Зенкование отверстий. Зенкование отверстий Чем делать потай под шуруп
Утвержден Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 28 апреля 1967 г. Дата введения установлена
01.01.69
Ограничение срока действия снято Постановлением Госстандарта СССР от 14 апреля 1983 г. № 1790
Издание 2006 г. с Изменением № 4, утвержденным в апреле 1983 г. (ИУС 7-83).
1. Настоящий стандарт распространяется на опорные поверхности под крепежные детали с диаметром стержня от 1 до 48 мм, изготовляемые по государственным стандартам.
Стандарт полностью соответствует СТ СЭВ 213-82.
2. Размеры опорных поверхностей под шестигранные головки болтов и винтов, под шестигранные гайки с нормальным размером под ключ и под шайбы должны соответствовать указанным на черт. и в табл. .
Таблица 1
D (пред. | D 1 | |
13,5 | ||
 откл. по Н15)
откл. по Н15)1, 2. (Измененная редакция, Изм. № 4).
(Измененная редакция, Изм. № 4).
2а. Размеры опорных поверхностей под шестигранные головки болтов и винтов и шестигранные гайки с уменьшенным размером под ключ и под уменьшенные шайбы должны соответствовать указанным на черт. и в табл. .
Таблица 2
Диаметр резьбы крепежной детали | D (пред. откл. по Н15) | D 1 |
13,5 | ||
2б. Размеры опорных
поверхностей под увеличенные шайбы должны соответствовать указанным на черт. и в табл. .
Размеры опорных
поверхностей под увеличенные шайбы должны соответствовать указанным на черт. и в табл. .
Таблица 3
Диаметр резьбы крепежной детали | D (пред. откл. по Н15) | D 1 |
2в. Размеры опорных
поверхностей под цилиндрические и полукруглые головки винтов со шлицем и под
цилиндрические головки винтов с шестигранным углублением под ключ должны
соответствовать указанным на черт. и в
табл. .
Размеры опорных
поверхностей под цилиндрические и полукруглые головки винтов со шлицем и под
цилиндрические головки винтов с шестигранным углублением под ключ должны
соответствовать указанным на черт. и в
табл. .
Таблица 4
Диаметр резьбы крепежной детали | D (пред. откл. по Н14) | D 1 | t (пред. откл. по Н14) | t 1 (пред. откл. по Н14) | t 2 (пред. откл. по Н14) | t 3 (пред. откл. по Н14) |
13,5 | ||||||
18,5 | 12,5 | |||||
17,5 | 10,5 | |||||
19,5 | 11,5 | |||||
21,5 | 25,5 | 12,5 | 16,5 | |||
23,5 | 27,5 | 13,5 | 17,5 | |||
25,5 | 30,5 | 14,5 | 19,5 | |||
28,5 | 33,5 | |||||
Примечание. Размеры t 1
и t 3
даны для винтов с
нормальными или легкими пружинными шайбами по ГОСТ 6402-70.
Размеры t 1
и t 3
даны для винтов с
нормальными или легкими пружинными шайбами по ГОСТ 6402-70.
2г. Размеры опорных поверхностей под потайные и полупотайные головки винтов и шурупов и под шайбы стопорные с зубьями для винтов с потайной и полупотайной головкой должны соответствовать указанным на черт. и в табл. .
Таблица 5
Диаметр резьбы крепежной детали | D 1 (пред. откл. по Н13) | D 2 (пред. откл. по Н12) | D 3 (пред. откл. по Н14) | t (пред. откл. +0,1) |
0,2 | ||||
2,0 | 4,6 | 4,3 | – | 0,2 |
2,5 | 5,7 | 5 | – | 0,3 |
3,0 | 6,6 | 6 | 7 | 0,3 |
3,5 | 7,6 | 7 | – | 0,3 |
4,0 | 8,6 | 8 | 9 | 0,3 |
5 | 10,4 | 10 | 11,5 | 0,3 |
6 | 12,4 | 11,5 | 14,5 | 0,4 |
8 | 16,4 | 15 | 18,5 | 0,7 |
10 | 20,4 | 19 | 22 | 0,7 |
12 | 24,4 | 23 | 26 | 1,0 |
14 | 28,4 | 26 | – | 1,0 |
16 | 32,4 | 30 | – | 1,2 |
18 | 36,4 | 34 | – | 1,2 |
20 | α 1
(пред. | |||
1 | 1,7 | 90° | – | – |
1,2 | 2,1 | – | – | |
1,4 | 2,5 | – | – | |
1,6 | 2,7 | 6 | – | |
2 | 3,6 | 120° | ||
2,5 | 4,2 | 7 | ||
3 | 4,8 | 8 | ||
3,5 | 5,6 | 9,5 | ||
4 | 6,4 | 10,5 | ||
5 | 8,2 | 13 | ||
6 | 9,7 | 11 | 90° | |
8 | 13,3 | 15 | ||
10 | 16,4 | 75° | 17 | 75° |
12 | 19,4 | 20 | ||
14 | 23 | 24 | ||
16 | 23 | 60° | 24 | 60° |
17 | 26 | 27 | ||
20 | 29 | 30 | ||
22 | 32 | 33 | ||
24 Размер t устанавливается конструктором. 4. Между опорной и цилиндрической поверхностями допускается радиус закругления не более 0,3 мм. У опорных поверхностей под шестигранные головки болтов без шайб и под цилиндрические и полукруглые головки винтов без шайб между опорной плоскостью и сквозным отверстием должна быть фаска 0,5×45° для крепежных деталей диаметром резьбы от 12 до 20 мм и 1×45° – для деталей диаметром резьбы свыше 20 мм. 3,4. 5. (Исключен, Изм. № 4). 6. Диаметры сквозных отверстий d h – по ГОСТ 11284-75. Для опорных поверхностей под цилиндрические головки винтов сквозные отверстия по 3-му ряду ГОСТ 11284-75 не рекомендуются. (Измененная редакция, Изм. № 4). 7. (Исключен, Изм. № 4). 8. Для опорных поверхностей по
черт. при проектировании соединения
допускается увеличивать размеры t , t 1
, t 2
, t 3
. (Измененная редакция, Изм. № 4). 9. (Исключен, Изм. № 4). |
 откл. -2°)
откл. -2°) При глубине t ,
превышающей 1/3 высоты
головки болта (гайки), размеры D следует брать по ГОСТ 13682-80.
При глубине t ,
превышающей 1/3 высоты
головки болта (гайки), размеры D следует брать по ГОСТ 13682-80. В случае применения 1-го ряда сквозных отверстий по ГОСТ 11284-75 для уменьшения
зазора между головкой винта и цилиндрической поверхностью диаметром D допускается уменьшать диаметр D .
В случае применения 1-го ряда сквозных отверстий по ГОСТ 11284-75 для уменьшения
зазора между головкой винта и цилиндрической поверхностью диаметром D допускается уменьшать диаметр D .Среди металлообрабатывающего инструментария, применяемого для создания отверстий, особое значение заслуживает зенковка и зенкер. С их помощью выполняют проемы с заданными характеристиками, например, стабильность важных геометрических параметров, шершавость, сужение цилиндрического отверстия. Рассмотрим, что такое зенкер и зенковка.
Терминология
– является многолезвийным инструментом для резки, используемая при обрабатывании отверстий в металлических деталях. После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
Раззенковка отверстий – это вторичная подготовка готовых отверстий для размещения головок метизов – болты, винты, заклепки
– инструмент для резки с многолезвийной поверхностью. Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.
Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.
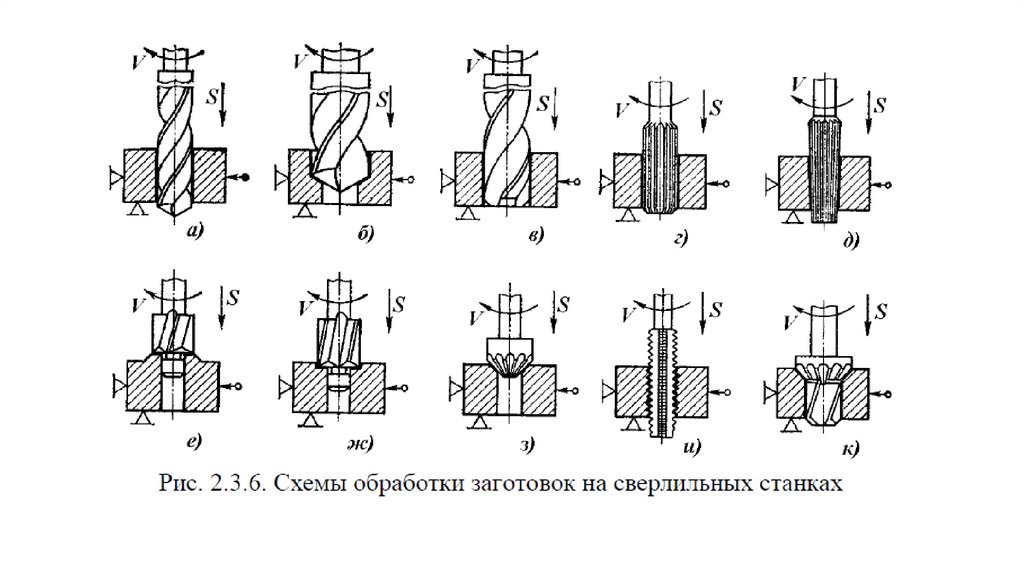
А – сверление сверлом В – растачивание на токарном станке С – зенкерование зенкером D – развёртывание развёрткой E,F – цекование цековкой G – зенкование зенковкой H – нарезка резьбы метчиком
Зенкование отверстий – процесс возделывания верхней части проема, чтобы, например, снять заусенцы с края отверстия или создать углубления, чтобы спрятать шляпку заклепок либо шурупа и сравнять с поверхностью детали. Приспособление, используемое для этой задачи, называется зенковкой.
Виды зенкеров и зенковок
Производство режущего инструментария по металлу подчиняется основной категории стандартов страны (ГОСТ) и техническими регламентами использования готового изделия. На агрегатах с частичным автоматизированным управлением используют следующие типы зенкеров:
- Цилиндрические, с диаметрами от 10 до 20 мм.
 Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71.
Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71. - Неделимые конические, от 10 до 40 мм. Вырабатываются из легированной стали с устойчивым к износу напылением. Подчиняется ТУ 2-035-923-83.
- Целые, в виде насадок, с поперечником от 32 до 80 мм. Регламентируется ГОСТ 12489-71.
- Конический либо насадной, подчиняются ГОСТ 3231-71. Отмечаются присутствием специальных пластин, получаемых из твердых сплавов железа.
 Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71.
Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71.Зенковка – это также средство с многочисленными лезвиями, но обладает явными отличиями от зенкера по сфере использования . Эти приспособления подразделяются на некоторые типы:
- Коническая зенковка. Имеет эксплуатируемую головку с угловым коэффициентом конуса в 60,90, 120 градусов. В основном реализовывается для возделывания оснований под крепеж и удаления фасок, то есть затупить острые грани. Регламентируется ГОСТ 14953-80 Е.
- Округленная зенковка (цилиндрическая). Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.
 Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.
Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
- целостные;
- насадочные;
- хвостовые;
- соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении. Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней. Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов. Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
- Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
- Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
- Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
- Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
 Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.Разновидности и предназначение зенковок
Зенковка напоминает вид сверла, которая используется для зенкования. Операция схожа с зенкерованием, но отличаются конечной задачей. Процедура зенкования нужна в ситуациях, когда существует необходимость в формировании округленных углублений, чтобы скрыть следы головок крепежа.
Возделывание деталей зенковкой причисляется к получистовому методу, и осуществляется перед операцией развертывания.
По конструкции зенковки подразделяются:
- Округленные;
- Конические.
Под самостоятельной категорией выделяют зенковки, состоящие из твердых сплавов. Они используются в качестве шлифовальных действ. Для обрабатывания проемов и удаления фасок в трудных зонах используют еще один тип инструментария – оборотная зенковка. Чтобы обеспечить необходимую обработку металлических изделий и дерева рекомендуется покупать зенковочный комплект, а не индивидуальными приспособлениями.
В структуру зенковок конусного типа укладываются хвостовик и эксплуатируемый элемент, с угловым показателем 60, 75, 90 и 120 градусов. Число зубьев варьируется в пределе 6 – 12 единиц, это зависит от поперечника инструмента. Чтобы обеспечить соосность возделываемого проема используется цапфа.
Округленная зенковка обладает устойчивым к износу напылением. Используется этот механизм для подреза фаски. По конструкции оно смахивает на сверло, но обладает большим количеством лезвий – от 4 до 10, все зависит от поперечника устройства. На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
Чтобы обработать несколько проемов на равное углубление следует применять зенковку с держателями, включающее в свой состав различные ограничители. При обрабатывании изделия элемент реза устанавливается в державке и выходит из упора на величину, равную углублению проема.
Зенковки производятся из различных сортов сталей, включая твердосплавную.
Инструменты, выполненные из твердых сплавов, отлично подходят для обрабатывания деталей из металла, так как способны выдержать экстремальные нагрузки долгое время. Для обработки изделий из цветного металлического сплава либо дерева применяют устройства из быстрорежущей стали, так как она подвергается незначительным нагрузкам. Стоит отметить, что при обрабатывании, например, чугунных изделий, необходимо внести дополнительное охлаждение инструментария. Для этого используются специальные эмульсионные составы.
Для этого используются специальные эмульсионные составы.
Принцип зенкерования металлических изделий
Во время обрабатывания проема, созданного в детали в период его литья, рекомендуется расточить его разом на несколько миллиметров вглубь, чтобы зенкер выбрал верную начальную направленность.
В период осуществления работ при обработке стальных заготовок рекомендуется использовать эмульсионные охлаждающие составы. Процедура зенкерования цветных металлов и чугуна дополнительного внесения хладоносителя не требуется. Очень важным этапом считается верный подбор инструментария для осуществления работ. В связи с этим концентрируют внимание на аспекты:
- Разновидность инструментария выбирается в соответствии с материалами заготовки и характера возделывания. Учитываются факторы расположения отверстия и численность процессов.
- Зенковки и устройство для зенкерования выбираются в зависимости от заданных параметров: величина углубления, диаметр, точность работы.
- Конструкцию металлорежущего инструмента устанавливают, исходя из метода его крепежа на станке.

Выбор зенкера производят по справочной литературе или пользуясь нормативным актом стандарта ГОСТ 12489-71:
- Заготовки, созданные из конструкционной стали, с проемами до 40 мм в поперечнике возделываются зенкером, произведенного из быстрорежущего железа, включающий 3-4 зубья и диаметр 10-40 мм. В отверстиях до 80 мм используются насадки диаметром 32-80 мм.
- Для закаленного железа при расточке предусмотрена оснастка с пластинами из твердых сплавов, с поперечником 14-50 мм и 3-4 зубьями.
- Для расточки глухих проемов чугунных изделий и деталей из цветного металла используют перовой зенкер.
Нужным условием при процедуре зенкерования считается соблюдение припусков. Поперечник выбранного инструментария в результате обязан совпасть с окончательным диаметром проема после обрабатывания. Если после зенкерования предусмотрено выполнение развертывания проема, то поперечник устройства снижают на 0,15-0,3 мм. Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Скачать ГОСТ
Зенкование применяют для образования гнезда под головку потайного винта, заклепку, болт.
Инструмент и оборудование
Дрель (пневматическая или электрическая) или сверлильный станок, драчевый напильник, личной напильник, стальная линейка, угольник 90°, чертилка, кернер, молоток, спиральное сверло, конусная зенковка 90°, облицовочная зенковка, штангенциркуль.
Изделие — стальная плитка 114*20*10 мм (рис. 144).
1. Правильно и прочно закрепить изделие на сверлильном станке.
2. Просверлить сквозные отверстия.
3. Заменить сверло конусной зенковкой под 90° и вставить ее плотно в шпиндель.
4. Раззенковать отверстие на глубину 0,3 мм (рис. 145).
5. Заменить конусную зенковку облицовочной.
6. Раззенковать отверстия для винта с потайной цилиндрической головкой (рис. 146).
7. Раззенковать конусной зенковкой отверстия для винтов с потайной конической головкой (рис. 147).
При зенковании применяй в качестве смазки эмульсию. Глубину раззенкованного отверстия измеряй штангенциркулем с глубиномером.
Зенковка отверстий в металле | Metal Case
8 (804) 333-68-30Задать вопрос
- Делаем качественно.
- Отправляем заказы по всей России.
- Контролируем отсутствие брака.
- Соблюдаем сроки.
Рассчитать стоимость
Примеры деталей с зенковкой отверстий производства «Металл‑Кейс»
Зачем зенковать отверстия в деталях из листового металла — и как это делается?
Зенковка отверстий — это важный, но не обязательный этап производства корпусов и деталей из листового металла. Может пригодиться, может не пригодиться. Но если уж пригождается — то будет весьма значим.
При зенковке входной диаметр отверстия рассверливается под конический профиль. Зачем это нужно?
Зачем это нужно?
В отверстие с зенковкой плотно входит головка винта потай. Это позволяет при сборке корпуса вкручивать винты заподлицо — так, чтобы ничто не выступало над поверхностью.
Во‑первых, эта опция может быть значима с чисто практической точки зрения — не дело, если корпус цепляет всё вокруг выступающими винтами. Да и рассчитаны габариты могут быть четко для того, чтобы войти в соответствующий слот.
Во‑вторых, корпус, испещренный выступающими головками винтов — это просто некрасиво. Конечно, эстетические критерии в нашей прагматической отрасли почти всегда являются второстепенными по отношению к практическим — однако это не значит, что на них можно вообще не обращать внимания.
Зенковка делается на длинной дистанции между лазерной резкой и порошковой покраской. Отношение к другим производственным этапам, которые также происходят на этой дистанции, обычно непринципиально.
Что до зенковки оцинкованных деталей — то мы рекомендуем выбирать не зенковку оцинковки, а цинкование уже обработанных деталей. Дело в том, что зенковка, естественно, нарушает целостность защитного слоя цинкования. А при финальном цинковании слой будет неповрежденным вне зависимости от того, какие опасные для него производственные этапы прошли раньше.
Особенности работы с «Металл‑Кейс» по зенковке отверстий в листовом металле
Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
Видео зенковки отверстий в «Металл‑Кейс»
Посмотрите — так мы зенкуем отверстия в металле
Кадры рабочего процесса непосредственно из цехов «Металл‑Кейс», на которых вы можете рассмотреть нюансы.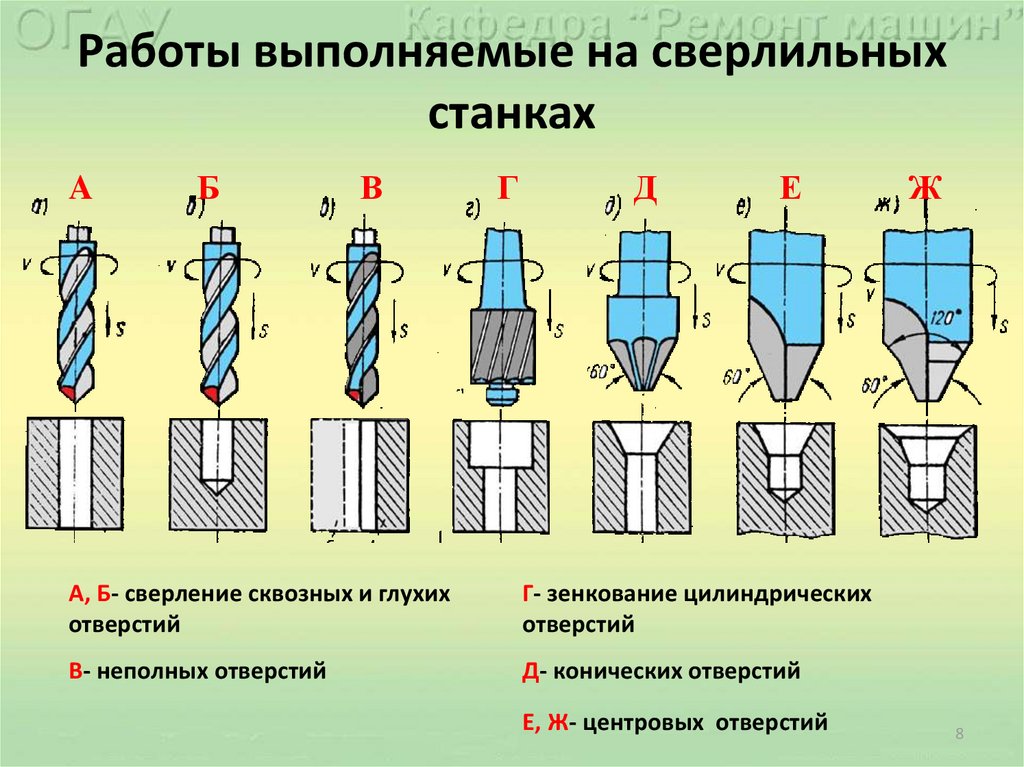 Оцените качество нашей работы.
Оцените качество нашей работы.
Зенковка отверстий в металлических деталях и корпусах в Санкт‑Петербурге с доставкой по всей России
Регионы, в которых уже есть клиенты «Металл‑Кейс»:
Для наглядности — карта регионов, в которые мы уже отправляли корпуса. Возможно, на ней уже есть ваш регион. Но если нет — он запросто на ней появится.
по всей России
транспортной компанией
бережно
быстро
Цена зенковки отверстий в листовом метале — расчет стоимости и сроков
- Отправьте свой контактный телефон.
- Наш специалист позвонит вам, внимательно выслушает и рассчитает всё необходимое.
- С этой информацией вы сможете принять взвешенное решение — заказывать или нет.
- Давайте начнем прямо сейчас. Ведь время — деньги.
Свяжитесь с нами сейчас:
© 2011–2022 Metal-Case. Производство корпусов. ИНН 7811249792. КПП 781101001. ОГРН 1157847382021
Срок действия коммерческих предложений, представляющихся по расчётам на основе ТЗ заказчиков — 3 дня с момента выставления (отправки на электронную почту заказчика), если в КП не указано иное. Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Вы получите:
- Расчет точной стоимости и сроков выполнения интересующего вас заказа.
- Информацию о похожих заказах, которые мы уже выполнили.
- Консультацию по возможностям нашего производства.
- Ответы на другие интересующие вас вопросы.
Свяжитесь с нами сейчас:
Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
зенкерных отверстий в печатных платах | Sierra Circuits
Что такое зенковка и раззенковка отверстий в печатных платах?
Зенковка — это конусообразное отверстие, которое вырезается или просверливается в ламинате печатной платы. Это коническое отверстие позволяет вставить винт с плоской головкой в просверленное отверстие. Зенковки предназначены для того, чтобы болт или винт оставались спрятанными внутри с выровненной поверхностью доски.
Сверление с цековкой включает создание отверстия с плоским дном. Стороны этих отверстий параллельны и вертикально прямые. Цилиндрическая цековка позволяет винту с шестигранной головкой проходить под просверленным отверстием. Это отверстие является увеличенной версией коаксиального отверстия.
Цилиндрическое расточенное отверстиеКогда использовать зенковку и расточенные отверстия
Зенкованные отверстия применяются в компактных конструкциях, где пространство является критическим ограничением. Плоская поверхность позволяет увеличить площадь поверхности. Они в основном используются в плотно прилегающих, компактных приложениях для повышения гибкости и обеспечения пространства для установки. Например, они встроены в смартфоны и смарт-часы.
Гайки и винты для установки в отверстие с зенковкой Отверстия с зенковкой обеспечивают достаточно места для крепления гнезд. Они являются подходящим выбором, когда ваш дизайн требует надежного крепления, а не экономии места и ровной поверхности.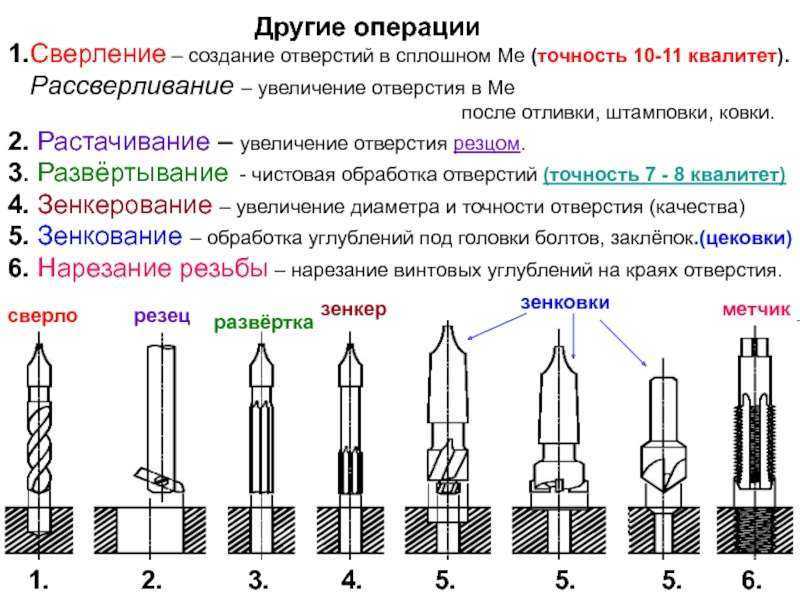 Эти отверстия можно использовать в стиральных машинах и других электронных устройствах, где основной задачей является надежное крепление.
Эти отверстия можно использовать в стиральных машинах и других электронных устройствах, где основной задачей является надежное крепление.
Требования к сверлению для зенковки и зенковки
Зенковка
Конические зенкерные отверстия требуют большой точности для установки винтов с плоской головкой. Эти типы отверстий просверливаются в печатной плате, поэтому определение правильного угла имеет жизненно важное значение. Для создания зенкеров доступен широкий ассортимент сверл с разными углами. Как правило, наиболее часто применяемые углы составляют 82° и 90°. Хотя другие углы, такие как 60 °, 100 °, 110 ° и 120 °, также могут быть включены в соответствии с требованиями проекта. Важно, чтобы угол большего отверстия совпадал с коническим углом крепежной детали.
Различные углы зенковки Глубина зенковки зависит от диаметра основного отверстия и угла зенковки. Если главный диаметр остается неизменным, глубина изменяется обратно пропорционально углу погружения.
Для создания идеального зенкерного отверстия необходима следующая информация:
- Угол сверления.
- Диаметр зенковки или основного отверстия и стандартный диаметр сквозного или основного отверстия.
- Сторона, требующая зенковки.
- Глубина отверстия.
- Должны ли отверстия быть с покрытием или без покрытия.
Зенковка
Стороны зенковки параллельны друг другу и не требуют сужения. Следовательно, дизайнерам не нужно указывать угол для его изготовления.
Анализ отверстия с зенковкойДетали, необходимые для изготовления зенковки:
- Основной диаметр или конечный диаметр отверстия на поверхности.
- Глубина сверления зенковки.
- Там, где необходимо просверлить отверстие, вверху или внизу.
- Готовый диаметр вала.
- Должны ли отверстие и вал быть покрыты или не покрыты.
Символическое обозначение
Отверстие с зенковкой обозначается буквой «V» с числовым значением диаметра рядом с ней. Этот символ выбран, потому что вид сбоку на отверстие напоминает букву «V». Ниже вы можете увидеть пример символа зенковки, где диаметр сквозного отверстия указан как 0,25 мил, а диаметр и угол зенковки — 0,50 мил и 82° соответственно.
Этот символ выбран, потому что вид сбоку на отверстие напоминает букву «V». Ниже вы можете увидеть пример символа зенковки, где диаметр сквозного отверстия указан как 0,25 мил, а диаметр и угол зенковки — 0,50 мил и 82° соответственно.
Зенковка имеет форму квадрата, открытого сверху. Указываются диаметр сверления, глубина и диаметр цековки. Если толщина материала под расточенным отверстием значительна, важно указать толщину материала, а не глубину отверстия.
Символ цековкиЗдесь показаны два вида символов цековки. На обоих изображениях вы можете видеть, что основной диаметр 0,375 мил , диаметр цековки 0,562 , а глубина сверления 0,312 мил .
Зенковка Vs.
| Характеристики | Зенковка | Зенковка |
|---|---|---|
| Форма | Коническое отверстие | Цилиндрическое отверстие с плоским дном |
| Уголок | 82°, 90°, 60°, 100°, 110° и 120° | Угол не требуется |
Устройство и применение зенкеров
Зенковка, поперечная фреза и плоская зенковка RUKO
Зенковка — это процесс последующей обработки существующих просверленных отверстий.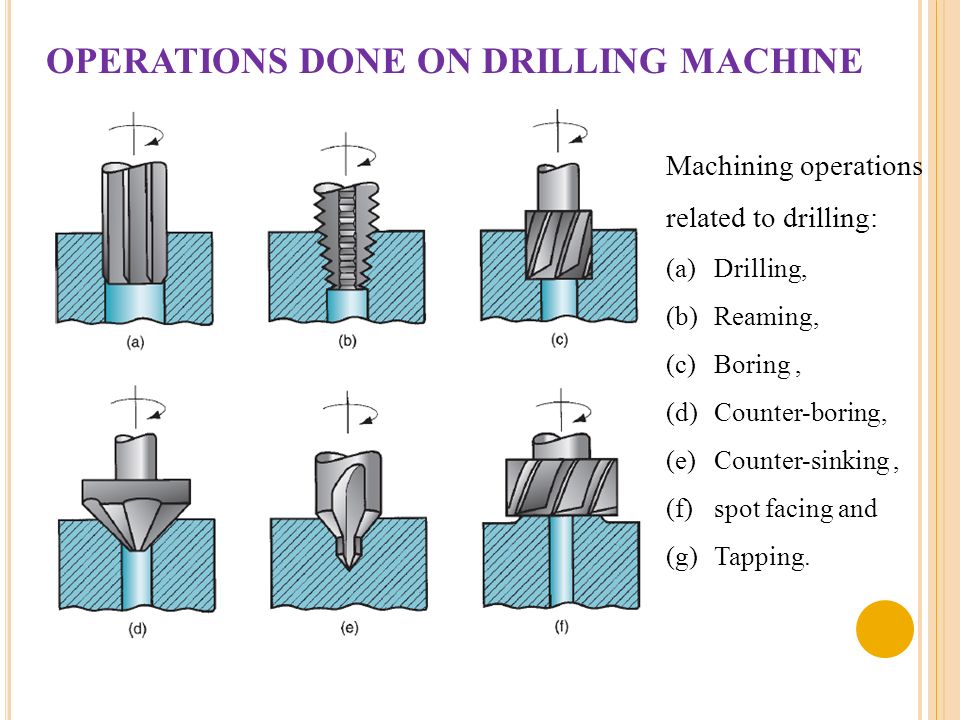 Это означает, что зенкер не врезается в весь материал. Существуют разные зенкеры, которые выполняют разные функции. Они делятся на:
Это означает, что зенкер не врезается в весь материал. Существуют разные зенкеры, которые выполняют разные функции. Они делятся на:
- зенкер
- Фреза для поперечных отверстий
- плоская зенковка
- Раковинное грузило
Зенковка
Головка зенковки имеет коническую форму. Коническая форма вызывает снятие заусенцев или зенковку в существующем отверстии.
Характеристики зенковки
Угол зенковки имеет решающее значение для зенкеровки. Существуют различные углы, которые предназначены для различных приложений. Для зенковки:
- 60° для удаления заусенцев
- 75° для головок заклепок
- 82° для винтов с потайной головкой Стандарт США
- 90° для винтов с потайной головкой
- 120° для зенкерования заклепок из листового металла
Количество режущих кромок обычно нечетное для плавного хода при зенкеровании. Наши зенкеры имеют три режущие кромки.
Чип удаляется через профиль канавки . Хвостовик доступен в четырех различных версиях: цилиндрический хвостовик , хвостовик с конусом Морзе, хвостовик долота и трехгранный хвостовик . Например, хвостовик биты или хвостовик с тремя поверхностями предотвращает проскальзывание инструмента в патроне дрели и делает их идеальными для использования в ручных дрелях.
Заусенец на конце отверстия
Что означает снятие заусенцев?
Обычно на конце кромки отверстия образуются небольшие клочки материала, выдавленные спиральным сверлом для сквозного отверстия . Эти клочки называются заусенцами. Для удаления этих заусенцев используется зенкер, который зачищает край отверстия, т.е. удаляет заусенец. Эти зенкеры имеют угол зенкерования 60° . В принципе, однако, удаление заусенцев можно выполнять с любым углом зенкерования.
Особенно при сверлении металла образуется заусенец . Это может быть с очень острыми краями и представлять опасность травмы . Поэтому вы должны удалить заусенец после сверления. Не только из соображений безопасности, но и для улучшения внешнего вида просверленного отверстия.
Это может быть с очень острыми краями и представлять опасность травмы . Поэтому вы должны удалить заусенец после сверления. Не только из соображений безопасности, но и для улучшения внешнего вида просверленного отверстия.
Зенковка отверстия расширяет область входа и облегчает, например, вставку сверла. О том, как нарезать внутреннюю резьбу, рассказывается в нашей статье «Как нарезать внутреннюю резьбу в 3 шага».
Зенковка винта
Для зенкерование винта заподлицо с поверхностью заготовки, используется зенкер . Окончательный результат выглядит следующим образом.
Винт с потайной головкой в сквозном отверстии
Фрезы для поперечных отверстий
Особенностью этой зенковки является просверленное отверстие поперек зенковки.
Характеристики фрезы с поперечными отверстиями
Фрезы с поперечными отверстиями имеют наклонное отверстие около 45° к оси зенкерования. Таким образом, это отверстие в головке образует две режущие кромки. Стружка выводится через отверстие , что предотвращает ее застревание между сверлом и заготовкой. Фрезы с поперечными отверстиями также крайне редко застревают в материале.
Таким образом, это отверстие в головке образует две режущие кромки. Стружка выводится через отверстие , что предотвращает ее застревание между сверлом и заготовкой. Фрезы с поперечными отверстиями также крайне редко застревают в материале.
С сердечником с поперечными отверстиями можно добиться чистых результатов и с ним легко работать . Зенковка не имеет заусенцев и болтовни.
Угол зенкерования поперечного стержня 90°. С помощью стержня с крестообразным отверстием вы также можете сделать зенкер для винта с потайной головкой .
Фреза для поперечных отверстий
Зенковка плоская
Зенковка плоская имеет цилиндрическую форму по сравнению с зенковкой. Зенкеры используются для изготовления зенкеров для винтов с цилиндрической головкой, винтов с шестигранной головкой и гаек .
Особенности плоской зенковки
На ее конце имеется неподвижная направляющая , которая вставляется в предварительно просверленное отверстие .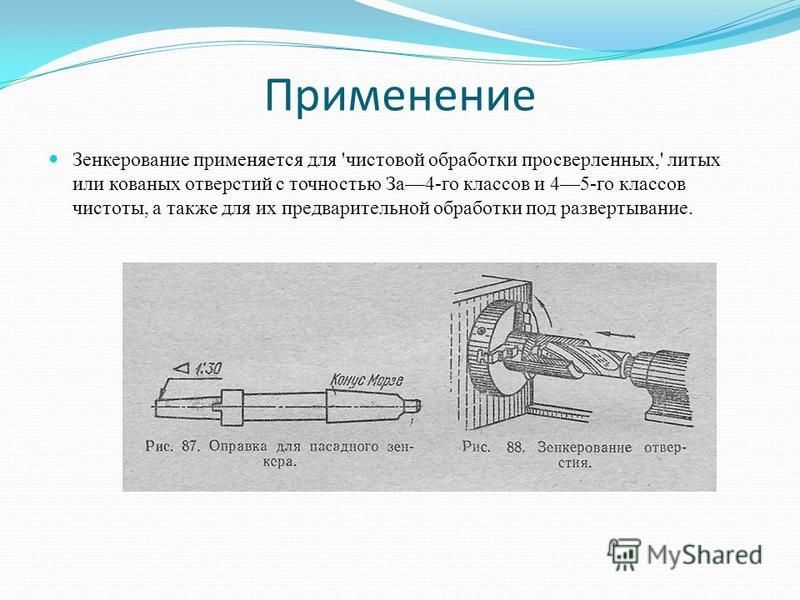 Это обеспечивает стабильное управление бурильной машиной и точную работу.
Это обеспечивает стабильное управление бурильной машиной и точную работу.
Режущие кромки разрезают материал и оставляют место для головки винта . Винты с цилиндрической головкой и винты с шестигранной головкой находятся заподлицо с поверхностью заготовки.
Винт с цилиндрической головкой в сквозном отверстии
Плоские зенкеры доступны в двух версиях: для сквозного отверстия и резьбового отверстия . Отличие заключается в двух заготовках, которые соединяются винтом.
При сквозном отверстии резьба есть только во втором материале. С отверстием под резьбу оба материала имеют резьбу .
Диаметр фиксированной направляющей для сквозного отверстия больше, чем для отверстия под резьбу . Так, для сквозного отверстия под резьбу М12 (мелкий сорт) диаметр составляет 13,0 мм. Для отверстия под резьбу диаметр неподвижной направляющей для резьбы М12 составляет 10,2 мм.
Диаметр неподвижной направляющей для сквозного отверстия больше, чем для резьбового отверстия
Раковинное грузило
В ракушечном грузиле зенкер устанавливается на спиральное сверло. Таким образом, сверление спиральным сверлом и последующее зенкерование можно выполнить только за один рабочий этап .
Поскольку зенкеры подходят только для сверления отверстий в древесине, древесных материалах или пластике, мы не включаем их в наш ассортимент.
Применение
Поскольку наши зенкеры изготовлены из инструментальной стали HSS, HSSCo 5 и карбида вольфрама , вы можете использовать их для резки самых разных металлов. Зенкеры доступны с покрытиями TiN, TiAlN и нашим RUnaTEC .
В таблице применения (PDF за изображением) вы найдете обзор всех наших зенкеров и областей их применения.
Чрезвычайно важным для зенкеров является угол зенкерования . Различные углы зенковки подходят для различных применений .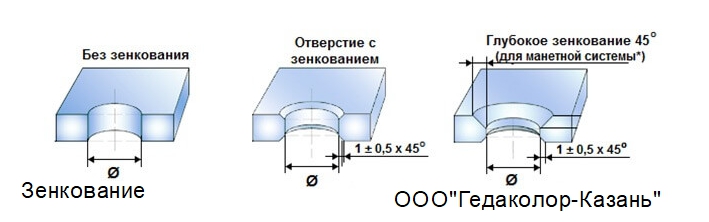
| Countersink angles | Application | Product |
|---|---|---|
| 60° | for deburring | Countersink |
| 75° | for rivet heads | Countersink |
| 82° | for countersunk screws Стандарт США | Зенковка |
| 90° | для винтов с потайной головкой | Зенковка и крестообразная фреза |
| 120° | for countersinking of sheet metal rivets | Countersink |
| 180° | for cylinder head screws, hexagon head screws and nuts | Flat countersink |
Cutting speed
When countersinking важно, чтобы применяла меньшую силу , потому что зенкерование требует лишь небольшого давления шлифования .
Помимо давления при шлифовке следует также обратить внимание на скорость резания .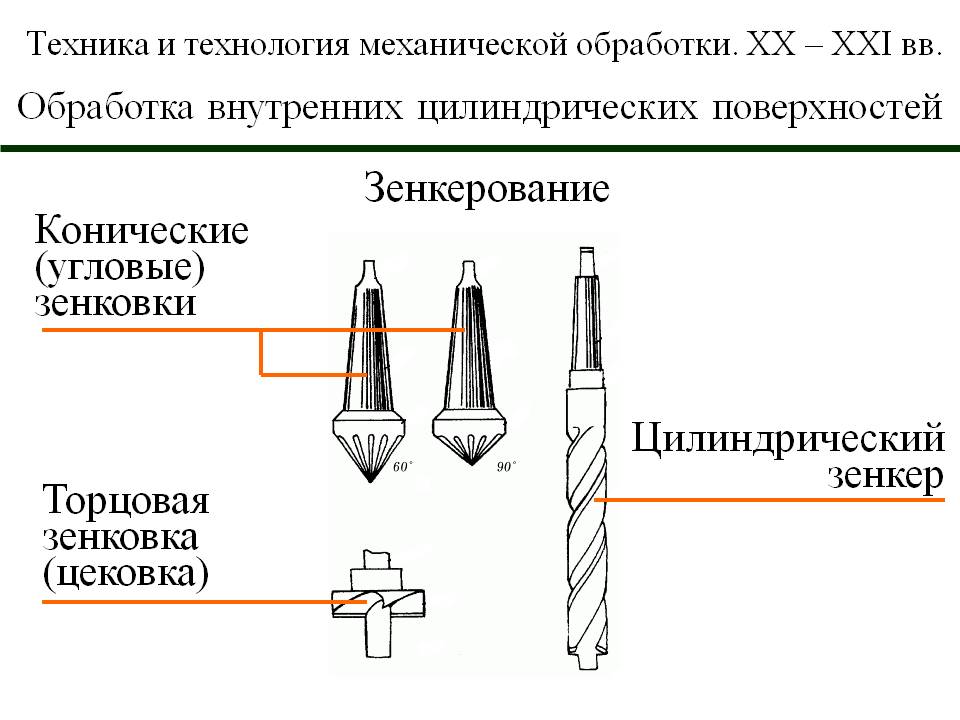 Особенно с твердыми материалами, такими как твердая древесина или металл, вы должны выбрать очень низкую скорость . Чем медленнее, тем лучше. Зенковка не гремит и не сильно греется. Таким образом, срок службы не снижается.
Особенно с твердыми материалами, такими как твердая древесина или металл, вы должны выбрать очень низкую скорость . Чем медленнее, тем лучше. Зенковка не гремит и не сильно греется. Таким образом, срок службы не снижается.
К столу скоростей для зенкеров
Насколько глубоко я могу резать?
В зависимости от области применения вы можете резать на разную глубину. Например, при удалении заусенца вы углубляетесь в материал всего на несколько миллиметров, чтобы удалить только заусенец.
Если вы хотите зенковать винт, вы можете использовать зенкер, чтобы врезаться в заготовку непосредственно перед или до максимального диаметра.
Максимальный диаметр
Заключение и резюме
Зенковки в основном используются для зенкерования отверстий, зенкерования винтов и удаления заусенцев.
Зенковка расширяет отверстие и облегчает последующую нарезку резьбы. При зенкеровании шурупов создается место для головки шурупа, чтобы она сомкнулась с поверхностью заготовки.