного для заточки сверла.
Данная насадка проста в применении, обращение с ней не требует специальных навыков, а сверла, прошедшие заточку на ней, сохраняют все свои геометрические параметры.
Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
 Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
Originally posted 2018-03-28 15:14:38.
Как заточить сверло старым проверенным способом
 Как заточить сверло старым проверенным способом
Как заточить сверло старым проверенным способомСо временем сверла тупятся, так сильно, что работать ими становится невозможно. Большинство просто берет и выбрасывает сверла, покупая новые. Настоящие же мастера своего дела, так не сделают, ведь используя точило или даже без него, можно дать затупившемуся сверлу вторую жизнь.
В домашнем хозяйстве, как правило, используются сверла небольших диаметров, до 16 мм. Заточить такие сверла не составит большого труда, ну а о том, как это сделать правильно, вы сможете узнать из статьи.
Что понадобится для заточки сверла
В идеале, для заточки сверла необходим будет точильный станок. Но можно воспользоваться и одним кругом от него. Круг можно закрепить на электродрели. Также, можно использовать и угловую шлифмашину. Однако точить свёрла болгаркой не совсем правильно.

Внимание! Заточка свёрл связана с различными рисками. Поэтому перед выполнением данной работы, обязательно следует защитить глаза. Также потребуется ёмкость с охладительной жидкостью, чтобы не перегреть сверла. Во время заточки сверла его придётся постоянно охлаждать, и делать это лучше в машинном масле или, на крайний случай, в воде.
Процесс заточки сверла своими руками
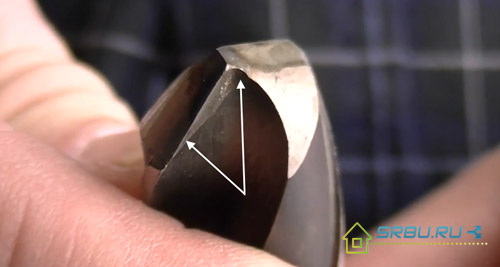
Итак, все подготовлено, можно приступать к заточке сверла. Осуществлять заточку нужно последовательно, за несколько подходов. Сначала стачивается задняя часть сверла. С этой целью сверло плотно прижимается к точильному кругу. Таким образом, подравнивается конус сверла. После заточки он будет иметь правильный вид.

Затем, на втором подходе, необходимо будет немного сточить режущую часть сверла. Данный процесс заточки осуществляется строго под определённым углом, поскольку это очень важно. При правильной заточке, перемычка режущей поверхности сверла должна быть не более 0,4 мм (для сверл до 8 мм). Если затачивается сверла гораздо большего диаметра, то, размер перемычки может достигать 1 мм.

Всегда нужно помнить о том, что сверло сверлит боковыми кромками, а не только одним наконечником. Поэтому если уделять внимание заточке одного лишь наконечника, то, можно так и не добиться положительного результата. Ну а теперь собственно о старом и проверенном способе заточки.
Как заточить сверло на «реверсе»
Если у вас под рукой нет точила и даже шлифовального круга к нему, то, воспользуйтесь шуруповёртом или электродрелью, используя реверс и кусок наждачной бумаги. Возьмите тупое сверло и закрепите его в патроне электродрели. После этого включите реверс (обратный ход) на инструменте, и просверлите в наждачной бумаге несколько отверстий.

Заточка на реверсе позволяет немного оживить сверло и сделать его грани острыми. Конечно же, такой способ заточки не поможет полностью восстановить сверло, как это можно сделать при помощи точильного станка. Однако и его нельзя сбрасывать со счетов, если под рукой для заточки нет абсолютно никаких инструментов.
Заточив сверло, таким образом, вы хоть сможете просверлить дырку, после чего продолжить дальше выполнение своей работы.
Поделиться в соцсетях
Как точить сверла по металлу
Выполняя отверстия в древесине, про остроту инструмента можно совершенно не беспокоится, поскольку такие режущие инструменты можно годами использовать не затачивая. Но для сверления металла острота сверла имеет важное значение.
Работать притупленным сверлом довольно сложно, поэтому его необходимо менять либо затачивать. Целесообразность замены не всегда оправдана, а зная, как правильно точить сверла по металлу, можно хорошо сэкономить на покупке новых инструментов.
Что следует учитывать
Для сверления металла необходимо использовать исключительно острые приспособления. Затупление сверл зависит от того на каких оборотах выполняется работа, какой металл по твердости обрабатывается, с каким усилием происходит нажатие на дрель, присутствует ли охлаждение и т. д. В зависимости от этого и определяется частота заточки инструмента. Для каждого конкретного случая и сверла все индивидуально.
Типы заточек бывают совершенно различными, они определяются степенью затупления сверлильного инструмента, его диаметром, конструкцией и спецификой назначения. Есть стандартные рекомендации, которые указывают на то, как правильно точить сверла. Они не являются основными, но их соблюдение минимизирует риск порчи инструмента и образование каких-либо дефектов на нем:
- при работе кромку приспособления необходимо держать так, чтобы она располагалась параллельно к точильному камню;
- соблюдайте постепенное затачивание, без резких движений сверлом;
- избегайте чрезмерного надавливания сверла на поверхность точильного круга;
- если отсутствуют отражающие блики на обработанных поверхностях, то это свидетельствует о завершенности работы.
Также необходимо придерживаться технологически рекомендованных углов заточки для определенного вида материала.

Следует учитывать, что универсальных значений не существует. Под каждый вид обрабатываемого металла следует подбирать установленные углы заточки. Пример технологических величин указан на рисунке.
Как выполнить заточку спирального сверла
По краям режущего инструмента значение скорости резания является минимальным, но нагрев режущих кромок происходит до максимальной величины. Предусмотреть отведение тепла от углов кромок довольно проблематично. В связи с этим у приспособления начинают затупляться в первую очередь углы, а далее вся режущая кромка. В последствии происходит истирание задней части, наблюдается возникновение штрихов и рисок, которые идут от режущей кромки. При постепенном износе штрихи сливаются, образовывая одну полоску, которая идет по всей длине кромки, сужаясь к центру сверла. Поперечные кромки при превышении порога износостойкости могут попросту смяться.
В случае затупления сверла начинают моментально издавать скрипящий звук. Если не провести своевременное заострение режущей части инструмента, то будет возникать усиленный перегрев, который в кратчайшее время приведет конструкцию к износу.

Чтобы облегчить контроль над геометрией приспособления следует поработать над созданием шаблона. Благодаря ему легко можно будет узнать в какой части инструмента требуется дополнительный съем металла. Для соблюдения симметрии, важно проводить затачивание каждого участка сверла с одинаковым нажимом к поверхности точила.
Для работы необходимо предусмотреть наличие следующих компонентов:
- шлифовального круга;
- втулок;
- воды;
- соды;
- алюминиевых, медных или стальных листов.
Способы затачивания сверл
Правильная заточка режущего инструмента осуществляется по задней грани. Данный процесс должен быть выполнен для каждого зубца абсолютно одинаковым образом, но стоит понимать, что выполнение подобной операции вручную практически невозможно. Кроме этого, требуется создание необходимой формы граней и задание заднего угла. В связи с этим, для правильной заточки сверл по металлу необходимо использование специальных устройств. Данные работы рекомендуется проводить посредством специального оборудования и приспособлений. Но к сожалению, домашние мастерские не оснащены профессиональными устройствами, поэтому для данный целей применяются обыкновенные точильные камни.
Виды и способы затачивания определяются исходя из того, какая форма должна быть обеспечена на заднем основании инструмента. Существуют следующие виды заточек:
- одноплоскостная;
- двухплоскостная;
- коническая;
- винтовая;
- цилиндрическая.
В домашних условиях ввиду потребностей и простоты самого процесса применяется одноплоскостной и конический способ.

Одноплоскостной
При таком способе основанию пера придается вид плоскости. Величина заднего угла равняется 29-30°. Он является наиболее простым и используется для инструментов диаметр которых не превышает 3 мм. Основной недостаток — возможное разрушение режущей кромки в процессе сверления. Чтобы этого избежать, заточку следует выполнять крайне аккуратно. Принцип заключается в прикладывании инструмента к точильному кругу и перемещении его в параллельном положении к точилу.
Конический
Для заточки конструкций, диаметр которых более 3 мм, стоит воспользоваться коническим способом. Он является более сложным, но вполне доступным для ручной работы. Для этого левая рука зажимает рабочую часть сверла, правая зажимает его хвостовик. После этого инструмент медленно подводится к вращающемуся точильному камню с выдержкой нужного угла. Делая легкие покачивания правой рукой, необходимо создать конус на задних гранях инструмента.
Заточка сверла осуществляется плавным и медленным движением без отрыва от поверхности круга. Сначала манипуляции выполняются для одной части приспособления, потом для другой. Важно правильно выдерживать углы заточки и форму на задних гранях. Для проверки полученного значения можно использовать угломер или шаблон.

Процесс заточки сверл по металлу
Заточку сверла следует производить последовательным образом, сперва обрабатывая заднюю поверхность. Выполняется процедура максимально осторожно, несколькими приемами. Инструмент должен плотно прижиматься к точильному кругу. При коническом способе, особое значение стоит уделять величине затачиваемого угла, он не должен изменяться.
Если получиться, то можно постараться выдержать форму на заднем основании приспособления, которая была обеспечена в процессе заводского производства инструмента. Это позволит сохранить задний угол на каждой из граней. В итоге задняя поверхность должна стать в форме правильного конуса, если смотреть на сверло с боковой стороны.
Затем выполняется обработка режущей части сверла. На этом этапе выдержка угла также должна быть максимально обеспечена. Окончательную доводку задних поверхностей выполняют только после этого этапа. Важно обращать внимание на перемычку, которая расположена на кончике инструмента. Если сверло обработано правильно, то ее размеры не должны превышать 0,4 мм, если диаметр сверла менее 8 мм. Необходимо следить за перемычкой, она располагается на самом кончике сверла. У более крупных приспособлений перемычка может достигать 1-1,5 мм.
Также во время рабочего процесса не должен происходить перегрев сверла, это может спровоцировать послабление стали. В результате произойдет размягчение металла и потеря твердости.

При неправильном затачивании и перегреве режущая часть на приспособлении может стать непригодной. Чтобы этого избежать, конструкцию необходимо постоянно охлаждать водой или водно-щелочным раствором, который можно приготовить из соды. Масло для этих целей использовать запрещено. В охлаждении не нуждаются твердосплавные изделия.
При ручном затачивании изделий важно придерживаться следующих правил:
- за один проход нужно снимать небольшой слой стали;
- заточка должна производиться на минимальной скорости вращения шлифовального круга;
- приспособление не должно перегреваться до такой степени, чтобы его невозможно было держать в руках.
Важные рекомендации
Инструменты должны точиться против вращения точильного камня. Благодаря этому режущие кромки могут прослужить более долгий период времени, они не будут выкрашиваться. Для выполнения заточки, необходимо применять шлифовальные камни в основе которых используется электрокорунд, показатели его зернистости должны быть в пределах 30-40.
Доводку, как правило, проводят после затачивания. Она необходима для удаления мельчайших зазубрин, отшлифовывания кромок, придания гладкости режущей поверхности. Инструмент, на котором проводится доводка менее подвержен изнашиванию. Для ее проведения применяют соответствующие «мягкие» камни, то есть шлифовальные круги с зеленым карбидом, зернистостью не более 5-6.
Затачивая сверло, также следует обращать внимание на показатель симметричности, который определяется по его осям. Каждая из кромок должна быть прямолинейной и одинаковой длины. Насколько правильно выполнена операция можно узнать воспользовавшись угломером или самодельными шаблонами. Его можно изготовить в домашних условиях из медных, алюминиевых или стальных листов, толщина которых не более 1 мм. Самыми надежными являются стальные шаблоны. Посредством них можно проверять углы при вершинах, длинновые размеры режущей конструкции, углы между перемычками и кромками. Важно учитывать, что задние углы измерять крайне трудно, поэтому используя шаблон нужно проверить углы заострения. Сделать такой контрольный инструмент рекомендуется прежде чем проводить эксплуатацию сверла, то есть сразу после его приобретения. Чтобы в дальнейшем можно было максимально точно проверить их соответствие после заточки.

Также из-за разной длины режущих кромок и их наклона к осям приспособления может возникнуть неравномерная нагрузка. Если такое имеется, то сверло очень быстро выйдет из строя, поскольку перегруженная кромка износится. Не стоит забывать, сверление производится не за счет самого наконечника, а за счет боковых сторон инструмента. У многих домашних мастеров, часто встречается ошибка в заострении только вершины сверла без затачивания боковых кромок.
Заточить сверло по металлу не составит проблему, если четко следовать технологии. В связи с этим, если рассмотрение некоторых аспектов осталось непонятным, то можно просмотреть видео уроки от мастеров, имеющих большой опыт в данном ремесле.
Видео «Ручная заточка спиральных сверл. Ч.1»
Видео «Ручная заточка спиральных сверл, Ч.2»
Не требует особых доказательств, что сверло в процессе работы теряет остроту режущей части, то есть, говоря попросту, тупится. Тупое сверло не доставляет беспокойства до тех пор, пока не оказывается нужным. Вот тогда неожиданно выясняется, что работать изношенным или тупым сверлом невозможно.
Остается только сожалеть о том, что вовремя не восстановлены геометрия и размер сверла. В этой статье будет рассказано, как заточить спиральное сверло, а также сверло с твердыми напайками для сверления бетона.

Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.

Подводи сверло режущей кромкой к шлифовальному кругу.

Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Видео. Ручная заточка спиральных сверл. Часть – 1.
Видео. Заточка спиральных сверл. Часть – 2.
Видео. Стачивание перемычки ребра сверла. Часть – 3.
Видео. Заточка сверл – приложение.
Как заточить победитовое сверло с напайками
Победитовое сверло также может затупиться. Тупое сверло перегревается во время работы, плохо сверлит и издает сильный визжащий звук. Конечно, можно поменять сверло, купив новое, но лучше сэкономить и заточить его своими руками. Для этого вам понадобится заточной станок (электрическое точило) с алмазным камнем и охлаждающая жидкость. Обыкновенный наждачный камень для заточки сверла из победита не годится.
До того, как приступите к заточке, убедитесь, что она возможна, в принципе. Для этого следует померить высоту режущей части сверла. При высоте режущей части сверла, т. е. напайки около 10 мм заточка возможна.
Не забываем: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (количество оборотов вращения камня) при заточке победитового сверла должна быть уменьшена вне зависимости от того, какой инструмент применяется для заточки.
Заточка сверла выполняется короткими касаниями сверлом наждачного камня. Победитовое сверло затачивается быстро, как правило вам там нужно лишь немного подправить слизавшиеся кромки, поэтому следует внимательно контролировать процесс, чтобы не срезать лишнее с рабочей победитовой поверхности сверла.
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т.е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:

Заточенный бур по с напайкой.
Желательно подточить переднюю поверхность. Если напайка уже сточена до самого сверла, то без подточки просто нельзя обойтись, поскольку мягкий металл, выходит на режущую кромку со стороны передней поверхности. Передняя поверхность одновременно подтачивается так, чтобы толщина центра напайки стала меньше.

Подточка напайки со стороны передней поверхности.
Во время заточки сверла старайтесь быть точным и внимательно следите за тем, чтобы его режущие стороны были одного размера. Если это не удается достичь, то смещенный центр ости обязательно приведет к тому, что отверстие сверления будет увеличенным и неровным. Независимо от устройства, на котором выполняется заточка, нужно контролировать соотношение передних и задних углов кромки реза в направлении вращения.
Еще одно правило, которого следует придерживаться, чтобы правильно заточить сверло по бетону: чем тверже материал, тем больше угол заточки. Для победита он составляет 170 градусов.
В процессе заточки нельзя допускать нагревания сверла, т.к. могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы не допустить этого, периодически следует охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду.
Предлогаем посмотреть подборку видеороликов по заточке сверл с победитовыми напайками.
Видео. Заточка буров для перфоратора. Часть – 1.
Видео. Заточка буров для перфоратора. Часть – 2.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как самому правильно заточить сверло вручную
Для заточки свёрл существуют специальные приспособления, которые помогают правильно выдержать все рабочие углы этого инструмента. Но если нужного устройства под рукой нет, то несложно научиться проводить эту ответственную операцию самому. Начинать практиковаться в заточке лучше со сверла среднего диаметра 10 – 12 мм.Чуть-чуть теории
Это угол заточки сверла, он приблизительно составляет 120 градусов.

После заточки передняя режущая часть инструмента должна быть симметрична. Если произошло смещение, надо поправить – переточить.
За режущей кромкой имеется задний срез или задняя поверхность. Она должна быть направлена относительно режущей кромки на 1 – 1,5 мм вниз в сторону хвостовика сверла.

Подготовка к операции
На точильном камне маркером наносим черту параллельно оси вращения. Теперь постараемся правильно расположить сверло в пространстве для проведения заточки. Прикладываем сверло задним срезом режущей кромки к черте на точильном камне, плотно без зазоров. Сверло должно располагаться строго горизонтально!
При этом нанесенная черта будет находиться несколько выше оси вращения точила.


Продольная ось инструмента в горизонтальной плоскости будет повёрнута влево примерно на 30 градусов, это обеспечит правильный общий угол заточки в 120 градусов. Запомним это положение в пространстве.
Переходим к практике
Берем побывавшее в работе сверло, со сбитыми режущими кромками и попробуем его заточить. Находим правильное положение инструмента в пространстве, начинаем заточку.

Вначале одну сторону, потом другую. Не торопимся, делаем работу максимально аккуратно. Если затачиваемая комка перегревается, раскаляется до красна, окунаем инструмент в емкость с водой. Затем продолжаем работу.

Проверяем результат
Как будто бы все получилось. Угол заточки около 120 градусов, задний срез имеет правильный скос к хвостовику сверла.


Берем дрель, вставляем заточенный инструмент в патрон. Пробуем сверлить стальную пластину толщиной 8 мм.

Все идет довольно хорошо.

Однако, истинным критерием правильно выполненной операции является стружка спиральной формы. Если она еще и симметричная двухсторонняя, то значит, углы заточки оптимальны.
Небольшое послесловие
Вполне возможно, что с первого раза операция может не получиться. Ничего страшного. Терпение и аккуратность, это даст положительный результат. Пару слов о технике безопасности. Точило должно иметь защитный кожух. Работать необходимо в перчатках, причем прочных, например спилковых. Лицо и глаза следует ОБЯЗАТЕЛЬНО защитить очками, а лучше маской. Успешной Вам работы!
Смотрите видео
В видеоролике наглядно происходит процесс заточки сверла вручную, так что обязательно посмотрите.
90000 Sharpening HSS Lathe Tool Bits 90001 90002 What are typical rake and clearance (relief) angles for HSS tool bits? 90003 90002 See Figure A-1 and Table A-1. 90003 90002 90007 90003 90002 Figure A-1. Tool bit nomenclature. 90003 90011 90012 90013 90014 90002 90016 Material 90017 90003 90019 90014 90002 90016 Side Clearance 90017 90003 90019 90014 90002 90016 Front Clearance 90017 90003 90019 90014 90002 90016 Side 90035 Rake 90017 90003 90019 90014 90002 90016 Back 90035 Rake 90017 90003 90019 90046 90013 90014 90002 Aluminum 90003 90019 90014 90002 12 90003 90019 90014 90002 8 90003 90019 90014 90002 16 90003 90019 90014 90002 35 90003 90019 90046 90013 90014 90002 Brass 90003 90019 90014 90002 10 90003 90019 90014 90002 8 90003 90019 90014 90002 5 to 24 90003 90019 90014 90002 0 90003 90019 90046 90013 90014 90002 Bronze 90003 90019 90014 90002 10 90003 90019 90014 90002 8 90003 90019 90014 90002 5 to 24 90003 90019 90014 90002 0 90003 90019 90046 90013 90014 90002 Cast Iron 90003 90019 90014 90002 10 90003 90019 90014 90002 8 90003 90019 90014 90002 12 90003 90019 90014 90002 5 90003 90019 90046 90013 90014 90002 Copper 90003 90019 90014 90002 12 90003 90019 90014 90002 10 90003 90019 90014 90002 20 90003 90019 90014 90002 16 90003 90019 90046 90013 90014 90002 Machine Steel 90003 90019 90014 90002 10-12 90003 90019 90014 90002 8 90003 90019 90014 90002 12-18 90003 90019 90014 90002 8-15 90003 90019 90046 90013 90014 90002 Tool Steel 90035 (unhardened) 90003 90019 90014 90002 10 90003 90019 90014 90002 8 90003 90019 90014 90002 12 90003 90019 90014 90002 8 90003 90019 90046 90013 90014 90002 Stainless Steel 90003 90019 90014 90002 10 90003 90019 90014 90002 8 90003 90019 90014 90002 15-20 90003 90019 90014 90002 8 90003 90019 90046 90224 90225 90002 90003 90002 Table A-1.Clearance and rake angles in degrees for common metals. 90003 90002 What is the procedure for sharpening HSS general-purpose lathe tools? 90003 90002 Begin by dressing the grinding wheel. Next, look up the typical angles for the workpiece material, and then follow the steps in Figure A-2. Dip the tool in coolant frequently to keep it from overheating and annealing. Any discoloration on the bit indicates it may no longer be hardened. If this happens, consider starting over again from the beginning.Tool bit angles are not critical and most tools will cut material satisfactorily, just less effectively. 90003 90002 90235 90003 90002 Figure A-2. Steps for sharpening HSS tool bits. 90003 .