Способы заточки ступенчатых сверл — РИНКОМ
Способы заточки ступенчатых сверл — РИНКОМГлавная
Статьи
Способы заточки ступенчатых сверл Способы заточки ступенчатых сверл
9 декабря 2021
Гирин Кирилл
Ступенчатые сверла – это металлорежущий инструмент, предназначенный для работы с тонколистовым металлом. Изделия выполнены в виде конуса, имеют заточенные ступени определенного диаметра. Продукция подходит для ручной и механизированной эксплуатации, существенно упрощает труд мастера.
сверла
В материале:
- В каких случаях требуется заточка сверла?
- Какие сверла можно затачивать?
- Как заточить ступенчатое сверло по металлу?
- Как точить ступенчатое сверло напильником?
- Как заточить конусное ступенчатое сверло по металлу посредством бормашины
- Как точить ступенчатое сверло по металлу, используя круг от болгарки?
- Проверка качества заточки
- Если нет возможности произвести заточку
В каких случаях требуется заточка сверла?
Понять, что сверло требует заточки, позволяют следующие факторы.
- При эксплуатации изделия возникают посторонние звуки, похожие на скрипы.
- В процессе формирования отверстий происходит сильный нагрев сверла.
- На выполнение работ тратится больше времени и усилий.
- Полученные отверстия обладают неровными краями, имеют зазубрены и заусенцы.
- Режущая кромка инструмента приобрела округлую форму.
Еще один повод для проведения заточных операций – появление механических дефектов на рабочих плоскостях изделия.
Какие сверла можно затачивать?
Перед тем как заточить ступенчатое сверло, стоит убедиться, что с ним можно работать. Заточке поддаются практически все сверла, представленные в магазине. Допускается работа с изделиями из стали HSS, Р6М5, Р18 и прочих материалов. Исключение составляет продукция особого назначения, выполненная из специальных сплавов. Она обладает повышенными прочностными характеристиками, сложна обработке.
Рис. 1 Пример маркировки ступенчатых сверл
1 Пример маркировки ступенчатых сверл
Параметры материала, из которого выполнено сверло, отражены на изделии или упаковке. Полное отсутствие информации свидетельствует о низком качестве продукта.
Не последнее значение имеет цвет сверла.
- Серый. Сверло, не подвергавшееся дополнительной обработке. Такая продукция имеет малый эксплуатационный ресурс, но хорошо поддается заточке.
- Черный. Металлорежущий инструмент, обработанный паром. Он эффективно взаимодействует с цветными и черными металлами, требует больших усилий при выполнении заточных операций.
- Золотистый цвет. Сверло, прошедшее закалку и отпуск. Процедуры увеличили прочность и сложность обработки инструмента.
В продаже также представлены сверла с ярко-золотистым покрытием. Изделия обработаны нитридом титана, предназначены для подготовки отверстий в высокопрочных сплавах. Такой инструмент не рекомендуется затачивать.
Рис. 2 Ступенчатое сверло, обработанное нитритом титана
2 Ступенчатое сверло, обработанное нитритом титана
Как заточить ступенчатое сверло по металлу?
Ответить на вопрос, как заточить конусное ступенчатое сверло, можно тремя способами:
- с использованием напильника;
- при помощи бормашины;
- посредством отрезного диска.
Каждый вариант обладает собственными особенностями, требует отдельного рассмотрения.
Как точить ступенчатое сверло напильником?
Для заточки сверла напильником необходимо выполнить ряд действий:
- зажать сверло в патроне;
- запустить вращение на малой скорости;
- прикладывания напильник к граням ступени, добиться их заточки.
Напильник прикладывается с достаточными прижимными усилиями, в противном случае обработка поверхности будет некачественной.
В завершении совершается финишная проходка по всей окружности проточки. Это обеспечивает формирование правильного контура, исключает перепады углов.
Рис. 3 Заточка конического ступенчатого сверла напильником
Как заточить конусное ступенчатое сверло по металлу посредством бормашины
При работе с бормашиной используется шлифовальная насадка. Операции выполняются в определенной последовательности:
- сверло фиксируется в тисках;
- насадка бормашины приставляется к затачиваемой ступени под соответствующим углом;
- бормашина запускается, после чего абразивный элемент плавно перемещается вдоль ступени.
При проведении работ важно протачивать края ступенек, после чего корректировать середину. Такой подход позволит избежать дефектов, обеспечит формирование ровных кромок заданного размера.
Рис. 4 Заточка конического ступенчатого сверла бормашиной
Как точить ступенчатое сверло по металлу, используя круг от болгарки?
Можно заточить ступенчатое сверло, используя отрезной диск болгарки. Для этого потребуется выполнить ряд операций:
Для этого потребуется выполнить ряд операций:
- сверло зажимается в патроне дрели;
- на электроинструменте запускается реверсивный ход;
- диск прижимается к затачиваемой ступени;
- за счет обратного вращения патрона происходит затачивание и выравнивание кромки.
Перечисленные способы требуют должной сноровки от мастера. Первые попытки заточки сверл могут оказаться неудачными.
Рис. 5 Заточка конического ступенчатого сверла кругом от болгарки
Проверка качества заточки
Проверка качества заточки осуществляется путем осмотра. Изделия должны иметь ровные, заостренные ступени. Недопустимо наличие сколов, перепадов и прочих дефектов.
Рис. 6 Проверка заточки ступенчатого сверла
По возможности формируются контрольные отверстия в заготовке. В процессе работы мастер обращает внимание на скорость сверления, степень нагрева инструмента, закусывания и заедания. Созданные отверстия осматриваются на предмет недочетов.
Созданные отверстия осматриваются на предмет недочетов.
Рис. 7 Подготовка контрольных отверстий
Если нет возможности произвести заточку
При невозможности заточить коническое сверло своими руками стоит рассмотреть приобретение нового инструмента. В интернет-магазине «РИНКОМ» представлены ступенчатые конусные сверла различной конфигурации. В ассортименте решения для регулярного и периодического использования, продукция для бытовых и производственных нужд. Изделия обладают приемлемым ценником, поставляются в заводской упаковке, сопровождаются набором документов.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
24 октября 2022
Лучшие автомобильные домкраты для бытового и профессионального использования
4 октября 2022
Фрезерование уступов и пазов
31 августа 2022
Автомобильная резьба: разновидности и способы определения
27 апреля 2022
Как выбрать сверло
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Двухплоскостная заточка – Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
| Фасонная заточка сверла. [1] |
Двухплоскостная заточка ( рис. 74, в) является комбинированным методом, так как каждая из двух плоскостей, образующих заднюю поверхность пера, ватачивается отдельно. [2]
Двухплоскостная заточка ( рис. 6.5, б) не требует специального оборудования и может быть рекомендована для оформления задних поверхностей сверла не только при их изготовлении, но, что более важно, при переточках сверл. Двухплоскостная заточка широко применяется в настоящее время при заточке твердосплавных сверл. [3]
Формы заточки задних поверхностей спиральных.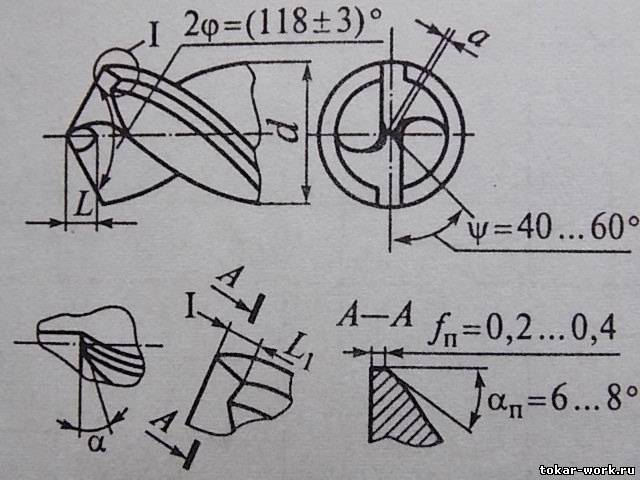 [4]
[4] |
Двухплоскостная заточка ( рис. 87 6 исключает вышеуказанный недостаток. [5]
Двухплоскостная заточка сверл с углом а2 40 – 45 также непригодна для сверления высокопрочных материалов, так как режущий клин главных кромок имеет пониженную прочность и жесткость, а также плохо отводит тепло. Стойкость сверла уменьшается из-за вибрации и ускоренного износа задних поверхностей. Для сверления высокопрочных материалов вторая плоскость должна располагаться под углом а2 25 – 30, при этом теряются преимущества двухплоскостной заточки по параметрам поперечной кромки, так что кромку приходиться подтачивать. [6]
Допускается двухплоскостная заточка сверл. [7]
Достоинством двухплоскостной заточки кроме ее простоты является то, что поперечная кромка имеет пирамидальную форму, способствующую самоцентрированию сверла в работе, и можно затачивать любые оптимальные задние углы сверла. [8]
[8]
| Заточка сверла двумя торцовыми кругами, двигающимися в противофазе.| Заточка сверла двумя шлифовальными кругами с подточкой поперечной кромки и коррекцией передних углов на главной режущей кромке. [9] |
Для двухплоскостной заточки чаще применяют торцовые круги, так как изнашиваясь, они не искажают формы затачиваемой поверхности. [10]
| Эллиптическая заточка сверла. [11] |
При двухплоскостной заточке задняя поверхность каждого зуба образована двумя плоскостями, ребро пересечения которых обычно параллельно главной кромке. Задний – угол первой плоскости 1 выбирается в зависимости от обрабатываемого материала. С увеличением этого угла уменьшается осевая сила и повышается точность сверления, однако снижается прочность режущего клина. [12]
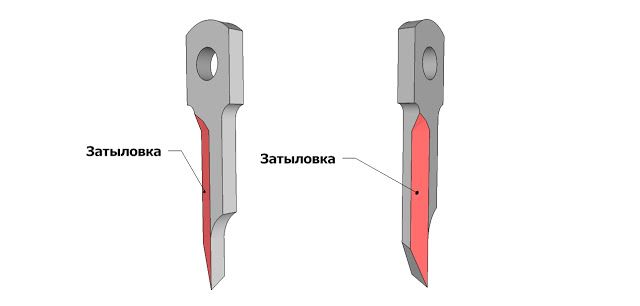
В последнем случае необходимо иметь так называемую двухплоскостную заточку, обеспечивающую необходимые задние углы для режущей кромки и образование второго затылка на нерабочей части пера, устраняющего затирание задней поверхности. [13]
[13]
В связи с этим различают одно – и двухплоскостную заточку сверл. В нормальном сечении задний угол вдоль режущей кромки остается постоянным. Для уменьшения возможности задирания обрабатываемой поверхности задней поверхностью сверла производят заточку задней поверхности с увеличенным задним углом для сверл, диаметром 3 – 4 мм и заточку под двумя углами для сверл большого диаметра. Сверла, оснащенные твердосплавной пластинкой, всегда затачивают по двум плоскостям. Первую плоскость затачивают алмазным кругом, а вторую абразивным. [14]
| Станок мод. ВК-80. [15] |
Страницы: 1 2 3
Опорные пластины для сверл – Buff and Shine Mfg
- Главная
- Товары
- Все продукты
- Опорные пластины
- Высокоскоростной/роторный полировальный станок
- Случайные орбитальные / D.
 A полировщики
A полировщики - Маленький полировальный станок
- Новые продукты
- Адаптеры
- Аксессуары
- Пленка для автомобильных ковров
- Товары для автомойки
- Колодки
- Высокоскоростной/роторный полировальный станок
- Случайно-орбитальные / D. A полировщики
- Шестеренчатый привод D.A. Полировщик
- Маленькие полировальные машины
- Полировальная машина с длинным броском
- Глиняные слитки
- Микрофибра
- Стальная вата
- Аппликаторные подушечки
- О нас
- Свяжитесь с нами
- Дистрибьюторы
- Блог
- Полировщики
 A полировщики
A полировщики A полировщики
A полировщики- Продолжить покупки
- Ваша корзина пуста
Дом / Опорные пластины для сверл / Страница 1 из 1
Фильтровать по: Все Опорные пластины для сверлАдаптерыОпорные пластиныДрель
Сортировать по: РекомендованныеЛучшие продажиПо алфавиту: A-ZПо алфавиту: Z-APЦена: от низкой до высокойЦена: от высокой до низкойДата: от новой до старойДата: от старой к новой
Наш артикул 300Y предназначен для дрелей и пневматических инструментов, пластины обладают повышенной гибкостью, что позволяет Используется для контурирования поверхности автомобиля. Слой полиуретана достаточно прочен для дрели, пневмоинструмента или пневмоинструмента. Пластина поставляется с двумя адаптерами, один для сверлильного патрона, другой для крепления DA 5/16” x 24
Слой полиуретана достаточно прочен для дрели, пневмоинструмента или пневмоинструмента. Пластина поставляется с двумя адаптерами, один для сверлильного патрона, другой для крепления DA 5/16” x 24
+ Краткое описание
3-дюймовая гибкая кромка D.A и опорная пластина для сверла
3-дюймовая опорная пластина Flex Edge D.A и сверла
Схемы применения
Наши модернизированные высококачественные опорные пластины для высокоскоростной полировки были разработаны с учетом нашего 20-летнего опыта в этой области. гарантирует, что ваши клиенты будут довольны.
- Диаметр: 3 дюйма
- Резьба: внутренняя 5/16″ x 24
- Адаптер № 1: сверлильный патрон (макс. 3000 об/мин)
Посмотреть полную информацию о продукте »
+ Краткое описание
Переходник для сверления
Переходник для сверления
Схемы применения
Сверлильный адаптер SP5814 имеет патрон для сверла 1/4 дюйма с одной стороны, а с другой стороны конец с наружной резьбой 5/8 дюйма x 11 для нашей вращающейся опорной пластины 358 3 дюйма.
- Наружная резьба 5 /8″ x 11
- Патрон с наружной резьбой 1/4 дюйма
Посмотреть полную информацию о продукте »
Схемы применения
ПОЛИРОВАЛЬНЫЕ ПЕНЫ
Полировка и полировка автомобиля губками из пеноматериала применяется уже много лет. Подушечки из пены работают иначе, чем шерстяные, в отношении покроя, ощущения и производительности. В индустрии поролоновых прокладок появилось много новых технологических достижений, и я пишу это, чтобы предоставить вам больше информации, чтобы вы могли выбрать правильный поролон для своей следующей работы.
Подушечки из пены работают иначе, чем шерстяные, в отношении покроя, ощущения и производительности. В индустрии поролоновых прокладок появилось много новых технологических достижений, и я пишу это, чтобы предоставить вам больше информации, чтобы вы могли выбрать правильный поролон для своей следующей работы.
В промышленности существует множество способов идентификации прокладок из пеноматериала. PPI — это общий способ отличить пену, но не на 100% правильный. Поскольку существует множество способов измерения пены, мы начнем с самого простого.
ОТКРЫТЫЕ ЯЧИКИ и ЗАКРЫТЫЕ ЯЧИКИ
Первое и основное, что нужно понять о пене, это то, является ли она открытой или закрытой ячейкой. Многие пенопласты с открытыми порами изначально имеют закрытые поры, а затем «ретикулируются» для получения открытых пор. «Ретикуляция» — это процесс, используемый при обработке пены, когда они берут булочку с пеной, помещают ее в бетонную и контролируемую комнату, наполняют комнату водородом, чтобы пена могла его поглотить, а затем поджигают пену.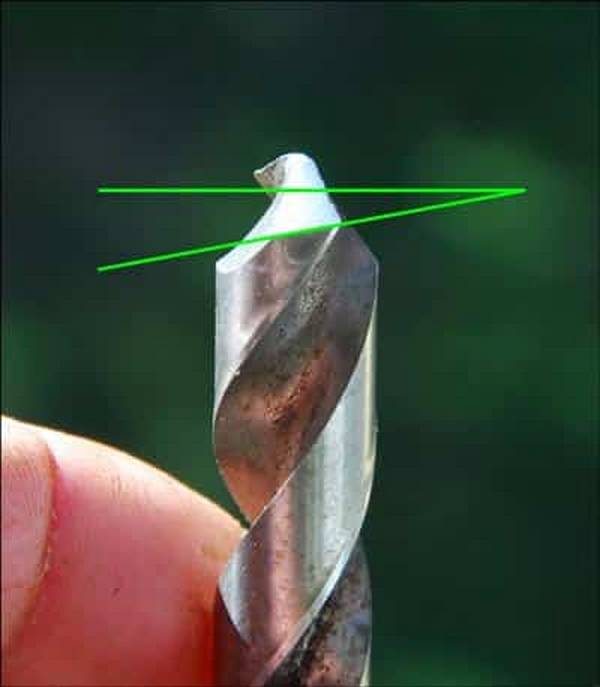 Этот процесс приводит к тому, что мембрана или окно из пенопласта оборачивают ветки. Окно/мембрана на пенопласте представляет собой прозрачный тонкий слой между ветвями. Ветка — это то, что вы чувствуете рукой в пене, когда прикасаетесь к ней. Если вы посмотрите на пену под микроскопом, то увидите ветки и окна. Пена с сетчатой структурой представляет собой открытую ячейку, а пена без сетчатой структуры представляет собой закрытую ячейку.
Этот процесс приводит к тому, что мембрана или окно из пенопласта оборачивают ветки. Окно/мембрана на пенопласте представляет собой прозрачный тонкий слой между ветвями. Ветка — это то, что вы чувствуете рукой в пене, когда прикасаетесь к ней. Если вы посмотрите на пену под микроскопом, то увидите ветки и окна. Пена с сетчатой структурой представляет собой открытую ячейку, а пена без сетчатой структуры представляет собой закрытую ячейку.
После того, как вы сделаете пену сетчатой, ее характеристики на разрыв могут стать сильнее. Сетчатая или «открытоячеистая» пена работает намного холоднее на поверхности по сравнению с пенопластом с закрытыми порами. Причина этого в том, что, когда ячейки открыты, через них может проходить воздух для рассеивания тепла. В этом случае может возникнуть вероятность того, что химическое вещество, с которым вы работаете, может высохнуть быстрее и, возможно, запылиться, поскольку смазка в нем высыхает с воздухом, проходящим через пену.
У каждой пены есть свои плюсы и минусы, и каждый тип работает по-разному со всеми химическими веществами:
- Охладитель с открытыми ячейками
- Закрытая ячейка меньше впитывает полироль, компаунд и т. д.
- Закрытая ячейка более «плотная»
- Закрытые поры заставляют абразивы в химикатах работать быстрее, поскольку они могут так же быстро впитываться в пену
- Закрытая ячейка исправляет быстрее
- Более длительное время работы с химикатами при использовании открытой ячейки
 д.
д.Имейте в виду, что не все пены работают одинаково со всеми химикатами. Во многих случаях это может быть методом проб и ошибок.
Существует много других способов измерения пены, это всего лишь отправная точка, чтобы вы могли выбрать лучшую пену для своего проекта.
ТАБЛИЦЫ ПРИМЕНЕНИЯ ОТ ГРУБОЙ ДО МЕЛКОЙ
| ПЕНЫ США | ||
| БЕЛЫЙ 45 точек на дюйм | ТЯЖЕЛАЯ РЕЗКА | |
| ЖЕЛТЫЙ 50 точек на дюйм | СРЕДНЯЯ ОГРАНКА | |
| ЗЕЛЕНЫЙ 60 точек на дюйм | ПОЛИРОВКА | |
| СИНИЙ 70 точек на дюйм | МЯГКАЯ ПОЛИРОВКА | |
| ЧЕРНЫЙ 80 точек на дюйм | ОТДЕЛКА | |
| МЯГКИЙ БЕЛЫЙ 90 PPI | УЛЬТРА ОТДЕЛКА | |
| СИНИЙ 100 PPI | ОКОНЧАТЕЛЬНАЯ ОБРАБОТКА | |
| ЕВРОПЕНЫ | ||
| ЖЕЛТЫЙ | ТЯЖЕЛАЯ РЕЗКА | |
| ОРАНЖЕВЫЙ | СРЕДНЯЯ ОГРАНКА | |
| БЕЛЫЙ | ПОЛИРОВКА | |
| ГОЛУБОЙ | МЯГКАЯ ПОЛИРОВКА | |
| КРАСНЫЙ | ОТЛИЧНАЯ ОБРАБОТКА | |
| ЭКСТРЕМАЛЬНЫЕ СЕТЧАТЫЕ ПЕНЫ | ||
| КРУПНО-ЗЕЛЕНЫЙ | ЭКСТРЕМАЛЬНЫЙ ВЫРЕЗ | |
| КРУПНЫЙ ОРАНЖЕВЫЙ | СРЕДНЯЯ ОГРАНКА | |
| БОРОТОВЫЙ | ПОЛИРОВКА | |
| КРАСНЫЙ | ОТДЕЛКА | |
| URO-TEC «ОТКРЫТАЯ ЯЧЕЙКА» | ||
| ГРУБЫЙ СИНИЙ | ТЯЖЕЛАЯ РЕЗКА | |
| БОРОТОВЫЙ | СРЕДНЯЯ ОГРАНКА | |
| ЖЕЛТЫЙ | ПОЛИРОВКА | |
| БЕЛЫЙ | ОТДЕЛКА | |
| URO-CELL «ЗАКРЫТАЯ КЛЕТКА» | ||
| ГОЛУБОЙ | РЕЗКА | |
| ОРАНЖЕВЫЙ | ПОЛИРОВКА | |
| КРАСНЫЙ | ОТДЕЛКА | |
| СТАНДАРТНЫЕ ШЕРСТЯНЫЕ ПОДУШКИ | ||
| 100% ШЕРСТЬ 4 СЛОЯ НАТУРАЛЬНАЯ | РЕЗКА | |
| ПОЛУШЕРСТЯНАЯ ОДНОСЛОЙНАЯ НАТУРАЛЬНАЯ | СРЕДНЯЯ ОГРАНКА | |
| СМЕШАННАЯ ШЕРСТЬ, 4 СЛОЯ, ЖЕЛТЫЙ | СРЕДНЯЯ РЕЗКА/ПОЛИРОВКА | |
| ПОЛУШЕРСТЯНАЯ ОДНОСЛОЙНАЯ БЕЛАЯ | ПОЛИРОВКА | |
| ПОЛУШЕРСТЯНАЯ ОДНОСЛОЙНАЯ ЖЕЛТАЯ | ПОЛИРОВКА/ОТДЕЛКА | |
| ТРИКОТАЖ ИЗ ПОЛУШЕРСТИ | СВЕТЛАЯ ПОЛИРОВКА/ОТДЕЛКА | |
| ТРИКОТАЖ 100% ШЕРСТЬ НАТУРАЛЬНЫЙ | ОКОНЧАТЕЛЬНАЯ ОБРАБОТКА | |
| ПОДУШКИ ИЗ ПРОМЫШЛЕННОЙ ШЕРСТИ | |||
| ПОПЕРЕМЕННАЯ СТРОЧКА ИЗ ДВУХПРЯЖЕЙ ПОЛУШЕРСТЯНОЙ | АГРЕССИВНАЯ РЕЗКА И ДОЛГОВЕЧНОСТЬ | ||
Что такое обратное сверление печатной платы?
При проектировании и производстве печатных плат возникают различные проблемы, и одной из них является сохранение целостности сигнала. Когда вы передаете сигнал, полученный сигнал будет подвержен искажению из-за шума сигнала, перекрестных помех и других нежелательных эффектов. Объединение методов проектирования и производства ограничивает такие эффекты и повышает целостность сигнала. Виа-шлейфы часто способствуют снижению целостности сигнала, что можно решить с помощью процесса обратного сверления. В ходе этой статьи мы расскажем, как свести к минимуму влияние шлейфа переходного отверстия на целостность сигнала в печатной плате за счет обратного сверления.
Когда вы передаете сигнал, полученный сигнал будет подвержен искажению из-за шума сигнала, перекрестных помех и других нежелательных эффектов. Объединение методов проектирования и производства ограничивает такие эффекты и повышает целостность сигнала. Виа-шлейфы часто способствуют снижению целостности сигнала, что можно решить с помощью процесса обратного сверления. В ходе этой статьи мы расскажем, как свести к минимуму влияние шлейфа переходного отверстия на целостность сигнала в печатной плате за счет обратного сверления.
Мы рассмотрим следующие темы:
Что такое обратное сверление или сверление контролируемой глубины в печатной плате?
При проектировании высокоскоростных печатных плат возникает множество проблем с точки зрения сохранения целостности сигнала, которые можно решить с помощью надлежащих методов проектирования и производства. Заглушка переходного отверстия, нефункциональная часть переходного отверстия, вызывает серьезные проблемы с целостностью сигнала в высокоскоростных схемах. Виа шлейфы приводят к отражению сигналов от шлейфа, и это отражение будет мешать исходному сигналу. Чтобы противостоять этому, выполняется обратное сверление, где большая часть переходная заглушка удаляется путем повторного сверления сверлом немного большего размера.
Заглушка переходного отверстия, нефункциональная часть переходного отверстия, вызывает серьезные проблемы с целостностью сигнала в высокоскоростных схемах. Виа шлейфы приводят к отражению сигналов от шлейфа, и это отражение будет мешать исходному сигналу. Чтобы противостоять этому, выполняется обратное сверление, где большая часть переходная заглушка удаляется путем повторного сверления сверлом немного большего размера.
Обратное сверление включает в себя просверливание отверстия немного большего диаметра, чем PTH, для удаления токопроводящего переходного патрубка. Заднее просверленное отверстие должно уменьшить длину заглушки до 10 мил. Если шлейфы больше 10 мил, то будут возникать отражения сигнала.
Зачем нужно обратное сверление?
Обратное сверление или сверление контролируемой глубины (CDD) — это метод, используемый для удаления неиспользуемой части (заглушки) медного цилиндра из сквозного отверстия (отверстия) в печатной плате. Поскольку эти отверстия пробуриваются до заданной контролируемой глубины, этот тип бурения также называется бурением с контролируемой глубиной. В идеале, оставшийся после обратного сверления переходный шлейф должен быть меньше 10 мил.
Поскольку эти отверстия пробуриваются до заданной контролируемой глубины, этот тип бурения также называется бурением с контролируемой глубиной. В идеале, оставшийся после обратного сверления переходный шлейф должен быть меньше 10 мил.
Изображения, приведенные ниже, иллюстрируют шаги, связанные с CDD для уменьшения отражения сигнала из-за шлейфов переходных отверстий.
Шаг 1: На изображении ниже мы видим плату с переходным шлейфом, выходящим за пределы пути прохождения сигнала.
Изображение 1: Плата с переходным отверстиемШаг 2: Обратное сверление выполняется сверлом немного большего размера.
Рис. 2: Обратное сверление печатной платы сверлом большего диаметраШаг 3: С помощью заглушки, уменьшенной на сквозное обратное сверление.
Изображение 3: Отверстие переходного отверстия, удаленное путем обратного сверленияОсновы переходного отверстия — переходное отверстие, PTH, NPTH
Переходное отверстие — это миниатюрные токопроводящие пути, просверленные в печатной плате для установления электрического соединения между различными слоями печатной платы.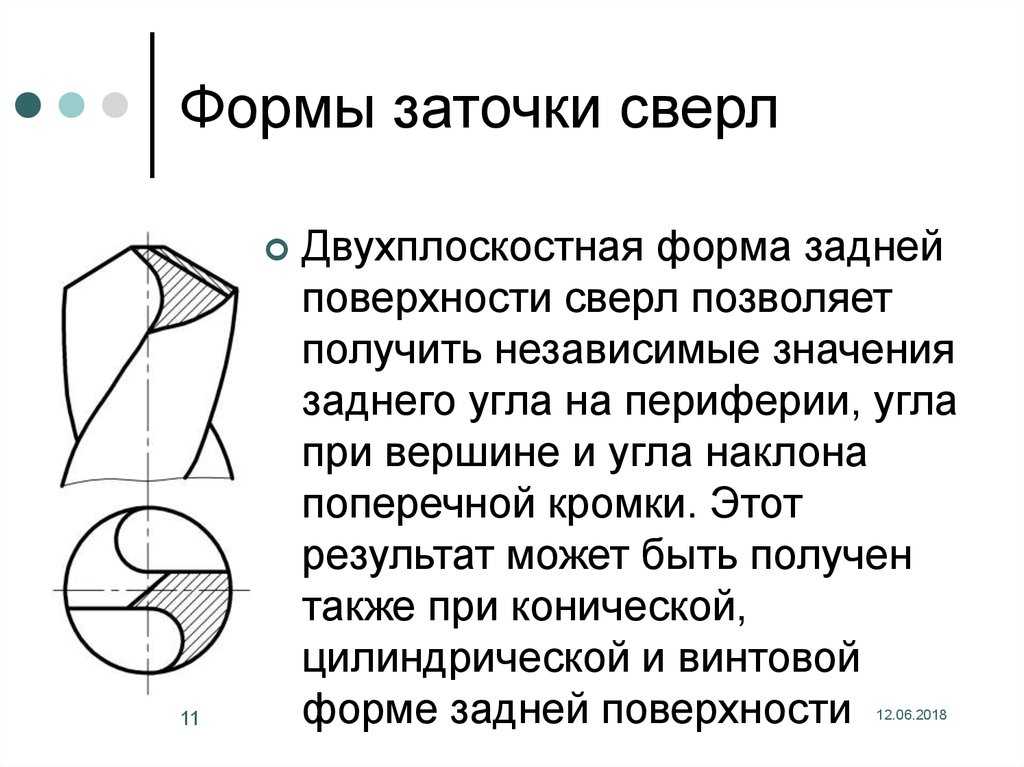 Вы можете прочитать о переходных отверстиях и их значении в статье о том, как переходные отверстия на печатной плате соединяют слои печатной платы.
Вы можете прочитать о переходных отверстиях и их значении в статье о том, как переходные отверстия на печатной плате соединяют слои печатной платы.
Переходный шлейф – часть переходного отверстия, не используемая для передачи сигнала. Виа-шлейфы отражают сигналы и вызывают ряд проблем с целостностью сигнала, особенно в высокоскоростных сигналах, о которых вы можете прочитать в этой статье о целостности сигнала и сквозных шлейфах.
Технология сквозных отверстий, при которой сквозные отверстия полностью проходят через печатную плату, используется при сборке печатных плат с 70-х и 80-х годов. Несмотря на то, что технология сквозного монтажа была в значительной степени заменена технологией поверхностного монтажа, она все еще используется сегодня. Сквозные отверстия могут быть с покрытием (PTH) или без покрытия (NPTH). В то время как PTH служит токопроводящим путем от одной стороны платы к другой, NPTH используется для монтажа печатной платы и редко для монтажа компонентов на плате.
Ниже приведена блок-схема того, где обратное сверление вписывается в процесс изготовления печатной платы:
Последовательность процесса обратного сверленияЧтобы узнать о проектировании переходных отверстий, прочтите раздел «Проектирование печатной платы с помощью Altium Designer»
Пример обратного сверления
Допустим, у вас есть сквозное отверстие путем перехода от слоя 1 к 12 в 12-слойном наборе. Но сквозное отверстие предназначено только для сигналов от слоев 1 до 3. Таким образом, переходное отверстие будет создано после слоя 3 до слоя 12, что создаст резонанс и отражения на очень высоких частотах. Он ослабит сигналы на резонансной частоте. Так, обратное сверление выполняется для удаления медного покрытия после слоя 3 до слоя 12 для уменьшения длины заглушки. Обратное сверло должно быть больше исходного размера отверстия, чтобы удалить нежелательную медь.
Обратное сверление 12-слойного стекаОбратное сверление Наконечник DFM
Диаметр обратного сверления должен быть немного больше диаметра основного сверла. Размер (диаметр) обратного сверла обычно на 8 мил больше основного размера сверла, при этом 10 мил больше предпочтительно. Зазоры между дорожками и плоскостями должны быть достаточно большими, чтобы в процессе обратного сверления случайно не просверлить дорожки и плоскости, расположенные рядом с задним просверленным отверстием . Предпочтительны минимальные зазоры между плоскостями и дорожками (промежутки) 10 мил.
Размер (диаметр) обратного сверла обычно на 8 мил больше основного размера сверла, при этом 10 мил больше предпочтительно. Зазоры между дорожками и плоскостями должны быть достаточно большими, чтобы в процессе обратного сверления случайно не просверлить дорожки и плоскости, расположенные рядом с задним просверленным отверстием . Предпочтительны минимальные зазоры между плоскостями и дорожками (промежутки) 10 мил.
Обратное сверление с точки зрения производства
Обратите внимание, что для минимизации длины заглушки можно также использовать альтернативные методы строительства. К ним относятся просверленные лазером переходные отверстия (микроотверстия) или глухие и скрытые переходные отверстия, а также альтернативные схемы наложения, когда дорожки перемещаются в слои ближе к концу отрезка переходного отверстия. Кроме того, обратное сверление не требуется для высокочастотных (более 3 ГГц) плат, поскольку для уменьшения отражения сигнала используются альтернативные стратегии.
Однако для многих печатных плат высокой плотности и объединительных/промежуточных плат эти варианты не всегда целесообразны как с точки зрения производства, так и с точки зрения стоимости. В таком сценарии единственным вариантом является удаление заглушки переходного отверстия путем обратного сверления. Обратное сверление необходимо для высокочастотных (более 1 ГГц в пределах 3 ГГц) плат, когда глухие переходные отверстия нецелесообразны.
Терминология обратного сверления
Терминология обратного сверления печатной платыПреимущества обратного сверления переходных отверстий PTH
- Переходные шлейфы вызывают проблему искажения сигнала, называемую детерминированным джиттером. Джиттер при передаче сигнала в печатной плате относится к ошибкам синхронизации, вызванным электромагнитными помехами, перекрестными помехами и шумом. Детерминированный джиттер — это джиттер, который можно определить в пределах минимального и максимального отклонений.
- Частота ошибок по битам (BER) — это количество ошибок по битам в единицу времени, в значительной степени зависящее от детерминированного джиттера. Уменьшение детерминированного джиттера путем обратного сверления значительно уменьшит общую BER сигнала.
- Снижает затухание сигнала за счет улучшенного согласования импеданса и снижает излучение ЭМП/ЭМС от шлейфа
- Уменьшено возбуждение резонансных мод.
- Уменьшение перекрестных помех между переходами.
 Уменьшение детерминированного джиттера путем обратного сверления значительно уменьшит общую BER сигнала.
Уменьшение детерминированного джиттера путем обратного сверления значительно уменьшит общую BER сигнала.Какая остаточная длина заглушки может остаться?
После того, как вы решите произвести обратное бурение, вам нужно решить, какая остаточная длина заглушки может остаться. Решение будет зависеть от нескольких взаимосвязанных факторов, включая желаемые характеристики целостности сигнала и практические (рентабельные) производственные соображения и ограничения. Обычно увеличение количества переходных отверстий, которые необходимо просверлить, и уменьшение максимальной остаточной длины шлейфа увеличивает стоимость изготовления печатной платы/объединительной платы. Ниже приведена таблица, в которой подробно описаны потери сигнала, соответствующие остаточной длине шлейфа.
| Остаточный остаточный конец Длина (мил) | Приблизительный сигнал Потери (в процентах) |
|---|---|
| 1 | 0,25 % |
| 2 | 0,5% |
| 5 | 1,25% |
| 10 | 2,5% |
| 20 | 5% |
| 40 | 10% |
| 60 | 15% |
| 100 | 25% |
| 200 | 50% |
Приблизительные потери сигнала для шлейфов разной длины (типичная конструкция объединительной/промежуточной платы 6,25 Гбит/с) просверлите переход в соответствии с требованием:
Выбор сегмента цепи
В этой демонстрации мы выбираем раздел Ethernet, а в разделе Ethernet мы выбираем сегмент RX.
Выбор сегмента схемы на печатной плате Прежде чем мы приступим к трассировке, нам необходимо выполнить настройку обратного сверления.
Добавление обратного сверления через
Перейдите к Design и затем Layer Stack Manager . Здесь нам нужно добавить сквозное отверстие.
Layer Stack ManagerДля этого щелкните вкладку Features в правом верхнем углу экрана. В раскрывающемся списке выберите функцию Back Drills .
Обратные сверла ХарактеристикаПосле этого в левой нижней части экрана выберите вкладку Back Drill . После того, как вы нажмете на нее, отобразится опция обратного сверления. Здесь вы сможете добавить различные параметры обратного сверления.
Добавление обратных упражненийНажав на вкладку «плюс», вы можете добавить дополнительные обратные сверления. Вы также можете использовать опцию удаления, показанную символом корзины, чтобы удалить ненужные обратные сверла.
Выбор начального и конечного слоев
В менеджере стека слоев можно выбрать первый и последний слои на панели свойств слева. Здесь мы выбираем верхний слой в качестве первого слоя и пятый слой в качестве последнего слоя. Вы можете видеть, что фигура обратного сверления также изменится, чтобы отразить ваш выбор первого и последнего слоев.
Вы можете видеть, что фигура обратного сверления также изменится, чтобы отразить ваш выбор первого и последнего слоев.
Теперь сохраните свою работу в Layer Stack Manager и нажмите Close.
Сохранение параметров детализацииЗатем перейдите к Design и нажмите Net class .
Выбор классов цепейОткроется окно Object Class Explorer . Затем щелкните правой кнопкой мыши классы цепей и выберите добавить класс в раскрывающемся меню. Теперь вам нужно назвать класс backdrill.
Выбор классов цепейТеперь вам нужно добавить цепи, для которых нужны переходные отверстия. Мы выберем сети Ethernet RX и щелкнем значок >, чтобы добавить сети в качестве членов для операции обратного сверления. Нажмите «ОК».
Добавление цепей для операции обратного сверленияДобавление правила проектирования
Далее необходимо задать длину заглушки и параметры припуска. Перейдите в «Дизайн» и нажмите «Правила».
Обратное сверление решает проблемы, связанные с целостностью сигнала и резонансом в переходных отверстиях. Следовательно, производителям и разработчикам необходимо рассмотреть возможность использования обратного сверления для обеспечения целостности сигнала в высокоскоростных сигнальных печатных платах.
Отобразится Редактор правил и ограничений печатных плат . Выберите Высокая скорость и нажмите Максимальная длина заглушки .
Редактор правил и ограничений для платНажмите вкладку New Rule в нижней части экрана.
Добавление правила обратного детализацииЗатем добавляется правило обратного детализации. Теперь дважды щелкните правило, чтобы установить необходимые значения.
После этого выберите класс цепей, а затем выберите обратное сверление. Нажмите «Применить», затем «ОК». Следующим шагом является выполнение необходимой маршрутизации.
Мы сохраним длину заглушки 15 мил. Это припуск заднего сверла, который мы установим равным 10 милам. Допуск будет установлен как плюс и минус 3 мил.
Это припуск заднего сверла, который мы установим равным 10 милам. Допуск будет установлен как плюс и минус 3 мил.
Проверка обратного сверления. Чтобы проверить то же самое, включите все слои. Вы можете видеть, что окружность переходных отверстий отображается двумя цветами. В этом случае красный цвет указывает на
Первый слой или начальный слой, а синий цвет указывает на Последний слой или конечный слой. Вы можете ясно видеть разницу между отверстиями, просверленными сзади, и другими отверстиями. Только отверстия, просверленные сзади, отображаются двойным цветом. Отображение обратного сверленияЧтобы просмотреть количество просверленных переходных отверстий, PTH и других отверстий, выберите параметр Place в главном меню и щелкните Таблица сверления .
Выбор таблицы сверленияПросмотр таблицы сверления
Вы можете выбрать и просмотреть переходы в соответствии с их свойствами, используя опцию Свойство и выбрав требуемую пару слоев . Здесь вы можете видеть, что количество сверл равно 12, размер отверстия составляет 30 мил, тип отверстия с покрытием — NPTH, а также допуск отверстия. Стол для сверления
Здесь вы можете видеть, что количество сверл равно 12, размер отверстия составляет 30 мил, тип отверстия с покрытием — NPTH, а также допуск отверстия. Стол для сверления
позволяет решить проблемы, связанные с целостностью сигнала и резонансом в переходных отверстиях. Следовательно, производителям и разработчикам необходимо рассмотреть возможность использования обратного сверления для обеспечения целостности сигнала в высокоскоростных сигнальных печатных платах.
Обратное сверление Часто задаваемые вопросы
Q1. Почему обратное сверление также называют сверлением с контрольной глубиной?
A- Обратное сверление также известно как сверление с контролируемой глубиной, поскольку эти отверстия пробуриваются до заданной контролируемой глубины.
Q2. Какова максимальная длина шлейфа, которую можно сохранить после обратного сверления без существенного влияния на целостность сигнала?
A- 10 мил
Q3. Назовите альтернативные методы строительства, которые можно использовать для минимизации длины заглушки, кроме обратного бурения?
Назовите альтернативные методы строительства, которые можно использовать для минимизации длины заглушки, кроме обратного бурения?
A- Переходные отверстия, просверленные лазером (микропереходные отверстия), или глухие и скрытые переходные отверстия, а также альтернативные схемы наложения, при которых дорожки перемещаются в слои ближе к концу отрезка переходного отверстия.
Q4. Какой основной производственный параметр следует учитывать при обратном сверлении?
A- Глубина отверстия или глубина по оси Z.
Q5. Почему при обратном сверлении трудно получить меньшую длину вставки (<10 мил)?
A- Минимизация длины отрезка менее 10 мил требует большей точности сверлильного станка, что делает его более сложным. Кроме того, это увеличивает стоимость производства, поэтому трудно уменьшить длину заглушки. Если ваш производитель использует новейшее буровое оборудование, есть возможность получить заглушки толщиной от 2 до 3 мил. Уточните у своего производителя.