5122 Станок зубодолбежный вертикальный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе вертикального зубофрезерного полуавтомата 5122
Производитель вертикального зубодолбежного полуавтомата 5122 Корсунь-Шевченковский станкостроительный завод им. Богдана Хмельницкого г. Корсунь-Шевченковский, Черкаская область.
Продукция Корсунь-Шевченковского станкостроительного завода
- 5А122 – станок зубодолбежный вертикальный полуавтомат Ø 250
- 5В12 – станок зубодолбежный вертикальный полуавтомат Ø 200
- 5Е580 – станок зубозакругляющий для цилиндрических зубчатых колес Ø 50..320
- 5111 – станок зубодолбежный вертикальный полуавтомат Ø 80
- 5122 – станок зубодолбежный вертикальный полуавтомат Ø 200
- 5140 – станок зубодолбежный вертикальный полуавтомат Ø 500
5122 Станок зубодолбежный вертикальный гидравлический универсальный полуавтомат.
 Назначение и область применения
Назначение и область примененияЗубодолбежный полуавтомат 5122 является представителем гаммы зубодолбежных станков 5121, 5122 и 5140, разработанных в ЭНИМС в начале семидесятых.
Станок – полуавтомат 5122 заменил устаревшую модель 5В12 и был заменен, в свою очередь, более совершенной моделью 5А122.
Универсальный гидравлический зубодолбежный станок полуавтомат 5122 предназначен для высокопроизводительного нарезания прямых и косых зубьев цилиндрических зубчатых колес с наружным и внутренним зацеплением. Ввиду малого перебега долбяка станок приспособлен для нарезания блоков зубчатых колес. Нарезание зубьев осуществляется круговыми модульными долбяками методом обкатки инструмента и изделия.
Принцип работы и особенности конструкции станка
5122Жесткая стойка соединена со станиной, по горизонтальным направляющим которой перемещается стол, несущий нарезаемое колесо. В суппорте расположен долбяк, совершающий возвратно-поступательное движение и отскок при обратном ходе на величину 0,45 мм. В станках 5А12, 5В12, 5М12 такой отскок совершает деталь.
В станках 5А12, 5В12, 5М12 такой отскок совершает деталь.
Простота наладки полуавтомата 5122 дает возможность использовать его в условиях единичного и серийного производства.
При установке в суппорте специальных винтовых направляющих, изготовляемых по техническому заданию заказчика, на полуавтомате можно обрабатывать зубчатые колеса с косым зубом.
Жесткая кинематическая цепь, отсутствие вертикальных валов позволяют выпускать на его базе специальные станки: для обработки деталей в центах, деталей с коническим (поднутренным) зубом, повышенным рабочим пространством, гидравлическим перемещением суппорта. Полуавтомат может комплектоваться гидравлическим зажимным патроном и приспособлением для нарезания зубьев реек. При наличии специального инструмента возможна обработка фасонных профилей.
Стружка с рабочего пространства удаляется шнековым транспортером, приводимым в действие от отдельного привода через редуктор.
Высокая жесткость станины исключает возможность возникновения вибраций при переменной динамической нагрузке. Полуавтоматический рабочий цикл, управление с центрального пульта позволяют проводить обслуживание нескольких станков одним станочником. Станок обеспечивает обработку в один, два и три прохода с автоматическим изменением режимов резания на чистовом проходе.
Полуавтоматический рабочий цикл, управление с центрального пульта позволяют проводить обслуживание нескольких станков одним станочником. Станок обеспечивает обработку в один, два и три прохода с автоматическим изменением режимов резания на чистовом проходе.
На полуавтомате можно обрабатывать изделия как из черных, так и цветных металлов.
Отвод стола от инструмента обеспечивает удобный съем и установку изделия. Для закрепления детали имеется гидравлический зажимной патрон.
При обработке деталей с внутренним зацеплением в конце цикла режущий инструмент выводится в верхнее положение специальным устройством, что исключает поломку инструмента при отводе стола в зону загрузки.
На базе полуавтомата изготавливаются специальные станки для обработки деталей в центрах, деталей с коническим (поднутренным) зубом, а при наличии специальных долбяков можно обрабатывать плоские фасонные детали.
Станок 5122 работает по методу обкатки, где в процессе нарезания зубьев воспроизводятся движения пары цилиндрических зубчатых колес. Работу одного колеса выполняет зуборезный долбяк, а второго — заготовка.
Работу одного колеса выполняет зуборезный долбяк, а второго — заготовка.
Долбяк, установленный на конце шпинделя, совершает возвратно-поступательное движение (вверх и вниз). При движении вниз долбяк совершает рабочий ход — осуществляет процесс резания, а при движении вверх совершает холостой ход. Для предохранения от порчи и притупления кромок на зубьях долбяка стол с заготовкой отводится от долбяка на небольшую величину во время обратного хода, а к моменту начала рабочего хода стол устанавливается в исходное положение. Заготовка находится на оправке стола.
До начала обработки долбяк подводится вплотную к наружной поверхности заготовки. Затем включается радиальная подача шпиндельной головки для врезания долбяка в заготовку. По окончании радиальной подачи нарезание зубьев происходит на полный профиль за 1 оборот заготовки.
Долбяк целесообразно считать ведущим колесом. Исходя из этого, его окружную скорость (круговую подачу) выбирают, руководствуясь только режимами резания. Вращение заготовки называется делительным движением. Для правильной обкатки колес скорость делительного движения заготовки должна строго совпадать с выбранной скоростью круговой подачи долбяка.
Вращение заготовки называется делительным движением. Для правильной обкатки колес скорость делительного движения заготовки должна строго совпадать с выбранной скоростью круговой подачи долбяка.
В отличие от предыдущих моделей зубодолбежных станков в рассматриваемом полуавтомате применен гидравлический привод.
Общая компоновка станка 5122
Станок 5122 имеет вертикальную компоновку, то есть ось детали и инструмента расположены вертикально.
Для осуществления обкатки на станке предусмотрена жесткая кинематическая связь вращения инструмента и детали, которая настраивается сменными колесами гитары деления.
Движение резания инструмента осуществляется за счет возвратно-поступательного перемещения штосселя.
Установка межцентрового расстояния и врезания на глубину зуба производятcя столом с заготовкой, который перемещается по станине на плоских горизонтальных направляющих.
Радиальное врезание на глубину зуба осуществляется клиновым упором, который перемещается гидроцилиндром.
Стол имеет ускоренный подвод к заготовке.
Станок 5122 может работать:
- в наладочном режиме
- в полуавтоматическом режиме
На станке имеется возможность осуществления обработки зубчатых колес в один, два и три прохода в полуавтоматическом режиме.
Для изменения круговой подачи (скорости обкатки инструмента и детали) на станке предусмотрена коробка подач с гидравлическим переключением подачи по циклу обработки заготовки. Изменение числа двойных ходов инструмента во время цикла обработки заготовки производится посредством переключения электродвигателя главного движения с одной ступени на другую.
Величина подачи радиального врезания настраивается при помощи дросселя.
Высота зуба и припуск перед втором и третьим проходом настраиваются упорами. Для отсчета полного оборота заготовки имеется автоматическое устройство, которое включается после врезания инструмента в заготовку. Отвод при обратном ходе инструмента осуществляет штоссель с долбяком. Все переключения во время работы станка в полуавтоматическом режиме осуществляются гидравликой. Для привода вращения стола и долбяка предусмотрены червячные пары с переменной толщиной витка.
Все переключения во время работы станка в полуавтоматическом режиме осуществляются гидравликой. Для привода вращения стола и долбяка предусмотрены червячные пары с переменной толщиной витка.
Основные технические данные зубофрезерного станка 5122:
Изготовитель – Корсунь-Шевченковский станкостроительный завод им. Богдана Хмельницкого.
- Наибольший наружный диаметр нарезаемых колес – Ø 200 мм
- Наибольшая ширина нарезаемого колеса – 50 мм
- Наибольший модуль нарезаемого колеса – 5 мм
- Число двойных ходов долбяка в минуту –
- Мощность привода – 2,1 кВт
- Вес станка полный – 3,7 т
- Класс точности полуавтомата – Н
- Шероховатость обработанной поверхности при чистовом проходе – V6, V7
5122 Габаритные размеры рабочего пространства зубодолбежного полуавтомата
Габаритные размеры рабочего пространства станка 5122
5122 Посадочные и присоединительные базы зубодолбежного полуавтомата.
 Шпиндель изделия
Шпиндель изделияПосадочные и присоединительные базы станка 5122
5122 Посадочные и присоединительные базы зубодолбежного полуавтомата. Шпиндель инструмента
Посадочные и присоединительные базы станка 5122
5122 Общий вид и общее устройство станка
Фото зубодолбежного станка 5122
Фото зубодолбежного станка 5122
Фото зубодолбежного станка 5122
Расположение основных узлов зубодолбежного станка 5122
Расположение основных узлов зубодолбежного станка 5122
1. Расположение основных узлов зубодолбежного станка 5122. Смотреть в увеличенном масштабе
2. Расположение основных узлов зубодолбежного станка 5122. Смотреть в увеличенном масштабе
Перечень узлов зубодолбежного станка полуавтомата 5122
- Станина – 5122.11.000
- Стойка – 5122.12.000
- Стол – 5122.21.000
- Коробка круговых подач – 5122.22.000
- Главный привод – 5122.
 23.000
23.000 - Механизм вывода штосселя – 5122.24.000
- Электрооборудование – 5122.25.000
- Механический счетчик – 5122.26.000
- Суппорт – 5122.31.000
- Прокладка – 5122.50.000
- Гидростанция – 5122.51.000
- Гидропатрон – 5122.62.000
- Охлаждение – 5122.71.000
- Транспортер стружки – 5122.73.000
- Электрошкаф – 5122.82.000
- Упаковка – 5122.94.000
 23.000
23.000Расположение органов управления зубодолбежным станком 5122
Перечень органов управления зубодолбежным станком 5122
- Упор включения главного привода
- Упор исходного положения стола
- Указатель лимба настройки межцентрового расстояния
- Рукоятка реверса и отключения цепи деления
- Гитара круговых подач
- Мелкозубая муфта цепи деления
- Квадрат проворота шпинделя инструмента
- Квадрат установки величины хода штосселя
- Квадрат фиксации величины хода штосселя
- Рукоятка включения ручного проворота приводного вала
- Квадрат ручного проворота приводного вала
- Вводной выключатель
- Кран вкючения СОЖ
- Светильник местного освещения
- Напорный золотник регулировки давления в гидросистеме
- Золотник проверки давления в гидросистеме
- Манометр контроля давления в гидросистеме
- Редукционный клапан настройки давления в сети зажима изделия
- Фильтры очистки масла
- Гайки фиксации настройки зоны долбления
- Квадрат натяжения ремней главного привода
- Пульт управления
- Шкала и нониус настройки зоны долбления
- Квадрат настройки зоны долбления
- Квадрат смещения стойки
- Шкала настройки смещения стойки
- Шкала и нониус установки межцентрового расстояния
- Квадрат настройки межцентрового расстояния
- Дроссель подачи смазки на стол
- Дроссель настройки величины радиальной подачи (радиального врезания)
- Шкала настройки величины радиальной подачи (радиального врезания)
- Упоры настройки величины радиальной подачи (радиального врезания)
- Гитара деления
- Приклон паразитной шестерни реверса стола
Схема структурная зубодолбежного станка полуавтомата 5122
Структурная схема зубодолбежного станка 5122
Схема кинематическая зубодолбежного станка полуавтомата 5122
Кинематическая схема зубодолбежного станка 5122
1.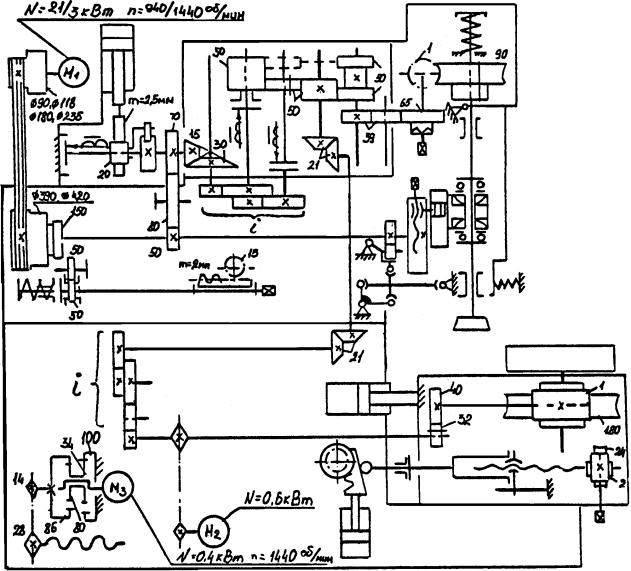 Схема кинематическая зубодолбежного станка 5122. Смотреть в увеличенном масштабе
Схема кинематическая зубодолбежного станка 5122. Смотреть в увеличенном масштабе
2. Схема кинематическая зубодолбежного станка 5122. Смотреть в увеличенном масштабе
Схема расположения подшипников качения зубодолбежного станка 5122. Смотреть в увеличенном масштабе
Кинематическая схема полуавтомата 5122
Движения в станке. Основные
:- главное движение — возвратно-поступательное движение долбяка
- радиальная подача стола
- круговые подачи долбяка
- делительное (вращательное) движение стола
Движения в станке. Вспомогательные:
- быстрый отвод и подвод стола
- быстрое вращение стола для проверки биения заготовки
- вывод долбяка в верхнее положение при обработке колес с внутренним зацеплением
- отвод долбяка от заготовки на время обратного (холостого) хода
- перемещения стола при наладке вручную для установки нужного расстояния между центрами долбяка и заготовки
- действие счетного механизма и барабана, выключающего движения стола
Принцип работы и компоновка станка 5122
Станок работает методом обкатки инструмента и изделия. Для осуществления обкатки на станке предусмотрена кинематическая связь вращения инструмента и изделия, которая настраивается сменными колесами гитары деления.
Для осуществления обкатки на станке предусмотрена кинематическая связь вращения инструмента и изделия, которая настраивается сменными колесами гитары деления.
Процесс резания осуществляется возвратно-поступательным движения и инструмента.
Станок имеет вертикальную компоновку: ось изделия и инструмента расположены вертикально.
Установка на межцентровое расстояние и врезание на глубину зуба производится столом с изделием, который перемещается гидроцилиндром.
Стол имеет ускоренный подвод к инструменту.
Станок может работать в отладочном и полуавтоматическом режимах.
На станке предусмотрена возможность многопроходной обработки деталей. Для изменения круговой подачи (скорости обкатки инструмента и изделия) на станке предусмотрена коробка круговых подач с автоматическим переключением подачи по циклу обработки изделия за счет 2-х скоростного электродвигателя привода главного движения по циклу обработки может, также, производиться автоматическое изменение чисел двойных ходов инструмента в минуту.
Радиальное врезание на глубину зуба осуществляется клиновой ползушкой, которая перемещается гидроцилиндром. Общая величина врезания, а также врезание по проходам настраивается упорами. Регулирование подачи врезания осуществляется дросселем.
Отвод при холостом ходе инструмента осуществляет шпиндель инструмента (штоссель). Путем смещения стойки относительно общей оси долбяка и изделия на станке можно осуществлять вышеуказанный отвод под углом.
Для отсчета оборота изделия используется механический счетчик.
Пульт управления зубодолбежного станка полуавтомата 5122
Пульт управления зубодолбежного станка 5122
Схема электрическая принципиальная зубодолбежного станка 5122
Электрическая схема зубодолбежного станка 5122
Схема электрическая зубодолбежного станка 5122. Смотреть в увеличенном масштабе
Схема электрическая зубодолбежного станка 5122. Смотреть в увеличенном масштабе
Описание электросхемы зубодолбежного станка 5122
Система питания
Питание электродвигателей осуществляется от сети трехфазного переменного тока напряжением 380 В (рис.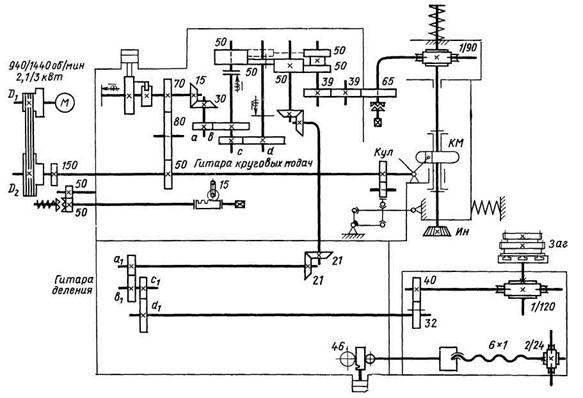 25).
25).
Питание цепей управления (рис. 26,27) осуществляется напряжением 110 В переменного тока от вторичной обмотки трансформатора цепи управления ТУ.
От этого же трансформатора питается лампа местного освещения напряжением 24 В переменного тока.
Электропривод зубодолбежного станка 5122
Привод механизмов станка осуществляется от асинхронных электродвигателей трехфазного переменного тока с короткозамкнутыми роторами.
На станке установлены:
- М1 – электродвигатель гидропривода – 1,1 кВт
- М2 – электродвигатель главного привода 2-х скоростной – 2,1/ 3,0
- МЗ – электродвигатель насоса охлаждения – 0,15 кВт
- М4 – электродвигатель привода шнека стружкосборника – 0,37 кВт
- М5 – электродвигатель ускоренного вращения стола – 0,55 кВт
Схема радиальной подачи зубодолбежного станка 5122
Схема радиальной подачи зубодолбежного станка 5122
Гидравлическая схема зубодолбежного станка 5122
Гидравлическая схема зубодолбежного станка 5122
Схема гидравлическая зубодолбежного станка 5122. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Обозначения гидравлических схем металлорежущих станков
Технические характеристики зубодолбежного станка полуавтомата 5122
| Наименование параметра | 5В12 | 5122 | 5А122 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр устанавливаемого изделия, мм | 200 | 200 | 250 |
| Наибольшая ширина нарезаемого венца (длина нарезки), мм | 50 | 50 | 50 |
| Наибольший модуль нарезаемого колеса, мм | 4 | 5 | 5, 6 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес внутреннего зацепления, мм | 220 | ||
| Наибольшая ширина нарезаемого венца (длина нарезки) внутреннего зацепления, мм | 30 | ||
| Наибольшее расстояние от оси долбяка (шпинделя, штосселя) до оси стола (планшайбы), мм | 150 | 210 | 260 |
| Расстояние от зеркала стола (планшайбы) до торца шпинделя, мм | 70. .140 .140 | 110..200 | 160..250 |
| Расстояние от пола до планшайбы, мм | 900 | 850 | 895 |
| Суппорт. Шпиндель (штоссель) долбяка | |||
| Наибольший ход долбяка (шпинделя), мм | 55 | 60 | 60 |
| Наибольший продольный ход суппорта инструмента (установочный), мм | 250 | 90 | 90 |
| Цена деления шкалы установки глубины долбления зуба, мм | 0,01 | ||
| Наибольший диаметр устанавливаемого долбяка, мм | 75 | 75, 100 | 100 |
| Пределы чисел двойных ходов долбяка в минуту | 200, 315, 425, 600 | 200..850 (8 ступ.) | Круговая подача инструмента, мм/дв.ход | 0,10; 0,12; 0,15; 0,20; 0,24; 0,30; 0,37; 0,46; | 0,16..1,6 (9 ступ.) | 0,03..1,75 | Радиальная подача инструмента, от Sкр | 0,1. .0,3 .0,3 | 0,003..0,286 (24 ступ.) | 0,001..1,17 |
| Диаметр шейки шпинделя (оправки под долбяк), мм | 31,743 | 31,743; 44,443 | 44,443 |
| Конец шпинделя для крепления инструмента | Морзе 3 | Морзе 5 | Морзе 5 |
| Отход инструмента во время холостого хода, мм | – | 0,45 | 0,45 |
| Рабочий стол (планшайба) | |||
| Наибольшее перемещение стола (планшайбы) при внутреннем долблении, мм | -60..210 | -90..260 | |
| Диаметр фланца рабочего стола (планшайбы), мм | 160 | 250 | 320 |
| Диаметр отверстия (цилиндрической выточки) в шпинделе рабочего стола, мм | 65А | 65А | 65 |
| Глубина отверстия (цилиндрической выточки) в шпинделе рабочего стола, мм | 75 | 50 | 10 |
| Цена деления лимба установки межцентрового расстояния, мм | 0,01 | ||
| Скорость быстрого перемещения стола, м/мин | – | 2 | 2 |
| Скорость быстрого наладочного вращения стола, об/мин | 3,0 | ||
| Отход инструмента во время холостого хода, мм | 0,5 | – | – |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 3 | 5 | 6 |
| Электродвигатель главного привода – поступательное движение долбяка, кВт | 2,2 | 2,1/ 3,0 | 4,0/ 4,5 |
| Электродвигатель насоса гидропривода, кВт | 0,8 | 1,1 | 2,2 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,15 | |
| Электродвигатель привода быстрого вращения стола, кВт | – | 0,55 | |
| Электродвигатель транспортера стружки, кВт | – | 0,37 | |
| Электродвигатель магнитного сепаратора, кВт | – | – | 0,12 |
| Суммарная мощность электродвигателей, кВт | 11,32 | ||
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 1320 х 940 х 1820 | 2700 х 1100 х 1945 | |
| Масса станка с электрооборудованием и охлаждением, кг | 1950 | 3700 |
- Аврутин Р. Д. Справочник по гидроприводам металлорежущих станков,1965
- Гинсбург Е.Г. Производство зубчатых колес, 1978
- Калашников А.С. Технология изготовления зубчатых колес, 2004
- Копылов Р.Б. Работа на строгальных и долбежных станках, 1975
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Петруха П.Г. Резание конструкционных материалов, режущие инструменты и станки, 1974
- Сильвестров Б.Н., Захаров И.Д. Конструкция и наладка зуборезных и резьбофрезерных станков, 1979.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Яковцев А.Д. Работа на строгальных и долбёжных станках, 1966
Список литературы
 Д. Справочник по гидроприводам металлорежущих станков,1965
Д. Справочник по гидроприводам металлорежущих станков,1965Связанные ссылки. Дополнительная информация
5А122 Станок зубодолбежный вертикальный полуавтомат.
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описаниеСведения о производителе вертикального зубофрезерного полуавтомата 5А122
Производитель вертикального зубодолбежного полуавтомата 5А122 Корсунь-Шевченковский станкостроительный завод им. Богдана Хмельницкого г. Корсунь-Шевченковский, Черкаская область.
Продукция Корсунь-Шевченковского станкостроительного завода
- 5А122 – станок зубодолбежный вертикальный полуавтомат Ø 250
- 5В12 – станок зубодолбежный вертикальный полуавтомат Ø 200
- 5Е580 – станок зубозакругляющий для цилиндрических зубчатых колес Ø 50..320
- 5111 – станок зубодолбежный вертикальный полуавтомат Ø 80
- 5122 – станок зубодолбежный вертикальный полуавтомат Ø 200
- 5140 – станок зубодолбежный вертикальный полуавтомат Ø 500
5А122 Станок зубодолбежный вертикальный гидравлический универсальный полуавтомат. Назначение и область применения
Зубодолбежный полуавтомат 5А122 является представителем гаммы зубодолбежных станков 5121, 5122 и 5140, разработанных в ЭНИМС в начале семидесятых.
Зубодолбежный станок 5А122 заменил устаревшую модель 5122.
Универсальный гидравлический зубодолбежный станок полуавтомат 5А122 предназначен для высокопроизводительного нарезания прямых и косых зубьев цилиндрических зубчатых колес с наружным и внутренним зацеплением, зубчатых секторов, реек и других деталей. Ввиду малого перебега долбяка станок приспособлен для нарезания блоков зубчатых колес. Нарезание зубьев осуществляется круговыми модульными долбяками методом обкатки инструмента и изделия.
На станках 5А122 специализированного и специального исполнения можно производить обработку зубчатых колес с винтовым зубом, деталей типа вала-шестерни, конусного зуба, зубчатых секторов, зубчатых реек длиной до 600 мм, зубчатых колес методом контурного долбления (раздалбливания), блоков зубчатых колес с узкими канавками для выхода долбяка.
Жесткая стойка соединена со станиной, по горизонтальным направляющим которой перемещается стол, несущий нарезаемое колесо. В суппорте расположен долбяк, совершающий возвратно-поступательное движение и отскок при обратном ходе на величину 0,45 мм. В станках 5А12, 5В12, 5М12 такой отскок совершает деталь.
В суппорте расположен долбяк, совершающий возвратно-поступательное движение и отскок при обратном ходе на величину 0,45 мм. В станках 5А12, 5В12, 5М12 такой отскок совершает деталь.
Простота наладки полуавтомата дает возможность использовать его в условиях единичного и серийного производства.
При установке в суппорте специальных винтовых направляющих, изготовляемых по техническому заданию заказчика, на полуавтомате можно обрабатывать зубчатые колеса с косым зубом.
Полуавтомат 5А122 имеет вертикальную компоновку. Отводное движение осуществляется инструментом на холостом ходу под углом за счет смещения стойки в поперечном направлении.
Класс точности станка — П по ГОСТ 8—82.
Климатические условия эксплуатации — УХ Л 4 по ГОСТ 15150—69.
По требованию заказчика станок может изготовляться с загрузочным устройством, рассчитанным на конкретную деталь, превращающим его в специальный автомат, работающий автономно или встраиваемый в автоматическую линию.
Стружка при помощи скребка удаляется из зоны резания в специальный стружкосборник. Для очистки СОЖ от более мелких частиц применяется магнитный сепаратор.
Разработчик — Корсунь-Шевченковский станкостроительный завод им. Богдана Хмельницкого.
Основные технические данные зубофрезерного станка 5А122:
Изготовитель – Корсунь-Шевченковский станкостроительный завод им. Богдана Хмельницкого.
- Наибольший наружный диаметр нарезаемых колес – Ø 250 мм
- Наибольшая ширина нарезаемого колеса – 50 мм
- Наибольший модуль нарезаемого колеса – 6 мм
- Число двойных ходов долбяка в минуту – 195..1200
- Мощность привода – 4,0/ 4,5 кВт
- Вес станка полный – 5,0 т
- Класс точности полуавтомата – Н, П
5А122 Общий вид и общее устройство станка
Фото зубодолбежного станка 5а122
Фото зубодолбежного станка 5А122. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото зубодолбежного станка 5а122
Фото зубодолбежного станка 5а122
Фото зубодолбежного станка 5а122
Расположение основных узлов зубодолбежного станка 5А122
Расположение основных узлов зубодолбежного станка 5а122
Перечень основных узлов зубодолбежного станка полуавтомата 5А122
- Станина
- Агрегат смазки
- Прокладка
- Пульт управления
- Стойка
- Крышка коробки круговых подач
Перечень органов управления зубодолбежным станком 5А122
- Механизм вывода шпинделя
- Квадрат ручного перемещения шпинделя
- Инструментальный суппорт
- Инструмент
- Ограждение
- Сборник стружки
- Стол
- Крышка ниши гидроагрегата
- Лимб настройки межосевого расстояния
- Линейка межосевого расстояния
- Указатель уровня СОЖ
- Крышка ниши агрегата СОЖ
- Указатель уровня масла смазки
Схема кинематическая зубодолбежного станка полуавтомата 5А122
Кинематическая схема зубодолбежного станка 5а122
Схема кинематическая зубодолбежного станка 5А122. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Кинематическая схема полуавтомата 5А122
Установка межосевого расстояния между инструментом и заготовкой, а также врезание на глубину зуба производятся перемещением стола с заготовкой. Обеспечение зазора между долбяком и нарезаемыми зубьями при холостом ходе долбяка осуществляется за счет отвода долбяка.
Движения в станке. Основные:
- главное движение — возвратно-поступательное движение долбяка
- радиальная подача стола
- круговые подачи долбяка
- делительное (вращательное) движение стола
Движения в станке. Вспомогательные:
- быстрый отвод и подвод стола
- быстрое вращение стола для проверки биения заготовки
- вывод долбяка в верхнее положение при обработке колес с внутренним зацеплением
- отвод долбяка от заготовки на время обратного (холостого) хода
- перемещения стола при наладке вручную для установки нужного расстояния между центрами долбяка и заготовки
- действие счетного механизма и барабана, выключающего движения стола
Принцип работы и компоновка станка 5А122
Настройка цепи главного движения осуществляется сменными шкивами и переключением ступеней двухскоростного электродвигателя, которые обеспечивают частоту движения долбяка в пределах 200-850 дв. ход/мин.
ход/мин.
Кинематическая цепь деления настраивается сменными зубчатыми колесами е, f, g и h гитары деления в зависимости от числа зубьев долбяка (z0) и числа зубьев нарезаемого колеса (z). При нарезании колес внутреннего зацепления между колесами g и h устанавливают дополнительное колесо р с любым числом зубьев. При этом заготовка и долбяк имеют одинаковое направление вращения.
Установочная схема зубодолбежного станка полуавтомата 5А122
Установочная схема зубодолбежного станка 5а122
Читайте также: Обозначения гидравлических схем металлорежущих станков
Станок зубодолбежный вертикальный полуавтомат. Видеоролик.
Технические характеристики зубодолбежного станка полуавтомата 5А122
| Наименование параметра | 5В12 | 5122 | 5А122 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр устанавливаемого изделия, мм | 200 | 200 | 250 |
| Наибольшая ширина нарезаемого венца (длина нарезки), мм | 50 | 50 | 50 |
| Наибольший модуль нарезаемого колеса, мм | 4 | 5 | 5, 6 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес внутреннего зацепления, мм | 220 | ||
| Наибольшая ширина нарезаемого венца (длина нарезки) внутреннего зацепления, мм | 30 | ||
| Наибольшее расстояние от оси долбяка (шпинделя, штосселя) до оси стола (планшайбы), мм | 150 | 210 | 260 |
| Расстояние от зеркала стола (планшайбы) до торца шпинделя, мм | 70. .140 .140 | 110..200 | 160..250 |
| Расстояние от пола до планшайбы, мм | 900 | 850 | 895 |
| Суппорт. Шпиндель (штоссель) долбяка | |||
| Наибольший ход долбяка (шпинделя), мм | 55 | 60 | 60 |
| Наибольший продольный ход суппорта инструмента (установочный), мм | 250 | 90 | 90 |
| Цена деления шкалы установки глубины долбления зуба, мм | 0,01 | ||
| Наибольший диаметр устанавливаемого долбяка, мм | 75 | 75, 100 | 100 |
| Пределы чисел двойных ходов долбяка в минуту | 200, 315, 425, 600 | 200..850 (8 ступ.) | Круговая подача инструмента, мм/дв.ход | 0,10; 0,12; 0,15; 0,20; 0,24; 0,30; 0,37; 0,46; | 0,16..1,6 (9 ступ.) | 0,03..1,75 | Радиальная подача инструмента, от Sкр | 0,1. .0,3 .0,3 | 0,003..0,286 (24 ступ.) | 0,001..1,17 |
| Диаметр шейки шпинделя (оправки под долбяк), мм | 31,743 | 31,743; 44,443 | 44,443 |
| Конец шпинделя для крепления инструмента | Морзе 3 | Морзе 5 | Морзе 5 |
| Отход инструмента во время холостого хода, мм | – | 0,45 | 0,45 |
| Рабочий стол (планшайба) | |||
| Наибольшее перемещение стола (планшайбы) при внутреннем долблении, мм | -60..210 | -90..260 | |
| Диаметр фланца рабочего стола (планшайбы), мм | 160 | 250 | 320 |
| Диаметр отверстия (цилиндрической выточки) в шпинделе рабочего стола, мм | 65А | 65А | 65 |
| Глубина отверстия (цилиндрической выточки) в шпинделе рабочего стола, мм | 75 | 50 | 10 |
| Цена деления лимба установки межцентрового расстояния, мм | 0,01 | ||
| Скорость быстрого перемещения стола, м/мин | – | 2 | 2 |
| Скорость быстрого наладочного вращения стола, об/мин | 3,0 | ||
| Отход инструмента во время холостого хода, мм | 0,5 | – | – |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 3 | 5 | 6 |
| Электродвигатель главного привода – поступательное движение долбяка, кВт | 2,2 | 2,1/ 3,0 | 4,0/ 4,5 |
| Электродвигатель насоса гидропривода, кВт | 0,8 | 1,1 | 2,2 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,15 | |
| Электродвигатель привода быстрого вращения стола, кВт | – | 0,55 | |
| Электродвигатель транспортера стружки, кВт | – | 0,37 | |
| Электродвигатель магнитного сепаратора, кВт | – | – | 0,12 |
| Суммарная мощность электродвигателей, кВт | 11,32 | ||
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 1320 х 940 х 1820 | 2700 х 1100 х 1945 | 1060 х 1760 х 2280 |
| Масса станка с электрооборудованием и охлаждением, кг | 1950 | 3700 | 5000 |
- Аврутин Р. Д. Справочник по гидроприводам металлорежущих станков,1965
- Гинсбург Е.Г. Производство зубчатых колес, 1978
- Калашников А.С. Технология изготовления зубчатых колес, 2004
- Копылов Р.Б. Работа на строгальных и долбежных станках, 1975
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Петруха П.Г. Резание конструкционных материалов, режущие инструменты и станки, 1974
- Сильвестров Б.Н., Захаров И.Д. Конструкция и наладка зуборезных и резьбофрезерных станков, 1979.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Яковцев А.Д. Работа на строгальных и долбёжных станках, 1966
Список литературы
 Д. Справочник по гидроприводам металлорежущих станков,1965
Д. Справочник по гидроприводам металлорежущих станков,1965Связанные ссылки. Дополнительная информация
Зубодолбежные станки с гибкими направляющими серии ST
Механическое оборудование / Станки|Станки|Зубчатые станки
компании, работающие с продуктом: Nidec Machinetool Corporation
- Контактная информация для запроса продукции
- Свяжитесь с нами
Серия ST может обрабатывать любое косозубое колесо
без необходимости замены направляющей с использованием программного ввода
ST25CNC
СТ40ЧПУ
СТ40А
Технические характеристики
| Артикул / Модель | СТ25ЧПУ | СТ40ЧПУ | СТ40А | |
|---|---|---|---|---|
Макс. диаметр заготовки диаметр заготовки | Внешнее зубчатое колесо (мм) | ⌀250 | ⌀400 | ⌀400 |
| Внутреннее зубчатое колесо (мм) | ⌀250 (⌀120 + диаметр фрезы) | ⌀400 (⌀250 + диаметр фрезы) | ⌀400 (⌀250 + диаметр фрезы) | |
| Макс. модуль | 6 | 8 | 8 | |
| Макс. ширина шестерни (мм) | 60 | 115 | 115 | |
| Скорость хода шпинделя (мин -1 ) | от 120 до 1000 | от 60 до 500 | от 30 до 600 | |
| Количество резов | от 1 до 4 | от 1 до 4 | от 1 до 4 | |
| Диаметр шпинделя фрезы (мм) | ⌀100 | ⌀110 | ⌀110 | |
| Главный двигатель (постоянная мощность) (кВт) | 22 | 30 | 30 | |
| Кол-во управляемых осей | 6 | 6 | 6 (опция 7) | |
| Суммарная электрическая мощность (кВА) | 29 | 33 | 49 | |
| Вес машины (кг) | 7 500 | 10 000 | 11 500 | |
Подробную информацию см.
