Заточка резцов для токарного станка по металлу: способы, советы
Заточка резцов по металлу для токарного станка – это необходимая процедура для эффективной и бесперебойной работы оборудования. Дело в том, что токарные резки используются активно, с их помощью производится обработка изделий и нарезание резьбы. Понятно, что от частого использования агрегаты тупятся, что приводит к получению худших по качеству образцов. Чтоб токарный станок по металлу выполнял операции правильно, активно продолжал использоваться весь срок службы, требуется периодически проводить заточку. Конечно, эта процедура инвариантна, подпирается не только в зависимости от вида станка и используемых агрегатов, но и целей и задач использования.
Из каких частей состоят резцы для токарных агрегатов?
Резцы любого механизма включают две детали. Первая — это стержень, он необходим для фиксации предмета в специальном держателе. Второй — это сама головка, которая приводится во вращательное движение. Передняя поверхность — это место, где происходит стружка детали и ее обработка. Задней поверхностью принято назвать обратную сторону от процесса. Именно к задней планке обращается изделие, которое в данный момент обрабатывают.
Задней поверхностью принято назвать обратную сторону от процесса. Именно к задней планке обращается изделие, которое в данный момент обрабатывают.
Пр помощи главной кромки — ржущей поверхности — происходит заточка инструментария и заготовок. Элемент располагается на пересечении передней и задней. Если основная передняя поверхность пересекается во вспомогательной и на месте устанавливается резец, то получается дополнительная кромка. С ее помощью проводят несколько другую обработку деталей механизма. Вершиной обозначают именно пресечение последней.
Углы механизма — это важнейшие характеристики, позволяющие выделить основные и вспомогательные компоненты узла токарного станка. Главные производят движение по плоскости, проекции основной на главную ось. Следует обратить внимание, что оси:
- основная накладывается на нижнюю часть механизма — параллельный ход подачи оборудования;
- резания является пересечением с основной, под некоторым углом к поверхности обработки.


В зависимости от пересечения осей выделяют появившиеся углы. Если они находятся между передней резца и основной, то это угол заострения. Ели между поверхностью обработки и задней основной, то задними главными. По аналогии с последним приведенным примером формируются передние главные, расположенные между подачей и проекцией режущей, площадью обработки и передней, проекций вспомогательной и основной.
Сумма углов заострения, задних главных и передних главных никогда не превышает 90 градусов.
Инструмент для заточки
Для абразивной заточки резца может быть использован заточной или токарный станок. Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для заточки токарных резцов широко применяются и алмазные круги, что обеспечивает высокую чистоту режущих поверхностей. В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ. Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм. При большем значении рекомендует предварительная заточка карборундовым кругом.
В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ. Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм. При большем значении рекомендует предварительная заточка карборундовым кругом.
Читать также: Подключение светодиодного светильника с тремя проводами
Как выбрать способ заточки в зависимости от вида резца?
Основная часть состоит их режущей части по металлу или дереву — конструктивное сходство. Присутствует крепление. Но контролируемое удаление части детали возможно различными способами, от этого зависит вид инструментария.
Вид резца определяется количеством поверхностей (можно быть две и более). Поверхностные характеристики определяются шириной лезвия и его формой, так же различаются вариации в зависимости от возможности регулировки (направление выбирается произвольно).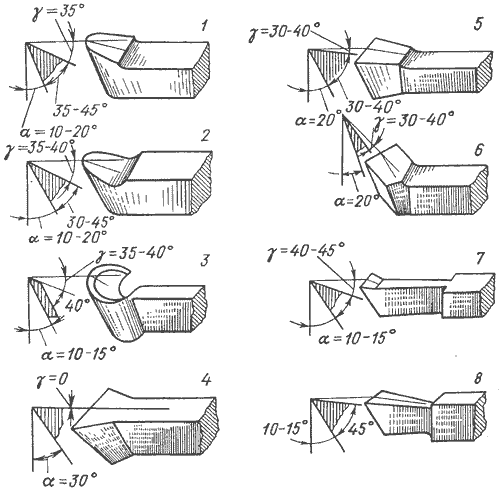 Кромка — неотъемлемая конструктивная особенность.
Кромка — неотъемлемая конструктивная особенность.
Выбор вида резца, то есть определенной модели с техническими характеристиками зависит от того, какой предстоит тип работ. Например, для простейшей обработки внешней формы деревянной детали понадобится один вариант, но для стандартизированной схемы изготовления резьбы по металлу — совершенно другой. Меняется не только вид резца, но и способ его заточки.
Плоские прямые
В зависимости от того, используется или металл, или дерево меняются особенности создания плоских прямых резцов. Основное предназначение — обработка поверхности. Но используются данные вариации для создания небольших несложных отверстии, выемок и пазов в изделиях. Плоские прямые резцы отличаются следующими характеристиками:
- возможность создания быстро прямоугольных отверстий;
- вариации ширины лезвия — от 4 до 40 миллиметров;
- вариации угла заточки — от 25 до 40 градусов.
Назначение резца, конструкция, виды
Для получения деталей из слитка металла при точении на токарном оборудовании используют специальный инструмент. Изготавливают из стали, причем твердость материала выше, чем этот показатель у обрабатываемой заготовки. Стержень-державка и рабочая головка, главные элементы конструкции резца из металла, за счет первого инструмент закрепляется на токарном станке.
Изготавливают из стали, причем твердость материала выше, чем этот показатель у обрабатываемой заготовки. Стержень-державка и рабочая головка, главные элементы конструкции резца из металла, за счет первого инструмент закрепляется на токарном станке.
Функция второй составляющей, заключается в срезании слоя поверхности металла при обработке. Стержень-державка или тело резца в сечении квадратной формы или прямоугольной. Основная режущая кромка рабочей головки в сечении фасонная (клин) иди прямая. Режущей части из металла при эксплуатации требуется регулярная заточка. В современных условиях существует достаточный выбор резцов.
Токарные резцы для обработки металла со сменными пластинами
Подбирая снасть, следует учесть такой показатель, как углы. Классификация видов выглядит следующим образом:
- проходные;
- отрезные;
- подрезные;
- расточной;
- фасонные;
- канавочные:
- фасочные;
- упорный;
Проходные, этим типом устройства обрабатывают цилиндрические болванки. Инструмент отрезного вида используют для обрезки прутков. Обрезка выполняется под заданным углом. Приспособление отрезного типа служит и для прорезания в них канавок различного назначения. Подрезные, данный тип приспособлений используют для торцевания болванок и уменьшения уступов. Расточной, это средство используют для обработки отверстий нужного диаметра в заготовках или деталях токарном станке.
Инструмент отрезного вида используют для обрезки прутков. Обрезка выполняется под заданным углом. Приспособление отрезного типа служит и для прорезания в них канавок различного назначения. Подрезные, данный тип приспособлений используют для торцевания болванок и уменьшения уступов. Расточной, это средство используют для обработки отверстий нужного диаметра в заготовках или деталях токарном станке.
Канавочный — назначение такого устройства состоит в формировании внутренних и наружных канавок на цилиндрической поверхности, выдерживая нужные углы. Иногда требуется функция отрезного типа, когда необходимо убрать часть металла заготовки. Резьбонарезные, этим устройством на токарных станках нарезают резьбу. Фасонный — предназначение этого резца состоит формировании выступов и канавок на обрабатываемой болванке, при это получаются углы с требуемыми параметрами.
Читать также: Как самому сделать съемник для пружин
Фасочные — этим устройством после заточки выполняют внутренние и наружные фаски на изделии. Упорный используют для точения деталей из металла с уступами небольших размеров. Для снижения вибрации при работе на токарном станке требуется выверять его положение. Упорный применяют для нежестких деталей.
Упорный используют для точения деталей из металла с уступами небольших размеров. Для снижения вибрации при работе на токарном станке требуется выверять его положение. Упорный применяют для нежестких деталей.
Виды резцов подразделяют еще по направлению обработки токарном оборудовании на левые и правые, по материалу, из которого они изготовлены, по способу присоединения режущей части к державке и другим параметрам.
Углы затачивания: типы и характеристики
Неправильная подборка углов затачивания определяет неэффективность процедуры. Если не осознать ошибку и продолжить действия, то резец повредится и придется покупать новый.
У резца есть несколько типов углов. Два главных, два вспомогательных и углы в проекции или плане. Определяются характеристики каждого в зависимости от показателей формы, качества обработки, типологии изделия, материала изготовления кромки и многих других параметров.
Главные углы
Главных угла два — передний и задний. Передний определяет качество работы и то, сколько получится стружки. При увеличении показателей градусов получается большая деформация изделия. Если увеличить показатели второго, то возрастает амплитуда колебаний, что влияет негативно на держатель.
При увеличении показателей градусов получается большая деформация изделия. Если увеличить показатели второго, то возрастает амплитуда колебаний, что влияет негативно на держатель.
Вспомогательные углы
Вспомогательные находятся на вспомогательной площадке. Главный вспомогательный — это между направлением и режущей кромкой. Второй вспомогательный представляет собой угол между отрезком прямой, которая ведется через вершину плана и пересекается в площадкой кромки.
Углы в плане
Углы в плане представлены главным, вспомогательным и тем, что находится у вершины. Главный — плоскость около проекции и главная линия. Вспомогательный — продолжение проекции по направлению работы. Находящийся у вершины — около плоскости с пересечением основной. При этом если показатели первого и второго не могут быть менее нуля, то насчет третьего это возможно. Минусовые значения достигаются в случае, если вершина находится на высшей точке проекции, в то время как максимум плюса будет при нахождении внизу.
Измерение углов резца
Измерение проводят при помощи настольного угломера, который состоит из основания, сектора измерений, перемещающегося шаблона и винта для фиксации. Измерение проводят по алгоритму:
- размещение на основании;
- соприкосновение кромки и плоскости;
- направление детали измерения параллельно кромке;
- пролегание шаблона к площадке.
Значение измеряют при помощи специальной линейки. Также используется нониус, который совмещают с боковой площадкой оборудования, Он показывает более точные измерения.
Приспособление для заточки токарных резцов
Мусаты
Мусаты — действенный и простой способ. Устройство представляет собой металлический стержень с рубчиком. При помощи рукоятки ведется обработка.
Точильные бруски
Бруски также ручной метод. Деталь прикладывается и с каждой стороны проводится от 10 раз. Требуется определенная сноровка.
Механические точилки
Автоматизированный метод. Потребуется выставить необходимые параметры и активно действовать инструментом в зависимости от нужных параметров.
Потребуется выставить необходимые параметры и активно действовать инструментом в зависимости от нужных параметров.
Электрические точилки
Удобны в использовании. Похожа на металлический брус с отверстиями разного размера.
Инструменты для токарного оборудования
Для того чтобы разбираться в правилах заточки резцов для токарных станков по металлу, недостаточно просто посмотреть обучающее видео. Необходимо иметь представление о том, как классифицируются такие инструменты. Самым главным параметром, по которому токарные резцы относят к различным видам, является тип обработки, выполняемой с их помощью. По этому признаку выделяют следующие виды токарных резцов.
Основные типы токарных резцов
Проходные
Такими резцами заготовки обрабатываются вдоль оси вращения.
Подрезные
Используя эти резцы на токарном станке, уменьшают уступы и выполняют торцевание заготовок.
Канавочные
Как следует из названия, ими формируют наружные и внутренние канавки на поверхностях цилиндрической формы. Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
Расточные
С помощью таких инструментов на станках выполняют обработку отверстий.
Резьбонарезные
Такие резцы специально предназначены для нарезания резьбы.
Фасонные
С помощью резцов этого вида на внешней стороне цилиндрических заготовок формируют фасонные выступы или канавки.
Фасочные
С помощью этих резцов на заготовках снимаются фаски.
Операции, проводимые резцами различного типа
Токарные резцы также подразделяются на виды в зависимости от того, в каком направлении с их помощью выполняется обработка заготовки. Так, среди них бывают правые (обработка выполняется по направлению к передней бабке) и левые (обработка по направлению к задней бабке).
Классифицируется токарный инструмент и по материалу изготовления, по способу соединения режущей части с державкой, а также по ряду других параметров.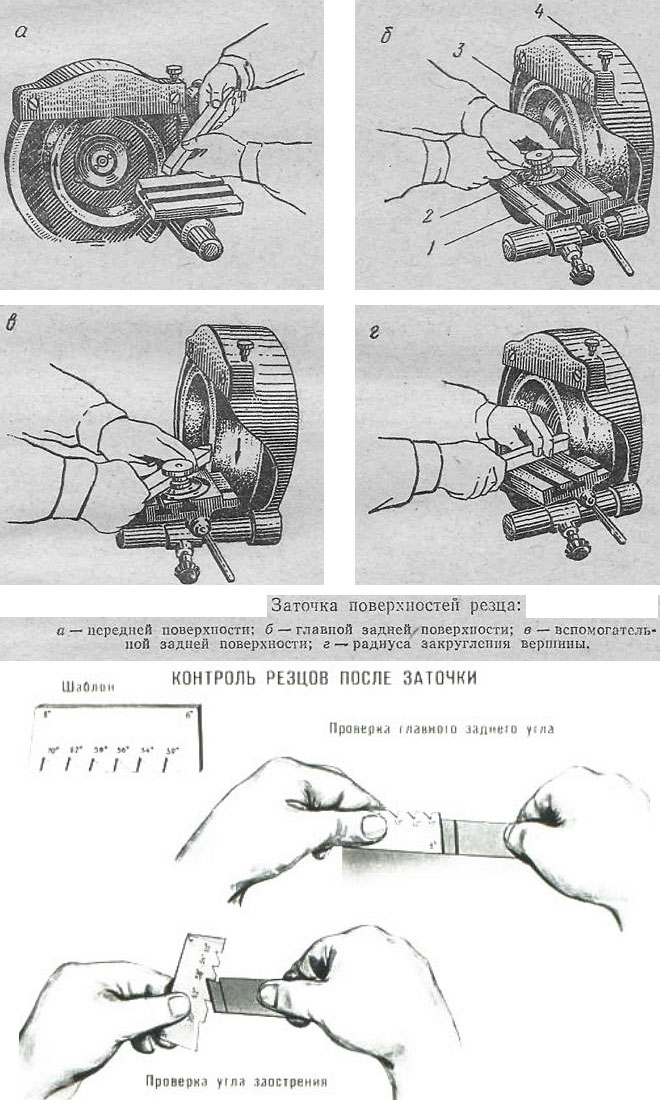
Описание техники заточки
Техника безопасности
Заточка проводится с соблюдением ТБ, Специалист надевает защитное оборудование для лица, перчатки. В зависимости от выбранной методики методы безопасности меняются. Прикасаться к устройству и образцу можно только после полного остывания.
Проведение доводки
Доводка долбежных инструментов проводится по выбранной методике. Использующийся ручные способы, автоматизированные станки. Следует понимать, что:
- резцы не погружают в воду — они ломаются;
- при доводке подается вода для охлаждения;
- сначала обрабатывают заднюю грань, а потом главную и вспомогательные;
Твердосплавные варианты доводят медными оселками (пропитывают карбидов бора). Другие виды доводят оселком, смоченным в керосине, с минимальной абразивностью.
Заточка токарного инструмента
Крупные машиностроительные предприятия, задействованные в сфере металлообработки по мере износа режущего инструмента, осуществляют его заточку. Стоит отметить, что происходит это централизованно на специальных заточных станках. Данная процедура крайне важна для производительной работы станочного оборудования. Однако на небольших предприятиях или в ремонтных мастерских, где нет возможности и необходимости содержать специальные заточные подразделения, заточку инструмента осуществляют самостоятельно. Заточку инструмента рекомендуется производить в отдельных помещениях оборудованных вытяжкой для удаления абразивных частиц образующихся в процессе выполнения данных работ.
Стоит отметить, что происходит это централизованно на специальных заточных станках. Данная процедура крайне важна для производительной работы станочного оборудования. Однако на небольших предприятиях или в ремонтных мастерских, где нет возможности и необходимости содержать специальные заточные подразделения, заточку инструмента осуществляют самостоятельно. Заточку инструмента рекомендуется производить в отдельных помещениях оборудованных вытяжкой для удаления абразивных частиц образующихся в процессе выполнения данных работ.
При ручной заточке инструментов используют специально предназначенные для этого точильно-шлифовальные станки. Обычно их оснащают подручниками для установки резцов, требующих заточки, или же поворотным столиком. В процессе ручного затачивания, резец опирается на станочный упор, а обрабатываемая поверхность прижимается к шлифовальному кругу.
Качество выполнения заточки инструмента напрямую зависит от технологических характеристик шлифовального круга и, конечно же, от квалификации рабочего.
Правилом хорошего тона считается перемещение резца по подручнику или столику относительно затачивающей (рабочей) поверхности круга, для его равномерного изнашивания.
Токарные резцы в зависимости от их конструкции и степени износа обычно затачивают по передней, задней либо по обеим поверхностям.
Так, стандартные виды резцов из быстрорежущей стали или оснащенные твердосплавным материалом чаще затачивают по всем рабочим поверхностям. Если передняя часть резца в результате обработки изношена незначительно, то заточка проходит исключительно по задней поверхности.
При заточке инструмента стоит учитывать тот факт, что чрезмерное усилие прижатия режущего инструмента к точильному кругу, может спровоцировать возникновение нежелательных трещин и прижогов.
При заточке инструмента ему нужно давать возможность остыть, причём стоит избегать резкого охлаждения, погружая его в воду тем местом, которое затачивается.
Неплохим способом охлаждения будет заточка нескольких инструментов сразу. При этом каждый инструмент затачивается до незначительного разогрева, после чего кладется на массивную металлическую плиту, где он медленно отдаёт тепло, а в это время берётся следующий инструмент и так далее.
При этом каждый инструмент затачивается до незначительного разогрева, после чего кладется на массивную металлическую плиту, где он медленно отдаёт тепло, а в это время берётся следующий инструмент и так далее.
При заточке свёрл следует помнить, что углы φ, образующиеся между режущей кромкой и осью вращения инструмента должны быть одинаковы для каждого зуба. Не маловажным здесь будет и равенство геометрических параметров задних поверхностей, которые рекомендуется затачивать, предавая последним криволинейную форму. Для чего сверло прижимают к абразивному точильному кругу и одновременно поворачивают.
Поперечная кромка сверла имеет отрицательные передние углы и не участвует в резке металла, соскабливая его. С целью снижения сопротивления движению подачи для сверл диаметром более 15 миллиметров поперечную кромку подтачивают на шлифовальном круге малого диаметра.
Обычно свёрла затачиваются вручную, но если требуется, наиболее точная и производительная заточка сверл, то их отдают в специализированные заводские отделения, где имеются соответствующие заточные станки.
Важно понимать, что заточенная поверхность сверла из инструментальной стали не должна иметь трещин и прижогов. Как и в случае с резцами, затачивание требует максимальной концентрации внимания и высококвалифицированного подхода.
Столь ответственная и травмоопасная процедура как заточка инструмента должна производиться в точном соответствии с основополагающими принципами, а именно:
• В первую очередь, работник должен убедиться в полной исправности заточного станка. Проверить механизмы и устройства, в том числе шлифовальные круги и кожухи.
• Зазор между подручником (или поворотным столиком) должен составлять не более 3 миллиметров.
• Подручник (поворотный столик) устанавливают по высоте таким образом, чтобы точка соприкосновения обрабатываемой поверхности режущего инструмента с поверхностью точильного круга находилась либо на уровне оси шпинделя, либо чуть выше, при этом, не превышая 10 миллиметров.
• Угол раскрытия кожуха точильно-шлифовального станка не должен превосходить 90°. При этом обязательно нужно учитывать, что угол раскрытия по отношению к горизонтальной линии должен составить не более
При этом обязательно нужно учитывать, что угол раскрытия по отношению к горизонтальной линии должен составить не более 65°.
• Направление вращения круга должно соответствовать тому, чтобы затачиваемый инструмент прижимался к подручнику (поворотному столику), а искры летели строго вниз.
Кроме того, техника безопасности подразумевает обязательное использование защитных очков или опускание защитного экрана станка при выполнении работ по заточке.
Учебники по заточке и токарной обработке | Картер и сын Инструментальный завод
Учебник по методу быстрой заточки
Как заточить долото в чаше и исправить 4 распространенные ошибки
Подробное руководство по заточке
Ваша лучшая токарная обработка начинается у шлифовального станка. Острые, как бритва, инструменты не только безопаснее — они обеспечивают более гладкие разрезы и упрощают обучение. И, как и в случае любого другого навыка, каждый мастер заточки начинал как новичок. Используйте приведенные выше видеоролики и следующую информацию, чтобы отточить (каламбур!) свои навыки. И звоните нам в любое время!
И, как и в случае любого другого навыка, каждый мастер заточки начинал как новичок. Используйте приведенные выше видеоролики и следующую информацию, чтобы отточить (каламбур!) свои навыки. И звоните нам в любое время!
Оборудование Для заточки инструментов из быстрорежущей стали мы предлагаем медленно вращающуюся шлифовальную машину, инструменты Raptor Set Up, зажимное приспособление Wolverine и Oneway Varigrind. Хотя эти приспособления и инструменты не требуются, они помогут вам каждый раз получать одну и ту же геометрию заточки.
Колеса CBN В нашем магазине мы используем колеса CBN. Существует множество видео и статей об этих колесах и их конкретных преимуществах. Если вы хотите инвестировать в оборудование для заточки, круги CBN — отличное место для начала. Мы рекомендуем зернистость 320 или выше. Чем выше вы поднимаетесь (до зернистости 400 или 600), тем тоньше будет ваша кромка. Пожалуйста, позвоните нам для получения дополнительных рекомендаций по колесам CBN.
Вопросы? Позвоните нам, будем рады помочь. Мы доступны с понедельника по субботу с 8:00 до 17:00. по телефону 206-878-7672 или посетите нашу контактную страницу, чтобы отправить нам сообщение в любое время.
Ваша лучшая токарная обработка начинается у шлифовального станка.
Острые, как бритва, инструменты не только безопаснее — они обеспечивают более гладкие разрезы и упрощают обучение. Как и в случае с любым другим мастерством, каждый мастер по заточке начинал как новичок. Используйте приведенные выше видеоролики и следующую информацию, чтобы отточить (каламбур!) свои навыки. И звоните нам в любое время!Оборудование
Для заточки инструментов из быстрорежущей стали мы предлагаем медленно вращающуюся шлифовальную машину, инструменты Raptor Set Up, приспособление Wolverine и Oneway Varigrind. Хотя эти приспособления и инструменты не требуются, они помогут вам каждый раз получать одну и ту же геометрию заточки.
Колеса CBN
В нашем магазине мы используем колеса CBN. Существует множество видео и статей об этих колесах и их конкретных преимуществах. Если вы хотите инвестировать в оборудование для заточки, круги CBN — отличное место для начала. Мы рекомендуем зернистость 320 или выше. Чем выше вы поднимаетесь (до зернистости 400 или 600), тем тоньше будет ваша кромка. Пожалуйста, позвоните нам для получения дополнительных рекомендаций по колесам CBN.
Вопросы? Позвоните нам, будем рады помочь. Мы доступны с понедельника по субботу с 7:00 до 19:00. (206)878-7672.
Подпишитесь на кураторские советы по токарной обработке дерева , доставленные на ваш почтовый ящик, от нашего токарного станка до вашего. Мы ценим вашу конфиденциальность. Никаких трюков, только древесная стружка.
Спасибо, вы все подписались!
Это поле обязательно для заполнения
Подпишитесь на кураторские советов по токарной обработке дерева , доставленных на ваш почтовый ящик, от нашего токарного станка до вашего.
Спасибо, вы все подписались!
Это поле обязательно для заполнения.
Шаг 1: Установите джиг-манипулятор росомахи
Используя инструмент для настройки хищника, установите джиг-манипулятор росомахи под соответствующим углом. Убедитесь, что инструмент Raptor касается колеса в двух точках и прочно стоит в приспособлении для росомахи.
Шаг 2: Установите зажимное приспособление Varigrind
Затем закрепите инструмент в зажимном приспособлении Varigrind. Инструмент должен выступать из приспособления на 2 дюйма, а варигринд должен быть установлен под углом 23º.
Если вы хотите отшлифовать задний угол, позвольте инструменту выступать на 2-1/2 дюйма из зажимного приспособления.
Шаг 3: Отшлифуйте! инструмент назад и вперед для восстановления кромки
| Инструмент | Угол |
V-образная флейта, заточка для ногтей | Угол 50º |
U-образная флейта, традиционная заточка | Угол 60º |
Параболические долото для чаши В частности, параболическая деревянная колотушка и очиститель. | Угол 40º |
Параболический нижний питатель В частности, параболический нижний питатель. | Угол 50º |
Формирователь параболических ножниц В частности, формирователь параболических ножниц | Угол 35º |

Советы по заточке ногтей
Перед тем, как начать, важно иметь в голове свежий профиль ногтей. Помните, что носик долота должен быть овальным, а не слишком заостренным. А боковой профиль крыльев должен быть прямым или выпуклым, ни в коем случае не вогнутым.
- Разделите инструмент на три части: левое крыло, нос и правое крыло.
- Держите инструмент в движении, остановка в любой точке повлияет на ваш профиль.
- Сначала обработайте левое и правое крыло, затем растушуйте нос.
- Используйте постоянное давление на каждую секцию. Слишком большое давление может привести к вогнутому крылу.
- Если крылья вогнутые, наберитесь терпения, опустите нос и начните сначала. Практика делает совершенным!
- Используйте легкое давление, пока не почувствуете уверенность в движении. Это сэкономит вам инструментальный запас.
Шаг 1: Установите джиг-манипулятор росомахи
С помощью инструмента для настройки хищника установите джиг-манипулятор росомахи под соответствующим углом. Убедитесь, что инструмент Raptor касается колеса в двух точках и прочно стоит в приспособлении для росомахи.
Шаг 2: Установите зажимное приспособление Varigrind
Затем закрепите инструмент в зажимном приспособлении Varigrind. Инструмент должен выступать на 2 дюйма из приспособления, а варигринд должен быть установлен под углом 23º.
Инструмент должен выступать на 2 дюйма из приспособления, а варигринд должен быть установлен под углом 23º.
Если вы хотите отшлифовать задний угол, позвольте инструменту выступать на 2-1/2 дюйма из приспособления.
Шаг 3: Измельчить!
Поместите варигринд в манипулятор росомахи и вращайте инструмент вперед и назад, чтобы восстановить лезвие.
| Инструмент | Угол |
Традиционный шпиндельный станок (например, 1/2″ и 3/8″) | |
Долото шпинделя детали | |
Низкопрофильные шпиндельные канавки |
Шаг 1: Отметьте кромку
Мы демонстрируем заточку косой без использования приспособления для росомахи. Этот процесс оптимален, если вы хотите воспроизвести заводскую заточку вашего инструмента. Во-первых, мы окрасим режущую кромку инструмента, чтобы определить, установлена ли наша шлифовальная платформа под нужным углом.
Этот процесс оптимален, если вы хотите воспроизвести заводскую заточку вашего инструмента. Во-первых, мы окрасим режущую кромку инструмента, чтобы определить, установлена ли наша шлифовальная платформа под нужным углом.
Шаг 2: Установите угол
При выключенной машине положите косой на плоскую платформу и медленно вращайте колесо. Если колесо удаляет черную метку, мы знаем, что у нас правильный угол. Отрегулируйте шлифовальную платформу, пока метка не исчезнет.
Шаг 3: Измельчить!
Установив угол, просто поверните инструмент вперед и назад, чтобы восстановить кромку.
| Инструмент | Угол |
Косое долото | |
Квадратный скребок для носа и чаши | |
Скребок отрицательного переднего угла | 25° сверху, 40° снизу |
Шаг 1: Отметьте кромку
Мы демонстрируем заточку черновой выемки без использования приспособления для росомахи.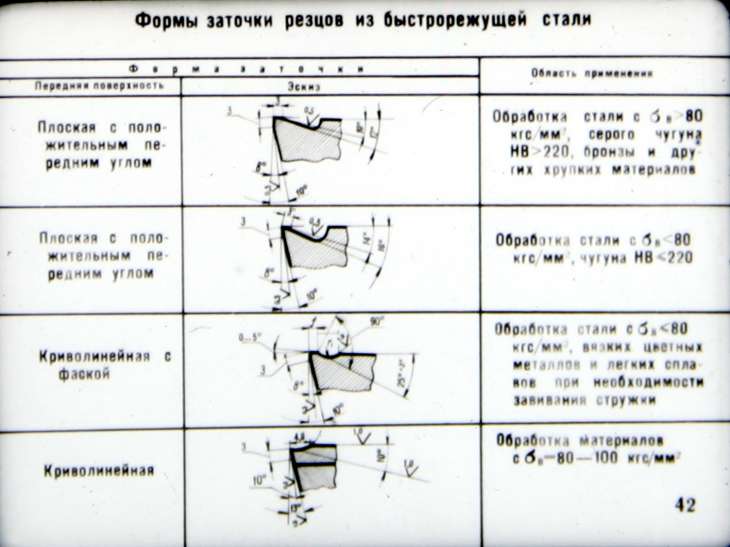 Этот процесс оптимален, если вы хотите воспроизвести заводскую заточку вашего инструмента. Во-первых, мы окрасим режущую кромку выемки, чтобы определить, установлена ли наша шлифовальная платформа под нужным углом.
Этот процесс оптимален, если вы хотите воспроизвести заводскую заточку вашего инструмента. Во-первых, мы окрасим режущую кромку выемки, чтобы определить, установлена ли наша шлифовальная платформа под нужным углом.
Шаг 2: Установите угол
При выключенном станке положите долото на плоскую платформу и медленно вращайте колесо. Если колесо удаляет черную метку, мы знаем, что у нас правильный угол. Отрегулируйте шлифовальную платформу, пока метка не исчезнет.
Шаг 3: Измельчить!
Установив угол, просто поверните инструмент вперед и назад, чтобы восстановить кромку.
| Инструмент | Угол |
Долото для черновой обработки шпинделя |
Обзор
Выбор инструментов
Проекты и многое другое
Оборудование
У меня была возможность работать над многими предметами на протяжении многих лет, но я никогда не забуду свой первый проект – чашу. Он не вышел из станка (мой инструмент зацепился, образовалась большая трещина), но это было начало большого пути. С тех пор я свернул много проектов. Некоторые люблю, некоторые дрова. Но с каждым из них мои методы и уверенность улучшаются. Во многих смыслах это секрет. Вернитесь к токарному станку, зная, что каждая ошибка означает усвоенный урок и улучшение техники.
Он не вышел из станка (мой инструмент зацепился, образовалась большая трещина), но это было начало большого пути. С тех пор я свернул много проектов. Некоторые люблю, некоторые дрова. Но с каждым из них мои методы и уверенность улучшаются. Во многих смыслах это секрет. Вернитесь к токарному станку, зная, что каждая ошибка означает усвоенный урок и улучшение техники.
Я надеюсь, что эти ресурсы будут вам полезны, где бы вы ни находились в своем путешествии по токарной обработке дерева. При наличии терпения и способности посмеяться над собой у вас скоро будет больше кусочков дерева, превращенных в произведения искусства, чем вы знаете, что с ними делать! Удачи, Пол Картер
За эти годы у меня была возможность поработать над многими предметами, но я никогда не забуду свой первый проект – чашу. Он не вышел из станка (мой инструмент зацепился, в результате чего образовалась большая трещина), но это стало началом великого путешествия по токарной обработке дерева.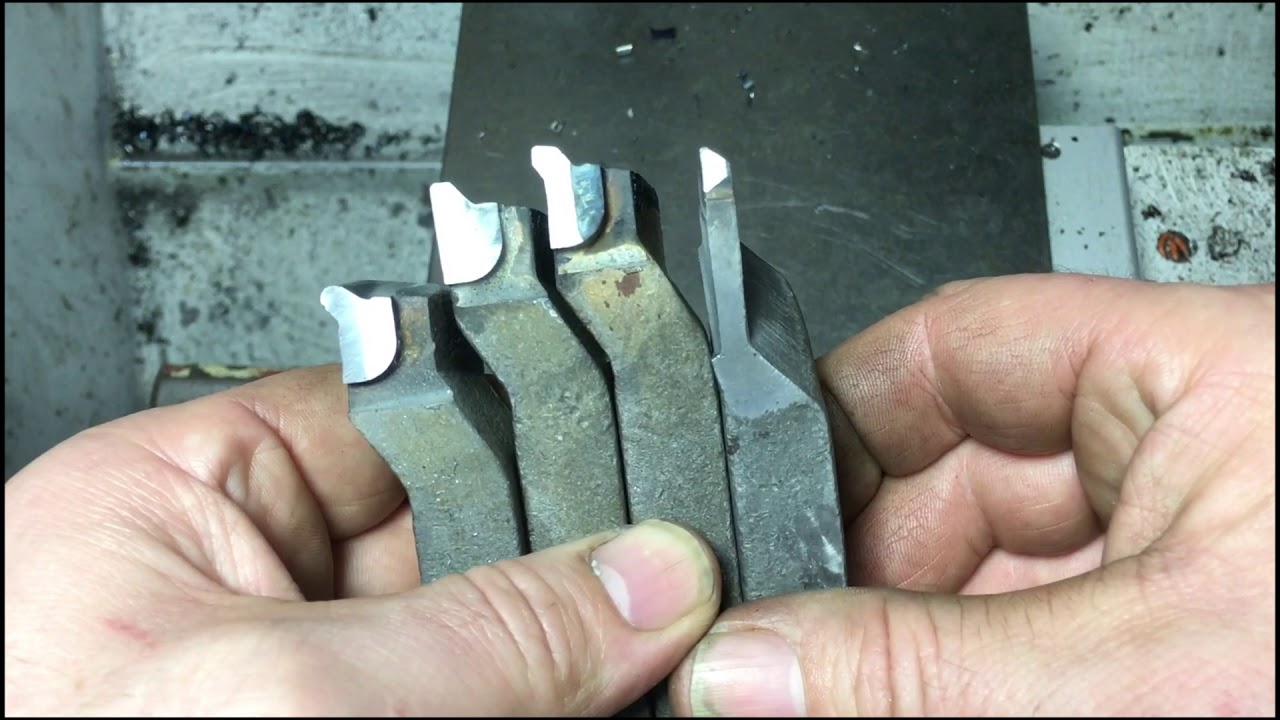 С тех пор я свернул много проектов. Некоторые люблю, некоторые дрова. Но с каждым из них мои методы и уверенность улучшаются. Во многих смыслах это секрет. Вернитесь к токарному станку, зная, что каждая ошибка означает усвоенный урок и улучшение техники.
С тех пор я свернул много проектов. Некоторые люблю, некоторые дрова. Но с каждым из них мои методы и уверенность улучшаются. Во многих смыслах это секрет. Вернитесь к токарному станку, зная, что каждая ошибка означает усвоенный урок и улучшение техники.
Я надеюсь, что эти статьи и видео будут вам полезны, когда вы начнете свое путешествие по токарной обработке дерева. Немного терпения и умение посмеяться над собой, и вскоре у вас будет больше кусочков дерева, превращенных в произведения искусства, чем вы знаете, что с ними делать! Удачной токарной обработки, Пол Картер
Новичок в точении по дереву? Начало здесь!
Избранные статьи
Подпишитесь на кураторские знания по токарной обработке дерева , доставленные на ваш почтовый ящик, от нашего токарного станка до вашего. Мы ценим вашу конфиденциальность. Никаких трюков, только древесная стружка.
Спасибо, вы все подписались!
Это поле обязательно для заполнения
Подпишитесь на кураторские знания по токарной обработке дерева , доставленные на ваш почтовый ящик, от нашего токарного станка до вашего. Мы ценим вашу конфиденциальность. Никаких трюков, только древесная стружка.
Мы ценим вашу конфиденциальность. Никаких трюков, только древесная стружка.
Спасибо, вы все подписались!
Это поле обязательно для заполнения
Щепа в папке “Входящие”
Лучшие советы по токарной обработке, вдохновение и продажа инструментов.
Щепа уже в пути!
Это поле обязательно для заполнения
Скребки с отрицательным передним углом: основные сведения
С момента своего появления скребки с отрицательным передним углом снова стали популярными. И не зря.
Краткий обзор скребков
Чаще всего они используются для получения гладкой поверхности. Давайте рассмотрим 4 самых популярных скребка.
Краткое руководство по канавкам и заточкам для выдалбливания чаши
Несмотря на то, что у каждого токаря есть свои предпочтения в отношении заточки, существует 3 широко распространенных профиля канавки и формы канавки, которые стоит изучить.
Как выбрать долото для чаши
Буду честен. У меня в магазине полный ящик токарных станков для токарных станков. Но на самом деле, чтобы начать поворачивать чаши, нужно всего несколько ключевых выемок.
3 Стандартные канавки шпинделя
Шпиндельные канавки невероятно универсальны. Существует несколько вариантов, каждый из которых полезен в разных ситуациях.
Преобразование бревен в миски
Практическая статья, демонстрирующая этапы превращения бревен в пригодные для использования заготовки мисок.
5 каналов Youtube для токарей
Воспользуйтесь Youtube, универсальным магазином информации и вдохновения, с нашими 5 обязательными каналами.
Я много лет увлекаюсь точением по дереву, но никогда не забуду свой первый проект – чашу.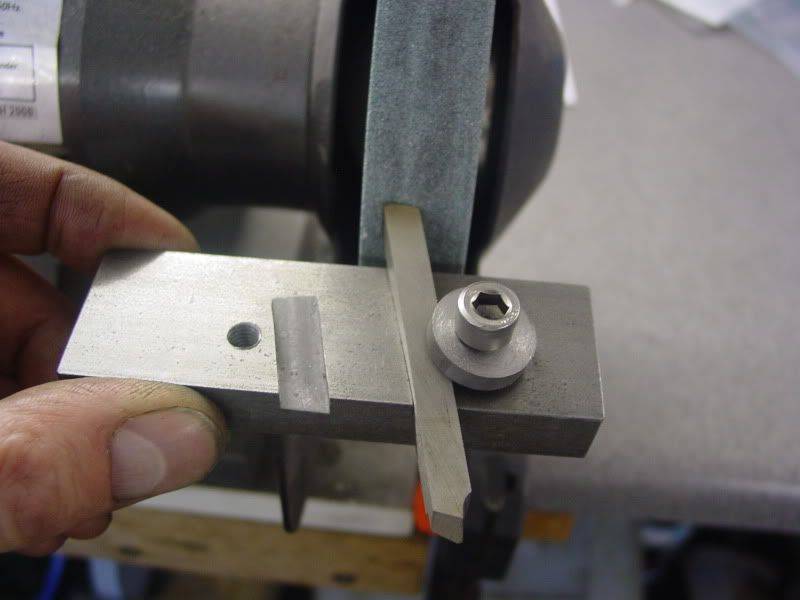 Он не вышел из станка (мой инструмент зацепился, в результате чего образовалась большая трещина), но это стало началом великого путешествия по токарной обработке дерева. С тех пор я свернул много проектов. Некоторые люблю, некоторые дрова. Но с каждым из них мои методы и уверенность улучшаются. И в этом секрет. Вернитесь к токарному станку, зная, что каждая ошибка — это еще один усвоенный урок и улучшение техники.
Он не вышел из станка (мой инструмент зацепился, в результате чего образовалась большая трещина), но это стало началом великого путешествия по токарной обработке дерева. С тех пор я свернул много проектов. Некоторые люблю, некоторые дрова. Но с каждым из них мои методы и уверенность улучшаются. И в этом секрет. Вернитесь к токарному станку, зная, что каждая ошибка — это еще один усвоенный урок и улучшение техники.
Я надеюсь, что эти статьи и видеоролики будут вам полезны, когда вы начнете свое путешествие по токарной обработке дерева. Немного терпения и умение посмеяться над собой (и своими ошибками), и вскоре у вас будет больше произведений искусства, выточенных из дерева, чем вы знаете, что с ними делать!
Готовы узнать больше о токарных работах? Подпишитесь на кураторский курс знаний по токарной обработке дерева , который будет доставлен на ваш почтовый ящик от нашего токарного станка к вашему. Мы ценим вашу конфиденциальность. Никаких трюков, только древесная стружка.
Никаких трюков, только древесная стружка.
Спасибо, вы все подписались!
Имя Это поле обязательно для заполнения
Электронная почта Это поле обязательно для заполнения
5 основных советов по токарной обработке дерева
Не включайте токарный станок, не прочитав эти советы по токарной обработке дерева в нашем магазине.
Преобразование бревен в миски
Практическая статья, демонстрирующая этапы превращения бревен в пригодные для использования заготовки для мисок.
7 Способы не переворачивать чашу
Существует множество советов по переворачиванию чаши. Ник Кук придерживается другого подхода.
Видеоурок: деревянная миска
Видеоурок: деревянная шкатулка
2-минутное руководство: чаша
Трюк с заточкой: метод Sharpie
Основное руководство по повышению резкости
Как заточить чашечный долото
Как заточить инструменты для токарных станков [2023]: Правильное обслуживание
Вы потратили хорошие деньги на множество инструментов для токарных станков, но они уже не такие острые.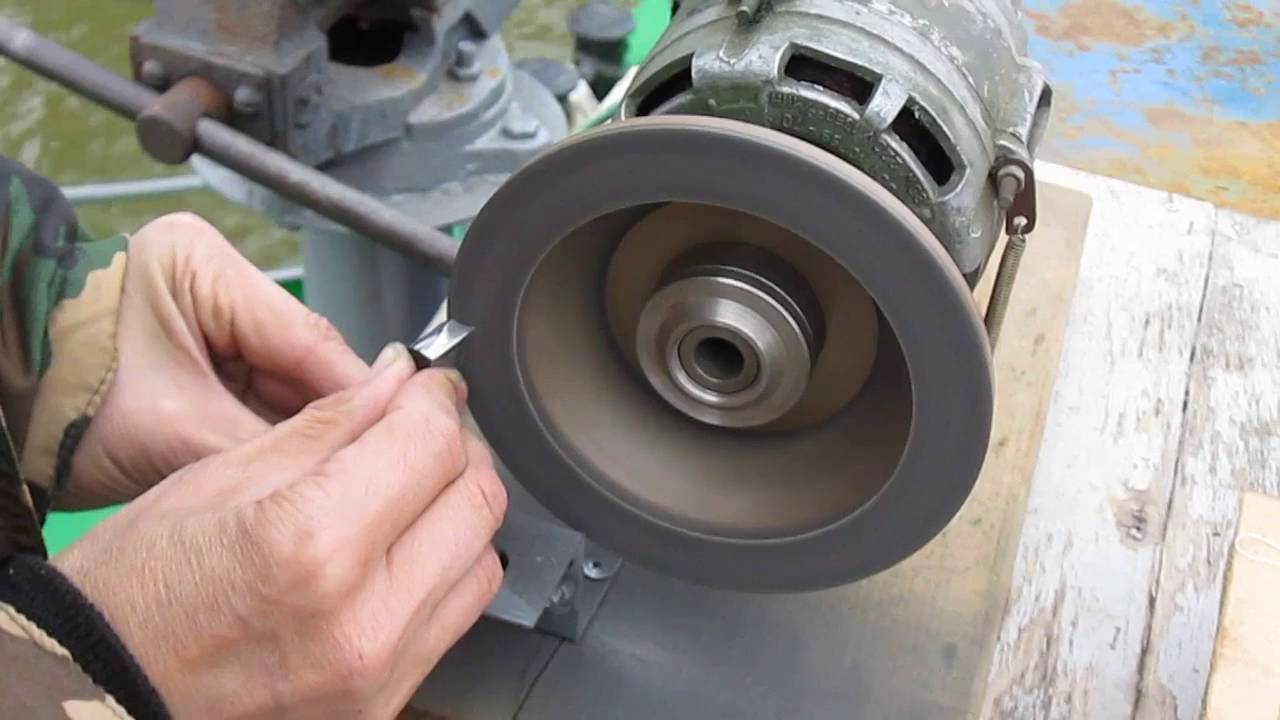 Прямолинейность не только повлияет на качество вашей работы, но и может привести к серьезным производственным травмам.
Прямолинейность не только повлияет на качество вашей работы, но и может привести к серьезным производственным травмам.
Если вы хотите обслуживать свои инструменты, наши специалисты покажут вам наиболее удобный способ заточки токарных инструментов.
Как заточить токарные инструменты
Токарный инструмент вращается вокруг оси для выполнения нескольких операций на токарном станке. Некоторые из этих операций включают резку, накатку, долбление, шлифование, сверление и токарную обработку.
Ничто не тупит инструмент быстрее, чем токарная деревянная деталь на очень высокой скорости, что делает заточку критическим процессом. Конструкция токарного станка позволяет выполнять большую часть работы, а не только часть.
Тем не менее, режущие кромки необходимо часто затачивать, чтобы они не закруглялись и не теряли режущую кромку. Это простой процесс токарной обработки дерева, как только вы освоите его.
Причина снижения остроты инструмента токарного станка
Одной из основных проблем токарной обработки дерева является износ инструмента, что, в свою очередь, делает заточку очень важной.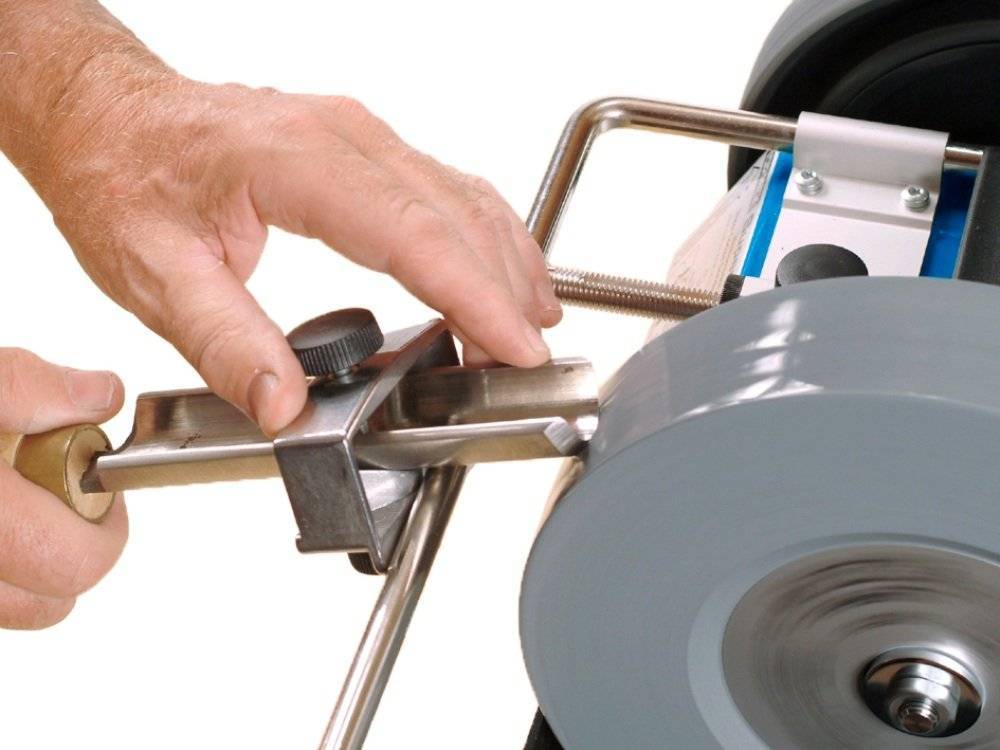 Углеродистая сталь подвержена ржавчине, и ваши инструменты могут потерять свою остроту из-за ржавчины.
Углеродистая сталь подвержена ржавчине, и ваши инструменты могут потерять свою остроту из-за ржавчины.
Вмятины и царапины также могут снизить остроту инструмента. Хранение ваших токарных инструментов в неподходящих условиях и местах, таких как влажная среда или набор в коробке, может привести к затуплению его заточенного наконечника.
Со временем выемки шпинделя и чаши с косой стамеской затупятся. Одной из причин этого является тип обрабатываемой древесины. Твердая древесина повлияет на ваше орудие быстрее, чем мягкая древесина. Еще одна причина, по которой ваш токарный инструмент не острый, заключается в том, что он постоянно выпадает из вашей руки, в результате чего режущая кромка откалывается. Неправильное использование ваших токарных инструментов и в целях, отличных от тех, для которых они предназначены, приведет к снижению остроты.
Шаги по заточке токарных инструментов
Вы, скорее всего, будете точить свой токарный инструмент, если знаете, какой шаг нужно предпринять и какие принадлежности иметь под рукой. Наши специалисты покажут вам, как заточить токарные инструменты по дереву, металлу или стеклу.
Наши специалисты покажут вам, как заточить токарные инструменты по дереву, металлу или стеклу.
1. Подготовка инструментов и средств защиты
Прежде чем приступить к заточке, необходимо подготовить оборудование. Вы не хотите совершать несколько поездок обратно к кофемолке. Некоторые инструменты, которые вам понадобятся, включают:
- Шлифовальный круг: Шлифовальные круги очень важны в процессе заточки инструмента. Чтобы заточить свои инструменты, вы можете выбрать 6- или 8-дюймовую старинную каменную шлифовальную машину или современную настольную шлифовальную машину. Болгарка также удобна для придания формы вашему инструменту. Люди часто путают придание формы с затачиванием. Придание формы инструменту, такому как чашеобразная выемка или любая выемка, относится к изменению или созданию новой фаски, в то время как заточка — это процесс восстановления режущей кромки долота или шпинделя, чтобы он мог резать так, как должен.
- Заточное приспособление: приспособление – это направляющая, созданная специально для ваших насадок. Он удерживает их в положении под точным углом наклона к шлифовальному кругу. Для установки приспособления необходимы точные измерения. Тем не менее, приспособление для настройки — это одноразовая вещь, которая предоставляет вам готовое и ожидающее руководство для быстрой заточки.
 Он удерживает их в положении под точным углом наклона к шлифовальному кругу. Для установки приспособления необходимы точные измерения. Тем не менее, приспособление для настройки — это одноразовая вещь, которая предоставляет вам готовое и ожидающее руководство для быстрой заточки.
Он удерживает их в положении под точным углом наклона к шлифовальному кругу. Для установки приспособления необходимы точные измерения. Тем не менее, приспособление для настройки — это одноразовая вещь, которая предоставляет вам готовое и ожидающее руководство для быстрой заточки.- Защита глаз: вам потребуются защитные очки или лицевой щиток, чтобы пломбы или искры не попали в глаза.
- Резиновые перчатки: они необходимы при заточке токарных долот, шпинделей и т. д., а также при токарной обработке дерева, так как они защитят ваши руки от небольшого или сильного задевания. Они также помогают поглощать вибрацию токарного станка.
- Устройство для правки шлифовального круга: время от времени шлифовальный круг нуждается в правке, и для большинства из них идеально подходит Т-образный стержень с несколькими алмазами.
- Защита органов слуха
- Свободная одежда
- Токарный инструмент для заточки
- Сухая тряпка и миска с водой
2.
 Проверка остроты
Проверка остротыСуществует множество способов узнать, нуждается ли ваш токарный инструмент в заточке.
- Проверка большим пальцем: Мы рекомендуем провести большим пальцем по краю и нащупать бор. Не проводите пальцем по кромке заточенного инструмента, так как это может привести к травме.
- Торцевое зерно Тест : Чтобы проверить остроту перекоса и выемки, возьмите кусок мягкой древесины, например кедра, и прижмите его к верстаку. Проведите долото по углу торцевого волокна; если вырезает стружку, это указывает на остроту. Отсутствие стружки свидетельствует о том, что инструмент затупился.
- Световой тест: Держите стамески и стамески под ярким светом. Если они отражают свет, они тусклые; если нет, то они острые.
- Бумажный тест: Этот тест используется в основном для выявления перекосов, а не выемок чаши. Поднесите лист бумаги к краю. Если рез сделан чистый, прямой, инструмент не затупился. Однако, если рез на бумаге грубый, инструмент нуждается в заточке.
 Если рез сделан чистый, прямой, инструмент не затупился. Однако, если рез на бумаге грубый, инструмент нуждается в заточке.
Если рез сделан чистый, прямой, инструмент не затупился. Однако, если рез на бумаге грубый, инструмент нуждается в заточке.(Новичок в деревообработке? Тогда вы можете просмотреть наш список лучших токарных станков по дереву для начинающих здесь)
3. Подготовка шлифовального круга
Тонны металлических наполнителей и древесной стружки со временем накапливаются в настольном шлифовальном станке. Этот мусор делает подготовку заточного станка серьезной процедурой перед началом заточки. Для подготовки болгарки лучше всего использовать алмазный точильный инструмент. Потрите внешние концы, чтобы удалить любые частицы и выровнять их. Кроме того, убедитесь, что настольная шлифовальная машина надежно закреплена болтами.
4. Угол заточки
Различные токарные инструменты, например, Grizzly G0766, режут под разными углами. Поэтому затачивать их нужно под разными углами. Эта деталь особенно актуальна для выемок шпинделя и чаши, навыков рабочего и типа токарной обработки.
Размер стружки и стружки зависит от этих углов. Углы могут варьироваться от 5 до 30 градусов.
Ниже приведены токарные инструменты с их углами заточки:
- Долото для черновой обработки: Заточите под углом 45 градусов, но угол 35 градусов также работает при обработке мягкой древесины. Лучше всего работать с V-образным карманом, но будьте осторожны. Наконечник вашего инструмента соприкасается непосредственно над центральной линией колеса.
- Долото чаши: Вариантов ракурсов для этого очень много. Начните с угла 50 градусов и угла 60 градусов; переходите к углам 45 и 40 градусов по мере улучшения ваших навыков.
- Долото шпинделя: Используется для проделывания небольших полых отверстий и токарной обработки шпинделя. Он также используется для точения бухт и валиков на шпиндельной ложе. Заточите до 45 градусов или 35 градусов (с лучшим контролем инструмента).
- Инструмент для отрезки: Иногда его называют плоскостью, он используется для отрезки шпиндельной заготовки. Отличный угол шлифовки для отрезного инструмента составляет 45 градусов, а периметр должен поддерживаться на уровне 9.0. Убедитесь, что инструмент держится перпендикулярно колесу.
 Отличный угол шлифовки для отрезного инструмента составляет 45 градусов, а периметр должен поддерживаться на уровне 9.0. Убедитесь, что инструмент держится перпендикулярно колесу.
Отличный угол шлифовки для отрезного инструмента составляет 45 градусов, а периметр должен поддерживаться на уровне 9.0. Убедитесь, что инструмент держится перпендикулярно колесу.- Алмазный отрезной инструмент: Наши эксперты пришли к выводу, что для этого подходит 45 градусов.
5. Вдавливание инструмента в шлифовальный станок
Теперь вы знакомы с углами заточки инструмента для токарного станка, поэтому вам необходимо установить правильный контакт для получения идеальных результатов. Перед продолжением рекомендуется поместить инструмент в подручник. Убедитесь, что лезвие не давит на колесо кофемолки. Все, что выключено, вызовет много вибраций, из-за которых вы потеряете контроль.
После того, как ваша настольная шлифовальная машина настроена, прижмите инструмент к колесу настольной шлифовальной машины, следя за тем, чтобы контакт не превышал 10 секунд. Наша команда обнаружила, что можно ожидать несколько искр, если углы и контакт точны. Все, что дольше 10 секунд, приведет к перегреву.
Все, что дольше 10 секунд, приведет к перегреву.
Повторите еще несколько раз и, как только лезвие станет достаточно острым, охладите его в миске с водой. Высушите биту, прежде чем перевернуть ее на другую сторону. Следите за тем, чтобы не шлифовать одну сторону больше, чем другую.
Вы также можете выполнить этот процесс вручную. Для этого потребуется шлифовальный камень зернистостью 1000. Держите камень одной рукой под углом 45 градусов и, слегка надавливая, перемещайте инструмент вперед и назад по камню.
(Если вы ищете полезные инструменты, которые можно добавить в свой магазин, вы можете подумать о том, чтобы приобрести лучший токарный станок по дереву, указанный здесь)
Использование ленточной шлифовальной машины
Учитывая, что низкоскоростные настольные шлифовальные станки очень дороги, Вы можете выбрать лучший ленточный шлифовальный станок. Они дешевле, а также идеально подходят, если вам нужно заточить и придать форму токарным инструментам.![]() Если вы собираетесь использовать ленточный шлифовальный станок, вам потребуется двухдюймовая лента, поскольку однодюймовая лента не может шлифовать равномерно.
Если вы собираетесь использовать ленточный шлифовальный станок, вам потребуется двухдюймовая лента, поскольку однодюймовая лента не может шлифовать равномерно.
Существует множество вариантов зернистости. Эти опции гарантируют, что зубила будут заточены до совершенства. Если вы не собираетесь обрабатывать много дерева или металла, это отличная альтернатива. Огромным плюсом является его универсальность вне работы с токарными инструментами.
Как часто нужно затачивать токарные инструменты?
Токарные инструменты следует затачивать, как только они затупятся. Вы можете сделать это перед началом работы или просто во время планового технического обслуживания. Убедитесь, что вы достаточно прикрыты и имеете подходящее снаряжение [1]. Если вы сомневаетесь, прикоснитесь к нему.
Под каким углом вы затачиваете токарные инструменты?
Вы можете затачивать свои токарные инструменты под разными углами, но самым идеальным будет 45 градусов. Наклон зависит от вашего уровня контроля и конкретного предмета, над которым вы работаете.