Правильная заточка резцов по металлу
Эффективность и безопасность токарных работ напрямую зависят от вида и качества заточки используемого инструмента, во избежание ошибок важно уметь правильно его выбирать и подготавливать. В промышленных масштабах эти действия проводятся с помощью специальных станков, в остальных случаях резцы приходится заострять своими руками. Несмотря на простую последовательность, работы по заточке требуют опыта и учета многих нюансов: от материала инструмента до его типа и назначения.
Конструктивные особенности токарных резцов
Этот инструмент имеет простое исполнение и состоит из двух элементов: стержня, удерживающего его в станке, и рабочей головки с режущей частью, непосредственно обрабатывающей металлы и твердые материалы и нуждающейся в периодическом затачивании. Фиксирующая часть как правило имеет геометрическое (квадратное или прямоугольное) сечение, снижающее риски проворачивания, смещения или выбивания резца из токарного станка, и вытянутую форму.
Головка резца имеет 2 поверхности: переднюю, отводящую стружку, и задние стороны, обращенные к детали и разделяемые на основные и вспомогательные. Это же относится к режущим кромкам, главная из которых образуется при пересечении передней поверхности и задней основной. Углы их заточки определяют назначение резца и считаются важной характеристикой: в зависимости от месторасположения они разделяются на заострения, задние главные и такие же передние, их сумма с отклонениями от соответствующей оси резания всегда равняется 90°. Конструкцию рабочей головки резца также определяют углы между плоскостью обработки и передней поверхностью, проекциями кромок, направлением подачи и отображением главной линии реза.
Виды инструментов для токарного оборудования
Классификация резцов условная, ассортимент включает изделия с разным направлением подачи (левые и правые), конструктивным исполнением (прямые, отогнутые с отклонением оси головки влево или вправо, изогнутые, оттянутые и имеющие уникальную форму), сечением (круглые, квадратные или прямоугольные), способом изготовления (цельные и составные, с режущей частью в виде пластины) и установкой (радиальные и тангенциальные). Соответственно токарные резцы используются при разных работах: от черновых до шлифовальных, в зависимости от целевого назначения и способа обработки заготовки выделяют следующие разновидности:
Соответственно токарные резцы используются при разных работах: от черновых до шлифовальных, в зависимости от целевого назначения и способа обработки заготовки выделяют следующие разновидности:
- Проходные, предназначенные для снятия основной массы припуска с поверхности заготовки вдоль ее оси вращения. Как правило, их режущая часть имеет форму пластины и изготавливается из быстрорежущего металла, а стержень – из стали 45 или 50.
- Подрезные, используемые при черновой обработке деталей, точении наружных поверхностей и торцевании. Особенностью этих резцов является наличие криволинейного профиля передней части, способствующего завиванию стружки, и фаски, упрочняющей режущую кромку. Эту разновидность изготавливают как из легированных сталей, так и из особо твердых сплавов металлов.
- Расточные, для обработки готовых глухих или сквозных отверстий, полученных путем сверления, отливки или штамповки. Эти операции считаются более сложными в сравнении с наружным обтачиванием, при выборе и заточке этой разновидности учитывается, что размер поперечного сечения токарного резца всегда должен быть меньше диаметра прохода.

- Канавочные или прорезные, относящиеся к многофункциональным, и используемые при формировании канавок на деталях со сложной конфигурацией (включая цилиндрические и конические), выполнения осевой проточки, порезки торцов и других токарных операций. Размеры и форма режущей кромки у этой разновидности подбираются исходя из ширины формируемой борозды, в зависимости от требуемой радиальности канавки их заточка бывает прямо- и криволинейной.
- Фасонные, относящиеся к нестандартным, и устанавливаемые при необходимости высокоточной обработки сложных деталей, в большинстве случаев их изготавливают под конкретные типоразмеры и формы.
- Резьбонарезные, используемые для создания с помощью токарных станков внутренних и внешних резьб с разным шагом и профилем. Они воздействуют на заготовку всеми точками кромки и совершают относительно нее винтовое движение.
- Фасочные, предназначенные для снятия фасок, чаще всего под углом в 30 и 45°.

В зависимости от материала основы и режущей части все токарные резцы разделяются на:
- Изготовленные из разных марок инструментальной стали: углеродистой (оптимальные при ведении обработки на малых скоростях), легированной (имеющие средние показатели теплостойкости и прочности) и быстрорежущей (характеризующиеся повышенной производительностью).
- Твердосплавные, используемые при высоких скоростях реза, и устанавливаемыми на токарных станках по металлу, работающими с особо твердыми и прочными заготовками или выполняющими высокоточные операции.
- Металлокерамические, представляющие собой композиты на основе вольфрама, титана, тантала или их смесей, цементируемые кобальтом.
- Минералокерамические (технический глинозем), отличающиеся повышенной теплостойкостью, но из-за хрупкости не используемые при необходимости ударных работ и массового выпуска изделий на токарном оборудовании.
- Керметовые, представляющие собой сплавы минералов, металлов и карбидов и обладающие более высокой стойкостью к механическим воздействиям в сравнении с предыдущей разновидностью.
- Алмазные токарные резцы, используемые в автоматических линиях с крупносерийным и массовым производством однородных изделий с первым и вторым классом точности, и высокой чистотой поверхностей. Эти изделия оказывают минимальное влияние на структуру материала заготовки вне зависимости от его степени твердости и не нуждаются в заточке.
- Эльборовые, представляющие собой резцы с пластинами из сверхтвердого синтетического материала.


Правила заточки токарного инструмента, нюансы и схемы
В данной процедуре нуждаются все резцы за исключением имеющих сменные твердосплавные пластины, при отсутствии специальных станков токарь проводит ее своими силами. Среди практикуемых и проверенных временем способов выделяют:
- Абразивную заточку режущего инструмента, выполняемую на станке с шлифовальным кругом или с помощью бруса. Материал оселок подбирают исходя из твердости обрабатываемого металла или композита. Разновидности из твердых сплавов советуют заточить на зеленом корунде, из обычных сталей – на белом.
- Химико-механическую обработку, заключающуюся в нанесении на режущую кромку раствора медного купороса с последующим смывом его абразивными составами с шлифованием подвижным элементом. Такие действия позволяют качественно и быстро заточить крупный инструмент из закаленной стали и твердых сплавов с одновременным увеличением его трещиноустойчивости, способ ценится за эффективность и обеспечение гладкой поверхности.
- Заточку резцов на специализированном оборудовании со сменными или разными кругами, включая алмазные доводочные.

При выполнении работ своими руками чаще всего выбирается абразивный способ, как более доступный и простой. При его реализации придерживаются четкой последовательности действий: первой следует заточить основную заднюю грань, следующей идет задняя вспомогательная и только потом передняя. Работы завершаются затачиванием радиуса закругления, на всех этапах режущий инструмент прижимают к абразивному камню с постоянным смещением вдоль поверхности, как с целью сокращения износа круга, так и во избежание перегрева резца. Вне зависимости от вида обрабатываемой плоскости, в ходе абразивной заточки избегают как отрыва, так и чрезмерного придавливания.
Проверить насколько хорошо заточен ваш резец помогают специальные трафареты. Их можно купить или сделать самому из листа металла, вырезая в нужных местах шаблон, соответствующий ходовым линиям и углам заточки.
 Впоследствии такую заготовку рекомендуют закалить и использовать как при проверке правильности подготовки резца, так и с целью оценки его состояния. Сверке подлежат все углы, чем выше требования к качеству изделий, получаемых на токарных станках, тем точнее должен быть сделанный своими руками шаблон.
Впоследствии такую заготовку рекомендуют закалить и использовать как при проверке правильности подготовки резца, так и с целью оценки его состояния. Сверке подлежат все углы, чем выше требования к качеству изделий, получаемых на токарных станках, тем точнее должен быть сделанный своими руками шаблон.Заточить инструмент на крупном абразиве недостаточно, завершающим этапом является доводка небольших участков поверхностей резца, примыкающих к его режущим граням. Для этих целей на край круглого диска наносится абразивная паста на основе борных карбидов или полировальные составы ГОИ, после чего к нему прижимается нужной стороной токарный резец и запускается процесс вращения с направленностью к пластине.
Этот этап несложно выполнить самостоятельно, при такой обработке мелкие зерна устраняют малейшие неровности, что в конечном итоге увеличивает ресурс инструмента. При доводке составами с низкой абразивностью или заточке твердосплавных резцов поверхность круга рекомендуется дополнительно намазать керосином или аналогичным веществом, при использовании современных паст или круга из меди в этом нет необходимости.
Советы
Заточка резцов для токарного станка требует постоянного внимания, для достижения оптимального результата рекомендуется:
- Охлаждать инструмент водой или делать перерывы в работе.
- Использовать для заточки станки с возможностью регулировки высоты и угла поворота шлифовального круга или размещать под них специальные подкладки. В идеальном варианте уровень режущей кромки и центральной оси точила совпадают или смещается не более чем на 3-5 мм вниз.
- Отслеживать углы заточки, абразивность шлифовального круга и скорость его вращения в зависимости от материала инструмента и вида обработки (чистовой или черновой) с помощью соответствующих таблиц режимов затачивания.
- Контролировать направление движения круга. При заточке токарных резцов своими руками основную опасность представляют отлетающие пластины, при придавливании их точилом этот риск минимальный, и наоборот.
 youtube.com/embed/WkRbbd_N6YI”/>
youtube.com/embed/WkRbbd_N6YI”/>
Металлические заготовки выдерживают многочисленные технологические операции. Но самой распространенной обработкой деталей является токарная. Рабочий инструмент агрегата должен всегда быть в идеальном состоянии, иначе заготовка получится не такого качества, как требуется. А так как рабочий инструмент, в большинстве случаев, резец, тогда он всегда должен быть правильно заточен.
Выполнение процедуры зависит:
- от материала, с которым работают;
- типа режущего инструментария. Резцы подразделяются на несколько моделей, например, чтобы нарезать резьбу, растачивать и др.
Затачивание резцовых деталей — это очень ответственное мероприятие. От того, насколько качественно оно проведено зависит эффективность и точность обработки заготовочного изделия на токарном агрегате. Затачивание инструментария регулярное, чтобы рабочая часть соответствовала требуемой форме, а получаемые углы — заданным параметрам.
Углы заточки, преимущественно передний, влияют на силу резки. Увеличение угла приводит к уменьшению силы. Поэтому металлический стружечный материал отсоединяется легче. Но передний угол увеличивают аккуратно. Если переусердствовать, то снизится надежность инструментария, задействованного в работе. Кромка резца сильно изнашивается, крошится. Специалисты стараются подобрать такое значение переднего угла, чтобы металлорежущий инструмент был износостойким, имел прочную кромку, но при этом уменьшилась сила резания. Обточить закаленные или твердые металлоизделия лучше резцами, величина переднего угла которых отрицательная.
Поверхность режущего изделия изнашивается по-разному — только спереди, только сзади, или с обеих сторон. Основные аспекты, влияющие на этот процесс:
- физические и механические свойства обрабатываемой заготовки;
- материал резцового изделия;
- в каком состоянии находится поверхность металлорежущего изделия и его края;
- разновидность смазочно-охлаждающей жидкости, ее физические и химические характеристики;
- режим резки;
- состояние токарного агрегата;
- дополнительные условия механической обработки.

Особенности выполнения заточки
Необходимы буквально несколько этапов, чтобы заточить заднюю и переднюю область металлорежущего изделия. Обработка задней зоны изделия происходит в несколько этапов:
- под углом, идентичному заднему углу державки, который больше на пять градусов;
- режущей пластины. Угол заточки на два градуса больше заднего угла резания;
- формирование угла доводкой.
Обработка передней части рабочего инструмента:
- на угол, идентичный углу режущего элемента;
- формирование угла резания чистовым затачиванием или доводкой.
С использованием накладок процедура затачивания существенно упрощается. Они устанавливаются между поверхностями опоры и станочного стола. Рабочая кромка металлорежущего инструмента при заточке располагается на одной линии, соответствующей середине абразивного круга.
Когда процедура завершена, специальным закаленным шаблоном проверяют качество ее исполнения. Его отверстия совпадают с ходовыми углами затачивания. Правильность заточки зависит от точности шаблона. Доводка осуществляется присадочными элементами.
Правильность заточки зависит от точности шаблона. Доводка осуществляется присадочными элементами.
Методы проведения процедуры
- абразивно,
- механико-химически,
- специальными приборами.
В первом случае используется шлифовальный круг, заточное или токарное устройство. Второй вариант — обработка резца спецсредствами. Заточка эффективная, без образования трещинок и сколов. Этим способом затачивают большие твердосплавные инструменты, обрабатываемые раствором купороса. Идет химическая реакция. Поверхность покрывается тонкой защитной пленкой. Ее смывают мельчайшие абразивные элементы раствора. Характеристики алмазного режущего инструмента восстанавливают кремниевым кругом или электрокорундовым.
Выполнение доводки
Когда заточка инструментария завершена, он подвергается конечной обработке. Выполняют доводку на чугунном диске. Предпочтение отдают борному карбиду. Скорость вращения дискового устройства — 1-2 м/с. Направление его вращения — от опоры резца к рабочему краю.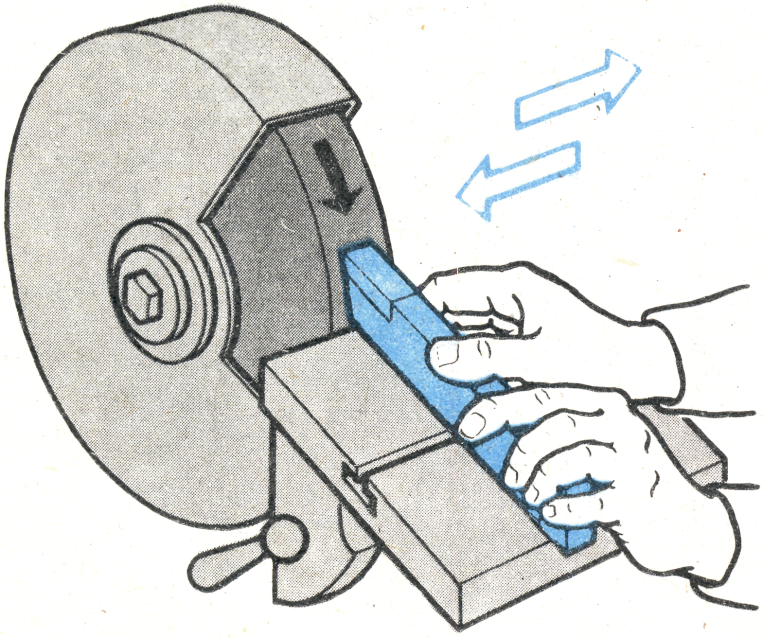 В этот период на резце устраняют неровности, его поверхность и лезвия притираются в последовательном порядке.
В этот период на резце устраняют неровности, его поверхность и лезвия притираются в последовательном порядке.
Обработка на токарных агрегатах затупляет рабочий инструмент. Он быстро теряет эксплуатационные характеристики, выполняя возложенные на него задачи. Ведь пластина постоянно трется о деталь и стружку. Поэтому резцу и необходима доводка, чтобы вернуть высокие эксплуатационные характеристики. Резцовое изделие более устойчиво к износу, если пластина ровнее, поскольку трение ослабевает.
В составе абразивного пастообразного вещества, чтобы доводить инструментарий — борный карбид. Резцовые лезвия располагаются по отношению к середине диска на одной линии. Как вариант — несколько ниже. Вращение дискового элемента направлено к пластине. При доводке рабочее изделие прижимается, и составляющие пастообразной массы измельчаются. Они проходят по кромке резца, и не провоцируют образование трещин. Зернистые элементы пасты шлифуют резцовую поверхность и делают ее ровной.
Чтобы предупредить появление на точеных деталях задиров и сколов, избежать досадных срывов инструмента и прочих неприятностей в токарной работе, важно использовать правильно заточенные токарные резцы. Как добиться правильной заточки? Мы задали этот вопрос трем профессиональным токарям. Их ответы звучали одинаково: «Применять заточные приспособления». Все трое уверяли, что после покупки хорошего токарного станка и комплекта высококачественных резцов лучшим приобретением для токаря-профессионала или любителя станет универсальное точило с набором заточных приспособлений, например Wolverine Grinding Jig компании Oneway. Мы поинтересовались, как правильно использовать такие приспособления, и вот что нам удалось узнать.
Как добиться правильной заточки? Мы задали этот вопрос трем профессиональным токарям. Их ответы звучали одинаково: «Применять заточные приспособления». Все трое уверяли, что после покупки хорошего токарного станка и комплекта высококачественных резцов лучшим приобретением для токаря-профессионала или любителя станет универсальное точило с набором заточных приспособлений, например Wolverine Grinding Jig компании Oneway. Мы поинтересовались, как правильно использовать такие приспособления, и вот что нам удалось узнать.
Прежде всего, хорошо изучите приспособление
Весь комплект Wolverine Grinding Jig состоит из двух фиксаторов-оснований, выдвижного подручника с V-образным упором, регулируемого подручника с площадкой и двух дополнений: насадки-держателя для заточки косых резцов и универсального держателя.
Выдвижной подручник с V-образным упором можно использовать отдельно для заточки отрезных и обдирочных резцов или в паре с универсальным держателем (для ногтевидной заточки полукруглых резцов). Для заточки косого резца-мейселя закрепите на выдвижном подручнике соответствующую насадку-держатель. Регулируемый подручник с плоской площадкой полезен при заточке скребков, а также других инструментов, например лезвий рубанков или стамесок. Регулируемые фиксаторы-основания помогают правильно закрепить подручники. При этом оба подручника можно установить у любого из абразивных дисков. Фиксаторы-основания крепятся прямо под абразивными дисками (рис. 1), но следует убедиться, что сумеете использовать их с имеющимся у вас точилом. Чтобы поднять оси дисков на требуемую высоту, установите прокладки между точилом и платформой.
Для заточки косого резца-мейселя закрепите на выдвижном подручнике соответствующую насадку-держатель. Регулируемый подручник с плоской площадкой полезен при заточке скребков, а также других инструментов, например лезвий рубанков или стамесок. Регулируемые фиксаторы-основания помогают правильно закрепить подручники. При этом оба подручника можно установить у любого из абразивных дисков. Фиксаторы-основания крепятся прямо под абразивными дисками (рис. 1), но следует убедиться, что сумеете использовать их с имеющимся у вас точилом. Чтобы поднять оси дисков на требуемую высоту, установите прокладки между точилом и платформой.
В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом без множества мелких граней, типичных при ручной заточке.
В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом
Что нужно знать про точила и абразивные диски
Большинство моделей электроточил поставляются с дисками из серого электрокорунда, вращающимися с частотой около 3000 об/мин. Такая комбинация высокой окружной скорости и твердого абразива часто вызывает перегрев режущей кромки, приводящий к ее быстрому затуплению. Наши эксперты рекомендуют обзавестись более медленным электроточилом с частотой вращения 1725-2000 об/мин и белыми абразивными дисками диаметром 200 мм из окиси алюминия. Поверхность таких «мягких» дисков при заточке быстро изнашивается, обнажая новые острые частицы абразива. Процесс заточки становится более эффективным, а режущая кромка меньше нагревается. Установите на свое электроточило один диск зернистостью 60 единиц для быстрого формирования фаски и один диск зернистостью 100 единиц для обычной заточки. Если у вас уже есть точило с частотой вращения диска 3000 об/мин, не нужно от него избавляться. Установка «мягкого» диска из белой окиси алюминия дает больший эффект, чем снижение частоты вращения. Сгодится и точило со 150-миллиметровыми дисками, но независимо от размера точила заменяйте изношенные диски, когда их диаметр уменьшится до 120 мм.
Процесс заточки становится более эффективным, а режущая кромка меньше нагревается. Установите на свое электроточило один диск зернистостью 60 единиц для быстрого формирования фаски и один диск зернистостью 100 единиц для обычной заточки. Если у вас уже есть точило с частотой вращения диска 3000 об/мин, не нужно от него избавляться. Установка «мягкого» диска из белой окиси алюминия дает больший эффект, чем снижение частоты вращения. Сгодится и точило со 150-миллиметровыми дисками, но независимо от размера точила заменяйте изношенные диски, когда их диаметр уменьшится до 120 мм.
Для регулярной правки диска (очистки его от металлических частиц и выравнивания поверхности) потребуется сравнительно недорогой алмазный карандаш или специальное зубчатое приспособление – шарошка. Для получения лучшего результата заточку следует вести, слегка прижимая инструмент к вращающемуся диску и постоянно перемещая его из стороны в сторону, чтобы на диске не образовывались канавки. При использовании выдвижного подручника с V-образным упором в целях собственной безопасности следите, чтобы точка контакта инструмента с диском находилась значительно выше оси вращения диска. Используя подручник с плоской площадкой, устанавливайте его так, чтобы между диском и передним краем площадки было не более 3 мм. Все настройки приспособлений следует производить только при выключенном электроточиле.
Используя подручник с плоской площадкой, устанавливайте его так, чтобы между диском и передним краем площадки было не более 3 мм. Все настройки приспособлений следует производить только при выключенном электроточиле.
Обдирочный резец-рейер
Установите в V-образный упор подручника конец ручки рейера и прижмите его фаску к абразивному диску. Настройте подручник на заточку фаски под углом 45° (рис. 3). Коснитесь фаской резца вращающегося диска, начав заточку с одной стороны желобка. Плавно поворачивайте резец, слегка прижимая его к диску, чтобы за один прием получить равномерную фаску до другого уголка (фото С). Старайтесь выдержать угол 90°, показанный на рисунке.
Узкий рейер и резец для точения чаш
Эти резцы поступают в продажу с различными вариациями заточки. В некоторых случаях такая заточка работает неплохо, но чаще приходится полностью перетачивать резец. Боковая заточка таких резцов с удлиненной режущей кромкой и меньшей вероятностью врезания в деталь становится все более популярной. (При боковой заточке фаска простирается дальше от кончика вдоль краев клинка в противоположность прямой заточке, как у обдирочного рейера.) Из-за большого количества движений, которые непросто описать доходчиво, такая заточка требует большой практики, и не каждый сможет выполнить ее вручную. К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.
(При боковой заточке фаска простирается дальше от кончика вдоль краев клинка в противоположность прямой заточке, как у обдирочного рейера.) Из-за большого количества движений, которые непросто описать доходчиво, такая заточка требует большой практики, и не каждый сможет выполнить ее вручную. К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.
Для заточки узкого рейера или резца для точения чаш зажмите инструмент в универсальном держателе так, чтобы его кончик выступал на 45 мм. Вставьте ножку держателя в вырез выдвижного подручника и коснитесь кончиком резца абразивного диска. Измените положение подручника и угол ножки держателя для заточки фасок (рис. 4 и 5). Не включая точила, коснитесь диска фаской резца и попрактикуйтесь в перемещении инструмента из стороны в сторону, стараясь добиться плавности и непрерывности, что поможет получить качественный результат. Затем включите станок и, слегка касаясь вращающегося диска фаской резца, покачивайте инструмент.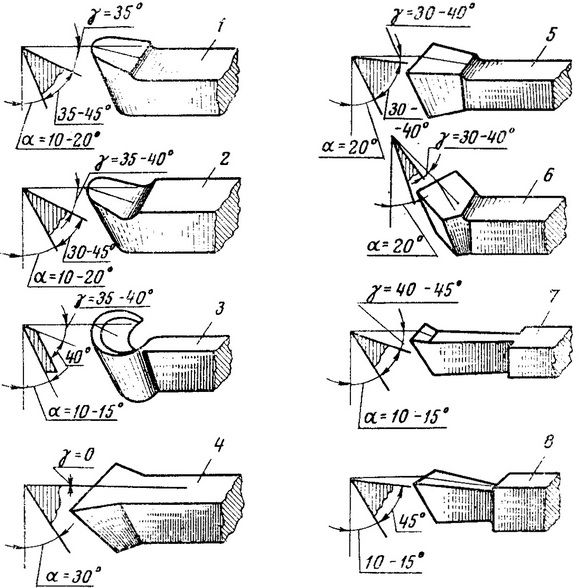
Чтобы фаска по обеим сторонам желобка проходила на расстоянии 13-18 мм от кончика резца для точения чаш, как показано на рис. 6, следует поворачивать инструмент дальше чем обычно. Посмотрите на фаску сбоку. Профиль режущей кромки должен быть плавным и слегка выпуклым. При вогнутом профиле на краях желобка образуются выступающие уголки, увеличивающие вероятность врезания в деталь. Исправьте вогнутый профиль, сточив больше металла с уголков и пятки.
Косой резец-мейсель
Режущая кромка мейселя, обычно скошенная под углом 70°, образована двумя фасками под углом 20° (рис. 7). Если угол резца требует корректировки, установите площадку регулируемого подручника так, чтобы кончик резца был направлен точно к центру абразивного диска, и сточите скос под углом 70°. Сформировав скос, закрепите на выдвижном подручнике насадку-упор для заточки косых резцов. Поставьте мейсель в один из V-образных вырезов упора, направив скос в сторону диска. Приложив к диску фаску резца, настройте подручник для заточки фасок под углом 20°. Перемещайте рабочий конец резца по диску из стороны в сторону. Регулярно переворачивайте инструмент и вставляйте конец его ручки в другой V-образный вырез упора, чтобы режущая кромка располагалась точно посередине толщины клинка.
Перемещайте рабочий конец резца по диску из стороны в сторону. Регулярно переворачивайте инструмент и вставляйте конец его ручки в другой V-образный вырез упора, чтобы режущая кромка располагалась точно посередине толщины клинка.
Полукруглый скребок
Фаски скребков обычно затачиваются под углом 75° (рис. 8), поэтому нужно установить площадку регулируемого подручника в соответствии с этим углом. Затачивая полукруглый скребок, начните работу у одного края и сточите фаску по всей ее длине одним непрерывным движением. Сделайте, если требуется, несколько проходов для получения плавной дуги. Избегайте кратковременных касаний резцом вращающегося диска.
Заточка резцов для станка по металлу: способы, технология, видео
Эффективность и безопасность токарных работ напрямую зависят от вида и качества заточки используемого инструмента, во избежание ошибок важно уметь правильно его выбирать и подготавливать. В промышленных масштабах эти действия проводятся с помощью специальных станков, в остальных случаях резцы приходится заострять своими руками. Несмотря на простую последовательность, работы по заточке требуют опыта и учета многих нюансов: от материала инструмента до его типа и назначения.
Несмотря на простую последовательность, работы по заточке требуют опыта и учета многих нюансов: от материала инструмента до его типа и назначения.
Оглавление:
- Особенности
- Классификация резцов
- Технология заточки
- Рекомендации по выполнению работ и видео уроки
Конструктивные особенности токарных резцов
Этот инструмент имеет простое исполнение и состоит из двух элементов: стержня, удерживающего его в станке, и рабочей головки с режущей частью, непосредственно обрабатывающей металлы и твердые материалы и нуждающейся в периодическом затачивании. Фиксирующая часть как правило имеет геометрическое (квадратное или прямоугольное) сечение, снижающее риски проворачивания, смещения или выбивания резца из токарного станка, и вытянутую форму. Режущая часть (рабочая) отличается более сложным исполнением, она формируется из нескольких смежных кромок и плоскостей с разными углами затачивания.
Головка резца имеет 2 поверхности: переднюю, отводящую стружку, и задние стороны, обращенные к детали и разделяемые на основные и вспомогательные. Это же относится к режущим кромкам, главная из которых образуется при пересечении передней поверхности и задней основной. Углы их заточки определяют назначение резца и считаются важной характеристикой: в зависимости от месторасположения они разделяются на заострения, задние главные и такие же передние, их сумма с отклонениями от соответствующей оси резания всегда равняется 90°. Конструкцию рабочей головки резца также определяют углы между плоскостью обработки и передней поверхностью, проекциями кромок, направлением подачи и отображением главной линии реза.
Это же относится к режущим кромкам, главная из которых образуется при пересечении передней поверхности и задней основной. Углы их заточки определяют назначение резца и считаются важной характеристикой: в зависимости от месторасположения они разделяются на заострения, задние главные и такие же передние, их сумма с отклонениями от соответствующей оси резания всегда равняется 90°. Конструкцию рабочей головки резца также определяют углы между плоскостью обработки и передней поверхностью, проекциями кромок, направлением подачи и отображением главной линии реза.
Виды инструментов для токарного оборудования
Классификация резцов условная, ассортимент включает изделия с разным направлением подачи (левые и правые), конструктивным исполнением (прямые, отогнутые с отклонением оси головки влево или вправо, изогнутые, оттянутые и имеющие уникальную форму), сечением (круглые, квадратные или прямоугольные), способом изготовления (цельные и составные, с режущей частью в виде пластины) и установкой (радиальные и тангенциальные). Соответственно токарные резцы используются при разных работах: от черновых до шлифовальных, в зависимости от целевого назначения и способа обработки заготовки выделяют следующие разновидности:
Соответственно токарные резцы используются при разных работах: от черновых до шлифовальных, в зависимости от целевого назначения и способа обработки заготовки выделяют следующие разновидности:
- Проходные, предназначенные для снятия основной массы припуска с поверхности заготовки вдоль ее оси вращения. Как правило, их режущая часть имеет форму пластины и изготавливается из быстрорежущего металла, а стержень – из стали 45 или 50.
- Подрезные, используемые при черновой обработке деталей, точении наружных поверхностей и торцевании. Особенностью этих резцов является наличие криволинейного профиля передней части, способствующего завиванию стружки, и фаски, упрочняющей режущую кромку. Эту разновидность изготавливают как из легированных сталей, так и из особо твердых сплавов металлов.
- Расточные, для обработки готовых глухих или сквозных отверстий, полученных путем сверления, отливки или штамповки. Эти операции считаются более сложными в сравнении с наружным обтачиванием, при выборе и заточке этой разновидности учитывается, что размер поперечного сечения токарного резца всегда должен быть меньше диаметра прохода.
- Канавочные или прорезные, относящиеся к многофункциональным, и используемые при формировании канавок на деталях со сложной конфигурацией (включая цилиндрические и конические), выполнения осевой проточки, порезки торцов и других токарных операций. Размеры и форма режущей кромки у этой разновидности подбираются исходя из ширины формируемой борозды, в зависимости от требуемой радиальности канавки их заточка бывает прямо- и криволинейной.
- Фасонные, относящиеся к нестандартным, и устанавливаемые при необходимости высокоточной обработки сложных деталей, в большинстве случаев их изготавливают под конкретные типоразмеры и формы.
- Резьбонарезные, используемые для создания с помощью токарных станков внутренних и внешних резьб с разным шагом и профилем. Они воздействуют на заготовку всеми точками кромки и совершают относительно нее винтовое движение.
- Фасочные, предназначенные для снятия фасок, чаще всего под углом в 30 и 45°.
В зависимости от материала основы и режущей части все токарные резцы разделяются на:
- Изготовленные из разных марок инструментальной стали: углеродистой (оптимальные при ведении обработки на малых скоростях), легированной (имеющие средние показатели теплостойкости и прочности) и быстрорежущей (характеризующиеся повышенной производительностью).
- Твердосплавные, используемые при высоких скоростях реза, и устанавливаемыми на токарных станках по металлу, работающими с особо твердыми и прочными заготовками или выполняющими высокоточные операции.
- Металлокерамические, представляющие собой композиты на основе вольфрама, титана, тантала или их смесей, цементируемые кобальтом.
- Минералокерамические (технический глинозем), отличающиеся повышенной теплостойкостью, но из-за хрупкости не используемые при необходимости ударных работ и массового выпуска изделий на токарном оборудовании.
- Керметовые, представляющие собой сплавы минералов, металлов и карбидов и обладающие более высокой стойкостью к механическим воздействиям в сравнении с предыдущей разновидностью.
- Алмазные токарные резцы, используемые в автоматических линиях с крупносерийным и массовым производством однородных изделий с первым и вторым классом точности, и высокой чистотой поверхностей. Эти изделия оказывают минимальное влияние на структуру материала заготовки вне зависимости от его степени твердости и не нуждаются в заточке.
- Эльборовые, представляющие собой резцы с пластинами из сверхтвердого синтетического материала.


Правила заточки токарного инструмента, нюансы и схемы
В данной процедуре нуждаются все резцы за исключением имеющих сменные твердосплавные пластины, при отсутствии специальных станков токарь проводит ее своими силами. Среди практикуемых и проверенных временем способов выделяют:
- Абразивную заточку режущего инструмента, выполняемую на станке с шлифовальным кругом или с помощью бруса. Материал оселок подбирают исходя из твердости обрабатываемого металла или композита. Разновидности из твердых сплавов советуют заточить на зеленом корунде, из обычных сталей – на белом.
- Химико-механическую обработку, заключающуюся в нанесении на режущую кромку раствора медного купороса с последующим смывом его абразивными составами с шлифованием подвижным элементом. Такие действия позволяют качественно и быстро заточить крупный инструмент из закаленной стали и твердых сплавов с одновременным увеличением его трещиноустойчивости, способ ценится за эффективность и обеспечение гладкой поверхности.
- Заточку резцов на специализированном оборудовании со сменными или разными кругами, включая алмазные доводочные.
 Такие действия позволяют качественно и быстро заточить крупный инструмент из закаленной стали и твердых сплавов с одновременным увеличением его трещиноустойчивости, способ ценится за эффективность и обеспечение гладкой поверхности.
Такие действия позволяют качественно и быстро заточить крупный инструмент из закаленной стали и твердых сплавов с одновременным увеличением его трещиноустойчивости, способ ценится за эффективность и обеспечение гладкой поверхности.При выполнении работ своими руками чаще всего выбирается абразивный способ, как более доступный и простой. При его реализации придерживаются четкой последовательности действий: первой следует заточить основную заднюю грань, следующей идет задняя вспомогательная и только потом передняя. Работы завершаются затачиванием радиуса закругления, на всех этапах режущий инструмент прижимают к абразивному камню с постоянным смещением вдоль поверхности, как с целью сокращения износа круга, так и во избежание перегрева резца. Вне зависимости от вида обрабатываемой плоскости, в ходе абразивной заточки избегают как отрыва, так и чрезмерного придавливания.
Проверить насколько хорошо заточен ваш резец помогают специальные трафареты. Их можно купить или сделать самому из листа металла, вырезая в нужных местах шаблон, соответствующий ходовым линиям и углам заточки. Впоследствии такую заготовку рекомендуют закалить и использовать как при проверке правильности подготовки резца, так и с целью оценки его состояния. Сверке подлежат все углы, чем выше требования к качеству изделий, получаемых на токарных станках, тем точнее должен быть сделанный своими руками шаблон.
Заточить инструмент на крупном абразиве недостаточно, завершающим этапом является доводка небольших участков поверхностей резца, примыкающих к его режущим граням. Для этих целей на край круглого диска наносится абразивная паста на основе борных карбидов или полировальные составы ГОИ, после чего к нему прижимается нужной стороной токарный резец и запускается процесс вращения с направленностью к пластине.
Этот этап несложно выполнить самостоятельно, при такой обработке мелкие зерна устраняют малейшие неровности, что в конечном итоге увеличивает ресурс инструмента. При доводке составами с низкой абразивностью или заточке твердосплавных резцов поверхность круга рекомендуется дополнительно намазать керосином или аналогичным веществом, при использовании современных паст или круга из меди в этом нет необходимости.
При доводке составами с низкой абразивностью или заточке твердосплавных резцов поверхность круга рекомендуется дополнительно намазать керосином или аналогичным веществом, при использовании современных паст или круга из меди в этом нет необходимости.
Советы
Заточка резцов для токарного станка требует постоянного внимания, для достижения оптимального результата рекомендуется:
- Охлаждать инструмент водой или делать перерывы в работе.
- Использовать для заточки станки с возможностью регулировки высоты и угла поворота шлифовального круга или размещать под них специальные подкладки. В идеальном варианте уровень режущей кромки и центральной оси точила совпадают или смещается не более чем на 3-5 мм вниз.
- Отслеживать углы заточки, абразивность шлифовального круга и скорость его вращения в зависимости от материала инструмента и вида обработки (чистовой или черновой) с помощью соответствующих таблиц режимов затачивания.
- Контролировать направление движения круга. При заточке токарных резцов своими руками основную опасность представляют отлетающие пластины, при придавливании их точилом этот риск минимальный, и наоборот.
 При заточке токарных резцов своими руками основную опасность представляют отлетающие пластины, при придавливании их точилом этот риск минимальный, и наоборот.
При заточке токарных резцов своими руками основную опасность представляют отлетающие пластины, при придавливании их точилом этот риск минимальный, и наоборот.Как правильно заточить резец для токарного станка?
Представленное в настоящем каталоге токарное оборудование по металлу пригодно для совершения разных производственных операций. Любой токарный станок является универсальным. С его помощью можно нарезать резьбу, проделать отверстия, улучшить форму и характеристики поверхности рабочих заготовок. Для осуществления таких операций в качестве рабочих орудий применяются режущие изделия разного формата, изготовленные из стального закаленного материала.
Главными особенностями резца, определяющими его предназначение, являются основные и вспомогательные заточные углы. Заточить резец необходимо для того, чтобы привести его в функциональное состояние.
Способы заточки
Крупные предприятия, которые занимаются обработкой металлов, имеют в своем штате персонал, специализирующийся на том, чтобы затачивать резцы, для чего применяются определенные токарные станки. В небольших мастерских эти операции осуществляются силами обычных мастеров.
Чтобы заточить резец токарного станка, используются такие методы:
- абразивный – при помощи шлифовальных кругов;
- механико-химический – заключается в обработке металла определенными веществами;
- при помощи специализированного оборудования.
Заточить резец абразивным способом можно при помощи заточного токарного станка или используя только лишь шлифовальный брусок. Ручной способ не отличается высоким качеством, поскольку трудно выдержать необходимые углы. Кроме того, при разогреве металлом утрачиваются первоначальные качества, из-за чего результат будет целиком зависеть от навыков и знаний мастера.
Кроме того, при разогреве металлом утрачиваются первоначальные качества, из-за чего результат будет целиком зависеть от навыков и знаний мастера.
Резцы из твердых сплавов обрабатываются посредством зеленого карборунда. Стальные рабочие элементы обтачивают с участием шлифовальных деталей вращения, обладающих умеренной твердостью.
Первоначальные операции осуществляются с применением точильных брусков, абразив которых составляет от 36 до 46, а заключительные – с абразивом в пределах 60-80. Перед монтажом элемента вращения на оборудование нужно проверить его цельность. В процессе работы шлифовальные круги иногда разламываются, нанося травмы операторам и смещая угол заточки.
Механико-химический способ отличает высокая оперативность и результативность, при этом создается идеальная по характеристикам поверхность без трещин и разломов. Метод используется для того, чтобы заточить большие резцы из твердых сплавов. Предварительно на них необходимо нанести медный купорос, обеспечивающий внешнюю защиту. Удаление вещества происходит с помощью присутствующих в нем же абразивных включений. Для осуществления данного способа пригоден токарный станок, укомплектованный вместилищем с динамичным шлифовальщиком. Зафиксированный режущий инструмент осуществляет цикличные перемещения, придавливаясь под давлением к абразивной плоскости.
Удаление вещества происходит с помощью присутствующих в нем же абразивных включений. Для осуществления данного способа пригоден токарный станок, укомплектованный вместилищем с динамичным шлифовальщиком. Зафиксированный режущий инструмент осуществляет цикличные перемещения, придавливаясь под давлением к абразивной плоскости.
Что необходимо учитывать, чтобы заточить заготовку
Режущее орудие специализированного токарного станка может перемещаться как параллельно, так и перпендикулярно центру вращения обрабатываемого инструмента резки. Станок, осуществляющий такие операции, должен предельно соответствовать производственным нормам, для чего при выборе этого оборудования необходимо учесть такие параметры:
- диаметр обработки;
- длину рабочей детали;
- интервал между центрами;
- параметры шпиндельного проема;
- мощность двигателя.
Для небольшого производства подойдут компактные настольные типы токарных станков. Цена такой техники существенно ниже оборудования для больших предприятий. При этом необходимо учитывать, что универсальность станка увеличивается пропорционально его цене. Чем дороже стоимость устройство, тем выше его функциональность.
Цена такой техники существенно ниже оборудования для больших предприятий. При этом необходимо учитывать, что универсальность станка увеличивается пропорционально его цене. Чем дороже стоимость устройство, тем выше его функциональность.
В первую очередь нужно заточить главную заднюю плоскость, затем вспомогательную заднюю плоскость, после – лицевую поверхность и в заключение – концевое закругление.
Для получения идеальной гладкой поверхности необходимо регулярное перемещение инструмента параллельно шлифовальной плоскости. Это способствует равномерному износу и долговечности шлифовального круга.
В процессе работы резец, который нужно заточить, обрабатывают водой, чтобы снизить температуру нагрева.
Ручная доводка осуществляется:
- малозернистым оселком с применением масляных и керосиновых растворов или стальных приспособлений;
- медным кругом с помощью борного карбида и масла.
Доводка осуществляется только для резцов с кромочной шириной не выше трех миллиметров. Лучше доводить резцовый инструмент с помощью токарного станка с чугунным оселком. Это несложно и не займет много времени, зато будет существенно увеличен срок применения и повышен уровень работоспособности изделия. Кроме того, чтобы удачно заточить инструмент, необходимо четко выдерживать требуемые углы.
Лучше доводить резцовый инструмент с помощью токарного станка с чугунным оселком. Это несложно и не займет много времени, зато будет существенно увеличен срок применения и повышен уровень работоспособности изделия. Кроме того, чтобы удачно заточить инструмент, необходимо четко выдерживать требуемые углы.
Угол заточки
Заточка резца и угол заточкиНе будем брать примеры из учебников, так как на самом деле в практике все по другому. Расскажу, как применить тот или иной режущий инструмент и предложу варианты заточки резцов.
Существует обработка внутренних и наружных поверхностей и для обработки необходимы определенные виды резцов например: внутренние расточные, подрезные, прорезные, отрезные, фасонные, резьбовые и много какие еще виды. Умение затачивать и применять на практике режущий инструмент приходит с опытом.
На рисунке 1 показан передний угол, его заточка должна быть от 2 до 15 градусов при этом не желательно уменьшать тело, иначе пластина будет висеть как бы в воздухе (возможен скол режущей кромки при точении детали).
На рисунке 2 показаны варианты канавок.
Рисунок 2а – канавка служит для чистовой отделки.
Рисунок 2б – такая канавка как (совковая лопата) применяется на отрезных резцах и резцах черновой обработки, с большой глубиной резания.
Рисунок 2в – такой вид канавки применяется при скоростном точении заготовок.
Рисунок 2г – применяется такая канавка для разного вида точения, другими словами это классический вид заточки. На рисунке 3 показан угол наклона режущей кромки. Рисунок 3а прямая режущая кромка и стружка при такой заточке будет сходить ровно по канавке. Рисунок 3 б,в режущая кромка делается с наклоном, стружка при точении будет сходить вправо или лево относительно пластины резца.
Рисунок 4 это вид сверху. Такая заточка режущей кромки применяется на отрезных резцах. Этот вид заточки применяется в зависимости от обрабатываемых материалов.
Острые кромки необходимо притуплять или делать не большой радиус до 0.3, но режущая кромка должна быть острой. Притупление режущей кромки применяется при обдирке.
Притупление режущей кромки применяется при обдирке.
Резцы бывают быстрорежущие – применяются для точения мягких сталей или материалов например: алюминий, второпласт, текстолит и некоторые другие. Быстрорежущий отрезной резец можно применять при отрезании заготовок из стали и в некоторых случаях нержавейку. Марки быстрорежущих резцов бывают: Р18, Р6М5К5, Р9К5 и другие.
Резцы твердосплавные – применяются для точения более твердых и прочных материалов например: нержавейка, бериллиевая бронзы, каленые стали и другие. Марки твердосплавных резцов бывают: ВК8, ВК6, ВК6М, ВК6ОМ, ВК10ХОМ и другие. Более хрупкие твердосплавные резцы применяются для точения сырых сталей Ст20, Ст40, Ст45 и другие. Марки резцов: Т5К10, Т15К6, Т10К5 и другие.
Попробуйте заточить резец по образцу и попробуйте его в работе. По стружке можно определить, правильно ли заточен резец или нет. При правильной заточке стружка будет сходить сливная (завитая, плотная, а не хаотичная).
Заточка резцов производится на заточных станках. Заточные станки оборудованы кругами из электрокорунда (белый цвет круга), применяется при заточке быстрорежущих резцов. Круг зеленого цвета (карбида кремния), применяется при заточке твердосплавных резцов. Алмазные круги служат для доводки режущего инструмента.
Заточные станки оборудованы кругами из электрокорунда (белый цвет круга), применяется при заточке быстрорежущих резцов. Круг зеленого цвета (карбида кремния), применяется при заточке твердосплавных резцов. Алмазные круги служат для доводки режущего инструмента.
В теории много не понятного и сложного для восприятия. Конечно же теория не заменит практику, но и без теории ни куда. Ознакомившись с первоначальными навыками теории можно приступать к практическим упражнениям. Для молодых специалистов порекомендую больше пробовать различных заточек резцов, таким образом вы быстро вникните в процесс работы и поймете правильность заточки режущего инструмента.
Заточка токарных резцов по металлу
Осуществляемые на токарном станке технологические операции с применением специального оборудования, связаны с получением в конечном счете изделия требуемой конфигурации. Для обеспечения подходящего точения требуется заточка токарных резцов, которая придаст рабочей части подходящую конфигурацию, углы определенной величины и нужный профиль. Подготовке токарных резцов придается немаловажное значение.
Подготовке токарных резцов придается немаловажное значение.
В каких случаях требуется заточка
Затачивание токарных резцов проводится при износе старого инструмента (даже самые твердые сплавы имеют свойство изнашиваться), либо при производстве нового. Новому, или иступившемуся устройству придается нужный угол и определенная форма. Когда износ резца достигает предельно допустимой величины, резец необходимо переточить, для обеспечения дальнейшей нормальной токарной обработки деталей. Работа устаревшим резцом зачастую ухудшает точность обработки и снижает производительность труда.
Особенности заточки
На предприятиях затачивание токарных резцов совершается на станках, имеющих специальные приспособления, а сами работы зачастую проводятся в обособленном структурном подразделении. Операция может выполняться с помощью обычных кругов для точения или с использованием химических реактивов. На универсальных или узкоспециализированных станках затачивание может производиться на абразивных кругах, являющихся одновременно эффективным и недорогим способом придания токарным резцам необходимых геометрических параметров. Выполнение обработки, как передней, так и задней поверхности токарного резца обычно производится в несколько этапов.
На универсальных или узкоспециализированных станках затачивание может производиться на абразивных кругах, являющихся одновременно эффективным и недорогим способом придания токарным резцам необходимых геометрических параметров. Выполнение обработки, как передней, так и задней поверхности токарного резца обычно производится в несколько этапов.
Инструмент для заточки
Главным оборудованием, необходимым для осуществления процесса затачивания токарного резца, является специально спроектированный заточный станок. Для обеспечения лучшего качества заточки требуется цельный круг, не имеющий повреждений и геометрия которого не нарушена. Для проведения затачивания токарных резцов нередко используются алмазные круги, что значительно повышает чистоту режущей поверхности и благоприятно сказывается на эффективности работ. Для твердосплавных инструментов применяются карборундовые круги.
Доводка
После заточки токарного резца, обязательным этапом является доводка данного элемента на чугунном диске, имеющим скорость вращения 1-2 м/с, борным карбидом. Лезвия резца в процессе доводки поочередно притираются в той же последовательности, в которой производилась заточка. Резцы доводятся до блеска, и, кроме того, происходит удаление всех неровностей и шероховатостей, что восстанавливает изначальную чистоту поверхности резца для обеспечения его пригодности к последующему использованию.
Лезвия резца в процессе доводки поочередно притираются в той же последовательности, в которой производилась заточка. Резцы доводятся до блеска, и, кроме того, происходит удаление всех неровностей и шероховатостей, что восстанавливает изначальную чистоту поверхности резца для обеспечения его пригодности к последующему использованию.
Что такое резец-рейер?
Резец-рейер представляет собой разновидность токарного инструмента, который предназначен для первоначальной, грубой обработки материалов. Главной отличительной особенностью такого резца является лезвие, которое по форме напоминает полукруг. Затачивается рабочая часть также в виде полукруга. Изготавливают резец-рейер из желобка, имеющего полукруглое сечение или из толстой металлической пластины. Благодаря такому виду резцов заготовке можно придать первоначальные приблизительные очертания в черновом виде.
Заточка резцов | Профессиональная заточка инструментов
Профессиональная заточка резцов в Москве — специальное Шведское оборудование с водным охлаждением
При обработке заготовок на токарных станках используется резец – режущий инструмент.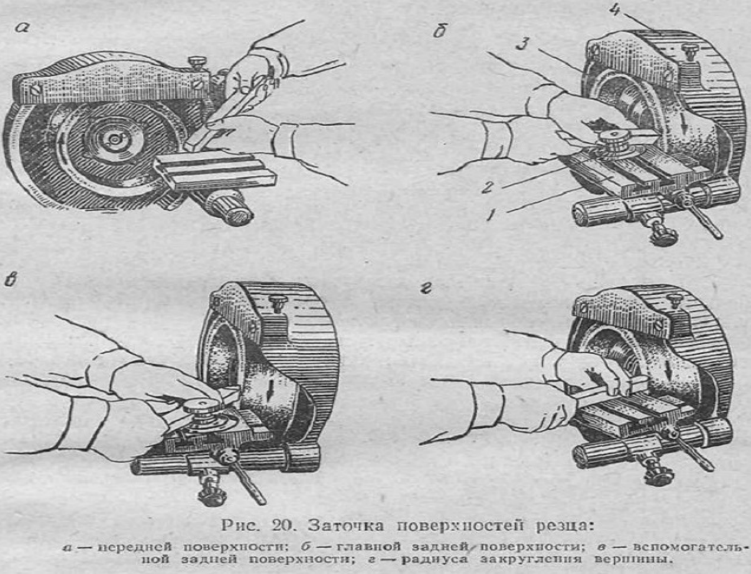 Это стержень, состоящий из державки и головки с режущей частью. В зависимости от назначения существует большое количество разновидностей резцов.
Это стержень, состоящий из державки и головки с режущей частью. В зависимости от назначения существует большое количество разновидностей резцов.
Мастера хорошо знают и понимают, что от заточки резца зависит качественное выполнение работ. В процессе обработки заготовки на станке резец подвергается значительным нагрузкам, в результате которых режущая поверхность приходит в негодность. Восстановить режущую кромку можно, используя специальное оборудование. Не обойтись и без определенного уровня знаний и мастерства. Правильная заточка токарных резцов по дереву и металлу значительно облегчит работу с этими материалами.
Современное оборудование для заточки резцов облегчает процесс восстановления режущей поверхности. Возможность регулировки скорости двигателя и его мощность в сочетании с возможностью проводить работы с высокой точностью позволяет качественно произвести заточку и шлифовку резцов.
Заточка алмазных резцов
Применение в промышленности алмазных резцов из синтетических алмазов растет с каждым днем. Данный вид резцов позволяет осуществлять чистовое точение деталей из цветных сплавов, пластмасс и прочих материалов. Алмазные резцы по сравнению с твердосплавными обладают лучшими эксплуатационными показателями. При работе с латунью и бронзой их стойкость превышает твердосплавные резцы в 100 раз, при работе с пластмассой этот показатель увеличивается до 150-200 раз. Недостаток – стоимость таких резцов, она в 6-7 раз выше.
Данный вид резцов позволяет осуществлять чистовое точение деталей из цветных сплавов, пластмасс и прочих материалов. Алмазные резцы по сравнению с твердосплавными обладают лучшими эксплуатационными показателями. При работе с латунью и бронзой их стойкость превышает твердосплавные резцы в 100 раз, при работе с пластмассой этот показатель увеличивается до 150-200 раз. Недостаток – стоимость таких резцов, она в 6-7 раз выше.
Несмотря на высокие эксплуатационные характеристики, заточка алмазных резцов имеет место из-за отсутствия идеальных эксплуатационных условий. Толчки, биение, вибрации и удары во время работы станка негативно влияют на алмазные резцы.
Ручная заточка алмазных резцов требует высокой квалификации заточника и специального оборудования. От того, насколько качественно будет выполнена работа, зависят срок эксплуатации резцов и качество обработки поверхности детали.
Заточка резцов на видео наглядно иллюстрирует процесс.
Заточка резцов по металлу
Любой резец по металлу можно заточить, исключение составляют резцы, на которых установлены сменные пластины. В этом случае требуется только заменить пластину на новую и острую. Существует несколько способов заточки токарных резцов по металлу: химико-механический, при помощи шлифовальных кругов и с использованием различных приспособлений. После заточки производят доводку.
В этом случае требуется только заменить пластину на новую и острую. Существует несколько способов заточки токарных резцов по металлу: химико-механический, при помощи шлифовальных кругов и с использованием различных приспособлений. После заточки производят доводку.
Провести качественную заточку резца может далеко не каждый. На крупных предприятиях есть специально обученные люди и оборудование, которое обеспечивает качественную заточку. Качество заточки можно проверить специальными шаблонами. При неправильном проведении работ по заточке можно испортить резец.
Заточка резцов по дереву
Использование в работе по дереву заточенных приспособлений помогает избежать многих неприятностей. Тяжело получить качественное изделие из дерева, если резец оставляет на заготовке сколы и задиры. Работу самого лучшего современного токарного станка можно испортить плохо заточенным резцом по дереву.
Работу самого лучшего современного токарного станка можно испортить плохо заточенным резцом по дереву.
Учитывая большое разнообразие резцов по дереву, следует правильно подходить к данному вопросу. Оптимально подобранные абразивный диск и скорость заточки позволяют избежать перегрева резца, в результате он прослужит дольше и будет меньше подвержен износу. Правильно проведенная заточка токарных резцов по дереву позволяет значительно повысить точность обработки заготовки и продлить срок службы резца.
где? заточить, наточить, поточить, резцы. “Москва”
Заточка токарных резцов, приспособления для заточки
Секреты умельцев /04-июн,2011,11;36 / 105946Чтобы предупредить появление на точеных деталях задиров и сколов, избежать досадных срывов инструмента и прочих неприятностей в токарной работе, важно использовать правильно заточенные токарные резцы. Как добиться правильной заточки? Мы задали этот вопрос трем профессиональным токарям.
 Их ответы звучали одинаково: «Применять заточные приспособления». Все трое уверяли, что после покупки хорошего токарного станка и комплекта высококачественных резцов лучшим приобретением для токаря-профессионала или любителя станет универсальное точило с набором заточных приспособлений, например Wolverine Grinding Jig компании Oneway. Мы поинтересовались, как правильно использовать такие приспособления, и вот что нам удалось узнать.
Их ответы звучали одинаково: «Применять заточные приспособления». Все трое уверяли, что после покупки хорошего токарного станка и комплекта высококачественных резцов лучшим приобретением для токаря-профессионала или любителя станет универсальное точило с набором заточных приспособлений, например Wolverine Grinding Jig компании Oneway. Мы поинтересовались, как правильно использовать такие приспособления, и вот что нам удалось узнать.Прежде всего, хорошо изучите приспособление
Весь комплект Wolverine Grinding Jig состоит из двух фиксаторов-оснований, выдвижного подручника с V-образным упором, регулируемого подручника с площадкой и двух дополнений: насадки-держателя для заточки косых резцов и универсального держателя.
Выдвижной подручник с V-образным упором можно использовать отдельно для заточки отрезных и обдирочных резцов или в паре с универсальным держателем (для ногтевидной заточки полукруглых резцов). Для заточки косого резца-мейселя закрепите на выдвижном подручнике соответствующую насадку-держатель. Регулируемый подручник с плоской площадкой полезен при заточке скребков, а также других инструментов, например лезвий рубанков или стамесок. Регулируемые фиксаторы-основания помогают правильно закрепить подручники. При этом оба подручника можно установить у любого из абразивных дисков. Фиксаторы-основания крепятся прямо под абразивными дисками (рис. 1), но следует убедиться, что сумеете использовать их с имеющимся у вас точилом. Чтобы поднять оси дисков на требуемую высоту, установите прокладки между точилом и платформой.
Регулируемый подручник с плоской площадкой полезен при заточке скребков, а также других инструментов, например лезвий рубанков или стамесок. Регулируемые фиксаторы-основания помогают правильно закрепить подручники. При этом оба подручника можно установить у любого из абразивных дисков. Фиксаторы-основания крепятся прямо под абразивными дисками (рис. 1), но следует убедиться, что сумеете использовать их с имеющимся у вас точилом. Чтобы поднять оси дисков на требуемую высоту, установите прокладки между точилом и платформой.
В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом без множества мелких граней, типичных при ручной заточке.

В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом
Что нужно знать про точила и абразивные диски
Большинство моделей электроточил поставляются с дисками из серого электрокорунда, вращающимися с частотой около 3000 об/мин. Такая комбинация высокой окружной скорости и твердого абразива часто вызывает перегрев режущей кромки, приводящий к ее быстрому затуплению. Наши эксперты рекомендуют обзавестись более медленным электроточилом с частотой вращения 1725-2000 об/мин и белыми абразивными дисками диаметром 200 мм из окиси алюминия. Поверхность таких «мягких» дисков при заточке быстро изнашивается, обнажая новые острые частицы абразива.
 Процесс заточки становится более эффективным, а режущая кромка меньше нагревается. Установите на свое электроточило один диск зернистостью 60 единиц для быстрого формирования фаски и один диск зернистостью 100 единиц для обычной заточки. Если у вас уже есть точило с частотой вращения диска 3000 об/мин, не нужно от него избавляться. Установка «мягкого» диска из белой окиси алюминия дает больший эффект, чем снижение частоты вращения. Сгодится и точило со 150-миллиметровыми дисками, но независимо от размера точила заменяйте изношенные диски, когда их диаметр уменьшится до 120 мм.
Процесс заточки становится более эффективным, а режущая кромка меньше нагревается. Установите на свое электроточило один диск зернистостью 60 единиц для быстрого формирования фаски и один диск зернистостью 100 единиц для обычной заточки. Если у вас уже есть точило с частотой вращения диска 3000 об/мин, не нужно от него избавляться. Установка «мягкого» диска из белой окиси алюминия дает больший эффект, чем снижение частоты вращения. Сгодится и точило со 150-миллиметровыми дисками, но независимо от размера точила заменяйте изношенные диски, когда их диаметр уменьшится до 120 мм.Для регулярной правки диска (очистки его от металлических частиц и выравнивания поверхности) потребуется сравнительно недорогой алмазный карандаш или специальное зубчатое приспособление – шарошка. Для получения лучшего результата заточку следует вести, слегка прижимая инструмент к вращающемуся диску и постоянно перемещая его из стороны в сторону, чтобы на диске не образовывались канавки. При использовании выдвижного подручника с V-образным упором в целях собственной безопасности следите, чтобы точка контакта инструмента с диском находилась значительно выше оси вращения диска. Используя подручник с плоской площадкой, устанавливайте его так, чтобы между диском и передним краем площадки было не более 3 мм. Все настройки приспособлений следует производить только при выключенном электроточиле.
Используя подручник с плоской площадкой, устанавливайте его так, чтобы между диском и передним краем площадки было не более 3 мм. Все настройки приспособлений следует производить только при выключенном электроточиле.
Обдирочный резец-рейер
Установите в V-образный упор подручника конец ручки рейера и прижмите его фаску к абразивному диску. Настройте подручник на заточку фаски под углом 45° (рис. 3). Коснитесь фаской резца вращающегося диска, начав заточку с одной стороны желобка. Плавно поворачивайте резец, слегка прижимая его к диску, чтобы за один прием получить равномерную фаску до другого уголка (фото С). Старайтесь выдержать угол 90°, показанный на рисунке.
Узкий рейер и резец для точения чаш
Эти резцы поступают в продажу с различными вариациями заточки. В некоторых случаях такая заточка работает неплохо, но чаще приходится полностью перетачивать резец. Боковая заточка таких резцов с удлиненной режущей кромкой и меньшей вероятностью врезания в деталь становится все более популярной.
 (При боковой заточке фаска простирается дальше от кончика вдоль краев клинка в противоположность прямой заточке, как у обдирочного рейера.) Из-за большого количества движений, которые непросто описать доходчиво, такая заточка требует большой практики, и не каждый сможет выполнить ее вручную. К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.
(При боковой заточке фаска простирается дальше от кончика вдоль краев клинка в противоположность прямой заточке, как у обдирочного рейера.) Из-за большого количества движений, которые непросто описать доходчиво, такая заточка требует большой практики, и не каждый сможет выполнить ее вручную. К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.Для заточки узкого рейера или резца для точения чаш зажмите инструмент в универсальном держателе так, чтобы его кончик выступал на 45 мм. Вставьте ножку держателя в вырез выдвижного подручника и коснитесь кончиком резца абразивного диска. Измените положение подручника и угол ножки держателя для заточки фасок (рис. 4 и 5). Не включая точила, коснитесь диска фаской резца и попрактикуйтесь в перемещении инструмента из стороны в сторону, стараясь добиться плавности и непрерывности, что поможет получить качественный результат. Затем включите станок и, слегка касаясь вращающегося диска фаской резца, покачивайте инструмент.

Чтобы фаска по обеим сторонам желобка проходила на расстоянии 13-18 мм от кончика резца для точения чаш, как показано на рис. 6, следует поворачивать инструмент дальше чем обычно. Посмотрите на фаску сбоку. Профиль режущей кромки должен быть плавным и слегка выпуклым. При вогнутом профиле на краях желобка образуются выступающие уголки, увеличивающие вероятность врезания в деталь. Исправьте вогнутый профиль, сточив больше металла с уголков и пятки.
Косой резец-мейсель
Режущая кромка мейселя, обычно скошенная под углом 70°, образована двумя фасками под углом 20° (рис. 7). Если угол резца требует корректировки, установите площадку регулируемого подручника так, чтобы кончик резца был направлен точно к центру абразивного диска, и сточите скос под углом 70°. Сформировав скос, закрепите на выдвижном подручнике насадку-упор для заточки косых резцов. Поставьте мейсель в один из V-образных вырезов упора, направив скос в сторону диска. Приложив к диску фаску резца, настройте подручник для заточки фасок под углом 20°.
 Перемещайте рабочий конец резца по диску из стороны в сторону. Регулярно переворачивайте инструмент и вставляйте конец его ручки в другой V-образный вырез упора, чтобы режущая кромка располагалась точно посередине толщины клинка.
Перемещайте рабочий конец резца по диску из стороны в сторону. Регулярно переворачивайте инструмент и вставляйте конец его ручки в другой V-образный вырез упора, чтобы режущая кромка располагалась точно посередине толщины клинка.Полукруглый скребок
Фаски скребков обычно затачиваются под углом 75° (рис. 8), поэтому нужно установить площадку регулируемого подручника в соответствии с этим углом. Затачивая полукруглый скребок, начните работу у одного края и сточите фаску по всей ее длине одним непрерывным движением. Сделайте, если требуется, несколько проходов для получения плавной дуги. Избегайте кратковременных касаний резцом вращающегося диска.
Ромбический отрезной резец
Чаще всего отрезной резец заострен под углом 60° (рис. 9), хотя встречаются и другие варианты. Для заточки вставьте ручку инструмента в V-образный вырез выдвижного подручника и прижмите один из скосов к диску. Настройте подручник для заточки скоса под углом 30°. Теперь, слегка прижимая резец к диску, перемещайте его из стороны в сторону по всей ширине диска.
 Чаще переворачивайте инструмент, стачивая металл попеременно с обоих скосов, чтобы режущая кромка образовалась точно посередине ширины клинка. При заточке на круглых дисках скосы будут слегка вогнутыми, как показано на рисунке.
Чаще переворачивайте инструмент, стачивая металл попеременно с обоих скосов, чтобы режущая кромка образовалась точно посередине ширины клинка. При заточке на круглых дисках скосы будут слегка вогнутыми, как показано на рисунке.Как затачивать токарные инструменты по металлу
Токарный станок – это станок, который быстро вращает заготовку; режущий инструмент затем медленно перемещается в заготовку, удаляя материал, когда заготовка вращается против нее. Токарные станки часто используются в профессиональных и любительских мастерских и представляют собой универсальный инструмент.
Режущие коронки для токарного станка, в частности для токарного станка по металлу, требуют периодической заточки. Долота для токарных инструментов не похожи на часто хрупкие долота обычных сверл; их блочная форма и общая конструкция токарного станка означают, что большую часть работы выполняет сам инструмент, а не бит.
Тем не менее, режущие насадки для токарных станков требуют заточки или правки, повторной полировки кромок, контактирующих с заготовкой, и предотвращения их закругления. Биты, потерявшие острие, могут вызвать стук или плохую обработку поверхности.
Биты, потерявшие острие, могут вызвать стук или плохую обработку поверхности.
Это руководство даст вам основные шаги и оборудование, необходимые для поддержания ваших токарных инструментов в отличном состоянии.
Необходимые инструменты
- Шлифовальный круг – основной инструмент для заточки металлических инструментов с незапамятных времен.У вас может быть старомодный каменный круг или, что более вероятно, вы будете использовать современный точильный станок.
- Заточка бит
- Средства индивидуальной защиты – защита лица и ушей жизненно важны. Избегайте свободной одежды.
- Шлифовальный кондуктор – это приспособление для заточки, изготовленное на заказ для ваших бит, которое удерживает их на месте под правильным углом к шлифовальному кругу. Установка приспособления требует точного измерения углов, но после установки у вас будет готовое руководство для быстрой заточки.
Препарат
- Закрепите и закрепите колесо
Убедитесь, что настольный шлифовальный станок надежно закреплен на полу, не раскачивается и не деформируется. Если вы недавно использовали верстачную шлифовальную машину, вам нужно будет ее усовершенствовать – удалив старые частицы мусора, застрявшие в камне. Это легко сделать с помощью алмазного инструмента для заточки; просто включите колесо и проведите инструментом по поверхности камня.
Если вы недавно использовали верстачную шлифовальную машину, вам нужно будет ее усовершенствовать – удалив старые частицы мусора, застрявшие в камне. Это легко сделать с помощью алмазного инструмента для заточки; просто включите колесо и проведите инструментом по поверхности камня.
Когда вы затачиваете бит токарного инструмента, вы действительно заново рисуете ряд критических углов.Эти углы на вашей коронке определяют, насколько быстро или агрессивно инструмент врезается в заготовку и даже насколько велики стружки и стружки. Большинство углов небольшие – от 5 до 30 градусов, – но вам нужно знать, как они взаимодействуют друг с другом.
Изображения с сайта metalartspress.com
- Закрепите зажимное приспособление / контакт для тестирования
Убедитесь, что ваше приспособление плотно прилегает к ограждению настольного шлифовального станка. Медленно подайте биту вперед, чтобы убедиться, что она плавно перемещается по скамейке и имеет хороший контакт.
Шлифовальный
Фактический процесс шлифования довольно прост, но есть несколько вещей, которые вам нужно запомнить.
- Помолите с шагом в десять секунд
Вы, вероятно, сразу увидите искры. Это нормально, но есть реальный риск перегрева, если вы будете работать слишком долго. Каждые десять секунд охлаждайте насадку в ведре с водой.
- Отшлифуйте каждую грань отдельно
Еще один простой шаг. Охладите насадку, прежде чем переходить к следующей грани, и будьте осторожны, чтобы не перетереть ни одну грань.
Заточить токарные инструменты по металлу несложно, но требуются некоторые знания, чтобы подобрать правильный угол. Проведите исследование, узнайте лучшие углы для вашего инструмента и подходящего металла и используйте угловой зажим, чтобы избежать ошибок.
По многочисленным просьбам на этой странице подробно рассказывается о заточке токарного инструмента общего назначения. Это попытка объяснить простым языком конструкцию инструмента, терминологию и процесс шлифования, необходимый для его создания. | |||||||
Это первое изображение показывает заготовку инструмента. 5 лиц, которые стоит рассмотреть на режущий конец, но только 3 из них требуют шлифовки.Задняя (4) поверхность и нижнюю (5) поверхность можно оставить нетронутой. остальные три грани требуют шлифовки по двум осям, однако их все еще можно создать за три шлифовальные операции. На большинстве инструментов есть также четвертая операция шлифования, которая представляет собой радиус на вершине инструмента. | |||||||
Пронумерованные грани на этом изображении также указывают порядок, в котором вырезаются три грани. Хотя нужно вырезать три грани, и для каждой из них нужно задать два угла, передняя и боковые грани имеют два критических угла и два не критично. Верхняя грань имеет два угла, оба из которых важны. | |||||||
| Геометрия инструмента. торцевые и боковые грани имеют зазор / заданный угол и еще одну кромку угол резания. Углы снятия нагрузки нужны для предотвращения трения инструмента.А инструмент с большим углом спуска обычно имеет меньшую скорость износа, но поскольку меньше материала для поддержки режущей кромки, инструмент может легче ломается, он также не может так эффективно отводить тепло. верхняя грань имеет два передних угла, потому что она может врезаться как «в», так и «вдоль»
заготовка. | |||||||
На схеме ниже показана терминология, используемая для описания режущих инструментов (щелкните, чтобы увеличить изображение). | |||||||
Разное материалы лучше всего вырезать, используя немного разные углы и стол ниже приведены некоторые предлагаемые углы для критических граней; но в Суммарно более твердые материалы имеют меньшие передние углы, а более мягкие большие передние углы.Исключение составляют латунь и бронза, которые обычно режут с нулевым или отрицательным углом наклона, чтобы предотвратить «закапывание» инструмент. | |||||||
A Подставка для шлифования инструмента Точная шлифовка требуемых поверхностей легче достигается с помощью регулируемого шлифовального упора. фото справа показывает простую шлифовальную опору, которая имеет только угол регулируется (не по высоте) и имеет раздвижной упор, который можно использовать для держите резак под заданным углом, когда он проходит через край шлифовальный круг. Некоторые примечания по конструкции шлифовальной опоры можно найти здесь. | |||||||
| Последовательность заточки инструмента Во всем В этой последовательности температура инструмента поддерживалась разумной за счет частых окунание в кастрюлю с водой. Кроме того – всегда следите за тем, чтобы защитные ограждения на шлифовальном круге и всегда ждите, пока он остановится перед настройкой остальных. | |||||||
Первой вырезанной гранью была боковая грань. В этом примере мы делаем нормальный правосторонний инструмент для токарного станка. | Шлифовка боковой грани инструмента | ||||||
шлифовальный упор был наклонен для обеспечения необходимого разгрузки бокового зазора и упор отрегулирован таким образом, чтобы получить угол боковой режущей кромки.Работа была подается через край шлифовального круга с легким внутренним давлением сделать разрез. Угол, установленный столом, является здесь важным углом, так же как и боковые облегчение. Угол ограждения не имеет решающего значения и используется просто так что боковой рельеф не нужно шлифовать по всей длине инструмент. | |||||||
Второй, которую нужно было разрезать, – это торец, показанный ниже зеленым цветом. | Шлифовка торца инструмента | ||||||
шлифовальный упор был наклонен, чтобы обеспечить требуемый угол снятия торца, а
упор отрегулирован для получения угла передней режущей кромки. | |||||||
Если необходимо закруглить наконечник инструмента, он обрезается следующим образом. Это может выполняться вручную на верстачном шлифовальном станке или вручную шлифовальный шликер, если нужен только очень маленький радиус. | Радиус заточки резца вручную | ||||||
Наконец, была вырезана верхняя грань.У этой грани был боковой и задний передний угол. | Инструмент в сборе | ||||||
Кому
срезал верхнюю грань, шлифовальный упор был наклонен для установки боковых граблей
угол и упор наклонены, чтобы сократить задний передний угол. | |||||||
Инструмент в действии | Это На фотографии показан инструмент, режущий пруток из мягкой стали толщиной 25 мм и оставляющий хорошая отделка поверхности.Давление резания было небольшим, инструмента не было. болтовня. | ||||||
| Плакат мастерской, содержащий необходимые данные для шлифования инструмента. оставили. Распечатайте, ламинируйте, поделитесь и распространите по мере необходимости. | |||||||

 Этот радиус увеличивает стойкость инструмента и улучшает качество поверхности.
Этот радиус увеличивает стойкость инструмента и улучшает качество поверхности.

 Снова фронт
угол режущей кромки не имел значения, хотя обычно он
сделать чаевые и меньше 90. Угол рельефа является критическим.
Снова фронт
угол режущей кромки не имел значения, хотя обычно он
сделать чаевые и меньше 90. Угол рельефа является критическим. Оба эти
углы важны для создания эффективного инструмента.
Оба эти
углы важны для создания эффективного инструмента.Как точить токарный инструмент
Пожалуй, одна из самых больших проблем при первом изучении основ токарной обработки по дереву – получить несколько хорошо заточенных инструментов. Большинство из нас часто упускают из виду важность острого инструмента, и без правильного руководства процесс заточки может быть разочаровывающим. Однако в этой статье мы представим вам простой способ начать работу.
Большинство из нас часто упускают из виду важность острого инструмента, и без правильного руководства процесс заточки может быть разочаровывающим. Однако в этой статье мы представим вам простой способ начать работу.
Правильно заточенные токарные инструменты часто приводят к меньшему количеству сломанных перьев, меньшему количеству рабочих трещин и общему совершенству пера. Короче говоря, вы станете гораздо более счастливым токарщиком по дереву, и этот токарный станок, который вы тщательно исследовали и купили, будет стоить времени и денег!
Независимо от того, точите ли вы ручку или работаете над чем-то другим, процесс заточки токарных инструментов практически одинаков.
Раскрытие информации : важно, чтобы вы понимали, что мы можем получать комиссионные, когда вы переходите по нашим ссылкам и делаете покупки. Однако это не влияет на наши обзоры и сравнения. Все мнения являются нашими собственными, мы гордимся тем, что наши статьи справедливы и сбалансированы. Для получения дополнительной информации см. Наше заявление о раскрытии информации.
Для получения дополнительной информации см. Наше заявление о раскрытии информации.
Что вам нужно
Однако, прежде чем мы сможем перейти к процессу заточки, важно определить инструменты, которые вам понадобятся для получения плодотворного результата.Вот что вам понадобится для заточки токарных инструментов:
Шлифовальный станок
Шлифовальный станок, безусловно, является первым инструментом, который вам понадобится для заточки токарных инструментов. В этом случае лучше всего подойдет 6- или 8-дюймовая шлифовальная машина, которая быстро и эффективно изменит форму или заточит ваши инструменты. Затем вам нужно будет установить кофемолку на доску, скамейку или столешницу, которую вы предпочитаете.
Когда дело доходит до настольных шлифовальных машин, мы рекомендуем DEWALT DW756.
Эта машина представляет собой 6-дюймовую тяжелую шлифовальную машину, которая имеет прочную чугунную конструкцию в дополнение к мощному двигателю, который может развивать скорость до 3450 об / мин. Настольный шлифовальный станок можно использовать как в домашних, так и в промышленных целях. Его продуманная конструкция позволяет ему работать с минимальной вибрацией и низким уровнем шума для комфортного использования.
Настольный шлифовальный станок можно использовать как в домашних, так и в промышленных целях. Его продуманная конструкция позволяет ему работать с минимальной вибрацией и низким уровнем шума для комфортного использования.
- Настольный шлифовальный станок 6 дюймов, 5/8 л.с.
- Простота использования
- Изделие произведено в Китае
- Мощный асинхронный двигатель мощностью 5/8 л.с. для тяжелых шлифовальных работ
- Основание и корпус двигателя из промышленного чугуна обеспечивают прочность и продление срока службы
Защита глаз
Это помогает предотвратить попадание металлических пломб в глаза.
Резиновые перчатки
Резиновые перчатки – еще один важный элемент для заточки токарных инструментов, поскольку они помогают поглощать вибрацию от станка, а также защищают руки от ссадин.
Правка круга
Большинство шлифовальных кругов нуждаются в периодической правке, а Т-образный стержень с несколькими алмазами лучше всего работает без особых усилий.
Шаблоны для заточки
Шаблоны очень важны для начинающих и опытных шлифовальных станков, поскольку они помогают обеспечить постоянный угол скоса для лучших результатов заточки.
Прочие предметы
Токарный инструмент, сухая ткань, чаша и вода.
Как затачивать токарный инструмент на настольном шлифовальном станке
Вот как затачивать токарные инструменты.
Начните с основной подготовки
Первым шагом к приобретению острых токарных инструментов является установка правильного защитного снаряжения. Начните с защиты глаз, например, очков, потому что в процессе заточки мелкие металлические фрагменты часто разлетаются в воздух.Защита рук также важна, поэтому обязательно надевайте защитные перчатки.
Вы также должны убедиться, что ваш настольный шлифовальный станок полностью неподвижен (в идеале закреплен на верстаке), прежде чем начинать любые операции по заточке. В этом случае вам нужно будет правильно настроить опору для инструмента. Если вы используете болгарку на верстаке, убедитесь, что она надежно закреплена зажимами.
Если вы используете болгарку на верстаке, убедитесь, что она надежно закреплена зажимами.
Некоторые другие меры безопасности, которые следует соблюдать при использовании кофемолки:
- Используйте средства защиты органов дыхания.
- Не располагайте токарный инструмент прямо под центром колеса.
- При использовании платформы для заточки убедитесь, что она находится достаточно близко, чтобы токарный инструмент не застрял между колесом и платформой.
Правка шлифовального круга
Когда дело доходит до заточки, шлифовальный круг является основным инструментом, поэтому ему необходимо уделять должное внимание. Это в основном подразумевает подготовку шлифовального круга к предстоящей работе.
Подготовка – это критически важный вид деятельности, потому что на большинстве шлифовальных кругов образуется разумное нарастание металлических фрагментов, которые могут повлиять на его общую производительность, т. е.е. его способность заточки.
е.е. его способность заточки.
При использовании настольного шлифовального станка рекомендуется использовать алмазный заточный инструмент для правки круга. С помощью алмазного заточного инструмента вы должны потереть внешние края круга, чтобы избавиться от мусора и выровнять его.
Правильный угол заточки
Прежде чем приступить к реальной заточке, вы должны понять, что разные токарные инструменты имеют разные углы, под которыми они режут. В результате углы заточки будут разными, особенно на канавках шпинделя и углублениях чаш, в зависимости от уровня навыков пользователя и типа выполняемой токарной обработки.Важный аспект, о котором следует помнить, заключается в том, что чем меньше угол заточки, тем больше контроля над инструментом (навыков) требуется для управления токарным инструментом без каких-либо защелок. Таким образом, можно начать с более крутого угла (возможно, 60 градусов, а не 55 на канавке чаши) и постепенно уменьшать угол по мере улучшения контроля над инструментом.
Угол заточки токарного инструмента
Вот краткое описание различных инструментов и их прямых углов заточки:
- Черновая строжка. Этот инструмент часто используется для черновой обработки шпиндельной заготовки, а не для обработки стаканов. Лучше всего шлифовать под углом 45 градусов, но для мягкой древесины лучше всего подойдет 35 градусов. И если вы будете затачивать с V-образным карманом, будьте осторожны с кончиком инструмента, так как он будет находиться прямо над средней линией колеса.
- Чаша долбежная. Существует множество вариантов углов, но самая безопасная начальная точка – от 50 до 60 градусов. По мере улучшения контроля над инструментом вы можете переходить на более низкие углы, например, 45 и 40 градусов.
- Строжка шпинделя. Этот инструмент не только используется для точения выступов и буртиков на шпинделе, но и во многих случаях при проделывании отверстий в небольших отверстиях и токарной обработке чаш. Этот инструмент может быть заточен в зависимости от уровня квалификации от 45 градусов (гораздо легче управлять) и 35 градусов (требуется более тонкий контроль инструмента).
- Инструмент для отрезки (плоский). Отрезные инструменты часто используются для отрезки шпинделя, а также для некоторых других операций. 45 градусов – хороший угол заточки.Края необходимо держать под углом 90 градусов, чтобы инструмент располагался перпендикулярно кругу.
- Алмазный отрезной инструмент. Этот токарный инструмент разработан для облегчения удаления опилок при распиловке древесины. Угол в 45 градусов подойдет для этого инструмента.
 Этот инструмент может быть заточен в зависимости от уровня квалификации от 45 градусов (гораздо легче управлять) и 35 градусов (требуется более тонкий контроль инструмента).
Этот инструмент может быть заточен в зависимости от уровня квалификации от 45 градусов (гораздо легче управлять) и 35 градусов (требуется более тонкий контроль инструмента).Обеспечьте правильный контакт
После того, как вы ознакомитесь с углами заточки, вам необходимо установить правильный контакт для получения желаемых углов заточки. В этом случае желательно, чтобы вы поместили свой токарный инструмент на специальный упор, прежде чем выполнять какие-либо действия.
Выполняйте эту операцию, пока ваш инструмент не коснется колеса. Убедитесь, что лезвие не прижимает к шлифовальному кругу – контакт с шлифовальным кругом должен быть минимальным. Если ваш угол неправильный или вы слишком сильно нажимаете на токарный инструмент, есть вероятность, что лезвие будет подпрыгивать или создавать чрезмерные вибрации, которые могут ослабить ваш захват, после чего вы потеряете контроль над инструментом.
Первый этап шлифования
Теперь все готово для повышения резкости.Слегка прижмите инструмент к колесу и убедитесь, что контакт инструмента не превышает 10 секунд. Вы должны увидеть несколько искр на этом этапе, если угол и уровень контакта правильный. Попробуйте осторожно перемещать токарный инструмент из стороны в сторону, затачивая его. Проверьте узор, по которому вспыхивают искры, и, если вы все делаете правильно, они должны быть видны по краю.
Вторая фаза шлифования
Этот 10-секундный интервал повышения резкости следует повторить несколько раз. Если токарный инструмент кажется достаточно острым, окуните его в таз с водой для охлаждения. Шлифование может привести к чрезмерному нагреву инструмента из-за сильного трения. Когда ваш инструмент остынет, повторите процесс с противоположной стороной. Перед установкой на колесо убедитесь, что поверхность инструмента высохла. Следите за тем, чтобы не переточить какую-либо сторону инструмента, так как это увеличит риск сделать ваш инструмент слабым и склонным к растрескиванию.
Если токарный инструмент кажется достаточно острым, окуните его в таз с водой для охлаждения. Шлифование может привести к чрезмерному нагреву инструмента из-за сильного трения. Когда ваш инструмент остынет, повторите процесс с противоположной стороной. Перед установкой на колесо убедитесь, что поверхность инструмента высохла. Следите за тем, чтобы не переточить какую-либо сторону инструмента, так как это увеличит риск сделать ваш инструмент слабым и склонным к растрескиванию.
Если у вас нет электрического шлифовального станка, вы можете заточить свои токарные инструменты вручную.В этом случае вам понадобится шлифовальный камень зернистостью около 1000. Для заточки нужно держать камень в одной руке и располагать токарный инструмент под углом 45 градусов. Слегка надавливая, проведите инструментом по шлифовальному камню взад и вперед.
В целом, заточка станков по дереву поможет вам более эффективно выполнять свою работу по деревообработке. А когда заточка выполняется в домашних условиях, это может обеспечить преимущество экономической эффективности.
Последний раз цены обновлялись 2021-02-28 в 05:42 / партнерские ссылки – Подробности
Как затачивать токарные инструменты по металлу
Для безопасной и эффективной заточки токарных инструментов по металлу используйте следующие инструкции, которые были представлены в простой для понимания форме.
Шаг 1. Начало работы с основными подготовительными работами
Начните работу с надлежащих защитных очков. При работе на токарном станке мелкие фрагменты металла разлетаются в воздухе. Точно так же важно ношение защитных перчаток. Перед началом заточки убедитесь, что шлифовальный станок полностью остановился. Для этого правильно установите опору для инструмента. Закрепите шлифовальный станок на верстаке зажимами.
Шаг 2 – Правка шлифовального круга
Шлифовальный круг – это основной инструмент, используемый для заточки токарных инструментов.Править нужно шлифовальный круг. По сути, это относится к процессу подготовки шлифовального круга. Это связано с тем, что на шлифовальном круге образуется небольшой налет, который может повлиять на его рабочие характеристики, то есть на способность заточки. Обычно рекомендуется, чтобы при использовании настольного шлифовального станка алмазный инструмент для заточки был лучшим выбором для правки круга. Используя алмазный инструмент для заточки, несколько раз потрите внешние края шлифовального круга, чтобы удалить мусор и заточить его.
Это связано с тем, что на шлифовальном круге образуется небольшой налет, который может повлиять на его рабочие характеристики, то есть на способность заточки. Обычно рекомендуется, чтобы при использовании настольного шлифовального станка алмазный инструмент для заточки был лучшим выбором для правки круга. Используя алмазный инструмент для заточки, несколько раз потрите внешние края шлифовального круга, чтобы удалить мусор и заточить его.
Шаг 3 – Обеспечение правильных углов
Помните, что разные токарные инструменты, как правило, имеют разные углы, под которыми они режут.Многие режущие кромки имеют угол от 7 до 30 градусов. Даже самые острые режущие кромки токарного инструмента не имеют углов резания более 90 градусов, так как это приведет к повышенному царапанию обрабатываемой детали. Рекомендуется не вмешиваться в эти углы, сохранение исходного края – самый безопасный вариант.
Шаг 4 – Обеспечение правильного контакта
Вам также следует поместить токарный инструмент на специальный упор и осторожно продвинуть его. Делайте это, пока инструмент не коснется колеса. Убедитесь, что лезвие не прижимает к колесу – оно должно иметь минимальный контакт с колесом.Если угол неправильный или вы сильно нажимаете на инструмент токарного станка, велика вероятность того, что лезвие будет подпрыгивать или возникнет чрезмерная вибрация, что ослабит вашу хватку.
Делайте это, пока инструмент не коснется колеса. Убедитесь, что лезвие не прижимает к колесу – оно должно иметь минимальный контакт с колесом.Если угол неправильный или вы сильно нажимаете на инструмент токарного станка, велика вероятность того, что лезвие будет подпрыгивать или возникнет чрезмерная вибрация, что ослабит вашу хватку.
Этап 5 – Первый этап заточки токарных инструментов
Слегка прижмите токарный инструмент к шлифовальному кругу. Убедитесь, что вы ограничиваете контакт токарного инструмента с колесом примерно на 10 секунд. В течение этого короткого промежутка времени вы должны увидеть несколько искр, если угол и уровень контакта будут подходящими.Старайтесь аккуратно перемещать токарный инструмент из стороны в сторону при его заточке. Продолжайте проверять схему, по которой вспыхивают искры. Они должны быть видны по всему краю инструмента. Продолжайте перемещать и регулировать токарный инструмент, чтобы искры образовывались по всей его режущей кромке.
Шаг 6 – Второй этап заточки токарных инструментов
Повторите 10-секундные этапы заточки несколько раз. Когда вам покажется, что токарный инструмент достаточно острый, опустите его в таз с водой.Это охлаждение жизненно необходимо. Инструмент может стать слишком горячим из-за нагрева из-за сильного трения. Охлаждение гарантирует, что вы можете продолжать держать инструмент в течение оставшейся части процесса заточки. Теперь повторите тот же процесс с другой стороной токарного инструмента. Прежде чем продолжить, убедитесь, что поверхность высохла. Для этого можно протереть токарный инструмент сухой тканью. Убедитесь, что вы не переточите какую-либо сторону токарного инструмента, так как это создает риск ослабления наконечника инструмента и его склонности к растрескиванию.
Когда вам покажется, что токарный инструмент достаточно острый, опустите его в таз с водой.Это охлаждение жизненно необходимо. Инструмент может стать слишком горячим из-за нагрева из-за сильного трения. Охлаждение гарантирует, что вы можете продолжать держать инструмент в течение оставшейся части процесса заточки. Теперь повторите тот же процесс с другой стороной токарного инструмента. Прежде чем продолжить, убедитесь, что поверхность высохла. Для этого можно протереть токарный инструмент сухой тканью. Убедитесь, что вы не переточите какую-либо сторону токарного инструмента, так как это создает риск ослабления наконечника инструмента и его склонности к растрескиванию.
Рекомендуемое оборудование для заточки – Turn A Wood Bowl
Станция заточки не менее важна, чем токарный станок в мастерской токарного станка по дереву. Без острых токарных инструментов многого добиться не удастся.
Еще один факт о станции заточки – ее действительно нужно создать только один раз. Хорошая станция заточки – это инвестиция, и она прослужит долго.
Хорошая станция заточки – это инвестиция, и она прослужит долго.
Поскольку процесс заточки деревянной чаши очень важен, я не хотел срезать углы.Я решил не использовать менее дорогие диски из белого оксида алюминия по нескольким причинам.
Оксидные колеса изготовлены из материалов, спрессованных в форму колеса, они могут развалиться, иногда с большой силой. Их нужно «обработать» или отшлифовать, потому что они изнашиваются неравномерно и создают дополнительную токсичную пыль.
С учетом всего сказанного, я выбрал более качественные, не требующие особого ухода круги из CBN, которые лежали в основе моей заточной станции.
Пожалуйста, прочтите эти статьи о настройке приспособления для шлифования с переменным шлифом, методах заточки дуговой стружки и углах заточки дуговой стружки?
Вот краткое изложение моего рекомендуемого оборудования для заточки.У каждого товара есть ссылка на товар Amazon, поэтому вы можете проверить текущую цену.
Медленная шлифовальная машина
Шлифовальный станок с малой скоростью вращения лежит в основе моей системы заточки. Необходимость в шлифовальном станке с малой скоростью вращения важна при шлифовании и заточке быстрорежущей и криогенной стали. Не рекомендуются традиционные более быстрые шлифовальные машины, поскольку они нагреваются и расходуют ненужный материал токарного инструмента.
CBN Колеса
CBN означает кубический нитрид бора.Круги из CBN – это сбалансированные круги с абразивным покрытием, которые служат очень долго. Я хотел сказать «навсегда», но, вероятно, это не так. Но даже при регулярном использовании они, скорее всего, меня переживут, в отличие от дешевых оксидных колес, которые нужно часто менять.
У меня есть два заточных круга из CBN на моей тихоходной шлифовальной машине. Одно колесо – это заточный круг с CBN зернистостью 180, а другое – с зернистостью CBN 80 для обработки. Круг с зернистостью 80 используется для придания формы инструментам, а круг с зернистостью 180 – для более тонкой заточки.
Как я уже отмечал в своей статье «Настройка системы заточки Vari-Grind», я рекомендую прикрепить резиновые ножки к основанию вашей системы заточки, если это мобильная установка. Резиновые ножки уменьшат вибрацию и предотвратят перемещение системы.
Также отличным дополнением для облегчения очистки металлических опилок являются магниты. Эти сильные магниты можно прикрепить непосредственно к деревянной основе с помощью системы заточки. Оберните дополнительный магнит вощеной бумагой и прикрепите установленный магнит, чтобы впоследствии легко удалить металлическую пыль с мусорного ведра.
Шаблон для заточки
Если вы овладели искусством ручной заточки долот для чаш, я восхищаюсь вами. Это задача не для простых смертных. Когда я затачиваю свои инструменты, мне нужны две вещи; стабильно затачиваемый угол наклона и малый расход инструментального материала. Эта система отлично справляется с обоими. Я могу перейти к кофемолке и, сделав пару оборотов запястья, мой долбленок для чаши станет идеальным с минимальными усилиями и отходами.
Я использую систему заточки Oneeway Vari-Grind Sharpening System, которая состоит из направляющих и направляющих, которые прикрепляются к шлифовальному станку, чтобы каждый раз поддерживать постоянную работу при заточке токарных инструментов для деревянной чаши.
Наряду с системой Oneeway System я использую насадку Oneway Wolverine Vari-Grind, чтобы каждый раз, когда я подхожу к шлифовальному станку, получаю идеальный угол заточки.
Вся система заточки Oneeway Vari-Grind доступна в комплекте, который включает все необходимое для настройки приспособления для заточки.
Oneway также производит джиг-приманку Wolverine большего диаметра для выемок чаши большего диаметра. Это необходимо, если вы обрабатываете долот 3/4 дюйма или больше.
Роберт Сорби Система заточки ProEdge Plus (Deluxe)
Система заточки Robert Sorby Proedge Plus – отличный вариант системы заточки.Это устройство является автономным и очень простым в использовании.
Я рекомендую приобрести кондуктор для длинных шлифовальных машин и направляющую Sorby Proset для заточки профилей строжки с загнутыми назад чашами.
Кроме того, поскольку в этой системе используются ремни, которые необходимо будет заменить, я рекомендую приобрести по крайней мере один дополнительный ремень для шлифования зернистостью 60 и один дополнительный ремень для заточки 120.
Система заточки Tormek
Другой вариант станка для токарной заточки – это станок Tormek T-8 Wood Turner’s Package.Эта система заточки включает в себя мокрый круг для точных результатов заточки.
Хотя это более дорогая система, многие токарные станки находят хорошие результаты при заточке с помощью Tormek.
Ручная заточка
Помимо станции заточки, ручные заточные хлысты необходимы для легкого возврата кромки формы к данному инструменту. Заточка хона – отличная альтернатива, когда инструмент требует лишь легкой заточки, вместо того, чтобы каждый раз возвращаться к шлифовальному станку, который удаляет больше стали из инструмента.Точильный камень Diamond Hone
Еще один важный инструмент, который нужно иметь под рукой, чтобы максимально эффективно использовать скребки, – это полировальный инструмент. Полировальный инструмент изготовлен из закаленной стали, и, просто «потянув за заусенец» по краю скребка с круглым концом, вы можете превратить скребок в режущий инструмент, который обеспечивает сверхчистые гладкие разрезы.
Приспособление для заточки резцов односторонней системы Easy-Core Coring System
Наконечник одностороннего резака необходимо часто затачивать, и самый простой способ правильно удерживать и подносить маленький наконечник к заточному диску – это использовать этот специальный приспособление для заточки резцов.
Если вам нужна дополнительная информация об оборудовании для керна, обязательно посетите страницу «Рекомендуемое оборудование для керна».
Заточка твердосплавных наконечников
Алмазный камень с высокой зернистостью можно использовать для заточки твердосплавных режущих кромок. Никогда не пытайтесь затачивать твердосплавные наконечники на шлифовальном круге из CBN, камня или оксида алюминия.
Притирочная жидкость также необходима для смазки поверхности алмазного камня при заточке твердосплавных режущих кромок.
<Руководства по рекомендуемому оборудованию
Деревообрабатывающий инструмент Описание
Инструменты изготавливаются из различных сталей:
Токарный инструмент обычно изготавливается из трех различных типов стали: углеродистой стали, быстрорежущей стали (HSS) и, в последнее время, порошкового металла.Сравнивая три типа инструментов, инструменты из быстрорежущей стали дольше сохраняют свою кромку, требуя менее частой заточки, чем инструменты из углеродистой стали, но не так долго, как инструменты из порошкового металла. Чем тверже используемый тип быстрорежущей стали, тем длиннее острие лезвия. Порошковая сталь даже тверже, чем HSS, но не имеет такой острой кромки, как HSS. В отличие от других обрезных деревообрабатывающих инструментов, токарные инструменты требуют более частой заточки, так как древесина проходит с большой скоростью. Чтобы рез был чистым, необходимо поддерживать остроту режущей кромки инструмента.Процесс заточки требует либо навыков мастера, либо одного из множества доступных приспособлений для заточки, которые облегчают поддержание определенной фаски на инструменте.
Черновая строжка
Широкая бороздка, используемая для первоначального округления деревянного шпинделя и для его грубой формы. Обычно не предназначен для обрезки торцевых волокон из-за большого разреза и относительно слабого выступа, соединяющего лезвие с рукояткой. Небезопасно для изготовления чаш или каких-либо работ с лицевыми панелями.
Канавка шпинделя или канавка детали
Мелкая канавка, используемая для создания деталей на шпинделях, включая бортики (приподнятые части точения, как правило, полукруглые в поперечном сечении) и выступы (части точения без снятия нагрузки).
Стойка для чаши
Рифленая канавка, используемая для поворота мисок и сосудов снаружи и внутри. Часто имеет более толстый стержень и длинную ручку, чем канавка шпинделя, потому что он должен резать дальше от подлокотника.
Зубило косое
Широкое зубило с крутым концом, выступающее под углом к длине инструмента. Используется для сглаживания плоских веретен, нарезки бусинок и добавления деталей. Косые долота используются только при работе со шпинделем (никогда при работе с лицевыми пластинами) и затачиваются после заточки для получения лезвия бритвы.
Бедан
Широкие отрезные инструменты, также называемые станинами, используются для создания секций шпинделя одинакового размера, недоступных с помощью косого долота
Инструмент для отрезки
Заостренный инструмент, используемый для отделения (отрезания) работы от токарного станка и для создания прямой кромки, разделяющей секции большого и малого диаметра – широкие отрезные инструменты, также называемые пластинами, используются для создания секций шпинделя одинакового размера.
Простой способ выбора шлифовальных машин и приспособлений для заточки токарных инструментов
Инструмент деревообрабатывающий work hard – вспашка сквозь твердую древесину со скоростью 30 миль в час или более – поэтому их нужно затачивать часто.Время резки между заточками измеряется в минутах даже с помощью лучших инструментов из быстрорежущей стали. Важна хорошая настройка кофемолки для каждого токаря по дереву, и очень важно научиться навыку заточки перед Вы можете наслаждаться токарной обработкой дерева …
(1) Для начала вам понадобится шлифовальная машина
Двухсторонняя инженерная шлифовальная машина 6 или 8 дюймов подойдет и быстро и эффективно затачивайте или изменяйте форму инструментов.Страница 2- Информационная страница кофемолки, выбор подходящей кофемолки Вам нужно будет установить кофемолку на скамейку или какую-нибудь доску.Идеально подойдет кухонная столешница. Затем вы можете установить подходящее приспособление для замены небольших изогнутых металлических нерегулируемых опор для шлифования, которые идут в комплекте с шлифовальным станком, но не помогают получить правильный угол скоса на ваших инструментах.
(2) Установите приспособление для получения согласованные углы скоса
Приспособления необходимы, и даже специалист сможет добиться лучших результатов и увеличить срок службы инструмента, используя один
Страница информации о приспособлениях
(3) Обновите хотя бы одно колесо до Woodturner точильный камень
Серые круги, поставляемые с шлифовальной машиной, изготовлены из нерафинированной твердой абразивной крошки из оксида алюминия.Они предназначены для шлифования углеродистой стали, но для вашего
дорогие токарные инструменты из быстрорежущей стали.
Вам необходимо обновить колесо с помощью белого или розового оксида алюминия. Голубые керамические или микрокристаллические круги даже лучше, чем розовые, а колеса с металлическим покрытием CBN (кубический нитрид бора) лучше всего.
О шлифовальных кругах и выборе подходящего
О шлифовальных кругах (техническая информация)
Колеса из синего микрокристалла
Колеса CBN
(4) Колесный комод
Каждый шлифовальный круг (кроме кругов из CBN) требует периодической правки и алмазной шлифовки. Т-образный комод лучше всего справляется с работой с наименьшими усилиями.Колесный комод подробнее