спиральное, победитовое, с напайками — Немного о ремонте и строительстве
Оглавление: Как заточить спиральное сверло Одноплоскостная и коническая заточка Как сделать подточку Как сделать доводку Как заточить победитовое сверло Как заточить сверло с напайками Ответственные дополнения Общеизвестно, что по окончании многочасовой работы сверлом по металлу либо бетону, его режущая часть теряет собственную остроту и, говоря несложным языком, делается тупой. А ведь продолжать работу дальше, применяя таковой очень сильно изношенный либо затупившийся инструмент легко нереально.
В таковой момент большая часть людей задаются вопросом: как верно заточить сверло, так дабы всецело вернуть размер и геометрию инструмента.
Спиралевидное сверло затачивают на наждаке, подводя под нужным углом к затачивающемуся диску.
Существуют устройства и специальные станки, благодаря которым возможно без особенных неприятностей заточить сверло любого конфигурации и размера. Но доступ к такому особому оборудованию имеется далеко не у всех.
Не требуется отчаиваться, выполнить качественную заточку собственными руками возможно и дома, применяя для этого классический точильный станок с камнем. Как заточить спиральное сверло Первое, что нужно сделать, дабы по всем правилам заточить сверло по металлу — это выбрать необходимый вам тип заточки.
Эти типы заточки сверл собственными руками различаются друг от друга по форме, которую вы собираются придать задней поверхности инструмента. На сегодня существует пять разных типов заточек, самые популярные из них: одноплоскостная и двухплоскостная заточки, цилиндрическая, винтовая и коническая.
Нужно подчернуть, что заточка любого сверла постоянно выполняется по его задним граням. Наряду с этим крайне важно проследить за тем, дабы оба зуба были наточены совсем одинаково, без каких-либо видимых глазу различий. Сделать это собственными руками непросто, но вероятно.
Кроме этого достаточно сложно при исполнении заточки вручную суметь придать требуемую форму задней грани и выдержать нужный задний угол. Возвратиться к оглавлению Одноплоскостная и коническая заточка Элементы рабочей части сверла.
Возвратиться к оглавлению Одноплоскостная и коническая заточка Элементы рабочей части сверла.
При исполнении одноплоскостной заточки задней поверхности зуба придается форма одной плоскости. В этом случае величина заднего угла должна быть равна от 28 до 30°.
На протяжении работ затупившееся сверло направляться приставить к точильному кругу, так дабы режущая часть данного инструмента размешалась параллельно поверхности круга. Наряду с этим в ходе заточки не требуется каким-либо образом вращать либо двигать сверло, оно неизменно должно оставаться на месте, тогда заточка будет выполнена верно.
Этот тип заточки считается самые простым, но он подходит далеко не для всех видов инструментов. Сейчас одноплоскостная заточка употребляется лишь при восстановлении ветхих сверл диаметром не более 3 мм.
В случае если вам нужно заточить сверло, диаметр которого образовывает более 3 мм, то тогда вам направляться дать предпочтение коническому типу заточки. Дабы выполнить такую работу собственными руками, нужно владеть определенными навыками.
Но если вы не эксперт в данном деле, то тогда вам необходимо быть особенно внимательным и попытаться сделать все верно, дабы не сломать сверло. В ходе заточки сверло необходимо держать пальцами правой руки за его хвостик, а левой за рабочую часть, наряду с этим располагая руку в близи от заборного конуса.
При исполнении работ необходимо прижать режущую кромку к боковой части шлифовального камня, и мало раскачивая его правой рукой, попытаться создать на задней грани зуба нужную конусную поверхность. Заточка спирального сверла по коническим поверхностям.
На протяжении заточки инструмент не должен отрываться от камня, все перемещения руками должны быть неспешными и плавными. После этого, в то время, когда один зуб будет всецело заточен, повторите все те же действия и для второго.
На протяжении работ нужно постараться сохранить начальную форму задней части винтовых сверл, каковые они взяли на заводе. Это разрешит вам не нарушить нужных параметров и покинуть прошлую величину задних углов.
Если вы сумели по всем правилам выполнить заточку затупившегося сверла и в случае если диаметр вашей подробности образовывает менее 10 мм, то тогда вы имеете возможность смело затевать им пользоваться. В случае если же диаметр превышает 10 мм, то в этом случае над новой заточкой нужно еще поработать, в частности подточить ее переднюю поверхность.
Возвратиться к оглавлению Как сделать подточку Для чего нужно делать подточку? Подточка разрешает сделать передний угол меньше, а режущую кромку, напротив, больше, что существенно повышает устойчивость сверла к выкрашиванию и продлевает его срок работы.
Кроме этого, за счет подточки возможно снизить размер поперечной кромки, которая как мы знаем не сверлит железную поверхность, а скоблит ее в самом центре отверстия. Исходя из этого намеренное укорачивание поперечной кромки способно значительно облегчить процесс сверления.
Возвратиться к оглавлению Как сделать доводку На заводе при производстве по окончании заточки постоянно выполняется так называемая доводка, которая оказывает помощь сделать режущую поверхность инструмента боле ровной и удалить все маленькие зазубрены. Любое винтовое сверло, при заточке которого была выполнена доводка, изнашивается существенно медленнее, чем легко прекрасно заточенное.
Любое винтовое сверло, при заточке которого была выполнена доводка, изнашивается существенно медленнее, чем легко прекрасно заточенное.
Исходя из этого в случае если у вас имеется время и необходимый опыт, дабы сделать доводку, в обязательном порядке сделайте ее, вы об этом не пожалеете. Возвратиться к оглавлению Как заточить победитовое сверло Положение рук при заточке сверла (а) и размещение сверла относительно оси абразивного круга (б).
Со временем может затупиться любое сверло, среди них и победитовое. Дабы снова вернуть ему прежнюю остроту, вам потребуется такое устройство, как заточной станок с алмазным покрытием и жидкость для охлаждения.
Кроме того не пробуйте заточить победитовое сверло при помощи обычного точильного камня, у вас все равно ничего не окажется. Перед тем как начать процесс заточки, нужно прекрасно разглядеть сверло и убедиться, что оно не через чур очень сильно изношено и его еще возможно заточить.
С целью этого вам нужно забрать линейку и с ее помощью измерить высоту режущей подробности. В случае если высота данной подробности победита (его напайки) образовывает от 10 мм и больше, выполнить затокчу еще вероятно.
В случае если высота данной подробности победита (его напайки) образовывает от 10 мм и больше, выполнить затокчу еще вероятно.
Крайне важно помнить, что скорость заточки зависит от твердости материала, из которого выполнен точильный камень — чем она выше, тем меньше должна быть скорость. Исходя из этого при заточке победитового сверла нужно в обязательном порядке снизить угловую скорость, другими словами уменьшить число оборотов камня.
Верная заточка победита обязана производиться весьма маленькими по времени касаниями режущей части к поверхности точильного камня. Необходимо помнить, что на заточку победитового сверла уходит очень мало времени, в большинстве случаев нужно только чуть-чуть исправить затупившиеся от работы кромки.
Исходя из этого на протяжении работ старайтесь самым внимательным образом смотреть за ходом этого процесса, дабы случайно не удалить лишнюю часть с рабочей поверхности инструмента. Возвратиться к оглавлению Как заточить сверло с напайками Заточка перемычки сверла.
Для заточки сверл с напайками направляться применять те же способы заточки, каковые используются для возвращения прежней остроты простым маленького диаметра. Это указывает, что для заточки для того чтобы сверла вам придать его задней поверхности плоскую форму.
Принципиально важно подчернуть, что в таковой ситуации стачивать заднюю поверхность победита необходимо прямо до самой напайки. Переднюю поверхность также направляться мало подточить.
Это особенно принципиально важно, в то время, когда напайка инструмента сточена уже фактически до самого сверла и более мягкий железный материал начинает выходить на режущую часть со стороны передней поверхности. Исходя из этого эксперты советуют мало подточить переднюю поверхность, что разрешит уменьшить ширину центра напайки.
Возвратиться к оглавлению Серьёзные дополнения Варианты заточки свёрл и их черта. На протяжении заточки сверла крайне важно быть внимательным и смотреть за тем, дабы оба его режущих зуба были полностью однообразными.
Кроме этого, независимо от типа устройства, которое вы используете для обработки затачиваемого вами сверла, нужно постоянно контролировать соотношение передних углов кромки реза к задним. Еще один принципиальный момент, о котором направляться не забывать на протяжении заточки сверл — это ни за что не допускать сильного нагревания, потому, что в следствии этого на нем смогут появиться трещины, и случиться отслоение пластин из жёстких металлов.
Дабы этого избежать, в ходе работ нужно систематично охлаждать сверло посредством жидкости, например, применяя для этого простую воду.
Как заточить бур для сверления (бурения) бетона
Вы прочитали статью, но не прочитали журнал…
Как заточить сверло по бетону различия победитовых и обычных инструментов, выполнение работ — Строительный проект
Как заточить сверла и буры по бетону: инструкция для начинающих специалистов
От автора: добрый день, дорогие читатели! В кладовой домашнего умельца может сберегаться много различного инструмента. Состав аналогичного арсенала варьируется в достаточно широких пределах, в зависимости от желаний хозяина. Но, независимо от степени личного мастерства, характера увлечений, способностей, проектных свойств квартиры и прочих моментов, есть некие соприкасающиеся точки, совпадения.
Состав аналогичного арсенала варьируется в достаточно широких пределах, в зависимости от желаний хозяина. Но, независимо от степени личного мастерства, характера увлечений, способностей, проектных свойств квартиры и прочих моментов, есть некие соприкасающиеся точки, совпадения.
К подобным общим моментам можно отнести сверло победитовое, без которого в стандартном массовом жилье невозможно даже навесить шкаф, уже не говоря о каких-то более масштабных мероприятиях. Это собственно тот инструмент, что есть в любой квартире. Или практически в каждой. Благодаря этому знать, как заточить сверло по бетону, в наше время важно любому. Тем более, что ничего хитрого в данном процессе нет, и каких-нибудь особенных навыков или непростого инструментария не потребуется.
Как и любой режущий инструмент, сверло во время эксплуатации теряет собственные свойства. Во время работы с бетоном, кирпичом, камнем кромка резки тупится достаточно стремительно — сказываются абразивные свойства отделываемого материала, благодаря этому острая грань очень быстро стирается, «замыливается». Разумеется, можно приобрести новый инструмент, а затупившийся выкинуть. Но это не очень рациональный поступок, потому как последний ресурс у сверл или буров еще приличный.
Разумеется, можно приобрести новый инструмент, а затупившийся выкинуть. Но это не очень рациональный поступок, потому как последний ресурс у сверл или буров еще приличный.
Часто в бюджетном сегменте встречаются буры и сверла, которые изготовителем не заточены — мастеру самому понадобится подобрать допустимый вид и угол. Благодаря этому опыт правки и заточки аналогичного инструмента не только сделает легче какие-нибудь типы работ, но и даст возможность сэкономить бюджет семьи.
Отличие победитового сверла от обыкновенного
Классические сверла по металлу или дереву очень часто создаются из инструментальной стали или как говорят иначе быстрореза — легированной стали, отлично переносящей температуры и большие скорости резания. С материалами вроде кирпича, плитки, камня и бетона подобный вариант не годится, потому как:
- рабочая среда абразивная;
- инструмент быстро и активно греется;
- из-за неоднородности отделываемого материала рабочие кромки испытуют сильные ударные нагрузки.


Благодаря этому сверла и буры имеют трудную конструкцию. Главная составляющая инструмента, которая отвечает за отвод и выброс продуктов высверливания и крепления инструмента в перфораторе или дрели, может делаться из доступный, мало легированной стали. А для режущего элемента применяется победитовая пластина — особенный сплав карбида вольфрама с меньшим прибавлением кобальта и углерода. Пластина фиксируется на стальном хвостовике медной пайкой.
Такой наконечник отлично сопротивляется износу, переносит большие температуры. Но довольно хрупкий и просит внимания при заточке. Ресурс сверла или бура очень часто определяется степенью износа собственно этой пластины.
Продуктивность когда происходит сверление в большинстве случаев зависит от правильной заточки инструмента.
Теперь об отличиях сверла и бура. Сверло по камню или бетону с победитовой напайкой мало разнится от сверла по дереву или камню и по своему виду, и по заходу, и по заточке. Простое позволяет удар во время работ связанных со сверлением, но больше все же приспособлено собственно под сверление. Благодаря этому у него затачивается лишь одна задняя кромка. Бур же создавался для работы с перфоратором, где удар преобладает над вращением. Другими словами, бур работает и как зубило, и как сверло. Благодаря этому заточка у него идет с двух кромок — и с задней, и передней.
Благодаря этому у него затачивается лишь одна задняя кромка. Бур же создавался для работы с перфоратором, где удар преобладает над вращением. Другими словами, бур работает и как зубило, и как сверло. Благодаря этому заточка у него идет с двух кромок — и с задней, и передней.
Конструкция хвостовика зависит от варианта крепежа в инструменте. Конструкция спирали, отводящей крошку из зоны резания, также может отличаться. В большинстве случаев различия обусловливаются технологией производства инструмента и свойствами материала, с которым понадобиться работать. Хотя конфигурация спиральной части важна только когда происходит сверление глубоких отверстий. У маленьких буров встречается тело и совсем без спирали или со спиралью, сделанной максимально схематично, даже примитивно. Хотя есть вариации и четырехзаходные, у которых проблема отвода пыли решена кардинально.
По большей части, характеристики работы сверла или бура зависят конкретно от состояния победитовой напайки, благодаря этому при заточке под разные по свойствам материалы необходимо обращать свое внимание собственно на данную часть инструмента. Хотя общий принцип неизменен. Чем тверже материал, который следует высверлить, тем меньший угол придается кромке резки.
Хотя общий принцип неизменен. Чем тверже материал, который следует высверлить, тем меньший угол придается кромке резки.
Сверла очень специальный инструмент — для любого материала собственный.
Выбор инструментальной базы для заточки
Для заточки сверл дома много не потребуется. Достаточно обычного электроточила, больше известного как «наждак». При этом мощности простой бытовой модели в полной мере достаточно, и нет необходимости озадачиваться поисками какого-то профессионального устройства. Допустимый типоразмер тот, который дает возможность ставить заточные круги диаметром от 200 до 300 мм.
Сам заточной круг может быть алмазным или эльборовым — прекрасный выбор. Однако, если их нет в наличии, то подойдет и более обыкновенный карбид кремния. Тем, кто слабо разбирается в заточных кругах, можно ориентироваться по оттенку камня. Для победита подойдёт серый или зеленоватый. Красный и белый не годятся.
Сам победит отлично переносит активный нагрев. Но вот припой, благодаря которому его закрепляют к телу сверла, и сталь, из которой эта сталь выполнена, перегрева при заточке не терпят.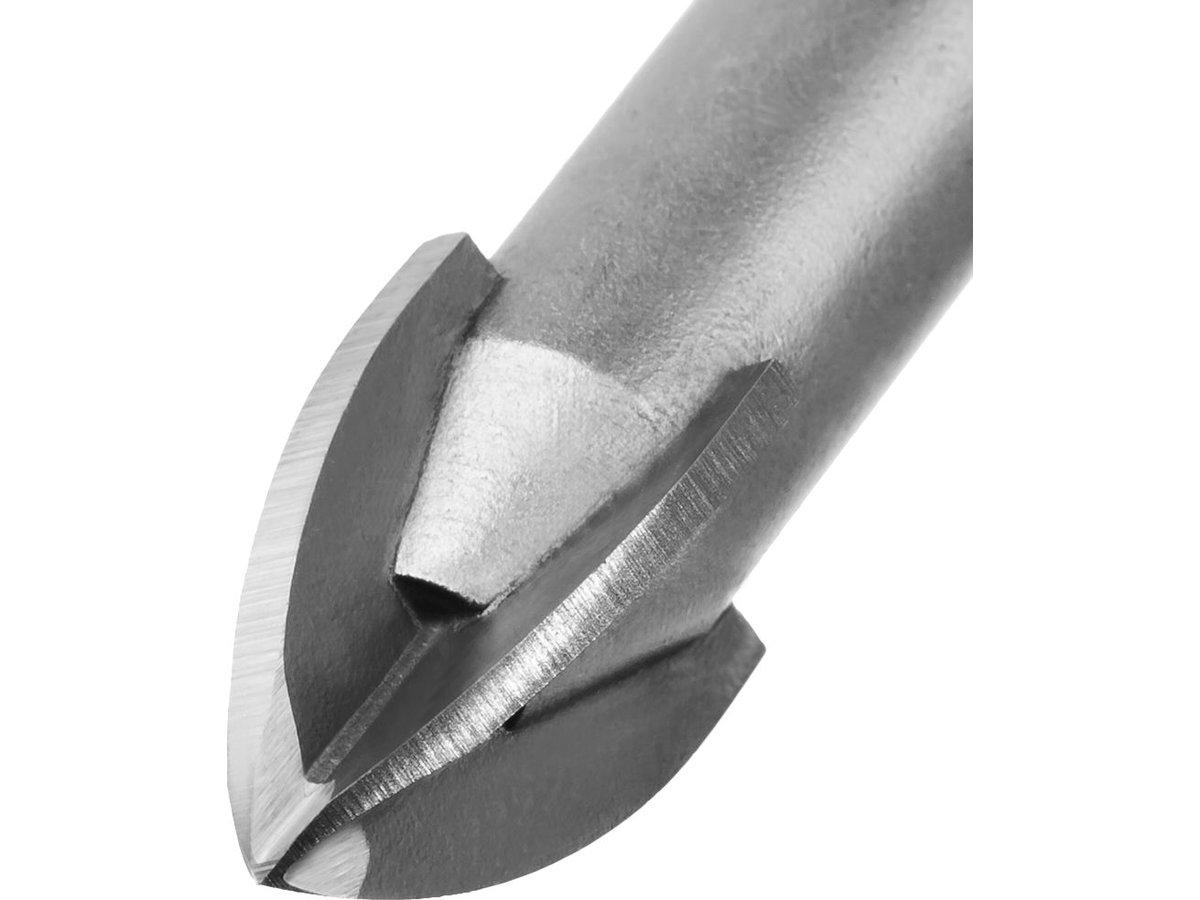 Поэтому необходимо заблаговременно побеспокоится об охлаждении сверла. Другими словами приготовить маленькую емкость с водой.
Поэтому необходимо заблаговременно побеспокоится об охлаждении сверла. Другими словами приготовить маленькую емкость с водой.
Победит не любит термоударов, как и большинство твёрдых материалов. Другими словами, при опускании разогретого победитового наконечника сверла в воду тот может разрушиться, лопнуть. Чтобы этого не случилось, затачиваемое сверло, когда оно нагреется, в первую очередь некоторое время охлаждают на воздухе и лишь потом окунают в воду. Продолжительность выдержки на воздухе зависит от интенсивности нагрева и размеров сверла.
Кстати, если нет решительности в корректности самостоятельного определения критичной температурной точки безопасного охлаждения водой, то лучше обойтись и совсем без этого — постоянно охлаждать исключительно на воздухе. Правда, подобный вариант затянет процесс заточки.
Отличие бура от сверла обычное: отводящая спираль начинается не сразу от кромки резки, а чуть позже
Техника безопасности
В первую очередь, требуется соблюдать правила неопасной работы на наждачных кругах. Все просто. В первую очередь применяем очки для защиты в целях защиты глаз от кусочков окалины и абразивного материала, даже в том случае, если наждак оснащен прозрачным защитным экраном. В первую очередь отсутствие перчаток на руках — достаточно зацепиться одной нитке, а за ней намотает и всю кисть в рукавице. Из-за этой причины тщательно застегиваем все пуговицы (особенно на рукавах) — и никаких пышных развевающихся одежд.
Все просто. В первую очередь применяем очки для защиты в целях защиты глаз от кусочков окалины и абразивного материала, даже в том случае, если наждак оснащен прозрачным защитным экраном. В первую очередь отсутствие перчаток на руках — достаточно зацепиться одной нитке, а за ней намотает и всю кисть в рукавице. Из-за этой причины тщательно застегиваем все пуговицы (особенно на рукавах) — и никаких пышных развевающихся одежд.
Заточной камень должен быть тщательно выровнен и не иметь биений — в конечном итоге, соблюдение данного пункта отразится и на качестве заточки. Подручник тоже должен быть отрегулирован — большой просвет между ним и камнем считается источником возможный опасности, тем более при заточке тонких сверл, потому как туда может натянуть и сверло, и пальцы.
А вообще, есть еще одно правило неопасной работы на электроинструменте: не нужно его бояться. Но вот выражать почтение — в первую очередь.
Проведение работ
Необходимо начать с того, что при заточке сверл большое внимание обращаем на симметрию. В другом случае, возможно биение и неодинаковый износ инструмента, а то и неполадка. Хотя, В сравнении со сверлом по металлу, то для победитового бура такой перфекционизм менее важен — легкие ошибки заточки очень быстро нивелируются сами собой во время работы. Но все таки стремиться к точности следует.
В другом случае, возможно биение и неодинаковый износ инструмента, а то и неполадка. Хотя, В сравнении со сверлом по металлу, то для победитового бура такой перфекционизм менее важен — легкие ошибки заточки очень быстро нивелируются сами собой во время работы. Но все таки стремиться к точности следует.
Второе отличие заточки сверла по бетону от того, что предназначается для металла — у последнего задняя кромка слегка закруглена, она как бы меняет угол за режущей гранью. У сверла по бетону этого не потребуется — задняя кромка образовывает идеальную поверхность.
И у перфораторного бура, и у сверла, который предназначен для работы с дрелью, угол при вершине должен быть порядка 110–130 градусов. Другими словами, это тот угол, который образовывают собой две режущих грани при схождении у острия.
Особенной точности в определении углов не потребуется. Достаточно приближеных значений, «на глазок». Если глазомер слабоват, что особенно проявляется при заточке маленьких по диаметру буров, то можно сделать шаблон из пары гаек, как отмечено на видео.
У сверла, как мы говорили, точат только тыльную грань. Угол ее заточки — приблизительно 60 градусов к оси. При этом поверхность должна быть одинаковой. Это отлично оценить по отблеску — неодинаковый на рабочей плоскости победита говорит про то, что плоскостей вышло несколько. Тогда необходимо исправить, пока никак не получится одна. Чтобы такого не получалось, достаточно фиксировать сверло, одинаково зажимая его к камню, и не пытаться завинтить. Другими словами, перемещаем сверло относительно камня влево-вправо для одинакового износа камня, однако не меняем угол сверла относительно камня и подручника.
Решающий момент! У победитовых сверл происходит так, что передняя кромка закрыта припоем. Тогда требуется подточить и ее. Просто снимаем лишний металл по оси инструмента, открывая победит. Здесь главное не переусердствовать, иначе можно сделать слабее крепление пластины к стальной основе.
Бур для перфоратора, как правило, точится точно также. Только еще добавляется и передняя кромка, ей придают угол вдвое меньший — 30 градусов в отношении к оси бура. В большинстве случаев точат одну переднюю кромку, потом бур разворачивают на 180 градусов и правят вторую. Следующими затачивают задние кромки — точно также, по очереди. Если бур не затачивается с нуля, а исключительно правится, стоит достигать того, чтобы все следы износа с головки бура оказались убраны. Лишь тогда он станет хорошо высверливать.
Также обращаем свое внимание на вершину сверла — место, где встречаются две передние и задние кромки. Между рабочими кромками должна остаться перемычка (там, где сходятся задние грани). Чем она меньше, тем точнее и быстрее будет высверливать бур, однако тем и быстрее происходит износ. Меняя размеры передних и задних кромок, можно достичь того, что эта перемычка вообще пропадет — такое сверло понадобится для высверливания без удара плитки из керамики. Однако для бетона перемычку все же оставить лучше (0,4–5 мм, в зависимости от диаметра).
Можно заточить бур и нескольно иначе — с самоцентрирующейся вершинкой, т. н. «острая» или «ступенчатая» заточка. Суть ее в том, что на верхушке бура образуется шип, который центрирует бур и дает возможность более точно держать направление когда происходит сверление без удара. Суть метода можно взглянуть на таких видеороликах.
Отрабатывая опыт заточки сверл и буров не бойтесь делать полезные обыкновенные устройства по совету специалистов. В основном, особенных расходов данные изделия не просят, а вот качество работы увеличивают существенно. Также, они облегчают приобретение полезных способностей, и позже можно будет обходиться без них. Но до той поры, пока рука не набита, а глазомер не выработан, аналогичная оснастка освободит от массы плохих моментов.
В согласии с существующим законодательством, Администрация отказывается от каких-нибудь заверений и гарантий, предоставление которых может другим образом подразумеваться, и отказывается от ответственности в отношении Сайта, Содержимого и его применения.
Детальнее: https://seberemont.ru/info/otkaz.html
Публикация была полезна? Расскажите друзьям
Tagged : бетон / победитовый / различие / сверлоКакими сверлами сверлить бетон: размеры, отличия, способы заточки
Beton-House com
Сайт о бетоне: строительство, характеристики, проектирование. Соединяем опыт профессионалов и частных мастеров в одном месте
Набор сверл разного диаметра
Бетон — это наиболее универсальный материал, используемый при строительстве дома. Поэтому часто бывают случаи, когда требуется при прокладке кабеля или проводов, монтаже техники и мебели, делать в бетонной поверхности отверстия.
Обычным сверлом это сделать не получится, из-за высокой прочности материала. Только специальные сверла по бетону или буры могут обеспечить требуемый результат. Виды инструментов, их особенности и способы использования подскажет статья.
Критерии выбора инструмента
Размеры инструментов по диаметру и длине
Чтобы сделать правильный выбор, какими сверлами сверлить бетон, нужно предварительно определить объем и тип производимых работ.
Для проведения небольших ремонтных операций в своем доме, достаточно использовать алмазные сверла диаметром 6 — 10 мм. При необходимости повесить картину, лучше брать более тонкие инструменты диаметром от 3 мм до 5,5 мм.
Диаметр сверла влияет на глубину монтажного отверстия:
Зависимость диаметра от длины сверла
По ГОСТам все инструменты маркируются, с указанием диаметра и длины, что помогает без ошибки выбрать размер сверла для шурупа по бетону, для изготовления отверстия на определенной поверхности.
Например:
- Сверло 6×110 мм. Это самый универсальный и незаменимый инструмент при ремонте в своих жилищах;
- Сверло 8×600 мм. Такие длинные инструменты используются для бурения глубоких отверстий;
- Сверла 12×200 мм и 12×460 мм применяются при необходимости сверления отверстий для крепежа предметов мебели и укладки электрических кабелей;
- Сверло 24×460 мм. Это бур достаточно больших размеров, часто используется при монтаже систем водоснабжения и отопления.

Это основные характеристики при выборе сверла. Чтобы подробно познакомиться, какие бывают инструменты для сверления и бурения отверстий в бетоне, как правильно подобрать их для конкретного случая, стоит просмотреть видео в этой статье. Особое внимание следует уделить изготовителю.
Набор сверл Vira 550105
Фото:https://market.yandex.ru
Набор – плод партнёрских отношений российской компании и китайского производителя. В этом комплекте находятся свёрла спирального типа, которые чаще всего применяются в работе. Их диаметр: 4, 5, 6, 8 и 10 мм. Данным расходным инструментом можно сверлить бетон, кирпич, камень – твёрдый стальной сплав справляется без проблем с такой работой.
Набор сверл Vira 550105
Достоинства:
- удобная яркая упаковка
- форма цилиндрического окончания, удобная для зажима
- компактные размеры упаковки: 166х59х12 мм
- небольшой вес
- обеспечивают качественное сверление, не ломаются при интенсивной нагрузке
Недостатки:
- не обнаружены
Обзор популярных марок инструментов для сверления отверстий в бетоне
Сверла, применяемые для работ по бетону, выпускают зарубежные и отечественные производители. От известности бренда, зависит стоимость инструмента.
От известности бренда, зависит стоимость инструмента.
Как выбрать правильно сверло по бетону?
Совет: Приобретая инструмент, следует иметь в виду, что чем выше цена изделия, тем более высокое его качество и больший срок эксплуатации.
Хорошие и прочные инструменты выпускают зарубежные и российские производители. Лучшие сверла по бетону представлены в таблице:
| Производитель | Особенности инструментов |
Makita | Высокого качества, прочные и износостойкие сверла имеют твердосплавную напайку, сохраняющие свои свойства и при длительных нагрузках, которые сопровождаются выделением тепла. Каждое сверло обрабатывается в пескоструйной машине и покрывается нитридом титана, что повышает их износостойкость. Отличаются высокой упругостью, имеют стойкость к изгибающим и ударным нагрузкам. Специальная заточка напайки облегчает врезание сверла в бетон, а спиралевидная выточка выводит строительную пыль с отверстия. |
| Rennbohr | Для изготовления сверла используется высококачественный металл, а специальная обработка предохраняет изделие от повреждения коррозией. Имеет высокую прочность и износостойкость, надежную защиту от деформации. Сохраняет при длительном сроке эксплуатации, свою первоначальную форму. |
| Metabo | Высококачественные, с твердыми напайками, прочные сверла по бетону. Обладают особой термостойкостью, очень долговечные, имеют специальные пазы для быстрого вывода отходов сверления. |
Stayer | Обычно выпускается набором сверл из восьми штук, разных диаметров от 3 до 10 мм, упакованных в картонном боксе. Для изготовления используется высококачественная инструментальная сталь, а специальная обработка предохраняет от коррозии. Имеет высокую прочность и износостойкость. Не подвергается деформации при частом и длительном периоде работы. П-образная спираль на инструментах помогает эффективно отводить пыль при сверлении отверстия. Цилиндрический хвостовик надежно обеспечивает крепление сверла в патроне оборудования. Цилиндрический хвостовик надежно обеспечивает крепление сверла в патроне оборудования. |
Bosch | Инструменты с четырехспиральной формой. Это значительно уменьшает время и трудоемкость для удаления из отверстия остатков бетона. |
Зубр | Особенность инструмента:
|
Интерскол | Наличие победитового наконечника позволяет сверлить бетон и другие строительные материалы. Оптимальный вариант — работа в ударных электродрелях. |
| Энкор | Имеют оптимальное соотношение цены и качества, длительный срок эксплуатации. Изготавливаются изделия в Китае. Оснащаются прочными твердосплавными пластинками, которые не разрушаются и при попадании сверла в стальную арматуру при сверлении бетона. Однако просверлить арматуру этим сверлом нельзя. Но, приобретая такой инструмент, необходимо обращать внимание на припайку твердосплавных пластин — они должны быть ровными. |
Uragan | Используется при ударно-вращательном сверлении. Особенности:
|
Совет: Какие сверла лучше по бетону использовать, каждый решает сам, исходя из своих материальных возможностей. Но всегда стоит помнить, что более бюджетные варианты, могут быть подделкой, которую сразу можно будет узнать при сверлении бетона. Поэтому, какие лучше сверла приобретать, следует обратиться за консультацией к продавцу.
Конструктивные особенности сверл на дрель по бетону
Первоначально нужно выяснить, как выглядит сверло по бетону на дрель, чтобы проделать отверстие в стене. Чтобы реализовать задумку, понадобится дрель с ударной функцией. Именно для ударной дрели необходимо подбирать специальное сверло для сверления бетона. В обычном режиме сверления без удара справиться с поставленной задачей инструмент не сможет.
Чтобы реализовать задумку, понадобится дрель с ударной функцией. Именно для ударной дрели необходимо подбирать специальное сверло для сверления бетона. В обычном режиме сверления без удара справиться с поставленной задачей инструмент не сможет.
Как выглядит обычное сверло по дереву и металлу, каждый себе представляет. Для бурения бетона применяются аналогичной конструкции насадки, только с незначительным отличием — наличие напайки из твердосплавных материалов на концевике, головке или рабочей части. Эти напайки предназначены для того, чтобы пробивать стену, и одновременно увеличить срок службы режущей оснастки.
Сверла по бетону на дрели покрываются победитовой наплавкой, которая сочетает в себе сплав вольфрама с кобальтом. Этот твердосплавный материал наносится лишь на головку насадки, которая принимает непосредственное участие контактирования с бетоном и прочими подобными материалами. Сплав вольфрама и кобальта делает режущую насадку прочной, надежной и устойчивой к истиранию режущих кромок.
Кроме победита, производители также выпускают оснастку по бетону для дрели с напайкой, а точнее, напылением из алмазной пыли. Такие насадки еще более надежные при работе с прочными материалами. Они могут применяться даже для сверления железобетона, так как обладают высокими режущими свойствами.
Отличительные особенности сверл по бетону заключаются не только в конструкции головки, но еще и в хвостовике. Хвостовик — это та часть, которая утапливается в патроне дрели, и зажимается лапками механизма.
Это интересно!
Головка сверла по бетону состоит из режущей пластины, которая имеет выступ больше самой спирали на 1-2 мм. Именно эта режущая пластина со специальной заточкой под углом 75 градусов, покрывается победитовой напайкой.
Именно по конструкции головки можно отличить устройство по бетону на дрель от других насадок для сверления металла и дерева. Перед тем, как выбрать победитовое сверло на дрель, необходимо разобраться с их типами и конструктивными параметрами.
Сверление отверстий
Процесс сверления отверстия в бетоне электродрелью
Инструкция проведения работ достаточно простая:
- Тщательно подбираются рабочие инструменты. Перфоратором, из-за поперечного биения, отверстие получается немного большего диаметра, сверло лучше приобретать меньшего диаметра. Алмазная коронка бетон прорезает с минимальными допусками;
- Выполняется разметка поверхности для сверления отверстий;
- Для четкого позиционирования инструмента в центре отверстия, лучше наметить начальную точку пробойником по бетону или шлямбуром;
- Инструмент устанавливается в намеченное заранее углубление и перфоратором сверлится отверстие в бетоне;
Совет: При работе перфоратором или ударной дрелью образуется много пыли. Поэтому при сверлении отверстий, следует использовать защитные очки, перчатки и респиратор.
- Нажимая с большим усилием на рукоятку перфоратора, постепенно нужно продвигаться вглубь бетона;
- При сверлении достаточно глубокого гнезда маломощной ударной дрелью, необходимо применять несколько приемов, охлаждая периодически сверло;
- Для больших отверстий вначале нужно проходить по центру намеченного отверстия сверлом меньшего диаметра, а более мощным расширять полость до нужного размера;
- По завершении обработки, осматриваются режущие кромки инструмента;
- При необходимости сверло затачивается.
Заточка сверла
Режущая коническая кромка сверла
Совет: Приступая к выполнению отверстий в бетонной стене, необходимо не только качественный выбрать инструмент, но и правильно им пользоваться.
В этом случае нужна эффективная подготовка сверла, которая заключается в его заточке. Самостоятельно это можно сделать на точиле с корундовым точильным камнем.
Технология работы аналогична восстановлению режущей кромки любых подобных инструментов, но с учетом некоторых нюансов:
- Нельзя допускать сильного перегрева наплавки. От воздействия высоких температур снижается адгезия победита и стальной основы, что уменьшает прочность соединения;
- Если момент был упущен и сверло раскалилось, для его остывания требуется достаточно времени, чтобы процесс происходил медленно. Запрещается инструмент опускать в воду: из-за перепада температур на нем появятся трещины;
- Затачивается сверло по конусу, или по винтовой поверхности. В первом случае не требуются дополнительные приспособления;
- При заточке по конической форме, кромки должны сходиться точно в центре сверла. При смещении места пересечения кромок: инструмент будет в процессе работы уводить в сторону, к тому же одна из кромок станет гораздо быстрее тупой;
- Винтовую заточку лучше применять при работе по пено- или газобетону, а затачивать рабочую часть инструмента стоит на специальном заточном станке.
Несколько полезных советов при работе сверлом
Чтобы своими руками выполнять сверление бетонной поверхности без особых проблем, стоит придерживаться советов специалистов.
С некоторыми из них можно познакомиться ниже:
- Перед началом выполнения работ по бетону, стоит запастись сверлами для разных материалов, включая для металла. Это связано с тем, что сверла по бетону используются лишь для сверления отверстий на бетоне, керамике, камне и других твердых материалах. Но часто, при входе в бетон, бур натыкается на металлическую арматуру. Это требует применения сверла по металлу, заменяющего временно инструмент по бетону, которым просверливается арматура, а затем обратно ставится прежний;
- При работе необходимо постоянно следить за температурой инструмента. Через каждые15 секунд непрерывного сверления, нужно делать паузу для остывания сверла, но лишь естественным образом, без применения воды и другой жидкости;
- Если, при входе в бетон, сверло упирается в твердый камень, лучше воспользоваться пробойником, раздробить камень, а затем продолжать работу прежним инструментом;
- При необходимости сделать отверстие в перекрытии или несущей стене, лучше ударную дрель заменить перфоратором;
- Если сверлится керамика, используется сверло по бетону, но с отключением режима ударной дрели, чтобы предотвратить раскол плитки;
- Затупившиеся сверло можно наточить с помощью болгарки, установив на нее алмазный диск. Если приобретаются для работы качественные дорогие инструменты, их не потребуется затачивать.
Советы, какие и как выбрать сверла, буры по бетону, способы их использования, полезны и новичкам, и опытным мастерам. Бурить бетон достаточно сложно, поэтому лучше предварительно учесть все рекомендации специалистов и правильно подобрать рабочий инструмент.
Что учесть при покупке победитового сверла на дрель
По бетону для такого электроинструмента, как дрель, сверла можно купить в наборе. Это позволит при необходимости воспользоваться насадкой необходимого диаметра. Именно диаметр необходимо учитывать перед тем, как купить сверло.
При выборе диаметра нужно учитывать, что на сверлах по бетону указывается размер цилиндрической части. При проделывании отверстия происходит расширение отверстия за счет специальных пластин на головке насадки, которые имеют незначительный выступ до 1 мм. Именно поэтому, если необходимо утопить дюбель размером 6 мм в отверстии, то для сверления понадобится оснастка размером 5 мм. Это надо учитывать еще на этапе выбора насадки. Если просверлено отверстие большого диаметра, и дюбель в нем не держится, и утапливается, то для этого имеются специальные уплотнительные устройства.
Кроме того, рассматриваемые насадки бывают разной длины, что позволяет проделывать отверстия соответствующей глубины. При покупке необходимо учесть и производителя. Часто дешевые сверла изготавливаются малоизвестными или вовсе не известными фирмами. Не всегда, но часто такие дешевые сверла по бетону, быстро выходят из строя. На них затупляется режущая кромка, и поэтому оснастка в дальнейшем не справляется со своей задачей.
Если необходимо приобрести качественную оснастку под дрель, тогда следует выбирать модели таких известных производителей, как Bosch, Makita, Metabo и другие. Если предстоит сверление кирпича, керамики или железобетона, то для таких работ лучше использовать сверла с алмазным напылением на головке. Алмазные типы оснастки считаются самые лучшие в отношении со сверлением высокопрочных материалов. Кроме того, в зависимости от качества оснастки, они работают достаточно долго.
Это интересно!
Единственный большой недостаток сверл по бетону с алмазным напылением заключается в цене. Цена по сравнению с победитовыми, отличается более чем 2 раза, поэтому о рациональности такого приобретения нужно подумать заблаговременно.
по бетону и по металлу, другие модели с победитовым наконечником. Что это такое и чем отличается от обычного сверла
Победитовое сверло
На свёрла нанесены специальные напайки, которые изготовлены из высокопрочного сплава — победита. Его твердость можно сравнить с алмазом. Именно победитовые элементы приобрели широкую популярность во всем мире при работах со стенами.
Данный элемент может быть двух классов:
- По бетонным стенам для дрели с ударной функцией Интерскол. Деталь имеет хвостовик, который выполнен в форме цилиндра и многогранника;
- Для перфоратора. Его форма изготовлена в виде цилиндра. Он обладает знаком SDS PLUS или MAX.
Мужчины, которые делают ремонт своими силами, сталкиваются с проблемой в выборе правильного оборудования. Очень часто у них возникает вопрос о том, какие сверла подойдут для железобетонных элементов. Специалисты рекомендуют для таких целей выбирать перфоратор с бурами по бетону с ударной функцией.
Особенности победитовых сверл
Прежде чем рассматривать то, как заточить победитовое сверло по бетону, следует понять его отличительный особенности. Победитовый вариант исполнения – разновидность спиральных сверл, режущая часть которых представлена твердосплавными напайками. Процесс срезания режущей кромки победитовых сверл проходит медленнее, но стоимость рассматриваемого инструмента зачастую в несколько раз превышает стоимость обычного. Именно поэтому нужно знать то, как провести их заточку своими руками в домашних условиях.
Геометрия рассматриваемого режущего инструмента имеет следующие нюансы:
- Передняя и задняя поверхность – основные элементы, которые образуют режущую кромку.
- Перемычка и ленточка – вспомогательные элементы.
Зачастую используется специальное оборудование. Однако встретить его в обычной мастерской практически невозможно, так оно стоит достаточно дорого и имеет узкую специализацию. Поэтому многие используют обычный станок с камнем.
Разновидность
Сверла по бетонным изделиям в большинстве случаев называют бурами. Они бывают:
- Шнековыми. Благодаря ним можно производить сверление стены на очень большую глубину;
- Спиралевидными. Подходят для отверстий большого диаметра;
- Пологими, которые предназначены для не большой глубины и размера отверстия.
Отличительная черта конструкции заключается в утолщенном хвостовике. Благодаря этому она надежно устанавливается в патрон оборудования и фиксируются с помощью защелкивания. Очень часто предпочтение такому устройству отдают профессиональные строители и монтажники, которым необходимы отверстия через каждые пару сантиметров.
Если стоит задача проделать в стене отверстие большого размера, то нужно взять деталь корончатой формы. Она может просверлить конструкцию до 12 см в диаметре. Такие буры бывают:
- Алмазными, которые выполнены в виде трубки или коронки на стержне сплошного сечения;
- Победитовыми. Они так же имеют алмазную часть, но отличаются только режущими зубцами из победита.
Сверло с корончатой формой применяют в такие моменты, когда необходимо сделать посадочное место для розеток и выключателей, для различных коммуникаций и так далее.
Перед тем как начать работу с кирпичной или бетонной стеной необходимо определиться с размером и глубиной будущего углубления.
Преимущества победитовых сверл
- Сплав обладает высокой прочностью. Это означает, что его очень трудно деформировать обычными абразивными материалами, а так как бетон содержит частички абразива, то сверло не тупится им.
- Если сталь – более вязкий материал и снимается послойно, то строительные материалы хрупкие и осыпаются. Бур как раз рассчитан на крошение бетона, а не на срезание.
- Победит хорошо выдерживает ударную нагрузку, при которой нет деформации его режущих кромок. Это актуально потому, что все перфораторы работают по ударному принципу. Стальные сверла после удара деформируются и не способны эффективно работать.
- Некоторые сплавы могут свободно прорезать сталь – они незаменимы при бурении железобетона с каркасом из арматуры.
- Технология получения современных победитовых сплавов отличается низкой себестоимостью.
Отличительная черта
Чтобы правильно научиться на глаз определять сверла, необходимо знать:
- Детали для дерева имеют на конце острие, которое во время сверления врезается в древесину, и обладают светлым цветом;
- Элементы для металла имеют форму конуса черный оттенок;
- Белые буры по бетонным изделиям обладают победитовой напайкой.
Нужно правильно подбирать сверла. Для бетона и кирпича нужен бур, изготовленный из вольфрама или кобальта. Его наконечник должен обладать средней мягкостью. Для гранитных материалов наоборот выбирают сверла с твердым концом.
Изделия можно разделить на классы по размерам. Оснастку бура подбирают в зависимости от того, какое нужно сделать углубление в стене. Чем глубже будет отверстие, тем шире будет данный элемент. Тонкие изделия не смогут просверлить бетонную конструкцию. Они сломаются от напора.
Изделие выбранного диаметра может достигать разной длины. Например:
- Диаметр 4 мм – длина 50 мм;
- Диаметр 5 мм – длина 100мм;
- Диаметр 6 мм – длина 150 мм;
- Диаметр 8 мм – длина 250 мм;
- Диаметр 10 мм – длина 540 мм;
- Диаметр от 12 мм и выше – длина до 1000 мм.
Для сверления крупных углублений нужно применять длинные сверла по бетонным конструкциям. Если выбрать маленький диаметр, то есть большая вероятность, что бур сломается от высоких нагрузок.
Как правильно пользоваться перфоратором с насадками
Перед началом использования перфоратора следует удостовериться в отсутствии повреждений. При необходимости инструмент требуется предварительно очистить. Перед тем как вставить сверло в перфоратор, его нужно смазать. В противном случае может наблюдаться повреждение трущейся части рабочей насадки при нагревании электроинструмента.
Для профессионального использования лучше выбирать буры с более высокой ценой
Затем бур с некоторым усилием хвостовиком фиксируется в патроне для перфоратора. Возникновение щелчка свидетельствует о правильной установке насадки. Однако для контроля следует попытаться вытащить бур обратно, что не должно осуществиться. Если присутствует люфт, патрон необходимо заменить.
При выполнении процесса бурения каждые 10-15 секунд бур следует извлекать из отверстия. Для замены бура или по окончании выполнения работ необходимо нажать на специальное кольцо патрона по оси в направлении электроинструмента, после чего можно извлечь расходный материал.
Может произойти так, что бур нельзя будет достать из патрона. Это свидетельствует о деформации хвостовика, которая произошла в процессе выполнения работы. Подобная ситуация может возникнуть при использовании изделия, изготовленного из материала плохого качества. Такое явление может наблюдаться и в результате чрезмерного воздействия на инструмент при выполнении операции бурения.
Тип бура нужно подбирать исходя из свойств обрабатываемой поверхности
Для извлечения бура можно применять тиски, куда он зажимается. Перфоратор вытягивается раскручивающимися движениями (из стороны в сторону). Патрон при этом должен находиться в открытом положении. Застрявший бур можно отжать при помощи газового ключа, который будет играть роль рычага.
При работе перфоратора бур может вылететь из патрона. Это возможно в результате длительных манипуляций инструмента под наклоном, дефекта расходной части или износа стопорного механизма.
Покупка
Перед тем, как приобрести бур по бетону, нужно произвести визуальный осмотр. Данная деталь должна быть без трещин, вмятин, дефектов и сколов. Кромка элемента осматривается по всей длине. При выборе сверла обратите внимание на его цвет. Если присутствует серый или стальной оттенок – это значит, что устройство не прошло через финишную обработку. Она нужна, чтобы придать сверлу необходимую твердость. Черный цвет элемента сигнализирует о перегреве бура по бетону.
При покупке данной детали стоит отдать предпочтение сверлам с тонким слоем из ярко-золотистого нитрида титана, который отвечает за защиту и надежность элемента.
Экономичнее приобретать сверла наборами. Они могут номиналами из целых чисел: 2, 4, 6 мм и так далее или с промежутком в 0,5 мм, например, 2, 2,5, 3, 3,5 и многие другие. В комплект данным деталям обычно включена коробочка, которая не только удобна, но и позволяет не потерять сверла во время работы.
При покупке сверл стоит отдать предпочтение отечественному производителю под названием Интерскол. Вся продукция этого завода выполнена на современных станках. Она отвечает всем европейским стандартам и требованиям. Каждая деталь изготовлена из качественного сырья, которое имеет высокие показатели надежности и прочности.
Цвет сверла
Первый критерий, по которому вы самостоятельно можете определить качество предлагаемого вам инструмента — это его внешний вид, в частности, цвет. Специалисты отмечают следующие особенности:
- Серый. Если металл выглядит именно в этом оттенке, значит, вам предлагают самый ненадежный вариант — эти сверла не подвергались никакой обработке для упрочнения и повышения стойкости к деформации и сгоранию. Да, цена такого сверла по металлу будет очень низкой, но хорошо, если вам хватит его для завершения одной задачи.
- Черный. Если сверло черного цвета, это свидетельствует о том, что его обрабатывали перегретым паром. Результат такой процедуры — повышение прочностных характеристик и, как следствие, продление срока службы. Цена таких изделий несколько дороже, чем инструментов серого колера, но вполне доступна.
- Бледный золотистый оттенок. Такой цвет приобретают сверла по металлу после того, как использовался отпуск в процессе изготовления. Основное назначение этой обработки — снятие внутреннего напряжения в каленом металле и повышение его прочности.
- Яркий золотистый цвет. Эти сверла обойдутся вам значительно дороже, но зато в сплаве будет присутствовать максимально прочный на сегодня титан. Благодаря этому уменьшается трение сверла во время работы, за счет чего проделывать отверстия намного удобнее, продлевается срок его эксплуатации.
Точилка для сверл по металлу своими руками. Самодельный инструмент для заточки сверл малого диаметра. Как правильно обработать ступенчатое сверло
Со временем сверло хуже «вгрызается» в металл. По этой причине его выбрасывают в мусорное ведро и заменяют новым. Однако к проблеме можно подойти и по-деловому: с помощью специальных приспособлений заточить затупившееся сверло и вернуть его в рабочее состояние. И опять же, можно сделать режущий инструмент острым в домашних условиях, не прибегая к «высоким технологиям».
Типы заточки
Сверло, плохо погрузившееся в металл, можно затачивать разными способами. На это влияет сфера применения режущего инструмента и его диаметр. Исходя из этих критериев, заточка может быть одноплоскостной, конической и точной. Большинство мужчин, использующих дрель по металлу, с большей вероятностью выполнят одноплоскостную процедуру, которая считается самой простой. Но она, как и другие виды заточки, подходит не для каждого режущего инструмента.
К одноплоскостной заточке следует прибегать, если диаметр затупившегося сверла не превышает 3 мм. Правда, делая таким образом режущий инструмент острым, нужно проявлять особую осторожность, иначе он столкнется с разрушением поверхности. Чтобы одноплоскостная заточка прошла успешно, нужно прикрепить сверло к абразивному кругу и двигаться в одном направлении с его поверхностью.
Применение конической процедуры предполагается, когда необходимо придать остроту крупному изделию, предназначенному для резки металлических листов и деталей.Такая заточка подразумевает, что сверло фиксируется двумя руками и обрабатывается последовательно. Затем с помощью режущего инструмента проводят так называемую доводку. Ее необходимо выполнять как после однолинейной, так и после конической заточки. Чистовая обработка – это процесс шлифования режущей кромки сверла так, чтобы не осталось даже мелких вмятин. .
Углы, под которыми выполняется процедура
Сверло, затупившееся после интенсивного и продолжительного использования, обычно затачивают под углом 120 °.Это универсальный параметр заточки для любого материала, но он подходит только для изделий диаметром менее 1,2 см. А если этот размер от 12 до 80 мм, то режущий инструмент обрабатывают под другим углом. Главное, подобрать его исходя из материала.
Заточка сверла под произвольно выбранным углом сделает его острым, но обязательно испортит. Просверливать отверстия и быстро нагреваться будет плохо, а то и хуже – при использовании сломается.
Как затачить затупившееся сверло простыми инструментами
Вы можете вернуть режущий инструмент к его свойствам с помощью абразивного бруска.Приходится шлифовать сверло вручную, аккуратно удаляя лишний металл. Но на это дело уйдет столько времени, что в следующий раз точно захочется сделать изделие острым любым приспособлением, а не абразивным бруском.
А вот разбираться в том, что такое заточка абразивного бруска, никому не помешает. Чтобы узнать нюансы обработки режущего инструмента таким приспособлением, вы можете посмотреть следующее видео:
Точилка электрическая
Устройство, работающее от сети и способное подорвать сверло, не для всех.Но у него есть огромный плюс: в домашних условиях легче всего приспособить обрабатывать тупое изделие электрической точилкой. Заточку этим инструментом предполагается начинать с лезвия, расположенного в том же направлении, что и ось абразивного круга. Как долго снимать лишний металл со сверла, нужно определять «на глаз». Работу следует закончить в тот момент, когда исчезнет тень от края на бороздке.
При заточке сверла с помощью электрической точилки необходимо соблюдать определенную последовательность.В первую очередь необходимо обработать тыльную поверхность кромки, и только после этого приступить к удалению ненужного слоя со второй кромки затупившегося режущего инструмента. При точении сверла по металлу точилкой следует придерживаться правил:
- обратите внимание на угол заточки изделия;
- убедитесь, что сверло зафиксировано на оси вращения;
- наблюдать за процессом, чтобы края были одинаковой длины;
- Излишки металла следует удалять постепенно, медленно расширяя зазор между шайбой точилки и заготовкой;
- Завершая заточку, необходимо придать краям сверла коническую форму.
Заточить дрель с помощью электрического устройства несложно, но для этого нужно будет напрячь зрение, не упуская из виду ни одной мелочи. Чтобы научиться правильно сосредотачиваться на процессе обработки, вам нужно потренироваться, возможно, сделав непригодным для использования несколько продуктов для сверления металла.
Электрошлифовальная машина Видео
Обработка шлифовальной машины
Заточка сверла на угловой шлифовальной машине предусматривает следующее: режущий инструмент фиксируется в тисках, выбирается угол установки, затем на шлифовальный станок устанавливается диск, который вращается и доведен до краев тусклого изделия.Такой способ придания сверлу потерянной за годы эксплуатации остроты отличается большим количеством минусов:
- болгарку необходимо поставить на ровную поверхность диском вниз и удерживать на месте, для чего нужно прибегнуть к помощи чья-то помощь или использовать тиски, которые делает плотник;
- шлифовальный станок может вывести сверло из строя, если оно будет заблокировано ненадежно;
- при заточке режущего инструмента болгаркой велик риск получения травмы, так как сверло может случайно оторваться от вращающегося диска; №
- шлифовать болгаркой желательно только изделие, имеющее небольшой диаметр;
- с помощью шлифовального станка невозможно довести режущий инструмент до ровности и гладкости.
Роль подставки для режущего инструмента при его заточке шлифовальным станком должна выполнять кромка щита, закрывающая абразивный диск. Поворот экрана можно изменить. Приступая к дрели, ее нужно расположить так, чтобы на нее было удобно положить палец для поддержки.
Видео по применению болгарки для заточки сверл по металлу
Использование сверлильной головки
Сверло крепится так же, как и болгарка, поэтому отличается аналогичными недостатками.Кроме того, к ним можно добавить еще одно: затачивать сверло по металлу можно только электроинструментом, имеющим кулачковый патрон, в который вместо сверла необходимо вставить дискодержатель от болгарки.
Сверло, которое планируется использовать для заточки сверл по металлу, рекомендуется оборудовать шлифовальным диском с приклеенным к нему кусочком наждачной бумаги. Желательно, чтобы основа, на которую наклеивается грубый материал, была очень твердой.
Если вы планируете затачивать режущий инструмент ручной дрелью, то нужно быть морально подготовленным к трудностям.И все-таки она не имеет отношения к стойке для дрели. Поэтому так же необходимо использовать какой-нибудь подручный предмет.
В общем, начиная полировать изделие сверлом, нужно найти две плоские поверхности. Один из них станет площадкой для крепления самого устройства, а другой – подставкой для дрели. Обе поверхности, например стол и ящик, должны быть размещены на одной линии. Между ними предполагается установить диск, вставленный в патрон ручной дрели в вертикальном положении.
Drill Cutter Video
Особенности заточки различных типов сверл
Сверла по металлу могут быть победными, спиральными и ступенчатыми. К заточке каждого предъявляются особые требования. Но прежде чем выяснять, как можно вернуть сверлу утраченные со временем свойства, следует изучить его и протестировать в работе. Это поможет понять, действительно ли изделие нуждается в шлифовке. Признаками затупившегося режущего инструмента считаются его сильный нагрев, издаваемые при его использовании громкие звуки, некачественное сверление.Правда, прибегать к заточке не всегда разумно. Лучше всего выбросить сверло с длиной режущей поверхности более 1 см.
Как отполировать сверло?
Для того, чтобы победное изделие создало дыры в металле, чтобы снова хорошо вгрызаться в материал, необходимо вооружиться не только заточным инструментом, но и охлаждающей жидкостью. Заточить сверло такого типа простым наждачным камнем не получится, придется вооружиться электрической болгаркой.
Чтобы режущий инструмент сверлил металл так же эффективно, как и раньше, инструмент, используемый для его заточки, должен уменьшать количество оборотов в секунду.Дело в том, что чем выше прочность материала, тем ниже должна быть скорость обработки.
Заточку сверла предполагается производить короткими прикосновениями к точилке. Процесс заточки этого изделия требует повышенного внимания, потому что края корончатого сверла затачиваются довольно быстро. Каждая режущая сторона инструмента должна быть заточена так, чтобы подходить по размеру к другой стороне. При нарушении этого правила центр оси вращения сместится, и сверло сделает в металле слишком большие и криволинейные отверстия по краям отверстия.
Во время заточки режущего инструмента важно контролировать отношение задней кромки к передней кромке. Необходимо следить за тем, чтобы сверло не нагрелось, так как это может привести к появлению трещин и сколов. Если вдруг изделие, обработанное точилкой или другим приспособлением, нагревается, то его необходимо погрузить в специальную жидкость или обычную воду. Но, увидев, что наконечник покраснел и нагрелся, не стоит сразу его охлаждать, чтобы не повредить. Перед погружением в воду дрель должна остыть на воздухе.
Как точить спиральное изделие?
Чтобы восстановить остроту сверла в виде спирали, нужно отшлифовать его задние края. Во время этого процесса следует следить за тем, чтобы одно перо для сверла было заточено так же, как и другое. Сделать это без специального агрегата очень сложно, особенно тем, у кого нет опыта заточки сверл по металлу.
При заточке спирального сверла своими руками вряд ли удастся придать задним краям и заданному заднему углу идеально правильную форму. Следовательно, измельчение такого изделия целесообразнее на специальной машине или приспособлении. Если бы только в хозяйстве было обычное долото, а человек, которому нужно обработать тупое спиральное сверло, имел опыт заточки режущих инструментов.
Как обращаться со ступенчатым сверлом?
Режущий инструмент по металлу, имеющий форму ступеней, заточить в несколько раз сложнее, чем спиральное сверло. Изделие с прямым пазом для удаления стружки должно вернуть утраченную резкость по определенному шаблону. По режущим кромкам ступенек со стороны водостока предполагается удерживать диск легкими касаниями.
При обработке ступенчатого сверла нельзя смещать угол, образованный между поверхностью за ступенькой и канавкой. Еще больше нюансов заточки в изделии, желоб которого спиральный. Технология его обработки ничем не отличается, но требует предельной точности и большого опыта шлифования сверл.
Галерея различных типов сверл
Режущий элемент такой формы также может затупиться.Изделие уже смонтировано на инструменте и готово к работе. Сверла могут сломаться, поэтому желательно иметь целый набор
Такое сверло быстро врезается в материал
В случае поломки спирального сверла иметь запасные режущие части
Наконечники ступенчатого сверла могут иметь разный диаметр. Режущий элемент по форме напоминает конус. Сверло этого типа плавно погружается в металл
Оценка качества шлифования
Заточив сверло по металлу, необходимо проверить, все ли сделано правильно.Контроль качества обработки режущего инструмента проверить несложно. Вам нужно только осмотреть перемычку, расположенную в центре торца наконечника изделия, чтобы оценить длину режущих кромок и занижение.
Если заточка прошла без ошибок и не испортила сверло, то перемычка будет расположена в центре торца наконечника. При правильной реабилитации затупившегося инструмента его край будет находиться между наиболее глубокими точками канавок, через которые отводится металлическая стружка.Это значит, что края заточенного сверла должны быть короткими.
Далее нужно проверить длину режущих кромок – зазор между перемычкой и кромкой сверла по линии кромки, разрезающей металл. Этот параметр можно измерить стандартной линейкой или циркулем. Естественно, ни одно ребро не должно отличаться от другого. В противном случае вам снова придется брать инструмент для заточки и обрабатывать поверхность, которая оказалась короткой.
Понять, имеют ли края сверла занижение, можно, если расположить его вертикально так, чтобы острие было обращено к полу, а перемычка упиралась в какую-нибудь ровную поверхность.Затем нужно взглянуть на тыльную поверхность, находясь сбоку от заточенного изделия. Если видимая кромка не поднимается постепенно вверх, необходимо снова поработать над зоной резания сверла.
Заточка сверл, несомненно, требует умения. Вы можете приложить руку к этому вопросу. Нужно только изучить все тонкости процесса и воочию увидеть, как происходит заточка тупых режущих инструментов.
Сверло– это, пожалуй, одно из самых распространенных в быту и производстве приспособлений для обработки материалов, которое позволяет быстро и точно проделать в поверхности отверстие с самой разной структурой.Будь то ручной вращатель, электродрель или большой радиально-сверлильный станок, все они используют сверло в качестве режущего инструмента. Это закаленный пруток из твердосплавного металла различного диаметра, с хвостовиком и рабочей частью в виде двух и более режущих кромок, которые при вращении выбирают материал.
Уголок сверла: индивидуальный подход к каждому материалу
В зависимости от типа поверхности, требований к качеству обработки и ряда других условий он может иметь самый разный вид.Наиболее распространен вариант, когда его рабочая часть состоит из двух закрученных по спирали режущих кромок, образующих на конце сверла конус, высота которого определяет угол заточки сверла. Его величина зависит от твердости обрабатываемого материала и для каждого материала может иметь свои значения: углеродистые стали
- , сплавы чугуна и твердой бронзы – от 116º до 118º;
- бронза мягкая и медь – от 120º до 130º;
- алюминиевые и деревянные поверхности – 140º;
- полимеры и пластмассы – от 90º до 100º.
Условия долгой и активной жизни сверла
Если исключить бездумный (или безнадежный) вариант использования сверла без победной пайки для работы по бетону или камню (когда инструмент выходит из строя буквально через минуту), то Наиболее активно затупляются режущие кромки при сверлении твердых металлов. Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также от скорости вращения, усилия подачи и наличия охлаждения режущего инструмента.Определить момент ухудшения режущих качеств сверла по характерному резкому свисту и необходимости большего давления на сверло предельно просто. В результате сверло очень быстро нагревается, время бурения значительно увеличивается при одновременном снижении качества получаемого отверстия, и сверло необходимо заменить, чтобы продолжить нормальную работу.
Лучше потерять час, а затем сверлить за пять минут
Поскольку сверла считаются расходным материалом и имеют относительно низкую стоимость при небольших размерах, многие их просто выбрасывают, заменяя новыми.Однако такой подход может быть оправдан только небольшим объемом работ, невысокой стоимостью детали и близостью строительного магазина. Намного экономичнее и быстрее заточить сверло по металлу своими руками. Устройств для этой операции очень много, и, как правило, цена такого оборудования напрямую зависит от скорости, универсальности и качества обработки режущего инструмента.
Правильная форма заточки – ключ к эффективной работе
В результате обработки режущей кромке сверла придается определенная геометрия, которая является приоритетной для определенного диаметра сверла и структуры обрабатываемой поверхности .Для получения нужной формы соответственно используются разные методы заточки режущей кромки. Раздельные виды заточки: одноплоскостная, коническая, двухплоскостная, винтовая и цилиндрическая. В домашних условиях чаще всего используют первые два метода как самые простые, и в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла. Недостатком в данном случае является высокая вероятность разрушения рабочей части лезвия из-за ее утонения, поэтому для сверл большего диаметра обычно используют заточку в виде конуса, формируя на их вершине угол между 118-120º. .
Способы достижения желаемого качества заточки
В принципе, обладая определенными навыками, заточка может выполняться без вспомогательного инструмента. Главное при этом – соблюдать необходимый угол обработки, а также равную длину рабочей поверхности режущих кромок и их симметричный наклон относительно оси сверла. Однако добиться этого на практике не так-то просто, достаточно совсем небольшой погрешности для любого из перечисленных показателей, и ваша дрель не будет работать должным образом.Использование специальных приспособлений упрощает процесс, но согласитесь, приобретать дорогостоящий станок для расстановки пары сверл по металлу нецелесообразно. К тому же самодельный инструмент для заточки сверл поможет справиться с этой задачей хоть и с меньшим комфортом, но тоже неплохо.
При всем разнообразии опций принцип работы всех устройств этого типа основан на формировании жесткого шаблона или направляющей, по которой заточенный инструмент подается на наждачный круг в определенной плоскости.
Гайка, винт, направление – вот и все
Пожалуй, одним из самых быстрых и доступных вариантов станет изготовление инструмента для заточки сверл из гайки. Его шесть граней образуют угол 120º на смежных плоскостях и могут служить отличным шаблоном для установки желаемого наклона заточки режущей кромки сверла. Процедура изготовления такого устройства довольно проста и не занимает много времени. Гайка зажимается плоской стороной вверх в тисках и с помощью угловой шлифовальной машины (болгарки) выполняются продольные надрезы по линии, соединяющей противоположные углы шестигранника.На одной стороне фурнитуры можно сделать шесть углублений (по количеству вершин), образовав таким образом три направляющие.
Размер гайки, а также ширина и глубина направляющей подбираются исходя из диаметра заточенного сверла. После этого вся внешняя поверхность этого нехитрого приспособления тщательно обрабатывается наждачной бумагой или напильником для удаления заусенцев.
Вот, собственно, и все, простейшее приспособление для заточки сверл своими руками готово.Теперь сверло, которое требует заточки, помещают внутрь направляющей (между двумя противоположными углами) так, чтобы обработанная кромка немного выступала за вершину шестиугольника. Приспособление зажимается в тисках, плотно фиксируя сверло в пазу под гайку кончиком вверх, и с помощью того же болгарского станка аккуратно шлифуется выступающая режущая кромка, используя боковые поверхности метизов в качестве направляющих, образуя угол заточки 120º.
При необходимости сверло в пазу можно зафиксировать хомутом, а вместо угловых шлифовальных машин использовать наждачный круг.
Фурнитуры никогда не бывает слишком много: модернизация гайки
Эту конструкцию можно несколько улучшить, сделав более глубокие (в зависимости от диаметра заточенного сверла) V-образные надрезы на противоположных вершинах и приварив меньшую гайку с той же стороны приспособления. Сверло в этом случае может быть закреплено зажимным винтом, вкрученным в приваренную сверху гайку.
В результате отпадает необходимость в использовании тисков и зажима (главное не нажимать на винт, чтобы не погнуть сверло).Такое устройство позволяет успешно справиться с заточкой сверл даже небольшого диаметра (до трех миллиметров), когда без специальных инструментов выдерживать и контролировать угол заточки практически невозможно.
Деревянные направляющие для заточки сверл
Теперь рассмотрим, как сделать приспособление для заточки сверл из прутка или толстой фанеры. Конструкция представляет собой деревянную направляющую, жестко прикрепленную к основанию. Базовая часть устройства выполнена из плоской прямоугольной доски (толстой фанеры), на одной стороне которой сделан прямоугольный вырез, обеспечивающий доступ к боковой поверхности наждачного круга.Затем из фанеры изготавливается накладка в виде прямоугольного треугольника или трапеции с боковым наклоном в основании 60º (сверху – 30º), что гарантирует угол заточки 120º. Размеры направляющей должны обеспечивать свободное размещение по ней заточенного сверла как по длине, так и по высоте.
Готовая пластина винтами прикрепляется к дальнему краю основной доски под острым углом к наждачному кругу. Заточка сверл по металлу устройством такого типа требует его четкой фиксации по внешней (широкой) поверхности абразива.Каждая режущая кромка формируется отдельно, плавно вращая сверло в направлении вращения круга, затем та же процедура повторяется для второй стороны, достигая идеального баланса. При частом использовании на круге может произойти выработка, и придется либо перемещать инструмент по наждаку, либо заменять абразив. Этот способ хорош тем, что позволяет легко получить необходимый наклон режущей кромки, быстро заменив верхнюю направляющую на нужный размер.
Использование направляющих втулок для заточки
Еще один вариант обработки сверл, активно практикуемый в домашних условиях, – деревянная вертикальная стойка с полыми металлическими втулками различного диаметра, которые помещаются в планку под углом, необходимым для заточки.В результате обработки на тыльной стороне режущих кромок образуется конус, но без правильного заднего угла.
Профессиональные решения: отличный результат за небольшие деньги
Все самодельные устройства дают приемлемый, но, увы, несовершенный результат. Даже без учета большой вероятности ошибки при самостоятельном изготовлении приспособлений для заточки все же существует ряд параметров, несоблюдение которых приводит к быстрому выходу сверла из строя. Именно поэтому крупные производители разрабатывают сложные устройства и даже станки для приведения режущего инструмента в рабочее состояние.
Одним из таких механизмов является инструмент для заточки сверл точильного сверла, позволяющий восстанавливать остроту спиральных сверл по металлу диаметром от трех до девятнадцати миллиметров. Устройство легко справляется с задачей формирования режущей кромки любого наклона, имея при этом шкалу со стандартными углами заточки (98, 118, 136 и 176 градусов, а также для зенковки). Безупречное качество шлифования обеспечивается точным позиционированием сверла с помощью зажимных винтов.Пятка (задний угол режущей поверхности) образуется за счет небольшого осевого наклона, который задает дуговое движение сверла во время обработки.
Не требует особых доказательств того, что сверло по металлу в процессе работы имеет неприятное свойство тупеть. Причем это происходит тем быстрее, чем чаще работает дрель и тем больше работы она выполняет.
Сверло по металлу после непродолжительного использования затупилось и требует заточки.
Многие не обращают на это внимания и продолжают работать, пока сверло окончательно не придет в негодность, после чего выбрасывают и покупают новое.Происходит это потому, что хозяева просто не умеют заниматься металлом. Между тем, это можно сделать дома, используя инструменты и инструменты, имеющиеся почти в каждой домашней мастерской.
Признаки затупления сверла
Если при соприкосновении сверла и металла слышен резкий скрип, то сверло затупилось.
Сверление металла возможно только очень острым инструментом. Если в начале сверления вы слышите резкий скрип в месте соприкосновения инструмента и металла, то это верный признак того, что сверло затупилось.Услышав такой мерзкий звук, лучше прекратить работу. В противном случае инструмент, вращаясь, будет сильнее тереться о металл, соответственно, при сверлении будет выделяться больше тепла. От трения и нагрева рабочая кромка сверла изнашивается быстрее.
Домашние мастера в основном используют для своих нужд небольшие сверла Ø не более 16 мм. Для заточки тупого инструмента лучше использовать специальное оборудование. Но стоит он довольно дорого, поэтому для дома его покупают редко. Но в любой домашней мастерской можно придумать инструмент для заточки из подручных средств.Заточку можно производить при помощи:
- Станок шлифовальный с абразивным кругом;
- шлифовальный станок; Электродрель
- со сменной насадкой.
Для заточки можно использовать любой другой инструмент, на который можно установить точильный камень и заставить его вращаться. Нужно только, чтобы такое устройство могло обеспечить скорость вращения вала до 1500 об / мин.
Вернуться к содержанию
Подготовка к работе
Для вашей безопасности пользуйтесь перчатками и очками при заточке сверла.
Но перед началом работы нужно надеть защитные очки и перчатки и подготовить емкость с водой. Это обязательные защитные приспособления, без которых точить металлические инструменты очень опасно.
Во время работы от точилки и инструмента разлетаются искры и микроскопические частицы пыли. Если не защищать руки и лицо, то эти микроскопические частицы могут довольно чувствительно прорезать открытую кожу. Но они представляют особую опасность для незащищенных глаз.Попадая в них, частицы металлической пыли вызывают серьезные проблемы со зрением, вплоть до его полной потери.
Резервуар для воды нужен для охлаждения заточенного инструмента, так как при заточке он очень сильно нагревается от трения о вращающуюся плоскость круга. Если вовремя не охладить дрель, то она неизбежно перегреется и быстро выйдет из строя.
Вернуться к содержанию
Техника и последовательность заточки
Но приготовленные инструменты и защитное снаряжение – это только половина дела.Вы не можете приступить к работе, не зная как. Ведь этот процесс хоть и несложный, но требует четкого соблюдения последовательности заточки. Еще очень важно изначально правильно определиться с видом заточки. Вид определяется тем, какую форму нужно придать режущим кромкам («перьям») инструмента. Заточка бывает одноплоскостной, двухплоскостной, конической, цилиндрической и винтовой.
Чтобы определить, правильно или неправильно заточено сверло, нужно внимательно его рассмотреть после заточки.Факторы для правильной заточки сверла следующие: оно должно оставаться симметричным относительно своей оси. Его режущие кромки должны иметь одинаковую длину по отношению к оси сверла и одинаковые углы заточки.
Заточка всегда начинается с тыльной стороны сверла. Поверхность необходимо плотно прижать к шлифовальному кругу, сохраняя изначально заданный угол в течение всего процесса. Без навыков сделать все правильно с первого раза очень сложно, поэтому будьте готовы к тому, что вам придется проделать несколько подходов.После каждого подхода следует внимательно осматривать заточенную поверхность. Работа продолжается до тех пор, пока задняя поверхность не станет похожей на обычный конус при взгляде сбоку на уровне глаз.
Только после достижения желаемого результата можно переходить к заточке режущей части. Выполняя его, нужно стремиться к тому, чтобы оба «пера» были заточены абсолютно одинаково. Также очень важно поддерживать правильный угол заточки во время работы.
При одноплоскостной заточке тыльная поверхность обрабатывается в виде одной плоскости, соблюдая угол в диапазоне 28-30 °.Это один из самых простых методов, применяемых для тонких инструментов диаметром до 3 мм.
Выполняя работу таким образом, сверло прижимается под заданным углом к шлифовальному кругу. При заточке инструмент не переворачивается и не двигается. Часто это приводит к тому, что режущие кромки у сверла могут рассыпаться, особенно если металл некачественный.
Желательно, чтобы режущая часть больших сверл была конической. Это более сложный способ, и если по какой-то причине вы цените заточенный инструмент, лучше сначала потренироваться на какой-нибудь изломанной поверхности, чтобы «набить» руку.
Техника этого метода следующая: левой рукой берут инструмент за рабочую часть, а правой – за хвост. Держите рабочую часть как можно ближе к впускному конусу, иначе качественная заточка не выйдет. В этом положении сверло прижимается не только режущей кромкой, но и поверхностью задней части к торцу точилки. Удерживая хвост правой рукой, сверло медленно и плавно раскачивается, так что на заднем крае сверла образуется коническая поверхность.После заточки одной ручки инструмент превращается в точилку с другими, и все повторяется по-новому. Очень важный нюанс для этого метода: сверло при заточке ручки ни в коем случае не должно отрываться от точилки.
Существует еще одна техника конической заточки. Сверло также берется левой рукой за рабочую часть, а правой – за хвост. Но сверло прижимается к торцу точилки только режущей кромкой, а затем во время работы, не отрывая его от точилки, инструмент плавно вращается вокруг своей оси, добиваясь равномерной и качественной заточки тыльной поверхности.
При таком методе заточки конус образуется с обеих сторон тыльной стороны ручки, но сверло останется без заточенного заднего угла. Поэтому в процессе эксплуатации такая дрель будет больше тереться о металл и соответственно больше нагреваться.
Тупые сверла могут сломаться во время работы и поранить вас. Точнее работать намного лучше и проще. В этом руководстве вы найдете чертежи и инструмент для заточки сверл.
Шаг 1: Сравнение острого и тупого сверла
Левый тупой.Это видно по светлой засветке на режущей кромке между двумя канавками. На фото справа виден острый правый край.
Шаг 2: инструмент для заточки
Заточить сверла своими руками могут опытные люди. Теоретически хвостовик следует держать в правой руке под углом 59 ° по отношению к инструментам для заточки сверл. Когда сверло касается точилки, нужно протянуть хвостовик дальше влево вниз, одновременно поворачивая сверло вокруг своей оси по часовой стрелке.У меня никогда не получалось.
Я купил заточный инструмент, который вы видите на фотографии, почти тридцать лет назад. Такие простые точилки для сверл до сих пор продаются практически по такой же цене.
Шаг 3: установите градус
Направляющую стойки можно установить в семи положениях. Для моих сверл профиль угла режущей кромки 59 °, мне нужно выставить этот градус на направляющей. Затяните барашковую гайку.
Шаг 4: Выровняйте край
Инструмент для заточки имеет небольшой заостренный наконечник, и край канавки необходимо установить в стык с ним.Наконечник можно опустить или поднять, чтобы поднести к краю канавки.
Шаг 5: Смещение
Сначала нужно установить смещение (расстояние между желтыми линиями), оно должно быть равно радиусу (расстоянию между зелеными линиями).
Шаг 6: Ширина и угол режущей кромки
Обратите внимание на угол красной линии. Если вы просверлили сверло слишком далеко на предыдущем шаге, режущая кромка приблизится к кончику. Кромка слишком широкая, а профиль плоский.Из-за этого он будет скользить по поверхности металла, и вам будет сложно просверлить. Вынос можно немного уменьшить, но совсем немного, иначе можно случайно испортить кончик шлифовального инструмента на шлифовальном круге подставки.
Шаг 7: Идеальный угол резания
В идеале край должен быть как можно меньше. Это будет нижняя точка между скошенными краями пазов сверла, на фото она обозначена желтой линией, это сверло будет очень хорошо резать металл.
Шаг 8: Зажим
После установки выгрузки затяните крепежный винт.
Шаг 9: установите длину
Установите направляющую для заточки на длину сверла. Конец должен находиться в подвижном лотке, а не висеть в воздухе. Ослабьте окрашенную металлическую гайку. Отрегулируйте черную гайку. Затяните металлическую окрашенную гайку.
Шаг 10: установите высоту
Хвостовик должен располагаться под прямым углом к шлифовальному кругу.Для заточки я использую радиально-отрезной станок. Наконечник должен быть совмещен с центром оси шлифовального круга.
Шаг 11: Закрепите машину на столе
Бита должна только слегка касаться шлифовального круга. Если надавить слишком сильно, заточить будет очень сложно. Он перегреется, и вы удалите слишком много металла.
Основание шлифовальной направляющей должно располагаться под прямым углом к шлифовальному кругу (зеленая линия). И поверните верхнюю часть направляющей так, чтобы точка смотрела немного левее центра (угол между зеленой и желтой линиями).Сдвиньте станок вперед, чтобы сверло коснулось поверхности шлифовального круга. Зафиксируйте машину на столе.
Шаг 12: будьте готовы затачивать
Поверните наконечник вправо. Включите точильный круг.
Шаг 13: Заточка
Сдвиньте хвостовик направляющей вправо (красная стрелка), чтобы сверло коснулось точильного камня. Желтые волнистые линии представляют собой искры. Когда сверло находится в таком положении, фактически оно будет затачиваться.
Шаг 14: Переверните биты
Продолжайте сдвигать хвостовую часть направляющей вправо, пока сверло не выйдет за край камня. Чтобы заточить его с другой стороны, вам нужно повернуть его вокруг своей оси на пол-оборота.
Сначала выключите машину. Затем расслабьте крепление и поверните его на пол-оборота. Край канавки должен быть близко к наконечнику заточки. Повторите два предыдущих шага.
Выключите машину. Вытащите из крепления.Проверьте ширину поперечной режущей кромки. Если вас не устраивает качество заточки, измените смещение и повторите процесс.
Шаг 15: Сверло с заточкой
На фото хорошая резкость. Режущие кромки не изношены и не закруглены; они острые и острые. Длина и угол поперечной режущей кромки тоже неплохие.
Шаг 16: Тонкие сверла
Такой инструмент подходит для заточки 3 мм и более.Если он тоньше, его уже нельзя затачивать с помощью этого приспособления.
Для тонкой заточки сделайте специальный брусок из деревянного бруска длиной около 10 см. Обратите внимание, что угол между красными линиями составляет 77 °.
Шаг 17: Угол между гранями деревянного бруска
Вид блока сбоку. Угол между красными линиями 59 °.
Шаг 18: Направляющая линия
На верхней плоскости планки видна треугольная выемка. Этот разрез проходит по всей верхней грани блока и служит ложементом.Угол между красными линиями тоже 59 °. Края треугольного среза используются для выравнивания режущих кромок. Края можно проверить на глаз.
Шаг 19: Закрепите на штанге
Вставьте сверло в прорезь на стержне. Установите блок в тиски так, чтобы хвостовик находился над рукояткой, а рукоятка немного выходила за скошенную сторону штанги. Поверните так, чтобы одна из режущих кромок совпала с направляющей кромкой треугольного выреза. Закрепите зажимом. Нанесите немного масла на точильный камень.Проведите по скошенной стороне устройства, тем самым затачивая сверло.
Когда точильный камень перестанет удалять металл, поверните сверло на пол-оборота и заточите другой край. При необходимости можно проверить самодельную заточку с помощью лупы.
Для быстрого и качественного сверления отверстий необходимы острые сверла, которые со временем затупляются. Лучше всего этот инструмент заточит станок для заточки сверл. В домашних условиях также можно использовать специальные приспособления.
1
Станок для заточки сверл – автоматическое оборудование узкой специализации, предназначенное только для заточки сверл.По сфере использования различают следующие типы этих устройств:
- Промышленные – имеют большую емкость, затачиваются различными сверлами диаметром от 20 мм. Основное назначение такого оборудования – интенсивная работа на крупных предприятиях с высокой степенью профильной специализации. В промышленном оборудовании сверло в полностью или частично автоматическом режиме затачивается под нужным углом с помощью узла фиксации (специального зажима).
- Household – используется исключительно на небольшом производстве или дома.Устройство этих машин отличается малой мощностью, компактностью и мобильностью. На них можно точить сверла среднего и малого размера, которые чаще всего используются в быту.
Бытовой станок для заточки сверл перед всеми другими приспособлениями и приспособлениями, применяемыми для восстановления остроты инструмента, имеет ряд важных преимуществ, среди которых в первую очередь следует отметить следующие:
- работает от сети стандартного напряжения;
- высокая степень урожайности;
- простота эксплуатации;
- высокий уровень точности и функциональности заточки;
- доступная цена, которая находится в приемлемых пределах возможностей любого домашнего мастера;
- легкий вес и компактные размеры; Удобная эргономичная система управления
- обеспечивает контроль скорости и интенсивности заточки.
2
Все бытовые станки предназначены для заточки из быстрорежущей стали определенного, конструктивно встроенного в оборудование оборудования диапазона диаметров. На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте или дополнительно приобретается алмазный круг. Обычно в их возможности входит заточка сверл с углом конуса на вершине в диапазоне 90–140 ° по задней поверхности с подрезкой и подрезкой режущей поперечной кромки.Но существуют и специализированные модификации для сверл по металлу:
- левых;
- с двухплоскостной подкладкой;
- высокая производительность;
- трезубец;
- др.
Наиболее удобными в домашнем использовании являются станки с универсальным патроном для зажима сверл различного диаметра в пределах технически приемлемого типоразмера, а также устройства, оснащенные набором сменных патронов, которые устанавливаются на самом станке и всегда находятся в рабочем состоянии. под рукой.
Такое оборудование обычно оснащается окном, через которое можно наблюдать центровку сверла в рабочей зоне станка. В комплекте со станком стандартная фурнитура: круги эльборные, набор цанг, ключи, запчасти. Также могут быть поставлены дополнительные аксессуары: алмазные круги, дополнительный комплект цанг, светильник для рабочей зоны и другие. Наиболее известные виды таких машин: Drill Doctor , GS и их китайские аналоги.
В зависимости от размера обрабатываемых сверл эти станки производят два основных типа (с разными крайними диаметрами): от 2 мм до 13 мм и от 13 мм до 34 мм. Их недостатки: плохая заточка тонких сверл (точность станков на это не рассчитана) и невозможность затачивать очень тонкие. Для инструмента малых диаметров потребуется специальный станок для заточки сверл – например, ВЗ-389СП, предназначенный для заточки инструмента размером 0.4-4 мм и оснащен 30-кратным оптическим устройством для контроля процесса шлифования.
3
Перед тем, как выбрать станок для заточки сверл, необходимо определиться с будущим фронтом работ на него, ведь при покупке нужно руководствоваться определенными эксплуатационными параметрами . Если устройство предполагается использовать в домашних условиях (например, на даче или в гараже), то можно приобрести маломощную, недорогую модель – при условии, что машина не будет использоваться постоянно, мощная оборудование будет совершенно бесполезным.К тому же промышленные устройства предназначены для заточки сверл больших диаметров и потребляют гораздо больше электроэнергии, чем бытовые модели.
При покупке станка особое внимание следует обратить на наличие специального регулятора, предназначенного для регулировки вращения шпинделя. Такой вариант сделает работу максимально эффективной и безопасной.
Еще одним важным параметром является размер сверла, который следует определять по спектру предлагаемой работы.Выбранная бытовая машина должна иметь достаточно низкий уровень шума, особенно когда технику планируется использовать не в отдельном помещении, а непосредственно в жилом районе.
Также необходимо обратить внимание на привлекательный дизайн модели – лучше всего, если он будет максимально простым. В этом случае любая поломка не доставит особых хлопот – не составит труда найти и приобрести нужную новую деталь и поставить на место вышедшей из строя.Следует отметить, что большинство зарубежных моделей в плане обслуживания довольно дороги, и подобрать нужную деталь для замены иногда бывает сложно. И последняя рекомендация: выбирать станок для заточки сверл следует только в специализированных торговых точках и магазинах, где оформят гарантийный талон и техпаспорт.
4
На предприятиях в отдельных случаях дрель-шуруповерт самостоятельно затачивает сверло вручную на обычных шлифовальных станках, которые для этого оснащены специальным приспособлением.Для этого ему необходимо предварительно изучить правила заточки сверл и пройти специальные подготовительные курсы. Используемый инструмент для заточки сверл представляет собой стальную конструкцию, снабженную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющую крепление для крепления на корпусе шлифовального станка.
Также нередки случаи, когда компания вообще не использует никаких приспособлений при заточке вручную на обычном шлифовальном станке.При этом сверло удерживается за хвостовик правой рукой, а левой – максимально близко к режущей части. Режущая кромка инструмента прижимается к боковой поверхности абразивного круга и при этом правой рукой осторожно покачивают сверло, стараясь, чтобы его задняя поверхность приняла желаемую форму и приобрела правильный наклон. Снимать металл нужно небольшими слоями, слабо прижимая инструмент к кругу. Необходимо следить за тем, чтобы режущие кромки сверла были одинаковой длины и имели одинаковые углы заточки.
Ошибки, допущенные при ручной заточке, могут привести к следующим недостаткам сверла:
- режущие кромки неравной длины;
- : углы между режущими кромками и осью инструмента разные;
- поперечный отвал имеет односторонний подрез.
В результате этих дефектов сверло будет:
- ,
- бит;
- неправильно, односторонне нагружен на режущие кромки – может сломаться;
- сверлить отверстия большего диаметра, чем само сверло.
После заточки инструмент должен проверить поперечную кромку, ее ширину и правильное положение относительно режущих кромок, длину последней, угол: по φ, наклон поперечной кромки, задний угол α, двойную заточку φ1 , на вершине 2φ. Для проверки всех этих параметров предприятия используют специальные шаблоны. Правильное расположение перемычки определяется с помощью оптического прибора. В некоторых случаях предприятия проверяют биение сверла – для этого используют специальный прибор.
Сверла по металлу из быстрорежущих сталей шлифуются на шлифовальных кругах из белого и нормального электрокорунда на керамической связке с зернистостью 16–40 твердостью SM, а также на кругах по эльбору. При заточке инструмента с твердосплавными пластинами применяют их из синтетических алмазов, а также из зеленого карбида кремния с размером зерна 16–40.
5
Без специального станка в домашних условиях можно использовать следующее оборудование для заточки сверл:
- обычный шлифовальный станок;
- электродрель;
- самодельных точильных станков.
Для использования простого заточного станка лучше приобрести специальный инструмент, потому что, прежде чем научиться шлифовать инструмент самостоятельно без него, можно испортить не один десяток сверл. Эта точилка для сверл имеет примерно то же устройство, что и промышленная, описанная выше. Возможны варианты не с креплением на корпусе станка, а с отдельной установкой на горизонтальной поверхности рядом с вращающимся шлифовальным кругом. Такой прибор может быть самодельным. Он может быть деревянным: на его основании закрепляется балка с несколькими отверстиями под диаметр необходимого сверла, просверленными под углом, обеспечивающим нужный угол заточки.Можно предусмотреть изменение наклона – угол заточки.
В случае электродрели используется специальная насадка для заточки сверл. К сожалению, они продаются только для заточки под углом 118 ° и только для инструментов размером 3,5–10 мм (отечественный) и 2,5–10 мм (импортный). Причем оба они предназначены только для сверл с шейкой шпинделя диаметром 43 мм. В корпусе этих насадок имеется 15 отверстий для сверл разного диаметра. Насадки снабжены камнем, шлифовальная поверхность которого расположена под определенным углом, и поводком для него, вставленным в патрон дрели.
Изменяя длину поводка один раз (укорачивая ее), насадка настраивается на работу с одним конкретным сверлом. Работать с ним следующим образом: в патрон дрели вставляется грифель с камнем на конце; надеть насадку на шпиндель и закрепить винтом; запустить дрель и вставить дрель в отверстие корпуса форсунки соответствующего диаметра. Подобное приспособление можно изготовить и самостоятельно. В самодельной насадке удастся предусмотреть необходимые углы заточки и диаметры инструмента.
Самодельные приспособления могут быть выполнены в виде обычных шлифовальных станков. Лучше сразу предусмотреть для них способ крепления и заточки сверл, чтобы не придумывать для этого дополнительных приспособлений.
Инструмент для сверл своими руками. Точилка для сверл должна быть в арсенале любого домашнего мастера. Особенности использования самодельных заточных приспособлений
Изготовить приспособление для заточки сверл своими руками достаточно просто, условиями успеха будет знание правил заточки режущего инструмента, а также умение работать ручным инструментом и техническая смекалка.
Основные правила обеспечения качественной заточки:
- за один проход необходимо удалить небольшой слой металла;
- в процессе выполнения работы сверло многократно охлаждают в водном или водно-содовом растворе;
- скорость вращения наждачного круга должна быть как можно меньше;
- сверло при заточке не должно перегреваться;
- В процессе выполнения работы сверло направлено против движения абразивного круга.
Объем и характер выполняемых работ зависят от вида износа режущего инструмента. Износ можно классифицировать по:
- задняя поверхность;
- перемычки;
- углов;
- фаска;
- лицевая поверхность.
В зависимости от типа заточки сверла, его технических характеристик, а также назначения рекомендуются следующие виды обработки, такие как:
| Тип заточки | Диаметр | Назначение и характеристика угла заточки |
|---|---|---|
| Одинарный нормальный – “H” | до 12.0 мм | Для универсального использования. Угол – по обрабатываемому материалу. |
| Одинарный с поднутрением перемычки – “NP” | до 12,0 мм | Для обработки стального литья. Угол 115-120 °. |
| Одинарный с подрезкой перемычки и ленты – «NPL» | более 12,0 мм | Для стали и стального литья, а также чугуна. Угол 115-120 °. |
| Двойная перемычка с подрезкой – «DP» | более 12.0 мм | Для стали и чугуна с сплошной коркой. Заточка выполняется под двумя углами: 116-118 ° и 70-75 °. |
| Двойной с перемычкой и подрезкой ленты – «DPL» | более 12,0 мм | Для универсального использования. Угол – по обрабатываемому материалу. |
| По способу Жирова | более 12,0 мм | Применяется при обработке хрупких материалов. Основной угол заточки составляет 118 *, дополнительная – 70 ° и 55 °. |
Углы заточки спиральных сверл, используемых при обработке различных материалов, необходимо указать перед их использованием, поскольку они варьируются от 85 до 135 *, что связано с их вязкостью.
Как сделать станок своими руками
Для заточки спиральных сверл любой шлифовальный станок (агрегат), работающий от электрической сети 380/220 Вольт, оснащенный наждачным кругом и оснащенный специальным устройством, фиксирующим заточенное сверло. под определенным углом к оси вращения абразивного элемента устройства, может использоваться.
Основные требования к специальным устройствам, обеспечивающим качественное выполнение работ:
- Ось инструмента должна совпадать с осью вращения абразивного круга. Он может находиться с ним в одной горизонтальной плоскости или быть немного выше его.
- Используемое оборудование и приспособления должны быть надежно закреплены.
- Конструкция приспособления должна позволять затачивать сверло под разными углами в зависимости от потребностей пользователя.
Для изготовления одного из вариантов такого устройства вам потребуются:
- Ручной слесарный инструмент, угловая шлифовальная машина («болгарка»), сварочный аппарат.
- Листовая сталь толщиной 3,0 – 4,0 мм, а также стальная труба малого диаметра.
Работы по изготовлению станка ведутся в следующей последовательности:
- Использованный шлифовальный станок (№5 на схеме) прочно закрепляется на выбранной поверхности.
- Платформа (№1 на схеме) из полосовой стали, на которой будет закрепляться сверло (№3 на схеме).
- Форма платформы может быть произвольной, единственное условие – сделать проточку на месте сверла с помощью «болгарки».
- На площадке просверливаются отверстия (№6 на схеме), служащие для крепления монтажной пластины (№2 на схеме), а также отверстия, соединяющие устройство с болгаркой (на схеме не показаны) .
- Форма и размер монтажной пластины могут быть произвольными.
- Место крепления к основанию шлифовального агрегата выполнено из металлической трубы и стальной полосы. Наличие трубки позволяет перемещать устройство в вертикальной плоскости – появляется возможность изменять угол заточки сверла.
- Место крепления заточного приспособления к корпусу шлифовальной машины зависит от типа и конструкции узла защиты наждачного круга (№4 на схеме), а также наличия упора (площадки) конкретного наждачного агрегата. .
- При желании приставку можно оснастить дополнительными элементами, обеспечивающими колебательное движение устройства в горизонтальной плоскости, что обеспечит необходимое сочленение в процессе выполнения работы.
- После сборки всех элементов устройства его крепят к упору (кожуху) шлифовального станка и проверяют работоспособность изготовленного устройства.
Для заточки спиральных сверл можно использовать различные наждачные круги, но с учетом того, что этот расходный материал (инструмент) изготовлен из прочной стали, то абразивные элементы должны этому соответствовать.
Сверло, пожалуй, одно из самых распространенных как в быту, так и при производстве устройств для механической обработки материалов, позволяющее быстро и точно проделать отверстие в поверхности с самой разной структурой. Будь то ручная скоба, электрическая дрель или большой радиально-сверлильный станок, все они используют сверло в качестве режущего инструмента.Это закаленный пруток из твердосплавного металла различного диаметра, с хвостовиком и рабочей частью в виде двух и более режущих кромок, которые при вращении удаляют материал.
Уголок сверла: индивидуальный подход к каждому материалу
В зависимости от типа поверхности, требований к качеству обработки и ряда других условий он может иметь самый разный внешний вид. Наиболее распространен вариант, когда его рабочая часть состоит из двух закрученных по спирали режущих кромок, образующих на конце сверла конус, высота которого определяет угол заточки сверла.Его величина зависит от твердости обрабатываемого материала и для каждого материала может иметь свои значения:
- углеродистых сталей, чугуна и твердых бронзовых сплавов – от 116º до 118º;
- бронза мягкая и медь – от 120º до 130º;
- алюминиевые и деревянные поверхности – 140º;
- полимеры и пластмассы – от 90º до 100º.
Условия для длительного и активного срока службы сверла
Если исключить бездумный (или безнадежный) вариант использования сверла без победной пайки для работы по бетону или камню (когда инструмент выходит из строя буквально за минуту), то наиболее активно тупые режущие кромки при сверлении твердых металлов.Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также от скорости вращения, силы подачи и наличия охлаждения режущего инструмента. Определить момент ухудшения режущих качеств сверла чрезвычайно просто по характерному резкому свисту и необходимости большего давления на сверло. В результате сверло очень быстро нагревается, время сверления значительно увеличивается при одновременном снижении качества получаемого отверстия, и сверло необходимо заменить, чтобы продолжить нормальную работу.
Лучше потерять час, а потом сверлить за пять минут
Поскольку сверла считаются расходными материалами и относительно недороги при небольших размерах, многие их просто выбрасывают, заменяя новыми. Однако такой подход может быть оправдан только небольшим объемом работ, невысокой стоимостью детали и близостью строительного магазина. Намного экономичнее и быстрее заточить сверло по металлу своими руками. Устройств для этой операции очень много, и, как правило, цена такого оборудования напрямую зависит от скорости, универсальности и качества обработки режущего инструмента.
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, приоритет для конкретного диаметра сверла и структуры обрабатываемой поверхности. Для получения необходимой формы соответственно используются разные методы заточки режущей кромки. Различают одноплоскостной, конический, двухплоскостной, винтовой и цилиндрический типы заточки. В домашних условиях чаще всего применяют первые два метода как самые простые, а сверла диаметром до трех миллиметров затачивают в одной плоскости, обеспечивая 30-градусный уклон клиренса.Недостатком в данном случае является большая вероятность разрушения рабочей части лезвия из-за ее утонения, поэтому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их вершине угол в пределах диапазон 118-120º.
Способы достижения желаемого качества заточки
В принципе, при наличии определенных навыков заточку можно проводить без вспомогательного инструмента. Главное в этом случае – соблюдение необходимого угла обработки, а также равной длины рабочей поверхности режущих кромок и их симметричного наклона относительно оси сверла.Однако на практике добиться этого не так-то просто, достаточно совсем небольшой погрешности по любому из перечисленных показателей, и ваша дрель не будет работать должным образом. Использование специальных приспособлений упрощает процесс, но согласитесь, что приобретать дорогой станок, чтобы привести в порядок пару сверл по металлу, нецелесообразно. К тому же самодельная точилка для сверл поможет справиться с этой задачей хоть и с меньшим комфортом, но тоже неплохо.
При всем разнообразии вариантов исполнения принцип работы всех устройств этого типа основан на формировании жесткого шаблона или направляющей, по которой заточенный инструмент подается на наждачный круг в определенной плоскости.
Гайка, винт, направление – вот и все приспособление
Пожалуй, одним из самых быстрых и доступных вариантов было бы сделать заточку сверл из гайки. Его шесть кромок образуют угол 120º на смежных плоскостях и могут служить отличным шаблоном для установки желаемого угла заточки режущей кромки сверла. Процедура изготовления такого устройства довольно проста и не занимает много времени. Гайка зажимается плоской стороной вверх в тисках и с помощью угловой шлифовальной машины (болгарки) выполняются продольные надрезы по линии, соединяющей противоположные углы шестигранника.На одной стороне фурнитуры можно сделать шесть пазов (по количеству вершин), образовав таким образом три направляющие.
Размер гайки, а также ширина и глубина направляющей выемки выбираются исходя из диаметра заточенного сверла. После этого вся внешняя поверхность этого нехитрого приспособления тщательно обрабатывается наждачной бумагой или напильником для удаления заусенцев.
Вот собственно и все, простейший инструмент для заточки сверл своими руками готов.Теперь требующее заточки сверло помещается внутрь направляющей (между двумя противоположными углами) так, чтобы обрабатываемая кромка немного выступала за вершину шестиугольника. Устройство зажимают в тисках, плотно фиксируя сверло в пазу гайки острием вверх, и тем же болгаркой аккуратно обтачивают выступающую режущую кромку, используя боковые поверхности метизов в качестве направляющих, образуя угол заточки. 120 °.
При необходимости сверло в пазу можно зафиксировать хомутом, а вместо угловых шлифмашин использовать наждачный круг.
Фурнитуры никогда не бывает слишком много: модернизация гаечного инструмента
Эту конструкцию можно немного улучшить, сделав более глубокие (в зависимости от диаметра заточенного сверла) V-образные прорези в противоположных вершинах и приварив к ним гайку меньшего размера. сторона приспособления. В этом случае сверло можно закрепить зажимным винтом, вкрученным в приваренную сверху гайку.
В результате отпадает необходимость в использовании тисков и зажима (главное не зажимать винт, чтобы не погнуть сверло).Такое устройство позволяет успешно справляться с заточкой сверл даже небольшого диаметра (до трех миллиметров), когда поддерживать и контролировать угол заточки без специальных инструментов практически невозможно.
Направляющие по дереву для заточки сверл
Теперь разберемся, как сделать приспособление для заточки сверл из прутка или толстой фанеры. Конструкция представляет собой деревянную рейку, жестко прикрепленную к основанию. Базовая часть устройства изготовлена из плоской прямоугольной доски (толстой фанеры) с прямоугольным вырезом на одной стороне, обеспечивающим доступ к боковой поверхности наждачного круга.Затем из фанеры изготавливается вагонка в виде прямоугольного треугольника или трапеции с боковым наклоном в основании 60º (сверху – 30º), что гарантирует угол заточки 120º. Размеры направляющей должны обеспечивать свободное размещение по ней заточенного сверла как по длине, так и по высоте.
Готовая площадка крепится саморезами к дальнему краю основной доски острым углом в сторону наждачного круга. Заточка сверл по металлу устройством такого типа требует его точной фиксации по внешней (широкой) поверхности абразива.Каждая режущая кромка формируется отдельно, путем плавного вращения сверла против вращения круга, затем та же процедура повторяется для другой стороны, достигая идеального баланса. При частом использовании на круге может произойти износ, и вам придется либо перемещать инструмент по наждаку, либо заменять абразив. Этот способ хорош тем, что позволяет легко получить необходимый наклон режущей кромки, быстро сменив верхнюю направляющую на требуемый размер.
Использование направляющих втулок для заточки
Еще один вариант обработки сверл, активно практикуемый в домашних условиях, – деревянная вертикальная стойка с полыми металлическими втулками различного диаметра, которые помещаются в планку под необходимым для заточки углом.В результате обработки на задней части режущих кромок образуется конус, но без правильного заданного угла.
Профессиональные решения: отличный результат за небольшие деньги
Все самодельные устройства дают приемлемые, но, увы, несовершенные результаты. Даже без учета большой вероятности ошибки при самостоятельном изготовлении приспособлений для заточки все же существует ряд параметров, несоблюдение которых приводит к быстрому выходу сверл из строя. Вот почему крупные производители разрабатывают сложные устройства и даже машины для приведения режущих инструментов в рабочее состояние.
Одним из таких механизмов является заточка сверла, позволяющая вернуть остроту спиральным сверлам по металлу диаметром от трех до девятнадцати миллиметров. Устройство легко справляется с задачей формирования режущей кромки любого наклона, имея при этом шкалу со стандартными углами заточки (98, 118, 136 и 176 градусов, а также для зенковки). Безупречное качество заточки обеспечивается точным позиционированием сверла с помощью зажимных винтов.Пятка (задний угол режущей поверхности) образуется за счет небольшого осевого наклона, который задает дуговое движение сверла во время обработки.
Со временем сверло хуже “вгрызается” в металл. По этой причине его выбрасывают в мусорное ведро и заменяют новым. Однако к проблеме можно подойти и по-деловому: с помощью специальных приспособлений заточить затупившееся сверло и вернуть его в рабочее состояние. Более того, вы можете снова сделать режущий инструмент острым в домашних условиях, не прибегая к «высоким технологиям».
Типы заточки
Заточить сверло, которое стало трудно погружаться в металл, можно по-разному. На это влияет сфера применения режущего инструмента и его диаметр. По этим критериям заточка бывает одноплоскостной, конической и притирочной. Большинство мужчин, использующих дрель по металлу, более привыкли выполнять одноплоскостную процедуру, которая считается самой простой. Но она, как и другие виды заточки, подходит не для каждого режущего инструмента.
К одноплоскостной заточке следует прибегать, если диаметр тупого сверла не превышает 3 мм. Правда, делая таким способом режущий инструмент, нужно соблюдать предельную точность, иначе грозит поверхностное разрушение. Чтобы одноплоскостная заточка прошла успешно, нужно прикрепить сверло к абразивному кругу и двигаться в том же направлении, что и его поверхность.
Коническая процедура используется, когда необходимо придать остроту крупному изделию, предназначенному для резки металлических листов и деталей.Эта заточка предполагает, что сверло удерживается двумя руками и обрабатывается последовательно. Затем режущим инструментом проводится так называемая отладка. Выполнять ее требуется как после одноплоскостной, так и после конической заточки. Притирка – это шлифовка режущей кромки сверла так, чтобы не оставались даже небольшие зазубрины. .
Углы, под которыми выполняется процедура
Сверло, затупившееся после интенсивной и продолжительной работы, обычно затачивают под углом 120 0.Это универсальный параметр заточки для любого материала, но подходит он только для изделий диаметром менее 1,2 см. А если этот размер от 12 до 80 мм, то режущий инструмент обрабатывают под другим углом. Главное, подобрать его исходя из материала.
Заточка сверла под произвольным углом сделает его острым, но испортит. Он плохо просверливается и быстро нагревается или, что еще хуже, ломается во время использования.
Как затачить затупившееся сверло простыми инструментами
Вы можете вернуть режущий инструмент к его свойствам с помощью абразивного бруска.Им придется затачивать сверло вручную, аккуратно удаляя лишний металл. Но это дело займет столько времени, что в следующий раз вам обязательно захочется изготавливать изделие любым острым приспособлением, а не абразивным бруском.
Но никому не помешает понять, что такое заточка абразивным бруском. Чтобы узнать нюансы обработки режущего инструмента таким приспособлением, вы можете посмотреть следующее видео:
Электрошлифовальный станок
Не у всех есть устройство, которое работает от сети и может заточить сверло.Но у него есть огромный плюс: в домашних условиях легче всего приспособить обрабатывать тупой продукт электрошлифовальной машиной. Заточку этим инструментом предполагается начинать с кромки, расположенной в том же направлении, что и ось абразивного круга. Сколько времени потребуется для удаления излишков металла со сверла, следует определять на глаз. Работу следует закончить в тот момент, когда исчезнет тень от края на бороздке.
При заточке сверла электрической точилкой необходимо соблюдать определенную последовательность.Первым делом нужно обработать тыльную поверхность кромки, и только потом приступить к удалению ненужного слоя со второй кромки тупого режущего инструмента. При заточке сверла по металлу точилкой следует придерживаться правил:
- обратите внимание на угол заточки изделия;
- убедитесь, что сверло зафиксировано на оси вращения;
- наблюдать за процессом, чтобы края были одинаковой длины;
- Излишки металла следует удалять постепенно, медленно расширяя зазор между шайбой точилки и заготовкой;
- При окончательной заточке необходимо придать кромкам сверла конусообразную форму.
Заточить дрель с помощью электрического инструмента легко, но для этого нужно напрячь глаза, не упуская из виду ни одну мелочь. Чтобы научиться правильно концентрироваться на процессе обработки, вам нужно потренироваться, возможно, сделав некоторые изделия непригодными для сверления по металлу.
Электрошлифмашина видео
Обработка шлифовальной машины
Заточка сверла на угловой шлифовальной машине предусматривает следующее: режущий инструмент фиксируется в тисках, выбирается угол крепления, затем на болгарку устанавливается диск, который вращается и подводится к краям тупого изделия.Такой способ придания сверлу утраченной за годы эксплуатации остроты имеет большое количество недостатков:
- шлифовальный станок необходимо поставить на ровную поверхность диском вниз и удерживать на своем месте, для чего необходимо заручиться чьей-либо помощью или использовать тиски, которыми занимается плотник;
- шлифовальный станок может повредить сверло, если оно не закреплено надежно;
- при заточке режущего инструмента болгаркой велик риск получения травмы, так как сверло может случайно соскочить с вращающегося диска; №
- точить болгаркой желательно только изделие небольшого диаметра;
- невозможно использовать шлифовальный станок для чистовой обработки, придавая режущему инструменту ровность и гладкость.
Роль подставки для режущего инструмента при заточке болгаркой должна играть кромка щитка, закрывающего абразивный диск. Поворот заслонки можно изменить. Приступая к обработке сверла, его нужно расположить так, чтобы было удобно положить на него палец для опоры.
Видео по применению болгарки для заточки сверл по металлу
Использование сверла
Сверло крепится так же, как и болгарка, поэтому имеет схожие недостатки.Кроме того, к ним можно добавить еще одно: точить сверло по металлу можно будет только электроинструментом, имеющим кулачковый патрон, в который вместо дрели нужно вставить дискодержатель от болгарки. .
Сверло, которое планируется использовать для заточки сверла по металлу, рекомендуется оборудовать шлифовальным диском с приклеенным к нему кусочком наждачной бумаги. Желательно, чтобы основа, на которую наклеивается черновой материал, была очень твердой.
Если вы планируете затачивать режущий инструмент ручной дрелью, то нужно морально подготовиться к трудностям.В конце концов, она не имеет отношения к стойке для дрели. Поэтому так же необходимо использовать какой-нибудь подручный предмет.
Вообще, начиная шлифовать изделие сверлом, нужно найти две плоские поверхности. Одна из них станет площадкой для крепления самого устройства, а другая – буровой стойкой. Обе поверхности, например стол и ящик, должны быть расположены на одной линии. Между ними предполагается установить диск в вертикальном положении, вставленный в патрон ручной дрели.
Сверло видео
Особенности заточки различных типов сверл
Сверла по металлу бывают победитыми, спиральными и ступенчатыми. К каждому есть определенные требования к заточке. Но прежде чем выяснять, как вернуть сверлу свойства, утраченные со временем, следует осмотреть его и протестировать в работе. Это позволит понять, действительно ли изделие нужно шлифовать. Признаками затупившегося режущего инструмента считаются сильный нагрев, громкие звуки при использовании и некачественное сверление.Однако прибегать к заточке не всегда целесообразно. Лучше отказаться от сверла с режущей поверхностью более 1 см.
Как заточить победное сверло?
Для того, чтобы победное изделие снова хорошо вгрызлось в материал, чтобы образовались дыры в металле, нужно вооружиться не только заточным инструментом, но и охлаждающей жидкостью. Простым наждаком заточить сверло такого типа не получится; придется вооружиться электрической точилкой.
Для того, чтобы режущий инструмент начал сверлить металл так же эффективно, как и раньше, необходимо уменьшить количество оборотов в секунду на приспособлении, используемом для его заточки. Дело в том, что чем выше прочность материала, тем ниже должна быть скорость обработки.
Победившее сверло следует шлифовать короткими прикосновениями к точилке. Процесс заточки этого изделия требует повышенного внимания, потому что лезвия победного сверла затачиваются довольно быстро.Каждая режущая сторона инструмента должна быть заточена так, чтобы подходить к другой стороне. При нарушении этого правила центр оси вращения сместится, и сверло сделает в металле слишком большие отверстия и загнуты по краям.
При заточке режущего инструмента важно контролировать отношение зазора к режущей кромке. Также необходимо следить за тем, чтобы сверло не было горячим, так как это может привести к трещинам и сколам. Если вдруг обрабатываемое точилкой или другим приспособлением изделие нагревается, то его необходимо погрузить в специальную жидкость или обычную воду.Но, увидев, что наконечник покраснеет и нагреется, не стоит сразу его охлаждать, чтобы не повредить. Перед погружением сверла в воду необходимо дать ему остыть на воздухе.
Как точить спиральное изделие?
Чтобы восстановить остроту спирального сверла, нужно отшлифовать его задние края. Во время этого процесса следует следить за тем, чтобы одно острие сверла было заточено так же, как другое. Сделать это без специального агрегата очень сложно, особенно тем, у кого нет опыта заточки сверл по металлу.
При заточке спирального сверла своими руками маловероятно, что удастся придать задним краям идеально правильную форму и заданный задний угол. Поэтому такой продукт разумнее измельчить на специальной машине или приспособлении. Если бы в хозяйстве было обычное долото, а человек, которому нужно обработать тупое спиральное сверло, имел опыт заточки режущего инструмента.
Как правильно обработать ступенчатое сверло?
Режущий инструмент по металлу в виде ступенек заточить в несколько раз сложнее, чем спиральное сверло.Продукт с прямым потоком стружки следует восстанавливать по определенной схеме. По режущим кромкам ступенек со стороны водостока предполагается проводить диском, делая легкие прикосновения.
При обработке ступенчатого сверла угол, образованный между поверхностью позади ступени и канавкой, не должен смещаться. Еще больше нюансов заточки есть в изделии, желобок которого спиральный. Его технология обработки ничем не отличается, но требует особой осторожности и большого опыта в шлифовании сверл.
Галерея сверл разных типов
Режущий элемент такой формы тоже может затупиться Изделие уже прикреплено к инструменту и готово к работе Сверла могут сломаться, поэтому желательно иметь целый набор
Такое сверло быстро врезается в материал
Имеются запасные режущие части на случай поломки спирального сверла
Наконечники ступенчатого сверла могут иметь разный диаметр Режущий элемент имеет форму конуса Этот тип сверла плавно погружается в металл
Оценка качества шлифовки
Заточив сверло по металлу, в обязательном порядке нужно проверить, все ли сделано правильно.Проверить качество обработки режущего инструмента несложно. Необходимо только осмотреть перемычку, расположенную в центре торца наконечника изделия, оценить длину режущих кромок и занижение.
Если заточка прошла без ошибок и не испортила сверло, то перемычка будет расположена в центре торца наконечника. При правильной реабилитации тупого инструмента его край будет располагаться между наиболее глубокими точками канавок, через которые удаляется металлическая стружка.Это значит, что края заточенного сверла должны быть короткими.
Далее нужно проверить длину режущих кромок – зазор между перемычкой и кромкой сверла по линии кромки, разрезающей металл. Этот параметр можно измерить обычной линейкой или циркулем. Естественно, ни одно ребро не должно отличаться от другого. В противном случае придется снова брать точилку и обрабатывать поверхность, которая оказалась короткой.
Понять, есть ли занижение краев сверла, можно, если поставить его вертикально так, чтобы острие было обращено к полу, и поставив перемычку на какую-нибудь ровную поверхность.Затем нужно взглянуть на тыльную поверхность, находясь при этом сбоку от заточенного изделия. Если видимая кромка не поднимается постепенно вверх, снова обработайте зону резания сверла.
Заточка сверл, несомненно, требует навыков. Вы можете набить руку в этом вопросе. Вам просто нужно изучить все тонкости процесса и воочию увидеть, как полируются тупые режущие инструменты.
Качество и точность сверления зависит от остроты рабочего инструмента.Также, в отличие от столового ножа, сверло необходимо правильно затачивать. Опытные слесари могут выровнять режущую кромку на обычном шлифовальном станке, просто взяв дрель в руки (по крайней мере, по их словам). Но этот метод требует умения и многолетнего опыта. Даже если у вас твердая рука и прекрасный глаз, не разбираясь в процессе, вы просто испортите инструмент.
Несколько основных правил заточки (например, спиральные сверла по металлу):
Для лучшего восприятия материала вспомним сверло.
- Нельзя прижимать наконечник к наждаку более 2–3 секунд за раз. Металл нагревается и происходит так называемый «отпуск», то есть лишение закалки. Соответственно, теряется необходимая твердость металла. Первый признак – это наличие температурного изменения цвета по краю.
- Для сверл диаметром до 4 мм: каждый раз при касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси не допускается.Для большего диаметра геометрия заточки немного отличается.
- На спиральных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена в сторону вращения точилки (для механической заточки).
- Главный угол (на рисунке – 2φ) зависит от типа разрезаемого материала.
Какие сверла точить и как часто?
Ручка и другие специальные сверла по дереву в домашних условиях не восстанавливаются, и они не так быстро тупятся.Советы по бетону не шлифуются в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Конечно, они также используются для обработки дерева (пластика, резины и даже камня), но к теме это не относится.
Спиральное сверло. Режущая кромка небольшая, поэтому во время работы быстро нагревается от трения (нет зоны разлета). Основная причина матовости – перегрев. При правильном использовании износ менее интенсивен. Характерные особенности тупого сверла:
- Во время работы слышен скрип.
- Вместо скрученной стружки из отверстия выходят опилки.
- Мгновенный нагрев инструмента без углубления.
Важно: нельзя работать с тупым сверлом, износ от перегрева будет только прогрессировать.
Итак, пора заточить инструмент. Вы не хотите испортить сверло и хотите механизировать процесс.
К вашим услугам мини-точильные станки:
Все устройства делятся на два типа: насадки или упоры для универсального инструмента и самостоятельные устройства узкой специализации.Рассмотрим самые популярные, от простых до сложных:
Это просто прибор для тех, у кого твердая рука и алмазный глаз. Фактически, он позволяет удерживать дрель только в заданном положении, не опасаясь поранить пальцы. Визуальный контроль угла по положению «крыльев» относительно любой опорной точки. Плюсов немного: мгновенная готовность к работе, компактность и цена. Минусы очевидны: ручное управление процессом не добавляет точности.
На самом деле этот элемент не является специальной насадкой для сверла. Это просто позволяет заблокировать инструмент под определенным углом. Точность будет выше, чем в предыдущей версии. Большинство упоров позволяют устанавливать угол наклона и даже иметь шкалу разметки. И все же нужно полагаться на твердость своих рук.
Есть и более продвинутые стойки: со сменными элементами и регулировкой не только угла, но и высоты.Крепления крепятся не на корпусе наждачной бумаги, а на верстаке, что делает их более универсальными.
На самом деле такой упор можно приспособить к любой электрической точилке. Дополнительный бонус – на такой подставке можно точить ножи, фрезы, отвертки, стамески и т. Д.
Полупрофессиональные направляющие для всех типов сверл
Это довольно продвинутый инструмент, позволяющий контролировать характеристики заточки с микронной точностью.Все линейные параметры надежно зафиксированы, значения выставлены согласно маркировке. Бура устанавливается в желоб, случайное смещение или вращение вокруг своей оси исключено.
Для заточки есть возможность как линейного перемещения, так и перемещения лезвия по траектории дуги (для конической заточки сверл большого диаметра). Линейным перемещением (вдоль оси) можно управлять с помощью мастера, или можно установить ограничитель хода.
С точки зрения качества обработки аппарат недостатков практически не имеет.Но для правильной заточки оператор должен знать параметры сверла. То есть автоматизации нет: следовательно, инструмент относят к профессиональным.
Как развитие линейки – направляющая с собственной установкой заточки. Нет необходимости устанавливать опору на верстак и менять диски. Фактически – у вас есть полуавтоматическая точилка для стола.
Важное примечание: Все перечисленные насадки предназначены для работы со стандартными электрическими точилками.Поэтому перед началом обработки сверл желательно установить специальный наждачный диск.
Это специализированный электроинструмент для одной задачи: заточки спиральных сверл.
Станком может пользоваться даже человек, далекий от техники (хотя зачем ему острые сверла?). От оператора требуется только определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены.Однако все сверла затачиваются «под одну гребенку». Платой за простоту использования является отсутствие гибкости настройки. Для домашнего использования – лучший выбор: особенно если есть дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло настраивается с учетом параметров заточки, процессом может управлять оператор.
Выбираются угол заточки, способ обработки кромки (линейная или коническая), глубина снятия металла.Сверло располагается не в общем патроне, а в индивидуальном патроне.
Оборудование промышленное шлифовальное для цеха металлообработки
При интенсивном использовании сверлильных станков требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные подставки для заточки сверл любого диаметра экономят время и силы, но стоимость такого оборудования слишком высока для домашнего использования.
Полученная информация поможет без лишних финансовых затрат подобрать устройство для заточки.Кроме того, есть сменные насадки для ручных электроинструментов (например, дрель). Но это тема для отдельной статьи.
Если вам нужно сверлить только дерево, то не нужно думать об остроте сверла, поскольку сверло может исправно служить месяцами и годами без заточки. Но когда дело доходит до сверления металла, очень важна острота сверла, другими словами, вы можете просверлить металл только острым сверлом. Разницу легко почувствовать с совершенно новым сверлом.Начав довольно резво резать металл, сверло с каждой минутой будет все медленнее погружаться в металл, и давить на него придется все больше и больше. Степень затупления сверла зависит, в частности, от оборотов, скорости подачи, охлаждения и других факторов, однако, как бы вы ни старались, время работы сверла до неудовлетворительной производительности измеряется в минутах. Если объем работ значительный, постоянно покупать новые сверла будет дорого, поэтому лучше научиться их затачивать.Хотя все же стоит иметь несколько сверл одинакового диаметра (3-10, в зависимости от диаметра и соответственно цены), чтобы вернуться к заточке только тогда, когда все сверла затупятся.
На периферии сверла скорость резания максимальная, и, следовательно, нагрев режущих кромок максимальный. При этом отвод тепла от угла режущей кромки очень затруднен. Таким образом, затупление начинается с угла, а затем распространяется на всю режущую кромку.Хорошо видно его закругление. Затем затирается задний край. На нем появляются штрихи, риски исходят от передовой. По мере износа следы сливаются в непрерывную полосу вдоль режущей кромки, более широкую по периферии и сужающуюся к центру сверла. Поперечная режущая кромка мнется при носке.
В начале затупления сверло издает резкий скрипучий звук. Если вовремя не заточить сверло, количество выделяемого тепла увеличится и процесс износа пойдет быстрее.
Чтобы упростить управление геометрией сверла, главное, что нужно сделать, это шаблон, описанный ниже. С его помощью, даже если заточка производится без инструментов, всегда можно проверить, где еще нужно удалить металл, и, в конце концов, получить то, что должно получиться (не может быть, чтобы не получилось, даже если вам нужно отшлифовать половину длины сверла) … Чтобы сохранить симметрию, старайтесь, чтобы время заточки каждой секции и сила давления оставались постоянными.
Заточка спиральных сверл
Сверло затачивается по заднему краю.Очень важно, чтобы оба пера (зуба) сверла были точно заточены. Сделать это вручную очень сложно. Также непросто вручную создать необходимую форму задней грани и заданный угол зазора (какой угол см. Ниже).Существуют специальные станки или приспособления для заточки. По возможности сверла лучше затачивать на специализированном оборудовании. Но в домашней мастерской такой возможности, как правило, нет. Сверла нужно затачивать вручную на обычной точилке.
В зависимости от того, какой формы задняя поверхность придана, различают разные виды заточки: одноплоскостная, двухплоскостная, коническая, цилиндрическая, винтовая.
При одноплоскостной заточке тыльная поверхность пера выполнена в виде плоскости. Угол зазора для этой заточки должен составлять 28-30 °. При одноплоскостной заточке высока опасность выкрашивания режущих кромок. Этот метод, наиболее простой для ручной заточки, рекомендуется для сверл диаметром до 3 мм.
Универсальные сверла диаметром более 3 мм обычно имеют коническую заточку. Чтобы понять особенности такой заточки, рассмотрим схему конической заточки на сверле с углом 2φ равным 118 °. На рисунке ниже показаны шлифовальный круг и сверло, прижатое к его концу режущей кромкой и задней поверхностью.
Представьте себе конус, образующая которого направлена вдоль режущей кромки и конца шлифовального круга, а вершина находится в 1,9 раза больше диаметра сверла.Угол при вершине 26 °. Ось сверла пересекается с осью воображаемого конуса под углом 45 °. Если вращать сверло вокруг оси воображаемого конуса (как если бы конус катался по торцу точильного круга), то на задней кромке сверла образуется коническая поверхность. Если ось сверла и ось воображаемого конуса находятся в одной плоскости, то задний угол будет равен нулю. Чтобы создать задний угол, нужно сместить ось сверла относительно оси воображаемого конуса.На практике это смещение будет равно 1/15 диаметра сверла. Поворачивая сверло вдоль оси воображаемого конуса с таким перемешиванием, вы получите конусную боковую поверхность и угол зазора 12-14 °. Чем больше значение смещения, тем больше будет угол зазора. Следует помнить, что задний угол по режущей кромке изменяется и увеличивается по направлению к центру сверла.
Понятно, что вручную выполнить все эти условия заточки очень сложно.Сверло, предназначенное для заточки, берут левой рукой за рабочую часть, по возможности ближе к конусу всасывания, а правой – за хвост.
Режущей кромкой и тыльной поверхностью сверло прижимают к концу шлифовального круга и, начиная с режущей кромки, плавными движениями правой руки, не снимая сверла с камня, встряхивают его. , создавая сужающуюся поверхность на заднем крае пера. Затем повторите ту же процедуру для второго пера.
При заточке желательно максимально точно повторить форму задней поверхности, которая была после заводской заточки, чтобы не потерять требуемые задние углы.
Другой метод заточки, широко используемый домашними мастерами, заключается в следующем. Как и в предыдущем случае, сверло берется левой рукой за рабочую часть как можно ближе к конусу забора, а правой – за хвост. Режущей кромкой сверло прижимают к концу шлифовального круга и плавным движением правой руки, не снимая сверла с камня, поверните его вокруг своей оси, затачивая заднюю поверхность.При вращении сверла очень важно выдерживать нужный угол наклона конца шлифовального круга. Для этого при заточке часто используются специальные втулки.
В результате этой заточки на тыльных поверхностях обоих перьев будет получена коническая поверхность, но не будет образован задний угол. Во время работы трение задней поверхности о стенки отверстия и, следовательно, нагрев будет больше.
Из-за трения о шлифовальный круг инструмент нагревается во время заточки.Это вызывает отпуск закаленной части инструмента. Металл размягчается и теряет твердость. Неопытная заточка делает лезвие инструмента непригодным для использования. Поэтому заточку следует проводить с многократным охлаждением сверла в воде или в водно-содовом растворе. Это требование не распространяется на твердосплавные сверла. Не используйте масло для охлаждения при заточке. Если по какой-либо причине инструмент заточен всухую, то:
- удаляется небольшой слой металла за один проход;
- скорость вращения абразивного круга должна быть как можно меньше;
- Никогда не следует нагревать дрель до такой степени, чтобы рука не могла этого выдержать.
Практика показывает, что заточка инструмента должна производиться против движения шлифовального круга. Тогда режущая кромка более прочная, реже мнется и ломается.
Для заточки использовать шлифовальные круги из электрокорунда марок 24А, 25А, 91А, 92А зернистостью 25-40 твердостью М3-СМ2 на керамических связках.
На производстве за заточкой обычно следует доводка. Притирка делает поверхность более гладкой, убирает мелкие неровности.Улучшенное сверло более устойчиво к износу, чем заточенное сверло. Если у вас есть возможность произвести тонкую настройку, воспользуйтесь ею.
Для чистовой обработки используются шлифовальные круги из зеленого карбида кремния марки 63С с зернистостью 5-6 твердостью М3-СМ1 на бакелитовой связке или круги Эльбор ЛО с зернистостью 6-8 на бакелитовой связке. использовал.
Одним из основных условий правильной заточки сверла является сохранение его осесимметричности. Обе режущие кромки должны быть прямыми и одинаковой длины, с одинаковыми углами при вершине (и углами конуса) по отношению к оси сверла.
Правильность заточки проверяется специальным шаблоном.
а – шаблон; б – проверка угла вверху и длины режущих кромок; в – угол заточки; d – угол между полотном и режущей кромкой.
Изготавливается отдельно из листа меди, алюминия или стали толщиной примерно 1 мм. Самым прочным шаблоном, конечно же, является сталь. Шаблон используется для проверки угла при вершине, длины режущих кромок, угла между перемычкой и режущей кромкой.Вместо угла зазора, который очень сложно измерить, угол конуса измеряется шаблоном. Желательно сделать шаблон перед использованием нового сверла, чтобы перенести нужные углы с последнего.
Неравномерная длина режущих кромок и их наклон к оси сверла приводят к неравномерной нагрузке. Сверло выйдет из строя быстрее из-за интенсивного износа перегруженной режущей кромки.
а – клинья режущих кромок не совпадают, середина перемычки не совпадает с осью сверла; б – режущие кромки заточены под разными углами к оси сверла, середина перемычки совпадает с осью сверла.
Неравномерная нагрузка на часть сверла приведет к его биению во время резания и, как следствие, увеличению диаметра образовавшегося отверстия.
Самый простой способ проверить правильность заточки – это пробное сверление. Если перья сверла заточены неравномерно, то на менее нагруженном будет меньше стружки из соответствующей канавки. Иногда стружка выступает только через одну канавку. Диаметр отверстия может быть увеличен по сравнению с диаметром сверла.
Устройство состоит из неподвижного основания и съемного держателя с отверстиями для сверл разного диаметра.
1 – рельс; 2 – дрель; 3 – наждачный круг; 4 – база; 5 – держатель.
Основание выполнено из строганой доски толщиной 30-40 мм, к которой под углом 30-32 ° (в зависимости от угла 2φ, см. Ниже, 30 ° для 2φ = 120 °, 32 ° для 2φ = 116 °) пришивается (прибивается, приклеивается) деревянная планка со скошенной под углом 25-30 ° боковой кромкой (для одноплоскостной заточки). Этот рельс ориентирует под нужным углом держатель с заточенным сверлом по отношению к шлифовальному кругу. Держатель изготовлен из прямоугольного деревянного бруса, одна из боковин которого срезана под углом 60-65 ° (в зависимости от угла бокового края рейки).Этой боковой стенкой держатель прижимается к рейке на опорной плите, что обеспечивает заточку переднего угла сверла в необходимых пределах (25-30 °). На другой боковой стенке держатели промаркированы и просверлены перпендикулярно плоскости этой боковой стенки сквозные отверстия для каждого сверла заданного диаметра. Длина держателя подбирается такой, чтобы его было удобно держать при заточке сверл.
Установить приспособление на обычный упорный подшипник (подлокотник) нельзя, поэтому придется придумать для него какой-то стол или полку, можно перенести заточный станок на стол, где будет место для этого приспособления. .На основание поместите держатель со вставленным в него сверлом для заточки вплотную к направляющей. Поверните сверло в держателе так, чтобы заостренная кромка была ориентирована горизонтально. Левой рукой держите сверло за край, который нужно затачивать, а правой рукой держите хвостовик сверла. Прижимая резцедержатель к скошенной планке, наденьте сверло на наждачный круг и заточите одну кромку. Затем разверните сверло и таким же образом отрежьте второй край.
Вы можете сделать это проще:
Углы заточки и другие характеристики сверла
Спиральное сверло – это стержень с двумя спиральными канавками для облегчения выхода стружки.Благодаря канавкам на сверле образуются два винтовых пера, или, как их еще называют, зубья.Спиральное сверло состоит из рабочей части, шейки, хвостовика и ножки.
А – с коническим хвостовиком; Б – с цилиндрическим хвостовиком; а – рабочая режущая часть; б – шея; в – ширина пера; г – стопа; д – поводок; д – винтовая канавка; г – перо; ч – хвостовик; а – джемпер; L – общая длина; L 0 – длина «рабочей режущей части»; D – диаметр; ω – угол наклона «канавки для стружки винта»; 2φ – угол при вершине; f – ширина спиральной ленты; ψ – угол наклона переборки.
Рабочая часть разделена на режущую и направляющую. Все режущие элементы сверла расположены на режущей части – приемном конусе. Направляющая часть служит направляющей при резке и является запасной частью для переточки сверла. На перьях направляющей части по винтовой линии имеются цилиндрические фаски-ленты. Лента используется для направления сверла в отверстие, а также для уменьшения трения сверла о стенку отверстия. Он не должен быть широким. Итак, ширина ленты сверла диаметром 1.5 мм составляет 0,46 мм, при диаметре 50 мм – 3,35 мм. Хвостовик и лапка сверла используются для закрепления сверла в шпинделе станка или в патроне. Сверла могут быть выполнены с шейкой или без нее.
Диаметр сверла, измеренный полосами, по длине сверла неодинаков. На впускном конусе он немного больше, чем на хвостовике. Это снижает трение лент о стенки отверстия.
Чтобы понять устройство режущей части сверла, рассмотрим основные принципы работы любого режущего инструмента (включая сверла).Одним из наиболее важных требований к режущему инструменту является то, чтобы отделяемая стружка свободно удалялась от места резки. Поверхность инструмента, по которой стекает стружка, называется передней кромкой. Эта грань отклонена назад под углом к вертикальной плоскости.
1 – клин; 2 – обрабатываемый элемент; γ (гамма) – передний угол; α (альфа) – задний угол; δ (дельта) – угол резания; β (бета) – угол конуса.
Благодаря такому углу инструменту легче погружаться в металл, и стружка более свободно отходит по передней кромке.Угол между передней кромкой инструмента и плоскостью, перпендикулярной режущей поверхности, называется передним углом и обозначается греческим букем γ.
Поверхность инструмента, обращенная к детали, называется задней гранью. Он отклоняется под определенным углом от поверхности заготовки, чтобы уменьшить трение инструмента о режущую поверхность. Угол между задней поверхностью инструмента и режущей поверхностью называется задним углом и обозначается греческой буквой α.
Угол между передней и задней гранями инструмента называется углом конуса и обозначается греческой буквой β.
Угол между передней кромкой инструмента и режущей поверхностью называется углом резания и обозначается греческой буквой δ. Этот угол является суммой угла конуса β и угла зазора α.
Передний и задний углы – это углы, которые необходимо соблюдать при заточке.
Теперь мы найдем описанные выше грани и углы на сверле, которое совсем не похоже на инструмент, показанный на картинке выше.Для этого рассекаем режущую часть сверла плоскостью АВ, перпендикулярной его режущей кромке.
Режущая кромка – это пересечение передней и задней кромок инструмента. Передний угол γ на сверле образует спиральную канавку. Угол наклона канавки к оси сверла определяет величину переднего угла. Углы γ и α вдоль режущей кромки являются переменными, о чем будет сказано ниже.
Сверло имеет две режущие кромки, соединенные перемычкой, расположенной под углом ψ к режущим кромкам.
Получив общее представление о геометрии режущей части сверла, поговорим подробнее о ее элементах. Передняя поверхность спирального сверла представляет собой сложную винтообразную поверхность. Лицо – условное название, так как слово «лицо» подразумевает плоскость. Винтовая канавка, поверхность которой образует переднюю кромку, пересекается с впускным конусом, образуя прямые режущие кромки.
Угол наклона винтовой канавки к оси сверла обозначается греческой буквой ω.Чем больше этот угол, тем больше передний угол и тем легче отвод стружки. Но с увеличением наклона винтовой канавки сверло становится слабее. Поэтому для сверл малого диаметра, имеющих меньшую прочность, этот угол делают меньше, чем для сверл большого диаметра. Угол наклона винтовой канавки также зависит от материала сверла. Сверла из быстрорежущей стали могут работать в более тяжелых условиях, чем сверла из углеродистой стали. Следовательно, для них угол ω может быть больше.
На выбор угла наклона влияют свойства обрабатываемого материала. Чем он мягче, тем больше может быть угол наклона. Но это правило применимо в производстве. Дома, где одно и то же сверло используется для обработки разных материалов, угол наклона обычно зависит от диаметра сверла и варьируется от 19 до 28 ° для сверл диаметром от 0,25 до 10 мм.
Форма канавки должна обеспечивать достаточное пространство для стружки и позволять ей легко удаляться из канавки, но не ослаблять сверло слишком сильно.Ширина канавки должна быть примерно такой же, как ширина наконечника. Глубина канавки определяет толщину сверла. Прочность зависит от толщины сердечника. Если сделать канавку глубже, стружка будет лучше ложиться, но сверло будет ослаблено. Поэтому толщина стержня подбирается в зависимости от диаметра сверла. В сверлах малого диаметра толщина стержня составляет большую долю диаметра сверла, чем в сверлах большого диаметра. Итак, для сверл диаметром 0.8-1 мм ширина керна 0,21-0,22 мм, а для сверл диаметром 10 мм ширина керна составляет 1,5 мм. Для увеличения прочности сверла толщина сердечника увеличивается по направлению к хвостовику.
Передняя кромка сверла не затачивается.
Конструкция спиральных канавок такова, что по мере приближения от края сверла к центру их угол наклона уменьшается, а это означает, что передний угол также уменьшается. Условия работы режущей кромки рядом с центром сверла будут более сложными.
Задний угол, так же как и задний угол, различаются по величине в разных точках режущей кромки. В точках ближе к внешней поверхности сверла он меньше, в точках ближе к центру больше. Угол зазора образуется при заточке входного конуса и составляет примерно 8-12 ° на периферии сверла и 20-25 ° в центре.
Перемычка (поперечная кромка) расположена в центре сверла и соединяет обе режущие кромки.Угол наклона полотна к режущим кромкам ψ может составлять от 40 до 60 °. У большинства сверл ψ = 55 °. Мост образован пересечением двух задних краев. Его длина зависит от толщины сверла. По мере увеличения толщины сердечника по направлению к стержню длина перемычки увеличивается в результате каждой заточки. В процессе сверления поперечная кромка только мешает проникновению сверла в металл. Он не режет, а царапает или, вернее, раздавливает металл.Не зря его когда-то называли скребком. Уменьшая вдвое длину полотна, усилие подачи можно уменьшить на 25%. Однако уменьшение длины перемычки за счет уменьшения толщины сердечника ослабит сверло.
Угол при вершине 2φ имеет большое влияние на производительность сверла. Если угол при вершине небольшой, нижний край стружки будет касаться стенки отверстия, и не будет никаких условий для правильного стружкообразования.
На рисунке ниже показано сверло с нормальным углом конуса.
В этом случае кромка стружки хорошо входит в канавку. При изменении угла при вершине изменяется длина режущей кромки и, следовательно, нагрузка на единицу длины. С увеличением угла при вершине увеличивается нагрузка на единицу длины режущей кромки, при этом увеличивается сопротивление проникновению сверла в металл в направлении подачи. С уменьшением угла при вершине усилие, необходимое для вращения сверла, увеличивается, поскольку ухудшаются условия стружкообразования и увеличивается трение.Но при этом уменьшается нагрузка на единицу длины режущей кромки, уменьшается толщина нарезанной стружки, а тепло от режущих кромок лучше отводится.
Как правило, угол при вершине (2φ) стандартных универсальных сверл из углеродистой, хромистой и быстрорежущей стали составляет 116–118 ° и считается подходящим для многих материалов. Но для обеспечения наилучших условий работы его меняют, как показано в таблице.
При использовании содержания этого сайта вам необходимо разместить активные ссылки на этот сайт, видимые для пользователей и поисковых роботов.
Точилка для сверл. Изготовление инструмента для заточки сверл своими руками
Сверла по металлу закаляются в процессе производства, но постепенно они все равно затупляются. Конечно, сразу не выбрасывайте их. Заточить сверло по металлу можно самостоятельно, воспользовавшись специальным оборудованием.
Типы заточных устройств
Чтобы правильно заточить сверло, нужно использовать специальные приспособления. Они делятся на две категории:
- промышленное оборудование.Имеет большую мощность. Через него можно затачивать сверла радиусом до одного сантиметра. Эти устройства устанавливаются на крупных предприятиях. Заточка осуществляется полуавтоматически / автоматически;
- бытовая техника. Предназначен для домашнего использования. Он также используется в малом бизнесе. Это оборудование мобильно, компактно и имеет стандартную мощность.
Приобретая станок, нужно учитывать шумность, конструктивные особенности устройства. Оптимально покупать обычную машину, потому что к ней легко найти подходящие запчасти.
Приобретать заточные приспособления нужно только в специальных местах, потому что они прилагаются к техническому паспорту станка … Кроме того, покупатель получает гарантийный талон.
Применение болгарки в домашних условиях
Лучшим вариантом для дома считаются бытовые машины. Через них можно затачивать буровые инструменты разного типа. Стоит учесть, что для некоторых видов сверл потребуется покупать специальные круги.
Для того, чтобы точить своими руками, нужно выбирать станок, который оснащен универсальным патроном.Это дает возможность зажимать детали разных размеров.
Покупателю вместе с заточным устройством часто выдают:
- эльборские круги;
- ключей; Цанга
- ;
- сменных запчастей;
- осветительный прибор для рабочего места.
Наиболее распространены такие устройства для заточки сверл как Drill Doctor, GS. Эти станки предназначены для заточки сверлильного инструмента радиусом 0,2-3,4 см. Такое оборудование не способно затачивать слишком тонкие предметы.Для этого вам потребуется купить специальный станок.
Все оборудование, предназначенное для заточки инструмента в бытовых условиях:
- можно управлять от электросети;
- высокопроизводительный;
- проста в эксплуатации;
- функциональный;
- обеспечивает точную заточку;
- стоит недорого;
- компактный;
- мало весит;
- удобно управляется. Есть возможность изменять интенсивность заточки, ее скорость.
Как самому сделать шлифовальный станок
Прежде всего, необходимо приобрести устройство управления. Требуется для того, чтобы проверить, насколько точно выполнена работа.
Для сверл, предназначенных для обработки различных металлов, нужно делать кромки под разными углами. Ниже приведен список деталей и соответствующих углов кромок:
- сталь, чугун, бронза – 115;
- латунь, медь – 125;
- алюминий, керамика, гранит, дерево – 135;
- магний – 85;
- силумин, пластик, текстолит – 90.
Ознакомившись с этим списком, можно сделать несколько шаблонов и соответственно заточить своими руками. Один и тот же сверлильный инструмент можно использовать для разных деталей. Вам нужно только изменить угол вершины рабочей области.
Простым, но очень эффективным инструментом для заточки сверла является основание, на котором фиксируются втулки. разные размеры … Помните, что предмет не должен трястись в ступице. Малейшее отклонение приведет к значительному снижению качества сверления.
Желательно иметь держатель трубки алюминий / медь. Также может быть выполнено в блоке из мягкого материала необходимое количество отверстий. Установите на шлифовальный круг удобный инструмент, позволяющий перемещать самодельную точилку для сверл, служащую упором, под нужным углом.
В настоящее время существуют различные чертежи приспособлений для заточки. Вы можете использовать существующий или создать свой собственный. Не забывайте, что при заточке инструмента не допускайте вращения сверла вокруг собственной оси.
После завершения заточки дайте инструменту остыть. Измерьте точность работы с шаблоном. Края должны быть симметричными. Это особенно актуально для инструментов малого радиуса.
С помощью электродрели
Кто-то предпочитает использовать электродрель со специальными насадками … Конечно, количество насадок ограничено. Следовательно, самозаточка затруднена. Камень и поводок поставляются в комплекте с насадками.
При желании можно сделать навесное оборудование самостоятельно. Это устройство для заточки деталей должно быть оснащено фиксатором для фиксации инструмента.
Особенности заточки
Если вы решили заточить инструмент своими руками с помощью инструментов для заточки, выполните процедуру по следующему алгоритму:
- Обработка спинки. Сильно надавите на инструмент, следите за тем, чтобы угол заточки не изменился. Когда закончите, конец инструмента будет похож на конус.
- Теперь заточите режущую поверхность.
- На завершающем этапе дорабатывается задняя часть. Убедитесь, что длина перемычки меньше четырех десятых миллиметра. Конечно, для крупного инструмента этот показатель должен быть немного выше.
Если у вас что-то не получается, не расстраивайтесь. Желательно тренироваться на упражнениях, которые, скорее всего, не принесут пользы. Главное – научиться правильному регулированию давления и угла. Помните, что отверстия просверливаются по бокам инструмента, а не в наконечнике.Поэтому края нужно в обязательном порядке затачивать.
Не забывайте, что при обработке сверлом появляются мельчайшие частицы. Из-за нагрева они разлетаются в разные стороны. Ввиду этого необходимо соблюдать правила безопасности. Используйте специальные очки, перчатки. Также убедитесь, что инструмент надежно закреплен, иначе он вылетит из ваших рук.
Если вы хотите использовать инструмент для заточки сверл своими руками, обязательно подготовьте рабочую зону … Позаботьтесь о нормальном освещении.Кроме того, не забывайте надевать специальные перчатки, защитные очки.
- Прежде всего, рассчитайте желаемый угол заточки.
- Стенд для заточки должен быть таким, чтобы шлифовальный круг находился с правой стороны.
- Центр. Для этого большим указательным пальцем возьмитесь за рабочую зону, а другой рукой возьмитесь за хвостовой край.
- Сверлильный инструмент необходимо повернуть так, чтобы режущая поверхность была параллельна.
- Не забудьте удалить зазубрины и другие неровности.
- Все движения должны выполняться в определенном порядке. Например, левую руку нужно двигать вниз с левой стороны, а правую – по часовой стрелке.
Заключение
Приобретать промышленное оборудование для заточки сверл не очень рационально, так как дорого. Для бытовых нужд оптимальна обычная бытовая машинка или сделанная вами точилка.
Чтобы не ошибиться при заточке сверла по металлу своими руками, нужно использовать специальное приспособление.Это может быть бытовой / промышленный станок, электродрель со специальной насадкой. Сверло надевается прямо на сверло для заточки сверл. Если вы не пробовали затачивать инструмент перед сверлением, посмотрите обучающее видео ниже.
Обязательно соблюдайте меры безопасности. Игнорирование простых правил, отсутствие защитной одежды может довести вас до больничной койки. Попавшиеся в глаза искры – далеко не шутки. Высока вероятность полностью потерять зрение.Согласитесь, лучше просто надеть специальные перчатки и защитные очки, чем подвергать себя риску серьезных травм.
Технологический процесс механической обработки материалов включает в себя широкий спектр операций, для которых необходим качественный и острый инструмент. Так, в механическом цехе любого машиностроительного предприятия можно использовать комплект токарных, фрезерных, сверлильных и более сложных станков. Они используют свой тип инструмента, для каждого из которых свой метод заточки.
Характеристики сверла
Механическая обработка металла связана с огромными нагрузками на инструмент. В целом он состоит из трех основных частей: соединительной, основной и режущей. Таким образом, режущая часть представляет собой небольшой элемент клиновидной формы, предназначенный для проникновения в металл и отделения его части от заготовки.
Если, например, в токарном инструменте или дисковом фрезе с формой и конструкцией режущей части все ясно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, поэтому вам нужно знать, как правильно затачивать сверло.Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго по оси. Это следует учитывать перед заточкой сверла по металлу, поскольку неправильный угол резания приведет к вибрациям и поломке.
Основные элементы режущей части сверла
Перед заточкой сверла по металлу следует ознакомиться с конструкцией его режущей части, в которую входят следующие элементы:
1.Основная режущая кромка.
2. Режущая кромка вспомогательная винтовая (лента).
3. Перемычка.
4. Лицевая поверхность.
5. Задняя поверхность.
Что нужно для заточки?
На предприятии все необходимое для восстановления инструмента всегда под рукой. И здесь домашнему мастеру приходится искать альтернативу качественной заводской сантехнике в более простых решениях, которые можно использовать в обычном гараже. И все же, прежде чем затачивать сверло по металлу, запаситесь минимальным набором:
1.Шлифовальный круг. Он должен быть установлен на вращающемся валу. Устройство в народе известно как «наждак». Очень часто встречается в гараже.
2. Бак охлаждающей жидкости.
3. Охладитель (водяной или моторное масло).
Для сохранения угла заточки сверла такого набора может не хватить. Ведь вам придется контролировать процесс «на глаз», что без определенного опыта вряд ли получится. В этом случае в базовый комплект также нужно включить приспособление для заточки сверл, которое вы можете купить или изготовить самостоятельно.
Контролируемые параметры
Когда все будет готово, нужно ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах осевого режущего инструмента … Перед тем, как правильно заточить сверло, необходимо знать его углы:
1. Передняя … Определяется в главной плоскости резания (перпендикулярно главной режущей кромке) как угол между передней поверхностью и главной плоскостью (перпендикулярно вектору скорости резания).Он направлен по касательной к окружности сверла.
2. Задний … Также определяется в главной плоскости разреза как угол между боковой стороной и плоскостью разреза (проходит через вектор скорости и режущую кромку).
3. Угол при вершине расположен между двумя основными режущими кромками, если смотреть сбоку.
Оптимальное значение переднего угла 18-20 градусов, заднего 10-12. Угол при вершине сверл по металлу имеет стандартное значение 118 градусов.
Процесс заточки
А теперь поговорим о том, как затачивать сверло по металлу на обычном наждаке. Основная заточка этого осевого инструмента осуществляется по боковой поверхности. Для этого включите наждак, крепко держите сверло в руке так, чтобы основная режущая кромка была направлена в сторону вращения точилки. Теперь подносим лезвие к точилке, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка была параллельна поверхности круга. То же проделываем со второй режущей кромкой.В результате получается так называемое простое заточное сверло, оптимальное для большинства условий работы с металлом.
Простая заточка применяется для сверл диаметром до 10 мм. Увеличивая этот параметр, можно дополнительно заточить лицевую поверхность. В результате уменьшается передний угол, а значит, увеличивается толщина лезвия (так называемый угол режущей кромки) и, соответственно, увеличивается ресурс сверла.
Заточка приспособлением или станком
Вышеописанный метод можно назвать кустарным, так как добиться точного контроля параметров сверла непосредственно во время заточки просто невозможно.В лучшем случае вы проверите углы после того, как закончите заточку, или, в худшем случае, просто проверьте, насколько лучше работает сверло. Как правильно заточить сверло?
Конечно, для этого лучше использовать более продвинутые опции, которые позволят заранее настроиться на определенные ракурсы. В этом случае вам понадобится инструмент или станок для заточки сверл.
Если объем работ в вашей мастерской достаточно велик, а переточка инструмента требуется постоянно, то покупка станка будет оптимальной.Это значительно упростит процесс, особенно если вам нужно переточить твердосплавные сверла по металлу. Главное преимущество его использования – точное соблюдение заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получить различные типы заточки сверл:
1. Х-образный. В основном используется для сверления глухих отверстий. Разработан для уменьшения осевого усилия резания.
2. XR-типа. Используется для универсальных дрелей. Проникновение в материал несколько хуже, чем у первого типа, однако такие сверла имеют повышенную прочность и срок службы.
3. Тип S. Здесь используется описанная выше заточка, что также позволяет увеличить срок службы сверла при механической обработке. различные материалы (от чугуна до нержавеющей стали).
4. Тип N. Подточка также используется, но меньшего размера.Сверла с такой заточкой используются для глубокого сверления.
Конструкция приспособления
Как уже стало понятно, заточка сверла вручную – это работа профессионала, который не только знает правильные углы, но и чувствует процесс резания. К сожалению, такое чутье приходит только после многих лет практики со сверлильным станком или дрелью. Не стоит экспериментировать, так как вы можете сделать это самостоятельно или приобрести приспособление для заточки. В обоих случаях он будет включать одни и те же конструктивные элементы и работать по одному принципу.
Итак, основная задача устройства – это правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно разместить как само устройство, так и электродвигатель, на валу которого находится точилка. Также на плите находится поворотная колонна, на которой закреплена дрель. Он должен иметь возможность не только вращаться, но и двигаться по направлению к шлифовальному кругу.
В качестве колонны можно использовать любой подшипниковый узел с валом, например от старого сверла… Станина приспособлена к кольцам вала (можно использовать закрепительную втулку), к которым она прижимается винтами. После фиксации сверла включают привод точилки, колонну подводят к шлифовальной поверхности и вращают, чтобы придать задней поверхности сверла правильную форму. Важно, чтобы при первоначальной настройке приспособления сохранялся угол наклона вершины сверла 118 градусов.
Заточка соплами
Еще один простой и удобный способ предусматривает использование такого приспособления, как точилка для сверл.Его главное преимущество – универсальность и простота использования. Устройство имеет цилиндрическую форму. С одной стороны расположен соединительный узел, с помощью которого насадка устанавливается на шпиндель сверла. С другой стороны есть отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего механизм заточки приводится в движение электродвигателем сверла.
Меры безопасности
Заточка сверла связана с образованием мелких частиц, которые отлетают от точилки во время износа.Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки.
При заточке сверла без инструмента обязательно надежно зафиксируйте его положение. В противном случае при контакте с точилкой она может просто вырваться у вас из рук.
Сверло, пожалуй, одно из самых распространенных как в быту, так и при производстве устройств для механической обработки материалов, позволяющее быстро и точно проделать отверстие в поверхности с самой разной структурой.Будь то ручная скоба, электрическая дрель или большой радиально-сверлильный станок, все они используют сверло в качестве режущего инструмента. Это закаленный пруток из твердосплавного металла различного диаметра, с хвостовиком и рабочей частью в виде двух и более режущих кромок, которые при вращении удаляют материал.
Уголок сверла: индивидуальный подход к каждому материалу
В зависимости от типа поверхности, требований к качеству обработки и ряда других условий он может быть самым разным… Наиболее распространен вариант, когда его рабочая часть состоит из двух закрученных по спирали режущих кромок, образующих на конце сверла конус, высота которого определяет угол заточки сверла. Его величина зависит от твердости обрабатываемого материала и для каждого материала может иметь свои значения:
- углеродистых сталей, чугуна и твердых бронзовых сплавов – от 116º до 118º;
- бронза мягкая и медь – от 120º до 130º;
- алюминиевые и деревянные поверхности – 140º;
- полимеры и пластмассы – от 90º до 100º.
Условия для длительного и активного срока службы сверла
Если исключить бездумный (или безнадежный) вариант использования сверла без победной пайки для работы по бетону или камню (когда инструмент выходит из строя буквально за минуту), то наиболее активно тупые режущие кромки при сверлении твердых металлов. Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также от скорости вращения, силы подачи и наличия охлаждения режущего инструмента.Определить момент ухудшения режущих качеств сверла чрезвычайно просто по характерному резкому свисту и необходимости большего давления на сверло. В результате сверло очень быстро нагревается, время сверления значительно увеличивается при одновременном снижении качества получаемого отверстия, и сверло необходимо заменить, чтобы продолжить нормальную работу.
Лучше потерять час, а потом сверлить за пять минут
Поскольку сверла считаются расходным материалом и имеют относительно низкую стоимость при небольших размерах, многие из них просто выбрасывают, заменяя их новыми.Однако такой подход может быть оправдан только небольшим объемом работ, невысокой стоимостью детали и близостью строительного магазина. Намного экономичнее и быстрее заточить сверло по металлу своими руками. Устройств для этой операции очень много, и, как правило, цена такого оборудования напрямую зависит от скорости, универсальности и качества обработки режущего инструмента.
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, которая является приоритетной для того или иного диаметра сверла и структуры обрабатываемой поверхности.Чтобы получить необходимую форму, используйте соответственно и разные способы заточки режущей кромки. Различают одноплоскостной, конический, двухплоскостной, винтовой и цилиндрический типы заточки. В домашних условиях чаще всего применяют первые два метода как самые простые, а сверла диаметром до трех миллиметров затачивают в одной плоскости, обеспечивая тридцатиградусный наклон заднего угла. Недостатком в данном случае является большая вероятность разрушения рабочей части лезвия из-за ее утонения, поэтому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя угол на их вершине в пределах диапазон 118-120º.
Способы достижения желаемого качества заточки
В принципе, при наличии определенных навыков заточку можно проводить без вспомогательного инструмента. Главное при этом – соблюдение необходимого угла обработки, а также равной длины режущих кромок рабочей поверхности и их симметричного наклона относительно оси сверла. Однако на практике добиться этого не так-то просто, достаточно совсем небольшой погрешности по любому из перечисленных показателей, и ваша дрель не будет работать должным образом.Использование специальных приспособлений упрощает процесс, но согласитесь, что приобретать дорогой станок, чтобы привести в порядок пару сверл по металлу, нецелесообразно. К тому же самодельная точилка для сверл поможет справиться с этой задачей хоть и с меньшим комфортом, но тоже неплохо.
При всем разнообразии исполнений принцип работы всех устройств этого типа основан на формировании жесткого шаблона или направляющей, по которой заточенный инструмент подается на наждачный круг в определенной плоскости.
Гайка, винт, направление – вот и все приспособление
Пожалуй, одним из самых быстрых и доступных вариантов станет изготовление приспособления для заточки сверл из гайки. Его шесть кромок образуют угол 120º на смежных плоскостях и могут служить отличным шаблоном для установки желаемого угла заточки режущей кромки сверла. Процедура изготовления такого устройства довольно проста и не занимает много времени. Гайку зажимают плоской стороной вверх в тисках и с помощью угловой шлифовальной машины (болгарки) делают продольные надрезы по линии, соединяющей противоположные углы шестигранника.На одной стороне фурнитуры можно сделать шесть пазов (по количеству вершин), образовав таким образом три направляющие.
Размер гайки, а также ширина и глубина направляющей выемки выбираются исходя из диаметра заточенного сверла. После этого вся внешняя поверхность этого нехитрого приспособления тщательно обрабатывается наждачной бумагой или напильником для снятия заусенцев.
Вот собственно и все, простейший инструмент для заточки сверл своими руками готов.Теперь требующее заточки сверло помещается внутрь направляющей (между двумя противоположными углами) так, чтобы обрабатываемая кромка немного выступала за вершину шестиугольника. Устройство зажимают в тисках, плотно фиксируя сверло в пазу гайки острием вверх, и тем же болгаркой аккуратно обтачивают выступающую режущую кромку, используя боковые поверхности метизов в качестве направляющих, образуя угол заточки. 120 °.
При необходимости сверло в пазу можно зафиксировать хомутом, а вместо угловых шлифмашин использовать наждачный круг.
Фурнитуры никогда не бывает слишком много: модернизация гаечного инструмента
Эту конструкцию можно несколько улучшить, сделав более глубокие (в зависимости от диаметра заточенного сверла) V-образные прорези в противоположных вершинах и приварив к ним гайку меньшего размера сторона приспособления. Сверло в этом случае может быть закреплено зажимным винтом, вкрученным в приваренную сверху гайку.
В результате отпадает необходимость в использовании тисков и зажима (главное не зажимать винт, чтобы не погнуть сверло).Такое устройство позволяет успешно справляться с заточкой сверл даже небольшого диаметра (до трех миллиметров), когда поддерживать и контролировать угол заточки без специальных инструментов практически невозможно.
Направляющие по дереву для заточки сверл
Теперь разберемся, как сделать приспособление для заточки сверл из прутка или толстой фанеры. Конструкция представляет собой деревянную рейку, жестко прикрепленную к основанию. Основная часть устройства изготовлена из плоских прямоугольных досок (толстая фанера), на одной стороне которой сделан прямоугольный вырез, обеспечивающий доступ к боковой поверхности наждачного круга.Затем из фанеры изготавливается вагонка в виде прямоугольного треугольника или трапеции с боковым наклоном в основании 60º (сверху – 30º), что гарантирует угол заточки 120º. Размеры направляющей должны обеспечивать свободное размещение по ней заточенного сверла как по длине, так и по высоте.
Готовая накладка прикрепляется саморезами к дальнему краю основной доски острым углом в сторону наждачного круга. Заточка сверл по металлу устройством такого типа требует его точной фиксации по внешней (широкой) поверхности абразива.Каждая режущая кромка формируется отдельно, путем плавного вращения сверла против вращения круга, затем та же процедура повторяется для другой стороны, достигая идеального баланса. При частом использовании на круге может произойти износ, и вам придется либо перемещать инструмент по наждаку, либо заменять абразив. Этот способ хорош тем, что позволяет легко получить необходимый наклон режущей кромки, быстро сменив верхнюю направляющую на требуемый размер.
Использование направляющих втулок для заточки
Еще один вариант обработки сверл, активно практикуемый в домашних условиях, – деревянная вертикальная стойка с полыми металлическими втулками различного диаметра, которые помещаются в планку под необходимым для заточки углом.В результате обработки на задней части режущих кромок образуется конус, но без правильного заданного угла.
Профессиональные решения: отличный результат за небольшие деньги
Все самодельные устройства дают приемлемый, но, увы, несовершенный результат. Даже без учета высокой вероятности ошибки при самостоятельном изготовлении приспособлений для заточки все же существуют параметры целой линии, несоблюдение которых приводит к быстрому выходу сверла из строя. Именно поэтому крупные производители разрабатывают сложные устройства и даже машины для приведения режущего инструмента в рабочее состояние.
Одним из таких механизмов является заточка сверла, позволяющая вернуть остроту спиральным сверлам по металлу диаметром от трех до девятнадцати миллиметров. Устройство легко справляется с задачей формирования режущей кромки любого наклона, имея при этом шкалу со стандартными углами заточки (98, 118, 136 и 176 градусов, а также для зенковки). Безупречное качество заточки обеспечивается точным позиционированием сверла с помощью зажимных винтов.Пятка (задний угол режущей поверхности) образуется за счет небольшого осевого наклона, который задает дуговое движение сверла во время обработки.
Work good tool – это удобно, эффективно и правильно! Сегодня у нас есть полезная самоделка для дома и гаража – самодельный станок. Для заточки сверл правильная заточка сверла представляет определенные трудности без опыта. Более того, сверла больших диаметров (где-то от 6 мм) еще поддаются контролю заточки и, по крайней мере, их можно затачивать через какое-то время.Сверла малых диаметров, особенно востребованные мастерами радио и электронной техники, приходится затачивать буквально на ощупь, под лупой и без применения механизации с помощью корундовых блоков. Кстати, недавно мы опубликовали статью «Кто ее не читал, обязательно прочтите!»
Воспользовавшись своими вкладами неликвидов и проведя опрос в интернете, я наскоро собрал простое устройство, позволяющее без особого труда затачивать сверла от 2,0 до 6,0 мм.Дальнейшее улучшение адаптации возможно и это задача ближайшего будущего. Общий вид на фото 1 и 2.
Как известно, сверла по металлу имеют верхний угол заточки 120 градусов. (Меньше для дерева и мягкого металла.) На фотографии показан желтый квадрат, лежащий между точилкой и приспособлением, который обеспечивает этот угол, т.е. сверло расположено под углом 60 градусов. к рабочему концу абразивного диска. Желаемый угол затылка сверла обеспечивается начальным наклоном сверла относительно диска.
Принцип работы устройства не нов и неоднократно повторялся и публиковался в сети. Отличие этого приспособления в том, что для фиксации сверла используются так называемые ювелирные тиски, доступные в продаже и недорогие. У меня были очень старые, переделанные и изношенные за 30 лет использования. Фото взято из сети.
Принцип работы прост – поворотом ручки раздвигаем челюсти и обратным вращением зажимаем что-нибудь, например дрель.
Эти точки были изменены. На этих посадочных местах просверливались заклепки, пластины устанавливались и заклепывались более длинными заклепками. Далее будет понятно, зачем это делается.
Сверло зажимается в тисках так, чтобы режущие кромки лежали параллельно губкам.
По краям приклепанных пластин просверливаются коаксиальные отверстия на одинаковом расстоянии от центра и лежащие на прямой линии, перпендикулярной оси тисков (то есть к сверлу).Через эти отверстия пройдет ось, на которой этот «коромысло» будет попеременно качаться при заточке одной и другой грани. При идеальной разметке коромысла достигается равенство режущих кромок при заточке.
Кресло-качалка закреплено на стойках (корпус врезных дверных защелок без потайков. Стойки, в свою очередь, привинчиваются к дубовой доске. Также имеется четыре опорные ножки для регулировки нужной высоты.
Между стойками на оси ставится кресло-качалка с дрелью, ось съемная.
Заточка первой грани (челюсти закрашены синим маркером).
Заточка второй боковой качалки повернута на 180 градусов. (окрашенная сторона не видна). Вид сверху на этот узел.
Готовое сверло на фото ниже. Ошибки, возникающие при работе «на коленке» и старые изношенные тиски не позволяли затачивать сверла от 1 мм. Здесь показано заостренное сверло диаметром 1,5 мм. При большом увеличении видна разница длин режущих кромок (небольшая, но есть)
Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. Д.)) составляет примерно 120 градусов.
Отклонение этого угла вверх или вниз от номинального значения затрудняет эффективную работу сверла. В первом случае падает производительность и инструмент перегревается, во втором сверло может просто сломаться, не выдержав чрезмерной нагрузки.
Для соблюдения параметров заточки без специальных приспособлений необходимо иметь высокую квалификацию и опыт работы заточником инструмента. Что ж, для обывателя, особенно в домашних условиях, сделать это будет практически невозможно.
Но с помощью некоторых инструментов и простых материалов можно сделать не очень сложное, но надежное приспособление для заточки вершины уголка спирального сверла по твердому металлу.
Что может понадобиться для работы на приборе
Для этого потребуются следующие инструменты: суппорта- ;
- маркер;
- тиски по металлу;
- Болгарский;
- плоскогубцы;
- сварочный аппарат;
- Станок шлифовальный с наждачным кругом.
- гайка шестигранная обычная;
- гайка зубчатая;
- болт того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.
Производственный процесс
Особенностью шестигранной гайки является то, что любые две смежные грани сходятся под углом 120 градусов. Примерно такой же угол наклона спирального сверла для обработки твердых металлов. Это совпадение можно использовать для изготовления точилки для спирального сверла.Для этого с помощью штангенциркуля и маркера на гайке очерчиваем линии разреза так, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющей два противоположных угла гайки.Сверло продольно войдет в него перед процессом заточки.
Чтобы вырезать предполагаемый треугольный паз в гайке, ее зажимают в тисках, и шлифовальный станок делает прорези по ранее нарисованным линиям. Можно воспользоваться плоскогубцами, чтобы удалить обрезки гайки.
Затем берется зубчатая гайка и ее основание приваривается к первой гайке со стороны прорезанного паза. Причем необходимо соблюдать их абсолютное совмещение, потому что при заточке сверл небольшого диаметра болт, проходя через зубчатую гайку, начнет ввинчиваться в нижнюю гайку, чтобы прочно зажать сверло в ее пазу.
Теперь ввинчиваем соответствующий болт в зубчатую гайку, которая будет надежно вдавливать сверло, уложенное в паз для заточки на наждаке шлифовального станка.
Осталось только заточить сверло на наждачном круге, используя края нижней гайки как шаблон.
Для этого просто стачиваем выступающую часть сверла заподлицо с краями гайки, с чем легко справится даже первокурсник ПТУ.
После окончания заточки болт откручивается, сверло снимается с самодельного устройства и может использоваться по прямому назначению.
Дополнения и улучшения
В процессе приваривания гаек брызги жидкого металла могут попасть на резьбу зубчатой и обычной гаек. Чтобы исключить эту неприятность, в них необходимо вкрутить болт и тем самым защитить резьбу.Поскольку один инструмент не сможет охватить все сверла по диаметру, вам понадобятся как минимум два зажима для шаблона: один для маленьких сверл, другой для больших изделий.Соответственно, в первом случае орехи будут маленькими по размеру, а во втором – большими.
Самодельные инструменты для заточки сверл. Как заточить сверло по металлу? Точилка
Пожалуй, каждый профессиональный мастер использует для своей работы дрели, которые должны быть качественными и отлаженными. Раньше сверла затачивали вручную, но сейчас большой популярностью пользуются специальные станки для заточки сверл. Конструкция такой машины очень проста. Для его создания понадобятся простые материалы, которые есть практически в каждом доме.Давайте вместе рассмотрим пошаговую схему изготовления болгарки для сверл.
Особенности заточки сверл
Просверлить поверхность тупым сверлом практически невозможно. Острое сверло решит ситуацию за считанные минуты. Поэтому сверла должны быть заточены под правильным углом и готовы к работе. Углы заточки для разных материалов не могут быть одинаковыми. Чем тверже материал, тем тупее будет угол. Например, для пластиков подойдет угол заточки 30-60 градусов, а для закаленной стали 130-140 градусов.Если к качеству сверления особых требований нет, можно выбрать угол заточки 90-100 градусов.
Следует отметить, что заточка сверл может производиться вручную на абразивных дисках или на точильных станках. При ручной заточке сверло необходимо удерживать левой рукой за рабочую часть и направлять ближе к режущей части. Правая рука должна держать хвостовик. Прижмите режущую кромку сверла к стороне шлифовального круга. После этого необходимо осторожным движением правой руки повернуть дрель.В этом случае режущие кромки должны иметь правильный наклон и необходимую форму к оси.
Заточите сверло сначала с одной стороны, а затем с другой. В этом случае очень важно контролировать заточку режущей кромки, чтобы острие находилось по центру. В противном случае сверло во время сверления соскользнет в сторону. Также не давите на сверло слишком сильно, так как это может удлинить процесс заточки. Ручная заточка – не очень удобный способ, так как может привести к некоторым дефектам.Например, если режущие кромки после заточки сверла не равны по длине и наклонены под разными углами к оси сверла, середина поперечной кромки сместится от оси сверла, поэтому при работе она будет вращаться. вокруг оси. Поэтому для этой цели лучше использовать болгарку для заточки сверл.
При заточке следует обращать внимание на изначально установленный угол. Именно на нем вы должны сосредоточиться. После этого посмотрите, в каком состоянии находится инструмент.Если повреждение серьезное, можно использовать более крупный наждак. Если они незначительные, достаточно мелкозернистого наждачного диска. При небольшой матовости и совсем незначительных повреждениях подойдет чистовой круг. Заточку сверла нужно проводить последовательно – сначала обработайте его верхнюю часть, аккуратно прижимая к плоскости шлифовального круга.
После обработки задней поверхности у вас должен быть правильный конус, если смотреть сбоку. После этого обрабатывается режущая часть сверла, а затем чистовая отделка.Размер перемычки при правильной обработке сверла не должен быть больше 0,4 миллиметра для сверл диаметром 8 миллиметров и менее. Если сверло больше, размер перемычки должен составлять 1 – 1,5 миллиметра. Если вы никогда не затачивали сверла, рекомендуем попрактиковаться в других предметах. Так вы сможете быстро разобраться в технологии заточки и освоить ее.
Особенности шлифовальных станков
Станок для заточки сверл предназначен для заточки сквозных и глухих сверл из стали, чугуна и твердых сплавов.Это оборудование может быть наделено различными функциями с учетом типа заточки, ее габаритов и т. Д. При работе со станком угол может изменяться от 90 до 140 градусов. Станки бывают бытовые и промышленные. Бытовые точилки для сверл достаточно компактны и больше подходят для домашнего использования. Они смогут затачивать сверла небольшого диаметра.
Промышленные станки наделены большей мощностью и предназначены для заточки сверл большого диаметра.Мощность определяется двигателем устройства. Дрель-шлифовальный станок имеет зажим для сверла и шлифовальный круг, который может обрабатывать более 2000 инструментов. Конструкция позволяет точно размещать сверло, чтобы оператор мог контролировать процесс заточки. Машина питается от сети. В целом сверлильно-шлифовальные станки долговечны и просты в использовании.
Стоит отметить, что есть универсальные шлифовальные станки и специализированные. Первый вариант может использоваться для самых разных режущих инструментов, таких как метчики, фрезы, долота и зенковки.Специализированные станки могут обрабатывать только один тип инструмента, поэтому они работают более точно. Именно к таким станкам относится болгарка для сверл. Причем для каждого варианта заточки сверл требуется отдельный станок.
Существует семь способов заточки сверл: одноплоскостной, профилированный, составной винт, эллиптический, винтовой, двухплоскостной и конический. На универсальных станках можно использовать фасонную, одноплоскостную, эллиптическую и двухплоскостную заточки. Что касается остальных методов, то для этого потребуется специализированный станок для заточки электродрелей.Если сверло имеет диаметр более 3 миллиметров, необходимо использовать станок с оптическим устройством. Если диаметр сверла меньше 1 миллиметра, необходимо использовать бинокулярный микроскоп. Для заточки твердых сверл используйте алмазный круг.
Станок для заточки сверл своими руками
К сожалению, рынок товаров не всегда может предложить нам то, что нам действительно нужно, либо цена станков для заточки сверл завышена. В этом случае вы можете изготовить машинку самостоятельно. Если у вас есть небольшой опыт владения техникой, вы очень легко справитесь с этой задачей.
Для этого вам понадобится тумблер, шлифовальный круг, вилка, мощный мотор, подставка, несколько проводов и ось. Для соблюдения режима безопасности рекомендуется поместить станок в корпус, а снаружи оставить только ось со шлифовальным кругом, которая немного выступает. Устройство будет работать от сети. Более того, вы можете подключить его к источнику и использовать как легкий и портативный аппарат.
Заранее позаботьтесь о том, где будет стоять точилка для сверл.Рекомендуется ставить на металлический стол. Для этого нужно поставить электродвигатель на столешницу с помощью крепежа, а затем разметить места отверстий для болтов. Затем снимите мотор и просверлите четыре отверстия. Затем вставьте мотор обратно и закрепите болтами.
Электродвигатель самодельной заточки сверл наделен валом, на который нужно надеть зернистый диск. Если диаметр вала совпадает с диаметром отверстия в диске, необходимо надеть на вал шайбу, диск, а затем шайбу.После этого ставится крепежная гайка, и на валу предварительно нарезается резьба. Можно использовать специальную насадку для круга, в которой сверло не раскачивается и заточено как карандаш. Вы можете сделать его самостоятельно или приобрести в магазине.
Если диаметр вала меньше отверстия в камне, необходимо добавить втулку. В нем сделано специальное отверстие и отверстие под болт, чтобы его можно было закрепить на валу. Тогда он не будет вращаться вместе с абразивным диском во время работы. На конце втулки необходимо нарезать правую резьбу по направлению вращения диска, чтобы закрепить ее шайбами и гайками.После этого на вал надевается втулка.
Если затрудняетесь определиться с выбором электродвигателя, можно воспользоваться вариантом от старой стиральной машины. Эта мощность будет наиболее оптимальной для заточки необходимых инструментов. Заранее подготовьте стартер и отрезки проводов. Можно использовать провода от старого оборудования. Вы, конечно, можете приобрести новые секции, но дешевле использовать подручные средства, которые есть в каждом доме. Поэтому, если старые провода в хорошем состоянии, их можно смело использовать.
Провод должен быть подключен к стартеру. Важно, чтобы пускатель имел как минимум три нормально разомкнутых контакта (HP). Его обмотку необходимо подключить к фазной линии через две последовательно соединенные кнопки. Один с h4, который будет кнопкой выключения, а второй с HP, который будет кнопкой питания. Эта кнопка должна быть параллельна контактной паре ВД стартера.
Если вы нажмете кнопку питания, на обмотку будет подано напряжение и цепи стартера замкнутся, одна пара которых будет обходить кнопку.Если отпустить, то напряжение со стартера сниматься не будет. Если нажать кнопку выключения, мы разорвем цепь питания обмотки, и стартер разомкнет контакты, поэтому двигатель остановится.
Электродвигатель безопасен даже в открытом состоянии, не требует дополнительной защиты, но рекомендуется сделать металлический ящик, чтобы защитить конструкцию хотя бы от пыли. Можно сделать стеклянный защитный экран. Это защитит ваши дыхательные пути и глаза от попадания пыли из круга.Рекомендуется установить защитную крышку, которая должна закрывать торец абразивного диска на две трети. Его можно сделать из старого автомобильного фотоаппарата. Если шлифовальный круг сломается, его детали окажутся в корпусе и не смогут причинить вред.
Порядок заточки сверл на станке
Большинство людей делают сверло-шлифовальные станки своими руками. Чтобы не тратить лишние деньги, болгарку для сверл легко соорудить самому. Более того, вы можете сделать его универсальным и при необходимости заточить на нем любые предметы.При работе необходимо строго следовать инструкции к станку для заточки сверл и придерживаться определенных правил.
Сверло состоит из двух небольших буртиков. Обязательно, чтобы они были одинаковыми. Нет необходимости сравнивать их с высокоточными измерительными приборами, достаточно оценить их на глаз. Но одинаковость должна быть обязательной. Место схождения плеч называется центром проделанного отверстия, радиус которого определяется длиной большего плеча.Если они одинаковые, то ось вращения сверла будет совпадать с центром отверстия.
Если это не так, диаметр будет больше требуемого, а также на величину разницы между центром криволинейного отверстия и осью сверла. Здесь сверло пробивает отверстие. К тому же возникает большая нагрузка на инструмент и руки, что часто приводит к поломке сверла. При заточке сверла помните, что оно должно разрезать материал.
Перед началом работы убедитесь, что вращающийся шлифовальный диск надежно закреплен на верстаке. Рекомендуется носить защитные очки. Для качественной заточки требуется не менее получаса. Проявите аккуратность и терпение – тогда инструмент будет затачивать правильно и соответственно будет работать. Чтобы правильно затачивать сверло, необходимо знать, металлическое оно или деревянное.
В процессе изготовления каждое изделие затачивается идеально, что очень сложно повторить в домашних условиях.Разные марки Победита различаются способом получения сплава и химической формулой. Такие нюансы невозможно определить на глаз, поэтому на упаковке должно быть написано название материала, подходящего для сверла. Посмотрите внимательно на вращающуюся сторону сверла, чтобы увидеть, с какой стороны точить.
Для настольного станка могут потребоваться точильные круги. Их еще называют наждаком, точилкой или абразивным кругом. Всегда начинайте заточку с более грубого абразива. Когда по всей длине инструмента появится заусенец, можно перейти на более мелкий абразив.Выбирайте стержни таким образом, чтобы каждый следующий убирал мелкие дефекты предыдущего. Наконец, вы производите окончательную отделку с помощью самого маленького полировального блока.
Всегда соблюдайте указанный угол заточки. Но для этого нужно немного попрактиковаться. Очень часто лезвие инструмента отводится в сторону и перемещается. Заточный диск должен вращаться только в направлении от лезвия. В противном случае существует риск неправильной заточки и серьезной травмы.
Обратите внимание, сверла не переносят перегрев. Дело в том, что в процессе заточки твердосплавные пластины иногда трескаются и отваливаются. Но этого можно избежать. Старайтесь не допускать чрезмерного нагрева сверла на точильном камне. Регулярно охлаждайте дрель водой. Но если дрель уже раскалена докрасна, не окунайте ее в жидкость! Это может вызвать мгновенное растрескивание пластин. Дайте продукту немного остыть.
Все спиральные сверла имеют две режущие кромки и заднюю плоскость, которые делают конус сверла конусом.Но если взять шайбу меньшего диаметра, чем сверло, и вставить ее в отверстие в шайбе, можно увидеть, что режущие кромки сверла соприкасаются с шайбами. В этом случае задняя часть поверхности отстает от режущих кромок.
При заточке сверл на станке своими руками обратите внимание на соблюдение правил безопасности. Помните, что в работе используются острые лезвия, которые могут легко поранить вас. Надеемся, что наша простая инструкция поможет вам разобраться в технологии заточки и собрать качественный прибор своими руками.Желаем успехов!
Для повышения качества своей работы мастера часто своими руками изготавливают станок для заточки сверл. При использовании сверл нужно обращать внимание на их остроту и отсутствие повреждений – от этого зависит качество сверления. Раньше заточка производилась вручную, но сегодня вы можете купить специальный станок или изготовить его самостоятельно по индивидуальным параметрам.
Особенности процесса сверления, влияющие на остроту сверл
Сверление повсеместно используется в быту и на производстве.В этом процессе режущие кромки при вращении создают углубления на поверхности. Их мощности достаточно, чтобы воздействовать на большинство материалов и даже на металл. Спиральный канал удаляет отходы и пыль, поэтому сверление можно производить без остановки. Но эти частицы истирают сверло, вызывая его износ. Периодическая заточка может предотвратить это.
Износ сверла напрямую зависит от продолжительности его использования.
Самое быстрое повреждение происходит при работе с металлом и деревом.Проблема может быть замечена при обнаружении определенного пищащего звука. В результате не только ухудшается качество сверления, но и увеличивается нагрев инструмента, который может вывести его из строя. Если сверло сильно изношено, ухудшение остроты ощущается даже при прикосновении к нему.
Типы заточки:
- Одноплоскостная – используется для больших сверл. Это сильная заточка, способная раздавить материал, поэтому нужно быть осторожным. Деталь необходимо перемещать по круглой поверхности, не меняя ее положения, чтобы не повредить поверхность.
- Коническая – используется для больших сверл. Их нужно держать обеими руками, так как они могут соскользнуть при нанесении на деталь.
- Притирка – заключительный этап, на котором выравниваются отдельные неровности и полируется поверхность.
Наиболее часто используемые сверла для спиральных сплавов с упрочняющими припоями. Также существуют плоские модели для больших отверстий. Независимо от их параметров и диаметра, они требуют заточки для предотвращения износа.
Что нужно для сборки станка для заточки сверл?
Не только заточка влияет на режущую способность сверла, но и угол лезвия – чем он меньше, тем лучше сверление.Оптимальный угол – 90 °, для дерева требуется 100 °, для пластика – 30 °. Заточка улучшает угол режущей кромки и центрирует ее. Делается это наждаком, который также используется в специализированном оборудовании или для ручной заточки. Машины могут быть промышленными или бытовыми, что определяет их размер и мощность. Многие мастера создают собственное заточное оборудование – это дешевое решение, зачастую не уступающее серийному образцу.
Лучше всего выполнять на специальных станках.Современный рынок предлагает большой выбор таких устройств, но их параметры не всегда соответствуют ожиданиям, либо стоимость оказывается завышенной. В этом случае вы можете изготовить станок самостоятельно, для этого нужны только начальные технические навыки. Несмотря на меньшую мощность бытовой машины, она имеет ряд преимуществ перед промышленными приборами:
- использование однофазного потока электроэнергии на 220В;
- индивидуальная настройка производительности;
- мобильность оборудования при установке ограниченного функционала;
- высокая производительность для требуемого типа сверл;
- Простота ремонта и низкие затраты на сборку.
Правильный подход к созданию станка позволит получить эффективное устройство для заточки. Для его сборки понадобится тумблер, вилка, шлифовальный круг, достаточно мощный мотор, комплект проводов, подставка и ось. Важно соблюдать технику безопасности, поэтому лучше накрыть станок защитным чехлом, оставив на виду только круг поворота и ось. Для работы устройство использует как постоянную сеть питания, так и аккумулятор – для большей мобильности.
Сборка деталей в единый аппарат и расположение предохранительных элементов
Необходимо предусмотреть поверхность для крепления станка. Для этого подойдет металлический стол, на котором делаются отметки под болты. Далее нужно взять зернистый диск, который крепится к электродвигателю будущей машины. Если диаметры вала и диска не совпадают, их необходимо выровнять с помощью имеющихся инструментов. В случае совпадения на вал ставится шайба, после чего диск и, опять же, шайба.Сначала необходимо нарезать резьбу на валу. Далее устанавливается крепежная гайка, а на круг надевается насадка, предотвращающая раскачивание.
Вы можете добавить втулку, если диаметр вала меньше диаметра камня. В нем делается отверстие, с помощью которого он крепится к валу, так как втулка улучшит фиксацию и будет вращаться вместе с диском. Если вы не можете найти подходящий мотор, вы можете использовать мотор от стиральной машины. От него тоже можно проложить провода, если они имеют три контакта в подходящем состоянии.Далее обмотка подключается к фазной линии двух кнопок, отвечающих за включение и выключение автомата. Таким образом, устройство будет запускаться простыми кнопочными командами.
Электродвигатель в открытом состоянии не опасен, но должен быть защищен. Мотор можно спрятать в металлический корпус, чтобы в нем не скапливалась пыль и влага. Это опасно, поскольку при заточке сверл образуется много стружки. Вам нужно построить защитный стеклянный экран, который защитит ваши глаза.Конечно, очки можно использовать, но частицы металла могут лететь в лицо. Также желательно сделать защитный чехол. Для этого подойдет шина, часть которой будет закрывать шлифовальный диск на треть.
Заточим детали на самодельном станке
Если нет возможности достать электродвигатель, можно обойтись простой дрелью. Необязательно покупать новый прибор, подойдет старый прибор, в котором работает двигатель. Для создания станка его необходимо закрепить на поверхности, а в патрон установить универсальный диск (можно заменить шлифовальным кругом) или втулку.Когда сверло включено, оно подойдет для работы на сверлах. Чтобы добиться максимальной эффективности, нужно правильно подойти к процессу заточки. Поскольку сверла имеют две резьбы, важно сохранять одинаковые размеры при их обработке, чтобы ось вращения совпадала с центром сверла.
Перед тем, как приступить к заточке, нужно проверить надежность крепления диска и защитных элементов. На качественный результат уйдет от получаса.Каждый сверлильный материал имеет свои характеристики заточки и направление вращения, которые необходимо изучить перед работой. В настольном станке устанавливается точилка (абразивный диск или наждак) самого крупного формата. Это компенсирует крупный ущерб. После этого нужно перейти на мелкий абразив, который отшлифует поверхность. Важно придерживаться одного угла заточки, хотя сверло при этом выскользнет. Если это пропустить, есть риск спешиться и получить травму.
Важно избегать перегрева сверл. Это разрушает их пластины, поэтому нужно периодически опускать их в воду (этого нельзя делать, если дрель уже горячая). В остальном для заточки сверл достаточно простого навыка. Соблюдение процедуры и правил безопасности позволит быстро заточить сверла на самодельном станке и обойтись без дорогостоящего оборудования.
Современный рынок насыщен множеством видов различного оборудования, предназначенного для заточки бурового инструмента.При его использовании не требуется специальных навыков и подготовки. Например, к таким устройствам можно отнести промышленные устройства RISS 8100V, которые имеют высокую стоимость. В целях экономии можно сделать инструмент для заточки сверла по металлу своими руками.
Специфика работы устройства
В быту электродрелью и шуруповертом часто используется для сверления различных материалов из дерева, бетона, металла и керамики. Многие пользователи такого оборудования неоднократно сталкивались с проблемой, вызывающей затупление рабочей части бурового инструмента в процессе эксплуатации.
При работе с металлом может происходить сильный нагрев режущей части сверла, что приводит к быстрому износу и дальнейшей непригодности. Чтобы этого не произошло, необходимо периодически проверять геометрические нормы режущей части и по возможности затачивать до требуемых параметров. Для сверления металлов, как правило, используются спиральные сверла. Дополнительный осмотр инструмента перед выполнением работ продлевает срок его службы.
При работе с деревом режущая часть практически не изнашивается, а сверла по бетону снабжены прочными пластинами победы, которые не нуждаются в заточке и используются до полного износа.
Инструменты для заточки сверл
Как на промышленном устройстве, так и на самодельном станке для заточки сверл рекомендуется использовать специальный шаблон, необходимый для соответствия требованиям к инструменту. Использование шаблона дает возможность установить необходимый угол режущей части сверла, что обеспечивает высокую точность при работе. Во время сверлильных работ необходимо индивидуально подбирать угол заточки инструмента в зависимости от используемых материалов.
При работе с металлами справочные данные могут использоваться для предоставления информации о требуемых скоростях при установке угла заточки. Параметры угла заточки сверл по металлу:
- Сталь, чугун и твердая бронза – 116-118;
- Латунь, мягкая бронза – от 120 до 130;
- Медь – 125;
- Алюминий – 140.
В простой точилке для сверл можно использовать втулку с внутренним диаметром, который должен совпадать с поперечным сечением сверла и закрепляться на жестком основании под нужным углом. Втулка подбирается с высокой точностью. – так, чтобы ее внутренний диаметр совпадал с поперечным сечением затачиваемого инструмента.Следует категорически избегать слабой фиксации: это резко снижает качество заточки.
Можно использовать деревянный брусок, в котором необходимо просверлить отверстия разного диаметра, что сделает устройство универсальным.
Важным узлом является наручник, выполняющий следующие функции:
- обеспечивает правильную фиксацию обрабатываемого объекта и его движение относительно шлифовального круга;
- – отличный фокус во время шлифовальных работ.
Чертежи заточки сверл могут быть очень полезны при сборке.Их можно найти в различных источниках информации. Изучая принцип работы таких конструкций, вы можете разработать свой вариант, который может отличаться от базового по своим индивидуальным характеристикам.
При работе с заточными приспособлениями необходимо соблюдать следующие правила:
- Обрабатываемый инструмент во время работы должен быть надежно закреплен, что не позволяет ему вращаться вокруг своей оси;
- По окончании работ по заточке необходимо дать сверлу остыть, а затем измерить его углы с помощью шаблона.Рабочие поверхности режущих частей не должны отличаться друг от друга.
Даже при правильном подборе углов и совпадении их симметрии может возникнуть сильное биение из-за разницы в длине режущих кромок, что чревато поломкой сверла. При несимметричности режущих частей процесс сверления замедляется и режущая часть инструмента перегревается. Это делает отверстие проколотым и увеличенным.
Насадка-отвертка
Для заточки сверл можно использовать традиционные приспособления: точилку, электродрель или шуруповерт, с добавлением к ним дополнительных модификаций.
В продаже имеется готовая промышленная насадка для шуруповерта и электродрели, которая используется как мини-точилка и позволяет точить под разными углами.
Для заточки режущей части инструмента на самодельном приспособлении необходимо соблюдение ряда условий:
Наждачные круги используются для заточки сверл и сверл. Самым распространенным в бытовых условиях является круг из белого корунда, предназначенный для заточки лопат, топоров, ножей, мотыг и другой домашней утвари.
№
Для твердосплавных сверл по бетону используются абразивные круги с маркировкой 64C. Рекомендуется использовать размер зерна шлифовального круга 25H. При быстрой заточке используйте класс диска от 8H до 16H. При работе с наждаком из карбида кремния рабочая поверхность сверла нагревается до высоких температур, поэтому рекомендуется охлаждать металл водой с содой.
Сверло, пожалуй, одно из самых распространенных как в быту, так и при производстве устройств для механической обработки материалов, позволяющее быстро и точно проделать отверстие в поверхности с самой разной структурой.Будь то ручная скоба, электрическая дрель или большой радиально-сверлильный станок, все они используют сверло в качестве режущего инструмента. Это закаленный пруток из твердосплавного металла различного диаметра, с хвостовиком и рабочей частью в виде двух и более режущих кромок, которые при вращении удаляют материал.
Уголок сверла: индивидуальный подход к каждому материалу
В зависимости от типа поверхности, требований к качеству обработки и ряда других условий он может иметь самый разный внешний вид.Наиболее распространен вариант, когда его рабочая часть состоит из двух закрученных по спирали режущих кромок, образующих на конце сверла конус, высота которого определяет угол заточки сверла. Его величина зависит от твердости обрабатываемого материала и для каждого материала может иметь свои значения:
- углеродистых сталей, чугуна и твердых бронзовых сплавов – от 116º до 118º;
- бронза мягкая и медь – от 120º до 130º;
- алюминиевые и деревянные поверхности – 140º;
- полимеры и пластмассы – от 90º до 100º.
Условия для длительного и активного срока службы сверла
Если исключить бездумный (или безнадежный) вариант использования сверла без победной пайки для работы по бетону или камню (когда инструмент выходит из строя буквально за минуту), то наиболее активно тупые режущие кромки при сверлении твердых металлов. Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также от скорости вращения, силы подачи и наличия охлаждения режущего инструмента.Определить момент ухудшения режущих качеств сверла чрезвычайно просто по характерному резкому свисту и необходимости большего давления на сверло. В результате сверло очень быстро нагревается, время сверления значительно увеличивается при одновременном снижении качества получаемого отверстия, и сверло необходимо заменить, чтобы продолжить нормальную работу.
Лучше потерять час, а потом сверлить за пять минут
Поскольку сверла считаются расходными материалами и относительно недороги при небольших размерах, многие их просто выбрасывают, заменяя новыми.Однако такой подход может быть оправдан только небольшим объемом работ, невысокой стоимостью детали и близостью строительного магазина. Намного экономичнее и быстрее заточить сверло по металлу своими руками. Устройств для этой операции очень много, и, как правило, цена такого оборудования напрямую зависит от скорости, универсальности и качества обработки режущего инструмента.
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, приоритет для конкретного диаметра сверла и структуры обрабатываемой поверхности.Для получения необходимой формы соответственно используются разные методы заточки режущей кромки. Различают одноплоскостной, конический, двухплоскостной, винтовой и цилиндрический типы заточки. В домашних условиях чаще всего применяют первые два метода как самые простые, а сверла диаметром до трех миллиметров затачивают в одной плоскости, обеспечивая тридцатиградусный наклон заднего угла. Недостатком в данном случае является большая вероятность разрушения рабочей части лезвия из-за ее утонения, поэтому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя угол на их вершине в пределах диапазон 118-120º.
Способы достижения желаемого качества заточки
В принципе, при наличии определенных навыков заточку можно проводить без вспомогательного инструмента. Главное в этом случае – соблюдение необходимого угла обработки, а также равной длины рабочей поверхности режущих кромок и их симметричного наклона относительно оси сверла. Однако на практике добиться этого не так-то просто, достаточно совсем небольшой погрешности по любому из перечисленных показателей, и ваша дрель не будет работать должным образом.Использование специальных приспособлений упрощает процесс, но согласитесь, что приобретать дорогой станок, чтобы привести в порядок пару сверл по металлу, нецелесообразно. К тому же самодельная точилка для сверл поможет справиться с этой задачей хоть и с меньшим комфортом, но тоже неплохо.
При всем разнообразии вариантов исполнения принцип работы всех устройств этого типа основан на формировании жесткого шаблона или направляющей, по которой заточенный инструмент подается на наждачный круг в определенной плоскости.
Гайка, винт, направление – вот и все приспособление
Пожалуй, одним из самых быстрых и доступных вариантов было бы сделать заточку сверл из гайки. Его шесть кромок образуют угол 120º на смежных плоскостях и могут служить отличным шаблоном для установки желаемого угла заточки режущей кромки сверла. Процедура изготовления такого устройства довольно проста и не занимает много времени. Гайка зажимается плоской стороной вверх в тисках и с помощью угловой шлифовальной машины (болгарки) выполняются продольные надрезы по линии, соединяющей противоположные углы шестигранника.На одной стороне фурнитуры можно сделать шесть пазов (по количеству вершин), образовав таким образом три направляющие.
Размер гайки, а также ширина и глубина направляющей выемки выбираются исходя из диаметра заточенного сверла. После этого вся внешняя поверхность этого нехитрого приспособления тщательно обрабатывается наждачной бумагой или напильником для удаления заусенцев.
Вот собственно и все, простейший инструмент для заточки сверл своими руками готов.Теперь требующее заточки сверло помещается внутрь направляющей (между двумя противоположными углами) так, чтобы обрабатываемая кромка немного выступала за вершину шестиугольника. Устройство зажимают в тисках, плотно фиксируя сверло в пазу гайки острием вверх, и тем же болгаркой аккуратно обтачивают выступающую режущую кромку, используя боковые поверхности метизов в качестве направляющих, образуя угол заточки. 120 °.
При необходимости сверло в пазу можно зафиксировать хомутом, а вместо угловых шлифмашин использовать наждачный круг.
Фурнитуры никогда не бывает слишком много: модернизация гаечного инструмента
Эту конструкцию можно немного улучшить, сделав более глубокие (в зависимости от диаметра заточенного сверла) V-образные прорези в противоположных вершинах и приварив к ним гайку меньшего размера. сторона приспособления. Сверло в этом случае может быть закреплено зажимным винтом, вкрученным в приваренную сверху гайку.
В результате отпадает необходимость в использовании тисков и зажима (главное не зажимать винт, чтобы не погнуть сверло).Такое устройство позволяет успешно справиться с заточкой сверл даже небольшого диаметра (до трех миллиметров), когда поддерживать и контролировать угол заточки без специальных инструментов практически невозможно.
Направляющие для заточки сверл по дереву
Теперь давайте разберемся, как сделать инструмент для заточки сверл из прутков или толстой фанеры. Конструкция представляет собой деревянную рейку, жестко прикрепленную к основанию. Базовая часть устройства изготовлена из плоской прямоугольной доски (толстой фанеры) с прямоугольным вырезом на одной стороне, обеспечивающим доступ к боковой поверхности наждачного круга.Затем из фанеры изготавливается вагонка в виде прямоугольного треугольника или трапеции с боковым наклоном в основании 60º (сверху – 30º), что гарантирует угол заточки 120º. Размеры направляющей должны обеспечивать свободное размещение по ней заточенного сверла как по длине, так и по высоте.
Готовая площадка крепится саморезами к дальнему краю основной доски острым углом в сторону наждачного круга. Заточка сверл по металлу устройством такого типа требует его точной фиксации по внешней (широкой) поверхности абразива.Каждая режущая кромка формируется отдельно, путем плавного вращения сверла против вращения круга, затем та же процедура повторяется для другой стороны, достигая идеального баланса. При частом использовании на круге может произойти износ, и вам придется либо перемещать инструмент по наждаку, либо заменять абразив. Этот способ хорош тем, что позволяет легко получить необходимый наклон режущей кромки, быстро сменив верхнюю направляющую на требуемый размер.
Использование направляющих втулок для заточки
Еще один вариант обработки сверл, активно практикуемый в домашних условиях, – деревянная вертикальная стойка с полыми металлическими втулками различного диаметра, которые помещаются в планку под необходимым для заточки углом.В результате обработки на задней части режущих кромок образуется конус, но без правильного заданного угла.
Профессиональные решения: отличный результат за небольшие деньги
Все самодельные устройства дают приемлемые, но, увы, несовершенные результаты. Даже без учета большой вероятности ошибки при самостоятельном изготовлении приспособлений для заточки все же существует ряд параметров, несоблюдение которых приводит к быстрому выходу сверл из строя. Вот почему крупные производители разрабатывают сложные устройства и даже машины для приведения режущих инструментов в рабочее состояние.
Одним из таких механизмов является заточка сверла, позволяющая вернуть остроту спиральным сверлам по металлу диаметром от трех до девятнадцати миллиметров. Устройство легко справляется с задачей формирования режущей кромки любого наклона, имея при этом шкалу со стандартными углами заточки (98, 118, 136 и 176 градусов, а также для зенковки). Безупречное качество заточки обеспечивается точным позиционированием сверла с помощью зажимных винтов.Пятка (задний угол режущей поверхности) образуется за счет небольшого осевого наклона, который задает дуговое движение сверла во время обработки.
Инструмент для заточки сверл своими руками понадобится домашнему мастеру при периодическом выполнении сверления с сохранением определенной точности по диаметру, жесткой привязкой размеров по осям отверстий.
Станок для заточки – купить или сделать?
Сделай сам. Покупка оборудования сэкономит время.Но очень много вопросов по совмещению и установке дополнительных устройств. Экономные китайские умельцы используют на бытовой технике неремонтопригодные корпуса и заборы из непрочных банок.
Станок для заточки сверл своими руками начнем с подбора двигателя. Попробуйте достать электродвигатель мощностью 0,5–08 кВт. Значение мощности приблизительное. Сверла до Ø 20 не создают больших нагрузок при заточке. Мы даже можем применить тихоходный мотор 60-х годов: долговечность гарантирована – тогда они делали это веками.
Смущает вес? С другой стороны, верстак и кронштейн, если они установлены на стене, будут чувствовать меньшую вибрацию. Не гонитесь за оборотами. Заточка твердосплавных сверл требуется редко, а обычные из сплава П6М5 и ему подобных точно не пригорят на камне с оборотом менее 900 оборотов.
Требования к устройству для заточки сверл:
- Точная центровка вала двигателя без радиального биения.
- Возможность установки дополнительной защитной крышки.
- Предусмотрена установка несъемного массивного основания для крепления двигателя, дополнительных принадлежностей.
- Установка рукоятки с регулировкой по высоте, изменением угла расположения в горизонтальной плоскости, регулировкой зазора камнем.
- Обязательно установите навесную защитную сетку из небьющегося прозрачного материала.
Собираем станок для заточки сверл своими руками
Критически относитесь к высказываниям: «Собрана наждак из отходов, которые лежали в гараже под ногами.«Мы закажем профессиональному токарю универсальную втулку с посадкой под шлифовальный круг Ø 32. Деталь будет из легированной стали.
Прецизионная скользящая посадка устранит любое новое биение абразива. Мы не ставим ключ . Винт M4 с пиленной головкой войдет в шпоночную канавку через резьбовое отверстие во втулке. Надежность крепления проверена.
Резьба для фиксации камня левая, самозатягивающаяся. Опорный фланец со стороны двигателя и давление Доступны шайбы Ø 50–60 мм.В целях безопасности с обеих сторон абразива кладут защитные накладки из паронита, пластика, березовой фанеры.
Вращение круга разрешено только сверху вниз относительно наручника.
Боковые поверхности наждачного круга не предназначены для обработки, истончение грозит поломкой круга.
Обработчик, помимо опорной функции, будет удерживать точилку сверла, горизонтальный бегунок – для устранения биений, выравнивание цилиндрической поверхности с помощью роликовой фрезы, угловые направляющие – для заточки ручного инструмента под нужным градусом.
При обилии режущего инструмента и многофункциональном использовании наждака целесообразно устанавливать кожух с откидной боковой крышкой: установка чашки потребует большей ширины, смена шлифовальных кругов другого размера зерна и твердости не займет времени. .
Без точилки для сверл не обойтись
Обработка сталей, вязких материалов на большую глубину приводит к затуплению режущей кромки сверла. Снижается скорость резания, перегревается рабочая часть, нарушается удаление стружки.Поломка инструмента чаще возникает на выходе из детали.
Точилка полагается на опыт и твердость рук. Наша задача – научиться копировать заводскую заточку сверла на простом оборудовании. Удаление затылка – простая наука. Мы начнем восстанавливать способность резания, продублировав плоскость режущей кромки.
Самодельная точилка для сверл должна быть простой и удобной в использовании. Предпосылки для оборудования для заточки:
- Сохранение ориентации сверла с коррекцией свободного положения.
- Произвольное изменение угла пространственного положения инструмента.
- Простота установки и демонтажа конструкции.
- Безопасность использования.
Устройство для заточки своими руками
Устройство можно повернуть на 90 0 только на себя. По отношению к оси встречного абразивного цилиндра отрицательный угол направляющей пластины недопустим. Платформа помощника действует как остановка для охраны.
Направляющая пластина выбирается из листовой стали толщиной 5–8 мм.По верхней плоскости вырезаем угловую проточку. На станке выполняется выемка, в которую будет опираться дрель.
Любительское выполнение подручным инструментом допустимо в случае замены материала на толстый текстолит. Тогда подойдет ручной маршрутизатор. Требуется образец без отклонения глубины и направления, иначе мы не добьемся точности операции по восстановлению режущей кромки сверла.
Удобство в том, что при продольном перемещении сверла по пазу площадь опоры увеличивается за счет контакта ладоней с направляющей пластиной.Проворачивание сверла в контакте с точилкой не грозит произвольным изменением угла заточки.
На опорной плите находится втулка. Обычно это кусок трубы. После сварки внутренний диаметр калибруется разверткой. Подбираем кронштейн и болт по размеру трубки. Закажем отшлифовать 2 гайки с цилиндрической поверхностью со свободным заходом в трубку.
Обследование и самоконтроль
Крепим скобу в последнюю очередь.Его положение будет определять функциональные возможности устройства для заточки спиральных сверл. Пришло время сделать пробную заточку. Касаясь абразива над центром оси шлифовального круга, поправляем режущую часть, подъем за счет шарнира – обрабатываем затылок.
Типичные ошибки при заточке:
- Биение сверла из-за разницы в длине режущей кромки.
- Асимметричные режущие кромки.
В первом случае из-за смещения оси сверла попасть в точку пробивки становится сложнее.Диаметр отверстия будет больше диаметра сверла. Тонкое сверло сломается. Неровность режущих кромок приводит к преждевременному износу задействованной кромки при замедлении работы.
Как правильно затачивать. Заказываем патрон токарного станка с внутренним конусом. Прикрепляем к стальному листу. Вставляем хвостовик в конус, риски оставляем на металле заплечиками боковых граней. Не совпало? Доработка до оптимума.
Видео: Точилка для сверл
Изготовление писцов по металлу.Инструмент для маркировки металла и дерева. Скребок по металлу, штангенциркуль, слесарный угольник. Вспомогательные инструменты для маркировки
Это перфоратор высокого напряжения! С помощью писака можно вырезать и нанести на металл различные изображения или надписи. Конструктивно инструмент прост, и для его изготовления своими руками не нужны станки, редкие или дорогие материалы. Это устройство прекрасно работает от USB-порта компьютера.
Все необходимые детали для писца продаются в этом китайском магазине.
А если нужна портативность, то можно подключить от обычного аккумулятора 3,7 В. Это устройство очень экономично, для работы ему нужно только электричество и никаких других затрат, таких как дрели и т. Д.
Для изготовления понадобится капельница, ее можно купить в любой аптеке за пару копеек. Более короткая игла будет служить электродом. Для соединения с корпусом надеваем на него трубку ПВХ. Обрезанный колпачок иглы обеспечит отличную защиту от случайного повреждения дуги.Сам кончик иглы должен выступать из колпачка максимум на пару миллиметров. Самый крутой вариант проводов для этого устройства – от обычных наушников. Они обладают хорошей изоляцией и довольно тонкие.
Припаивать провода к игле довольно сложно, и для этого мы советуем использовать SuperGlue. ПВХ – капельная трубка послужит отличным диэлектриком.
Так вот и USB коннектор приклеен. Также можно приклеить выключатель суперклеем. Провод можно закрепить изолентой и все будет нормально.Проводку, идущую к игольчатому электроду, необходимо припаять, а поверх нее надеть трубку из ПВХ. Собственно все! Сборка окончена и прибор полностью готов!
Как видите, скребок собирается очень быстро и легко! В этом приборе есть один очень важный нюанс – ЗАПРЕЩАЕТСЯ – повторять процесс самостоятельно тем, кто не знаком с правилами электробезопасности, не имеет опыта работы с высоким напряжением и не знаком с радиоэлектроникой!
Лучше всего заряжать такое устройство от адаптера питания USB.Если на USB-кабель попадет высоковольтный разряд, он немедленно повредит компьютер, и его придется выбросить. Такую дугу аппарат выдает от очень слабого блока питания 5В (вольт) и всего 500 мА, причем этот блок питания намного мощнее – те же 5В, но уже целых 2 ампера и разница в мощности очень заметна. Будьте осторожны – получить удар током можно, конечно, не смертельно, но болезненно.
На поверхность стола положите две толстые пластины из стекловолокна в качестве диэлектрика, поверх них – стальную пластину, на которой можно закрепить лист бумаги с помощью магнитов.Высоковольтная дуга способна легко перфорировать, то есть вырезать большое количество небольших отверстий, в любых пористых материалах, таких как бумага или картон. Таким образом можно очень быстро делать разные трафареты. Если вам нужно перенести какое-либо изображение на металл, это тоже несложно сделать с чертежа или распечатки. От воздействия высоковольтной дуги на металле образуются небольшие выбоины, которые формируют само изображение. Глубина таких насечек напрямую зависит от расстояния между электродом и пластиной, чем больше расстояние, тем больше дуга и сильнее удар!
основной -> -> Строим и изготавливаем -> Самодельный писец – столярная черта.
Scriber – инструмент для столярной разметки, заменивший линию.
Время не стоит на месте и вносит свои усовершенствования в столярные инструменты. При разметке линией самое сложное – обеспечить строго вертикальное положение маркировочных концов линии. Канадский изобретатель, один из авторов технологии «канадская рубка» Роберт Чемберс предложил инструмент для разметки, в котором вертикальность обеспечивается пузырьковыми уровнями. Он назвал его ChambersScriber.
Талантливый русский плотник Юрий Милих разработал собственную версию писака, который назвал Циркуль … По его мотивам был изготовлен мой самодельный продукт.
Основная причина самостоятельного изготовления – высокая стоимость этого инструмента (300 – 500 долларов США).
Для изготовления разметчика потребовался следующий инструмент:
1. Молоток,
2. Ножовка по металлу,
3. Тиски,
4. Шлифовальный станок с отрезными и шлифовальными дисками,
5. Сварочный трансформатор,
6. Сверло ,
7. Набор напильников – напильники,
8. Метчики и плашки диаметром 6, 8, 10мм,
9. Отвес (для регулировки вертикальности),
10.Уровень (для регулировки горизонтального положения).
Скрайбер полностью изготовлен из подручных материалов. Это обошлось мне в 2 доллара (цена гаек и шайб) и два дня потраченного впустую времени.
А теперь процесс изготовления в картинках.
Фото готовой конструкции. |
Проблема обычного карандаша в процессе маркировки – шлифование грифеля. Его надо постоянно шутить и выдвигать.Так как скрайбер был настроен на определенную длину карандаша, чтобы не ошибиться при его вытаскивании, был изготовлен специальный шаблон (одновременно отвертка и головка на 10мм). |
Писец – это необходимый инструмент для разметки, который можно использовать для рисования более тонкой линии, чем карандаш. Как только вы сделаете своего первого писца, вы увидите, насколько это просто, и сделаете еще несколько вещей.
Для этого вам понадобятся:
Станок токарный по дереву
– 3-х или 4-х кулачковый патрон
– сверлильный станок
– точилка
– стандартная пропановая горелка.
Большинство моих дьяволов имеют длину от 125 до 200 мм. А чтобы минимизировать объем работ по обработке металла, они могут изготавливаться из стандартных стальных и латунных прутков соответственно диаметром 5 и 12 мм. Ручки делаю из заготовки 025 мм, но иногда мне нужна ручка, затвердевающая, и делаю ее из заготовки 038 мм.
Я делаю острие дьявола из высокоуглеродистой инструментальной стали, закаленной в масле.
Сначала я отпилил кусок стального прутка ножовкой и зажал его в передней бабке токарного станка так, чтобы он выступал примерно на 12 мм.На самой маленькой скорости подпилить торец. Затем зажимаю центровочное сверло в задней бабке и, смазав конец прутка маслом, просверливаю его под центром задней бабки, которая будет поддерживать пруток при точении.
Затем для латунной втулки срезал штифт 012 и длиной 12 мм и зажал в патроне передней бабки. Чтобы на стыке с деревом получился плоский конец, заканчиваю напильником. Как и со сталью, я работаю на самой низкой скорости. Для смазки и охлаждения смазываю торец парой капель масла и просверливаю по оси штифта отверстие, равное диаметру стального наконечника.
После этого вынимаю штифт из картриджа, полностью обезжириваю его и стальное жало жидким растворителем и пропускаю штифт через втулку штифта. Со стороны рукояти я выпускаю жало так долго, что у меня получается стержень, который хорошо ложится в рукоять. С другой стороны (при центрирующем сверлении) острие нужной длины оставляю с небольшим припуском, который отпилил после наворачивания острия на конус. Затем обычным припоем труб с помощью пропановой горелки припаиваю наконечник к латунной втулке с обеих сторон.
Закрепляю латунную втулку в передней бабке, прижимаю центральный конец наконечника к задней бабке и подпиливаю припаянное соединение наконечник / втулка напильником. Стальное жало затачиваю персональным напильником и только на кончике, для опоры, оставляю цилиндрическую часть.
Для ручки я стараюсь выбирать древесину массивную, с интересным рисунком или цветом. В торцевой заготовке и по оси этого конца просверливаю отверстие глубиной равной длине хвостовика и примерно 0.На 8 мм больше его диаметра. Зазор защищен от приклеивания. Затем, обезжирив хвостовик и втулку растворителем, приклеиваю ручку к хвостовику эпоксидной смолой. Когда эпоксидка застынет, стачиваю ручку до окончательной формы.
Медленно стачиваю ручку. Полностью вырезав ручку, растираю ее и покрываю шеллаком, льняным или тунговым маслом. Закончив ручку, вынимаю скрайбер из патрона, зажимаю центральный конец наконечника в тисках и отпиливаю цилиндрический наконечник, выступающий за заостренную часть наконечника.
Последняя операция при изготовлении писца – термообработка и заточка кончика острия. Термическая обработка – это двухэтапный процесс, включающий закалку и отпуск. Я держу писец за ручку, касаясь кончика ручки одним пальцем, и вставляю кончик кончика (немного дальше от кончика) в кончик пламени. Как только кончик наконечника становится вишнево-красным, я быстро окунаю его в банку с моторным маслом. Охлаждение стали в масле быстро снижает температуру стали, делая ее очень твердой, но хрупкой – почти как стекло.Чтобы сталь была менее хрупкой, ее нужно «отпустить», а для этого снова нагреть и охладить.
Наконец, заточу жало на точильный камень. Это легко и просто сделать, как точить карандаш на ленточной шлифовальной машине.
Маркировка деталей – самая важная операция в производственной цепочке. В зависимости от требований к точности, читаемости линий на поверхности выбирается способ их нанесения. Карандаш, мел, маркер удобны в использовании. При разметке не нужно прилагать усилий.Однако во многих случаях эти методы недостаточно эффективны. Линии слишком широкие, легко удаляются во время работы и плохо видны во время обработки. Лучшим инструментом для качественной маркировки считается черчитель по металлу. Линии хорошо видны и не стираются. Тонкий контур позволяет изготавливать детали высокой точности.
Описание инструмента
На протяжении многих лет отечественные производители опираются в производстве на строгие правила, регламентированные законодательными актами.Так писец для маркировки металла по ГОСТ 24473-80 должен соответствовать размерам и характеристикам, указанным в документе. Допущены к производству следующие виды инструмента:
- односторонний;
- двусторонний;
- односторонний с ручкой;
- двусторонний с ручкой.
Обсуждался и материал изготовления. Разметка может быть выполнена из твердой углеродистой стали или с твердосплавным наконечником. В качестве режущего элемента иногда использовались сменные иглы.Инструмент изготовлен из стали марок У10, У12. У этих моделей есть свои плюсы и минусы. К недостаткам можно отнести быстрый износ жала. Преимущество – возможность заточки инструмента на любом абразивном оборудовании. К тому же стальной образец дешевый. Металлический писец с победным наконечником будет стоить дороже.
Срок службы увеличен в разы, не боится накипи, пыли, грязи на поверхности. Для заточки требуется специальный алмазный круг.
Скачать ГОСТ 24473-80
Изготовление своими руками
Домашний умелец не ограничен жесткими производственными регламентами и требованиями.Он имеет право изготовить себе писец по металлу из желаемого материала, желаемого размера, формы. Опытные мастера даже на крупных предприятиях, где есть возможность использовать заводское изделие, считают, что лучше ручная модель. Самодельный писчик учитывает индивидуальные особенности сотрудника, особенности выполнения операций. С удобной рукояткой работать удобнее, так как при разметке часто требуется значительное усилие.
Решив, что инструмент необходим, возникает вопрос – из чего сделать писца слесаря, чтобы он был удобен и прослужил долго?
Вариантов много, например:
- Слесарные инструменты: напильник, метчик, сверла из инструментальной стали, стержень.
- Деталь из высокопрочного сплава: клапаны, стержни, иглы, спицы.
- Сверла, сверла с победной пайкой.
Технологии домашнего производства требуют наличия необходимых инструментов и рабочих навыков. Решать, как сделать писец своими руками в этом случае – это выбор мастера. Среди наиболее популярных методов можно выделить следующие:
- заточка удобной детали по чертежам;
- изготовление держателя для писца со сменными иглами;
- сварная конструкция ручки и режущей кромки.
При работе абразивным инструментом помните, что перегрев заготовки недопустим. Появление накипи на поверхности – брак. В этом случае следует удалить минимум 0,5 мм металла. Используются охлаждающие жидкости и щадящий режим обработки.
Хорошим решением для изготовления писцов своими руками будет использование швейных игл. Для их изготовления берется высокопрочная углеродистая сталь. Сделав ручку, можно из дерева или других материалов вставить зажимной механизм для иглы.Предварительно его укорачивают до нужного размера. Использовать швейные иглы еще проще, сняв стержень с неисправной машины.
Совершенно иной, современный подход к решению проблемы предлагают подкованные мастера. Набор электронных писцов можно приобрести в Интернете. Работает по принципу дуговой гравировки. Для реализации идеи необходимо знать принципы электротехники, навыки работы с приборами. Несмотря на то, что напряжение питания низкое, даже компьютерный USB-кабель будет работать, следует соблюдать меры безопасности.
Алмазный круг необходим для изготовления резца с твердосплавными напайками. Обычный абразив с задачей не справится, его можно только испортить. При заточке инструмент не боится перегрева, но температуру все же следует держать под контролем. Обычно фиксированный припой превосходит латунный припой, который может плавиться. Целесообразно воспользоваться услугами специалистов по заточке. В домашних условиях писец с твердосплавным наконечником может прослужить долгие годы после одной заточки.
Какой бы метод изготовления ни выбрал домашний мастер, он должен понимать, что работа стоит затраченных усилий.Разметка на металле с помощью сантехнического писца лучше, точнее, чем аналогичная процедура с использованием маркера, карандаша или мела.
Коса своими руками (чертежи) – клепка и заточка | Своими руками
Для наведения порядка на сайте сейчас продается очень много всевозможных устройств. Прогресс – что сказать. И это хорошо, но есть мнение, что одной техникой не насытишься. Что еще нужно?
Хочу напомнить дорогим читателям о простой ручной косе, которой наши деды и прадеды веками собирали сено и просто косили траву.
Очень шумно все эти современные мотоциклы и триммеры! Да и таскать их, особенно в жару, удовольствие сомнительное. Кроме того, они не особенно любят густую жесткую траву. Ручная косая работа намного приятнее и спортивнее (представьте: трели утреннего соловья, мокрый покос, ряды скошенной травы, тишина), конечно, при условии, что она правильно настроена. Об этом и поговорим.
Литовка (так ее называют потому, что ее больше всего производили в XNUMX веке в Вильно) состоит из косовошки (косы), ручки-держателя (ее еще называют «балкой» за внешнее сходство с луком), лезвие косы и система ее креплений: клин и металлическое кольцо.
Ссылка по теме: Обычная коса – и ей тоже нужно уметь пользоваться!
Делаем пропил своими руками
Косовище мастерит обычно из стройной елки, чуть длиннее моего роста.
Почему это дерево? Да потому что у него почти всегда прямой ствол, а гибкость разная. На рабочем конце утолщенного противопожарного материала делаю наклонный надрез с углублением под шип тесьмы (рис.1).
Шип – это конечность на пятке лезвия. Здесь необходимо учитывать то, что металлическое кольцо крепления тесьмы необходимо подбирать по диаметру до конца тесьмы, клина и по ширине пятки клинка. Это кольцо обычно вырезают из трубы подходящего диаметра.
Лучок-перо гну из гибких пород дерева: черемухи, ивы или свежесрезанной дубовой ветки. После того, как сниму кору с выбранной заготовки, окунаю ее на пару часов в кипяток, куда добавляю немного нашатырного спирта и хозяйственного мыла.Все эти хитрости необходимы для того, чтобы заготовка была более эластичной, тогда ее не только будет легче и удобнее гнуть, но и она станет лучше держать форму.
Затем я вырезал на нем подушечку (рис. 2) – это место, где луч ручки будет окружать файл и сжимать его. Чтобы она плотнее прилегала, внутри посередине вырезаю узкую узкую бороздку, которая помогает равномерно изгибать заготовку. Кстати, глубина выреза 5-6 мм. Еще раз опускаю заготовку в кипящую воду, а затем в распаренном виде сгибаю ее по леске в нужном месте, обматываю шпагатом и оставляю сохнуть (рис.3).
Перемещая впоследствии ручку-луч на повязке, я могу подогнать косу под свой рост. Посадка косы на кожух (рисунок 4) производится так, чтобы радиус R1 был равен Ro, тогда захват косы будет нулевым, и можно будет регулировать его положением рук и туловища. Посадка тесьмы на рулон регулируется изначально на этапе протыкания отверстий под загиб-шипик на пятке тесьмы.
Лучше всего это сделать, положив повязку и тесьму на землю.Не промахнуться с настройкой.
Читайте также: Косилка, электродвигатель блок, мельница болгарка своими руками – чертежи
Как приклепать тесьму
Ну а дальше настает черед самой ответственной операции – клепать тесьму своими руками. Почему это сделано? Сначала вытягивается и выравнивается режущая кромка лезвия. Во-вторых, закалка, производимая молотком, значительно улучшает физические свойства металла, делая его более твердым и острым.И в-третьих, благодаря клепке коса держится дольше. Желательно наклепать на железную «бабку» шириной до 5 мм. Его можно сделать из старого напильника, вбив его в деревянную настилу (рис. 5).
Процесс клепки провожу следующим образом: ударяю по кромке лезвия узкой частью молотка, соблюдая расстояние от кромки не более 3-4 мм, чтобы не порвать режущую кромку и не погнуть косу себя с излишним рвением (такую испорченную косу в народе называют «лопухом»).Я всегда обрабатываю лезвие, начиная с пятки, и прохожу молотком до самого кончика. Повторяю процедуру трижды. Я никуда не тороплюсь, тщательно выбираю место и силу удара, контролируя резкость и ширину оттяжки, постоянно проверяя ровность лезвия. Обычно на то, чтобы все сделать, у меня уходит 30-45 минут.
Многие дачники, купив ручную косу и не удосужившись подробнее узнать, как ее подготовить к работе, очень быстро в ней разочаровываются.Я часто слышал от людей, что кошение таким орудием – настоящее наказание.
И не знают, бедняга, что даже точильный камень без клепки ничем не поможет! Также обрабатывает сам край лезвия, а если он сам по себе неровный, то вся эта работа зря.
Как правильно точить косу
Теперь об этом самом осле-баре.
Использую только мелкозернистые. При заточке считаю его ход так, чтобы он захватил только треть длины косы.
Итак, несколько движений в первой трети косы с одной стороны, затем с другой, затем то же самое во второй трети и в последней. За три комплекта точу всю косу. Перед тем, как заточить тесьму, я воткнул острым концом ботинка в землю и натер пучком травы из прилипшей травы и грязи, чтобы планка не соскользнула, иначе могу случайно порезать руку.
© Леонид Андарало Минск
ИНСТРУМЕНТЫ ДЛЯ МАСТЕРОВ И МАСТЕРОВ, ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВЫЕ.БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.Ниже другие записи по теме «Как сделать своими руками – домохозяину!»
Подписывайтесь на обновления в наших группах и делитесь.
Давай дружить!
Наконечники скамейки Алана – Академия ювелирных искусств Revere
Время от времени безель, на котором вы собирались удерживать камень, больше не подходит. Каким-то образом камень либо увеличивался, либо загадочным образом уменьшался безель. Ладно, есть вероятность, что вы просчитались.В любом случае, чтобы подрезать или очистить лицевую панель, нужен правильный инструмент. Часто файл не работает, а большинство цилиндрических заусенцев слишком тонкие и имеют тенденцию оставлять вертикальные линии, даже если плавно перемещать их по внутренней стороне лицевой панели.
В этом случае вы можете внести несколько простых изменений в два основных борфрезы, чтобы они адаптировались к этой специализированной задаче. Удалите часть бора и измените форму, осторожно поднося его к настольному шлифовальному станку. Начните со старого большого закрепочного бора. Эти боры обычно изнашиваются на коническом конце бора.Отшлифовка этой части превратит бор в большую цилиндрическую фрезу, идеально подходящую для открытия внутренней части лицевых панелей, вырезания внутренних отверстий и т.д. бур. Это идеально подходит для очень точной настройки основания на внутренней стороне лицевых панелей. Используйте бор максимально возможного диаметра для наиболее чистого и гладкого седла.
Еще несколько советов от Алана Ревера
Поиск потерянных предметов в ультразвуковом аппарате
Иногда в ультразвуковом аппарате что-то теряется; из корзины выпадает небольшой предмет, или камень выпадает из его оправы и т. д.Выловить его сложно, потому что он слишком мал, чтобы его можно было схватить пинцетом, а раствор слишком горячий, чтобы в него можно было положить руку. Попробуйте использовать кисть, чтобы подметать пол, пока не почувствуете его, а затем проведите ею по сторонам, пока не сможете схватить. Кстати, НИКОГДА не опускайте руку в вибрирующий ультразвуковой прибор. Это травмирует нервы !!!
Выбор правильного напильника
У большинства из нас есть ящик, полный незакрепленных надфилей, и очень сложно копаться, пока вы не найдете тот, который вам нужен.Вы можете сэкономить много времени, выйдя на улицу и купив несколько банок цветного лака для ногтей. Затем закажите свои файлы цветом; используйте красный для круглого, бирюзовый для треугольника, черный для плоского и т. д. Нанесите цвет полосами вокруг ручки, указывающими на разрез файла: 2 полосы для разреза №2, 4 полосы для разреза №4 и т. д.
Color Coding Припой
Когда вы впервые получаете новый кусок листового припоя, обозначьте его цветом. Используйте перманентные маркеры Sharpie®, чтобы полностью закрыть обе стороны: красный – для твердого, черный – для среднего и синий – для легкого.Затем, когда вы нарезаете кусочки, вы можете легко найти их, если они упадут в ваш лоток, а также определить их температуру плавления. Чернила бесследно исчезают при нагревании во время пайки. Сделайте это на всех своих припоях; цветная маркировка припоя проволоки и даже тюбиков с пастой припоя.
Как найти потерянный алмаз
Иногда алмаз падает на пол, и вы не можете его найти. В этом случае выключите свет и используйте фонарик, чтобы обнаружить его.
Стяжная проволока
* Всегда складывайте ее вдвое и скручивайте для дополнительной прочности и эластичности.
* Сделайте из него гнездо, чтобы приподнять пайку для более равномерного нагрева.
* Сделайте штатив из вязальной проволоки на трех ножках, чтобы обеспечить доступ к горелке снизу.
* Затяните вязальную проволоку в два этапа, чтобы не порвать ее: оторвав несколько миллиметров от работы, осторожно вытяните проволоку, затем, ослабляя давление, поверните, чтобы затянуть. При необходимости повторите.
Инструмент нужного размера
Общее правило – использовать самый большой инструмент из возможных для:
* файлов
* заусенцев
* шлифовальных палочек
* оправок
Безопасное хранение камней в ультразвуковом аппарате
Если у вас есть кусок с незакрепленными камнями, поместите его в пакет с застежкой-молнией, прежде чем поместить его в ультразвуковой сканер.