7 правил – как заточить сверло под правильный угол
Даже самое качественное новое сверло со временем тупиться, требуя правки. Если же мастер без должных навыков и знаний начинает его подтачивать по рекомендациям из интернета, то быстро возникают проблемы.
Важно понимать, что заточка сверла по металлу выполняется по строгим шаблонам и правилам. Их надо знать и тщательно соблюдать.
Эта статья сайта написана для новичков без опыта в виде подробной инструкции с чертежами и фотографиями. Она поможет понять и освоить технологию, которой пользуются специалисты. Читайте.
Содержание статьи
- Устройство сверла: 4 главных детали
- Виды заточки сверл: обзор 4 способов
- Конусная заточка сверл
- Винтовая заточка сверла
- Одноплоскостная заточка
- Двухплоскостная заточка сверла
- Самодельные приспособления и инструменты: преимущества и недостатки
- Самоделка для правки мелких сверл Wishbone (Вишбон)
- Заточка сверл на бруске
- Заточка на пальце
- Заточка сверла на гайке
- Деревянная поворотная подставка
- Приспособление на уголке
- Самодельные заточные приспособления для болгарки
- Насадки на дрель
- 12 распространенных ошибок новичков при работе со сверлами
Устройство сверла: 4 главных детали
Для оптимального сверления выбрана специальная геометрия: спиралевидная форма цилиндра с хвостовиком и рабочей частью из инструментальной стали, заканчивающаяся заостренным наконечником.
Острые режущие кромки инструмента расположены на наконечнике и боковой стороне каждой ленточки, которые снижают силу трения инструмента о стенки отверстия.
Износ боковой ленточки придает цилиндру форму конуса, что создает проблемы при сверлении. Новички часто не обращают на это внимание.
Спиральные сверла режут металл передними кромками наконечника. На их работу влияют следующие три параметра:
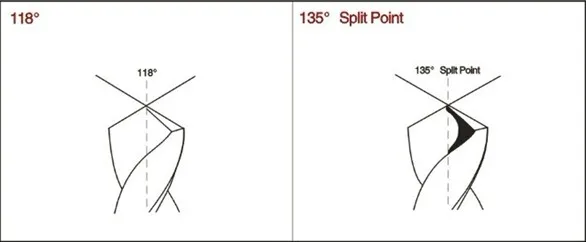
- угол при вершине. Его требуется выбирать правильно по прочности и вязкости обрабатываемого материала;
- задний угол резания – затыловки;
- состояние перемычки наконечника.
Наличие дефектов сложно проверить на глаз самостоятельно без должного опыта.
Признаки несоответствия точности углов, длин или положения осей предназначены показывать шаблоны (алюминиевые плашки с метками наклона сторон друг к другу). Их может заменить измерительный инструмент: угломер, транспортир, понадобится и штангенциркуль.
На качество заточки влияет зернистость камня.
Алмазным абразивом создаются лучшие рабочие поверхности. Поэтому мастера часто завершают процесс шлифовкой или хонингованием важных участков, снимая с них небольшой слой и выравнивая мельчайшие зазубрины.
 Алмазным абразивом создаются лучшие рабочие поверхности. Поэтому мастера часто завершают процесс шлифовкой или хонингованием важных участков, снимая с них небольшой слой и выравнивая мельчайшие зазубрины.
Алмазным абразивом создаются лучшие рабочие поверхности. Поэтому мастера часто завершают процесс шлифовкой или хонингованием важных участков, снимая с них небольшой слой и выравнивая мельчайшие зазубрины.3 дефекта сверл, подлежащие устранению до заточки
Поскольку сверление – обработка металла резанием, то на его качество влияют не только состояние граней угла при вершине, но и неисправности, вызванные неправильной эксплуатацией:
- изгиб осевой линии сверла;
- деформации хвостовика зажимными патронами;
- износ режущих кромок спиралевидных ленточек на боковых поверхностях.
Два первых повреждения исключают создание точных отверстий: сверло будет бить в разные стороны.
Стертые боковые ленточки ограничивают проникновение сверла в глубь металла. Возникает трение, нагрев и даже прожигание.
Показываю это процесс в видео.
Как работает сверло
Токарный и сверлильный станок позволяют правильно создавать идеальные отверстия в металле за счет:
- равномерной скорости подачи рабочего органа;
- оптимального подбора числа оборотов шпинделя;
- точной центровки осевой линии вращения относительности плоскости обрабатываемой заготовки.

Ручной инструмент (дрель, перфоратор, шуруповерт) тоже точно работает, если для него соблюсти перечисленные требования. Учитывают ли эти характеристики новички, включают ли дрель на малых оборотах – вопрос…
Во время работы идеальное сверло:
- соприкасается с обрабатываемым материалом только режущими кромками и наконечником перемычки;
- его задняя часть металла не касается;
- стружка формируется равномерными завитушками на двух противоположных концах одновременно.
Если же сверло выбрасывает только опилки, нагревается, требует повышенного нажима, то оно затупилось. Его просто нужно переточить.
Виды заточки сверл: обзор 4 способов
Наука резания и сверления металлов рассматривает 4 технологии заточки:
- конусная – 2 типа;
- винтовая;
- одноплоскостная;
- двухплоскостная.
Конусная заточка сверл
Бывает двух типов. Первый цилиндрический используется редко.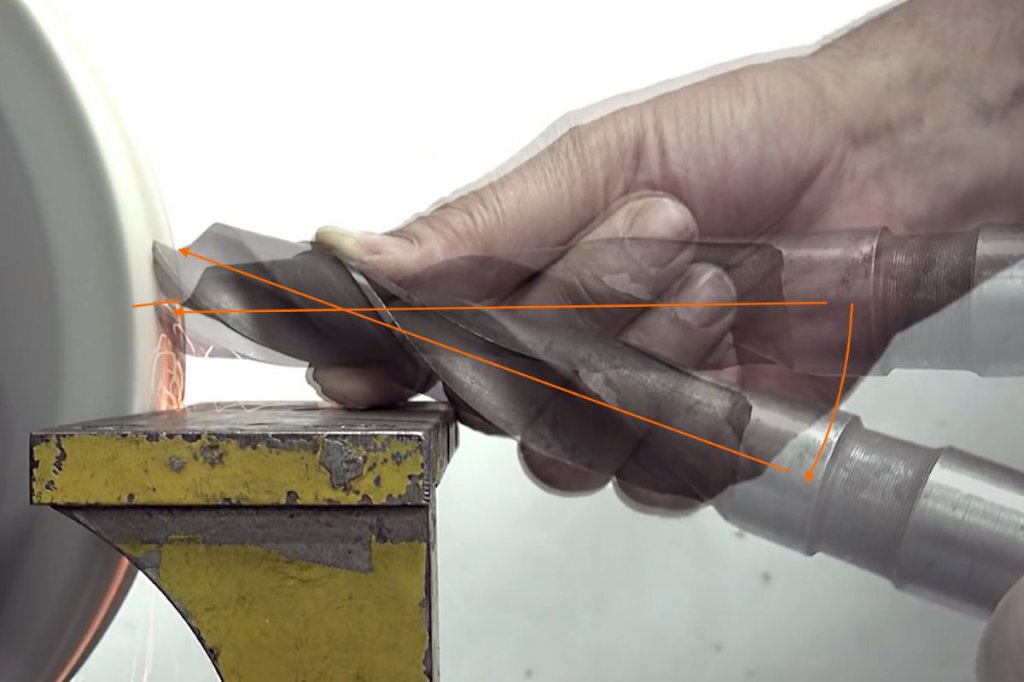 У второго преимущества. Рассмотрим его, как наиболее распространенный.
У второго преимущества. Рассмотрим его, как наиболее распространенный.
Название конусная (заостренная, коническая) используется потому, что применена схема расположения оси воображаемого конуса к оси вращения сверла. Они сдвинуты на определенный угол.
лучше работает в момент засверливания без ухода в сторону;
не нужно сильное накернивание материала;
уменьшается усилие подачи инструмента;
снижается крутящий момент на привод.
трудоемкость;
пониженная прочность заточенной грани.
Методика позволяет хорошо заточить сверла диаметром от 10 мм и больше, но требует подточки перемычки.
Винтовая заточка сверла
Сверло зажимается в патроне. Он вращается. Шлифовальный круг разными способами обрабатывает грани. Совместные вращения сверла и круга создают винтовые задние поверхности.
Винтовая техника увеличивает задний угол сверла и имеет эксплуатационные преимущества перед остальными методиками.
Она распространена в среде профессионалов инструментальщиков, требует точного оборудования и навыков в работе. Начинающим мастерам – не подходит.
Начинающим мастерам – не подходит.
Одноплоскостная заточка
Задний угол резания зуба 15÷25 градусов формируется одной плоскостью. Он может легко создаваться как вручную на абразивной поверхности, так и заточными станками на:
- торце наждачного диска;
- или его боковой стороне.
Эта технология является базовой для освоения. Она очень популярна в среде профессионалов и новичков, приобрела название нормальной за счет простоты исполнения.
Недостаток метода: увеличенная длина перемычки (примерно 20% диаметра). За счет этого в центральной части происходит не резание, а сминание металла. Этим объясняется повышенный износ сверла и его отход в сторону.
Устраняется с помощью:
- начального засверливания меньшим диаметром;
- либо кернением.
Здесь же перемычку рекомендуется стачивать стандартным методом на глубину 0,1—0,15 диаметра инструмента чтобы уменьшить сопротивление металла.
Двухплоскостная заточка сверла
Ее цель та же, но затыловка создается двумя плоскостями под углами:
- 7-17 градусов не передней – обеспечивается оптимальное резание;
- 25-40 градусов для задней плоскости – исключается соприкосновение сверла с заготовкой и обеспечивается лучший отвод стружки.
Этот способ отличается практичностью от предыдущего, но требует более совершенной оснастки инструмента. Он подходит для профессиональной работы и использования в быту.
Под него создаются как очень дорогие станки, сравнимые по цене с автомобилем, так и дешевые самодельные приспособления.
Предлагаю сравнить два варианта их исполнения.
Вначале посмотрите эту методику на эксклюзивном устройстве заточника префекциониста в его видео ролике «Как идеально заточить сверло на 2 плоскости». Он поможет правильно понять базовые принципы технологии.
Затем оцените этот же способ на бесплатном приспособлении, созданном инженерами конструкторского бюро Кравченко Г Ф.
Уверен: качество заводского станка выше, но уровень заточки поверхности на самодельной приспособе ненамного хуже, чем у профессионалов. Он хорошо подходит для редких поделок в домашних условиях или внутри гаража. Исправление сверла выполняется до тех пор, пока не исчезнут все сколы, трещины, зазубрины.
Самодельные приспособления и инструменты: преимущества и недостатки
В быту применяют ручной инструмент или точильный станок. Не забывайте при работе использовать защитные очки, перчатки, специальную одежду и обувь.
Самоделка для правки мелких сверл Wishbone (Вишбон)
Мелкие диаметры до 2 мм удобно затачивать и править вручную на простом инструменте типа Вишбон. Его просто сделать своими руками.
Каждая сторона плавно протягивается несколько раз по наждачке, наклеенной на стекло (замена – плоский точильный абразив). Приспособление одновременно опирается не колесико и наконечник.
В результате равного наклона затачиваются режущие кромки, одинаковые с двух сторон. Получается оптимальный угол.
Получается оптимальный угол.
В случае повышения диаметра точить сложнее: время восстановления инструмента увеличивается.
Заточка сверл на бруске
В качестве примера приведу конструкцию токаря наладчика Куликова. В ней используется тот же принцип, что в Вишбоне. Только сверло зафиксировано в деревянном бруске под углы при вершине и затыловки.
Дешево, просто сделать руками из подручных материалов, практично. Однако несколько затратно заточить большие диаметры до нужной остроты.
Заточка на пальце
Опытные инструментальщики на самодельных точилах с двигателями от советских стиральных машин точат любой инструмент на наждаке, используя в качестве опоры собственный палец. Их движения выверены.
Второй вариант подобного затачивания показан на фото ниже. Для удобства его выполнения нанесена линия на подручнике. Она позволяет выдержать направление угла при вершине.
Заточка сверла на гайке
Грани гайки расположены под 120 градусов. В ней болгаркой, надфилем или напильником следует изготовить диаметральные прорези для крепления сверла тисками или струбциной.
Затыловку придется выполнять дополнительно короткими проточками.
Деревянная поворотная подставка
Для заготовки шаблона делается прямоугольный треугольник из дерева с соотношением катетов 8:5, обеспечивающий угол при вершине. Он устанавливается на поворотной скобе.
Затыловка создается вращением треугольника относительно вертикальной оси.
Приспособление на уголке
Для сборки потребуется не только слесарный инструмент для обработки стали, но и сварка. При работе сразу создается одна плоскость с формированием углов при вершине и затыловки.
Самодельные заточные приспособления для болгарки
Некоторые мастера делают различные конструкции для выправления кромок на угловых шлифовальных машинках. Они позволяют формировать все углы.
Однако у них много недостатков, связанных с безопасностью метода и качеством создаваемой поверхности. На вставленном фото хорошо видны выработки и повреждения.
Они в какой-то момент разрушат вращающийся на очень больших оборотах диск.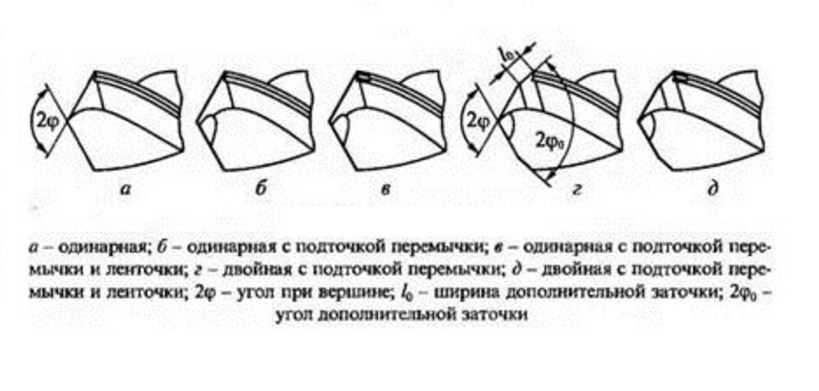 Куда полетят осколки и части круга – можно только гадать…
Куда полетят осколки и части круга – можно только гадать…
Структура абразива выполнена крупными зернами для резки. Поверхности от круга болгарки сильно далеки от идеала: заусенцы и канавки после обработки требуют доводку и шлифовку.
Если же эти недостатки не смущают и нужно быстро привести сверло к рабочему виду, то это ваш выбор. Я такой станок просто не рекомендую.
Насадки на дрель
Из всех самодельных конструкций, просмотренных в интернете, мне понравилась универсальное приспособление КБ ИП Кравченко – простой, удобный и эффективный станок для заточки.
Чертежи и фотографии ее исполнения можете бесплатно скачать с Яндекс диска.
Если сделаете такую оснастку, то не забудьте написать о ней реальный отзыв в комментарии к этой статье. Автор инструмента получит мощный стимул для своего творчества.
12 распространенных ошибок новичков при работе со сверлами
Выбор угла при вершине – главная проблема
Для высверливания отверстий в гараже работники обычно выбирают 120О.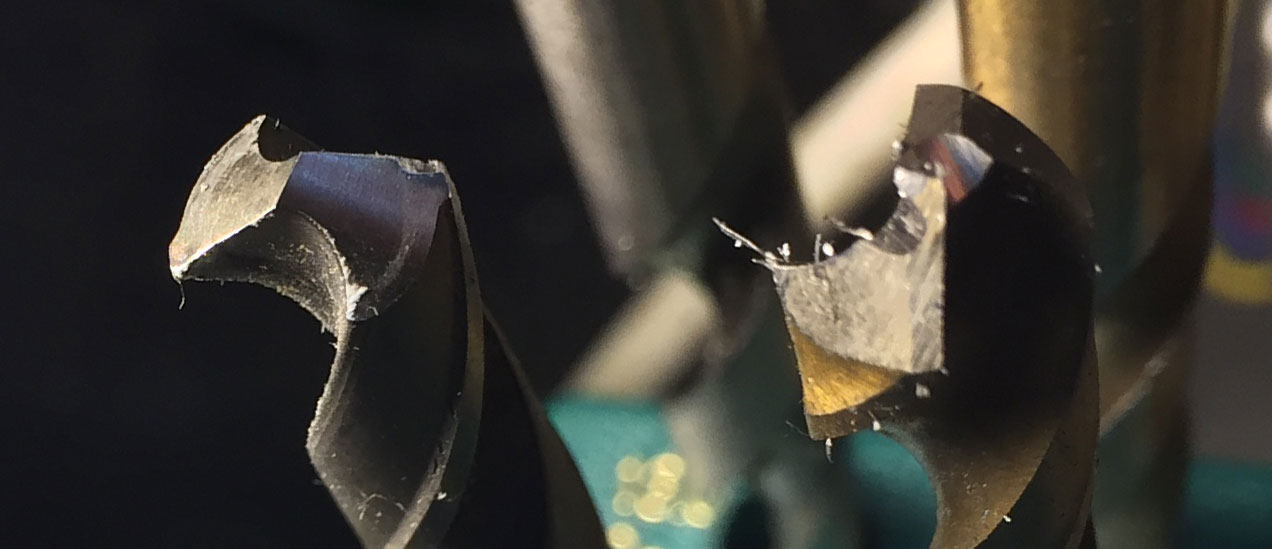 Его следует менять в зависимости от материалов разной твердости:
Его следует менять в зависимости от материалов разной твердости:
- сталь твердых сортов, чугун, сплавы бронзы – 116-118 градусов;
- латунь и мягкая бронза – 120-130;
- медь – 125;
- бетон – 118-130;
- алюминий, древесина – 140;
- пластмассы – 90-100.
Условия хранения
Свалка сверл в общую кучу вместе с другими инструментами со следами металлической пыли может затупить режущие части, а грязь и жидкости вызвать коррозию.
Крепление детали
В случае не надежной фиксации, например, сверления на коленке, происходит искажение отверстий и ускоренное повреждение геометрии сверла.
Разбалансировка и биения наждачного круга
Собранный своими руками станок до работы необходимо правильно настроить. Абразивный круг должен вращаться без малейшего отклонения от центральной оси. Иначе в процессе обработки поверхности затачиваемого инструмента качества не добиться.
Скорость подачи
Сквозное сверление значительно уменьшает сопротивление материала на выходе из заготовки: сверло может захватить слишком большой кусок металла и сломаться. Поэтому подачу на выходе следует уменьшать.
Поэтому подачу на выходе следует уменьшать.
Скорость резания подбирается с учетом прочностных свойств детали, условий нагрева и охлаждения.
3 основные ошибки заточки
Необходимо осуществлять ее визуальный контроль. Параметры проверки:
- Разная длина режущих кромок: на длинной части происходит выкрашивание угла. Она же будет отжимать центр отверстия от оси вращения и исказит его форму. С увеличением глубины возникнут биения, приводящие к поломке.
- Разные углы у режущих кромок. Из двух будет работать только одна. Нагрузка на нее уведет сверло в сторону и нарушит геометрию отверстия.
- Два первых дефекта одновременно: центр поперечной кромки сместится от оси сверла.
Скорость резания и подача
Оптимальные условия создаются при большой скорости резания и маленькой подаче. Но, слишком большая скорость резания затупляет режущие кромки в углах и даже разрушает их, вызывая перегрев наконечника.
Охлаждение и смазка
Во время резания и сверления происходит нагрев. Тепло отводят смазочно-охлаждающими жидкостями – СОЖ и даже водой. Они позволяют ускорить сверление от 10 до 40% в разных материалах.
4 основные проблемы при сверлении:
- Наростообразование или прилипание металла к сверлу – возникает на низких скоростях резания с недостатком СОЖ при увеличенном износе режущих кромок.
- Повышенный износ перемычки с образованием сколов и трещин (нельзя допускать) – проявляется вибрациями на грубой или наклонной поверхности с низкой скоростью резания и повышенной подачей.
- Пластическая деформация геометрии сверла – образуется на высоких скоростях резания и подачи с недостатком СОЖ.
- Поломка сверла – происходит при его попадании в раковину заготовки с излишним отклонением или на выходе его из изделия под большим углом на увеличенной скорости.
Сверло по металлу изнашивается при эксплуатации.
 Становится тупым: сверлить невозможно. Для его восстановления достаточно переточки углов и режущих кромок по данным нормативов, указанных в справочниках. Срок службы продлевается.
Становится тупым: сверлить невозможно. Для его восстановления достаточно переточки углов и режущих кромок по данным нормативов, указанных в справочниках. Срок службы продлевается.Всегда можно пойти в магазин, купить или приобрести новое сверло и качественно просверлить им гладкие и точные отверстия. Но из-за естественного износа его производительность станет хуже.
Восстановить ее помогут наши советы и описанные технические средства.
Оцените статью
( 3 оценки, среднее 5 из 5 )
Станок для заточки сверл GS-35 по цене от 159040 руб
- Каталог
- Справочные материалы
- О компании
- Доставка и оплата
- Контакты
Артикул № GS-35
Купить
Получить коммерческое предложение
- Описание
- Аналоги
- Расходные материалы и аксессуары
Станок для заточки сверл GS-35 предназначен для заточки спиральных сверл, изготовленных из быстрорежущей стали и твердого сплава, диаметром от 35 мм до 52 мм и углом при вершине от 118 до 140 градусов . В процессе осуществляется заточка по задней поверхности с затылованием и подточка поперечной режущей кромки.
В процессе осуществляется заточка по задней поверхности с затылованием и подточка поперечной режущей кромки.
Одноплоскостная затыловка – самый распространенный способ заточки спиральных сверл, в результате которой формируется задний угол 8° (12°).
Затыловка производится благодаря конструкции гнезда с эксцентриситетом и наклонной под углом к передней поверхности. В процессе подточки поперечной режущей кромки (перемычки) имеется возможность варьировать ее величину, при помощи металлических шайб.
Дополнительно можно приобрести к станку GS-35:
- Цанги диаметром 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52 мм
- Круг шлифовальный алмазный 5ʺ SD100 для твердосплавных свёрл
- Фильтр бумажный
- Светильник LED
- Станок для заточки сверл TMH-26A 96 000 ₺
- Станок для заточки сверл TMH-13B 41 000 ₺
- Станок для заточки сверл GS-9 147 525 ₺
- Станок для заточки сверл GS-25 138 600 ₺
-
- Станок для заточки сверл GS-3 78 150 ₺
- Станок для заточки сверл TMH-26D 108 200 ₺
- Станок для заточки сверл GS-7 142 800 ₺
- Станок для резки сверл и фрез GS-13 103 950 ₺
- Станок для заточки фрез TMH-X6 247 000 ₺
-
- Станок для заточки сверл и фрез TMH-F4 167 000 ₺
- Станок для заточки сверл TMH-20G 73 000 ₺
- Станок для заточки сверл GS-16 82 544 ₺
- Универсальный заточной станок Kaindl KBS-2 275 000 ₺
- Станок для заточки сверл GS-29 162 400 ₺
-
- Станок для заточки сверл GS-12 104 160 ₺
- Станок для заточки сверл GS-34 177 300 ₺
- Станок для заточка корончатых сверл ONIX DG-60 193 000 ₺
- Станок для заточки сверл GS-21 138 600 ₺
- Станок для заточки сверл GS-1 61 350 ₺
-
- Станок для заточки метчиков TMH-Y5C 159 500 ₺
- Станок для заточки метчиков TMH-Y3 66 500 ₺
- Станок для заточки сверл GS-5 96 225 ₺
- Станок для заточки сверл TMH-13A 41 000 ₺
- Станок для заточки сверл GS-10 101 920 ₺
-
- Станок для заточки сверл GS-27 215 100 ₺
- Станок для заточки фрез TMH-X5 177 000 ₺
- Станок для заточки сверл GS-19 по запросу
- Станок для заточки сверл GS-22 129 920 ₺
- Станок для заточки сверл TMH-13D 47 000 ₺
- Станок для заточка корончатых сверл SM-101 194 790 ₺
- Станок для заточки сверл GS-26 211 050 ₺
- Станок для заточка корончатых сверл ERM 100/3 157 380 ₺
- Круг шлифовальный алмазный 5″ SD200 для GS-21, GS-25, GS-27 R, GS-29 R, GS-34, GS-35 24 640 ₺
- Круг шлифовальный эльборовый 5″ CBN200 для GS-21, GS-25, GS-27 R, GS-29 R, GS-34, GS-35 24 640 ₺
Получить подробную информацию по Станок для заточки сверл GS-35 и купить по низкой цене Вы можете: позвонив нам по телефону +7 804 333-20-03 Бесплатно по РФ, отправив заявку на электронную почту zakaz@tmh. su либо поместив товар в “Вашу корзину” и оформив заказ.
su либо поместив товар в “Вашу корзину” и оформив заказ.
Опорные пластины для сверл – Buff and Shine Mfg
- Главная
- Товары
- Все продукты
- Опорные пластины
- Высокоскоростной/роторный полировальный станок
- Случайные орбитальные / D.A полировщики
- Маленький полировальный станок
- Новые продукты
- Адаптеры
- Аксессуары
- Пленка для автомобильных ковров
- Товары для автомойки
- Колодки
- Высокоскоростной/роторный полировальный станок
- Случайно-орбитальные / D. A полировщики
- Шестеренчатый привод D.A. Полировщик
- Маленькие полировальные машины
- Полировальная машина с длинным броском
- Глиняные слитки
- Микрофибра
- Стальная вата
- Аппликаторные подушечки
- О нас
- Свяжитесь с нами
- Дистрибьюторы
- Блог
- Полировщики
 A полировщики
A полировщики- Продолжить покупки
- Ваша корзина пуста
Дом / Опорные пластины для сверл / Страница 1 из 1
Фильтровать по: Все Опорные пластины для сверлАдаптерыОпорные пластиныДрель
Сортировать по: РекомендованныеЛучшие продажиПо алфавиту: A-ZПо алфавиту: Z-APЦена: от низкой до высокойЦена: от высокой до низкойДата: от новой до старойДата: от старой к новой
Наш артикул 300Y предназначен для дрелей и пневматических инструментов, пластины обладают повышенной гибкостью, что позволяет Используется для контурирования поверхности автомобиля. Слой полиуретана достаточно прочен для дрели, пневмоинструмента или пневмоинструмента. Пластина поставляется с двумя адаптерами, один для сверлильного патрона, другой для крепления DA 5/16” x 24
Слой полиуретана достаточно прочен для дрели, пневмоинструмента или пневмоинструмента. Пластина поставляется с двумя адаптерами, один для сверлильного патрона, другой для крепления DA 5/16” x 24
+ Краткое описание
3-дюймовая гибкая кромка D.A и опорная пластина для сверла
3-дюймовая опорная пластина Flex Edge D.A и сверла
Схемы применения
Наши модернизированные высококачественные опорные пластины для высокоскоростной полировки были разработаны с учетом нашего 20-летнего опыта в этой области. гарантирует, что ваши клиенты будут довольны.
- Диаметр: 3 дюйма
- Резьба: внутренняя 5/16″ x 24
- Адаптер № 1: сверлильный патрон (макс. 3000 об/мин)
Посмотреть полную информацию о продукте »
+ Краткое описание
Переходник для сверления
Переходник для сверления
Схемы применения
Сверлильный адаптер SP5814 имеет патрон для сверла 1/4 дюйма с одной стороны, а с другой стороны конец с наружной резьбой 5/8 дюйма x 11 для нашей вращающейся опорной пластины 358 3 дюйма.
- Наружная резьба 5 /8″ x 11
- Патрон с наружной резьбой 1/4 дюйма
Посмотреть полную информацию о продукте »
Схемы применения
ПОЛИРОВАЛЬНЫЕ ПЕНЫ
Полировка и полировка автомобиля губками из пеноматериала применяется уже много лет. Подушечки из пены работают иначе, чем шерстяные, в отношении покроя, ощущения и производительности. В индустрии поролоновых прокладок появилось много новых технологических достижений, и я пишу это, чтобы предоставить вам больше информации, чтобы вы могли выбрать правильный поролон для своей следующей работы.
Подушечки из пены работают иначе, чем шерстяные, в отношении покроя, ощущения и производительности. В индустрии поролоновых прокладок появилось много новых технологических достижений, и я пишу это, чтобы предоставить вам больше информации, чтобы вы могли выбрать правильный поролон для своей следующей работы.
В промышленности существует множество способов идентификации прокладок из пеноматериала. PPI — это общий способ отличить пену, но не на 100% правильный. Поскольку существует множество способов измерения пены, мы начнем с самого простого.
ОТКРЫТЫЕ ЯЧИКИ и ЗАКРЫТЫЕ ЯЧИКИ
Первое и основное, что нужно понять о пене, это то, является ли она открытой или закрытой ячейкой. Многие пенопласты с открытыми порами изначально имеют закрытые поры, а затем «ретикулируются» для получения открытых пор. «Ретикуляция» — это процесс, используемый при обработке пены, когда они берут булочку с пеной, помещают ее в бетонную и контролируемую комнату, наполняют комнату водородом, чтобы пена могла его поглотить, а затем поджигают пену. Этот процесс приводит к тому, что мембрана или окно из пенопласта оборачивают ветки. Окно/мембрана на пенопласте представляет собой прозрачный тонкий слой между ветвями. Ветка — это то, что вы чувствуете рукой в пене, когда прикасаетесь к ней. Если вы посмотрите на пену под микроскопом, то увидите ветки и окна. Пена с сетчатой структурой представляет собой открытую ячейку, а пена без сетчатой структуры представляет собой закрытую ячейку.
Этот процесс приводит к тому, что мембрана или окно из пенопласта оборачивают ветки. Окно/мембрана на пенопласте представляет собой прозрачный тонкий слой между ветвями. Ветка — это то, что вы чувствуете рукой в пене, когда прикасаетесь к ней. Если вы посмотрите на пену под микроскопом, то увидите ветки и окна. Пена с сетчатой структурой представляет собой открытую ячейку, а пена без сетчатой структуры представляет собой закрытую ячейку.
После того, как вы сделаете пену сетчатой, ее характеристики на разрыв могут стать сильнее. Сетчатая или «открытоячеистая» пена работает намного холоднее на поверхности по сравнению с пенопластом с закрытыми порами. Причина этого в том, что, когда ячейки открыты, через них может проходить воздух для рассеивания тепла. В этом случае может возникнуть вероятность того, что химическое вещество, с которым вы работаете, может высохнуть быстрее и, возможно, запылиться, поскольку смазка в нем высыхает с воздухом, проходящим через пену.
У каждой пены есть свои плюсы и минусы, и каждый тип работает по-разному со всеми химическими веществами:
- Охладитель с открытыми ячейками
- Закрытая ячейка меньше впитывает полироль, компаунд и т. д.
- Закрытая ячейка более «плотная»
- Закрытые поры заставляют абразивы в химикатах работать быстрее, поскольку они могут так же быстро впитываться в пену
- Закрытая ячейка исправляет быстрее
- Более длительное время работы с химикатами при использовании открытой ячейки
 д.
д.Имейте в виду, что не все пены работают одинаково со всеми химикатами. Во многих случаях это может быть методом проб и ошибок.
Существует много других способов измерения пены, это всего лишь отправная точка, чтобы вы могли выбрать лучшую пену для своего проекта.
ТАБЛИЦЫ ПРИМЕНЕНИЯ ОТ ГРУБОЙ ДО МЕЛКОЙ
| ПЕНЫ США | ||
| БЕЛЫЙ 45 точек на дюйм | ТЯЖЕЛАЯ РЕЗКА | |
| ЖЕЛТЫЙ 50 точек на дюйм | СРЕДНЯЯ ОГРАНКА | |
| ЗЕЛЕНЫЙ 60 точек на дюйм | ПОЛИРОВКА | |
| СИНИЙ 70 точек на дюйм | МЯГКАЯ ПОЛИРОВКА | |
| ЧЕРНЫЙ 80 точек на дюйм | ОТДЕЛКА | |
| МЯГКИЙ БЕЛЫЙ 90 PPI | УЛЬТРА ОТДЕЛКА | |
| СИНИЙ 100 PPI | ОКОНЧАТЕЛЬНАЯ ОБРАБОТКА | |
| ЕВРОПЕНЫ | ||
| ЖЕЛТЫЙ | ТЯЖЕЛАЯ РЕЗКА | |
| ОРАНЖЕВЫЙ | СРЕДНЯЯ ОГРАНКА | |
| БЕЛЫЙ | ПОЛИРОВКА | |
| ГОЛУБОЙ | МЯГКАЯ ПОЛИРОВКА | |
| КРАСНЫЙ | ОТЛИЧНАЯ ОБРАБОТКА | |
| ЭКСТРЕМАЛЬНЫЕ СЕТЧАТЫЕ ПЕНЫ | ||
| КРУПНО-ЗЕЛЕНЫЙ | ЭКСТРЕМАЛЬНЫЙ ВЫРЕЗ | |
| КРУПНЫЙ ОРАНЖЕВЫЙ | СРЕДНЯЯ ОГРАНКА | |
| БОРОТОВЫЙ | ПОЛИРОВКА | |
| КРАСНЫЙ | ОТДЕЛКА | |
| URO-TEC «ОТКРЫТАЯ ЯЧЕЙКА» | ||
| ГРУБЫЙ СИНИЙ | ТЯЖЕЛАЯ РЕЗКА | |
| БОРОТОВЫЙ | СРЕДНЯЯ ОГРАНКА | |
| ЖЕЛТЫЙ | ПОЛИРОВКА | |
| БЕЛЫЙ | ОТДЕЛКА | |
| URO-CELL «ЗАКРЫТАЯ КЛЕТКА» | ||
| ГОЛУБОЙ | РЕЗКА | |
| ОРАНЖЕВЫЙ | ПОЛИРОВКА | |
| КРАСНЫЙ | ОТДЕЛКА | |
| СТАНДАРТНЫЕ ШЕРСТЯНЫЕ ПОДУШКИ | ||
| 100% ШЕРСТЬ 4 СЛОЯ НАТУРАЛЬНАЯ | РЕЗКА | |
| ПОЛУШЕРСТЯНАЯ ОДНОСЛОЙНАЯ НАТУРАЛЬНАЯ | СРЕДНЯЯ ОГРАНКА | |
| СМЕШАННАЯ ШЕРСТЬ, 4 СЛОЯ, ЖЕЛТЫЙ | СРЕДНЯЯ РЕЗКА/ПОЛИРОВКА | |
| ПОЛУШЕРСТЯНАЯ ОДНОСЛОЙНАЯ БЕЛАЯ | ПОЛИРОВКА | |
| ПОЛУШЕРСТЯНАЯ ОДНОСЛОЙНАЯ ЖЕЛТАЯ | ПОЛИРОВКА/ОТДЕЛКА | |
| ТРИКОТАЖ ИЗ ПОЛУШЕРСТИ | СВЕТЛАЯ ПОЛИРОВКА/ОТДЕЛКА | |
| ТРИКОТАЖ 100% ШЕРСТЬ НАТУРАЛЬНЫЙ | ОКОНЧАТЕЛЬНАЯ ОБРАБОТКА | |
| ПОДУШКИ ИЗ ПРОМЫШЛЕННОЙ ШЕРСТИ | |||
| ПОПЕРЕМЕННАЯ СТРОЧКА ИЗ ДВУХПРЯЖЕЙ ПОЛУШЕРСТЯНОЙ | АГРЕССИВНАЯ РЕЗКА И ДОЛГОВЕЧНОСТЬ | ||
Опорная пластина для сверла Lake Country 3 дюйма
Добавить в корзину
Быстрый просмотр
SCANGRIP Sunmatch 3
Сейчас: 157,00 $
Осветите любое рабочее место ДНЕВНЫМ СВЕТОМ без солнца с SCANGRIP Sunmatch 3! Разработанный для обеспечения мгновенного освещения в любых условиях, SCANGRIP Sunmatch 3 позволяет пользователю найти любую краску.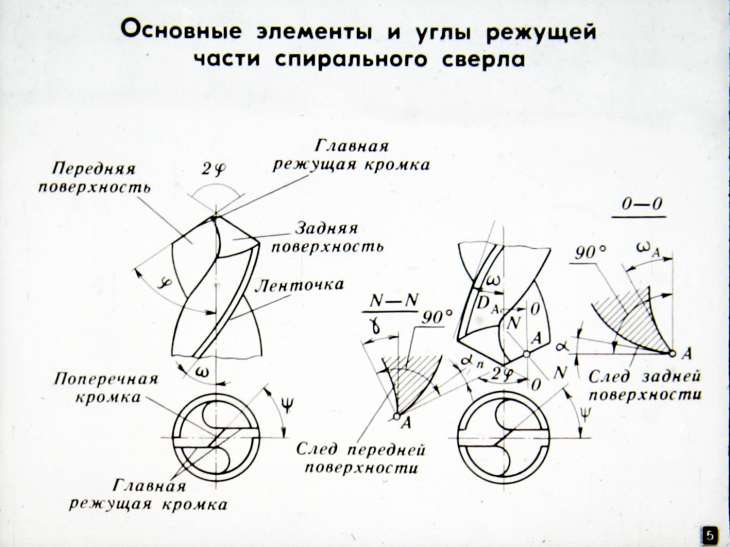 ..
..
В продаже
Добавить в корзину
Быстрый просмотр
Покрытие алмазной краской Pinnacle Black Label
Было: $79,99
Сейчас: 55,99 $
Покрытие Diamond Paint v2 обеспечивает более прочное водоотталкивающее покрытие в течение всего срока службы покрытия. Более длительное рабочее время облегчает нанесение покрытия на краску. Pinnacle Black Label…
Добавить в корзину
Быстрый просмотр
5,5-дюймовая губка для резки Hydro-Tech Cyan из пеноматериала
Сейчас: 8,99 $
Синяя пена предназначена для смешивания и удаления завихрений. Эта преполимерная пена с закрытыми порами восстанавливает окисленную и сильно закрученную краску. Внешность может быть обманчива; синяя подушечка выглядит грубой, но. ..
..
В корзину
Быстрый просмотр
5,5-дюймовый полировальный круг Hydro-Tech Tangerine Ultra из пеноматериала
Сейчас: 8,99 $
Пена Tangerine предназначена для удаления дефектов легкой и средней степени тяжести и полировки. Его режущая способность чуть ниже, чем у оранжевой светлой режущей пластины Lake Country, а мандариновая подушечка оставляет…
Добавить в корзину
Быстрый просмотр
Одна 4 x 1,25 дюйма Hydro-Tech Cyan Advanced Cutting Foam Pad
Сейчас: 5,99 $
Синяя пена предназначена для смешивания и удаления завихрений. Эта преполимерная пена с закрытыми порами восстанавливает окисленную и сильно закрученную краску. Внешность может быть обманчива; синяя подушечка выглядит грубой, но…
Добавить в корзину
Быстрый просмотр
Одинарная губка Hydro-Tech Crimson Finishing Foam Pad 3 x 1,25
Сейчас: 4,99 $
Малиновая пена предназначена для нанесения воска, глазури и герметиков безупречным ровным слоем без образования завихрений. Мягкая пена имеет очень легкую полирующую способность, что делает ее отличным выбором для уборки…
Мягкая пена имеет очень легкую полирующую способность, что делает ее отличным выбором для уборки…
Добавить в корзину
Быстрый просмотр
Полировка синего света CCS Smart Pads DA 5,5-дюймовая поролоновая подушечка
Сейчас: 7,99 долл. США
Синий низкопрофильный легкий полировальный круг из пеноматериала для полировки 5,5 дюймов Этот полировальный круг не такой плотный, как зеленый полировальный круг, и обеспечивает небольшую режущую способность. Обычно используется для полировки до совершенства, эта подушечка оставит…
Добавить в корзину
Быстрый просмотр
Белая тяжелая полировка CCS Smart Pads DA 5,5-дюймовая пенопластовая подушка
Сейчас: 7,99 $
Белый Низкопрофильный полироль для тяжелых условий эксплуатации 5,5-дюймовый поролоновый пад. Менее плотная поролоновая формула для нанесения восков, мелкодисперсных полиролей и герметиков. Этот диск имеет меньшую режущую способность, поэтому он идеально подходит для…
Менее плотная поролоновая формула для нанесения восков, мелкодисперсных полиролей и герметиков. Этот диск имеет меньшую режущую способность, поэтому он идеально подходит для…
Быстрый просмотр
Yellow Cutting CCS Smart Pads DA 5,5-дюймовая пенопластовая подушка
Сейчас: $7,99
Желтый Низкопрофильный 5,5-дюймовый поролоновый диск для резки — используйте этот диск для нанесения компаундов или полиролей для удаления сильного окисления, завитков и царапин. Он самый агрессивный и его следует использовать только…
Добавить в корзину
Быстрый просмотр
Зеленые полировальные диски CCS Smart Pads
Сейчас: $7,99
Зеленая Низкопрофильная полировка/финишная обработка 5,5-дюймовая поролоновая подушечка. Используйте эту поролоновую подушечку для нанесения одношагового чистящего воска.