5М841 Станок зубошлифовальный универсальный полуавтомат схемы, описание, характеристики
Сведения о производителе зубошлифовального станка 5М841
Производитель вертикального зубошлифовального станка 5М841 Московский станкостроительный завод шлифовальных станков, основанный в 1879 году.
Станки, выпускаемые Московским станкостроительным заводом шлифовальных станков, МСЗ
5М841 Станок зубошлифовальный универсальный полуавтомат с цикловым программным управлением повышенной точности. Назначение и область применения
Станок зубошлифовальный 5М841 заменил в производстве устаревшую модель 5А841.
Зубошлифовальный универсальный полуавтомат 5М841 предназначен для шлифования двусторонним коническим кругом эвольвентного профиля термически обработанных цилиндрических прямозубых и косозубых зубчатых колес наружного зацепления с модификацией профиля по длине и высоте.
Вертикальный зубошлифовальный станок 5М841 работает по методу обката с единичным делением в условиях мелкосерийного и серийного производства.
Станок 5М841 работает с цикловым программным управлением, которое обеспечивает:
- заданное число проходов и величину радиальной подачи между проходами
- правку шлифовального круга через заданное число зубьев в черновом режиме
- изменение скорости обката, числа двойных ходов ползуна и скорости при переходе с чернового на чистовой режим
- автоматический возврат всех механизмов в исходное положение для обработки следующей детали
- выключение всех механизмов станка, кроме вращения шлифовального круга
Направляющие ползуна выполнены гидростатическими, что увеличивает долговечность и надежность работы станка.
Оригинальная конструкция станка обеспечивает высокую производительность за счет шлифования полного профиля впадины колеса за один ход стола.
Кинематическая схема станка 5М841 построена на принципиально новой основе: движение обката и возврат стола в исходное положение осуществляются от эвольвентного кулака с помощью регулируемого рычага, что значительно облегчает настройку.
Кинематическая схема, обеспечивает производительность за счет одновременного шлифования обоих профилей соседних зубьев, осуществляет деление через оптимальное расчетное число зубьев, что повышает точность соседних шагов и уменьшает накопленную погрешность шага по всему колесу.
Работа всех механизмов цепи обкатки изделия только в одном направлении повышает надежность работы станков и удлиняет срок сохранения ими первоначальной точности.
Регулирование числа двойных ходов ползуна, скоростей обката и правки бесступенчатое.
В отличие от выпускаемого в настоящее время станка модели 5А841 в данной модели применено электронное устройство управления скоростью хода узлов станка на черновых проходах, которое позволяет сократить время обработки изделия и упростить обслуживание станка.
При отсутствии припуска или его малой величины, когда усилие резания остается меньше заданного значения, стол с изделием движется с ускорением.
Таким образом, электронное устройство позволяет повысить производительность за счет уменьшения (практически до нуля) времени подвода изделия в зону шлифования на рабочем ходу, т.е. «шлифования .воздуха». Производительность повышается до 30% на черновых проходах, что сокращает общее технологическое время изготовления детали на 18%.
В состав устройства управления входят следующие функциональные части:
- датчик мощности
- блок вычета холостого хода
- блок сравнения
- блок задержки
- триггер управления
- выходной ключ
- питание
Конструктивно устройства управления состоит из базового каркаса К2 К.61-293 и вставляемых в него модулей. Модули выполнены на печатных платах из стеклотекстолита с применением микросхем средней степени интеграции.
Наибольшие погрешности при обработке зубчатых колес с модулем 6 мм, числом зубьев 50 и шириной 40 мм, мкм:
- точность положения профилей соседних зубьев – 10
- точность положения профилей зубьев по всей окружности – 32
- точность профиля зуба – 6
- точность направления зуба – 6
- шероховатость обработанной поверхности зуба Ra – 0,8
Класс точности полуавтомата В по ГОСТ 7640—76.
Разработчик — Московский завод шлифовальных станков.
Габарит рабочего пространства зубошлифовального станка 5М841
Габарит рабочего пространства зубошлифовального станка 5м841
Посадочные и присоединительные базы зубошлифовального станка 5М841. Профиль стола и место установки правящих устройств
Профиль стола и место установки правящих устройств станка 5м841
Посадочные и присоединительные базы станка 5М841. Передний конец шлифовального шпинделя
Передний конец шлифовального шпинделя станка 5м841
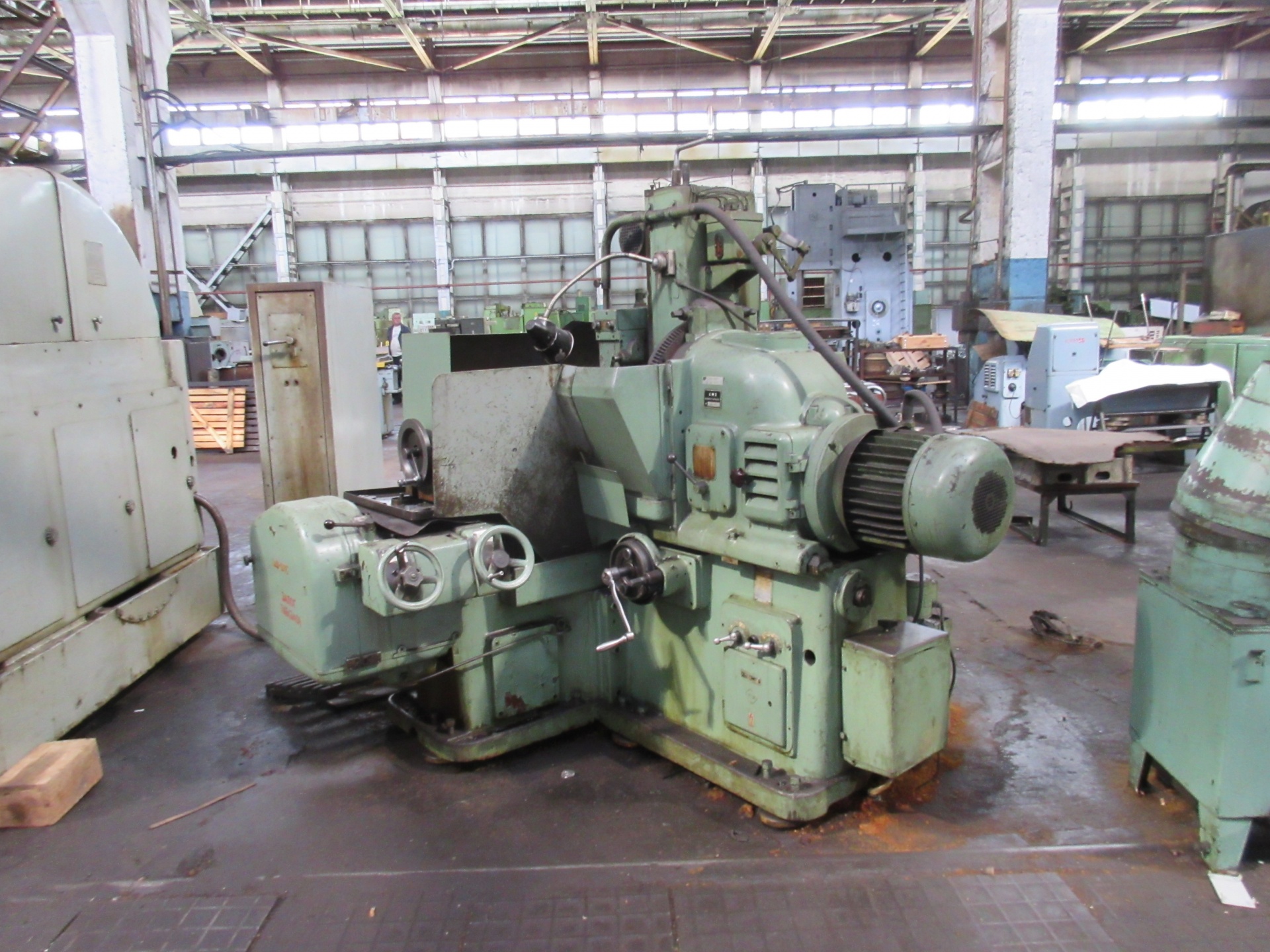
Общий вид и общее устройство станка 5М841
Фото зубошлифовального станка 5м841
Фото зубошлифовального станка 5м841
Фото зубошлифовального станка 5м841
Расположение составных частей зубошлифовального станка 5М841
Расположение составных частей зубошлифовального станка 5м841
Спецификация составных частей зубошлифовального станка 5М841
- Станина
- Крестовый суппорт
- Стол для установки изделия
- Маховик распределения припуска
- Лимбы установки величины скоростей обката и правки
- Ограждение рабочей зоны
- Дверка ограждения
- Колонка ползуна
- Пульт управления
- Рукоятка регулирования частоты движения ползуна
- Электрошкаф
- Рукоятка поворота ползуна на угол
- Крышка ниши привода ползуна
- Панель дросселей
- Маховик механизма подачи – управление скоростью обката
Схема кинематическая зубошлифовального станка 5М841
Кинематическая схема зубошлифовального станка 5м841
Кинематическая схема полуавтомата 5А841 состоит из следующих цепей:
- кинематическая цепь главного привода
- цепь перемещения ползуна
- делительно-обкатная цепь
Цепь главного привода связывает вращение электродвигателя Ml мощностью 1,5 кВт с вращением инструмента (Ин), обеспечивая ему частоту вращения 1920 об/мин.
Кинематическая цепь перемещения ползуна связывает вращение электродвигателя М2 мощностью 2,2 кВт с возвратно-поступательным перемещением ползуна через кривошипно-шатунный механизм. Настройка частоты движения ползуна от 50 до 280 дв. ход/мин производится бесступенчато рукоятками с пульта управления.
Делительно-обкатная кинематическая цепь связывает вращение гидродвигателя ГМ с вращением стола от червячной передачи 1/180 и с вращением эвольвентного кулака (Кул) от червячной передачи 1/60.
Установочный чертеж зубошлифовального станка 5М841
Установочный чертеж зубошлифовального станка 5м841
Читайте также: Ремонт гидравлических систем металлорежущих станков
5М841 Станок зубошлифовальный универсальный полуавтомат. Видеоролик.
 youtube.com/embed/qad6r-DuaTc” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
youtube.com/embed/qad6r-DuaTc” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
Технические характеристики зубошлифовального станка 5М841
| Наименование параметра | 5А841 | 5М841 |
|---|---|---|
| Основные параметры станка | ||
| Диаметр устанавливаемого изделия, мм | 30..320 | 30..320 |
| Наименьший диаметр окружности впадин, мм | 30 | |
| Модуль устанавливаемого изделия, мм | 1,8..8 | 1,5..8 |
| Число зубъев устанавливаемого изделия, мм | 10..200 | 10..200 |
| Наибольшая ширина зубчатого прямозубого венца устанавливаемого изделия, мм | 150 | 160 |
| Расстояние между центрами суппорта обрабатываемого изделия, мм | 175.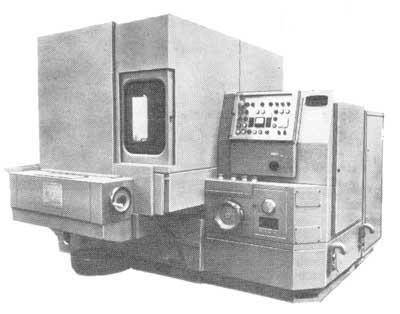 .400 .400 | |
| Наибольший угол наклона зубъев, мм | ±45 | ±45 |
| Точность обработки, DIN | 4..5 | |
| Наибольшая масса устанавливаемого изделия, кг | 200 | 200 |
| Бабка шлифовальная (шпиндельная) | ||
| Диаметр шлифовального круга (абразивного червяка), мм | 260..350 | 260..350 |
| Ширина шлифовального круга (абразивного червяка), мм | 16..32 | 13..32 |
| Диаметр посадочного отверстия шлифовального круга (абразивного червяка), мм | 127 | |
| Диаметр конца шлифовального шпинделя, мм | 50 | |
| Число оборотов шлифовального круга, 1/мин | 1920 | 1920 |
| Стол изделия | ||
| Диаметр стола, мм | 280 | 280 |
| Ход стола, мм | 30. .165 .165 | |
| Подача обката, мм/мин | 6..800 | |
| Ползун | ||
| Длина хода, мм | 20..160 | |
| Число двойных ходов ползуна в минуту (бесступенчатое регулирование) | 50..280 | |
| Ролик опорный | ||
| Наибольшая величина зоны перестановки, мм | 405 | |
| Перемещение опорного ролика на одно деление лимба перестановки, мм | 0,002 | |
| Перемещение опорного ролика на один оборот лимба перестановки, мм | 0,02 | |
| Перемещение опорного ролика на один оборот лимба распределения припуска, мм | 0,16 | |
| Цена деления шкалы нониуса зоны перестановки, мм | 0,002 | |
| Цена деления шкалы лимба распределения припуска, мм | 0,005 | |
| Механизм правки | ||
| Количество алмазов | 3 | |
| Диапазон компенсации износа шлифовального круга при правке, мм | 0. .45 .45 | |
| Автоматическая прерывная радиальная подача механизма правки, мм | 0,01..2 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 8 | 8 |
| Электродвигатель главного привода – шлифовального шпинделя, кВт | 1,1 | 1,5 |
| Электродвигатель насоса гидравлики, кВт | 2,2 | 2,2 |
| Электродвигатель вентилятора масляного теплообменника, кВт | 0,27 | |
| Электродвигатель привода механизма подачи, кВт | 0,18 | 0,18 |
| Электродвигатель насоса охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,18 | 0,18 |
| Электродвигатель привода ползуна, кВт | 1,9 | |
| Электродвигатель редуктора поворота ползуна, кВт | 1,1 | |
| Суммарная мощность электродвигателей, кВт | 7,08 | 6,6 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2850 х 2315 х 2635 | 2850 х 2315 х 2085 |
| Масса станка с электрооборудованием и охлаждением, кг | 8000 | 8000 |
- Колев Н.
 С. Металлорежущие станки.
С. Металлорежущие станки. - Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Сильвестров Б.Н., Захаров И.Д. Конструкция и наладка зуборезных и резьбофрезерных станков, 1979.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Список литературы
 С. Металлорежущие станки.
С. Металлорежущие станки. НИИМАШ, 1968.
НИИМАШ, 1968.Связанные ссылки. Дополнительная информация
5А841 Станок зубошлифовальный универсальный полуавтомат схемы, описание, характеристики
Сведения о производителе зубошлифовального станка 5А841
Производитель вертикального зубошлифовального станка 5А841 Московский станкостроительный завод шлифовальных станков, основанный в 1879 году.
Станки, выпускаемые Московским станкостроительным заводом шлифовальных станков, МСЗ
5А841 Станок зубошлифовальный универсальный полуавтомат с цикловым программным управлением повышенной точности. Назначение и область применения
Станок зубошлифовальный 5А841 заменил в производстве устаревшую модель 5841 и был заменен на более совершенную модель 5М841.
Зубошлифовальный универсальный полуавтомат 5А841 предназначен для шлифования двусторонним коническим кругом эвольвентного профиля термически обработанных цилиндрических прямозубых и косозубых зубчатых колес наружного зацепления с модификацией профиля по длине и высоте.
Вертикальный зубошлифовальный станок 5А841 работает по методу обката с единичным делением в условиях мелкосерийного и серийного производства.
Принцип работы и особенности конструкции станка
5А841Направляющие ползуна выполнены гидростатическими, что увеличивает долговечность и надежность работы станка.
Оригинальная конструкция станка обеспечивает высокую производительность за счет шлифования полного профиля впадины колеса за один ход стола.
Кинематическая схема станка 5А841 построена на принципиально новой основе: движение обката и возврат стола в исходное положение осуществляются от эвольвентного кулака с помощью регулируемого рычага, что значительно облегчает настройку.
Кинематическая схема, обеспечивает производительность за счет одновременного шлифования обоих профилей соседних зубьев, осуществляет деление через оптимальное расчетное число зубьев, что повышает точность соседних шагов и уменьшает накопленную погрешность шага по всему колесу.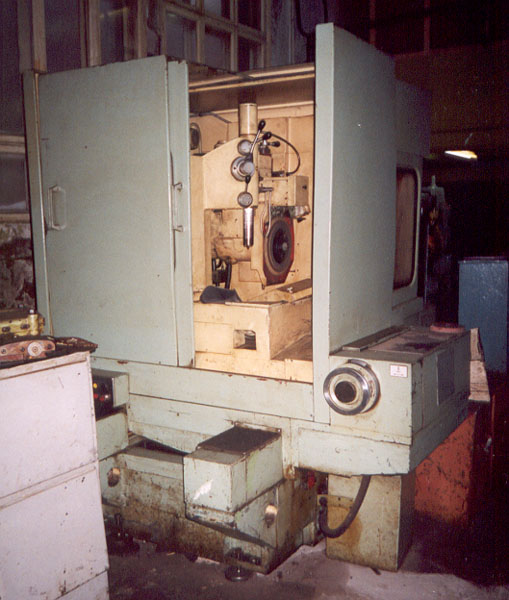
Работа всех механизмов цепи обкатки изделия только в одном направлении повышает надежность работы станков и удлиняет срок сохранения ими первоначальной точности.
Регулирование числа двойных ходов ползуна, скоростей обката и правки бесступенчатое.
Точность обрабатываемых на станке 5А841 изделий соответствует нормам точности зубошлифовальных станков класса В по ГОСТ 7640—67.
Например, для изделия с т = 6 мм и z = 50:
- разность соседних окружных шагов, мм – 0,005
- накопленная погрешность окружного шага, мм – 0,013
- погрешность профиля, мм – 0,005
- погрешность направления зуба, мм – 0,004
- чистота обработки по ГОСТ 2789—59 – V8
Настройка на обработку изделия производится набором сменных шестерен, поставляемых со станком.
Разработчик — Московский завод шлифовальных станков.
Габарит рабочего пространства зубошлифовального станка 5А841
Габарит рабочего пространства зубошлифовального станка 5а841
Посадочные и присоединительные базы зубошлифовального станка 5А841.
 Профиль стола и место установки правящих устройств
Профиль стола и место установки правящих устройствПрофиль стола и место установки правящих устройств станка 5а841
Посадочные и присоединительные базы станка 5А841. Передний конец шлифовального шпинделя
Передний конец шлифовального шпинделя станка 5а841
Общий вид и общее устройство станка 5А841
Фото зубошлифовального станка 5а841
Фото зубошлифовального станка 5а841
Фото зубошлифовального станка 5а841
Расположение составных частей зубошлифовального станка 5А841
Расположение составных частей зубошлифовального станка 5а841
Спецификация составных частей зубошлифовального станка 5А841
- Станина
- Крестовый суппорт
- Стол для установки изделия
- Маховик распределения припуска
- Лимбы установки величины скоростей обката и правки
- Ограждение рабочей зоны
- Дверка ограждения
- Колонка ползуна
- Пульт управления
- Рукоятка регулирования частоты движения ползуна
- Электрошкаф
- Рукоятка поворота ползуна на угол
- Крышка ниши привода ползуна
- Панель дросселей
- Маховик механизма подачи – управление скоростью обката
Схема кинематическая зубошлифовального станка 5А841
Кинематическая схема зубошлифовального станка 5а841
Кинематическая схема полуавтомата 5А841 состоит из следующих цепей:
- кинематическая цепь главного привода
- цепь перемещения ползуна
- делительно-обкатная цепь
Цепь главного привода связывает вращение электродвигателя Ml мощностью 1,5 кВт с вращением инструмента (Ин), обеспечивая ему частоту вращения 1920 об/мин.
Кинематическая цепь перемещения ползуна связывает вращение электродвигателя М2 мощностью 2,2 кВт с возвратно-поступательным перемещением ползуна через кривошипно-шатунный механизм. Настройка частоты движения ползуна от 50 до 280 дв. ход/мин производится бесступенчато рукоятками с пульта управления.
Делительно-обкатная кинематическая цепь связывает вращение гидродвигателя ГМ с вращением стола от червячной передачи 1/180 и с вращением эвольвентного кулака (Кул) от червячной передачи 1/60.
Установочный чертеж зубошлифовального станка 5А841
Установочный чертеж зубошлифовального станка 5а841
Читайте также: Ремонт гидравлических систем металлорежущих станков
5А841 Станок зубошлифовальный универсальный полуавтомат. Видеоролик.
 youtube.com/embed/qad6r-DuaTc” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
youtube.com/embed/qad6r-DuaTc” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
Технические характеристики зубошлифовального станка 5А841
| Наименование параметра | 5А841 | 5М841 |
|---|---|---|
| Основные параметры станка | ||
| Диаметр устанавливаемого изделия, мм | 30..320 | 30..320 |
| Наименьший диаметр окружности впадин, мм | 30 | |
| Модуль устанавливаемого изделия, мм | 1,8..8 | 1,5..8 |
| Число зубъев устанавливаемого изделия, мм | 10..200 | 10..200 |
| Наибольшая ширина зубчатого прямозубого венца устанавливаемого изделия, мм | 150 | 160 |
| Расстояние между центрами суппорта, мм | 175. .400 .400 | |
| Наибольший угол наклона зубъев, мм | ±45 | ±45 |
| Наибольшая масса устанавливаемого изделия, кг | 200 | 200 |
| Бабка шлифовальная (шпиндельная) | ||
| Диаметр шлифовального круга (абразивного червяка), мм | 260..350 | 260..350 |
| Ширина шлифовального круга (абразивного червяка), мм | 16..32 | 13..32 |
| Диаметр посадочного отверстия шлифовального круга (абразивного червяка), мм | 127 | |
| Диаметр конца шлифовального шпинделя, мм | 50 | |
| Число оборотов шлифовального круга, 1/мин | 1920 | 1920 |
| Стол изделия | ||
| Диаметр стола, мм | 280 | 280 |
| Ход стола, мм | 30..165 | |
| Подача обката, мм/мин | 6. .800 .800 | |
| Ползун | ||
| Длина хода, мм | 20..160 | |
| Число двойных ходов ползуна в минуту (бесступенчатое регулирование) | 50..280 | |
| Ролик опорный | ||
| Наибольшая величина зоны перестановки, мм | 405 | |
| Перемещение опорного ролика на одно деление лимба перестановки, мм | 0,002 | |
| Перемещение опорного ролика на один оборот лимба перестановки, мм | 0,02 | |
| Перемещение опорного ролика на один оборот лимба распределения припуска, мм | 0,16 | |
| Цена деления шкалы нониуса зоны перестановки, мм | 0,002 | |
| Цена деления шкалы лимба распределения припуска, мм | 0,005 | |
| Механизм правки | ||
| Количество алмазов | 3 | |
| Диапазон компенсации износа шлифовального круга при правке, мм | 0. .45 .45 | |
| Автоматическая прерывная радиальная подача механизма правки, мм | 0,01..2 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 8 | 8 |
| Электродвигатель главного привода – шлифовального шпинделя, кВт | 1,1 | 1,5 |
| Электродвигатель насоса гидравлики, кВт | 2,2 | 2,2 |
| Электродвигатель вентилятора масляного теплообменника, кВт | 0,27 | |
| Электродвигатель привода механизма подачи, кВт | 0,18 | 0,18 |
| Электродвигатель насоса охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,18 | 0,18 |
| Электродвигатель привода ползуна, кВт | 1,9 | |
| Электродвигатель редуктора поворота ползуна, кВт | 1,1 | |
| Суммарная мощность электродвигателей, кВт | 7,08 | 6,6 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2850 х 2315 х 2635 | |
| Масса станка с электрооборудованием и охлаждением, кг | 8000 |
- Колев Н. С. Металлорежущие станки.
- Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Сильвестров Б.Н., Захаров И.Д. Конструкция и наладка зуборезных и резьбофрезерных станков, 1979.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Список литературы
 С. Металлорежущие станки.
С. Металлорежущие станки. НИИМАШ, 1968.
НИИМАШ, 1968.Связанные ссылки. Дополнительная информация
5М841 станок зубошлифовальный
5М841 Станок зубошлифовальный универсальный полуавтомат. Паспорт, схемы, характеристики, описание
Производитель вертикального зубошлифовального станка 5М841 Московский станкостроительный завод шлифовальных станков, основанный в 1879 году.
Зубошлифовальный универсальный полуавтомат 5М841 предназначен для шлифования двусторонним коническим кругом эвольвентного профиля термически обработанных цилиндрических прямозубых и косозубых зубчатых колес наружного зацепления с модификацией профиля по длине и высоте.
Вертикальный зубошлифовальный станок 5м841 работает по методу обката с единичным делением в условиях мелкосерийного и серийного производства.
Станок работает с цикловым программным управлением, которое обеспечивает:
- заданное число проходов и величину радиальной подачи между проходами
- правку шлифовального круга через заданное число зубьев в черновом режиме
- изменение скорости обката, числа двойных ходов ползуна и скорости при переходе с чернового на чистовой режим
- автоматический возврат всех механизмов в исходное положение для обработки следующей детали
- выключение всех механизмов станка, кроме вращения шлифовального круга
Направляющие ползуна выполнены гидростатическими, что увеличивает долговечность и надежность работы станка.
Оригинальная конструкция станка обеспечивает высокую производительность за счет шлифования полного профиля впадины колеса за один ход стола.
Кинематическая схема станка построена на принципиально новой основе: движение обката и возврат стола в исходное положение осуществляются от эвольвентного кулака с помощью регулируемого рычага, что значительно облегчает настройку.
Кинематическая схема, обеспечивает производительность за счет одновременного шлифования обоих профилей соседних зубьев, осуществляет деление через оптимальное расчетное число зубьев, что повышает точность соседних шагов и уменьшает накопленную погрешность шага по всему колесу.
Работа всех механизмов цепи обкатки изделия только в одном направлении повышает надежность работы станков и удлиняет срок сохранения ими первоначальной точности.
Регулирование числа двойных ходов ползуна, скоростей обката и правки бесступенчатое.
В отличие от выпускаемого в настоящее время станка модели 5А841 в данной модели применено электронное устройство управления скоростью хода узлов станка на черновых проходах, которое позволяет сократить время обработки изделия и упростить обслуживание станка. Его работа подчинена технологии цикла шлифования. В начале цикла обработки после подскока стола изделие с большей скоростью движется к шлифовальному кругу. В момент соприкосновения шлифовального круга с изделием усилие резания превышает некоторое заданное, при этом блок управления вырабатывает команду на переключение скорости обката стола с ускоренной на рабочую — идет процесс шлифования. При выходе шлифовального круга из шестерни усилие резания становится меньше заданного значения и блок управления вырабатывает команду на включение ускоренного перемещения стола.
Его работа подчинена технологии цикла шлифования. В начале цикла обработки после подскока стола изделие с большей скоростью движется к шлифовальному кругу. В момент соприкосновения шлифовального круга с изделием усилие резания превышает некоторое заданное, при этом блок управления вырабатывает команду на переключение скорости обката стола с ускоренной на рабочую — идет процесс шлифования. При выходе шлифовального круга из шестерни усилие резания становится меньше заданного значения и блок управления вырабатывает команду на включение ускоренного перемещения стола.
При отсутствии припуска или его малой величины, когда усилие резания остается меньше заданного значения, стол с изделием движется с ускорением.
Таким образом, электронное устройство позволяет повысить производительность за счет уменьшения (практически до нуля) времени подвода изделия в зону шлифования на рабочем ходу, т.е. «шлифования .воздуха». Производительность повышается до 30% на черновых проходах, что сокращает общее технологическое время изготовления детали на 18%.
В состав устройства управления входят следующие функциональные части:
- датчик мощности
- блок вычета холостого хода
- блок сравнения
- блок задержки
- триггер управления
- выходной ключ
- питание
Конструктивно устройства управления состоит из базового каркаса К2 К.61-293 и вставляемых в него модулей. Модули выполнены на печатных платах из стеклотекстолита с применением микросхем средней степени интеграции.
Наибольшие погрешности при обработке зубчатых колес с модулем 6 мм, числом зубьев 50 и шириной 40 мм, мкм:
- точность положения профилей соседних зубьев – 10
- точность положения профилей зубьев по всей окружности – 32
- точность профиля зуба – 6
- точность направления зуба – 6
- шероховатость обработанной поверхности зуба Ra – 0,8
Класс точности полуавтомата В по ГОСТ 7640—76.
Разработчик — Московский завод шлифовальных станков.
Габарит рабочего пространства зубошлифовального станка 5М841
Посадочные и присоединительные базы зубошлифовального станка 5М841.
 Профиль стола и место установки правящих устройств
Профиль стола и место установки правящих устройствПосадочные и присоединительные базы станка 5М841. Передний конец шлифовального шпинделя
Общий вид и общее устройство станка 5М841
Расположение составных частей зубошлифовального станка 5М841
Спецификация составных частей зубошлифовального станка 5М841
- Станина
- Крестовый суппорт
- Стол для установки изделия
- Маховик распределения припуска
- Лимбы установки величины скоростей обката и правки
- Ограждение рабочей зоны
- Дверка ограждения
- Колонка ползуна
- Пульт управления
- Рукоятка регулирования частоты движения ползуна
- Электрошкаф
- Рукоятка поворота ползуна на угол
- Крышка ниши привода ползуна
- Панель дросселей
- Маховик механизма подачи – управление скоростью обката
Схема кинематическая зубошлифовального станка 5М841
Кинематическая схема полуавтомата 5А841 состоит из следующих цепей:
- кинематическая цепь главного привода
- цепь перемещения ползуна
- делительно-обкатная цепь
Цепь главного привода связывает вращение электродвигателя Ml мощностью 1,5 кВт с вращением инструмента (Ин), обеспечивая ему частоту вращения 1920 об/мин.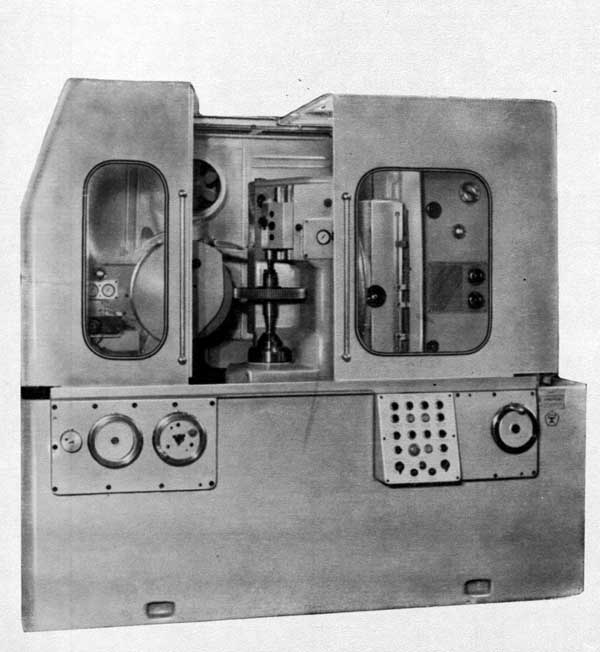
Кинематическая цепь перемещения ползуна связывает вращение электродвигателя М2 мощностью 2,2 кВт с возвратно-поступательным перемещением ползуна через кривошипно-шатунный механизм. Настройка частоты движения ползуна от 50 до 280 дв. ход/мин производится бесступенчато рукоятками с пульта управления.
Делительно-обкатная кинематическая цепь связывает вращение гидродвигателя ГМ с вращением стола от червячной передачи 1/180 и с вращением эвольвентного кулака (Кул) от червячной передачи 1/60.
Установочный чертеж зубошлифовального станка 5М841
Технические характеристики зубошлифовального станка 5М841
| Основные параметры станка | ||
| Диаметр устанавливаемого изделия, мм | 30..320 | |
| Модуль устанавливаемого изделия, мм | 1,8..8 | |
| Число зубъев устанавливаемого изделия, мм | 10..200 | |
| Наибольшая ширина зубчатого прямозубого венца устанавливаемого изделия, мм | 160 | |
| Диаметр шлифовального круга, мм | 260._489_2.JPG) .350 .350 | |
| Ширина шлифовального круга, мм | 13..32 | |
| Наибольший угол наклона зубъев, мм | ±45 | |
| Наибольшая масса устанавливаемого изделия, кг | 200 | |
| Пределы частот вращения шпинделя шлифовального круга, 1/мин | 1920 | |
| Число двойных ходов шлифовального круга, ход/мин | 50..280 | |
| Автоматическая прерывная радиальная подача механизма правки, мм | 0,01..2 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | |
| Электродвигатель главного привода – шлифовального шпинделя, кВт | 1,5 | |
| Электродвигатель насоса гидравлики, кВт | 2,2 | |
| Электродвигатель ускоренного перемещения изделия, кВт | 0,18 | |
| Электродвигатель отсоса аэрозолей, кВт | 0,25 | |
| Электродвигатель насоса охлаждения, кВт | 0,15 | |
| Электродвигатель магнитного сепаратора, кВт | 0,12 | |
| Электродвигатель привода ползуна, кВт | 2,2 | |
| Суммарная мощность электродвигателей, кВт | 6,6 | |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2850 х 2315 х 2085 | |
| Масса станка с электрооборудованием и охлаждением, кг | 8000 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
Каталог-справочник зубошлифовальных станков
Паспорта и руководства зубошлифовальных станков
stanki-katalog.ru
5М841 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 5м841 предназначены для шлифования эвольвентного профиля зубьев термически обработанных ццилиндрических прямо- и косозубых колес наружного зацепления с модификацией по длине и высоте зуба
Наибольший D устанавливаемого изделия, мм 400 Наименьший D окружности впадин, мм 30 Наибольшая длина заготовки в центрах, мм 440 Модуль, мм 1.5-10 Число зубьев 6-200 Наибольшая ширина зубчатого венца,мм: – для прямозубых колес 160 – для косозубых колес при наклоне зуба: 15 град 155 30 град 140 45 град 115 Наибольший угол наклона зубьев, град 45 Диаметр шлифовального круга, мм 350 Количество двигателей, шт 8 Мощность привода шлиф. круга, кВт 1.5 Суммарная мощность эл. двигателей, кВт 7.92 Точность обработки, DIN 4-5 Габаритные размеры полуавтомата: длина, мм 2850 ширина, мм 2315 высота, мм 2085 Масса полуавтомата, кг 8000Купить этот станок без посредников:
mashinform.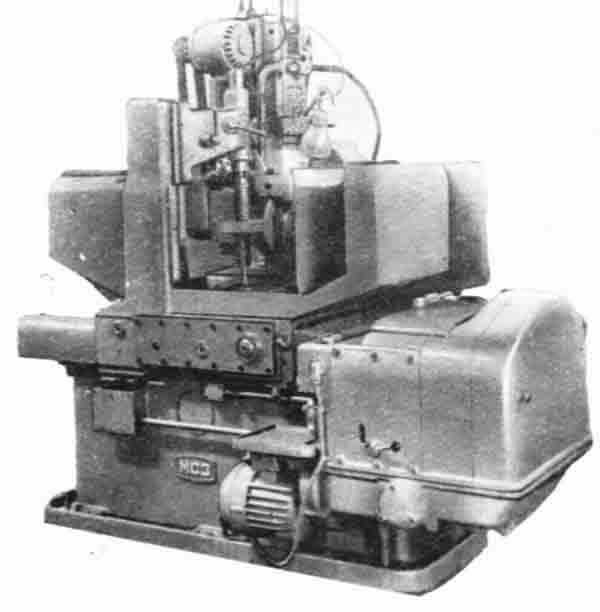 ru
ru
Полуавтомат зубошлифовальный, работающий коническим кругом 5М841
| Доставка: | Рассчитать | |
| Модель: | ||
| Отзывы(0) |
В настоящее время станок не поставляется , но мы попробуем подобрать для Вас аналог..
Полуавтомат зубошлифовальный, работающий коническим кругом 5М841 предназначен для шлифования эвольвентного профиля зубьев термически обработанных ццилиндрических прямо- и косозубых колес наружного зацепления с модификацией по длине и высоте зуба.Полуавтоматы имеют оригинальную кинематическую схему, обеспечивающую производительность за счет одновременного шлифования обоих профилей соседних зубьев.
Кинематическая схема осуществляет деление через оптимальное расчетное число зубьев, что повышает точность соседних шагов и уменьшает накопленную погрешность шага по всему колесу.
Работа всех механизмов цепи обкатки изделия только в одном направлении повышает надежность работы станков и удлиняет срок сохранения ими первоначальной точности.
Полуавтоматы имеют цикловое программное управление.
Технические характеристики 5М841
| Наибольший D устанавливаемого изделия, мм | 400 |
| Наименьший D окружности впадин, мм | 30 |
| Наибольшая длина заготовки в центрах, мм | 440 |
| Модуль, мм | 1.5-10 |
| Число зубьев | 6-200 |
| Наибольшая ширина зубчатого венца,мм: | |
| – для прямозубых колес | 160 |
| – для косозубых колес при наклоне зуба: | |
| 15 град | 155 |
| 30 град | 140 |
| 45 град | 115 |
| Наибольший угол наклона зубьев, град | 45 |
| Диаметр шлифовального круга, мм | 350 |
| Количество двигателей, шт | 8 |
Мощность привода шлиф. круга, кВт круга, кВт | 1.5 |
| Суммарная мощность эл. двигателей, кВт | 7.92 |
| Точность обработки, DIN | 4-5 |
| Габаритные размеры полуавтомата: | |
| длина, мм | 2850 |
| ширина, мм | 2315 |
| высота, мм | 2085 |
| Масса 5М841 полуавтомата, кг | 8000 |
rustan.ru
5М841Ф11 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 5м841ф11 предназначены для шлифования эвольвентного профиля зубьев термически обработанных ццилиндрических прямо- и косозубых колес наружного зацепления с модификацией по длине и высоте зуба
Наибольший наружный диаметр детали, мм … 320 (400) Наименьший диаметр окружности впадин, мм … 30 Модуль, мм наименьший … 1,5 (1,0) наибольший … 8 (10) Число зубьев наибольшее . .. 250 наименьшее … 5 Наибольшая ширина прямозубого венца, мм … 165 Наибольший угол наклона зубьев, град … 45 Наибольшая масса устанавливаемой заготовки, кг … 300 Суммарная мощность установленных на полуавтомате двигателей, кВт … 15,74 Расстояние между центрами, мм наибольшее … 430 наименьшее … 280 Расстояние от оси шлифовального круга до оси центров изделия, мм наибольшее … 420 наименьшее … 170 Диаметр круглого стола, мм … 280 Габаритные размеры (вместе с отдельно расположенными агрегатами и электрооборудованием), мм длина … 2850 ширина … 2315 высота … 2085 Масса, кг … 8700
.. 250 наименьшее … 5 Наибольшая ширина прямозубого венца, мм … 165 Наибольший угол наклона зубьев, град … 45 Наибольшая масса устанавливаемой заготовки, кг … 300 Суммарная мощность установленных на полуавтомате двигателей, кВт … 15,74 Расстояние между центрами, мм наибольшее … 430 наименьшее … 280 Расстояние от оси шлифовального круга до оси центров изделия, мм наибольшее … 420 наименьшее … 170 Диаметр круглого стола, мм … 280 Габаритные размеры (вместе с отдельно расположенными агрегатами и электрооборудованием), мм длина … 2850 ширина … 2315 высота … 2085 Масса, кг … 8700Купить этот станок без посредников:
mashinform.ru
СТЭК г. Самара – СТАНОК ЗУБОШЛИФОВАЛЬНЫЙ 5М841 Ф11
СТЭК г. Самара – СТАНОК ЗУБОШЛИФОВАЛЬНЫЙ 5М841 Ф11ПРОИЗВОДСТВЕННО-КОММЕРЧЕСКАЯ ФИРМА СТЭК |
http://steksamara. e-mail: [email protected] тел. +7 (846) 274-38-81 факс +7 (846) 241-79-03 | |
ПОСТАВКА МЕТАЛЛООБРАБАТЫВАЮЩЕГО И КУЗНЕЧНО-ПРЕССОВОГО ОБОРУДОВАНИЯ | ||
 ru
ru
СТАНОК ЗУБОШЛИФОВАЛЬНЫЙ 5М841 Ф11
|
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ СТАНКА ПОЛУАВТОМАТ ЗУБОШЛИФОВАЛЬНЫЙ 5М841Ф11
Назначение и область применения полуавтомата зубошлифовального 5М841 Ф11
Полуавтомат зубошлифовальный работающий
коническим кругом, для цилиндрических зубчатых колес с УЦИ и преднабором модели
5М841Ф11 предназначен для обработки эвольвентного профиля цилиндрических
прямозубых и косозубых колес наружного зацепления.
Технические характеристики
Наименование параметров | Данные |
Наибольший наружный диаметр детали, мм | 320 (400) |
Наименьший диаметр окружности впадин, мм | 30 |
Модуль, мм наименьший наибольший |
1,5 (1,0) 8 (10) |
Число зубьев наибольшее наименьшее |
250 5 |
Наибольшая ширина прямозубого венца, мм | 165 |
Наибольший угол наклона зубьев, град | 45 |
Наибольшая масса устанавливаемой заготовки, кг | 300 |
Суммарная мощность установленных на полуавтомате двигателей, кВт | 15,74 |
Расстояние между центрами, мм наибольшее наименьшее |
430 280 |
Расстояние от оси шлифовального круга до оси центров изделия, мм наибольшее наименьшее |
420 170 |
Диаметр круглого стола, мм | 280 |
Габаритные размеры (вместе с отдельно расположенными агрегатами и электрооборудованием), мм длина ширина высота |
2850 2315 2085 |
Масса, кг | 8700 |
ООО “СТЭК” 443082, г. | тел. (846) 274-38-81, факс (846) 241-79-03 e-mail: [email protected] |
 Самара, ул. Пензенская, 64
Самара, ул. Пензенская, 64Официальный сайт ЗАО МСЗ-Салют – Московского станкостроительного завода
Заводом “МСЗ-Салют” выпускается гамма зубошлифовальных станков, работающих по методу обката с единичным делением, типоразмеры диаметров шлифуемых колес — 30÷400мм мод. 5М841, 50÷900мм мод. 5843, 400÷1250мм мод. МШ441.
Оригинальная кинематическая схема, включающая в себя вращающийся эвольвентный кулак, позволяет переходить от шлифования одного зуба к другому без каких-либо переключений: все механизмы цепи обката все время вращаются в одну сторону, выбирая все люфты.
Деление через несколько зубьев, некратное числу зубьев шлифуемого колеса, производится в момент отскока зубчатого колеса от шлифовального круга за счет кривой спада эвольвентного кулака.
Деление не подряд, а через несколько зубьев, позволяет распределить влияние температурных деформаций по всему колесу, а не сконцентрировать их на последнем зубе. Все это, а также гидростатические направляющие, по которым перемещается ползун шлифовального круга, позволяют стабильно шлифовать зубчатые колеса по 4-й – 5-й степени точности.
Гамма инструментальных станков для шлифования эвольвентного профиля долбяков, шеверов и эталонных зубчатых колес включает в себя три модели станков: один станок с диаметром шлифования 9÷125мм мод. МШ350 и два станка с диаметром шлифования 40÷320мм, но разными диаметрами кругов:
- с диаметром круга 500мм – модели МШ500
- с диаметром круга 750мм – модели МШ504.
Станки работают по методу обката плоским кругом с единичным делением.
В станках реализована электронная, управляемая от ЧПУ кинематическая связь, которая позволяет, без специальной оснастки, делительных дисков и эвольвентных кулаков, шлифовать любые долбяки и шевера. Оригинальное конструктивное решение бабки изделия и оснащение ее фотоэлектрическим датчиком ROD800 фирмы Хандехайн, обеспечивает большую угловую жесткость и высокую точность вращения, что позволяет шлифовать зубчатые колеса по 1-2 квалитету ДИН, а долбяки класса 2А. В связи с тем, что погрешность профиля зависит не только от точности кинематической связи, но и от технологических параметров – степени затупления правящего алмаза, характеристики шлифовального круга и т.п. – разработано специальное программное обеспечение, позволяющее легко корректировать погрешность профиля.
Оригинальное конструктивное решение бабки изделия и оснащение ее фотоэлектрическим датчиком ROD800 фирмы Хандехайн, обеспечивает большую угловую жесткость и высокую точность вращения, что позволяет шлифовать зубчатые колеса по 1-2 квалитету ДИН, а долбяки класса 2А. В связи с тем, что погрешность профиля зависит не только от точности кинематической связи, но и от технологических параметров – степени затупления правящего алмаза, характеристики шлифовального круга и т.п. – разработано специальное программное обеспечение, позволяющее легко корректировать погрешность профиля.
В перспективе станки данного типа будут оснащаться управляемой от ЧПУ правкой с использованием остроугольного алмазного ролика.
На основе уже опробованных технических решений на заводе готовится производство принципиально нового зубошлифовального станка модели МШ395, работающего как червячным кругом, так и профильным.
Шестикоординатная система ЧПУ позволяет полностью автоматизировать настройку станка и управление процессом шлифования. При шлифовании червячным абразивным кругом по своим техническим характеристикам станок МШ395 является аналогом станка RZ300Е, RZ301C фирмы Рейсхауэр, однако на станке МШ395 в отличие от них может выполняться как чистовое, так и черновое однопрофильное шлифование, что существенно расширяет технологические возможности станка. Кроме того, станок обеспечивает шлифование зубчатых колес профильным кругом во всем диапазоне диаметров и модулей.
При шлифовании червячным абразивным кругом по своим техническим характеристикам станок МШ395 является аналогом станка RZ300Е, RZ301C фирмы Рейсхауэр, однако на станке МШ395 в отличие от них может выполняться как чистовое, так и черновое однопрофильное шлифование, что существенно расширяет технологические возможности станка. Кроме того, станок обеспечивает шлифование зубчатых колес профильным кругом во всем диапазоне диаметров и модулей.
Для перехода от одной схемы шлифования к другой требуется только смена шлифовального круга.
Гамма выпускаемых заводом шлицешлифовальных станков включает четыре габарита – с длиной шлицевого вала 710; 1000; 1400 и 2000 мм, причем изготавливаются как простые станки модели 3В451В, так и шестикоординатные станки модели МШ397.
На простых станках деление осуществляется с помощью делительного диска, а для правки шлифовального круга используются два типа механических механизмов правки:
- для шлифования прямобочных шлиц;
- для шлифования эвольвентных шлиц (правка осуществляется по окружности, приближенной к эвольвенте).

Перемещение стола управляется гидроцилиндром.
На станках типа МШ397, предназначенных в первую очередь для шлифования профиля зубьев шлицевых протяжек, деление управляется от ЧПУ с помощью жесткого безлюфтового механизма. Правка производится единичным алмазом по трем координатам – двум линейным с перпендикулярными осями и одной вращательной, с тем, чтобы алмаз всегда был направлен по нормали к профилю круга.
Наличие такого прибора позволяет шлифовать эвольвентный, остроугольный, прямобочный или любой другой требуемый заказчику профиль шлица или зуба.
Управляемые от ЧПУ перемещения по вертикальной и продольной подаче, позволяют шлифовать протяжки или валы со ступенчатым профилем.
Комбинируя эти две модели, завод может выпускать шлицешлифовальные станки с любой степенью автоматизации.
Более десяти лет назад заводом освоен выпуск кругло- и кругло-торцешлифованых полуавтоматов моделей МШ475 и МШ476 с диаметром шлифования до 140-200мм и длиной детали до 600мм. Полуавтоматы имеют высокую производительность и предназначены для массового и крупносерийного производства, могут работать как методом врезного шлифования, так и маятникового, оснащены ЧПУ фирмы “Сименс” с управлением по двум координатам – перемещение стола и перемещение шлифовальной бабки. За счет этого обеспечивается контурная правка круга алмазом, закрепленным на задней или передней бабке.
Полуавтоматы имеют высокую производительность и предназначены для массового и крупносерийного производства, могут работать как методом врезного шлифования, так и маятникового, оснащены ЧПУ фирмы “Сименс” с управлением по двум координатам – перемещение стола и перемещение шлифовальной бабки. За счет этого обеспечивается контурная правка круга алмазом, закрепленным на задней или передней бабке.
Станки имеют целый ряд исполнений передней бабки:
- с подвижным передним центром;
- с невращающимся передним центром;
- с вращающимся шпинделем;
- с магнитным патроном для шлифования на башмаках;
- с встроенным гидроцилиндром для зажима изделия и т.п.,
и могут оснащаться устройством динамической балансировки шлифовального круга, прибором активного контроля и позиционером.
Шлифовальная бабка перемещается по линейным направляющим с танкетками типа “ТЧК”. К каждой танкетке, гайке ШВП и опорам винта подведена постоянная импульсная смазка, что обеспечивает высокую долговечность.
К каждой танкетке, гайке ШВП и опорам винта подведена постоянная импульсная смазка, что обеспечивает высокую долговечность.
Полуавтоматы и автоматы МШ204 предназначены для шлифования отверстия и торцев деталей в массовом и крупносерийном производстве. Размеры шлифуемых деталей: диаметр до 200мм, высота до 100мм (по заказу и больше). Станки оснащены ЧПУ фирмы “Сименс” управляющей торцешлифовальным шпинделем с приводом от регулируемого асинхронного электродвигателя, внутришлифовальным электрошпинделем, перемещением бабки изделия и загрузочным устройством. Станки могут комплектоваться электрошпинделем с разным диапазоном чисел оборотов в зависимости от диаметра шлифовального круга.
Все подвижные узлы перемещаются по линейным направляющим качения с танкетками и имеют ограждение, полностью закрывающее зону обработки с патрубком на крыше для цеховой системы отсоса.
Ограждение устроено таким образом, что все направляющие находятся вне его и таким образом защищены от попадания шлама.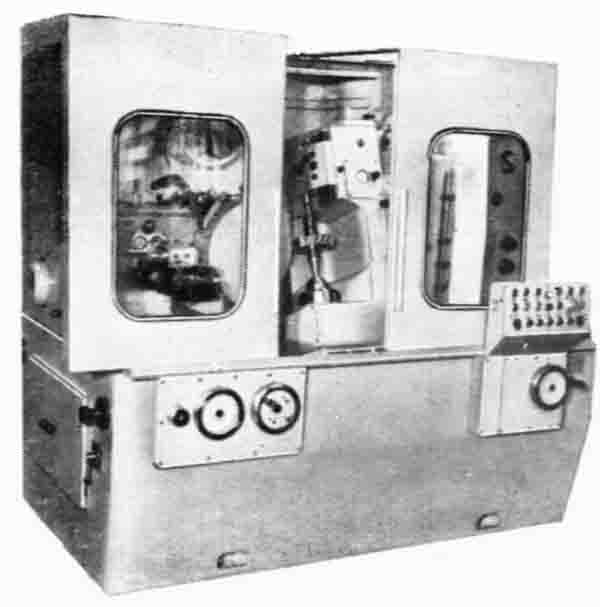
Оригинальная конструкция станка исключает дублирование направляющих и сводит к минимуму холостые пробеги. Управление от ЧПУ позволяет осуществлять правку, как внутришлифовального, так и торцешлифовального кругов с любыми режимами и траекториями.
Бабка изделия оснащена гидроцилиндром для зажима изделия в мембранном патроне.
Станки оснащаются приборами активного контроля, установленными на поворотном кронштейне на бабке изделия, при выходе в зону загрузки измерительные щупы автоматически выводятся из детали.
Все направляющие и ШВП имеют постоянную импульсную смазку. На станке возможно шлифование всех поверхностей, в том числе наружных, выступающих из патрона.
Заводом также выпускаются рейкошлифовальные станки модели МШ428, на которых можно шлифовать рейки длиной до 1000мм, в том числе с переменным шагом и двусторонние торцешлифовальные станки модели МШ273, предназначенные для массового шлифования одновременно двух торцев деталей типа колец.
Наш завод готов выполнить любые заказы на вышеперечисленные станки.
| 5В830 | 5В830, станок зубошлифовальный, б/у. Диаметр обработки до 125 мм, модуль до 1,5. Есть комплект сменных шестерен. Контактное лицо – Владислав Федоров. +7-905-132-37-08. [email protected] |
Стоимость договорная |
| ZSTZ-630 | ZSTZ-630, зубошлифовальный станок, б/у, 1983 г.в. Производство фирма Niles. Диаметр 650 мм, модуль 10. Контактное лицо – Владислав Федоров. +7-905-132-37-08. [email protected] |
Продажа приостановлена |
| ZSTZ-08 | ZSTZ-08, зубошлифовальный станок, б/у, 1986 г.в. Производство фирма Niles. Диаметр 800 мм, модуль до 14. Контактное лицо – Владислав Федоров. +7-905-132-37-08. [email protected] |
Продажа приостановлена |
| 5М841 | 5М841, зубошлифовальный станок, б/у. |
Стоимость договорная |
| REISHAUER ZB | REISHAUER ZB, зубошлифовальный станок, б/у. Станок укомплектован оснасткой. В комплекте два заточных станка для инструмента. Контактное лицо – Владислав Федоров. +7-905-132-37-08. [email protected] |
Стоимость договорная |
| ZSTZ-500С NILES | ZSTZ-500С NILES, полуавтомат зубошлифовальный для прямозубых колес, б/у. Аналог станков 5А842, 5843. Наибольший диаметр детали до 500 мм, модуль до 10. Рабочее состояние. Контактное лицо – Владислав Федоров. +7-905-132-37-08. [email protected] |
Стоимость договорная |
| HSP-80 MAAG | HSP-80 MAAG, полуавтомат зубошлифовальный для цилиндрических прямозубых колес, б/у. Аналог станков 5А853, 5853. Диаметр обработки до 800 мм, модуль до 16. Рабочее состояние. |
Стоимость договорная |
| 5А872 | 5А872, зубошлифовальный полуавтомат для конических колес с круговым зубом, б/у. Диаметр обработки до 800 мм, модуль до 16. Рабочее состояние. Контактное лицо – Владислав Федоров. +7-905-132-37-08. [email protected] |
Стоимость договорная |
| 5А893С | 5А893С, зубошлифовальный станок, б/у, 1991 г.в. Диаметр 320 мм, модуль 12. Контактное лицо – Владислав Федоров. +7-905-132-37-08. [email protected] |
Стоимость договорная |
| СТ872 | СТ872, зубошлифовальный станок, б/у. Контактное лицо — Николай Игнатьев. +7-910-974-70-90. [email protected] |
Продажа приостановлена |
| 5843Е | 5843Е, зубошлифовальный п/автомат, б/у. Контактное лицо — Николай Игнатьев. +7-910-974-70-90. ignatev@yarvremya. |
Продажа приостановлена |
| 5843 | 5843, зубошлифовальный полуавтомат, б/у. Максимальный диаметр обрабатываемой шестерни 800 мм, максимальный модуль 12. Контактное лицо – Владислав Федоров. +7-905-132-37-08. [email protected] |
Стоимость договорная |
| 5М841 | 5М841, зубошлифовальный полуавтомат, б/у, 1987 г.в. Рабочее состояние. Контактное лицо – Владислав Федоров. +7-905-132-37-08. [email protected] |
Стоимость договорная |
| 5Д833 | 5Д833, зубошлифовальный полуавтомат, б/у, 1992 г.в. Рабочее состояние. Контактное лицо – Владислав Федоров. +7-905-132-37-08. [email protected] |
Стоимость договорная |
| 5А868 | 5А868, зубошлифовальный полуавтомат, б/у. Контактное лицо – Владислав Федоров. +7-905-132-37-08. [email protected] |
Стоимость договорная |
| 5А841 | 5А841, зубошлифовальный полуавтомат, б/у, 1977 г. |
Стоимость договорная |
 Диаметр обработки до 320, модуль до 10. Контактное лицо – Владислав Федоров. +7-905-132-37-08.
Диаметр обработки до 320, модуль до 10. Контактное лицо – Владислав Федоров. +7-905-132-37-08.  Контактное лицо – Владислав Федоров. +7-905-132-37-08.
Контактное лицо – Владислав Федоров. +7-905-132-37-08.  ru
ru в. Рабочее состояние. Контактное лицо – Владислав Федоров. +7-905-132-37-08.
в. Рабочее состояние. Контактное лицо – Владислав Федоров. +7-905-132-37-08. Полуавтомат зубошлифовальный, работающий коническим кругом 5М841
Если Вам необходимо купить Полуавтомат зубошлифовальный, работающий коническим кругом 5М841 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Полуавтомат зубошлифовальный, работающий коническим кругом 5М841 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Кинематика выполняет индексацию через рассчитанное оптимальное число зубьев, что увеличивает точность соседних шагов и уменьшает накопленную ошибку шага по всей шестерне.
Кинематика выполняет индексацию через рассчитанное оптимальное число зубьев, что увеличивает точность соседних шагов и уменьшает накопленную ошибку шага по всей шестерне. 5-10
5-10
| Полуавтомат предназначен для шлифования эвольвентной структуры зубьев термически обработанных цилиндрических прямозубых и косоугольных колес внешнего зацепления с корректировкой по длине и высоте зуба
Производитель : Россия, станкостроительный завод “Московский Салют” |
ТОП-6 крупнейших покупателей зубошлифовальных станков в Китае
Shandong Million Stone International
Станки для удаления заусенцев, заточки, шлифования, хонингования, притирки, полировки или другой отделки металла или металлокерамики с помощью шлифовальных камней, абразивов или полировальных средств, кроме зуборезных, , зубошлифовальный или зубошлифовальный станок
Jiangsu Etern Co
Станки для снятия заусенцев, заточки, шлифования, хонингования, притирки, полировки или другой отделки металла или металлокерамики с помощью шлифовальных камней, абразивов или полировальных материалов, кроме зуборезных. зубошлифовальный или зубошлифовальный станок
Хэнань Чжунчжоу Inst Of Geo.& Mine
- Станки для удаления заусенцев, заточки, шлифования, хонингования, притирки, полировки или другой отделки металла или металлокерамики с помощью шлифовальных камней, абразивов или полировальных средств, кроме зуборезных, зубошлифовальных или зубошлифовальных станков (7)
- Станки для строгания, профилирования, прорезания пазов, протяжки, зубофрезерования, шлифования зубьев или чистовой обработки зубчатых колес, пиления, отрезания и другие станки, работающие путем удаления металла или металлокерамики, в другом месте не поименованные или не включенные: формовочные или щелевые
Yantai Marble Processing Plc
Станки для удаления заусенцев, заточки, шлифования, хонингования, притирки, полировки или иной отделки металла или металлокерамики с помощью шлифовальных камней, абразивов или полировальных средств, кроме зуборезных, , зубошлифовальный или зубошлифовальный станок
Nantong Construction Group Co.ООО
Станки для строгания, обработки, обработки пазов, протяжки, зубофрезерования, шлифования зубчатых колес или чистовой обработки зубчатых колес, пиления, отрезания и прочие станки, работающие с удалением металла или металлокерамики, в другом месте не поименованные или в комплекте :: распиловка или резка
Ningxia Strong Machinery Manufactur
Станки для строгания, формовки, прорезания пазов, протяжки, нарезания зубчатых колес, шлифования зубчатых колес или чистовой обработки зубчатых колес, пиления, отрезания и другие станки, работающие с удалением металла или металлокерамики ,, в другом месте не поименованные или не включенные :: прочие
Использование токарного, листогибочного и шлифовального станков
23 апреля 2012 г. Использование токарного станка, листогибочного пресса и шлифовальных станков при обработке металлов давлением.Листогибочный пресс для гибки металла теперь бывает разных форм и спецификаций. Листогибочные прессы механические и гидравлические – это две широко используемые формы листогибочных прессов для гибки металла. Механические, как правило, предпочтительны для задач небольшого объема, тогда как гидравлические подходят для больших объемов металлических пластов.
Получить ценуПолекс Станок
Быстрый шлифовальный станок 800×500 / Плоскошлифовальный станок с горизонтальным шпинделем. Poleks Machine с гордостью делится своими знаниями и опытом с уважаемыми клиентами с 1970 года.Обзор продуктов Безлимитный сервис с 45 машинами в 7 группах. НОВЫЙ ПРОДУКТ. Шлифовальный станок для двухколесных тормозных суппортов. Обзор продукта Безусловное удовлетворение потребностей клиентов
Получить ценуSMS Machine Tools Ltd.
Получить ценуПроизводство Металлообработка
Операторы листогибочного пресса часто имеют собственное «практическое правило» при выборе V-образного проема для определенной работы.Хотя эти правила могли развиваться с течением времени на основе их личного опыта, они не принимают во внимание, как на самом деле ведут себя коммерческие листовые металлы, и иногда могут приводить к получению несовершенных конечных деталей.
Получить ценуHARDINGE WORKHOLDING shophardinge
Используете ли вы свой шлифовальный станок на полную мощность? Центры, оправки, приспособления и магнитные патроны – лишь верхушка айсберга. Многие мастерские все еще выполняют вторую операцию, когда они могут закончить завершенную обработку деталей с использованием альтернативного метода закрепления заготовки.Станки для шлифования конусов Морзе, BS и Ярно могут быть адаптированы для использования цанг, ступенчатых патронов,
Получить ценуНастольный шлифовальный станок, ленточный шлифовальный станок, полировальный станок, производитель
Найдите самые свежие руководства пользователя и каталоги , брошюры с техническими данными для продуктов Rajlaxmi, таких как настольный шлифовальный станок, настольный полировщик, полировальный станок, полировальный станок, шлифовальные машины, шлифовальный станок для пьедестала, насос охлаждающей жидкости, ленточный шлифовальный станок, ленточно-шлифовальный станок, промышленная нагревательная печь, электродвигатель с электромагнитным тормозом, дисбалансный вибродвигатель, однофазный и трехфазный асинхронный электродвигатель и т. д.
Получить ценуПосмотреть список участников EuroBrake 2019
Мы постоянно совершенствуем конструкцию наших машин, чтобы изучать и предлагать рынку трения современные решения для шлифования и прессования колодок дисковых тормозов, накладок грузовиков и производство тормозных колодок. COMEC находится примерно в 60 км к юго-востоку от Милана, на севере Италии, в 45-90 минутах езды от аэропортов Милана.
Получить ценуDD-7 Двухдисковый шлифовальный станок Бесцентрово-шлифовальные станки
Преимущество Glebar.Небольшая занимаемая площадь станка DD-7 способна превзойти более крупные двухдисковые шлифовальные машины, когда измельчаемый компонент имеет небольшой диаметр. Благодаря сочетанию последних достижений в области многоосевого управления салазками станок может быть специально сконфигурирован для вашего применения. Программное обеспечение интерфейса может быть разработано в соответствии с вашим производством.
Получить ценуТребования к оценке для AHCARB206 Operate
, гарантируя, что процесс шлифования будет точным, гладким и эргономичным, шлифование пня до рекомендованной глубины резания на каждом проходе резания, гарантируя размер реза на каждом проходе не является чрезмерно глубоким, вызывающим чрезмерную работу машины или остановку шлифовального пня до заданного разброса и глубины.
Узнать ценуНа главную Официальный веб-сайт Brembo
Brembo – признанный мировой лидер и новатор в области технологии автомобильных дисковых тормозов.Компания поставляет высокопроизводительные тормозные системы ведущим производителям автомобилей, мотоциклов и коммерческих автомобилей по всему миру.
Получить ценуМетод шлифования тормозного ротора giebels-Advantan
МЕТОД ШЛИФОВАНИЯ ТОРМОЗНОГО РОТОРА Киннер, Джеймс У. 22 марта 2000 г. В соответствии с изобретением тормозные диски и маховики получают шлифованием, а не торцеванием, такое шлифование раскрывается. в моих предыдущих патентах США №№ 4766702 и 4825596.
Уточнить ценуРуководства, схемы, другая техническая документация на машины.
Руководства по машинам. В библиотеке хранится более 650 000 документов, и научные сотрудники ждут, чтобы вам помочь. Также вы можете выполнить поиск в руководствах по оборудованию, чтобы найти руководства для ваших машин, руководства по установке, руководства по запасным частям, руководства по обслуживанию, электрические схемы, гидравлические схемы. Сообщите помощнику BIN95, который отправил вам скидку.
Получить ценуШлифовальный круг для двигателя с дисковым тормозом standencatering
Сохраните шлифовальный станок с дисковым тормозом, чтобы получать уведомления по электронной почте и обновления на вашем eBay Набор мерных пластин Ammco для шлифовального станка для обуви Шлифовальный станок Archer Тормозной барабан Подробнее $ 350.00. Бесплатный местный самовывоз. Купить сейчас. 14 Наблюдение. Смотреть. Atlas Тормоз токарный станок автомат дисковых тормозов станок Модель № 676031 торговое оборудование Смотрите еще вот так. Ван Норман RELS Маховик.
Получить ценуШлифовальный станок Alibaba, фрезерный станок
Shenzhen Richon Industry Co., Ltd., специалисты по производству и экспорту шлифовальных станков, фрезерных станков и еще 929 продуктов. Проверенный поставщик CN Gold на Alibaba.
Получить ценупроизводитель шлифовальных станков для тормозных колодок maviprodry
поставщики шлифовальных станков для тормозных колодок в Китае.шлифовальный станок для тормозных накладок, а вы – производители, поставщики, оптовые торговцы и экспортеры торцевых шлифовальных машин, шлифовальных станков для тормозных колодок из Индии экспортеров торцевых шлифовальных станков Шлифовальный станок / шлифовальный станок / фаска Corsteel Станок для шлифования / снятия фаски / шлифования предназначен для замены трех однооперационных станков
Получить ценуБывшие в употреблении шлифовальные станки Шлифовальные машины по металлу на продажу
Внутренние шлифовальные станки; Инструментальные и зубошлифовальные станки. Станки для шлифования инструментов, также известные как фрезы и шлифовальные станки, представляют собой универсальное оборудование, которое используется для заточки долот, фрез и других режущих инструментов.Их можно использовать для различных процессов шлифования, в том числе довольно сложных форм. Современные шлифовальные станки – это шлифовальные станки с ЧПУ, как правило, с пятью осями.
Получить ценуРуководство оператора Ленточно-шлифовальные станки Модели
Ленточно-шлифовальный станок STEELBEAST упакован в защитную упаковку и доставляется на поддоне следующих размеров: 120 x 80 x 120 см. 1.2 Транспортировка Станок можно легко транспортировать на поддоне по которому он доставлен. 1.3 Размещение Монтаж ленточно-шлифовального станка должен производиться на
Получить ценуШлифовальный станок PSG 612 Tormach Inc.
Tormach PSG 612 разработан как экономичное решение для автоматизации повторяющихся задач плоского шлифования в небольшом цехе. Он оснащен автоматической продольной и поперечной подачей с 4 выбираемыми схемами шлифования, что делает его идеальным выбором для достижения стабильных результатов.
Get PriceТипы шлифовальных станков и их применение
19 октября 2012 г. который используется для шлифования заготовок. В качестве режущего инструмента в основном используется абразивный круг.Шероховатая поверхность абразивного круга при необходимости срезает небольшие части заготовки. Он также известен как измельчитель.
Получить ценутормозные системы шлифовальные мельницы josjoosartwinedesign
шлифовальные станки для тормозных дисков на продажу шлифовальные станки для тормозных дисков шлифовальные станки Китай Линия продуктов Gulin, состоящая из более чем 30 станков, устанавливает стандарт для нашей отрасли. Мы планируем помочь вам удовлетворить ваши потребности с помощью нашего оборудования, нашей системы распространения и поддержки продуктов, а также постоянного внедрения и обновления продуктов.
Получить ценуРАСХОДНАЯ ЗАМЕНА SCANSNAP X500 C И
документы неправильно выбраны, перекошены или поданы дважды. Чтобы заменить блок колодки, выполните следующие действия. Отсоедините кабель питания от ScanSnap. Потяните за язычок освобождения АПД, чтобы открыть АПД сканера. ЗАМЕНА ТОРМОЗНОГО РОЛИКА Откройте крышку, удерживая
Получить ценуДисковые и двухдисковые шлифовальные станки Crystec
Дисковые и двухдисковые шлифовальные станки.Важными характеристиками этих машин являются точность, эффективность, жесткость, стабильность, жесткость и автоматизация. В однодисковых шлифовальных станках для крепления деталей используется поворотный стол, в то время как обычно шлифовальные круги с вертикальным шпинделем шлифуют детали.
Получить ценуСтанки для снятия заусенцев с тормозных дисков для Мексики
С помощью станка для снятия заусенцев и шлифования тормозные диски и заготовки тормозного барабана можно шлифовать по внешнему диаметру или, по желанию, по отверстию.Для основного клиента в Мексике время цикла составляет всего две секунды. Таким образом, машина S1-C демонстрирует особенно высокую временную и экономическую эффективность. Reichmann предлагает высококачественные решения для клиентов с одобренной технологией. Автомобильная промышленность
Получить ценуСтанки на продажу во Флориде, новые подержанные
Найдите новые подержанные станки на продажу во Флориде. Купить или продать машинное оборудование быстро и легко. MachineSales
Получить ценуKalson Hydromatic Machine Tools, Газиабад, тормозная накладка
09 апреля 2013 г. Производство гидравлических прессов Шлифовальный станок для шлифовальной муфты, шлифовальный диск, шлифовальный станок, смеситель, гидравлический пресс, тормозная мощность от 25 до 1000 тонн .Плашки Шаблоны и приспособления Шлифовальный станок Станок для фрикционной футеровки Сверлильный станок Станок для железнодорожных блоков Тормозная накладка Шлифовальный станок Облицовка муфты Шлифовальный диск с колодками СмесительОборудование Гидравлический листогибочный пресс Тормозные штампы Шаблоны и приспособления
Узнать цену , ПРОДАЖА, ТОРГОВЛЯ, листогибочные прессы, ножницы, токарные станки, фрезы, пробивные прессы, пилы, шлифовальные станки, листовые валки, ЧПУ, волоконно-лазерные станки – Sterling Machinery Exchange Получить ценуЛенточно-шлифовальные станки BURR KING для быстрого шлифования металла
Эти Ленточные шлифовальные и шлифовальные станки работают на сверхбыстрых оборотах, что обеспечивает невероятно быструю и плавную шлифовку металла.Эти высокоскоростные шлифовальные станки по металлу могут выглядеть как ленточные шлифовальные машины, но они работают во много раз быстрее. Некоторые модели могут быть оснащены дополнительными насадками для
Получить ценуТорцевой шлифовальный станок, шлифовальный станок для тормозных колодок
Станок для шлифования квадратных труб. Машина оснащена 2 колесами с откидными створками размером 12 x 2 дюйма. Вертикально установленные шлифовальные головки 2 № 2 HP. Шпиндель с клиновым приводом. Максимальная ширина работы 100 мм Максимальная высота работы 50 мм Электрооборудование Машина с должным образом подключенными кабелями, оборудована прямыми линиями электропередачи Все размеры Д x Ш x В 700 мм x 650 мм x 850 мм Прибл.Вес около 300 кг.
Получить ценуЗубошлифовальный станок Поставщики продуктов
Формула проверена экспериментально на станке с ЧПУ для шлифования спиральных конических зубчатых колес и измерительном центре MM sigma 7. Регулировка станков для заточки зубчатых колес с большим количеством зубьев Согласно техническим характеристикам зубошлифовального станка модели 5М841 максимальное количество зубьев зубчатой передачи, которое можно шлифовать, составляет z = 200, а таблица выбора зубчатых колес делительной головки: ограничено
Получить ценуОписание электрон.mit.edu
В студенческих мастерских чаще всего встречается фрезерный станок с вертикальным шпинделем и поворотной головкой. Хотя существует несколько других типов фрезерных станков, в этом документе основное внимание будет уделено только вертикальным фрезерным станкам. Фрезерный станок удаляет металл, вращая фрезу с несколькими зубьями, которая подается в движущуюся заготовку.
Получить цену- Головка шлифовального круга с новой структурой улучшает статическую жесткость на 50% и динамическую жесткость на 35%
- Линейная шкала (Mitsubishi mfg.) в стандартной комплектации, обеспечивая стабильность точности с течением времени
- Модуль: 3.0
- Наружный диаметр: 105 мм 4,1 дюйма
- N.T.:31
- T.W: 40 мм 1,6 дюйма
- H.A: 20 градусов
- Шлифовальный инструмент на OBD: 0,5 мм 0,02 дюйма
- Круг шлифовальный с 3 резьбой
- 2 прохода (набор высоты / обычный)
- Высокоскоростной шпиндель шлифовального круга с прямым приводом и рабочий стол с прямым приводом
- Возможно одновременное посменное шлифование на одной боковой поверхности зуба
- Обеспечение времени отсутствия шлифования в 6 секунд с помощью высокоскоростного автоматического зацепления и кольцевого загрузчика
- Увеличенный интервал правки за счет использования 160 мм 6.Шлифовальные круги шириной 3 дюйма
- Замена шлифовального круга легко выполняется с отличным доступом
- На рабочем экране возможен ввод поправок для профиля зуба, шага зуба и смещения.
- При использовании одноточечных правок возможна контурная правка с полной эвольвентной модификацией (опция).
- Доступен контроль смещения косозубых шестерен (опция).
- Циклоидный зубчатый профиль можно шлифовать.
- На экране отображаются изменения до и после ввода
- Автоматический комод поддерживает различные инструменты для декорирования.
- Полировальная шлифовка производится композитным кругом с шлифовально-полировальной частью
- Станина машины, колонна, конструкция оборудования для охлаждающей жидкости были переработаны, что позволило уменьшить занимаемую площадь по сравнению с предыдущей моделью
- Мы можем предложить лучшее применение, включая выбор круга, условия шлифования для широкого диапазона шлифования цилиндрических зубчатых колес.
- Мы можем предложить лучшую интеграцию системы автоматизации по желанию заказчика.
- Доступны как шлифование поколения, так и профильное шлифование.
(Шлифовальный круг имеет любую желаемую форму, установленную на станке, для решения сложных модификаций профиля зуба) - Шлифует детали с внешним диаметром 400 мм (600 мм макс.)
- Осевой ход 400 мм облегчает шлифование заготовок вала
- Поддерживаются модули от 0,5 до 8.
- Благодаря функции изменения формы зуба и функции изменения смещения станок шлифует различные типы зубчатого профиля.
- Простая функция компенсации, облегчающая точную обработку, начиная с первой заготовки
- Зацепление зубьев между шлифовальным кругом и шлифовальной машиной, а также между шлифовальным кругом и заготовкой во время настройки автоматизировано.
- Доступен недавно разработанный высокоскоростной и высокоточный прибор для измерения деталей, который установлен внутри станка.
- За счет автоматического расчета величины компенсации по результатам измерений устройство облегчает прецизионную обработку деталей большого диаметра, требующих длительного времени на переналадку.
тормозной шлифовальный станок документы
зубошлифовальный станок
CN104096921B Цифровое управление вертикальным изогнутым концом зуба
Изобретение раскрывает цифровое управление вертикальным зубошлифовальным станком с изогнутым концом зубчатого диска, включая станину токарного станка, поворотный стол, стенку, суппорт, первую шлифовку шпиндельный блок, второй шлифовальный шпиндельный блок и наждачный круг ; Устанавливая стенку на описанном станине токарного станка, описываемый суппорт закреплен на стене, и этот суппорт может перемещаться влево и вправо вдоль оси X на стене ; Проведение первого шлифования
Получить ценуШлифование Станки REISHAUER UniMachines
Шлифовальные станки REISHAUER Торговая площадка подержанных станков UniMachines Шлифовальные станки REISHAUER.0,03937 дюйма Максимальный диаметр шестерни 4,7 дюйма Максимальная длина зуба для шестерни с прямыми зубьями 2 дюйма. 8434 грн. Германия Баден-Вюртемберг
Получить ценуLivter Table Шлифовальный станок Зубошлифовальный станок с ЧПУ
Livter Table Шлифовальный станок Зубошлифовальный станок с ЧПУ Другие шлифовальные станки, Найти полную информацию о Livter Table Шлифовальный станок Зубошлифовальный станок с ЧПУ Другие шлифовальные станки, Другие шлифовальные станки , Зубошлифовальный станок с ЧПУ, Настольный шлифовальный станок от поставщика плоскошлифовальных станков или производителя – Xiamen Strongtech Co., ООО
Узнать ценуШлифовальные станки REISHAUER UniMachines
Шлифовальные станки REISHAUER Торговая площадка подержанных станков UniMachines Шлифовальные станки REISHAUER. 0,03937 дюйма Максимальный диаметр шестерни 4,7 дюйма Максимальная длина зуба для шестерни с прямыми зубьями 2 дюйма. 8434 грн. Германия Баден-Вюртемберг
Получить ценуШлифование больших модульных зубчатых колес Журнал решений для зубчатых колес Ваш
Этот широкий спектр зубчатых колес обеспечивает более высокую производительность, более низкие затраты и превосходную надежность, поэтому теперь шлифование зубчатых колес является предпочтительным методом чистовой обработки зубьев даже для средних размеров. качественные малотиражные приложения.Рис. 1 Профильно-шлифовальный станок серии ZP
Получить цену- []
Зубошлифовальный станок Norton Abrasives
Шлифовка в твердом состоянии исключает необходимость в режущем станке и всех дополнительных инструментах и оборудовании, необходимых для запуска и поддержания операции черновой резки. шероховатая шестерня будет более высокого качества, чем зубчатая передача, зубчатая передача или зубчатая передача, особенно большие прямозубые цилиндрические шестерни и зубчатые передачи
Получить ценуШлифовальные станки REISHAUER UniMachines
Шлифовальные станки REISHAUER Рынок подержанных станков UniMachines Шлифовальные машины REISHAUER.0,03937 дюйма Максимальный диаметр шестерни 4,7 дюйма Максимальная длина зуба для шестерни с прямыми зубьями 2 дюйма. 8434 грн. Германия Баден-Вюртемберг
Получить ценуПоставщик подержанных зубчатых машин Ведущий дилер, дистрибьютор
О Vertex Gear Machines Vertex Gear Machines – ведущий дилер, дистрибьютор и импортер подержанных зубчатых машин, шлифовальных станков и станков с ЧПУ. Мы стремимся к сохранению качества во всех наших начинаниях.
Получить ценуБ / у Зуборезки Зуборезные инструменты и машины на продажу
К ним относятся зубофрезерные станки, зубофрезерные станки, зубошлифовальные станки и другие, в основном станки с ЧПУ.При обработке зубчатых колес широко распространено использование шлифовальных и фрезерных станков, в частности зубофрезерных. После этого специальная шлифовальная машина для обработки боковых поверхностей зуба может создать окончательные контуры.
Получить ценуШлифовальные станки REISHAUER UniMachines
Шлифовальные станки REISHAUER Торговая площадка для бывших в употреблении станков UniMachines Шлифовальные станки REISHAUER. 0,03937 дюйма Максимальный диаметр шестерни 4,7 дюйма Максимальная длина зуба для шестерни с прямыми зубьями 2 дюйма. 8434 грн.Германия Баден-Вюртемберг
Получить ценуЗубошлифовальный станок Reishauer Rz 300E Зубошлифовальный станок
Зубошлифовальный станок. Наш ассортимент продукции включает зубошлифовальный станок reishauer rz 300e, зубошлифовальный станок reishauer nza, зубошлифовальный станок reishauer nza, зубошлифовальный станок hss 10 maag, зубошлифовальный станок wmw niles и вращающийся шлифовальный станок stefor.
Получить ценуБ / у Зуборезки Зуборезные инструменты и машины на продажу
К ним относятся зубофрезерные станки, зубофрезерные станки, зубошлифовальные станки и другие, в основном станки с ЧПУ.При обработке зубчатых колес широко распространено использование шлифовальных и фрезерных станков, в частности зубофрезерных. После этого специальная шлифовальная машина для обработки боковых поверхностей зуба может создать окончательные контуры.
Получить ценуИзготовление зубчатых колес на заказ для Цинциннати, Огайо
Chickasaw Machine & Tool Inc. базируется в Чикасо, штат Огайо, и предлагает широкий спектр услуг, включая зуборезку, внутреннее и внешнее шлифование, фрезерование и токарную обработку с ЧПУ, а также малотоннажную обработку. постановки. Позвоните нам сегодня, чтобы обсудить ваши конкретные потребности с одним из наших опытных и вежливых сотрудников.
Получить ценуNAGASE INTEGREX Co., Ltd. Информация о продукте Super
Nagase Integrex разрабатывает и производит сверхточные машины и технологические решения. Nagase стремится к «абсолютному нулю погрешности» и предлагает решения сверхточной обработки, которых никогда не достигала ни одна другая компания. В частности, мы специализируемся на шлифовании зеркал, изготовлении плоских поверхностей, формовании, шлифовании зубчатых колес, разработке крупногабаритных шлифовальных машин.
Получить ценуCubiton II на шлифовальном станке YouTube
Наслаждайтесь любимыми видео и музыкой, загружайте оригинальный контент и делитесь всем этим с друзьями, семьей и всем миром на YouTube.
Получить ценуЧто такое бритвенный станок? Samputensili Machine Tools
27 сентября 2017 г. · Производительность зубошлифовального станка намного выше, чем у зубошлифовального станка. Операция стружки шестерни состоит из одновременного вращения заготовки и фрезы как пары шестерен со скрещенными осями. Скрещенные оси создают возвратно-поступательное скольжение между боковой стороной, зубом шестерни и зубьями фрезы.
Получить ценуРегулировка станков для заточки зубчатых колес с большим
В соответствии со спецификациями зубошлифовального станка модели 5М841 максимальное количество шлифованных зубьев шестерни z = 200 и таблица выбора индексации замена головы
Получить ценуПолучить решения и коммерческое предложение
Авторские права © 2021 GCM Industry & Technology Group Co., ООО карта сайта
Зубошлифовальный станок ZE16C / 26C | Mitsubishi Heavy Industries Machine Tool Co., Ltd.
Реализация стабильно высокой точности и высокой эффективности шлифования ZE16C / 26C
Характеристика
Реализация высокоточной обработки (без волнистости боковой поверхности зуба)
Головка шлифовального круга с высокой жесткостьюОбразец наземной шестерни
Gear Spec.
Условия шлифования
Скорость шлифовального круга 4700 мин -1
По профилю зуба получен класс JIS N 1
По шагу зуба получен класс JIS N 0
Время цикла 49.5 секунд:
Время шлифования 43,5 секунды
Время без шлифования 6,0 секунды без учета времени правки
Реализация высокоэффективного измельчения (без потерь времени обработки)
Недавно разработанное автоматическое зацепление| Шлифовальный круг | ZE16C ZE26C | 6000 мин -1 → 8000 мин -1 |
|---|---|---|
| Стол | ZE16C | 1,500 мин -1 → 3,000 мин -1 |
| ZE26C | 600 мин -1 → 2 000 мин -1 |
Повышенная ремонтопригодность (нулевое время простоя)
Открытое состояние защитного кожуха шлифовального круга при замене шлифовального кругаПростой интерфейс пользователя
Расширенные функции перевязки
Широкий шлифовальный круг для полировального шлифования
Доступны две компоновки машины: стандартная экономичная и специальная узкофасадная
Площадь основания (ZE16C)
・ ・ Тип для экономии места 18 м 2 194 фута 2
(на 20% меньше, чем раньше)
・ Узкий фасад 19 м 2 205 футов 2
(на 16% меньше, чем раньше)
Служба поддержки клиентов по запчастям
Служба поддержки клиентов в области автоматизации
Спецификация машины
Технические характеристики машины
| Товар | ZE16C | ZE26C | ||
|---|---|---|---|---|
| Часть | Макс.О. | мм | φ20-φ160φ0,8-6,3 | φ20-φ260φ0,8-10,2 |
| Модуль Диаметр | 1-425.4-6.35 (opt. 0,5-1,050,8-25,4) | 1-625.4-4.23 (опт. 0,5-50,8-) | ||
| Длина заготовки | мм | -200-7,9 | -350-13.8 | |
| Количество зубьев | 5–1 000 | |||
| Макс. скорость вращения | мин. -1 | 3 000 | 2 000 | |
| Колесо | Макс. колеса OD | мм | φ275φ10,8 (опт. φ300φ11.8) | |
| Мин.колеса OD | мм | φ208φ8.2 | ||
| Ширина | мм | 1606.3 (опт. 1254.9) | ||
| Внутренний диаметр колеса | φ160φ6.3 | |||
| Кол-во резьбы | 1-7 | |||
| Макс. скорость вращения | мин. -1 | 8000 | ||
| Комод | Комод тип * | Композитный (Mitsubishi mfg.) | Composite (Mitsubishi mfg.) Или Fassler типа | |
| Привод | Гидравлический подъем / опускание | Погрузчик кольцевой | ||
| Н.Д. | мм | φ110-160φ4.3-6.3 | ||
| Макс. скорость вращения | мин. -1 | 6 000 | ||
| Вращение головки шлифовального круга (ось A) | град. | ± 45 | ||
| Ход осевой подачи (ось Z) | мм | 29511,6 | ||
| Смещение оси шлифовального круга (ось Y) | мм | 2359,3 | ||
| Количество осей управления | 9 | 11 | ||
| Система ЧПУ | FANUC | |||
| Мощность главного двигателя | кВт / ч | 3040 | ||
| Общая потребляемая мощность | кВА | 100 | 110 | |
| Вес станка | тонно-фунт | 13.630 000 | 15,534 200 | |
ZE16C доступен с Mitsubishi mfg. композитный комод только
ZE26C доступен с Mitsubishi mfg. композитный комод или тип Фасслера
Универсальный зубошлифовальный станок ZE40A | Mitsubishi Heavy Industries Machine Tool Co., Ltd.
Универсальный зубошлифовальный станок, удовлетворяющий постоянно растущий спрос клиентов на более высокую точность обработки
Универсальный зубошлифовальный станок ZE40AХарактеристика
Возможность шлифования самых разных заготовок методами генерации и формования
Простое изменение настройки упрощает производство небольших партий
Измерительный прибор (установлен внутри машины) Опционально доступен
Спецификация машины
Технические характеристики машины
| Товар / модель | ZE40A | |
|---|---|---|
| Макс.диаметр заготовки | мм | Φ400 (МАКС. Φ600) |
| Макс. модуль | мм | 8 |
| Диаметр шлифовального круга × длина | мм | Φ300 × 125 (Φ150) |
| Сдвиг шлифовального круга | мм | 200 |
| Угол наклона винтовой линии | градусов | ± 45 |
| Макс.частота вращения шлифовального круга | мин. -1 | 6 000 |
| Диаметр стола | мм | Φ200 |
| Макс. скорость стола | мин. -1 | 600 |
| Радиальная подача | мм | 570 |
| Радиальная ускоренная скорость | мм / мин | 10 000 |
| Скорость ускоренного хода осевого | мм / мин | 10 000 |
| Главный двигатель | кВт | 25 |
| Вес станка | кг | 12 000 |