Станок заточной для фрез в категории “Промышленное оборудование и станки”
Станок заточной многофункциональный MR-U2/для заточки фрез, сверл, резцов
Доставка из г. Киев
27 169 — 34 600 грн
от 3 продавцов
34 600 грн
Купить
ООО «ВЕКТОР ГРУП УКРАИНА»
Станок заточной Kraft Германия для цепей ланцюгів 750Вт
На складе в г. Львов
Доставка по Украине
3 900 грн
Купить
Интернет-магазин “Казка”
Заточной станок Витязь МЗУ-1000 для Сверл, Ножей, Стамесок + Гибкий вал
На складе
Доставка по Украине
от 1 271 грн
Купить
Строй Дом Сам
Станок заточной точило Powermat для заточки цепей750Вт+камень
На складе в г. Львов
Доставка по Украине
1 350 грн
Купить
Интернет-магазин “Казка”
Заточной станок для плоских ножей и инструмента (сверл) Cormak TS-150
Доставка по Украине
17 220 грн
Купить
ТОВ “ЛІСОВА ТЕХНІКА”
Заточный станок для цепей Витязь МЗ-700
На складе в г. Ужгород
Ужгород
Доставка по Украине
1 700 грн
Купить
Інструмент 81
Заточной станок для цепей Беларусмаш БЗЦ-1200, 2 диска в комплекте, алюминиевое основание
Доставка по Украине
1 350 грн
Купить
Хазяин
Станок для заточки цепей INTERTOOL DT-0850, 250 Вт, 7500 об/мин, 100*10*3.2 мм
На складе
Доставка по Украине
1 259 — 1 399 грн
от 8 продавцов
1 259 грн
Купить
Интернет-магазин электрооборудования ALT-SHOP
Станок для заточки сверл ELTOS МЗС-350
На складе
Доставка по Украине
1 211 грн
Купить
ИНТЕРНЕТ МАГАЗИН БЕНЗО-ЭЛЕКТРО ИНСТРУМЕНТА
Универсальная заточная машина My Project CSG65A Станок для заточки
На складе в г. Сумы
Доставка по Украине
1 080 — 1 099 грн
от 2 продавцов
1 099 грн
Купить
EuroTool
Заточной станок для сверл Grand МЗС-420
На складе
Доставка по Украине
1 041 грн
Купить
Интернет-магазин “SAVINI”
Заточной станок для цепей Белорус МЗ 950
Доставка по Украине
1 430 грн
Купить
ProFit
Многофункциональный точильный станок PARKSIDE® (Оригинал) Германия
На складе
Доставка по Украине
1 706. 67 — 1 821.84 грн
67 — 1 821.84 грн
от 3 продавцов
2 277.30 грн
1 821.84 грн
Купить
€vro ViLka
Станок для заточки ленточных пил Lenker GM-3 (заточной станок)
На складе
Доставка по Украине
от 11 000 грн
Купить
ЧП «Интер Плюс»
Станок для заточки инструмента по металлу OPTIgrind GH 20T (заточной станок универсальный)
Доставка по Украине
35 828 — 37 315 грн
от 5 продавцов
37 315 грн
Купить
Интернет-магазин ” Svarka+”
Смотрите также
Станок для заточки сверл (заточной станок) OPTIgrind GH 15T
Доставка по Украине
41 899 — 48 400 грн
от 6 продавцов
48 300 грн
Купить
Интернет-магазин ” Svarka+”
Станок для заточки сверл MR-13D /заточной станок для сверл
Доставка по Украине
15 900 — 17 647 грн
от 3 продавцов
17 345 грн
Купить
Интернет-магазин ” Svarka+”
Станок для заточки цепей INTERTOOL DT-0850
На складе
Доставка по Украине
1 375 грн
Купить
«ПОМОЩНИК»
Заточной станок для сверл Grand МЗС-420
На складе
Доставка по Украине
1 105 грн
Купить
BudMaster. net.ua – БудМастер Торговля бензо- и электроинструментами, оборудованием для Стройки
net.ua – БудМастер Торговля бензо- и электроинструментами, оборудованием для Стройки
Заточной станок для сверл ВИТЯЗЬ МЗС-500 (3-10мм)
На складе
Доставка по Украине
1 020 грн
Купить
BudMaster.net.ua – БудМастер Торговля бензо- и электроинструментами, оборудованием для Стройки
WorkMan 8080 заточной станок 200мм для ножей с водяным охлаждением 00000042289
На складе в г. Ровно
Доставка по Украине
7 955 грн
Купить
Интернет-магазин “ВсеОпт”
Станок заточной для цепи Tex.AC ТА-01-685
Доставка по Украине
1 410 грн
Купить
Магазин инструмента BOX-TOOL
Станок для заточки цепей 250 Вт, 7500 об/м, 100*10*3.2 мм INTERTOOL DT-0850, точильный станок
На складе в г. Черновцы
Доставка по Украине
1 179 — 1 185 грн
от 2 продавцов
1 499 грн
1 185 грн
Купить
Магазин “РОЗМАРИН”
Станок для заточки дисковых пил FDB Maschinen MF 126 (0. 37 кВт, 700 мм)
37 кВт, 700 мм)
Доставка из г. Днепр
по 10 500 грн
от 2 продавцов
12 075 грн
10 500 грн
Купить
Станок для заточки цепи Белорус МТЗ МЗ-950
На складе
Доставка по Украине
от 1 517 грн
Купить
Строй Дом Сам
Станок для заточки цепей Archer (Австрия)
Доставка по Украине
650 грн
Купить
Офіційний дилер Oleo-Mac в Україні – Logman.com.ua
Станок для заточки цепей Eltos МЗС-350 заточная машина для сверл
Доставка из г. Одесса
1 862 грн
1 489.60 грн
Купить
Интернет магазин Prestige Life
Заточной станок для цепей CS PRO Tecomec
Доставка по Украине
912 грн
Купить
Офіційний дилер Oleo-Mac в Україні
Заточной станок для цепей Oregon Fire
Доставка по Украине
799 грн
Купить
Офіційний дилер Oleo-Mac в Україні
Заточка фрезы на станке: методы, особенности
Главная » Обработка металла » Заточка » Способы заточки фрезы на станке
На чтение 5 мин
Содержание
- Когда необходима заточка резца
- Виды заточки
- Инструмент для заточки
- Порядок и особенности
- Подготовка
- Как заточить фрезу по дереву
- Заточка фрез по металлу
Режущий инструмент для фрезерных и расточных станков отличается многообразием и наличием нескольких режущих кромок.![]() Сложная конфигурация требует высокой точности шлифовки, поэтому производят заточку фрезы на станках автоматах и ЧПУ. Вручную сделать одинаковыми все углы и кромки невозможно.
Сложная конфигурация требует высокой точности шлифовки, поэтому производят заточку фрезы на станках автоматах и ЧПУ. Вручную сделать одинаковыми все углы и кромки невозможно.
Для каждого типа фрез предназначены свои заточные станки. Невозможно на одном оборудовании обработать торцевой и отрезной инструмент.
Заточка фрезы на станкеКогда необходима заточка резца
При работе резца его рабочая кромка, снимая слой металла, постепенно стирается сама. Высокие температуры в зоне реза способствуют быстрому ее износу. Если нагрузки при работе усиливаются, стружка отходит с рваными краями, значит необходимо заточить фрезу.
Проверить состояние кромки можно, посмотрев на нее через увеличительное стекло, поскольку при увеличении хорошо будут видны:
- выщербленные места;
- заоваленные острые углы;
- выгибание кромки.
Резец следует затачивать при первых признаках его затупления, когда стерся острый угол, но еще не произошло разрушения кромки.
Виды заточки
Заточка резцов производится по передней и боковой режущей кромке и тыльной части. Например, отрезные и прорезные резцы режут одной передней поверхностью. У проходных основная рабочая поверхность боковая, расположенная к оси держака параллельно или под углом. Вторая кромка, перпендикулярная оси, скользит по детали и срезает оставшиеся кромки, создавая нужный класс чистоты.
Например, отрезные и прорезные резцы режут одной передней поверхностью. У проходных основная рабочая поверхность боковая, расположенная к оси держака параллельно или под углом. Вторая кромка, перпендикулярная оси, скользит по детали и срезает оставшиеся кромки, создавая нужный класс чистоты.
Резьбонарезной станок имеет две симметричные кромки, расположенные под углом профиля нити. Они затачиваются по шаблону. Кроме угла между самими режущими кромками, выдерживается угол заточки резца.
Фрезы по металлу имеют сложную поверхность. В одних случаях они напоминают набор токарных резцов, выставленных по кругу — торцовые, в других цилиндры с острыми спиралями — цилиндрические. Отрезные имеют форму плоского диска с острыми зубьями, вырезанными по радиусу.
Способ заточки режущей кромки и затыловки выбирается в зависимости от типа фрезы и твердости материала, который она должна резать. В проходных многорезцовых фрезах вместо переточки производят замену режущих пластин, выставляя их по плоскости и радиусу.
Цилиндрические фрезы, используемые для калибровки отверстий и обработки пазов с высоким классом точности по размеру, после переточки по затыловочной наружной поверхности, изменяют свой диаметр на меньший. Их перепроверяют на приборах индикаторного типа и маркируют в соответствии с полученным фактическим размером. В случае сильного износа, перешлифовывают на меньший типоразмер.
Инструмент для заточки
Для заточки фрез по наружной поверхности – затыловке, используют чашечные мелкообразивные круги. Их устанавливают на заточном станке, который обеспечивает угол направления кромки и перемещение точильного инструмента по всей длине затачиваемой детали. Станки работают автоматически по заданным настройкам. Приспособления для ручной настройки приводятся в движение человеком. Они только помогают выдержать нужный угол.
Заточку токарных резцов по металлу выполняют на точилах с кругами средней и мелкой зернистости. Доводка осуществляется на полировочных алмазных кругах и оселках. Правильность выполнения угла проверяется специальным шаблоном.
Правильность выполнения угла проверяется специальным шаблоном.
Заточка дисковых фрез осуществляется по 2 плоскостям. Сначала тонким кругом, перемещающимся перпендикулярно плоскости диска, обрабатывается внутренняя режущая кромка. Затем шлифуется тыльная сторона. При этом фреза после каждого прохода круга проворачивается на 2 – 5 зубьев. Это обеспечивает равномерную заточку. Количество зубьев в одном шаге инструмента не должно быть кратным их общему количеству. Например, для диска с 20 режущими кромками выбирается шаг через 2 на 3 выступ.
Станок для заточки фрезыПорядок и особенности
Независимо от сложности станков и устройств, заточка фрезы производится в определенном порядке.
Подготовка
Учитывая, что инструмент рабочий, его следует подготовить, соблюдая правила заточки.
- Очистить от прилипшей стружки и остатков масла и охлаждающих жидкостей. Положить в керосин калоша, выдержать несколько минут. Грязь счистить мягкой щеткой, протереть резец насухо ветошью.

- Проверить углы заточки, используя шаблон.
- Установить фрезу в станок.
- Настроить нужный угол поворотом шлифовального круга.

Включив вращения заточного инструмента, надо коснуться им режущей кромки, медленно вручную подводя его резцу. Проверить правильность настройки и только после этого запустить на автоматическую подачу или при включенном круге перемещать фрезу по направляющим вручную.
Как заточить фрезу по дереву
Фрезы по дереву делаются из более мягкого металла, поэтому их затачивают обычно вручную, используя простые приспособления. Брусок крепится неподвижно к столу. Фреза выставляется в державке режущей кромкой параллельно абразивной поверхности. После этого каждая поверхность затачивается поступательным движением инструмента.
Фрезы по дереву для заточкиЗаточка фрез по металлу
Для каждого типа фрез по металлу имеется свой заточной станок или приспособление. Они позволяю вращать инструмент и обрабатывать зуб со сложной конфигурацией под нужным углом по всей длине.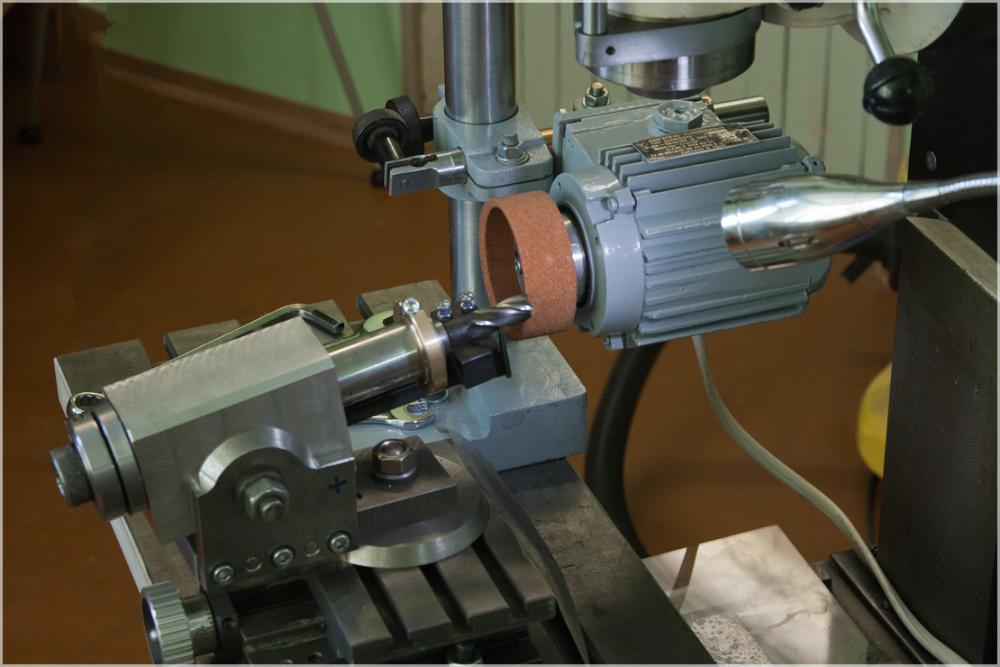
Чашечный круг обеспечивает ровную поверхность кромки, без радиальных впадин. Он выполняет работу дольше цилиндрического, но кромка получается точно по шаблону.
При заточке по 2 и более поверхностям, сначала обрабатывают переднюю кромку, подгоняют угол заточки. После этого делается затыловка. Обе операции желательно выполнять с одной установки.
Червячные фрезы обрабатываются плоским кругом по рабочей плоскости, затем по кругу шлифуется их тыльная часть. Форма впадины зуба проверяется по шаблону. Поправить ее можно на станке с ЧПУ.
( Пока оценок нет )
Поделиться
станок | Описание, история, типы и факты
сверлильный станок
Посмотреть все СМИ
- Ключевые сотрудники:
- Иоганн Георг Бодмер Сэр Джозеф Уитворт, баронет Джеймс Нэсмит Генри Модсли Джозеф Брама
- Похожие темы:
- шлифовальный станок расширитель токарный станок сверлильный станок буровая машина
Просмотреть весь соответствующий контент →
Резюме
Прочтите краткий обзор этой темы
станок , любая стационарная машина с механическим приводом, которая используется для формовки деталей из металла или других материалов. Формование осуществляется четырьмя основными способами: (1) путем срезания лишнего материала в виде стружки с детали; (2) путем разрезания материала; (3) сжимая металлические детали до нужной формы; и (4) путем воздействия на материал электричеством, ультразвуком или коррозионно-активными химическими веществами. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Формование осуществляется четырьмя основными способами: (1) путем срезания лишнего материала в виде стружки с детали; (2) путем разрезания материала; (3) сжимая металлические детали до нужной формы; и (4) путем воздействия на материал электричеством, ультразвуком или коррозионно-активными химическими веществами. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Станки, формирующие детали путем удаления металлической стружки с заготовки, включают токарные, строгальные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и электропилы. Холодная штамповка металлических деталей (кухонная утварь, кузова автомобилей и т. п.) производится на штамповочных прессах, горячая штамповка раскалённых заготовок в штампы соответствующей формы — на ковочных прессах.
Современные станки для резки или формовки деталей с допусками плюс или минус одна десятитысячная дюйма (0,0025 миллиметра). В особых случаях прецизионные притирочные станки могут изготавливать детали с точностью плюс-минус две миллионные доли дюйма (0,00005 миллиметра). Из-за требований к точным размерам деталей и больших сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
В особых случаях прецизионные притирочные станки могут изготавливать детали с точностью плюс-минус две миллионные доли дюйма (0,00005 миллиметра). Из-за требований к точным размерам деталей и больших сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
История
До промышленной революции 18 века ручные инструменты использовались для резки и формовки материалов для производства таких товаров, как кухонная утварь, фургоны, корабли, мебель и другие продукты. После появления паровой машины материальные блага производились машинами с механическим приводом, которые можно было изготовить только с помощью станков. Станки (способные производить детали с точными размерами в больших количествах), а также приспособления и приспособления (для фиксации работы и направления инструмента) были незаменимыми новшествами, которые сделали массовое производство и взаимозаменяемые детали реальными в 19 веке.век.
Самые ранние паровые двигатели страдали от неточности ранних станков, а большие литые цилиндры двигателей часто неточно растачивались машинами, приводимыми в действие водяными колесами и изначально предназначенными для расточки пушек.

Формирователь был изобретен Джеймсом Нэсмитом, который работал в магазине Генри Модслея в Лондоне. В станке Нэсмита заготовка могла быть закреплена горизонтально на столе и обработана фрезой с возвратно-поступательным движением для строгания небольших поверхностей, вырезания шпоночных пазов или обработки других прямолинейных поверхностей. Несколько лет спустя, в 1839 году, Несмит изобрел паровой молот для ковки тяжелых изделий. Другой ученик Модслея, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 г. экспонаты его фирмы заняли четверть всего места, посвященного станкам.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Великобритания пыталась сохранить свое лидерство в развитии станкостроения, запретив экспорт, но эта попытка была заранее обречена из-за промышленного развития в других странах. Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, а новые инструменты разрабатывались за пределами Великобритании. Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Производство искусственных абразивов в конце 19 века открыло новую область станков – шлифовальные станки. К.Х. Нортон из Массачусетса блестяще продемонстрировал потенциал шлифовального станка, создав такой, который мог шлифовать коленчатый вал автомобиля за 15 минут, на что ранее требовалось пять часов.
К концу 19 века в обработке и обработке металлов произошла полная революция, которая создала основу для массового производства и индустриального общества. 20-й век стал свидетелем внедрения многочисленных усовершенствований станков, таких как многоточечные фрезы для фрезерных станков, развитие автоматизированных операций, управляемых электронными и жидкостными системами управления, и нетрадиционных методов, таких как электрохимическая и ультразвуковая обработка. Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.век.
Характеристики станка
Все станки должны быть оснащены приспособлениями для закрепления заготовки и инструмента и средствами для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и заготовкой называется скоростью резания; скорость, с которой несрезанный материал входит в контакт с инструментом, называется движением подачи. Должны быть предусмотрены средства для изменения обоих.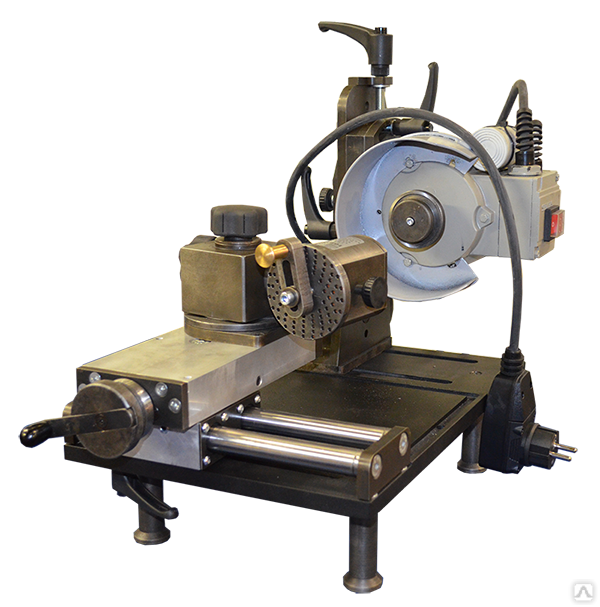
Поскольку перегретый инструмент может потерять режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от силы сдвига и скорости резания. Поскольку усилие сдвига зависит от разрезаемого материала, а материал инструмента отличается устойчивостью к высоким температурам, оптимальная скорость резания зависит как от разрезаемого материала, так и от материала режущего инструмента. На него также влияет жесткость станка, форма заготовки и глубина реза.
Металлорежущие инструменты классифицируются как однолезвийные и многолезвийные. Одноточечный режущий инструмент можно использовать для увеличения размера отверстий или растачивания. Токарно-расточные работы выполняются на токарных и расточных станках. Многолезвийные режущие инструменты имеют две или более режущие кромки и включают фрезы, сверла и протяжки.
Существует два типа операции; либо инструмент движется по прямой к неподвижной заготовке, как на фрезерном станке, либо заготовка движется к неподвижному инструменту, как на рубанке. Для предотвращения трения поверхности инструмента под режущей кромкой о заготовку должны быть предусмотрены задние или задние углы. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать расклинивание при образовании стружки и уменьшить трение и нагрев.
Для предотвращения трения поверхности инструмента под режущей кромкой о заготовку должны быть предусмотрены задние или задние углы. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать расклинивание при образовании стружки и уменьшить трение и нагрев.
Шлифовальный станок – типы и принципы работы
Шлифовальный станок – это станок с абразивным кругом, который используется для тонкой обработки или легкой обработки металлов и других материалов. Это операция механической обработки, которая используется для повышения точности продукта, который ранее подвергался механической обработке.
Шлифование используется для финишной обработки заготовок, требующих высокого качества поверхности, точной формы и размеров, и удаления относительно небольшого количества металла, примерно от 0,25 до 0,50 мм в глубину. Шлифовальные станки бывают разных форм и размеров с различными типами шлифовальных кругов. Их колеса сделаны из множества камней, алмазов и других неорганических материалов и различаются по размеру и текстуре.
Плоскошлифовальный станок
Эти виды шлифовальных станков используются для точного шлифования плоских поверхностей. Абразивный круг, патрон и горизонтально поворачивающийся стол являются ключевыми компонентами плоскошлифовального станка. Патрон удерживает заготовку на месте, которая затем подается к шлифовальному кругу со стола. Кроме того, существуют различные типы плоскошлифовальных станков, такие как станки для глубинного шлифования, шлифовальные станки с возвратно-поступательным движением шпинделя и шлифовальные станки с вращающимся столом.
Круглошлифовальный станок
Основание, станина, передняя бабка, задняя бабка, рабочий стол и шлифовальный круг являются основными компонентами этого шлифовального станка. Заготовка крепится к патрону передней бабки. Когда Чак поворачивает деталь, она тоже вращается. Шлифовальный круг, расположенный рядом с передней бабкой, толкается к заготовке рукой или силой.
Станок для заточки инструментов и фрез
В станках с ЧПУ используются станки для заточки инструментов и фрез, поскольку они имеют много осей шлифовальных кругов, что устраняет необходимость замены шлифовального круга для каждой операции. С помощью этих шлифовальных станков затачивают и изготавливают режущие инструменты, такие как фрезы, сверла, концевые фрезы и ступенчатые инструменты. Он популярен в металлообрабатывающей и деревообрабатывающей промышленности.
С помощью этих шлифовальных станков затачивают и изготавливают режущие инструменты, такие как фрезы, сверла, концевые фрезы и ступенчатые инструменты. Он популярен в металлообрабатывающей и деревообрабатывающей промышленности.
5-осевой шлифовальный станок для инструментов и фрез
5-осевой шлифовальный станок — это шлифовальный станок, обычно используемый для придания формы и заточки фрез и других насадок. 5-координатные шлифовальные станки могут выполнять широкий спектр шлифовальных работ, включая плоское шлифование, круглое шлифование, круглое шлифование и придание сложной формы, используя набор шлифовальных инструментов.
К 5-осевому шлифовальному станку с ЧПУ можно добавить широкий спектр инструментов, таких как сверлильные инструменты, червячные фрезы, стандартные шлифовальные круги и другие микро- или сложные инструменты для быстрой и точной резки, создавая бесконечное количество уникальных профилей.
Прецизионный цилиндрический шлифовальный станок с ЧПУ
Цилиндрический шлифовальный станок с ЧПУ, также известный как круглошлифовальный станок с ЧПУ, представляет собой прецизионный шлифовальный станок, который часто используется для удаления материалов с металлических предметов, чтобы сформировать внешний профиль через процесс отщипывания или отслаивания.