Зубошлифовальные станки: принцип работы, назначение, модели
Современная механическая зубчатая передача предъявляет высокие требования к составляющим её элементам, особенно, к каждому зубчатому колесу, рейке или иному конструктивному элементу, участвующему в передаче движения или преобразованию его по направлению, форме, мощности или простому использованию. Важны, как сами по себе движущиеся элементы, так и кинематическая схема, рельеф зуба, жесткость крепления, общая конструкция конечного изделия.
Внешний вид зубошлифовального станкаПроизводители оборудования уравняли качественные показатели своих изделий, но каждая модель всё же имеет своё уникальное лицо. Дальнейшее развитие станкостроения приобрело уверенное поступательное движение. Станки зубошлифовальные находятся в важной нише машиностроительной отрасли, вследствие чего их развитию производители уделяли пристальное внимание, а потребители содействовали процессу развития данного типа оборудования ростом обоснованных требований и условий к работе.
Точный профиль каждого зуба, правильные размеры, ровный шаг, шероховатость, нормы точности, ГОСТ имеют существенное значение. Качество обработки зубчатого колеса или рейки – это не только качество зубчатой передачи, это безопасная и стабильная работа механизма в целом.
Для достижения нужного результата используются зубошлифовальные станки, различных кинематических и конструктивных схем. Выбор станка определяется типом производства (серийное, мелкосерийное, единичное), требованиями к чистоте поверхности (стандарт, технические условия), особенностями производственного процесса, габаритами, уровнем автоматизации.
Сравнительная таблица зубошлифовальных станков
Существенное значение имеют:
- гарантия изготовителя, в том числе впоследствии на отремонтированных узлах;
- информация о поставщиках запасных частей к станку;
- информация по сменному инструменту;
- данные о профилактике и надлежащему содержанию;
- перечень работ по капитальному ремонту зубошлифовального станка.


Скачать ГОСТ 13150-77 (нормы точности) станков зубошлифовальных горизонтальных для цилиндрических колес
Приобретение дорогостоящего оборудования сегодня – это качество самого оборудования, доступность его технического обслуживания в ходе эксплуатации и цена капитального ремонта.
Современный зубошлифовальный станок не только сложное изделие, но и очень эффективное сочетание скорости работы, качества поверхности, высокого уровня технологичности при приемлемом уровне универсальности и возможности для работы с различными заготовками. Достоинства и недостатки современных станков удовлетворяют сложившимся потребностям, а выбор «бренда» зубошлифовальный станок с ЧПУ скорее предпочтение потребителя, нежели требование конкретной (особенной) функциональности, производительности и скорости работы.
Предпочтение того или иного метода шлифования обуславливает конкретное качество результирующей продукции. А выбор метода, который лежит в основе шлифовального механизма станка определяет требуемый класс точности результирующего изделия.
Механизм зубошлифовального станка
Станки, использующие фасонные круги, целиком обрабатывают промежуток между зубьями за один проход шлифовального круга вследствие чего показывают наилучшую производительность. Однако здесь меньшая точность, чем станков обкатки.
Схемы работы зубошлифовальных станков
Настройка зубошлифовального станка с фасонными кругами, сложна потому их используют, в основном, в крупносерийном производстве (например, обработка прямозубых изделий). При этом способ зацепления, изготавливаемых зубчатых колес, может быть, как внешним, так и внутренним.
Способ обкатки реализуется с червячным кругом, коническими или тарельчатыми кругами. Последние обладают наибольшей универсальностью. Перемещения при обкатке и деления здесь непрерывные, обратный ход отсутствует полностью.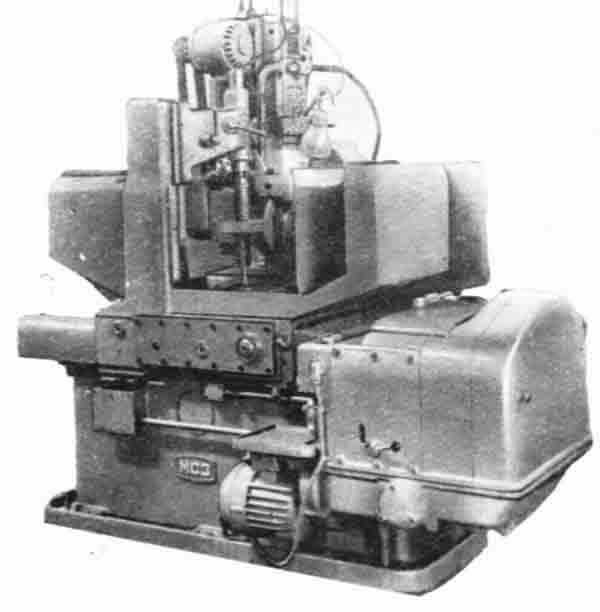 Станки зубошлифовальные, работающие по методу обкатки позволяют получить высокое качество поверхностного слоя при высокой точности шлифования. Зубошлифовальный станок для конических колес так же работает по принципу обката, копирования.
Станки зубошлифовальные, работающие по методу обкатки позволяют получить высокое качество поверхностного слоя при высокой точности шлифования. Зубошлифовальный станок для конических колес так же работает по принципу обката, копирования.
Скачать ГОСТ 13086-77 (нормы точности) станков зубошлифовальных с червячным кругом для цилиндрических колес
Самую высокую точность вследствие короткой кинематической цепи, но низкую производительность имеют станки, которые работают одним плоским кругом и получают привод обкатки от эвольвентного кулачка. Здесь полная обработка профиля зубьев выполняется за два прохода. Станки с эвольвентным механизмом применяют при производстве инструмента (шлифование шеверов, долбяков, эталонных зубчатых колес 2-4-й степеней точности).
Длительная практика использования оборудования в изготовлении зубчатых передач привела к тому, что только лишь техническая документация на станки зубошлифовальные, нормы точности, ГОСТ и эксплуатационные правила в совокупности не позволяют эффективно и производительно работать на оборудовании, использовать все его возможности, например, работа зубофрезерного станка – это часто искусство мастера. Необходимо квалифицированное обслуживание, то есть дополнительная подготовка специалистов предприятия, поскольку практически все зубошлифовальные станки с ЧПУ (модели и модификации моделей) отличаются друг от друга.
Необходимо квалифицированное обслуживание, то есть дополнительная подготовка специалистов предприятия, поскольку практически все зубошлифовальные станки с ЧПУ (модели и модификации моделей) отличаются друг от друга.
Отличия между моделями станков касаются не только механизма работы, например:
- прямые или косые зубья колеса;
- внутренняя или внешняя передача движения;
- для конических колес, …
Отличаются режимы технического обслуживания, выполнения производственных заданий. Перечень работ, который надлежит выполнять ежедневно, в порядке планового осмотра и ремонта и при капитальном ремонте достаточно обширен.
При этом недостаточно соблюдать последовательность действий, необходимо иметь полное представление о том, что значит каждая операция и как она выполняется, на какие функциональные возможности она оказывает влияние. Проектируя зубошлифовальные станки, производители создают не только оборудование, но и полноценный регламент его эксплуатации и обслуживания.

Таким образом, Эксплуатация станков, особенно, настройка, выполнение работ по капитальному ремонту требует квалификации. Обычно это обеспечивается изготовителем оборудования. Не только в момент приобретения, но и в течение всего времени эксплуатации станка. Обычно продавая зубошлифовальные станки, производители предлагают программу обучения сотрудников предприятия.
Кроме того, зубошлифовальные станки (модели и модификации), уже снятые с производства, сопровождаются достаточно длительное время по комплектующим. Это принципиальное правило производства, поскольку многие модели станков используются не только длительное время, но и настраиваются на конкретное производство, без перенастройки на выпуск других изделий. Или же возможна ситуация, когда зубошлифовальный станок с ЧПУ перенастраивается на выпуск нового типа изделий на новый длительный срок.
Пример кинематической схемы зубошлифовального станка
Программирование в станкостроении
Высокие технологии – это далеко не интернет-технологии. Ассемблер – вечный язык, а аббревиатура ЧПУ крепко вошла в обычный «производственный цикл», причем с того момента, когда была написана первая программа управления двигателем, обеспечивающая моментальный набор скорости и моментальное торможение.
Ассемблер – вечный язык, а аббревиатура ЧПУ крепко вошла в обычный «производственный цикл», причем с того момента, когда была написана первая программа управления двигателем, обеспечивающая моментальный набор скорости и моментальное торможение.
Зубошлифовальный станок станок сегодня – это однозначно ЧПУ, причем уровень автоматизации работы – это вовсе не раскрой ткани или обработка деревянной заготовки по сложному контуру, где имеет существенное значение не только динамика движения основного элемента станка.
- Забошлифовальный станок с ЧПУ
- Модель зубошлифовального станка с ЧПУ
Отрасль станкостроения требует не только программистов на предприятии изготовителе оборудования, но и по всему циклу использования практически каждого станка. Особенно актуально это в процессе практической эксплуатации в серийном производстве, а при производстве уникальных деталей без работы программным способом практически не обойтись.
Автоматизация производства часто предъявляет «конвейерные» требования к работе станков по линии производства изделий. Классический государственный заказ на разработку нового вида большого изделия, например, самолета приводит к спектру требований по множеству частных изделий, необходимых для сборки всего изделия. Это время изготовления частей, последовательность их изготовления и установки.
Классический государственный заказ на разработку нового вида большого изделия, например, самолета приводит к спектру требований по множеству частных изделий, необходимых для сборки всего изделия. Это время изготовления частей, последовательность их изготовления и установки.
Программирование на уровне «ЧПУ» — это уровень одной детали, программирование на уровне цеха станков – это комплект деталей по сроку и объему изготовления.
Общий план работы зубообрабатывающей линии станков – это шасси самолета, детали крыла, рулевой тяги, двигатели хвоста или небольшие, не важные для полета, но существенные для комфорта пилотов механизмы обеспечения комфорта кабины, комфорта каждого пассажира.
В современном производстве применяют различные программы, причем многие из них управляют не одним станком, а линией. Многие современные изделия требуют последовательно исполнения операций и выполняются настолько долго, или качественно, или таким специфическим образом, что участие человека (ручного управления) просто не мыслимо.
Многие современные изделия требуют последовательно исполнения операций и выполняются настолько долго, или качественно, или таким специфическим образом, что участие человека (ручного управления) просто не мыслимо.
Так изготовление мощного телескопа – это не только линза с идеальной поверхностью, которую шлифуют чуть ли не несколько месяцев, а иные только остывают после изготовления чуть ли не пару лет. Так в некоторых сферах изготовления инструмента о зубошлифовании приходится думать, как о искусстве, когда создание идеального профиля зуба по каждому зубчатому колесу, каждой зубчатой передачи имеет наиважнейшее значение.
Программирование – часто единственный способ добиться идеальной поверхности по всем идентичным изделиям, строгого соблюдения требований конструкторской документации.
Зубошлифовальный станок с ЧПУ SMG405GF3
| Характеристики обрабатываемой заготовки: | |
| наибольший диаметр шестерни, мм |
400 |
| наименьший диаметр впадин зубьев, мм |
40 |
| пределы модулей, мм |
1…10 |
| максимальная ширина зубчатого венца, мм |
400 |
| наибольшая масса, устанавливаемая в центрах, кг |
50 |
| наибольший угол наклона зубьев, град |
30 |
| наибольшая глубина профиля, мм |
25 |
число обрабатываемых зубьев, шт. |
1…100 |
| Характеристики устанавливаемого инструмента, мм: | |
| диапазон диаметров шлифовальных кругов |
250…350 |
| диаметр правящего алмазного ролика |
|
| Размеры рабочей поверхности продольного стола, мм: | |
| длина |
1000 |
| ширина |
380 |
| Характеристики рабочих и установочных перемещений, мм: | |
| наибольшее продольное перемещение стола с заготовкой (ось X) |
800 |
| наибольшее поперечное перемещение шлифовального круга (ось Y) |
400 |
| наибольшее вертикальное перемещение шлифовального круга (ось Z) |
190 |
| наибольшее перемещение алмазного ролика (ось U) |
80 |
| наибольший угол поворота шпинделя бабки изделия (ось А) |
∞ |
| наибольший угол поворота шлифовального круга вокруг горизонтальной оси (ось B) |
±300 |
| Характеристики основных и вспомогательных движений: |
0. |
| дискретность задания перемещений по линейным координатам, мм |
0.001 |
| дискретность задания перемещений в круговых координатах, град | |
| наибольшая скорость рабочих и холостых перемещений по осям X, м/мин |
10 |
| наибольшая скорость рабочих и холостых перемещений по осям Y, Z м/мин |
6 |
| максимальные ускорения на холостых ходах, м/с² | |
| диапазон частоты вращения шлифовального круга, об/мин |
1 |
| Бесступенчатая система регулирования частоты вращения шлиф. круга |
1500…2800 |
|
имеется |
|
Количество управляемых осей, шт. |
6 |
| Количество одновременно управляемых осей |
4 |
| Система управления ф. Fanuc |
0i-MF |
| Показатели силовой характеристики станка: | |
| мощность главного привода в режиме S1, кВт |
8.5 |
| удельные расходы всех видов энергоносителей, кВт/ч |
6,5 |
| установленная мощность, кВт |
38 |
| род тока привода главного движения |
~3-х фазный |
| напряжение, В |
380±10% |
| частота тока, Гц |
50±1 |
| Масса станка не более, кг |
9000 |
| Характеристики точности и шероховатости обработки образца изделия: | |
| точность обработки образца-изделия по ГОСТ 1643-81 |
5 |
| шероховатость обработанной поверхности образца-изделия |
Ra ≤ 0. |
| Габариты станка, мм | |
| длина |
4200 |
| ширина |
2600 |
| высота |
2850 |
 001
001 63
63Время цикла обработки рассчитывается при предоставлении чертежа заготовки и чертежа готовой детали. Для повышения производительности вместо ШВП используются линейные двигатели.
1 Компоновка станка и его конструктивные особенности
Базой станка является Т-образная станина, на которой монтируются основные узлы станка. В передней части станка на станине установлен стол продольный (ось X), перпендикулярно ему, в задней части, установлен стол поперечный (ось Y). На продольном столе слева установлена бабка изделия. Шпиндель бабки изделия вращается вокруг горизонтальной оси (ось A). Справа на продольном столе установлена бабка задняя с пневматическим перемещением пиноли. На столе поперечном установлен редуктор поворота (ось B), платформа которого поворачивается на ±300 относительно вертикальной оси и является основанием для каретки бабки шлифовальной. Каретка бабки шлифовальной (ось Z) перемещает бабку шлифовальную в процессе правки шлифовального круга согласованно с перемещением каретки механизма правки (ось U). Станок имеет ограждение кабинетного типа. Доступ в рабочую зону обеспечивают раздвижные двери, которые снабжены электрическими выключателями, блокирующими рабочий цикл при их открытии. Станок оснащен системой отсоса аэрозолей из рабочей зоны. Снаружи станка установлена станция охлаждения, система очистки и подачи СОЖ. Станок оснащён централизованной автоматической системой смазки направляющих качения и ШВП. На станке применяются комплектующие хорошо зарекомендовавших себя мировых производителей таких как: Fanuc, Heidenhain, Schneeberger, INA, Balluff, Rittal, Marposs и т.
Шпиндель бабки изделия вращается вокруг горизонтальной оси (ось A). Справа на продольном столе установлена бабка задняя с пневматическим перемещением пиноли. На столе поперечном установлен редуктор поворота (ось B), платформа которого поворачивается на ±300 относительно вертикальной оси и является основанием для каретки бабки шлифовальной. Каретка бабки шлифовальной (ось Z) перемещает бабку шлифовальную в процессе правки шлифовального круга согласованно с перемещением каретки механизма правки (ось U). Станок имеет ограждение кабинетного типа. Доступ в рабочую зону обеспечивают раздвижные двери, которые снабжены электрическими выключателями, блокирующими рабочий цикл при их открытии. Станок оснащен системой отсоса аэрозолей из рабочей зоны. Снаружи станка установлена станция охлаждения, система очистки и подачи СОЖ. Станок оснащён централизованной автоматической системой смазки направляющих качения и ШВП. На станке применяются комплектующие хорошо зарекомендовавших себя мировых производителей таких как: Fanuc, Heidenhain, Schneeberger, INA, Balluff, Rittal, Marposs и т.
2 Станина
Станина станка имеет Т-образную форму и представляет собой жесткую сварную конструкцию, заполненную полимербетоном и является основанием для установки базовых узлов станка.3 Стол продольный (ось X)
Стол продольный состоит из основания, подвижной платформы с Т-образными пазами, установленной на систему прецизионных линейных направляющих качения ф. Schneeberger, и приводимой в движение линейным двигателем. Основание стола и платформа выполнены в виде чугунных отливок. Система линейных направляющих и привод закрыты гофрозащитой. Направляющие оснащены прямой измерительной системой.4 Стол поперечный (ось Y)
Стол поперечный состоит из основания, подвижной платформы, установленной на систему прецизионных линейных направляющих качения ф. Schneeberger, и приводимой в движение синхронным мотором ф. Fanuc и ШВП. Основание стола и платформа выполнены в виде чугунных отливок. Система линейных направляющих, и привод закрыты гофрозащитой. Направляющие оснащены прямой измерительной системой.
5 Редуктор поворота (ось B)
Редуктор осуществляет поворот бабки шлифовальной вокруг горизонтальной оси (ось В) от синхронного мотора ф. Fanuc. Угол разворота контролируется датчиком угла поворота установленном на приводном валу редуктора поворота.6 Каретка бабки шлифовальной (ось Z) и каретка механизма правки (ось U)
Состоит из основания, подвижной платформы, установленной на систему прецизионных линейных направляющих качения ф. Schneeberger, и приводимой в движение синхронным мотором через передачу ШВП. Система линейных направляющих, и привод закрыты гофрозащитой. Направляющие оснащены прямой измерительной системой.7 Бабка изделия (ось А)
Шпиндель бабки изделия установлен на прецизионном упорно-радиальном подшипнике ф. INA. Вращение шпинделя осуществляется от встроенного высокомоментного кругового (торового) мотора ф. Fanuc. Для обратной связи используется датчик угла поворота с точностью измерения в ±2” ф. Heidenhain. Мотор и энкодер установлены непосредственно на шпинделе, что обеспечивает наивысшую точность поворота, надежность и долговечность.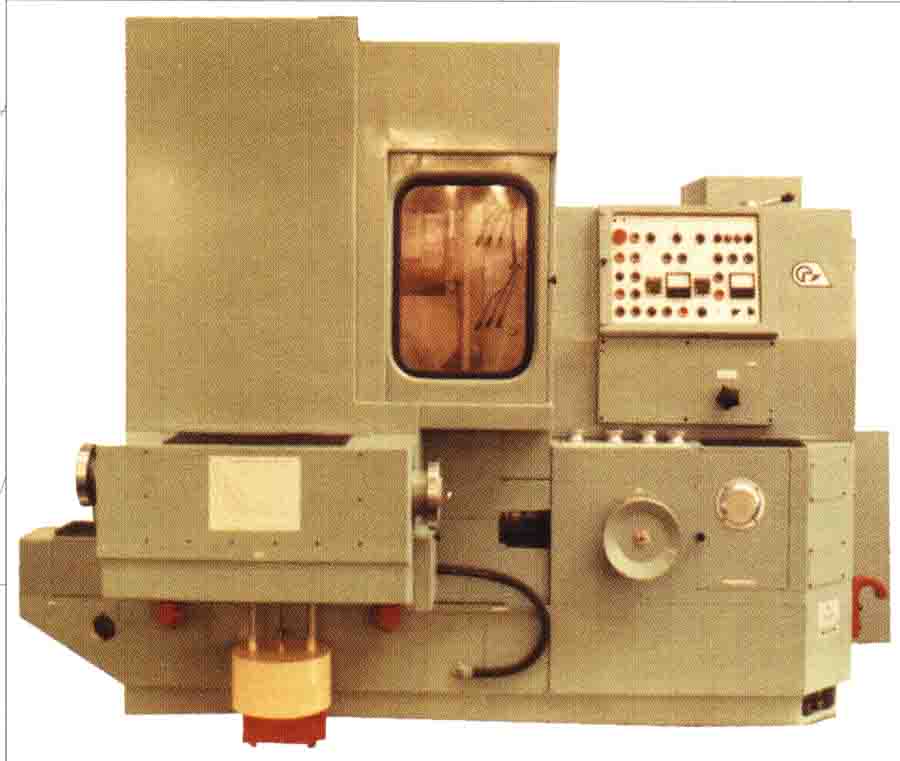 Шпиндель имеет инструментальный конус SK50.
Шпиндель имеет инструментальный конус SK50.8 Бабка шлифовальная (главное движение)
В качестве шлифовальной бабки используется асинхронный мотор-шпиндель (серийное изделие европейского производителя). Частота вращения шпинделя регулируется бесступенчато под управлением частотного преобразователем ф. Fanuc. Шлифовальный шпиндель смонтирован на прецизионных радиально-упорных подшипниках, оснащен системой жидкостного охлаждения и пневмозащитой подшипниковых опор. Так же, мотор шпиндель оснащен автоматической система динамической балансировки шлифовального круга ф. Marposs, расположенной внутри шпинделя, что существенно сокращает габарит бабки шлифовальной. Управление системой балансировки осуществляется с центрального пульта управления.9 Механизм правки шлифовального круга
На станке предусмотрена возможность автоматической правки шлифовальных кругов с помощью механизма правки устанавливаемого на каретке механизма правки (ось U). Правка осуществляется согласованными координатными перемещениями шлифовального круга (ось Z) и механизма правки. Механизм правки состоит из шпинделя установленного на радиально-упорных шариковых подшипниках в цилиндрическом корпусе. Шпиндель вращается от асинхронного электродвигателя.
Механизм правки состоит из шпинделя установленного на радиально-упорных шариковых подшипниках в цилиндрическом корпусе. Шпиндель вращается от асинхронного электродвигателя.10 Система ориентации и контроля делали
Выполнена на базе контактного проводного трехмерного датчика ф. Marposs, позволяет производить привязку заготовки, контроль шлифованной детали по управляющей программе в автоматическом режиме. Для перемещения щупа используется поворотная рука ф. Marposs, которая досылает щуп в зону измерения и убирает в безопасное место после окончания цикла измерения. Рука имеет электромеханический привод, пневмозащиту.11 Система подачи и очистки СОЖ
Система подачи и очистки СОЖ включает в себя систему насосов, магнитного сепаратора и лентопротяжного устройства с бумажным фильтром. Обеспечивает эффективную подачу и очистку СОЖ при обработке быстрорежущих сталей и твёрдого сплава. В качестве СОЖ применяются минеральные или синтетические углеводородные масла. Применение системы отсоса и фильтрации аэрозолей из рабочей зоны обеспечивает санитарно-гигиенические нормы при работе станка.
12 Программное обеспечение
Программное обеспечение (ПО) установленное на станке позволяет:- сформировать управляющую программу путем ввода оператором параметров зубчатого колеса и режимов обработки.
- произвести измерение точностных параметров зубчатого колеса (погрешность профиля зуба, погрешность направления зуба, накопленная погрешность шага). По результатам измерения формируется карта с результатами контроля.
- оценить погрешность заготовки колеса и автоматически распределить припуск на шлифование.
- произвести аттестацию и калибровку контактного измерительного щупа для получения высокой сходимости полученных результатов контроля зубчатого колеса с результатами замера на зубоизмерительной машине.
Зубошлифовальный станок – Большая Энциклопедия Нефти и Газа, статья, страница 1
Зубошлифовальный станок
Cтраница 1
Зубошлифовальный станок 5893, как и станок 5892А, работает в полуавтоматическом цикле с периодическим делением. За каждый цикл обрабатывается одна сторона зуба.
[1]
За каждый цикл обрабатывается одна сторона зуба.
[1]
Первый зубошлифовальный станок для обработки цилиндрических колес методом обкатывания был создан в 1914 г. в Швейцарии. Этот метод постоянно совершенствуется, в настоящее время его широко применяют в промышленности. [2]
У каждого зубошлифовального станка или группы станков, на которых работа производится шлифовальными кругами различного диаметра, на видном месте должна быть вывешена таблица с указанием допускаемой рабочей окружной скорости используемых шлифовальных кругов и частотой вращения в минуту шпинделя станка. [3]
По такому принципу работает зубошлифовальный станок мод. [5]
При периодическом контроле точности зубошлифовального станка обязательна проверка радиального и торцового биения шлифовального и рабочего шпинделей стола), соосности центров, непараллельности перемещения каретки стола рабочей плоскости его и плоскости движения шлифовальной бабки ( при обработке косозубых колес), непараллельности перемещения шлифовальной бабки оси вращения стола, непрямолинейности движения скалок механизма правки, погрешности цепи обката станка. [6]
[6]
В зависимости от конструкции зубошлифовального станка и метода шлифования в машиностроении применяют следующие способы шлифования зубьев ( фиг. [7]
Ниже приводится расчет настройки зубошлифовального станка модели 5831 ( фиг. [8]
На рис. 118 показана головка зубошлифовального станка модели 5893 Московского завода шлифовальных станков. Патрубок 2 предназначен главным образом для отвода пыли, образующейся при шлифовании, а патрубок 6 для отвода пыли при правке абразивного круга. [10]
Большую роль при изготовлении мелкомодульных шеверов играет специальный зубошлифовальный станок, работающий абразивным червяком. [11]
Так, фирма Рейсхауер ( Швейцария) выпускает зубошлифовальный станок RZP, инструментом в котором является абразивный глобоидный червяк, правка которого производится зубчатым колесом с алмазным покрытием. [12]
[12]
На рис. 8.51 приведена фотография датчика крутящего момента, установленного на шпинделе абразивного круга зубошлифовального станка 5831 Московского завода шлифовальных станков. Датчик устанавливается вместо шкива и-не требует конструктивных переделок станка. [14]
Страницы: 1 2
Зубошлифовальный станок КСМ AZAF3, RZF3 — СтанкоКомплекс
В процессе модернизации зубошлифовального станка Reishauer модели AZA и RZ вместо использования гидромеханической концепции приводов производится внедрение системы ЧПУ фирмы SIEMENS SINUMERIK 840D sl, сервоприводов SYNAMCS S120 и соответствующего программного обеспечения. Программирование станка осуществляется через интуитивно понятный интерфейс, не требующий навыков программирования. Установленная система управления непрерывно рассчитывает и контролирует взаимное положение осей станка. Для более точных линейных перемещений рабочих органов на конечных звеньях устанавливаются линейки фирмы Heidenhain.
Для более точных линейных перемещений рабочих органов на конечных звеньях устанавливаются линейки фирмы Heidenhain.
Для улучшения условий шлифования и снижения вибраций на шпиндель шлифовального круга встроена система балансировки фирмы Balance Systems, состоящая из балансировочной головки и вибродатчика. При возникновении дисбаланса балансировочная головка, получая сигнал от вибродатчика, за счет грузиков изменяющих свое положение стремится свести вибрации к допустимым значениям, заданным в программе.
Для одновременной правки рабочего профиля круга и его наружного диаметра на аппарате правки смонтирован еще один правящий шпиндель производства фирмы BURRI (Германия).
После модернизации для удобства переналадок и подналадок поворот суппорта заготовки осуществляется автоматически от отдельного двигателя в заданное программой положение, которое рассчитывается автоматически исходя из данных о шлифовальном круге и обрабатываемой детали. Фиксация углового положения суппорта заготовки производится гидрозажимами.
Применяемая автоматика фирмы ABB, смонтирована в электрошкаф Rittal, производства Германии.
Примененная система смазки состоит из импортных комплектующих производства Италии и Японии (Duplomatic, ILC).
Высококачественные комплектующие изделия ведущих мировых производителей: система управления
и привода SIEMENS, датчики линейных перемещений Heidenhain, электроаппаратура Scheneider Electric и ABB смонтированная в шкафу Rittal, высокоточные подшипники фирм FAG, SKF и NSK, гидроаппаратура Duplomatic и Marzocchi, системы смазки ILC – обеспечивают дальнейшую эксплуатацию модернизированного станка в течение 10-12 лет.
Зубошлифовальный станок имеет 8 управляемых от системы ЧПУ осей (5 линейных и 3 круговых):
Ось X – радиальная подача шлифовального шпинделя;
Ось Y – тангенциальная подача суппорта изделия;
Ось Z – вертикальная (осевая) подача суппорта изделия;
Ось U – продольная подача устройства правки шлифовального круга;
Ось V – поперечная подача устройства правки шлифовального круга;
Ось A – поворот суппорта изделия;
Ось B – вращение шлифовального круга;
Ось C – вращение изделия.
ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
| Наименование параметра | KSM-AZAF3 | KSM-RZF3 | |
| Наибольший диаметр обрабатываемого зубчатого колеса, мм | 300 (360*) | 300 | |
| Модуль обрабатываемого колеса, мм | наименьший | 0,5 | 0,5 |
| наибольший | 6 (8*) | 5 | |
| Степень точности обрабатываемых колес по ГОСТ 1643-81 | 5 | 5 | |
| Наибольший угол наклона зуба косозубого обрабатываемого колеса | ±45º | ±45º | |
| Наибольший ход каретки суппорта, мм | 180 | 180 | |
| Наибольший ход тангенциального смещения изделия, мм | 90 | 70 | |
| Отвод шлифовальной бабки для смены изделия, мм | 50 | 50 | |
| Расстояние между центрами суппорта изделия, мм | наименьшее | 145 | 145 |
| наибольшее | 420 | 420 | |
| Диаметр шлифовального круга, мм | наименьший | 270 | 270 |
| наибольший | 350 | 350 | |
| Ширина шлифовального круга, мм | 62/84/104 | 62/84 | |
| Наибольшая частота вращения червячного круга, об/мин | при шлифовании | 3 000 | 3 000 |
| при правке круга | 90 | 90 | |
| Осевая подача изделия, мм/мин | 1 500 | 1 500 | |
| Радиальная подача инструмента, мм/мин | 1 500 | 1 500 | |
| Тангенциальная подача изделия, мм/мин | 1 500 | 1 500 | |
| Продольная подача аппарата правки, мм/мин | 1 875 | 1 875 | |
| Поперечная подача аппарата правки, мм/мин | 1 875 | 1 875 | |
| Система управления | SINUMERIK 840D sl | ||
| Количество управляемых осей от ЧПУ | 8 | 7 | |
* В зависимости от базового исполнения
КОМПЛЕКТАЦИЯ
СТАНДАРТНЫЙ КОМПЛЕКТ ПОСТАВКИ
- Зубошлифовальный станок с электрошкафом и станцией отсоса масляного тумана;
- Запасные части и расходные материалы для эксплуатации станка в течение 1 года;
- Комплект технической документации
ОПЦИОНАЛЬНО ПОСТАВЛЯЕТСЯ
- Круги шлифовальные;
- Алмазные ролики для профилирования круга шлифовального;
- Оснастка и приспособления под конкретную деталь;
- Управляющая программа и отработка технологии шлифования конкретной детали
Полуавтомат зубошлифовальный с ЧПУ 676-ой серии_старый
Назначение зубошлифовального станка:
предназначен для профильного шлифования боковых поверхностей прямозубых и косозубых зубчатых колес с внешними зубьями методом профильного шлифования. Устройство ЧПУ SINUMERIK 840DSL (SIEMENS, Германия) в комплекте с цифровыми приводами осей координат обеспечивает высокое качество управления полуавтоматом, его надежную, бесперебойную работу.
Устройство ЧПУ SINUMERIK 840DSL (SIEMENS, Германия) в комплекте с цифровыми приводами осей координат обеспечивает высокое качество управления полуавтоматом, его надежную, бесперебойную работу.
Особенности станка:
В качестве приводов на полуавтомате применены линейные синхронные двигатели, синхронные двигатели, синхронный круговой (торовый) двигатель, беззазорные шариковинтовые передачи. Перемещение по осям осуществляется по замкнутым с предварительным натягом направляющим и интегрированными в них измерительными системами фирмы Schneeberger прямого отсчёта.
Данное оборудование также оснащено системой ориентации, позволяющей оценивать качество заготовки, поступающей на шлифовку, и качество готовой детали.Технологические возможности полуавтомата в зависимости от требований к качеству обработки, требований к модификации профиля зуба, позволяют осуществлять обработку в режиме одно- или двухпрофильного шлифования с возможностью одновременного шлифования закруглений впадин зубьев. Программа шлифования обеспечивает съём припуска с радиальной или тангенциальной подачами, как за один, так и несколько проходов в черновом и чистовом режимах.
Программа шлифования обеспечивает съём припуска с радиальной или тангенциальной подачами, как за один, так и несколько проходов в черновом и чистовом режимах.
| Технические характеристики зубошлифовального станка: | |
|---|---|
| Наибольший диаметр заготовки, мм | 360 |
| Пределы модулей, мм | 2…10 |
| Наибольшая длина шлифования (в наборе прямозубых зубчатых колес), мм | 360 |
| Наибольший угол наклона зубьев, град. | 30 |
| Наибольший/наименьший диаметр шлифовального круга, мм | 350/250 |
| Частота вращения шлифовального шпинделя, об/мин | 1500…2750 |
| Число управляемых осей координат всего/одновременно | 6/4 |
| Наибольшие скорости перемещения по линейным осям координат, м/мин: | |
| ось X | 20 |
| оси Y, Z, U | 6 |
| ось А, об/мин | 30 |
| ось C, об/мин | 2 |
| Дискретность задания перемещений по координатам: | |
| линейным, мм | 0,001 |
круговым, град. | 0,001 |
| Точность обработки зубчатого колеса | <=5 степени по ГОСТ 1643-81 |
| Габаритные размеры (ДxШxВ), мм | 3000×2600×2350 |
| Масса, кг | 8000 |
Видео работы станка:
Дополнительная информация:
Фирмой СТМ-Маркет осуществляется продажа зубошлифовальных станков, предназначенных для серийного и крупносерийного производства. Гибкая система управления станками позволяет использовать их для решения сразу нескольких технологических задач. Зубошлифовальный станок с чпу – имеет различные режимы эксплуатации, гарантирует бесперебойность работы, высокое качество и надежность управления.
Фирма СТМ-Маркет предоставляет уникальную возможность купить зубошлифовальный станок, рассчитанный на профильное шлифование косозубых и прямозубых зубчатых колес различных диаметров. Надежность, эффективность и высокая производительность предлагаемой продукции проверены временем и многочисленными клиентами фирмы.
СТМ-Маркет – официальный дилер производителя, поэтому цена зубошлифовального станка у нас выгодно отличается от любых предложений поставщиков зубошлифовального оборудования.
Поставляемые станки успешно эксплуатируются на крупных, а также малых предприятиях России, Белоруссии, Казахстана и еще более чем в шести десятках стран мира.
Скачать:
Скачать дополнительную информацию в формате PDF
Компания СТМ-Маркет представляет широкий модельный ряд шлифовально-заточных станков с ЧПУ.
Исп. 1 | Исп. 2 | |
Параметры обрабатываемого инструмента | ||
Максимальный диаметр обработки, мм. | 360 | 400 |
Пределы модулей, мм. | ||
Максимальная длина шлифования, мм. | 400 | 800 |
Шероховатость обработанной поверхности | Ra ≤ 0,63 | |
Точность обработки по ГОСТ 1643-81 | < 6 | < 5 |
Бабка изделия | ||
Поворот детали, град. | неограниченно | |
Дискретность углового положения детали, мм. | 0,001 | |
Шлифовальная головка | ||
Мощность главного привода, кВт. | 7,5 | 9,0 |
Поворот бабки шлифовальной, град. | ±45 | |
Частота вращения шпинделя, об/мин. | 1000…3000 | |
Диаметр шлифовального круга, мм. | 350…250 | |
Рабочие перемещения | ||
Продольный ход (ось Х), не менее, мм. | 600 | 1200 |
Продольный ход (ось Y), не менее, мм. | 130 | |
Продольный ход (ось Z), не менее, мм. | 300 | |
Дискретность задания перемещений, мм. | 0,001 | |
Общие характеристики | ||
Электропитание | 3ф, ~380В, 50Гц | |
Габариты станка (ДхШхВ), мм | 2400х4500х2650 | 3600х4500х2800 |
Масса, кг. | 8000 | 9000 |


Зубошлифовальный станок BZ 331/ BZ 362
Информация:
Страна: Германия
Производитель: Burri-Werkzeugmaschinen GmbH
Группа: Зубошлифовальные станки
Система управления: Siemens, Heidenhain
Сайт производителя: http://www. burri.de
burri.de
Поставщики в Вашей стране: Поставщики
Характеристики:
| Характеристики |
| BZ 331/ BZ 362 |
Заготовка | ||
| Диаметр вершин | мм | 10-330/360 |
| Модуль | мм | 0,5-7 |
| Число зубьев | — | 6-999 |
| Угол наклона | ° | ±45 |
| Диапазон зажима | мм | 162-556 |
| Ход шлифования | мм | 200 |
| Вес заготовки | кг. | макс. 60 |
Инструмент | ||
| Диаметр шлифовального круга | мм | 250-350 |
| Высота шлифовального круга | мм | 104 |
| Скорость резания | м/с | 63 |
| Число заходов шлифовального круга | — | 1-5 |

Станки для шлифования цилиндрических зубчатых колес
Технические файлы cookie Это файлы cookie, которые необходимы для работы нашего веб-сайта. Без этих файлов cookie некоторые части нашего веб-сайта, например страница входа не будет работать.| Имя файла cookie | Описание | Постоянство |
|---|---|---|
| fe_typo_user | Сохраняет данные пользователя для сеанса, например на странице входа в систему, чтобы определить, какой пользователь вошел в систему. Используется для спам-фильтра в формах. Используется для спам-фильтра в формах. | Сессия |
| Имя файла cookie | Описание | Постоянство |
|---|---|---|
| fe_typo_user | Сохраняет пользовательские данные для сеанса, например.грамм. адреса электронной почты для подписок на информационные бюллетени, чтобы соответствующие поля можно было автоматически предварительно заполнить. | Сессия |
| видео принято | Активируется, когда пользователь соглашается смотреть видео YouTube с данными, которыми обмениваются с YouTube. | 1 месяц |
 Они собирают информацию об использовании нашего веб-сайта, количестве посещений, среднем времени, проведенном на сайте, и о том, какие страницы просматриваются.Например, эксплуатационные файлы cookie помогают нам определить, какие элементы веб-сайта используются наиболее часто, и для дальнейшего развития веб-сайта в соответствии с вашими потребностями.
Они собирают информацию об использовании нашего веб-сайта, количестве посещений, среднем времени, проведенном на сайте, и о том, какие страницы просматриваются.Например, эксплуатационные файлы cookie помогают нам определить, какие элементы веб-сайта используются наиболее часто, и для дальнейшего развития веб-сайта в соответствии с вашими потребностями.| Имя файла cookie | Описание | Постоянство |
|---|---|---|
| _et_coid | Распознавание файлов cookie | 2 года |
| BT_ctst | Используется только для определения того, активированы ли файлы cookie в браузере пользователя. | Сессия |
| BT_sdc | Содержит данные в кодировке Base64 о текущем сеансе посетителя (реферер, количество страниц, количество секунд с начала сеанса), которые используются для целей персонализации. | Сессия |
| BT_pdc | Содержит данные об истории посетителей в кодировке Base64 (если посетитель является клиентом, подписчиком новостной рассылки и т. Д.) Для целей персонализации. Д.) Для целей персонализации. | 1 год |
зубошлифовальные станки – Статьи, новости и результаты компании для зубошлифовальных станков по зубошлифовальной технике.com
Статьи О зубошлифовальных станках
Статьи отсортированы по АКТУАЛЬНОСТИ. Сортировать по дате.
1 Шлифовальные конические шестерни на шлифовальных станках с цилиндрическими зубьями (январь / февраль 1994 г.)
Конструкции силовых передач, в которых используются шестерни с углами конуса приблизительно от 2 градусов до 5 градусов, стали довольно распространенными. Заточить эти шестерни на обычных конических зубошлифовальных станках сложно, если вообще возможно.Для этой задачи лучше подходят цилиндрические зубошлифовальные станки . В этой статье будет представлен обзор этой опции и кратко представлены четыре варианта помола.
2 Генератора конических зубчатых колес с ЧПУ и шлифование конических зубчатых колес с раструбом (июль / август 1993 г. )
)
Новая свобода движения, доступная для генераторов с ЧПУ, позволяет улучшить контакт зубьев на конических и гипоидных зубчатых передачах. Механические машины по своей природе негибкие и требуют специального механизма для каждого желаемого движения.Эти механизмы вообще экзотические и дорогие. В результате только после появления генераторов с ЧПУ инженеры начали изучать возможности движения и их влияние на контакт зубьев.
3 Тонкое шлифование на станках Klingelnberg для шлифования конических зубчатых колес (июнь 2019 г.)
Одним из способов удовлетворения растущих требований к характеристикам трансмиссий является оптимизация качества поверхности зубчатой передачи. Помимо увеличения допустимой нагрузки на боковую поверхность и передаваемого крутящего момента, это также позволяет повысить эффективность.На зубошлифовальных станках Oerlikon bevel от Klingelnberg, тонкое шлифование
могут эффективно применяться в производстве конических зубчатых колес – даже в серийном промышленном процессе.
4 Производство модификаций профиля и выводов при шлифовании резьбового круга и профильного шлифования (январь / февраль 2010 г.)
Современные редукторы отличаются высокими требованиями к нагрузке по крутящему моменту, низким уровнем шума при работе и компактной конструкцией. Чтобы Для выполнения этих требований изменения профиля и отведений применяются чаще, чем раньше.В этой статье основное внимание будет уделено тому, как производить модификации профиля и выводов с помощью двух наиболее распространенных процессов шлифования – резьбового кругло-профильное шлифование. Кроме того, в этой статье также будут описаны более сложные модификации, такие как определенное скручивание фланга или топологические поправки на фланг.
5 В поисках конкурентного преимущества (март / апрель 2014 г.)
Рынок шлифовальных / абразивных материалов быстро меняется благодаря новым технологиям, большей гибкости и попытке снизить затраты клиентов. Производительность на этом рынке находится на рекордно высоком уровне, и она будет только улучшаться с дальнейшими исследованиями и разработками. К сентябрю IMTS 2014 на рынке снаряжения будет много новых игрушек и гаджетов, которые можно будет предложить потенциальным покупателям. Если вы не модернизировали шлифовальное / абразивное оборудование за последние пять лет, возможно, сейчас самое подходящее время подумать об инвестициях.
Производительность на этом рынке находится на рекордно высоком уровне, и она будет только улучшаться с дальнейшими исследованиями и разработками. К сентябрю IMTS 2014 на рынке снаряжения будет много новых игрушек и гаджетов, которые можно будет предложить потенциальным покупателям. Если вы не модернизировали шлифовальное / абразивное оборудование за последние пять лет, возможно, сейчас самое подходящее время подумать об инвестициях.
6 Искусство универсальности – шлифование на Gear Expo и EMO (октябрь 2013 г.)
Проводили ли вы время на Gear Expo в Индианаполисе или EMO в Ганновере, новые технологии, безусловно, были привлечение внимания.Станки работают быстрее, эффективнее и могут объединять множество функций в одной установке. Технология шлифования переворачивает науку с ног на голову за счет высокой скорости съема и увеличения производительности.
7 Шлифовальный станок Liebherr LFG (май 2013 г.)
Эта концепция станка значительно упрощает
производительное профильное шлифование больших деталей. Ассортимент для внешних и внутренних зубчатых колес включает модели для изготовления деталей размером до 2000 миллиметров – для промышленных редукторов, ветроэнергетики и судовых двигателей
Ассортимент для внешних и внутренних зубчатых колес включает модели для изготовления деталей размером до 2000 миллиметров – для промышленных редукторов, ветроэнергетики и судовых двигателей
8 IMTS 2012 Обзор продукта (сентябрь 2012)
Превью технологии производства зубчатых колес, которые будут представлены на выставке IMTS 2012.
9 Зубошлифование 1995 (июль / август 1995 г.)
Зубошлифование – один из самых дорогих и наименее изученных аспектов изготовления зубчатых колес. Но с давлением, направленным на снижение шума, повышение качества и эффективности, шлифование зубчатых колес, по-видимому, набирает обороты.
10 Зубошлифовальные станки достигли совершеннолетия (июль / август 1995 г.)
В поисках все более точных и компактных коммерческих зубчатых колес прецизионные абразивные материалы играют ключевую производственную роль – роль, которая может сократить время цикла , снизить затраты на обработку и удовлетворить растущий рыночный спрос на такие требования, как легкий вес, высокие нагрузки, высокая скорость и бесшумная работа.Используемые в сочетании с высококачественными шлифовальными станками, абразивные материалы могут обеспечить уровень точности, не имеющий себе равных в других производственных технологиях, при экономичном соблюдении уровней качества зубчатых колес AGMA в диапазоне от 12 до 15. Благодаря достижениям в шлифовальной и абразивной технологии обработка стала одним из наиболее эффективных способов заточки быстрых, прочных и бесшумных шестерен.
11 Шлифовка, чистовая обработка и обновление программного обеспечения в большом количестве (март / апрель 2011 г.)
Станкостроительные компании расширяют свои возможности, чтобы лучше адаптироваться к меняющимся условиям производства.Клиенты хотят, чтобы оборудование меньшего размера занимало менее ценную площадь, многофункциональные машины, которые могут выполнять различные операции, и легкие изменения настройки, которые обеспечивают упрощенную эксплуатацию и техническое обслуживание.
12 Шлифование прямозубых и косозубых шестерен (июль / август 1992 г.)
Шлифование – это метод чистовой обработки с использованием абразивного круга. Вращающийся абразивный круг, который, как правило, имеет особую форму или форму, когда он прижимается к заготовке цилиндрической формы при определенных геометрических соотношениях, будет производить прецизионную прямозубую или косозубую шестерню.В большинстве случаев на заготовке уже есть зубья шестерни, нарезанные во время первичной обработки, такой как фрезерование или профилирование. По сути, существует два метода шлифования зубчатых колес: форма и создание. В этом разделе представлены основные принципы этих методов с их преимуществами и недостатками.
13 Снятие фаски и удаление заусенцев с шестерен с внешней параллельной осью (ноябрь / декабрь 1996 г.)
Снятие фаски и снятие заусенцев с зубьев шестерен стало более важным, поскольку автоматизация линий по производству зубчатых колес в автомобильной промышленности постоянно растет .Более тихие шестерни требуют более точных фаски. Эта операция также дает значительную экономию за счет отказа от дорогостоящих операций по переделке. В этой статье обсуждаются различные типы фаски на зубьях шестерни, а также описываются методы производства и рекомендации по определению размеров и углов фаски для продукта и инженера-технолога.
14 Балансировка: дыма и зеркал больше нет (январь / февраль 2013 г.)
На основании собранных анекдотических отчетов, уравнений и решения проблем балансировка рассматривается как больше математики и здравого смысла, а не дыма и зеркала.
15 Возможности для мониторинга процесса шлифования конических зубчатых колес (июль 2021 г.)
Поскольку макрогеометрия конических зубчатых колес напрямую зависит от производственного процесса, существуют ограничения в сочетании предварительной обработки и твердой обработки. отделочные процессы, связанные с геометрией зазоров.
16 Повышение энергоэффективности за счет улучшения поверхностей шестерен в e-Mobility (июль 2021 г.)
Требования к сроку службы e-Mobility постоянно растут.
17 Объединение усилий для решения проблем, связанных с шлифованием конических зубчатых колес (июль 2021 г.)
Norton | Saint-Gobain Abrasives и Gleason Works сотрудничают, чтобы создать решение для высокопроизводительного шлифования зубчатых колес
18 Обеспечение производительности и требований к качеству при шлифовании зубчатых колес (май 2021 г.)
производственные проблемы.
19 Сухая резка конических и гипоидных зубчатых колес (май / июнь 1998 г.)
Высокоскоростная обработка твердосплавом уже несколько десятилетий используется для фрезерных и токарных операций.Прерывистый характер процесса нарезания зубчатых колес отложил использование твердосплавных инструментов в производстве зубчатых колес. Сначала было обнаружено, что карбид слишком хрупок для прерывистого резания. Тем временем, однако, был разработан ряд различных марок карбидов. Первые успешные исследования в области твердосплавного фрезерования цилиндрических зубчатых колес были завершены в середине 80-х годов, но все еще не привели к прорыву в использовании твердосплавных режущих инструментов для производства зубчатых колес. Поскольку карбид был довольно дорогим, а срок службы инструмента был слишком коротким, фреза из быстрорежущей стали с покрытием TiN была более экономичной, чем фреза из твердого сплава без покрытия.
20 Оптимизация процесса шлифования зубчатых колес (август 2020 г. – Удалено)
Экспериментальная проверка улучшений, возможных с помощью новейшей технологии шлифования резьбовых кругов.
21 IMTS 2012 Предварительный просмотр продукции (август 2012 г.)
Предварительный просмотр стендов от экспонентов, демонстрирующих продукцию и услуги для зубчатой промышленности.
22 Создание прототипов на станках для резки и шлифования конических зубчатых колес (май 2020 г.)
Зачем создавать прототипы с концевыми фрезами на станках с коническими зубчатыми колесами? Изготовление спирально-конических и гипоидных передач может осуществляться несколькими способами.
23 Внутренний взгляд на ячейку для твердой отделки (май 2020 г.)
Gleason комбинирует резьбовое колесо Шлифование с помощью GRSL Gear Inspection
24 Основы стружки зубчатых колес – Часть I (ноябрь / декабрь 1997 г.)
Стружка зубчатых колес – это операция чистовой чистовой обработки зубчатых колес, при которой с рабочих поверхностей зубчатых колес удаляются небольшие количества металла. зубы. Его цель – исправить ошибки индекса, угла спирали, профиля зуба и эксцентриситета.Этот процесс также улучшает чистоту поверхности зуба и устраняет с помощью корончатых зубных форм опасность концентрации торцевой нагрузки зуба в процессе эксплуатации.
25 Износ шлифовального круга, правка, продвижение режущей кромки и регулировка угла рабочей фазы после корректировок (январь / февраль 2020 г.)
Существуют ли правила, помогающие оптимизировать процесс шлифования?
26 Новости продуктов (июль 2019 г.)
Полный раздел «Новости продуктов» из июльского выпуска Gear Technology за 2019 год.
27 Если вы восстановите его, они купят его (май 2013 г.)
Говорят, что лучшие идеи часто принадлежат кому-то другому. Но с отремонтированными, модернизированными, модернизированными или модернизированными станками покупатель остерегается и держится за свой кошелек. Поиск поставщиков ремонтных работ и их услуги могут потребовать столько же домашней работы, если не обязательно долларов, как и с машинами, которые продаются прямо в выставочном зале.
28 Универсальное протягивающее устройство (январь / февраль 2010 г.)
Более быстрое и эффективное производство благодаря настольной конструкции от American Broach & Machine.
29 Влияние шлифовальной выемки на рейтинг прочности зубчатого колеса на изгиб (ноябрь / декабрь 2018 г.)
Для достижения требуемого качества большинство зубчатых колес сегодня шлифуются. Обычный процесс шлифования включает обработку боковой поверхности зубчатого колеса, но расцепление до достижения области скругления корня. Если зубчатое колесо предварительно изготовлено с помощью инструмента без выступа, то в месте, где шлифовальный инструмент отводится от боковой поверхности, создается шлифовальная выемка в области корня зуба.Такая выемка может увеличить изгибающие напряжения в корневой зоне, что снизит номинальную прочность.
30 Почему следует выбирать зубошлифовальное шлифование с cBN (ноябрь / декабрь 2018 г.)
Абразивные круги с кубическим нитридом бора (cBN), которые представляют собой специально разработанное абразивное зерно, называемое суперабразивом, обычно дают выход 2200-2500 частей на платье с одним колесом, рассчитанным на столько же от четырех до шести месяцев.
31 Spin City (ноябрь / декабрь 2018 г.)
Технология шлифовальных кругов ориентирована на скорость, эффективность и экономию времени
32 Влияние условий остаточного напряжения на несущую способность корпуса- Закаленные шестерни (август 2018)
Высоконагруженные шестерни обычно закалены для соответствия высоким требованиям к грузоподъемность.Несколько факторов, таких как материал, термическая обработка или макро- и микрогеометрия, могут влиять на несущую способность. Кроме того, состояние остаточного напряжения также значительно влияет на грузоподъемность. Остаточное напряженное состояние возникает в результате термической обработки и может быть дополнительно изменено производственными процессами после термообработки, например шлифовка или дробеструйная обработка.
33 Стандартные образцы для испытаний на травление шлифовальным станком (июнь 2018 г.)
Другой метод получения образца с очень постоянной степенью термического повреждения.
34 Человеко-машинный интерфейс (HMI) в производстве зубчатых колес (июнь 2018)
«Документация не заменяет интуитивно понятный интерфейс». Автор исследует развитие современных средств управления для зубошлифовального станка с ЧПУ.
35 Сокращение времени наладки (июнь 2018)
При все более низкой отдаче от повышения скорости фактического процесса шлифования зубчатых колес сокращение времени наладки стало основным способом постоянного повышения эффективности.Вот последние новости о том, как это сделать сегодня.
36 Эффективная жесткая чистовая обработка асимметричных профилей зубьев и топологических модификаций путем шлифовки (август 2017 г.)
Для повышения грузоподъемности и шумовых характеристик шестерни обычно имеют модификации профиля и ведущего вала. Кроме того, в зубчатых передачах, где заданное направление приложения нагрузки на боковую поверхность зуба (для ведущей и боковой сторон) является усовершенствованием конструкции или даже обязательным, асимметричный профиль зуба является дополнительным решением.В настоящее время многие шестерни требуют полной доработки. Непрерывное генерирующее шлифование обеспечивает очень высокую эффективность процесса, но может ли этот процесс шлифовать все модификации, особенно асимметричные шестерни? Да, это так!
37 MicroPulse и MicroShift для шлифованных конических зубчатых передач (июль 2017 г.)
Шлифование конических и гипоидных зубчатых колес создает на поверхности шероховатую структуру с линиями, параллельными основанию. Неровности этих линий часто повторяются на предыдущих зубах, что приводит к увеличению амплитуд, превышающих частоту сетки зуба, и их высших гармоник.Это явление известно при шлифовании и привело во многих случаях применения цилиндрических зубчатых колес к дополнительной чистовой операции (хонингованию). До сих пор при шлифовании конических и гипоидных зубчатых колес кратковременная притирка шестерни и зубчатого колеса после операции шлифования была единственной возможностью изменить структуру поверхности с линий шероховатости, ориентированных на сильно корневые линии, на диффузную структуру.
38 Сдвиг структуры поверхности для шлифованных конических шестерен (июнь 2017)
Конические и гипоидные шлифованные шестерни имеют расчетную погрешность движения, которая определяет части их поведения NVH.Структура поверхности определяется жесткой отделкой.
39 Liebherr – Barber Colman Hob Settings (сентябрь / октябрь 2015 г.)
Мне нужны инструкции по установке градусов и минут на Liebherr или варочная панель Barber Colman. В наших машинах используется шкала Вернье для определения угла опережения. резца к детали, чтобы сформировать прямые зубья. Есть спор как сделать это задание, и я хотел получить информацию от другого профессионала.
40 Шлифование с контролем закрутки (июнь 2017 г.)
В этой статье представлены новейшие разработки в области твердой чистовой обработки зубчатых колес, в частности, в отношении контроля так называемой боковой закрутки.
41 Шлифованные и зубчатые глобоидальные червячные комплекты (июнь 2017)
Читатель хочет знать: лучше ли глобоидальные червячные передачи с профильным шлифованием и фрезерованием, чем многоосные глобоидальные червячные передачи, созданные с ЧПУ, для снижения шума а вибрация?
42 Новости продуктов (май 2009 г.)
Полный раздел «Новости продуктов» из майского выпуска журнала Gear Technology за 2009 г.
43 Новые разработки в области зубофрезерования (март / апрель 2010 г.)
За последние годы в отрасли производства зубчатых колес появилось несколько инноваций. В случае зубофрезерования – технология сухой резки и возможность делать это с помощью порошковой металлургической HSS – могут быть двумя из самых впечатляющих. И технологии все еще развиваются. Цель этой статьи – представить последние разработки в области зубофрезерования в сочетании с последними улучшениями, касающимися инструментальных материалов и технологического процесса. и интеграция процессов.
44 Новые разработки в области зубчатых колес на IMTS (ноябрь / декабрь 1996 г.)
Международная выставка производственных технологий предоставила одну из самых больших площадок для покупки и продажи оборудования для изготовления зубчатых колес с 121601 посетителем, что сделало ее самой популярной. самая большая IMTS когда-либо. Шоу проходило 4-11 сентября в McCormick Place в Чикаго, штат Иллинойс.
45 Инновационная обработка зубчатых колес с ЧПУ (январь / февраль 1994 г.)
Процесс формовки – краткий обзор принципа работы.В процессе формовки фреза и заготовка представляют собой привод с параллельными осями, вращающимися в сетке (генерирующее движение) в соответствии с количеством зубьев как фрезы, так и заготовки (рис.1), в то время как фреза совершает возвратно-поступательное движение для удаления металла (режущее движение ).
46 Предотвращение столкновений в зубчатых колесах с профилировкой (январь / февраль 1996 г.)
В процессе разработки зубчатых передач иногда случается, что кончик одной зубчатой передачи заедает в галтели сопряженной шестерни. .Первой реакцией может быть предположение, что внешний диаметр шестерни слишком большой. Эта статья призвана показать, что, хотя размеры шестерни соответствуют рекомендациям AGMA, если шестерня режется с помощью формирователя, процесс резания может не обеспечить достаточного разгрузки в области галтеля и стать причиной столкновения.
47 Зубофрезерный станок для сухих зубчатых колес (июль / август 1995 г.)
Вопрос: Мы планируем приобрести зубофрезерный станок с возможностью зубофрезерования.Что нам нужно знать об особых системных требованиях для этой технологии?
48 Основное руководство по удалению заусенцев и снятию фаски на зубчатых колесах (июль / август 1995 г.)
На сегодняшнем промышленном рынке удаление заусенцев и снятие фаски больше не являются чисто косметическими. Более высокие скорости, на которых работают трансмиссии сегодня, требуют, чтобы зубья шестерни входили в зацепление как можно более плавно и точно, чтобы предотвратить преждевременный выход из строя. Требование более тихих передач также требует более жестких допусков.Новые методы термообработки и другие операции с вторичными зубчатыми колесами выдвинули свои собственные требования к производителям. Компании, которые могут снимать заусенцы или снимать фаски в соответствии с этими новыми, более строгими спецификациями – и при этом удерживать расходы на соответствующем уровне – оказываются в выигрыше у своих конкурентов.
49 Новые концепции обработки зубчатых колес с ЧПУ (июль / август 1995 г.)
В современной экономике покупка нового современного зубчатого формирователя означает значительные капиталовложения, которые диктует только здравый смысл. что вы разрабатываете стратегии, чтобы получить максимальную отдачу от своих денег.Один из лучших способов сделать это – использовать сложность машины, чтобы превратить ее в нечто большее, чем просто одноцелевой инструмент.
50 Опытное программное обеспечение с ЧПУ (май / июнь 1995 г.)
Вопрос: Какие вопросы мы должны задать о программном обеспечении при покупке нашего первого зубофрезерного станка с ЧПУ? Что нам нужно знать, чтобы правильно указать системные требования?
51 На что обратить внимание перед прыжком (март / апрель 1995 г.)
Вопрос: Мы заинтересованы в покупке нашего первого зубофрезерного станка.Какие вопросы следует задать производителю и что нужно знать, чтобы правильно указать требования к аппаратному и программному обеспечению ЧПУ?
52 Второе издание … (март / апрель 1995 г.)
Зубчатая передача для Munchkins Джин Кастен, президент компании Repair Parts, Inc. из Рокфорда, штат Иллинойс, является счастливым обладателем миниатюрного хоббера Barber-Colman, единственного в своем роде в мире. Машина, точная копия старой машины B-C “A”, была построена между 1933 и 1941 годами У.У. Диковер, посвятивший проекту 2 640 часов свободного времени.
53 Основы ЧПУ (январь / февраль 1995 г.)
Станки с ЧПУ и ЧПУ сегодня лежат в основе производства. Это самое современное оборудование, которое есть у всех (или которое скоро получит), которое обещает снизить затраты, увеличить производство и превратить производителей в конкурентоспособных производителей. Как и многие другие высокотехнологичные устройства (например, микроволновые печи и видеомагнитофоны), многие люди имеют и используют их – даже успешно – даже не зная, как они работают.Но переход на ЧПУ стоит больших денег, поэтому очень важно отделить шумиху от реальности.
54 Производство зубчатых колес с ЧПУ – где мы сейчас (январь / февраль 1995 г.)
В наши дни трудно пережить завтрак, не прочитав и не услышав еще одну историю о том, как компьютер меняет наш образ жизни, спать, есть, дышать, творить и заниматься бизнесом. Сообщение в том, что сейчас все компьютеризировано, а если нет, то самое позднее к следующему вторнику, ну, может быть.
55 Протяжка зубчатых колес (март / апрель 1997 г.)
Протяжка – это процесс, при котором режущий инструмент проходит над или через деталь детали для получения желаемой формы. Протяжка удаляет материал детали с помощью ряда зубцов, каждый из которых удаляет определенное количество материала.
56 Базовое хонингование и расширенное хонингование произвольной формы (июль / август 1997 г.)
Хонингование вращающихся зубчатых колес – это точный, твердый процесс чистовой обработки с перекрестными осями, в котором используются инструменты для удаления материала под давлением и абразивные хонинговальные инструменты. боковые поверхности зуба для улучшения чистоты поверхности (.1–3 мкм или 4–12 мкм Ra), чтобы удалить зазубрины и заусенцы, а также изменить или исправить геометрию зуба. В конечном итоге конечные результаты – более тихие, прочные и долговечные шестерни.
57 Ведущий специалист по компьютерам и автоматизации IMTS Innovations (ноябрь / декабрь 1994 г.)
Роботы, компьютеры и другие признаки высоких технологий были в изобилии на IMTS 94, подтверждая утверждение многих, что это было одно из лучших шоу за всю историю. Многие из представленных машин были так много роботизированных приспособлений и компьютерных штуковин, что они больше походили на то, что они принадлежали к какому-то фантастическому фильму, чем на полу механического цеха.
58 Зубофрезерование без СОЖ (ноябрь / декабрь 1994 г.)
По экологическим и экономическим причинам использование СОЖ в процессах обработки все чаще ставится под сомнение. Рост цен на охлаждающую жидкость и стоимость утилизации, а также нагрузка на рабочих и окружающую среду подогревают дискуссии. Использование охлаждающей жидкости привело к появлению высокотехнологичной системы обработки охлаждающей жидкости в машине (охлаждение, фильтрация) и защиты окружающей среды (фильтр, коллектор масляного тумана).В этой области новейшие режущие материалы, используемые с СОЖ или без нее, обладают большим потенциалом для повышения экономичности процесса удаления металла. Естественный переход к полностью сухой обработке имеет решающие преимущества для фрезерования.
59 Процесс зубофрезерования (январь / февраль 1994 г.)
Зубофрезерование – это процесс создания. Термин «генерирование» относится к тому факту, что форма зуба шестерни не является сопряженной формой режущего инструмента, фрезы.Во время фрезерования и варочная панель, и заготовка вращаются непрерывно. Во время этого вращения фреза обычно подается в осевом направлении, при этом все зубья постепенно формируются по мере того, как инструмент пересекает рабочую поверхность (см. Рис. 1a).
60 Новый формирователь без направляющих с ЧПУ для винтовых зубчатых колес (март / апрель 1998 г.)
Объявления о продуктах так часто звучат минор, постепенные достижения с такими произведениями, как «революционные» и «уникальные», что даже лучший тезаурус может потерпеть неудачу предложить свежую альтернативу, чтобы предупредить читателя, когда вводится что-то действительно новаторское и важное.В случае нового формирователя зубчатых колес с ЧПУ Mitsubishi ST25CNC применяются оба условия.
61 Технология ЧПУ и системно-независимое производство спирально-конических зубчатых колес (сентябрь / октябрь 1992 г.)
Технология ЧПУ открывает новые возможности для производства конических зубчатых колес. Хотя традиционно покупка определенного станка одновременно определяла конкретную производственную систему, технология ЧПУ позволяет обрабатывать конические шестерни с использованием самых разных методов.Идеологический спор между «коническим зубом или зубом параллельной глубины» и «одиночным индексированием или непрерывным индексированием» больше не приводит к необратимому фундаментальному решению. Вместо этого системы стали проницаемыми, и с существующими станками с ЧПУ можно будет выбрать ту или иную систему в соответствии с фактическими соображениями позднее.
62 Приемка зубофрезерно-фрезерных станков SPC (сентябрь / октябрь 1991 г.)
Сегодня, как часть типичного заказа на зубофрезерный или формовочный станок, инженеры должны проводить приемочные испытания SPC.Это испытание SPC, хотя оно и необходимо по контракту для приемки машины, не является приемочным испытанием машины. Это проверка возможностей процесса. Это приемка станка, режущего инструмента, зажимного приспособления и заготовки, как интегрированных в режущий станок, с использованием зубчатого измерительного станка, с его рабочей оправкой и оценочным программным обеспечением, для измерения приемочных элементов заготовки.
63 Sicmat представляет бритвенный станок Raso 200 Dynamic (ноябрь / декабрь 2011 г.)
Raso 200 Dynamic был разработан, чтобы предложить все характеристики зубчато-бритвенного станка по конкурентоспособной цене.
64 Либхерр LDF350 предлагает комплексную обработку в новом измерении (ноябрь / декабрь 2011 г.)
Цель, по словам доктора- Ing. Хансйорг Гейзер, руководитель отдела разработки и проектирования зубчатых станков в компании Liebherr, должен был разработать и спроектировать комбинированный токарно-фрезерный станок, в котором токарные, сверлильные и фрезерные работы могли выполняться с тем же зажимом, что и фрезерование зубчатых колес и зубчатых колес. последующие процессы снятия фаски и заусенцев.
65 Надежное и эффективное зуботочение (сентябрь 2011 г.)
Новая концепция станков и инструментов Klingelnberg обеспечивает точное производство.
66 Современные протяжки (август 2011 г.)
Есть ряд компаний работают над изменением восприятия протяжки, и за последние 10 лет они внедрили значительные технологические изменения, чтобы сделать процесс более гибким, продуктивным и точный.
67 Обновление технологии зубофрезерования (июнь / июль 2011 г.)
Вопросы и ответы с доктором Алоисом Мундтом из Liebherr.
68 Основы стрижки зубчатых колес, часть II (январь / февраль 1998 г.)
В нашем последнем выпуске мы рассмотрели основные принципы стружки зубчатых колес и подготовки деталей к стрижке. В этом выпуске мы расскажем о методах бритья, принципах конструкции и способах установки ножа.
69 Влияние отклонений топографии на психоакустическую оценку шлифованных конических зубчатых колес (ноябрь / декабрь 2016 г.)
В процессе проектирования трансмиссий одним из основных критериев является результирующее шумовое излучение трансмиссии из-за возбуждения шестерен.В последние годы многочисленные исследования показали, что Излучение шума можно отнести к квазистатической ошибке передачи. Следовательно, ошибку передачи можно использовать для контакта зуба. анализ в процессе проектирования, а также характеристическое значение для обеспечение качества путем экспериментальных проверок.
70 Чистовая обработка зубчатых колес путем обточки, прокатки и хонингования, часть II (май / июнь 1992 г.)
Часть I этой серии посвящена стружке зубчатых колес, а часть II посвящена чистовой обработке зубчатых колес накаткой и хонингованием.
71 Чистовая обработка зубчатых колес путем стачивания, прокатки и хонингования, часть I (март / апрель 1992 г.)
Существует несколько методов улучшения качества прямозубых и косозубых шестерен после стандартных операций черновой обработки зубофрезерованием или фрезерованием. формирование. Стружка вращающегося зубчатого колеса и чистовая обработка валков выполняются в сыром или мягком состоянии перед термообработкой.
72 Дорога ведет прямо к Hypoflex (март / апрель 2010 г.)
Новый метод нарезания прямых конических зубчатых колес.
73 Тепловое воздействие на КИМ (сентябрь / октябрь 1997 г.)
Тенденция к перемещению координатно-измерительных машин в цех, чтобы стать неотъемлемой частью производственных операций, делает управление процессами в реальном времени доступным для многие компании. Однако размещение измерительных машин в цехах подвергает их суровым условиям окружающей среды. Как и любая измерительная система, КИМ чувствительны к любым условиям окружающей среды, которые отклоняются от «идеальных» условий метрологической лаборатории.
74 Шлифование зубчатых колес сегодня (июнь 2017 г.)
Новые подразделения, дни открытых дверей и продолжающийся рост промышленного Интернета вещей – В прошлом году в области зубошлифования произошло много изменений.
75 Спирально-конические зубчатые колеса для твердой чистовой обработки (март / апрель 2016 г.)
Не могли бы вы объяснить мне разницу между шлифованием торцевых поверхностей спирально-конической зубчатой передачи, торцевым фрезерованием и шлифованием по Клингельнбергу HPG? Какой лучше по шуму, грузоподъемности и качеству?
76 Роль собственных частот в вибрации шлифовальных систем (ноябрь / декабрь 2016 г.)
Чрезмерная вибрация станка во время операции точного шлифования может привести к низкому качеству заготовки в виде вибрации, шероховатости, сжечь и т. д.Одна из возможных причин чрезмерная вибрация напрямую связана с отношениями между собственными частотами станочной системы и рабочая скорость шпинделя шлифовального круга.
77 Возможности для зубошлифовальных машин – выводы из области машиностроения (июль / август 2005 г.)
Том Ланг из Kapp Technologies делится своим видением тенденций, влияющих на шлифовальные зубчатые колеса.
78 Твёрдая и чистовая чистовая обработка Часть 1 (сентябрь / октябрь 1989 г.)
Благодаря ряду недавно разработанных производственных методов стала возможна рентабельная твёрдая обработка боковых сторон зубьев в массовом производстве.Преимущество твердой механической обработки перед чистовой стружкой или прокаткой в том виде, как это использовалось до сих пор, заключается в том, что тщательно модифицированные боковые поверхности зуба производятся с очень жесткими производственными допусками. Помимо увеличения грузоподъемности, главной целью является решение сложной проблемы снижения генерации шума за счет кинематических модификаций сетки зубьев в зависимости от нагрузки. В части II мы будем иметь дело с рабочими процессами и результатами обработки, а также с проблемами шума зубчатых колес.
79 Геометрия скругления зубьев шлифованной шестерни (январь / февраль 1989 г.)
В этой статье с помощью генерирующих методов исследуются особенности галтели, возникающие в результате шлифования зуба.Сравниваются филе, образовавшиеся в результате нарезания зуба и шлифовки зуба под разными углами давления и при разных положениях шлифовального круга. Показаны способы улучшения окончательной кромки шлифованных зубов с точки зрения прочности и шума зуба, а также условий шлифования. Определяется «недошлифование» и описываются специальные конструкции для бесшумных зубчатых колес.
80 Повышение эффективности продукта – за счет измельчения CBN (сентябрь / октябрь 1988 г.)
Современные производственные процессы стали союзником разработчика продукции в производстве компонентов более высокого качества и с более высокими эксплуатационными характеристиками в транспортной отрасли.Это особенно верно в отношении шлифовальных систем, где физические свойства абразивов CBN были применены для улучшения продолжительности цикла, стабильности размеров, целостности поверхности и общих затрат. Из этих четырех факторов целостность поверхности имеет наибольший потенциал для влияния на фактическую конструкцию высоконагруженных компонентов из закаленной стали.
81 Жесткая чистовая обработка зубчатых колес (март / апрель 1988 г.)
Жесткая чистовая обработка зубчатых колес (HGF), относительно новая технология, представляет собой прорыв в области проектирования зубчатых колес.Использование оборудования с числовым программным управлением (ЧПУ) обеспечивает высокоточную синхронную связь между шпинделем инструмента и рабочим шпинделем, а также другие движения, тем самым устраняя необходимость в зубчатых передачах. Станок для чистовой обработки зубчатых колес устраняет проблемы, возникающие при использовании двух традиционных методов – стружки зубчатой передачи, которая не может полностью исправить ошибки зубчатых колес зубчатых колес, и прокатки зубчатых колес, в которой отсутствует возможность удаления припуска, а также приводятся в движение заготовки без связи с ведущей прокаткой. механизм.Такой станок обеспечивает большую точность, уменьшая необходимость в традиционном венцовании шестерен, что приводит к получению шестерен с большей шириной поверхности, чем необходимо.
82 Зеркальная чистовая обработка поверхностей зубьев с использованием пробного зубошлифовального станка с кубическим борно-нитридным кругом (ноябрь / декабрь 1986 г.)
В обычных зубошлифовальных станках шлифовальные круги с зернами аллунда и твердостью около 2000 HV использовались для чистовой обработки стальных шестерен с твердостью примерно до 1000HV.В этом случае на точность шлифовки шестерен сильно влияет износ шлифовального круга, поскольку разница в твердости сравнительно небольшая, когда шестерни полностью закалены.
83 Методика выбора круга для формового шлифования зубчатых колес (май / июнь 1986 г.)
До недавнего времени зубошлифование формы выполнялось почти исключительно с помощью обычных абразивных шлифовальных кругов, подлежащих правке. В последние годы для этой операции были внедрены предварительно отформованные круги с покрытием из кубического нитрида бора (CBN), и было опубликовано значительное количество литературы, в которой утверждается, что обычное шлифование диски будут полностью заменены в будущем.В этой статье не оспариваются превосходные обрабатывающие свойства круга из CBN.
84 Снижение затрат на шлифование и лучшее качество заготовки за счет высокопроизводительного шлифования с кругами из CBN (январь / февраль 1986 г.)
Значительное улучшение производительности обработки трудно шлифуемых материалов может быть достигнуто с помощью следующих средств: изготовление дисков CBN.
85 Формовочное шлифование CBN с ЧПУ (май / июнь 1984 г.)
Боразон – это суперабразивный материал, первоначально разработанный General Electric в 1969 году.Это высокоэффективный материал для обработки высоколегированных черных металлов и суперсплавов. Боразон CBN – нитрид кубического происхождения – производится с помощью процесса высокой температуры и высокого давления, аналогичного тому, который используется с искусственным алмазом. Боразон, после алмаза, самый твердый из известных абразивов; он более чем в два раза тверже оксида алюминия. Он имеет чрезвычайно высокую термическую прочность по сравнению с алмазом. Он также гораздо менее химически реагирует с сплавы железа, кобальта или никеля.
86 Влияние шлифовального ожога на питтинговую способность (август 2008 г.)
Цель данной работы – определить несущую способность термически поврежденных деталей при напряжении качения.Поскольку проверка с использованием настоящих шестерен проблематична, в качестве приемлемой замены выбираются ролики. Рассмотренный диапазон термических повреждений от твердой обработки простирается от неповрежденных деталей в лучшем случае до зоны повторной закалки в худшем случае. Также были исследованы две степени закаленной зоны.
87 Руководство по современному шлифованию конических зубчатых колес (август 2008)
В этом документе признается большое разнообразие производственных процессов, особенно шлифовальных, используемых при производстве конических зубчатых колес…
88 HMC Lassos Самая большая зубошлифовальная машина в мире (июнь 2008 г.)
Hofler Rapid 6000 дебютирует в компании Highway Machine в Северной Америке.
89 На пути к надежному шлифованию больших объемов зубчатых колес произошел раскол (сентябрь / октябрь 2005 г.)
Производители конических зубчатых колес живут в одном из двух лагерей: станки для фрезерования / притирки торцевых поверхностей и стан для торцевых фрезерно-шлифовальных работ.
90 Что нужно знать о шлифовании конических зубчатых колес (сентябрь / октябрь 2005 г.)
Руководящие указания являются страховкой от ошибок в зачастую детализированной работе по изготовлению зубчатых колес.В конце концов, инженеры-механики не могут знать все этапы всех процессов, используемых на их заводах.
91 Holroyd выпускает новый зубошлифовальный станок (январь / февраль 2005 г.)
Новый станок обещает точность DIN 2 и уникальные характеристики при невысокой стоимости.
92 Жесткая чистовая и чистовая чистовая обработка, часть 2 (ноябрь / декабрь 1989 г.)
После обработки или фрезерования боковые поверхности зуба должны быть сняты фаской или зачищены.Здесь крайне важно, чтобы образовавшийся вторичный заусенец формировался не на боковой поверхности, а на торце зубчатого колеса, потому что во время закалки вторичный заусенец выпрямляется и из-за своей чрезвычайной твердости приводит к чрезмерному износу инструмента.
93 Оптимизация процесса шлифования профиля зубчатого колеса с использованием процесса аналогии (ноябрь / декабрь 2006 г.)
Для того, чтобы заточить зубчатое колесо без пригорания и как можно более производительно, требуется лучшее понимание процесса .
94 Новейший резьбошлифовальный станок Drake использует роботизированную систему загрузки-выгрузки (июль / август 2006 г.)
Резьбошлифовальный станок GS: TE-LM от Drake Manufacturing оснащен роботизированной системой загрузки / выгрузки, обеспечивающей максимальное производительность при крупносерийном производстве шлифованных ниток.
95 Повреждение поверхности, вызванное шлифованием профиля зубчатого колеса, и его влияние на несущую способность боковой нагрузки (сентябрь / октябрь 2004 г.)
Случаи повреждения шлифованных и закаленных зубчатых колес прерывистой формы, особенно крупных размеров, в последнее время увеличились.Частично это может быть связано с неправильным процессом шлифования с негативным воздействием на зоны поверхности и поверхность. характеристики.
96 Методы заточки зубчатых колес Зубчатые колеса с параллельными осями (март / апрель 1985 г.)
Основное назначение зубчатых колес Шлифовка заключается в последовательном и экономичном производстве «твердых» или «мягких» зубчатых элементов шестерни с точностью, требуемой функциями шестерни. Эти зубчатые элементы включают профиль зуба, расстояние между зубьями, шаг или параллельность, осевой профиль, биение делительной линии, чистоту поверхности, профиль галтели корня, и другая геометрия шестерни, которая способствует к производительности зубчатой передачи.
97 Шлифовальные и абразивные материалы (май / июнь 2004 г.)
Гибкость и производительность – ключевые слова в сегодняшних операциях шлифования. Машины становятся более гибкие, как выглядят производители для способов производства большего количества деталей на более низкая стоимость. Что раньше занимало два машин или больше сейчас занимает всего одна.
98 Как вы справляетесь с ошибкой смещения в ваших косозубых зубчатых колесах (май 2009 г.)
В этой статье изначально дается определение ошибки смещения – «явления скрученного зуба».«Используя иллюстрации, мы объясняем, что погрешность смещения является побочным продуктом применения традиционных методов радиальной коронки для изготовления зубцов с коронкой на косозубых зубчатых колесах. Рассматриваемые методы – это зубчатые колеса, которые обработаны, профилированы, выбриты, сформированы и обработаны шлифовкой. В документе объясняется, почему в этих методах возникает ошибка смещения, и предлагаются методы, используемые для ограничения / устранения ошибки смещения. Иногда может быть возможность применить два метода для устранения ошибки смещения. В таких случаях будут рассмотрены плюсы и минусы этих методов.
99 Анализ отказов шестерен, связанных с прожогом при шлифовании (январь / февраль 2009 г.)
Известно, что при цементировании шестерен происходит некоторый рост и перераспределение напряжений, которые приводят к геометрической деформации. Зубчатые колеса для аэрокосмической техники требуют шлифования зубьев шестерен после закалки для достижения необходимой точности. Закалка цементированной поверхности, обычно известная как шлифовальный ожог, происходит при производстве. процесс, когда теряется контроль тепловыделения на поверхности.
100 Изменения остаточных напряжений, вызванные шлифованием науглероженных зубчатых колес (март / апрель 2009 г.)
В этой статье представлены результаты исследования, проведенного для измерения изменения остаточного напряжения, возникающего в результате чистового шлифования науглероженных зубчатых колес. шестерни. Остаточные напряжения были измерены на пяти зубчатых передачах с использованием оборудования для дифракции рентгеновских лучей в Центре измерения остаточных напряжений для больших образцов в Окриджской национальной лаборатории.
101 Ветер перемен в профильном шлифовании (май / июнь 2004 г.)
Последние достижения в области программного обеспечения для профильного шлифования помогают Anderson Precision Gears и другим компаниям удовлетворить ненасытный аппетит ветроэнергетики к более быстрому производство крупногабаритных высококачественных шестерен.
102 Шлифовальные шестерни для гоночных трансмиссий (сентябрь / октябрь 2009 г.)
Когда вы продвигаете 850 лошадиных сил и 9000 об / мин через гоночную трансмиссию, лучше надейтесь, что она устоит. Коробки передач и шестерни, разбросанные по всему гоночному треку, никак не улучшают ваше положение или положение вашего поставщика трансмиссии.
103 Технологические основы чистового шлифования конических зубчатых колес CBN (ноябрь / декабрь 1985 г.)
Процесс шлифования конических зубчатых колес с использованием обычных кругов был ограничен применениями, в которых требовался самый высокий уровень требуется качество.
104 Зубошлифование 2003 (ноябрь / декабрь 2003 г.)
Преимущества шлифованных зубчатых колес хорошо известны. Они создают меньше шума, передают больше мощности и имеют более длительный срок службы, чем шестерни, не предназначенные для заземления. Но шлифовка всегда считалась дорогостоящим процессом, необходимым только для аэрокосмической промышленности или другого высокотехнологичного производства зубчатых колес.
105 Инновационные концепции шлифования ветроэнергетических зубчатых колес (июнь 2009 г.)
В этой статье показаны новейшие разработки по сокращению общего времени цикла шлифования ветроэнергетических зубчатых колес, включая использование как профильного шлифования, так и резьбового круга шлифование.
106 Влияние параметров поверхности зубчатой передачи на износ по задней поверхности (январь / февраль 2009 г.)
Неравномерный износ зубчатой передачи изменяет топологию зубчатой передачи и влияет на шумовые характеристики гипоидной зубчатой передачи. В совокупные результаты при определенных условиях вождения автомобиля могут потенциально привести к неприемлемым шумовым характеристикам автомобиля за короткий период времени. В этой статье представлено влияние параметров поверхности зубчатого колеса на износ зубчатого колеса и методы измерения / тестирования, используемые для количественной оценки износа по задней поверхности в лабораторных испытаниях.
107 Зубошлифовальные станки (сентябрь / октябрь 1989 г.)
В этой статье рассматриваются некоторые аспекты, которые необходимо учитывать при шлифовании зубчатых колес, общие проблемы, возникающие при шлифовании зубчатых колес, и их решения. Обсуждение будет ограничено рабочими местами или средами мелкосерийного производства, где экспериментальная установка и тестирование невозможны по экономическим и другим причинам.
108 Влияние шлифования CBN на качество и долговечность компонентов трансмиссии (январь / февраль 1991 г.)
Рассмотрены преимущества физических характеристик CBN по сравнению с обычными абразивами из оксида алюминия в плане шлифования.Улучшенная целостность поверхности и однородность продуктов трансмиссии могут быть достигнуты за счет высокой скорости съема в процессе шлифования CBN. Также обсуждается влияние процедуры подготовки поверхности круга CBN на производительность шлифования.
109 Обновление современных производственных процессов (август 2016)
Gear Technology берет интервью у Скотта Йодерса из Liebherr о новейших технологиях обработки зубчатых колес, актуальных для производителей автомобилей.
110 Brad Foote и 3M проводят совместные испытания наземных деталей (март / апрель 2014 г.)
Колеса Cubitron II проходят испытания в этом тематическом исследовании.
111 Методы нарезания конического зубчатого колеса (июнь 2016)
ЗАКЛЮЧИТЕЛЬНАЯ ГЛАВА Это последняя из серии глав, взятых из книги доктора Германа Штадтфельда «Технология конических зубчатых колес Gleason» – книги, написанной для специалистов в области планирования, проектирования, проектирования и производства зубчатых колес.В работе также рассматриваются технические информационные потребности исследователей, ученых и студентов, занимающихся теорией и практикой конических зубчатых колес и других угловых зубчатых колес. Хотя все вышеперечисленные группы, конечно, имеют неоценимое значение для индустрии зубчатых передач, именно студенты, безусловно, являются ключом к ее будущему. И с такими знаниями приятно слышать от доктора Штадтфельда из восторженный отклик, который он получил от молодых читателей частей этой главы.
112 Инновации для высокопроизводительного шлифования (июнь 2016)
По сравнению с провидческой Индустрией 4.0 – или Четвертой промышленной революцией – станкостроение может показаться довольно приземленным.
113 Комплексная шлифовка зубчатых колес (июнь 2016 г.)
Ищете простой, но полезный совет в преддверии IMTS 2016? Никогда не сомневайтесь в своих инвестициях в станки.Гибкость – это обязательное требование в производстве зубчатых колес сегодня. Точность, надежность и эффективность должны улучшаться с каждой покупкой нового станка. Инновации – это всегда конец игры. Поэтому неудивительно, что участники IMTS 2016 познакомятся с множеством технологий зубошлифования. рассмотреть эту осень.
114 Локальное моделирование удельной скорости съема материала для зубошлифования (сентябрь / октябрь 2015 г.)
Шлифование зубчатого колеса – один из наиболее важных процессов чистовой обработки малых и средних зубчатых колес, его процесс дизайн часто определяется практическими знаниями.Поэтому здесь разрабатывается производственное моделирование с возможностью расчета ключевых значений процесса, таких как удельная скорость съема материала. Действительно, это В статье представлены первые результаты модели для локального анализа стоимости. Кроме того, предоставляется эмпирическая формула, основанная на модели множественной регрессии для глобального значения, описывающего процесс.
115 Шлифовка зубчатых колес становится проще, лучше, быстрее, сильнее (июнь 2015 г.)
Компания Liebherr известна как одна из крупнейших частных компаний в мире – титан тяжелой промышленности, специализирующийся на подъемных кранах, грузовики и гигантские землеройные и горные работы оборудование.
116 Скосовое шлифование, прокатка по прямой (июнь 2015 г.)
Когда д-р Герман Штадтфельд говорит: люди склонны слушать. Считается одним из лучших в мире специалисты по коническим зубчатым колесам, Stadtfeld, вице-президент Gleason по технологии конических зубчатых колес недавно рассказал о нескольких передовых достижениях, над которыми компания работает.
117 Прогнозирование изменений зоны поверхности при шлифовании зубчатых колес (март / апрель 2015 г.)
Одним из процессов твердой чистовой обработки зубчатых колес является зубошлифование.Из-за высокой эффективности процесса шлифование зубчатых колес заменило другие процессы шлифования, такие как профильное шлифование, при серийном производстве зубчатых колес малых и средних размеров. Тем не менее, несмотря на широкое промышленное применение зубошлифовального станка, разработка процесса основана на опыте, а также на длительных и затратных испытаниях. Научно-обоснованный анализ зубошлифования требует большого количества времени и усилий, и существует лишь несколько опубликованных научных исследований. В этом отчете представлена термомеханическая модель процесса, описывающая влияние на поверхность при шлифовании зубчатых колес.
118 Моделирование отклонений при зубофрезеровании и генерационном шлифовании (сентябрь / октябрь 2014 г.)
Производственные процессы зубофрезерования и генерационного шлифования сложны из-за геометрии и кинематики инструмента. Для точного определения причины отклонений детали требуются экспертные знания и всестороннее тестирование. Недавно разработанный программный инструмент позволяет моделировать процесс резания инструмента и накладывать на него систематические отклонения.Производительность моделирования программное обеспечение проиллюстрировано здесь практическими примерами. Новый инструмент моделирования позволяет пользователю точно прогнозировать влияние ошибок. Обладая этими знаниями, пользователь может спроектировать и использовать оптимальные, надежные процессы зубчатой передачи.
119 Плюсы и минусы полностью измельченных корневых филе (август 2014)
Для максимального срока службы науглероженных и шлифованных зубчатых зацеплений мне сообщили, что полное шлифование радиуса в корневой части обеспечивает максимальное сопротивление усталости неудачи.Другие считают, что лучше всего использовать фрезерованный и неотшлифованный радиусный корень. Что лучше и почему?
120 Хонингование шестерен (август 2014)
Хонингование шестерен – по определению – обеспечивает простоту эксплуатации, низкий уровень шума и более плавную работу трансмиссии. Хонингование также способствует снижение трения в трансмиссии. Как интенсивная резка (черновая обработка), так и функциональная чистовая обработка зубчатых колес трансмиссии могут выполняться за одну установку на одном станке.
121 Новости отрасли (июль 2014 г.)
Полный раздел «Новости отрасли» из июльского выпуска журнала Gear Technology за 2014 г.
122 Allison Transmission без компромиссов по качеству (июль 2014 г.)
Gleason 350GMS помогает установить более качественные и надежные шестерни в автоматическую коробку передач TC10 нового поколения.
123 Технологический потенциал и характеристики зубчатых колес, шлифованных с помощью правых инструментов из CBN (март / апрель 2014 г.)
Шлифовальные инструменты из CBN с правкой керамической связкой сочетают в себе преимущества других распространенных систем инструментов для зубошлифования.Тем не менее, несмотря на эти технологические преимущества, из-за высокой стоимости инструмента рынок сбыта этих шлифовальных инструментов невелик. Кроме того, существует скудная литература, касающаяся зубошлифования с правым CBN. Это особенно верно в отношении влияния системы шлифовального инструмента на свойства компонентов, связанные с производством. Целью исследования данного отчета является определение преимуществ правимых инструментов из CBN при шлифовании зубчатых колес.
124 Следующая трансформация (март / апрель 2014 г.)
Время от времени производство выходит из-под его инерции из-за преобразующей технологии, которая коренным образом меняет не только способ производства продукции, но и ее производство. экономика бизнеса.
125 Твердая чистовая обработка традиционным способом и формованием (март / апрель 1991 г.)
Качество зубчатого колеса и его характеристики определяются следующими пятью параметрами, которые должны быть указаны для каждой зубчатой передачи: Шаг диаметр, эвольвентная форма, точность шага, точность шага и истинная ось вращения. Первые четыре параметра могут быть измерены или нанесены на карту и должны находиться в пределах допуска по отношению к пятому. Диаметр шага, эвольвента, шаг и шаг зубчатого колеса могут иметь качество ведущего зубчатого колеса при измерении или нанесении на карту на испытательной машине, но зубчатое колесо может работать плохо, если истинная ось вращения после установки больше не та, которая использовалась при испытании механизм.
126 Проект XL Gears (январь / февраль 2014 г.)
Многие из существующих руководств по изготовлению больших высокопроизводительных шестерен для редукторов ветряных турбин требуют улучшения. Учтите: большой шлифовальный материал, используемый для компенсации деформации при термообработке, может значительно снизить производительность производства; а также материалы и производственные процессы – два других многообещающих направления улучшения. В представленной здесь работе исследуются закаливаемые легированные стали, которые в сочетании со специально разработанными процессами закалки и термообработки демонстрируют меньшую деформацию и, в свою очередь, требуют меньшего шлифовального материала.
127 Liebherr Touts Technology на последнем семинаре Gear (июнь / июль 2013 г.)
На два дня в Салине, штат Мичиган, Клиенты, заказчики и друзья собрались вместе, чтобы обсудить новейшие зубчатые передачи и технологии. Питер Видеманн, президент Liebherr Gear Technology Inc., вместе с доктором инж. Алоис Мундт, управляющий директор, Dr.-Ing. Оливер Винкель, руководитель отдела прикладных технологий, и д-р инж. Андреас Мехр, специалист по развитию технологий формообразования и шлифования, провел множество информативных презентаций.
128 Быстрая доставка больших шестерен (май 2013 г.)
Когда клиенту требовалось доставить шестерни за три недели, вот как компания Brevini Wind сделала это.
129 Зубошлифовальный станок интегрирован в IMTS 2012 (октябрь 2012)
На IMTS 2012 были представлены новейшие станки, инструменты и технологии для зубошлифования.
130 Метод контроля шума Баркгаузена для обнаружения Повреждения при шлифовании шестерен (ноябрь / декабрь 2002 г.)
При шлифовании компонентов из закаленной стали всегда существует вероятность повреждения стали в виде остаточных напряжений или изменений микроструктуры.Методы обнаружения такого рода повреждений всегда имели один или несколько недостатков, таких как стоимость, время, сложность, субъективность или использование опасных химикатов.
131 Заточка зубчатых колес с параллельными осями: теория и применение (ноябрь / декабрь 2000 г.)
Целью конструкции зубчатого привода является передача мощности и движения с постоянной угловой скоростью. Современные тенденции в конструкции зубчатых передач требуют большей грузоподъемности и увеличения срока службы в меньших, более тихих и более эффективных коробках передач.Как правило, эти цели достигаются путем установки более точных шестерен. Это, в сочетании с наличием удобного в использовании зубошлифовального оборудования с ЧПУ, увеличило использование шлифованных зубчатых колес.
132 Зубошлифовальные круги с плоскими кругами (сентябрь / октябрь 1999 г.)
Шлифование зубчатых колес с помощью плоских кругов (шлифовальные станки типа Maad) широко рассматривается как наиболее точный метод шлифования зубчатых колес из-за очень короткие и простые кинематические связи между зубчатым колесом и инструментом, а также потому, что режущие кромки колес представляют собой плоские поверхности.Однако в этом методе шлифования, в зависимости от параметров зубчатых колес и одной из регулировок (например, количества зубьев, охватываемых шлифовальными кругами), обычно возникает так называемый перебег на вершине или у основания зубьев, которые шлифуются. происходит. Когда это происходит, происходит обработка только одним колесом. В результате погрешность профиля и длина пути генерации увеличиваются, а производительность снижается.
133 Выбор оптимальных параметров стоечного инструмента для обеспечения максимальной точности профиля зуба шестерни (январь / февраль 1999 г.)
Был проведен анализ возможностей выбора параметров геометрии инструмента по порядку. уменьшить погрешности профиля зуба при шлифовании шестерен разными способами.Выбор параметров производился на основе анализа сеточной схемы шестерни и стойки. Приведены некоторые формулы и графики для выбора угла давления, модуля и дополнения стоечного инструмента. Результаты шлифовки экспериментальных шестерен подтверждают теоретический анализ.
134 Чистовая обработка зубчатых колес с использованием CBN-Basic (май / июнь 1998 г.)
На протяжении более 50 лет шлифование было признанным методом выбора для улучшения качества зубчатых колес и других деталей за счет корректировки нагрева лечить искажения.Шестерни с уровнем качества выше AGMA 10-11 или DIN 6-7 подвергаются твердой обработке, обычно шлифованием. Другие области применения для шлифования включают, помимо прочего, внутреннюю / внешнюю и прямозубую / косозубую шестерню и шлицы, формы радиуса, резьбу и зазубрины, роторы компрессоров, героторы, шарико-винтовые передачи, червяки, линейные шариковые дорожки, вращающиеся поршни, лопасти вращатели насосов, пазы для лопастей и шпиндели насосов.
135 Методы шлифования зубчатых колес с ЧПУ (май / июнь 1997 г.)
Шлифование в той или иной форме использовалось более 50 лет для исправления деформаций зубчатых колес, вызванных высокими температурами и методами закалки, связанными с закаливание.Шлифование улучшает характеристики шага, эвольвенты и шага. Это делает шестерню способной выдерживать высокие нагрузки и работать с высокими линейными скоростями, необходимыми для современных наиболее требовательных приложений. Шестерни, которые должны соответствовать или превосходить требования к точности, определенные AGMA Quality 10-11 или DIN Class 6-7, должны быть заточены или окончательно обработаны после обработки слуха.
136 Профильные шлифовальные шестерни из твердого материала – практично ли это (май / июнь 1997 г.)
Это не для всех, но… В установленной базе современных зубошлифовальных станков с ЧПУ (около 542 станков по всему миру) шлифование твердого тела нечасто, но все большее число пользователей зубошлифовальных станков успешно применяют его, используя круги с покрытием CBN.
137 Проектирование закаленных и отшлифованных цилиндрических зубчатых колес для работы с минимальным шумом (май / июнь 1994 г.)
Какие параметры следует учитывать при проектировании закаленных и отшлифованных прямозубых цилиндрических зубчатых колес? следует ли применять разгрузку вершины и / или корня как к колесу, так и к шестерне или только к одному элементу? Если шестерни увеличены, а колесо уменьшено, нужно ли применять разгрузку кончика? Как это влияет на прочность, износ и шум? При заданных передаточных числах с увеличенными шестернями и уменьшенными колесами, как можно проверить или отрегулировать размер зубчатой передачи, чтобы обеспечить наилучшее сочетание?
138 Поколение косозубых зубчатых колес с новой топологией поверхности с помощью станков с ЧПУ (январь / февраль 1994 г.)
Анализ косозубых эвольвентных зубчатых колес с помощью анализа контакта зубьев показывает, что такие зубчатые колеса очень чувствительны к ведущему угловому смещению. к краевому контакту и потенциальной высокой вибрации.Описана новая топология поверхностей зубьев косозубых шестерен, обеспечивающая благоприятный контакт с подшипником и сниженный уровень вибрации. Предложены способы шлифования косозубых шестерен с новой топологией. Была разработана программа TCA, имитирующая зацепление и контакт косозубых шестерен с новой топологией. Обсуждаются численные примеры, иллюстрирующие предложенные идеи.
139 Зубошлифование CBN – путь к более высокой нагрузочной способности (ноябрь / декабрь 1993 г.)
Из-за лучшей теплопроводности абразивов CBN по сравнению с обычными кругами из оксида алюминия, процесс шлифования CBN, который вызывает остаточные сжимающие напряжения в компоненте и, возможно, улучшает поведение при последующих напряжениях.Этот тезис является предметом многочисленных дискуссий. В частности, недавние японские публикации заявляют о больших преимуществах этого процесса в отношении повышенной несущей способности компонентов, но не предоставляют дополнительных подробностей, касающихся технологии, процедур испытаний или исследуемых компонентов. Эта ситуация требует разъяснения, и по этой причине влияние шлифовального материала CBN на износостойкость и допустимую нагрузку на поверхность зуба непрерывно генерируемых шлифованных шестерен было исследовано.
140 Big Gears: Увидеть – значит поверить (ноябрь / декабрь 2020 г.)
Это своевременное и актуальное продолжение нашей статьи Дополнения за ноябрь / декабрь 2018 г. «Безопасность гарантирована». В оригинальной статье будут рассмотрены некоторые невероятные применения шестерен. из безопасности наших настольных компьютеров и смартфонов. Кто знал, что мы проведем большую часть 2020 года, делая одно и то же?
Новости Новости О зубошлифовальных станках
1 Junker и Zema совместно продемонстрируют зубошлифовальные станки на выставке EMO Milano (30 июля 2015 г.)
На выставке EMO Milano 2015, Junker Group и Zema впервые будут выставляться вместе в Европе: Zema продемонстрирует цилиндр… Читать новости
2 Gleason предлагает профильное шлифование на станках для шлифования резьбовых колес (27 марта 2013 г.)
Корпорация Gleason недавно объявила о доступности опции профильного шлифования для своего шлифовального станка с резьбовыми колесами 300TWG … Читать новости
Статьи, новости и результаты компании по шлифованию на geartechnology.com
Статьи о шлифовании
Статьи отсортированы по АКТУАЛЬНОСТИ. Сортировать по дате.
1 Прогнозирование изменений зоны поверхности при шлифовании зубчатых колес (март / апрель 2015 г.)
Одним из процессов твердой чистовой обработки зубчатых колес является шлифование зубчатых колес .Из-за своей высокой эффективности производственный процесс шлифования зубчатых колес заменил другие процессы шлифования , такие как профильное шлифование , при серийном производстве зубчатых колес малых и средних размеров. Тем не менее, несмотря на широкое промышленное применение зубчатого колеса для шлифования , разработка процесса основана на опыте, а также на длительных и затратных испытаниях. Научно обоснованный анализ шлифовки зубчатого колеса требует большого количества времени и усилий, и существует лишь несколько опубликованных научных исследований.В этом отчете представлена термомеханическая модель процесса, описывающая воздействия на зону поверхности в генерирующем зубчатом колесе , шлифовка .
2 Зубошлифовальные круги с плоскими кругами (сентябрь / октябрь 1999 г.)
Заточка шестерен с тарельчатыми кругами (шлифовальные станки типа Maad типа ) широко рассматривается как наиболее точный метод зубчатой передачи шлифование из-за очень коротких и простых кинематических связей между зубчатым колесом и инструментом, а также потому, что режущие кромки кругов представляют собой плоские поверхности.Однако в этом методе шлифования , в зависимости от параметров шестерен и одной из регулировок (например, количества зубьев, охватываемых шлифовальными кругами ), так называемый перебег на вершине или в основании обычно происходит стачивание зубов. Когда это происходит, происходит обработка только одним колесом. В результате погрешность профиля и длина пути генерации увеличиваются, а производительность снижается.
3 Технологический потенциал и рабочие характеристики зубчатых колес, шлифованных с помощью правых инструментов из CBN (март / апрель 2014 г.)
Правка на керамической связке CBN Шлифовальные инструменты сочетают в себе преимущества других распространенных инструментальных систем при шлифовании зубчатых колес Шлифование .Тем не менее, несмотря на эти технологические преимущества, эти инструменты для шлифования распространяются на небольшом рынке из-за высокой стоимости инструмента. Кроме того, существует скудная литература относительно зубчатого колеса , шлифовального с правым CBN. Это особенно верно в отношении влияния системы инструментов для шлифования на свойства компонентов, связанные с производством. Целью исследования данного отчета является определение преимуществ правимых инструментов из CBN при шлифовании зубчатых колес .
4 Геометрия скругления зубьев шлифованной шестерни (январь / февраль 1989 г.)
В данной статье с помощью генерирующих методов исследуются особенности галтели, вызванные шлифовкой зуба . Сравниваются филе, образовавшиеся в результате нарезания зуба и шлифовки зуба под разными углами давления и при разных положениях шлифовального круга . Показаны способы улучшения окончательной кромки заточенных зубьев с учетом прочности зуба и шума, а также условий шлифования .Дается определение «Под шлифованием » и описываются специальные конструкции для бесшумных зубчатых колес.
5 Влияние шлифования CBN на качество и долговечность компонентов трансмиссии (январь / февраль 1991 г.)
Рассмотрены преимущества физических характеристик CBN по сравнению с обычными абразивами из оксида алюминия при шлифовании . Улучшенная целостность поверхности и однородность продуктов трансмиссии могут быть достигнуты за счет высокой скорости съема процесса шлифования CBN .Также обсуждается влияние процедуры подготовки поверхности круга из CBN на производительность шлифования .
6 инновационных концепций шлифования ветроэнергетических шестерен (июнь 2009 г.)
В этой статье показаны новейшие разработки по сокращению общего времени цикла шлифования ветроэнергетических шестерен , включая использование обоих профилей шлифования и резьбовой круг шлифовальный .
7 Влияние шлифовальной выемки на рейтинг прочности зубчатого колеса на изгиб (ноябрь / декабрь 2018 г.)
Для достижения требуемого качества большинство зубчатых колес сегодня шлифуются.Обычный процесс шлифования включает обработку боковой поверхности зубчатого колеса, но расцепление до достижения области скругления корня. Если зубчатое колесо предварительно изготовлено с помощью инструмента без выступа, то в положении, в котором шлифовальный инструмент отводится от боковой поверхности, образуется выемка шлифовки в области корня зуба. Такая выемка может увеличить изгибающие напряжения в корневой зоне, что снизит номинальную прочность.
8 Шлифовальные конические шестерни на цилиндрических зубошлифовальных станках (январь / февраль 1994 г.)
Конструкции силовых передач, в которых используются шестерни с углами конуса приблизительно от 2 градусов до 5 градусов, стали довольно распространенными.Заточить эти шестерни на обычных конических зубчатых колесах на шлифовальных станках сложно, если вообще возможно. Цилиндрические шестерни шлифовальные станки лучше подходят для этой задачи. В этой статье будет представлен обзор этой опции и кратко представлены четыре варианта шлифования .
9 Методика выбора круга для формового шлифования зубчатых колес (май / июнь 1986 г.)
До недавнего времени шлифование зубчатых колес выполнялось почти исключительно с помощью поддающихся правке обычных абразивных шлифовальных кругов .В последние годы для этой операции были внедрены предварительно отформованные круги с покрытием из кубического нитрида бора (CBN), и было опубликовано значительное количество литературы, в которой утверждается, что обычное шлифование диски будут полностью заменены в будущем. В этой статье не оспариваются превосходные обрабатывающие свойства круга из CBN.
10 Роль собственных частот в шлифовальных системах Вибрация (ноябрь / декабрь 2016 г.)
Чрезмерная вибрация станка во время прецизионного шлифования отделка, ожог и т. д.Одна из возможных причин чрезмерная вибрация напрямую связана с отношениями между собственными частотами станочной системы и рабочая частота вращения шпинделя шлифовального круга .
11 Основные принципы шлифования зубчатых колес (сентябрь / октябрь 1989 г.)
В этой статье рассматриваются некоторые вопросы, которые необходимо учитывать при шлифовании зубчатых колес , общие проблемы, возникающие при шлифовании зубчатых колес , и их решения.Обсуждение будет ограничено рабочими местами или средами мелкосерийного производства, где экспериментальная установка и тестирование невозможны по экономическим и другим причинам.
12 Производство модификаций профиля и свинца при шлифовании резьбового круга и профильного шлифования (январь / февраль 2010 г.)
Современные редукторы отличаются высокими требованиями к нагрузке по крутящему моменту, низким уровнем шума при работе и компактной конструкцией. Чтобы Для выполнения этих требований изменения профиля и отведений применяются чаще, чем раньше.В этой статье основное внимание будет уделено тому, как производить модификации профиля и шага с помощью двух наиболее распространенных процессов шлифования – резьбового круг и профиль шлифовальный . Кроме того, в этой статье также будут описаны более сложные модификации, такие как определенное скручивание фланга или топологические поправки на фланг.
13 Тонкое шлифование на станках Klingelnberg для шлифования конических зубчатых колес (июнь 2019 г.)
Одним из способов удовлетворения растущих требований к характеристикам трансмиссий является оптимизация качества поверхности зубчатой передачи.Помимо увеличения допустимой нагрузки на боковую поверхность и передаваемого крутящего момента, это также позволяет повысить эффективность. На конических зубчатых колесах Oerlikon шлифовальные станки Klingelnberg, тонкие шлифовальные могут эффективно применяться в производстве конических зубчатых колес – даже в серийном промышленном процессе.
14 профильных шлифовальных шестерен из твердого материала – практично ли это (май / июнь 1997 г.)
Это не для всех, но… В установленной базе современных станков с ЧПУ для шлифования профиля , станков (примерно 542 станка по всему миру), шлифовки из твердого тела нечасто, но все большее число пользователей зубошлифовальных станков успешно применяют его, используя круги с покрытием CBN.
15 Шлифовка зубчатых колес 1995 (июль / август 1995 г.)
Шлифование зубчатых колес – один из самых дорогих и наименее изученных аспектов производства зубчатых колес.Но благодаря усилиям, направленным на снижение шума, более высокое качество и большую эффективность, шлифование шестерен , похоже, набирает обороты.
16 Зубошлифовальные станки достигли совершеннолетия (июль / август 1995 г.)
В поисках все более точных и компактных коммерческих зубчатых колес прецизионные абразивы играют ключевую производственную роль – роль, которая может сократить время цикла , снизить затраты на обработку и удовлетворить растущий рыночный спрос на такие требования, как легкий вес, высокие нагрузки, высокая скорость и бесшумная работа.Используемые в сочетании с высококачественными шлифовальными станками , абразивные материалы могут обеспечивать уровень точности, не имеющий себе равных в других производственных технологиях, при экономичном соблюдении уровней качества зубчатых колес AGMA в диапазоне от 12 до 15. Благодаря достижениям в шлифовании и абразивной технологии обработка стала одним из наиболее эффективных способов заточки быстрых, прочных и бесшумных шестерен.
17 Зубошлифование CBN – путь к более высокой нагрузочной способности (ноябрь / декабрь 1993 г.)
Из-за лучшей теплопроводности абразивов CBN по сравнению с обычными кругами из оксида алюминия, процесс шлифования CBN , что вызывает остаточные сжимающие напряжения в компоненте и, возможно, улучшает поведение при последующих напряжениях.Этот тезис является предметом многочисленных дискуссий. В частности, недавние японские публикации заявляют о больших преимуществах этого процесса в отношении повышенной несущей способности компонентов, но не предоставляют дополнительных подробностей, касающихся технологии, процедур испытаний или исследуемых компонентов. Эта ситуация требует разъяснения, и по этой причине влияние CBN шлифовального материала на износостойкость и нагрузочную способность поверхности зуба непрерывно генерируемых шлифованных зубчатых колес было дополнительно исследовано.
18 Анализ отказов шестерен, связанных с прожогом при шлифовании (январь / февраль 2009 г.)
Известно, что при цементировании шестерен происходит некоторый рост и перераспределение напряжений, которые приводят к геометрической деформации. Зубчатые колеса для аэрокосмической промышленности требуют затвердевания , шлифовки зубьев шестерни для достижения необходимой точности. Закалка цементированной поверхности, обычно известная как шлифовка прожиг, происходит при производстве. процесс, когда теряется контроль тепловыделения на поверхности.
19 Шлифование прямозубых и косозубых шестерен (июль / август 1992 г.)
Шлифование – это метод чистовой обработки с использованием абразивного круга. Вращающийся абразивный круг, который, как правило, имеет особую форму или форму, когда он прижимается к заготовке цилиндрической формы при определенных геометрических соотношениях, будет производить прецизионную прямозубую или косозубую шестерню. В большинстве случаев на заготовке уже есть зубья шестерни, нарезанные во время первичной обработки, такой как фрезерование или профилирование.По сути, существует два метода шлифования шестерен : форма и генерация. В этом разделе представлены основные принципы этих методов с их преимуществами и недостатками.
20 Локальное моделирование удельной скорости съема материала для шлифования зубчатых колес (сентябрь / октябрь 2015 г.)
Шлифовка зубчатых колес – один из наиболее важных процессов чистовой обработки малых и средних зубчатых колес. его дизайн процесса часто определяется практическими знаниями.Поэтому здесь разрабатывается производственное моделирование с возможностью расчета ключевых значений процесса, таких как удельная скорость съема материала. Действительно, это В статье представлены первые результаты модели для локального анализа стоимости. Кроме того, предоставляется эмпирическая формула, основанная на модели множественной регрессии для глобального значения, описывающего процесс.
21 Зубошлифовальный станок интегрирован в IMTS 2012 (октябрь 2012)
На IMTS 2012 были представлены новейшие станки, инструменты и технологии для шлифования зубчатых колес .
22 Износ шлифовального круга, правка, продвижение режущей кромки и регулировка угла рабочей фазы после корректировок (январь / февраль 2020 г.)
Существуют ли правила, помогающие оптимизировать процесс шлифования ?
23 Эффективная жесткая чистовая обработка асимметричных профилей зубьев и топологических модификаций путем шлифовки (август 2017)
Для повышения грузоподъемности и шумовых характеристик шестерни обычно имеют модификации профиля и шага.Кроме того, в зубчатых передачах, где заданное направление приложения нагрузки на боковую поверхность зуба (для ведущей и боковой сторон) является усовершенствованием конструкции или даже обязательным, асимметричный профиль зуба является дополнительным решением. В настоящее время многие шестерни требуют полной доработки. Непрерывное шлифование обеспечивает очень высокую эффективность процесса, но может ли этот процесс шлифовать все модификации, особенно асимметричные шестерни? Да, это так!
24 Чистовая обработка твердых зубчатых колес с использованием CBN-Basic (май / июнь 1998 г.)
На протяжении более 50 лет шлифование было общепринятым методом улучшения качества зубчатых колес и других деталей путем исправление искажений термообработки.Шестерни с уровнем качества выше AGMA 10-11 или DIN 6-7 подвергаются твердой обработке, обычно шлифованием . Другие области применения для шлифования включают, помимо прочего, внутренние / внешние и прямозубые / косозубые шестерни и шлицы, формы радиуса, резьбу и зазубрины, роторы компрессоров, героторы, шарико-винтовые передачи, червяки, линейные шариковые дорожки, вращающиеся поршни. , вращатели лопастных насосов, пазы лопастей и шпиндели насосов.
25 Повышение производительности продукта – за счет измельчения CBN (сентябрь / октябрь 1988 г.)
Современные производственные процессы стали союзником разработчика продукции в производстве компонентов более высокого качества и с более высокими эксплуатационными характеристиками в транспортной отрасли.Это особенно верно для шлифовальных систем , где физические свойства абразивов CBN были применены для улучшения продолжительности цикла, стабильности размеров, целостности поверхности и общих затрат. Из этих четырех факторов целостность поверхности имеет наибольший потенциал для влияния на фактическую конструкцию высоконагруженных компонентов из закаленной стали.
26 Шлифовальный станок Liebherr LFG (май 2013 г.)
Эта концепция станка значительно упрощает производительный профиль шлифовальный для больших заготовок.Ассортимент для внешних и внутренних зубчатых колес включает модели для изготовления деталей размером до 2000 миллиметров – для промышленных редукторов, ветроэнергетики и судовых силовых установок
27 MicroPulse и MicroShift для зубчатых передач с конической зубчатой передачей (июль 2017 г.)
Шлифование конических и гипоидных шестерен создает на поверхности шероховатую структуру с линиями, параллельными основанию. Неровности этих линий часто повторяются на предыдущих зубах, что приводит к увеличению амплитуд, превышающих частоту сетки зуба, и их высших гармоник.Это явление известно в шлифовании и привело во многих случаях применения цилиндрических зубчатых колес к дополнительной чистовой операции (хонингованию). До сих пор при шлифовании конической и гипоидной шестерни короткое время притирки шестерни и шестерни после операции шлифования было единственной возможностью изменить структуру поверхности с линий шероховатости, ориентированных на сильно корневые линии, на диффузную структуру.
28 Заточка зубчатых колес сегодня (июнь 2017 г.)
Новые подразделения, дни открытых дверей и продолжающийся рост промышленного Интернета вещей – В прошлом году много чего происходило в шлифовании зубчатых колес .
29 Ветры перемен в профильном шлифовании (май / июнь 2004 г.)
Последние достижения в области профильного шлифования Программное обеспечение помогает Anderson Precision Gears и другим компаниям удовлетворить ненасытный аппетит ветроэнергетики к более быстрому производство крупногабаритных высококачественных шестерен.
30 Шлифование зубчатых колес 2003 (ноябрь / декабрь 2003 г.)
Преимущества шлифованных зубчатых колес хорошо известны. Они создают меньше шума, передают больше мощности и имеют более длительный срок службы, чем шестерни, не предназначенные для заземления.Но шлифование всегда считалось дорогостоящим процессом, необходимым только для аэрокосмического или другого высокотехнологичного производства зубчатых колес.
31 Руководство по современному шлифованию конических зубчатых колес (август 2008 г.)
В этом документе признается большое разнообразие производственных процессов, особенно при шлифовании , используемых при производстве конических зубчатых колес …
32 Оптимизация процесса шлифования зубчатых колес (август 2020 г. – удалено)
Экспериментальная проверка улучшений, возможных с использованием новейшей технологии шлифования резьбового круга .
33 На пути к надежному шлифованию больших объемов зубчатых колес произошел раскол (сентябрь / октябрь 2005 г.)
Производители конических зубчатых колес живут в одном из двух лагерей: станки для фрезерования / притирки торцевых поверхностей и торцевое фрезерование / шлифовальные стан.
34 Технологические основы чистового шлифования конических зубчатых колес CBN (ноябрь / декабрь 1985 г.)
Процесс шлифования конических зубчатых колес с использованием обычных кругов был ограничен применениями, в которых требуется наивысший уровень требуется качество.
35 Создание места для требований производительности и качества при шлифовании зубчатых колес (май 2021 г.)
Посмотрите, как шлифование зубчатых колес связано с уникальными производственными проблемами.
36 Моделирование отклонений при зубофрезеровании и генерационном шлифовании (сентябрь / октябрь 2014 г.)
Зубофрезерование и шлифование поколения Производственные процессы сложны из-за геометрии инструмента и кинематики.Для точного определения причины отклонений детали требуются экспертные знания и всестороннее тестирование. Недавно разработанный программный инструмент позволяет моделировать процесс резания инструмента и накладывать на него систематические отклонения. Производительность моделирования программное обеспечение проиллюстрировано здесь практическими примерами. Новый инструмент моделирования позволяет пользователю точно прогнозировать влияние ошибок. Обладая этими знаниями, пользователь может спроектировать и использовать оптимальные, надежные процессы зубчатой передачи.
37 Заточка зубчатых колес с параллельными осями: теория и применение (ноябрь / декабрь 2000 г.)
Целью конструкции зубчатого привода является передача мощности и движения с постоянной угловой скоростью. Современные тенденции в конструкции зубчатых передач требуют большей грузоподъемности и увеличения срока службы в меньших, более тихих и более эффективных коробках передач. Как правило, эти цели достигаются путем установки более точных шестерен. Это, в сочетании с наличием удобного в использовании оборудования для шлифовки зубчатых колес с ЧПУ, увеличило использование шлифованных зубчатых колес.
38 Повреждение поверхности, вызванное шлифовкой профиля зубчатого колеса, и его влияние на несущую способность боковой нагрузки (сентябрь / октябрь 2004 г.)
Случаи повреждения шлифованных и закаленных зубчатых колес прерывистой формы, особенно крупных размеров, в последнее время увеличились. Частично это может быть связано с неправильным процессом шлифования с негативным воздействием на участки поверхности и поверхность. характеристики.
39 Методы заточки зубчатых колес Зубчатые колеса с параллельными осями (март / апрель 1985 г.)
Основное назначение зубчатых колес Шлифование предназначено для последовательного и экономичного производства «твердых» или «мягких» зубчатых элементов зубчатых колес с точностью, требуемой функциями зубчатых колес.Эти зубчатые элементы включают профиль зуба, расстояние между зубьями, шаг или параллельность, осевой профиль, биение делительной линии, чистоту поверхности, профиль галтели корня, и другая геометрия шестерни, которая способствует к производительности зубчатой передачи.
40 Шлифовальные и абразивные материалы (май / июнь 2004 г.)
Гибкость и производительность – ключевые слова в сегодняшних операциях шлифования . Машины становятся более гибкие, как выглядят производители для способов производства большего количества деталей на более низкая стоимость.Что раньше занимало два машин или больше сейчас занимает всего одна.
41 Изменения остаточных напряжений науглероженных зубчатых колес, вызванные шлифованием (март / апрель 2009 г.)
В данной статье представлены результаты исследования, проведенного для измерения изменения остаточного напряжения, возникающего в результате чистового шлифования науглероженных шестерен. Остаточные напряжения были измерены на пяти зубчатых передачах с использованием оборудования для дифракции рентгеновских лучей в Центре измерения остаточных напряжений для больших образцов в Окриджской национальной лаборатории.
42 Метод контроля шума Баркгаузена для обнаружения шлифовальных повреждений в зубчатых колесах (ноябрь / декабрь 2002 г.)
При шлифовании деталей из закаленной стали всегда существует вероятность повреждения стали в виде остатков стресс или микроструктурные изменения. Методы обнаружения такого рода повреждений всегда имели один или несколько недостатков, таких как стоимость, время, сложность, субъективность или использование опасных химикатов.
43 Искусство универсальности – шлифование на Gear Expo и EMO (октябрь 2013 г.)
Проводили ли вы время на Gear Expo в Индианаполисе или EMO в Ганновере, новые технологии, безусловно, были привлечение внимания.Станки работают быстрее, эффективнее и могут объединять множество функций в одной установке. Технология шлифования переворачивает науку с ног на голову за счет высокой скорости съема и увеличения производительности.
44 Шлифование конической шлифовки, прокатка вправо (июнь 2015 г.)
Когда д-р Герман Штадтфельд говорит: люди склонны слушать. Считается одним из лучших в мире специалисты по коническим зубчатым колесам, Stadtfeld, вице-президент Gleason по технологии конических зубчатых колес недавно рассказал о нескольких передовых достижениях, над которыми компания работает.
45 Инновации для высокопроизводительного шлифования (июнь 2016)
По сравнению с провидческой Индустрией 4.0 – или Четвертой промышленной революцией – станкостроение может показаться довольно приземленным.
46 В поисках конкурентного преимущества (март / апрель 2014 г.)
Рынок шлифовальных материалов / абразивов быстро меняется благодаря новым технологиям, большей гибкости и попыткам снизить затраты клиентов.Производительность на этом рынке находится на рекордно высоком уровне, и она будет только улучшаться с дальнейшими исследованиями и разработками. К сентябрю IMTS 2014 на рынке снаряжения будет много новых игрушек и гаджетов, которые можно будет предложить потенциальным покупателям. Если вы не модернизировали шлифовальное оборудование или абразивное оборудование / абразивы за последние пять лет, возможно, сейчас самое подходящее время подумать об инвестициях.
47 Почему следует выбирать зубошлифовальное шлифование с cBN (ноябрь / декабрь 2018 г.)
Абразивные круги с кубическим нитридом бора (cBN), которые представляют собой специально разработанное абразивное зерно, называемое суперабразивом, обычно дают 2,200 – 2,500 частей на платье с одним колесом, рассчитанным на столько же от четырех до шести месяцев.
48 Проект XL Gears (январь / февраль 2014 г.)
Многие из существующих руководств по изготовлению больших высокопроизводительных шестерен для редукторов ветряных турбин требуют улучшения. Учтите: большой шлифовальный материал , используемый для компенсации деформации при термообработке, может значительно снизить производительность производства; а также материалы и производственные процессы – два других многообещающих направления улучшения. В представленной здесь работе исследуются закаливаемые легированные стали, которые в сочетании со специально разработанными процессами закалки и термообработки демонстрируют меньшую деформацию и, в свою очередь, требуют меньшего размера шлифовальной заготовки .
49 Твердая чистовая обработка традиционным способом и формованием (март / апрель 1991 г.)
Качество зубчатого колеса и его характеристики определяются следующими пятью параметрами, которые должны быть указаны для каждой зубчатой передачи: Шаг диаметр, эвольвентная форма, точность шага, точность шага и истинная ось вращения. Первые четыре параметра могут быть измерены или нанесены на карту и должны находиться в пределах допуска по отношению к пятому. Диаметр шага, эвольвента, шаг и шаг зубчатого колеса могут иметь качество ведущего зубчатого колеса при измерении или нанесении на карту на испытательной машине, но зубчатое колесо может работать плохо, если истинная ось вращения после установки больше не та, которая использовалась при испытании механизм.
50 Выбор оптимальных параметров стоечного инструмента для обеспечения максимальной точности профиля зуба шестерни (январь / февраль 1999 г.)
Был проведен анализ возможностей выбора параметров геометрии инструмента по порядку. уменьшить погрешности профиля зуба при шлифовке шестерен разными способами. Выбор параметров производился на основе анализа сеточной схемы шестерни и стойки. Приведены некоторые формулы и графики для выбора угла давления, модуля и дополнения стоечного инструмента.Результаты шлифования экспериментальных шестерен подтверждают теоретический анализ.
51 Методы шлифования зубчатых колес с ЧПУ (май / июнь 1997 г.)
Шлифование в той или иной форме использовалось более 50 лет для исправления деформаций зубчатых колес, вызванных высокими температурами и методами закалки, связанными с закаливание. Шлифование улучшает характеристики шага, эвольвенты и шага. Это делает шестерню способной выдерживать высокие нагрузки и работать с высокими линейными скоростями, необходимыми для современных наиболее требовательных приложений.Шестерни, которые должны соответствовать или превосходить требования к точности, определенные AGMA Quality 10-11 или DIN Class 6-7, должны быть заточены или окончательно обработаны после обработки слуха.
52 Шлифовальные шестерни для гоночных трансмиссий (сентябрь / октябрь 2009 г.)
Когда вы продвигаете 850 лошадиных сил и 9000 об / мин через гоночную трансмиссию, лучше надеяться, что она устоит. Коробки передач и шестерни, разбросанные по всему гоночному треку, никак не улучшают ваше положение или положение вашего поставщика трансмиссии.
53 Возможности для мониторинга процесса шлифования конических зубчатых колес (июль 2021 г.)
Поскольку макрогеометрия конических зубчатых колес напрямую зависит от производственного процесса, существуют ограничения в сочетании предварительной обработки и твердой обработки. отделочные процессы, связанные с геометрией зазоров.
54 Оптимизация процесса шлифования профиля зубчатого колеса с использованием процесса аналогии (ноябрь / декабрь 2006 г.)
Чтобы заточить зубчатое колесо без пригорания и как можно более производительно, необходимо более глубокое понимание процесса .
55 Объединение усилий для решения проблем, связанных с шлифованием конических зубчатых колес (июль 2021 г.)
Norton | Saint-Gobain Abrasives и Gleason Works сотрудничают, чтобы получить решение для высокопроизводительного шлифования зубчатых колес
56 Что нужно знать о шлифовании конических зубчатых колес (сентябрь / октябрь 2005 г.)
Руководящие принципы являются страховкой от ошибок в часто детализированной работе шестеренчатого производства. В конце концов, инженеры-механики не могут знать все этапы всех процессов, используемых на их заводах.
57 Влияние шлифовального ожога на питтинговую способность (август 2008)
Цель данной работы – определить несущую способность термически поврежденных деталей при напряжении качения. Поскольку проверка с использованием настоящих шестерен проблематична, в качестве приемлемой замены выбираются ролики. Рассмотренный диапазон термических повреждений от твердой обработки простирается от неповрежденных деталей в лучшем случае до зоны повторной закалки в худшем случае. Также были исследованы две степени закаленной зоны.
58 Шлифовка, чистовая обработка и обновление программного обеспечения в большом количестве (март / апрель 2011 г.)
Станкостроительные компании расширяют свои возможности, чтобы лучше адаптироваться к меняющимся условиям производства. Клиенты хотят, чтобы оборудование меньшего размера занимало менее ценную площадь, многофункциональные машины, которые могут выполнять различные операции, и легкие изменения настройки, которые обеспечивают упрощенную эксплуатацию и техническое обслуживание.
59 Формовочное шлифование CBN с ЧПУ (май / июнь 1984 г.)
Боразон – суперабразивный материал, первоначально разработанный General Electric в 1969 году.Это высокоэффективный материал для обработки высоколегированных черных металлов и суперсплавов. Боразон CBN – нитрид кубического происхождения – производится с помощью процесса высокой температуры и высокого давления, аналогичного тому, который используется с искусственным алмазом. Боразон, после алмаза, самый твердый из известных абразивов; он более чем в два раза тверже оксида алюминия. Он имеет чрезвычайно высокую термическую прочность по сравнению с алмазом. Он также гораздо менее химически реагирует с сплавы железа, кобальта или никеля.
60 Снижение затрат на шлифование и лучшее качество обрабатываемых деталей за счет высокопроизводительного шлифования с CBN кругами (январь / февраль 1986 г.)
Значительное улучшение производительности обработки трудно шлифуемых материалов может быть достигнуто с помощью следующих средств: изготовление дисков CBN.
61 Зеркальное шлифование поверхностей зубьев с использованием пробного зубошлифовального станка с кубическим борно-нитридным кругом (ноябрь / декабрь 1986 г.)
В обычных зубошлифовальных станках шлифуют круги с зернами из алюминия и твердостью около 2000 HV было использовано для чистовой обработки стальных шестерен с твердостью до 1000HV. В этом случае на точность шлифовки шестерен сильно влияет износ шлифовального круга , поскольку разница в твердости сравнительно небольшая, когда шестерни полностью закалены.
62 Создание прототипов на станках для резки и шлифования конических зубчатых колес (май 2020 г.)
Зачем создавать прототипы с концевыми фрезами на станках с коническими зубчатыми колесами? Изготовление спирально-конических и гипоидных передач может осуществляться несколькими способами.
63 Генераторы конических зубчатых колес с ЧПУ и шлифование конических зубчатых колес с развальцовкой (июль / август 1993 г.)
Новая свобода движения, доступная для генераторов с ЧПУ, позволяет улучшить контакт зубьев на конических и гипоидных зубчатых передачах.Механические машины по своей природе негибкие и требуют специального механизма для каждого желаемого движения. Эти механизмы вообще экзотические и дорогие. В результате только после появления генераторов с ЧПУ инженеры начали изучать возможности движения и их влияние на контакт зубьев.
64 Шлифование с контролем закрутки (июнь 2017 г.)
В этой статье представлены новейшие разработки в области твердой чистовой обработки зубчатых колес, в частности, в отношении контроля так называемой боковой закрутки.
65 Шлифовка зубчатых колес становится проще, лучше, быстрее, сильнее (июнь 2015 г.)
Компания Liebherr известна как одна из крупнейших частных компаний в мире – титан тяжелой промышленности, специализирующийся на подъемных кранах, грузовики и гигантские землеройные и горные работы оборудование.
66 Человеко-машинный интерфейс (HMI) в производстве зубчатых колес (июнь 2018)
«Документация не заменяет интуитивно понятный интерфейс.«Автор исследует разработку современных средств управления для зубошлифовального станка с ЧПУ .
67 Комплексное шлифование зубчатых колес (июнь 2016 г.)
Ищете простой, но полезный совет перед IMTS 2016? Никогда. второе предположение о ваших инвестициях в станки. Гибкость – это обязательное требование в производстве зубчатых колес сегодня. Точность, надежность и эффективность должны улучшаться с каждой покупкой нового станка. Инновации – это всегда конец игры.Поэтому неудивительно, что у участников IMTS 2016 будет много оборудования для шлифования технологий рассмотреть эту осень.
68 Сокращение времени наладки (июнь 2018)
При все меньшей отдаче от повышения скорости фактического зубчатого колеса Шлифовка процесса, сокращение времени наладки стало основным способом дальнейшего повышения эффективности . Вот последние новости о том, как это сделать сегодня.
69 Спирально-конические зубчатые колеса для твердой чистовой обработки (март / апрель 2016 г.)
Не могли бы вы объяснить мне разницу между шлифованием торцевых поверхностей спирально-конических зубчатых колес, торцевым фрезерованием и Klingelnberg HPG? Какой лучше по шуму, грузоподъемности и качеству?
70 Поколение косозубых зубчатых колес с новой топологией поверхности с помощью станков с ЧПУ (январь / февраль 1994 г.)
Анализ косозубых эвольвентных зубчатых колес с помощью анализа контакта зубьев показывает, что такие зубчатые колеса очень чувствительны к ведущему угловому смещению. к краевому контакту и потенциальной высокой вибрации.Описана новая топология поверхностей зубьев косозубых шестерен, обеспечивающая благоприятный контакт с подшипником и сниженный уровень вибрации. Предложены способы шлифования цилиндрических шестерен новой топологии. Была разработана программа TCA, имитирующая зацепление и контакт косозубых шестерен с новой топологией. Обсуждаются численные примеры, иллюстрирующие предложенные идеи.
71 Плюсы и минусы полностью измельченных корневых филе (август 2014)
Для максимального срока службы науглероженных и отшлифованных зубчатых колес мне посоветовали полностью шлифовать радиус в корне, чтобы обеспечить максимальное сопротивление от усталостных отказов.Другие считают, что лучше всего использовать фрезерованный и неотшлифованный радиусный корень. Что лучше и почему?
72 Влияние условий остаточного напряжения на несущую способность закаленных зубчатых колес (август 2018 г.)
Высоконагруженные зубчатые колеса обычно закалены для соответствия высоким требованиям к грузоподъемность. Несколько факторов, таких как материал, термическая обработка или макро- и микрогеометрия, могут влиять на несущую способность.Кроме того, состояние остаточного напряжения также значительно влияет на грузоподъемность. Остаточное напряженное состояние возникает в результате термической обработки и может быть дополнительно изменено производственными процессами после термообработки, например шлифовка или дробеструйная обработка.
73 Liebherr Touts Technology на последнем семинаре Gear (июнь / июль 2013 г.)
На два дня в Салине, штат Мичиган, Клиенты, заказчики и друзья собрались вместе, чтобы обсудить новейшие зубчатые передачи и технологии.Питер Видеманн, президент Liebherr Gear Technology Inc., вместе с доктором инж. Алоис Мундт, управляющий директор, Dr.-Ing. Оливер Винкель, руководитель отдела прикладных технологий, и д-р инж. Андреас Мехр, специалист по развитию технологий формообразования и шлифования , провел ряд информативных презентаций.
74 Стандартные образцы для испытаний на травление шлифовальным станком (июнь 2018 г.)
Другой метод получения образца с очень постоянной степенью термического повреждения.
75 Spin City (ноябрь / декабрь 2018 г.)
Технология шлифовальных кругов ориентирована на скорость, эффективность и экономию времени
76 Новости о продуктах (июль 2019 г.)
Полный продукт Раздел новостей из июльского выпуска Gear Technology за 2019 год.
77 Взгляд изнутри на ячейку для твердой отделки (май 2020 г.)
Gleason комбинирует резьбовое колесо Шлифование с помощью GRSL Gear Inspection
78 Повышение энергоэффективности за счет улучшения поверхности зубчатых колес в e-Mobility (июль 2021 г.)
Требования к сроку службы e-Mobility постоянно растут.
79 Влияние параметров поверхности зубчатой передачи на износ по задней поверхности (январь / февраль 2009 г.)
Неравномерный износ зубчатой передачи изменяет топологию зубчатой передачи и влияет на шумовые характеристики гипоидной зубчатой передачи. В совокупные результаты при определенных условиях вождения автомобиля могут потенциально привести к неприемлемым шумовым характеристикам автомобиля за короткий период времени. В этой статье представлено влияние параметров поверхности зубчатого колеса на износ зубчатого колеса и методы измерения / тестирования, используемые для количественной оценки износа по задней поверхности в лабораторных испытаниях.
80 Хонингование шестерен (август 2014)
Хонингование шестерен – по определению – обеспечивает простоту эксплуатации, низкий уровень шума и более плавную работу трансмиссии. Хонингование также способствует снижение трения в трансмиссии. Как интенсивная резка (черновая обработка), так и функциональная чистовая обработка зубчатых колес трансмиссии могут выполняться за одну установку на одном станке.
81 Сдвиг структуры поверхности для шлифованных конических шестерен (июнь 2017)
Конические и гипоидные шлифованные шестерни имеют расчетную погрешность движения, которая определяет части их поведения NVH.Структура поверхности определяется жесткой отделкой.
82 Проектирование закаленных и шлифованных цилиндрических зубчатых колес для работы с минимальным шумом (май / июнь 1994 г.)
Какие параметры следует учитывать при проектировании закаленных и отшлифованных прямозубых цилиндрических зубчатых колес? следует ли применять разгрузку вершины и / или корня как к колесу, так и к шестерне или только к одному элементу? Если шестерни увеличены, а колесо уменьшено, нужно ли применять разгрузку кончика? Как это влияет на прочность, износ и шум? При заданных передаточных числах с увеличенными шестернями и уменьшенными колесами, как можно проверить или отрегулировать размер зубчатой передачи, чтобы обеспечить наилучшее сочетание?
83 Шлифованные и зубчатые глобоидальные червячные комплекты (июнь 2017)
Читатель хочет знать: являются ли глобоидальные червячные передачи с профильным шлифованием и зубчатым венцом лучше, чем многокоординатные глобоидальные червячные передачи, созданные с ЧПУ, для снижения шума а вибрация?
84 Как вы справляетесь с ошибкой смещения в ваших косозубых зубчатых колесах (май 2009 г.)
В этой статье изначально дается определение ошибки смещения – «явления скрученного зуба».«Используя иллюстрации, мы объясняем, что погрешность смещения является побочным продуктом применения традиционных методов радиальной коронки для изготовления зубцов с коронкой на косозубых зубчатых колесах. Рассматриваемые методы – это зубчатые колеса, которые обработаны, профилированы, выбриты, сформированы и обработаны шлифовкой. В документе объясняется, почему в этих методах возникает ошибка смещения, и предлагаются методы, используемые для ограничения / устранения ошибки смещения. Иногда может быть возможность применить два метода для устранения ошибки смещения. В таких случаях будут рассмотрены плюсы и минусы этих методов.
85 Новейший резьбошлифовальный станок Drake использует роботизированную систему загрузки-выгрузки (июль / август 2006 г.)
Резьбошлифовальный станок GS: TE-LM от Drake Manufacturing оснащен роботизированной системой загрузки / выгрузки, которая обеспечивает максимальную производительность при крупносерийном производстве шлифованных ниток.
86 Возможности для зубошлифовальных машин – выводы из области машиностроения (июль / август 2005 г.)
Том Ланг из Kapp Technologies делится своим мнением о тенденциях, влияющих на шлифовальные передачи.
87 Крупнейшая в мире зубошлифовальная машина HMC Lassos (июнь 2008 г.)
Hofler Rapid 6000 дебютирует в компании Highway Machine в Северной Америке.
88 Жесткая чистовая обработка зубчатых колес (март / апрель 1988 г.)
Жесткая чистовая обработка зубчатых колес (HGF), относительно новая технология, представляет собой прорыв в области проектирования зубчатых колес. Использование оборудования с числовым программным управлением (ЧПУ) обеспечивает высокоточную синхронную связь между шпинделем инструмента и рабочим шпинделем, а также другие движения, тем самым устраняя необходимость в зубчатых передачах.Станок для чистовой обработки зубчатых колес устраняет проблемы, возникающие при использовании двух традиционных методов – стружки зубчатой передачи, которая не может полностью исправить ошибки зубчатых колес зубчатых колес, и прокатки зубчатых колес, в которой отсутствует возможность удаления припуска, а также приводятся в движение заготовки без связи с ведущей прокаткой. механизм. Такой станок обеспечивает большую точность, уменьшая необходимость в традиционном венцовании шестерен, что приводит к получению шестерен с большей шириной поверхности, чем необходимо.
89 Чистовая и чистовая обработка, часть 1 (сентябрь / октябрь 1989 г.)
Благодаря ряду недавно разработанных производственных методов стала возможна рентабельная твердая обработка боковых сторон зубьев в массовом производстве.Преимущество твердой механической обработки перед чистовой стружкой или прокаткой в том виде, как это использовалось до сих пор, заключается в том, что тщательно модифицированные боковые поверхности зуба производятся с очень жесткими производственными допусками. Помимо увеличения грузоподъемности, главной целью является решение сложной проблемы снижения генерации шума за счет кинематических модификаций сетки зубьев в зависимости от нагрузки. В части II мы будем иметь дело с рабочими процессами и результатами обработки, а также с проблемами шума зубчатых колес.
90 Твердое чистовое и чистовое окончание, Часть 2 (ноябрь / декабрь 1989 г.)
После профилирования или фрезерования боковые поверхности зуба должны быть скошены или зачищены.Здесь крайне важно, чтобы образовавшийся вторичный заусенец формировался не на боковой поверхности, а на торце зубчатого колеса, потому что во время закалки вторичный заусенец выпрямляется и из-за своей чрезвычайной твердости приводит к чрезмерному износу инструмента.
91 Holroyd выпускает новый зубошлифовальный станок (январь / февраль 2005 г.)
Новый станок обещает точность DIN 2 и уникальные характеристики при невысокой стоимости.
92 Обзор продукции IMTS 2012 (сентябрь 2012 г.)
Предварительные обзоры технологий производства зубчатых колес, которые будут представлены на выставке IMTS 2012.
93 Методы нарезания конического зубчатого колеса (июнь 2016)
ЗАКЛЮЧИТЕЛЬНАЯ ГЛАВА Это последняя из серии глав, взятых из книги доктора Германа Штадтфельда «Технология конических зубчатых колес Gleason» – книги, написанной для специалистов в области планирования, проектирования, проектирования и производства зубчатых колес. В работе также рассматриваются технические информационные потребности исследователей, ученых и студентов, занимающихся теорией и практикой конических зубчатых колес и других угловых зубчатых колес.Хотя все вышеперечисленные группы, конечно, имеют неоценимое значение для индустрии зубчатых передач, именно студенты, безусловно, являются ключом к ее будущему. И с такими знаниями приятно слышать от доктора Штадтфельда из восторженный отклик, который он получил от молодых читателей частей этой главы.
94 Быстрая доставка больших шестерен (май 2013 г.)
Когда заказчику требовалось доставить шестерни за три недели, вот как компания Brevini Wind сделала это.
95 Обновление современных производственных процессов (август 2016)
Gear Technology берет интервью у Скотта Йодерса из Liebherr о новейших технологиях обработки зубчатых колес, актуальных для производителей автомобилей.
96 Влияние отклонений топографии на психоакустическую оценку шлифовальных конических зубчатых колес (ноябрь / декабрь 2016 г.)
В процессе проектирования трансмиссий одним из основных критериев является результирующее шумовое излучение трансмиссии из-за возбуждения шестерен.В последние годы многочисленные исследования показали, что Излучение шума можно отнести к квазистатической ошибке передачи. Следовательно, ошибку передачи можно использовать для контакта зуба. анализ в процессе проектирования, а также характеристическое значение для обеспечение качества путем экспериментальных проверок.
97 Новости отрасли (июль 2014 г.)
Полный раздел «Новости отрасли» из июльского выпуска журнала Gear Technology за 2014 г.
98 Следующее преобразование (март / апрель 2014 г.)
Время от времени производство выходит из-под инерции из-за преобразующей технологии, которая коренным образом меняет не только способ производства продукции, но и экономика бизнеса.
99 Allison Transmission без компромиссов по качеству (июль 2014 г.)
Gleason 350GMS помогает установить более качественные и надежные шестерни в автоматическую коробку передач TC10 нового поколения.
100 Brad Foote и 3M совместно проводят испытания наземных деталей (март / апрель 2014 г.)
Колеса Cubitron II проходят испытания в этом тематическом исследовании.
101 Экспериментальное исследование влияния силового хонингования на топографию поверхности зубчатого колеса (январь / февраль 1999 г.)
Шум зубчатого колеса, связанный с топографией поверхности зуба, является фундаментальной проблемой во многих приложениях. Для чистовой обработки поверхности зубчатого колеса обычно используются такие операции, как стачивание, шлифовка зубчатых колес и хонингование зубчатых колес.Часто зубчатые колеса требуют сочетания этих операций, например шлифовка и хонингование. Это связано с тем, что при хонинговании зубчатых колес не удаляется достаточное количество припуска, хотя они создают поверхность, благоприятную для бесшумной работы. См. Рис. 1 с типичными характеристиками процесса хонингования. Шлифование шестерни Процессы , с другой стороны, эффективно удаляют припуск, но создают шумную укладку поверхности.
102 Почему выборочное покрытие останавливает ваши шестерни от заточки до остановки (ноябрь / декабрь 2020 г.)
Зубчатые колеса являются важной частью многих машин, и если они изнашиваются и подвергаются коррозии, не подлежащей ремонту, это может стать причиной неисправности. дорогостоящие затраты на их замену.Марк Мейер, менеджер по продажам SIFCO ASC в Северной Америке, объясняет, как покрытие щеткой может помочь предотвратить повреждение шестерен и как этот процесс можно использовать для восстановления изношенных или корродированных компонентов шестерен.
103 Шлифовка (май 2021)
Моя жена Венди и я в последнее время выполняем множество проектов по благоустройству дома своими руками.
104 Шлифовка (январь / февраль 2018 г.)
Оборудование C&B отвечает строгим требованиям с установкой производственной ячейки.
105 Рабочие характеристики зубчатых червячных фрез при чистовой индукционной закалке и науглероживании шестерен (май / июнь 2003 г.)
Для увеличения грузоподъемности закаленных шестерен деформация зубьев шестерни, вызванная закалкой, должна быть удаляется прецизионной резкой (зуботочением) и / или шлифованием . В случае больших шестерен с большими модулями зачистка твердосплавной фрезой более экономична, чем шлифовка , когда не требуется высочайшая точность.
106 Исследование износа зубчатых колес из чистового порошкового металла (сентябрь / октябрь 2017 г.)
При производстве зубчатых колес из порошкового металла (PM) в процессе уплотнения невозможно добиться коронирования свинца. Это должно быть выполнено стружкой, шлифованием или хонингованием. У каждого из этих процессов есть свои достоинства и недостатки. При прокатке на валково-полировальной машине может быть выполнено коронирование свинца, но из-за ошибок в профиле в промышленности используется жесткая чистовая операция, такая как шлифование .В данной статье косозубая зубчатая передача с ПМ, имеющая достаточный класс допуска после прокатки, была испытана на испытательном стенде на прочность и изучен износ.
107 Усталостная долговечность поверхности на CBN и стекловидном грунте Цилиндрические и закаленные цилиндрические зубчатые колеса AISA 9310 (январь / февраль 1990 г.)
Испытания на износостойкость поверхности цилиндрических зубчатых колес были проведены для исследования цилиндрических зубчатых колес AISI 9310, заземленных CBN, для использования в применения в самолетах, чтобы определить их характеристики износостойкости и сравнить результаты с износостойкостью стандартных цилиндрических зубчатых колес AISI 9310 из стекловолокна.Испытания проводились с науглероженными и закаленными зубчатыми колесами VIM-VAR AISI 9210, которые были окончательно отшлифованы либо методом CBN, либо методом шлифования стекловидного металла . Условиями испытаний были температура масла на входе 320 К (116 градусов F), температура масла на выходе 350 К (170 градусов F), максимальное напряжение Герца 1,71 ГПа (248 фунтов на квадратный дюйм) и скорость 10 000 об / мин. Шлифованные из CBN шестерни показали долговечность поверхности, которая была немного лучше, чем у шлифованных из стекловолокна. Подповерхностное остаточное напряжение шлифованных зубчатых колес из CBN было примерно таким же, как и для стандартных зубчатых колес из стекловидной шлифовки для использованного метода шлифования CBN .
108 Оценка таблицы осмотра зубчатых передач; Определение необычных наборов червячных передач (ноябрь / декабрь 1991 г.)
Вопрос: При оценке диаграмм, полученных с помощью машины для проверки зубчатых колес, иногда обнаруживается, что полная длина профилей различается, а иногда и меньше, чем длина активного профиля (выше начала активного профиля-SAP) до 20%. Это состояние могло быть вызвано ошибкой соосности между шлифованием зуба и формованием или неравномерным съемом припуска при шлифовании .(См. Рис. 1.) Возможно ли, что некоторые отклонения исходят от контрольной машины? Как можно уменьшить отклонения от контрольной машины?
109 Преимущества зубчатых передач для ионного азотирования (ноябрь / декабрь 1996 г.)
Когда дело доходит до установления стандарта для изготовления зубчатых колес, автомобильная промышленность часто задает темп. Таким образом, когда автопроизводители перешли на шлифовку после закалки для обеспечения точности, то же самое сделали и механические цеха, специализирующиеся на зубчатых передачах.Но при изготовлении зубчатых колес по индивидуальному заказу мелкими частями шлифовка после термообработки также может снизить прибыль.
110 Моделирование изготовления зубьев спиральной конической шестерни для помощи в проектировании цельного вала шестерни (январь / февраль 2019 г.)
В вертолетах двухсекционная шестерня обычно соединяется сваркой, болтами, или шлицы. В случае с вертолетом CH-47D Chinook армии США было принято решение устранить эти соединения за счет использования цельной конструкции.Встроенный вал Спирально-конические шестерни должны быть сконструированы таким образом, чтобы вал не мешал нарезанию зубьев шестерни и шлифовке . В этой статье обсуждаются методы итерации на этапе проектирования перед начинается производство.
111 Новости продукта (сентябрь / октябрь 2017 г.)
Шлифовальные жидкости от Norton | Saint-Gobain, цифровой микрометр от Mahr, шлифовальные центры от Haas Multigrind, обновленное программное обеспечение от KISSsoft.
112 Шероховатость поверхности зубьев косозубых зубчатых колес, изготовленных с помощью фрезерной фрезы (сентябрь / октябрь 2015 г.)
Изготовление эвольвентных зубчатых колес с использованием шлифовальных кругов формы или фрезерных кругов в некоторых случаях полезно для червячных фрез. особые случаи, такие как мелкосерийное производство и, что очевидно, изготовление шестерен с внутренним зацеплением. К правильно изготавливать эвольвентные шестерни, формовочное колесо должно быть специально спроектировано, и в этой статье Геометрия опалубочного круга определяется обратным расчетом.Представлена математическая модель. где можно определить обработанную поверхность зуба шестерни в трех измерениях, изготовленную этим инструментом, с учетом конечного числа режущих кромок. Модель подтверждается путем сравнения расчетных результатов с наблюдаемыми результатами для зубчатого колеса, изготовленного фрезой со сменными пластинами.
113 Топологические модификации зубчатой передачи: оптимизация сложных систем, способных к колебаниям (май 2014 г.)
На вибрацию и шум ветряных турбин можно значительно повлиять – и, следовательно, уменьшить – путем выбора подходящих модификаций зубчатой передачи.Новые опции, предоставляемые производителями станков и шлифовальных станков , и особенно современных станков и средств управления, обеспечивают комбинированные модификации зубчатых колес или топологические корректировки зубчатых колес, которые теперь можно надежно обрабатывать. Здесь обсуждаются теоретические исследования топологических модификаций с фактической обработкой и их возможным использованием.
114 Инструмент для двусторонней шлифовки фасок (май / июнь 2003 г.)
Раньше лезвия универсальных торцевых зубофрезерных фрез приходилось затачивать с трех сторон.Эти три грани составляли активную часть клинка. При торцевом фрезеровании эффективное направление резания резко меняется по отношению к хвостовику лезвия. В зависимости от индивидуального соотношения было обнаружено, что оптимальные условия для удаления стружки (боковой передний план, боковой зазор и угол зацепа) можно просто установить путем независимой регулировки всех основных параметров. Это, в свою очередь, автоматически приводит к необходимости шлифования или переточки передней поверхности и двух задних поверхностей для управления боковым передним углом, углом зацепа, а также задним и задним углами режущей стороны и стороны зазора.
115 Новости продукта (июнь 2018 г.)
Новые шлифовальные станки , многоцелевые станки, программное обеспечение для зубчатых колес и инструменты для производителей зубчатых колес.
116 Гиполоидная шестерня с малым углом вала и смещением от нуля до большого (ноябрь / декабрь 2009 г.)
Зубчатая передача с конической зубчатой передачей используются для приспособления к небольшому углу вала. Технология изготовления бевелидных зубчатых зацеплений представляет собой специальный набор цилиндрических зуборезных и шлифовальных станков и .Новая разработка, так называемый Гиполоид зубчатая передача, удовлетворяет стремление производителей оборудования к большей свободе. Гиполоидные зубчатые передачи могут реализовывать углы вала от нуля до 20 ° и в то же время допускать второй угол вала (или смещение) в пространстве, что обеспечивает свободу соединения двух точек в пространстве.
117 Кованые шестерни нетто-формы – Современное состояние (январь / февраль 2002 г.)
Традиционно высококачественные шестерни вырезаются по форме из кованых заготовок.Высокая точность достигается за счет бритья и шлифовки зубьев, что увеличивает мощность, срок службы и бесшумность зубчатых передач. В 1950-х годах был разработан процесс ковки зубчатых колес с зубьями, при котором для достижения окончательной геометрии не требуется удалять металл или удалять его совсем. Первоначальная разработка процесса была предпринята в Германии для производства конических зубчатых колес для автомобильных дифференциалов и была вызвана отсутствием в то время оборудования для нарезки зубчатых колес.Позже внимание было обращено на поковку прямозубых и косозубых шестерен, которые труднее формировать из-за радиального расположения зубьев по сравнению с коническими шестернями. Основной движущей силой этих разработок, как и большинства компонентов производства, является стоимость. Формовка шестерен, а не их резка приводит к увеличению выхода сырья, а также может повысить производительность. Таким образом, ковка шестерен имеет большее преимущество при больших партиях, например, в автомобильной промышленности.
118 Не паникуйте (июль / август 2000 г.)
Я твердо верю в ценность IMTS как рынка, куда производители зубчатых колес могут пойти и посмотреть на новейшие станки и процессы; сравнить зубофрезерные станки, зубошлифовальные станки и контрольно-измерительное оборудование; увидеть в действии токарные, фрезерные или шлифовальные станки ; и задавайте вопросы различным поставщикам в одном месте. IMTS в этом году обещала стать крупнейшей из когда-либо существовавших, и я не сомневаюсь, что она станет ценным опытом для тех, кто отправляется туда в поисках способов улучшить методы производства продукции.
119 Детройт в 97 году – самая большая выставка оборудования в истории (июль / август 1997 г.)
«Десятилетие производительности» – тема Американской ассоциации производителей оборудования Gear Expo 97, которая состоится 19 октября. -22 в Детройте Кобо Холл. На выставке будут представлены продукты и услуги, относящиеся ко всем аспектам процесса производства зубчатых колес, от точения и шлифования заготовок до покрытия и контроля зубчатых колес.
120 Специальные зубчатые колеса для электроэрозионных станков (май / июнь 1996 г.)
Возможности и ограничения изготовления зубчатых колес обычными средствами хорошо известны и тщательно задокументированы.В поисках усовершенствования или иного улучшения процесса изготовления зубчатых колес методы производства вышли за рамки стружкодробления – зубофрезерование, протяжка, профилирование, стружка, шлифование , и т. Д. И присущие им ограничения, основанные на выборе резания и скорости, скорости подачи. , толщина стружки на зуб, давление резания, отклонение резца, вибрация, чистота поверхности, твердость материала, жесткость станка, инструменты, настройка и другие элементы.
121 Джордж Висс и Деннис Ричмонд из Reishauer Corporation (июль / август 1995 г.)
В этом интервью мы поговорили с Джорджем Виссом, президентом, и Деннисом Ричмондом, вице-президентом Reishauer Corporation, о шлифовании шестерен . и его место в производстве зубчатых колес сегодня.
122 Сравнительная оценка грузоподъемности зубчатых колес с обработкой CBN (май / июнь 1990 г.)
Обработка науглероженных зубчатых колес кубическим нитридом бора (CBN) продемонстрировала определенные экономические и геометрические преимущества, а также В результате он был применен к широкому спектру прецизионных зубчатых колес во многих различных приложениях. Однако в критических приложениях, таких как аэрокосмические приводные системы, любой новый процесс должен быть тщательно оценен, прежде чем он будет использоваться в производственном приложении.Из-за преимуществ, связанных с этим процессом, была учреждена программа испытаний для оценки допустимой нагрузки зубчатых колес аэрокосмического качества, обработанных методом CBN, по сравнению с геометрически идентичными зубчатыми колесами, обработанными обычными процессами шлифования . В этой статье представлено краткое описание процесса CBN, его преимущества в аэрокосмическом применении, а также результаты обширной программы испытаний, проведенной Boeing Helicopters (BH) с целью оценки влияния этого процесса на оценку, долговечность поверхности и т. Д. и усталостные свойства при изгибе цилиндрических зубчатых колес.Кроме того, представлены результаты исследования дифракции рентгеновских лучей для определения распределения поверхностных и подповерхностных остаточных напряжений как дробеструйных, так и не подвергнутых дробеструйной обработке зубчатых колес, отшлифованных CBN, по сравнению с аналогичными зубчатыми колесами с традиционной шлифовкой.
123 Планетарный редуктор KHV (ноябрь / декабрь 1987 г.)
Традиционно, когда требуется большое передаточное число, используется червячный или многоступенчатый редуктор. Однако такие коробки станут устаревшими, поскольку размер и эффективность становятся все более важными факторами для современной трансмиссии.Червячная передача с одним кольцом имеет максимальное передаточное число только от 40 до 60. Его КПД составляет всего от 30 до 60 процентов. Необходимость использования бронзы для червячной передачи и шлифовки нитолегированной стали для червяка увеличивает затраты на материалы и производство.
124 Dearborn Precision ставит КИМ Zeiss двойного назначения под задачу (май 2011 г.)
Когда детали, которые вы производите, проходят через многочисленные процессы, такие как сверление глубоких отверстий, механическая обработка, фрезерование и шлифование , КИМ является незаменим, когда вашим клиентам требуется 100-процентный производственный и заключительный контроль.
125 Науглероживание при низком давлении с закалкой в газе под высоким давлением (март / апрель 2004 г.)
Высокие требования к рентабельности и улучшенному качеству продукции могут быть достигнуты с помощью нового низкого давления процесс науглероживания с газовой закалкой под высоким давлением. Можно сэкономить до 50% времени термообработки. Кроме того, деформация деталей шестерни может быть уменьшена благодаря закалке в газе, и затраты на шлифование могут быть сэкономлены.В этой статье дается обзор принципов технологического процесса и требуемой печной технологии. Также несколько примеров практического применения представлены.
126 Сохранение движения (март / апрель 2020 г.)
За последний месяц все в нашем мире изменилось. Пандемия COVID-19 привела к остановке большинства аспектов нашей жизни. Мы не можем пойти поесть. Мы не можем путешествовать. Мы даже в церковь ходить не можем.Многие предприятия испытывают трудности. Но в то же время есть много людей, которые более заняты. чем когда-либо. В некоторых случаях даже пугающе.
Новости Новости О шлифовании
1 BMW Motorrad использует Junker JUCRANK для различных операций шлифования (21 апреля 2021 г.)
BMW Motorrad использует нецилиндрический шлифовальный станок JUCRANK для различных операций шлифования коленчатых валов с коробкой передач. Они собраны … Читать новости
2 Junker предлагает нецилиндрический шлифовальный станок для обеспечения надежности процесса (27 октября 2020 г.)
BMW Motorrad использует нецилиндрический шлифовальный станок JUCRANK для различных шлифовальных операций на коленчатых валах с коробчатой конструкцией.Они собраны … Читать новости
3 Burka-Kosmos предлагает новейший шлифовальный круг (3 февраля 2014 г.)
Линия зубошлифовальных кругов Mira Ice была разработана с целью удовлетворения требований профильного шлифования больших шестерен . Новый … Читать новости
4 United Grinding продемонстрирует инновации на GrindTec 2014 (27 января 2014 г.)
United Grinding, крупнейший поставщик комплексных и интегрированных решений для измельчения из одного источника, продемонстрирует свои новейшие технологии измельчения, эро… Читать новости
5 Программное обеспечение NUM предоставляет готовое решение для некруглого шлифования (18 июня 2020 г.)
NUM предоставляет производителям круглошлифовальных станков с ЧПУ элегантные средства добавления возможностей некруглого шлифования к … Читать новости
6 Sigma Pool объединяет все виды шлифовальной деятельности (7 февраля 2005 г.)
Партнеры Sigma Pool объединили все виды деятельности в области шлифования цилиндрических зубчатых колес под крышей Liebherr-Verzahntechnik GmbH i… Читать новости
7 EMAG предлагает преимущества твердой токарной обработки и шлифования (12 марта 2013 г.)
Преимущества сочетания твердого точения и шлифования заключаются в консолидации технологического потока, улучшенном качестве компонентов и … Читать новости
8 Röhm KZF-S Цанговые патроны с внешним зажимом, предназначенные для торцевого шлифования поверхности шестерен (7 декабря 2016 г.)
Компания Röhm Products of America теперь предлагает внешний зажимной патрон с приводом для торцевого шлифования поверхности шестерен.Цанговый патрон KZF-S особенно … Читать новости
9 True Gear & Spline увеличивает производительность шлифования с новым Niles ZP 12 (26 июня 2015 г.)
Компания True Gear & Spline Ltd. недавно добавила профильное шлифование зубчатых колес с ЧПУ в их возможности обработки с их недавно установленным Niles ZP 1 … Читать новости
10 Junker создает новую платформу для цилиндрического и нецилиндрического шлифования деталей (24 июня 2015 г.)
Junker недавно построил новую платформу для цилиндрических и нецилиндрических шлифовальных деталей. нецилиндрическое шлифование заготовок диаметром поворота 470 мм и номиналом… Читать новости
11 Hewland Engineering расширяет возможности шлифования (13 мая 2015 г.)
Hewland Engineering недавно объявила о многомиллионных инвестициях в современное оборудование для шлифования конических спиралей, которое готовится к прибытию. . Читать новости
12 Junker приобретает контрольный пакет акций бразильского производителя шлифовальных станков (19 марта 2015 г.)
Группа Junker недавно добавила бразильского производителя шлифовальных станков ZEMA в свою корпоративную группу.ZEMA была основана еще в 1953 году, имеет … Читать новости
13 отраслевых встреч для Объединенного симпозиума по шлифованию (24 июня 2014 г.)
Крупнейшее в мире мероприятие в области шлифовальных станков завершилось в Туне (Швейцария) ) с восторженной публикой. Каждые … Читать новости
14 Oelheld разрабатывает шлифовальное масло из быстрорежущей стали (24 января 2014 г.)
SintoGrind HSS была специально разработана для профильного и канавочного шлифования стальных сплавов, в частности, для быстрорежущей стали и медицинской… Читать новости
15 C&B Machinery предлагает шлифовальный станок для дисков с зажимным отверстием (22 ноября 2013 г.)
C&B Machinery получила несколько заказов на шлифовальный станок для дисков с зажимным отверстием модели CBV-3 последнего поколения. Автомобильная … Читать новости
16 Körber Schleifring становится United Grinding (12 ноября 2013 г.)
Körber Schleifring, глобальный поставщик технологий шлифовальных станков, и его североамериканское подразделение United Grinding Techologies теперь… Читать новости
17 Kapp предлагает усовершенствования в области шлифования зубчатых колес (23 апреля 2012 г.)
Два шлифовальных станка с гибкими возможностями обработки будут представлены на стенде N-7036 в IMTS в Чикаго, штат Иллинойс, 1 сентября. .. Читать новости
18 Gleason предлагает компенсацию биений при шлифовании зубчатых колес (27 декабря 2012 г.)
Обычные циклы шлифования цилиндрических зубчатых колес обычно требуют значительного времени, затрачиваемого на ручное выравнивание зубчатых колес… Читайте новости
19 Ultra Grind предлагает двухметровую шлифовальную способность (31 июля 2012 г.)
Hardinge Grinding Group представляет новый двухметровый шлифовальный станок UltraGrind 2000 производства Jones & Shipman, a Ke .. . Читать новости
В 20 станках Haas Multigrind CA и CB используются полочные магазины для шлифовальных кругов большой емкости (3 августа 2017 г.)
Все шлифовальные центры Haas Multigrind доступны с устройством автоматической смены кругов.Эта функция позволяет клиентам Haas комбинировать … Читать новости
21 CIMCOOL 609 Создан для производительности шлифования (29 июня 2011 г.)
CIMCOOL Fluid Technology создала CIMTECH 609, инновационный гибрид, разработанный для превосходной производительности шлифования и отличной обработки … Читать новости
22 Supertec представит семь новых шлифовальных станков на выставке IMTS (16 июня 2010 г.)
Supertec Machinery представит семь новых моделей / типов шлифовальных станков на выставке IMTS в этом году.Они будут расположены в шлифовальном павильоне … Читать новости
23 Шлифовальный круг улучшает качество поверхности (29 октября 2009 г.)
Спецификация керамического шлифовального круга SK23w от Burka-Kosmos значительно увеличивает Q’w и V ‘ w ставки. Этот тип измельчения … Читать новости
24 Технология измельчения ротора Kapp повышает эффективность на 30 процентов (15 июня 2007 г.)
Kapp RX 59 позволяет изготавливать роторы, используемые в воздушных компрессорах, на станках с использованием процесс шлифования с высокой точностью.Ro … Читать новости
25 Schafer Gear добавляет новое шлифовальное оборудование (24 мая 2007 г.)
Компания Schafer Gear Works инвестировала в новое производственное оборудование, в том числе новые зубошлифовальные станки в Саут-Бенде, Индиана и Ро. .. Читать новости
26 Новый шлифовальный обрабатывающий центр Makino: шлифование, сверление, сверление и фрезы на одном станке (9 января 2007 г.)
Makino представила горизонтальный обрабатывающий центр G5 Grinder, способный выполнять шлифование, сверление и др. расточка и фрезеровка на одном станке…. Читайте новости
27 Сервисная сеть и Worcester Polytechnik запускают консорциум по измельчению (14 апреля 2006 г.)
Сервисная сеть возглавляет усилия с Вустерским политехническим институтом по созданию исследовательского центра по измельчению, расположенного в Вустере, штат Мэн. Читайте новости
28 Новые зубошлифовальные круги Norton увеличивают срок службы прямозубых цилиндрических зубчатых колес (11 апреля 2006 г.)
Новые высокоскоростные шлифовальные круги BRGg VPHS от Saint Gobain предназначены для сокращения времени цикла за счет увеличения съема металла ставки…. Читать новости
29 Новейший станок United Grinding для шлифования валов и зажимных деталей (11 апреля 2006 г.)
[фото] Станок Studen S242 от United Grinding разработан для твердого точения и шлифования высокопрочных деталей. прецизионные приложения для обоих валов … Читать новости
30 Samputensil представляет шлифовальный станок большой мощности (6 января 2006 г.)
Новый шлифовальный станок 250G от Samputensili, представленный на выставке EMO 2005, был разработан для сокращения времени цикла .Acco … Читать новости
31 Станок Junker JUMAT предлагает одновременное шлифование внутреннего диаметра, внешнего диаметра и поверхностей зубчатых колес (31 мая 2017 г.)
Компания Junker представила JUMAT 6S 18-20S-18, последнюю модель JUMAT компании Junker. серия модульных шлифовальных станков, способных … Читать Новости
32 Hewland установила шлифовальный станок для спиральных конических зубчатых колес Klingelnberg Oerlikon G60 (16 ноября 2015 г.)
Компания Hewland Engineering недавно объявила об установке Klingelnberg Oerlikon G60 спирально-конический зубошлифовальный станок.Используя Kling … Читать новости
33 Junker Group расширяет линейку шлифовальных станков линией корунда (4 июня 2018 г.)
Группа Junker расширила ассортимент шлифовальных станков: с новой линией корунда Zema компания предлагая эффективное решение … Читать новости
34 Liebherr представляет новый зубошлифовальный станок (19 октября 2018 г.)
На базе своего шлифовального станка LGG 280 компания Liebherr недавно представила более крупную модель LGG 400 M на выставке IMTS в Чикаго.Новый L … Читать новости
35 Krebs & Riedel празднует 125 лет технологии шлифования (2 июня 2021 г.)
Краеугольный камень завода по производству шлифовальных кругов Krebs & Riedel в Бад-Карлсхафене был заложен около 125 лет назад. Сегодня семейная компания … Читать новости
36 PTG Holroyd и Siemens сотрудничают в создании зубошлифовального центра (15 апреля 2021 г.)
Новый прецизионный зубошлифовальный центр от PTG Holroyd не просто создавался для того, чтобы приносить более высокий уровень эффективности и точности… Читать новости
37 Liebherr расширяет технологию генерации и профильного шлифования (23 марта 2021 г.)
Компания Liebherr недавно представила новую серию генераторных и профильно-шлифовальных станков для жесткой обработки внешних и внутренних зубчатых колес … Читать новости
38 PTG Holroyd представляет новый зубошлифовальный центр (13 июля 2020 г.)
Совершенно новый зубошлифовальный центр Holroyd Precision обещает еще более высокий уровень интеллекта и эффективности в производстве… Читать новости
39 Forest City Gear увеличивает мощность чистового шлифования (4 февраля 2020 г.)
Forest City Gear расширила свои возможности для очень высокоточного чистового шлифования внешних, внутренних, прямых и косозубых зубчатых колес и … Читать новости
40 PTG Holroyd предлагает роторно-шлифовальный станок (8 ноября 2019 г.)
Роторный шлифовальный станок TG350E от британской Holroyd Precision быстро завоевывает себе репутацию предпочтительного выбора среди промышленных предприятий… Читать новости
41 Norton выделит шлифовальные круги Xtrimium на выставке Motion + Power Technology Expo (16 августа 2019 г.)
Зубошлифовальные круги Norton Xtrimium будут представлены на стенде Motion + Power Technology Show # 2607, 15 октября -17, 2019 на Co … Читать новости
42 Производитель цилиндрических и прямозубых зубчатых колес выбирает центр точного шлифования зубчатых колес Holroyd (29 мая 2019 г.)
Разработан для разового или периодического шлифования прецизионных прямозубых и косозубых зубчатых колес , червяки, винты и роторы диаметром до 350 мм и 160 мм… Читать новости
43 Studer предлагает универсальный шлифовальный станок для больших задач (30 апреля 2019 г.)
Новый S31 точно и надежно выполняет сложные и разнообразные задачи шлифования. Его можно использовать для производства деталей малого и среднего размера … Читать новости
44 Studer предлагает универсальный цилиндрический шлифовальный станок S33 (23 апреля 2019 г.)
Универсальный и гибкий. Это особенности нового S33, универсального круглошлифовального станка с ЧПУ от Studer.С расстояниями … Читать новости
45 Шлифовальные станки повышают качество и производительность в Nixon Gear (18 сентября 2018 г.)
Недавно в производство в подразделении Nixon Gear Division компании Gear Motions в Сиракузах, штат Нью-Йорк, были добавлены два новых шлифовальных станка. Studer S121 … Читать новости
46 Elliot Tool Technology Инструмент для полировки твердосплавных валков, исключающий процессы шлифовки, хонингования и полировки (11 мая 2016 г.)
Инструменты для полировки твердосплавных валков от Elliott Tool Technology, которые добиться зеркальной отделки поверхности, исключив вторичную эксплуатацию… Читать новости
47 Gleason улучшает качество шлифования больших зубчатых колес (23 апреля 2010 г.)
Последнее поколение профильных шлифовальных станков Gleason теперь может быть оснащено для выполнения нового процесса под названием OPTI-GRIND, который означает … Читать Новости
48 Линейные двигатели ANCA Motion LinX теперь используются на шлифовальных станках для улучшенного отвода стружки (18 мая 2017 г.)
Полированные канавки и поверхности зазоров улучшают отвод стружки и повышают производительность инструмента.Более гладкая поверхность способствует образованию стружки (или стружки) … Читать новости
49 Saint-Gobain представляет приложение для шлифования (27 августа 2012 г.)
Saint-Gobain Abrasives недавно представила приложение для шлифования абразивов Norton Abrasives. Это приложение включает в себя три калькулятора, включая … Читать новости
50 Tyrolit предлагает шлифовальные технологии для медицинских приложений (22 ноября 2019 г.)
Тенденция постоянно стареющего общества все больше привлекает внимание к медицинским достижениям и медицинским технологиям .В то же время … Читать новости
51 Bourn & Koch повышает Джо Горала до должности менеджера подразделения шлифовальных станков (20 июля 2018 г.)
Bourn & Koch, Inc. рада сообщить, что Джо Горал-старший . принял новую должность в компании в качестве руководителя бизнес-подразделения … Читать новости
52 Holroyd продает шлифовальные станки китайской компании (20 декабря 2011 г.)
Holroyd Machine Tools and Components, базирующаяся в Великобритании, Милнроу, Ланкашир , подразделение Precision Technologies Group, объявила о выпуске… Читать новости
53 Klingelnberg открывает центр шлифования лезвий в Мексике (27 октября 2011 г.)
В августе 2011 г. предприятие Klingelnberg в Мексике было перенесено на новое предприятие в городе Керетаро. Эта инвестиция является частью компа … Читать новости
54 Dapra предлагает инструменты для шлифования и удаления заусенцев (3 октября 2011 г.)
Серия ручных пневматических инструментов Biax от Dapra включает в себя легкие шлифовальные машины с регулируемой скоростью. машины для снятия заусенцев. СРД 3-55 /… Читать новости
55 United Grinding Partners с Dynamic Machine (18 марта 2020 г.)
United Grinding North America Inc. объявила о заключении партнерства с Dynamic Machine of Detroit, CN из Троя, штат Мичиган. .. Читать новости
56 J.Schneeberger Maschinen AG. Предлагает современные приводные технологии для нескольких шлифовальных операций с серией Corvus (7 мая 2020 г.)
Станок серии Corvus разработан для обеспечения мощного 5-осевого шлифовального станка с ЧПУ для грануляторов, фрез для слябов и других приложений… Читать новости
57 Шлифовальные круги Meister Abrasives HPL при шлифовании естественным образом выделяют смазку (17 августа 2017 г.) , i … Читать новости
58 Holroyd запускает станки для шлифования червячных шестерен (31 мая 2013 г.)
Holroyd Precision Limited выпустила совершенно новую полную линейку станков с ЧПУ, специально разработанных для обеспечения сверхвысоких уровней … Читать новости
59 Bryant празднует 100-летие шлифования (24 ноября 2008 г.)
Bryant Grinder, подразделение Vermont Machine Tool Corporation, отмечает свое 100-летие в 2009 году, что делает его одним из старейших .. . Читать новости
60 Norton предлагает решение для шлифования ковкого и серого чугуна (15 июля 2020 г.)
Суперабразивные литейные диски Norton Winter Ironclad предлагают решение для обработки ковкого и серого чугуна, например, для зачистки и натяжения швов… Читать новости
61 Штаб-квартира Cinetec Grinding перемещается в Хагерстаун, штат Мэриленд (29 мая 2007 г.)
Cinetic Landis Grinding Corp. перенесла штаб-квартиру и производственный / сборочный цех примерно в 15 милях от г. Хагерстаун, штат Мэриленд. … Читать новости
62 Forest City Gear расширяет возможности шлифования резьбовых колес (17 ноября 2020 г.)
Forest City Gear теперь может выполнять твердую чистовую чистовую обработку цилиндрических шестерен большего диаметра быстрее и эффективнее в больших объемах w… Читать новости
63 DVS Technology Group представляет решения для шлифования зубчатых колес на EMO (20 сентября 2017 г.)
Выставочный стенд EMO DVS Technology Group в зале 17, стенд C46 будет посвящен высокоточной обработке компоненты для питания … Читайте новости
64 Gleason 410SCG Шлифовальный станок для бритвенных ножей ускоряет повторную заточку бритвенных ножей (8 ноября 2017 г.)
Gleason удовлетворяет глобальную потребность в быстрой и высококачественной повторной заточке бритв. фрезы диаметром до 400 мм и Модуль 14 с толщиной… Читать новости
65 Danobat представляет новый цилиндрический шлифовальный станок (17 мая 2021 г.)
Новое поколение CG представляет собой идеальное сочетание производительности, универсальности и компактного дизайна. Благодаря своей новой основной технологии и … Читать новости
66 Norton Quantum Prime Grain оптимизирует производительность шлифовального круга (24 мая 2021 г.)
Saint-Gobain Abrasives объявила о выпуске шлифовальных кругов Norton Quantum Prime с новыми , запатентованные нанокристаллические… Читайте новости
67 Новые шлифовальные круги Camel представили новые центральные круги с углублением (6 апреля 2006 г.) Шлифовальные круги
CGW-Camel представили шлифовальные круги серии Fast Cut из оксида алюминия типа 27 с углубленным центральным колесом и связкой класса N справа угол … Читать новости
68 Forest City Gear расширяет возможности шлифования по внутреннему / внешнему диаметру малого диаметра (13 декабря 2017 г.)
Forest City Gear расширяет свои возможности для твердой чистовой обработки шестерен меньшего диаметра с особенно узким внутренним диаметром и длина доп… Читать новости
69 Gleason предлагает профильное шлифование на станках для шлифования резьбовых колес (27 марта 2013 г.)
Корпорация Gleason недавно объявила о доступности опции профильного шлифования для своего шлифовального станка с резьбовыми колесами 300TWG … Читать новости
70 Norton Grinding Abrasives Технология связующего материала (20 июня 2013 г.)
Norton Abrasives, торговая марка Saint-Gobain, разработала и выпустила Norton Vitrium3, новое поколение связующих абразивных материалов… Читайте новости
71 Saint-Gobain Norton Quantum3 шлифовальные круги с углубленным центром, предназначенные для сокращения времени простоя, повышения комфорта пользователя (29 марта 2016 г.)
Saint-Gobain Abrasives представила шлифовальные круги с углубленным центром Norton Quantum3 (NQ3). Благодаря … Читать новости
72 Прецизионный шлифовальный станок Holroyd сокращает время производства в Маякаве (20 марта 2019 г.)
Производственная компания Mayekawa Manufacturing Company, глобальный специалист по промышленному охлаждению со штаб-квартирой в Японии, приобрела один Холройд Преци… Читать новости
73 Samputensili SG 160 Sky Grind представляет сухую шлифовку зубчатых колес на линии Star SU (24 декабря 2015 г.)
Samputensili недавно представила мировую премьеру на выставке EMO Milan 2015. Новый станок SG 160 Sky Grind разработан для устранения … Читать новости
74 Norton предлагает новые шлифовальные круги с внутренним диаметром IDeal-Prime (24 июня 2021 г.)
Saint-Gobain Abrasives недавно представила свой новый высокопроизводительный Norton IDeal-Prime Шлифовальные круги с внутренним диаметром для точности ap… Читать новости
75 Клингельнберг представит шлифовальный станок для конических зубчатых колес Oerlikon G 30 на выставке Gear Expo (9 сентября 2015 г.)
Клингельнберг продемонстрирует свои возможности с презентацией передовых технологий «Сделано в Германии» в форма … Читать новости
76 Gleason Genesis 200GX Шлифовальный станок с резьбовыми кругами будет представлен на выставке Gear Expo (5 августа 2015 г.)
Компания Gleason недавно объявила, что представит передовые станки, инструменты и глобальную службу поддержки клиентов, охватывающую широкий выбор пр… Читайте новости
77 Junker и Zema вместе продемонстрируют зубошлифовальные станки на выставке EMO Milano (30 июля 2015 г.)
На выставке EMO Milano 2015, Junker Group и Zema впервые будут вместе выставляться в Европе: Zema будет демонстрировать цилиндр … Читать новости
78 Norton | Saint-Gobain увеличивает производительность шлифования с помощью зимних керамических кругов из CBN (21 сентября 2018 г.)
Saint-Gobain Abrasives объявила о выпуске своих новых шлифовальных кругов Norton Winter Vitron7 cBN.Колеса имеют … Читать новости
79 Marposs предлагает шлифовальный калибр для немедленной компенсации машины (26 ноября 2018 г.)
Marposs Corp. объявила о выпуске своего нового усилителя электронного манометра P3dME для пост- мониторинг процесса гладкости и бороздки … Читать новости
80 Junker поставил Volkswagen Group 500-й шлифовальный станок (10 июня 2015 г.)
Производитель шлифовальных станков Junker недавно отметил знаменательную дату – Volkswagen Group недавно приобрела свой 500-й шлифовальный станок Junker grindi … Читать новости
81 Измерительная система ANCA iView обеспечивает более быстрое и точное измельчение (18 декабря 2018 г.)
Опрос, проведенный McKinsey, показал, что на производстве ежегодно во всем мире работает около 749 миллиардов часов. Из них примерно … Читать новости
82 EMAG сочетает технологию вертикальной токарной обработки с чистовым шлифованием (8 января 2019 г.)
Когда дело доходит до времени обработки, объединение различных процессов обработки в одной установке дает огромный потенциал экономии.С комбинацией … Читать новости
83 DiaGrind 535-5 предлагает преимущества при хонинговании и шлифовании зубчатых колес (11 июня 2014 г.)
Многофункциональная жидкость для металлообработки DiaGrind 535-5 пользуется большим спросом по всему миру. Они варьируются от небольших магазинов до … Читать новости
84 3M представляет обычные круги Cubitron II для заточки зубчатых колес (1 ноября 2013 г.)
3M Abrasive Systems представляет обычные круги 3M Cubitron II для заточки зубчатых колес, давая инженерам новые инструменты для производства… Читать новости
85 Vomat обеспечивает стабильность температуры во время шлифования (23 мая 2014 г.)
Чтобы производить высокопроизводительные режущие инструменты, производители инструментов делают все возможное, чтобы добиться правильных производственных параметров. Условия производства имеют огромное влияние на конечное качество инструмента … Читать новости
86 EMAG представляет малый шлифовальный центр (15 апреля 2014 г.)
Спрос на такие компоненты, как шестерни, планетарные передачи, цепные передачи или фланцевые компоненты для автомобилей обычно тиражируется миллионами… Читать новости
87 United Grinding объявляет о новом президенте (27 марта 2014 г.)
United Grinding North America, Inc. недавно объявила, что нынешний президент и генеральный директор Роджер Пинни был избран вице-председателем … Читать Новости
88 United Grinding приглашает клиентов на симпозиум по шлифованию (5 марта 2014 г.)
United Grinding Group – Körber Schleifring до EMO 2013 – четко осознала знамения времени в …Читать новости
89 PTG для демонстрации шлифования в Германии (12 февраля 2014 г.)
PTG Deutschland GmbH, немецкое подразделение британской группы Precision Technologies Group, выбрало GrindTec 2014 для демонстрации своих … Читать новости
90 Системы фильтрации Vomat обеспечивают 100-процентное разделение чистого и грязного шлифовального масла (20 декабря 2017 г.)
Для производства прецизионных инструментов производители инструментов должны оптимально согласовывать все параметры, участвующие в процессе, такие как подготовка кромок… Читать новости
91 3M представляет высокопроизводительные прецизионные шлифовальные круги для внутреннего шлифования (29 апреля 2019 г.)
Абразивные инструменты специальной конструкции требуют жестких дисков, геометрии и допусков для массового производства. Компании, которые … Читать новости
92 Шлифовальный станок Chevalier с циклами чернового и тонкого шлифования (3 февраля 2017 г.)
FSG-1224ADIII является полностью автоматическим по осям X и Y, включая 2-осевое сервоуправление и новый контроллер ПЛК с функцией измельчения c… Читать новости
93 United Grinding расширяет концепцию измельчения «два в одном» (13 мая 2019 г.)
На основе высокоэффективной и производительной концепции «два в одном» Walter Helitronic Vision Diamond 400 L, Helitronic Power Diamond 400 и H … Читать новости
94 EMAG VLC 100 GT сочетает вертикальную токарную обработку и чистовое шлифование в одном пакете (31 марта 2017 г.)
Когда дело доходит до времени обработки, объединение различных процессов обработки в одной установке предлагает огромный потенциал экономии.С комбинацией … Читать новости
95 Junker разрабатывает универсальный шлифовальный станок (9 июля 2021 г.)
Sullair LLC. расположенный в Мичиган-Сити, штат Индиана, клиент Junker с 2011 года изменил процесс отделки, чтобы исключить спрос на … Читать новости
Продажа бывших в употреблении зубошлифовальных станков
Зубошлифовальные станки или зубошлифовальные станки принадлежат к обширной подкатегории станков на Exapro. В нашем текущем онлайн-каталоге представлены на продажу бывшие в употреблении зубошлифовальные станки самых популярных брендов.Что такое шлифовальные станки?
Чтобы лучше понять, что такое зубошлифовальный станок, сначала поговорим о шлифовальных станках в целом. Шлифовка – это процесс резки и придания формы металлу, поэтому он относится к категории металлических инструментов. В шлифовальном станке в качестве режущего инструмента используется абразивный круг. Можно с уверенностью сказать, что этот принцип аналогичен полировке металла, поскольку каждое зерно абразива отрезает небольшую стружку от металлической заготовки. Шлифование применяется в основном для чистовой обработки металлических деталей, которые должны обладать низкой шероховатостью поверхности и высокой точностью формы.Зубошлифовальные станки бывшие в употреблении
Процесс создания зубчатого колеса другими словами можно описать как зубошлифование. Шестерни могут изготавливаться разными способами. Металлические и пластмассовые шестерни часто изготавливаются методом литья под давлением или литьем под давлением. Однако большинство зубчатых колес по-прежнему изготавливается на зубошлифовальных станках. Зубошлифовальные станки – это чистовые станки, в которых для шлифования поверхности зубьев шестерен используется шлифовальный круг, вращающийся с высокой скоростью.Продукция в категории зубошлифовальных станков может быть разделена на 2 подкатегории: шлифовальные машины непрерывного действия и профильные шлифовальные машины.Профильно-шлифовальный станок обрабатывает заготовку, используя тот же профиль, что и зубья шестерни. С другой стороны, непрерывное шлифование использует инструмент с профилем, отличным от профиля зубьев шестерни, и выполняет шлифование путем перемещения заготовки и шлифовального червяка относительно друг друга.
При непрерывном шлифовании используется шлифовальный червяк с несколькими резьбами, а производительность обработки может быть увеличена за счет увеличения количества резьб. Соответственно, шлифовальные машины непрерывного производства используются на предприятиях автомобильного и других массовых производств.Модель GB150 – это шлифовальный станок непрерывного поколения, предназначенный для предприятий массового производства.
Детали зубошлифовального станка
В отличие от обрабатывающих центров из категории «Металлический инструмент», зубошлифовальные станки имеют довольно простую конструкцию. Зубошлифовальные станки состоят из стола (станины) с кронштейном для удержания обрабатываемой детали и шлифовального круга с механическим приводом, вращающегося с необходимой скоростью. Скорость отжима может варьироваться в зависимости от диаметра колеса, а также от требований производителя.Шлифовальная головка полностью подвижна и может перемещаться по заготовке. В любом случае, вместо этого можно перемещать обрабатываемую деталь, при этом шлифовальная головка остается неподвижной. Оба пути приемлемы и возможны.Большинство современных зубошлифовальных станков имеют функцию ЧПУ или так называемое числовое управление. Благодаря ЧПУ положение шлифовальной головки или рабочего стола можно регулировать автоматически. В противном случае на более ранних моделях зубошлифовальных станков эта регулировка была откалибрована вручную.
Поскольку шлифовальные станки работают с металлическими деталями по принципу истирания, в процессе шлифования выделяется значительное количество тепла.Очень важно иметь оборудование для охлаждения станка и предотвращения перегрева заготовки или механизма в целом. Следовательно, последние модели зубошлифовальных машин также содержат охлаждающую жидкость. Благодаря охлаждающей жидкости редуктор болгарки и металлическая часть защищены от перегрева. В то же время оператор машины также защищен от ожогов.
Область применения
Зубошлифовальные станки представляют собой бесценное промышленное оборудование для автомобильной промышленности. Зубошлифовальные станки – это универсальные станки, используемые для производства прецизионных цилиндрических зубчатых колес, косозубых шестерен, червяков, винтов и роторов.Как механические, так и автоматические трансмиссии автомобилей изготавливаются на зубошлифовальном станке. Типичные области применения зубошлифовальных станков включают высокопроизводительные аэрокосмические и автомобильные шестерни, прецизионные движения, малошумные и ведущие шестерни.Основные характеристики
Если говорить о технических параметрах, то основным атрибутом зубошлифовального станка является максимальный диаметр круга, который определяет максимальный рабочий диаметр. Другим важным техническим критерием является максимальное и минимальное значение модуля.Эти параметры необходимо учитывать перед покупкой зубошлифовального станка. Также важно определить, имеет ли зубошлифовальный станок ЧПУ (автоматическое) или ручное управление.Основные производители
- Kapp. Kapp Technologies – один из ведущих мировых производителей станков в целом и зубошлифовальных станков в частности. Признанный американский производитель предлагает комплексные решения для зубошлифовальных станков, включая программное и аппаратное обеспечение.
- Höfler.Немецкий производитель зубошлифовальных и зубофрезерных станков, всемирно известный своим качеством и инновациями. Зубошлифовальные станки были основным направлением деятельности компании на протяжении десятилетий. В настоящее время производственная линия Höfler включает одни из самых современных зубошлифовальных станков, доступных на рынке.
- Глисон Пфаутер. Американский производитель с вековыми традициями является мировым лидером в области зубошлифовальных машин. Портфель продуктов и услуг Gleason Pfauter включает оборудование для производства, отделки и тестирования зубчатых колес, а также всемирную поддержку клиентов и сервисную поддержку.
Связанные подкатегории станков
- Зубофрезерные станки с ЧПУ
- Зубошлифовальные станки
- Шлифовальные станки – Цилиндрические бесцентровые шлифовальные машины
- Шлифовальные станки – Цилиндрические внешние / внутренние шлифовальные станки
- Шлифовальные станки
- Шлифовальные станки Зубошлифовальные станки или зубошлифовальные станки принадлежат к обширной подкатегории станков на Exapro. В нашем текущем онлайн-каталоге представлены на продажу бывшие в употреблении зубошлифовальные станки самых популярных брендов.
Что такое шлифовальные станки?
Чтобы лучше понять, что такое зубошлифовальный станок, сначала поговорим о шлифовальных станках в целом. Шлифовка – это процесс резки и придания формы металлу, поэтому он относится к категории металлических инструментов. В шлифовальном станке в качестве режущего инструмента используется абразивный круг. Можно с уверенностью сказать, что этот принцип аналогичен полировке металла, поскольку каждое зерно абразива отрезает небольшую стружку от металлической заготовки. Шлифование применяется в основном для чистовой обработки металлических деталей, которые должны обладать низкой шероховатостью поверхности и высокой точностью формы.Зубошлифовальные станки бывшие в употреблении
Процесс создания зубчатого колеса другими словами можно описать как зубошлифование. Шестерни могут изготавливаться разными способами. Металлические и пластмассовые шестерни часто изготавливаются методом литья под давлением или литьем под давлением. Однако большинство зубчатых колес по-прежнему изготавливается на зубошлифовальных станках. Зубошлифовальные станки – это чистовые станки, в которых для шлифования поверхности зубьев шестерен используется шлифовальный круг, вращающийся с высокой скоростью.Продукция в категории зубошлифовальных станков может быть разделена на 2 подкатегории: шлифовальные машины непрерывного действия и профильные шлифовальные машины.Профильно-шлифовальный станок обрабатывает заготовку, используя тот же профиль, что и зубья шестерни. С другой стороны, непрерывное шлифование использует инструмент с профилем, отличным от профиля зубьев шестерни, и выполняет шлифование путем перемещения заготовки и шлифовального червяка относительно друг друга.
При непрерывном шлифовании используется шлифовальный червяк с несколькими резьбами, а производительность обработки может быть увеличена за счет увеличения количества резьб. Соответственно, шлифовальные машины непрерывного производства используются на предприятиях автомобильного и других массовых производств.Модель GB150 – это шлифовальный станок непрерывного поколения, предназначенный для предприятий массового производства.
Детали зубошлифовального станка
В отличие от обрабатывающих центров из категории «Металлический инструмент», зубошлифовальные станки имеют довольно простую конструкцию. Зубошлифовальные станки состоят из стола (станины) с кронштейном для удержания обрабатываемой детали и шлифовального круга с механическим приводом, вращающегося с необходимой скоростью. Скорость отжима может варьироваться в зависимости от диаметра колеса, а также от требований производителя.Шлифовальная головка полностью подвижна и может перемещаться по заготовке. В любом случае, вместо этого можно перемещать обрабатываемую деталь, при этом шлифовальная головка остается неподвижной. Оба пути приемлемы и возможны.Большинство современных зубошлифовальных станков имеют функцию ЧПУ или так называемое числовое управление. Благодаря ЧПУ положение шлифовальной головки или рабочего стола можно регулировать автоматически. В противном случае на более ранних моделях зубошлифовальных станков эта регулировка была откалибрована вручную.
Поскольку шлифовальные станки работают с металлическими деталями по принципу истирания, в процессе шлифования выделяется значительное количество тепла.Очень важно иметь оборудование для охлаждения станка и предотвращения перегрева заготовки или механизма в целом. Следовательно, последние модели зубошлифовальных машин также содержат охлаждающую жидкость. Благодаря охлаждающей жидкости редуктор болгарки и металлическая часть защищены от перегрева. В то же время оператор машины также защищен от ожогов.
Область применения
Зубошлифовальные станки представляют собой бесценное промышленное оборудование для автомобильной промышленности. Зубошлифовальные станки – это универсальные станки, используемые для производства прецизионных цилиндрических зубчатых колес, косозубых шестерен, червяков, винтов и роторов.Как механические, так и автоматические трансмиссии автомобилей изготавливаются на зубошлифовальном станке. Типичные области применения зубошлифовальных станков включают высокопроизводительные аэрокосмические и автомобильные шестерни, прецизионные движения, малошумные и ведущие шестерни.Основные характеристики
Если говорить о технических параметрах, то основным атрибутом зубошлифовального станка является максимальный диаметр круга, который определяет максимальный рабочий диаметр. Другим важным техническим критерием является максимальное и минимальное значение модуля.Эти параметры необходимо учитывать перед покупкой зубошлифовального станка. Также важно определить, имеет ли зубошлифовальный станок ЧПУ (автоматическое) или ручное управление.Основные производители
- Kapp. Kapp Technologies – один из ведущих мировых производителей станков в целом и зубошлифовальных станков в частности. Признанный американский производитель предлагает комплексные решения для зубошлифовальных станков, включая программное и аппаратное обеспечение.
- Höfler.Немецкий производитель зубошлифовальных и зубофрезерных станков, всемирно известный своим качеством и инновациями. Зубошлифовальные станки были основным направлением деятельности компании на протяжении десятилетий. В настоящее время производственная линия Höfler включает одни из самых современных зубошлифовальных станков, доступных на рынке.
- Глисон Пфаутер. Американский производитель с вековыми традициями является мировым лидером в области зубошлифовальных машин. Портфель продуктов и услуг Gleason Pfauter включает оборудование для производства, отделки и тестирования зубчатых колес, а также всемирную поддержку клиентов и сервисную поддержку.
Связанные подкатегории станков
- Зубофрезерные станки с ЧПУ
- Зубошлифовальные станки
- Шлифовальные станки – Цилиндрические бесцентровые шлифовальные машины
- Шлифовальные станки – Цилиндрические внешние / внутренние шлифовальные станки
- Шлифовальные станки
- Шлифовальные станки
Зубошлифовальный станок диаметром 1,2 м с ЧПУ
Новый зубошлифовальный станок LCS 1200 сочетает в себе как генераторное, так и профильное шлифование, и теперь позволяет обрабатывать детали диаметром до 1200 мм.
Немецкая компания Liebherr специализируется на процессах изготовления зубчатых колес, предлагая станки для крупномодульного шлифования зубчатых колес, а теперь и с расширенным диапазоном платформ до диаметров 1200 мм. Станок хорошо подходит для шлифования зубчатых колес, например, зубчатых колес и ведомых шестерен для ветроэнергетических редукторов.
Компания заявляет, что зубошлифовальный станок LCS 1200 сочетает в себе генерирующее и профильное шлифование в одном станке и теперь позволяет обрабатывать детали диаметром до 1 200 мм. Зубчатые колеса до модуля 12 можно экономично обрабатывать генерационным методом.Станок способен производить шестерни с минимальным уровнем шума в процессе двухстороннего шлифования в точном соответствии с заданной конструкцией скручивания. С помощью профильного шлифования можно шлифовать шестерни размером до 22 модуля или высотой профиля до 50 мм. Для обеих технологий шлифования можно использовать инструменты с гальваническим покрытием cBN или правящиеся инструменты на основе корунда, агломерата или cBN. Эта высокопроизводительная машина может быть дополнена встроенной системой автоматизации, которая также была спроектирована и изготовлена компанией Liebherr в Кемптене, Германия.
Для генерационно-шлифовального метода максимальный наружный диаметр 320 мм на шлифовальном червяке и минимальный полезный диаметр (который зависит от данных зубчатой передачи) в сочетании с длиной инструмента 230 мм обеспечивают максимальную стойкость инструмента в мире. данный тип машины класс на рынке, по заявлению производителя.
Технические характеристики Liebherr LCS 1200
макс. Ø заготовки: 1200 мм
Осевое перемещение: 1000 мм
макс.Скорость стола: 250 об / мин
макс. Ø инструмента: 320 мм
макс. Длина инструмента: 230 мм
макс. Скорость инструмента: 12000 об / мин
макс. Модуль (генерирующий): 12 мм
макс. Модуль / Высота (профиль): 22/50 ммОбщий вес машины 28000 кг
www.liebherr.com
Подано в: Компоненты
С тегами: 1,2-м ЧПУ зубошлифовальный станок, 1200, шлифовальный станок, LiebherrЗубошлифование сухим способом SG 160 SKYGRIND – EMAG SU
SG 160 SKYGRIND – первый станок для сухого шлифования зубчатых колес в мире.Этот современный процесс устраняет необходимость в охлаждающем масле во время твердого чистового шлифования зубчатого колеса после термообработки.
На станке SG 160 SKYGRIND процесс разделен на два основных прохода: черновой и чистовой. Для черновой обработки подразумевается зубофрезерование, а для чистовой обработки – червячное шлифование. SG 160 SKYGRIND удаляет около 90% припуска за первый проход с использованием зубофрезерного инструмента, что позволяет избежать чрезмерного нагрева заготовки.Затем при втором чистовом проходе шлифовальный круг удаляет остатки материала, не вызывая проблем с перегревом заготовки, что приводит к полностью сухому процессу. Кроме того, его инновационная конструкция с двумя шпинделями, приводимыми в действие линейными двигателями, и одновременное использование большего количества каналов обеспечивают время от стружки до стружки менее 2 секунд.
SG 160 SKYGRIND разделяет ось X традиционных станков на две линейные суппорты (X1, X2), каждая из которых несет шпиндели инструментов.Таким образом, оба рабочих шпинделя всегда находятся под полным контролем положения. Благодаря высокодинамичным линейным двигателям со скоростью 30 м / с, время смены шпинделей составляет менее 2 секунд, включая одновременное перемещение инструментов по осям Y-Z-A.
Новый шлифовальный станок SG 160 SKYGRIND от Samputensili обеспечивает длительность цикла чистовой обработки зубчатых колес, идеально подходящую для автомобильной промышленности, с меньшими затратами по сравнению с традиционными производственными решениями. SG 160 SKYGRIND – это удивительно производительный станок, даже быстрее, чем традиционные шлифовальные станки с двумя столами, который отличается очень малой занимаемой площадью и меньшими затратами на вспомогательное оборудование.Что еще более важно, машина полностью исключает необходимость в смазочно-охлаждающих маслах, что делает ее чрезвычайно экологичной.
Значительное сокращение:
- стоимость расходных материалов
- общий объем инвестиций
- занимаемая площадь станка
Значительное улучшение:
- здоровье работы
- воздействие станка на окружающую среду AN
Имя*
Страна* Выберите страну * USAAfghanistanAkrotiri и DhekeliaAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua у BarbudaArgentinaArmeniaArubaAshmore и Картье IslandsAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurmaBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral Африканский RepublicChadChileChinaChristmas IslandClipperton IslandCocos IslandsColombiaCommonwealth Северных Марианских IslandsComorosCook IslandsCoral Морские острова TerritoryCosta RicaCroatiaCubaCuraçaoCyprusCzech RepublicDemocratic Республики CongoDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFederated государств МикронезииФиджиФинляндияФранцияФранцузская ПолинезияФранцузские Южные и Антарктические землиГабонГамбияГрузияГерманияГанаГибралтарГреция eGreendlandGrenadaGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard остров и McDonald IslandsHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle из ManIsraelItalyIvory CoastJamaicaJan MayenJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaoLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMauritaniaMauritiusMayotteMexicoMoldavaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorwayOmanPakistanPalauPalestinian Национальный AuthorityPanamaPapau Новый GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRepublic из ChinaRepublic из MacedoniaRepublic в CongoRomaniaRussiaRwandaSaint BartholomewsSaint Елены, Вознесения и Тристан-да CunhaSaint Китса и NevisSaint LuciaSaint MartinSaint Винсент и GrenadinesSamoaSan MarinoSao Томе и ПринсипиСаудовская Аравия iaСенегалСербияСейшельские островаСьерра-ЛеонаСингапурСинт-МартенСловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Грузия и Южные Сандвичевы островаЮжная КореяИспанияСпратли острова Шри-ЛанкаSt.Пьер и MiquelonSudanSurinameSvalbard и Ян Майен IslandsSwazilandSwedenSwitzerlandSyriaTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited арабских EmiratesUnited KingdomUnited Штаты Экваторияльная IslandsUnited Штаты Virgin IslandsUruguayUzbekistanVanuatuVatican Город StateVenezuelaVietnamWallis и Футуна IslandsWestern SaharaYemenZambiaZimbabwe
Состояние Выберите stateAlabamaAlaskaAmerican SamoaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict из ColumbiaFederated государств MicronesiaFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarshall IslandsMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaNorthern Mariana IslandsOhioOklahomaOregonPalauPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirgin IslandsVirginiaWashingtonWest VirginiaWisconsinWyoming
Увлекающийся* ИнтересуетПриложения для авиационно-космической промышленностиАвтомобильные и промышленные транспортные средстваПриложения для производства пресс-форм и штамповПриложения для производства капитальных товаровПриложения для гидравлической промышленностиПриложения для нефтегазовой промышленностиПриложения для электроэнергетикиПриложения для железнодорожной промышленностиПриложения для отрасли трансмиссий
Компания*
Эл. адрес*
Номер телефона*
Сообщение
Я прочитал и понял ваши условия *
послать .