Консольно-фрезерные станки 6М82, 6М82Г и 6М82ГБ
- Главная
- Видеотека
- Естествознание
- Физика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание – как наука
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Железная дорога
- Паспорта и техническая документация
- Металлообра-батывающие станки
- Деревообра-батывающие станки
- Сварочное оборудование
- Естествознание
- Правила
- Контакты
- Вы здесь:
- Главная
- Библиотека
- Паспорта и техническая документация
- Металлообра-батывающие станки
forkettle.ru
6м82г – несколько вопросов – Фрезерные станки
Доброго времени всем. Сегодня договорился по телефону о встрече, взял стойку, инструменты, поехал. Стойка не пригодилась. Оказывается станок при переезде на проходил в дверь, и с него сняли стол для транспортировки. Стол потом на место положили, но винт, клин и все сопутствующие крепления не поставили. Станок захламлен и не подключен, но все детали в наличии (со слов продавца, сам не смотрел). То, что разобран- своеобразный плюс: толкнул стол вручную, открылся участок с направляющими (небольшой, боялся что стол свалится, а поддержать с другой стороны невозможно из-за какой-то бочки). Направляющие чистые, без особых задиров и потёртостей, в масле.На клине следы потёртости, но не износа. На шильдике надпись 6м82 без буквы “г”, есть четыре отверстия под крепление ВФГ, но стол не поворотный. Двигателя стоят на местах. Стол без особых заездов, в одной стенке Т-образного паза есть след от фрезы, сам стол ржавоватый и с мелкими царапинами или насечками по всей площади. Коробки передач и подач переключаются легко, без заеданий. Вид на тройку с минусом: весь в пыли, прилипшей к смазке и с облупившейся зеленой краской. В шпинделе стоит вал с набором дистанционных шайб, сжатых гайкой, больше оснастки не увидел, да о ней и не спрашивал. Продавец клятвенно уверяет в комплектности, и убеждает в том, что станок стоял на небольшой автобазе и работал мало и просит за этот конструктор 7 тысяч гривен.
Вот сколько приходится писать только потому, что не взял фотоаппарат.
Теперь собственно вопросы.
1. Какие направляющие на фрезерных наиболее изнашиваются? Я правильно думаю, что продольные?
2.Рычаги переключения ходов стола вверх-вниз, право-лево слишком свободно болтаются в гнездах, хотя переключают с четким щелчком. Это такая конструкция( в смысле болтанка) ?
3. Стоит ли связываться с этим за такую сумму? Вижу два варианта:
а) бросить и забыть
б) взять инструменты и спецовку, напроситься в гости на пол дня, собрать все до кучи, подключить и обкатать индикатором, а уже потом применить вариант “а”, если что не так.
Что посоветует мне уважаемое общество?
Заранее благодарю всех ответивших.
www.chipmaker.ru
Фрезерный станок 6М82Г Б/У – Биржа оборудования ProСтанки
Продам б/у фрезерный станок 6М82Г. Полностью рабочее состояние.
Описание:
Фрезерный станок 6М82Г используется для фрезерной обработки плоскостей заготовок небольших размеров. Обрабатываемые детали могут иметь различную геометрическую конфигурации и быть изготовлены из стали, чугуна и сплавов цветных металлов.
Обработка производится различными типами фрез: цилиндрическими, дисковыми, концевыми, фасонными.
Модель 6М82Г построена на базе фрезерного станка 6М82. Индекс “Г” в обозначении модели указывает на то, что станок является горизонтальным. Прочная конструкция станка дает возможность применять фрезы из быстрорежущей стали, или оснащенные быстросъемными твердосплавными пластинами. Станок 6М82Г применяется как универсальное оборудование в ремонтно-механических цехах или в единичном и мелкосерийном производстве.
Изготовитель: Московский станкостроительный завод
Технические характеристики:
Диапазон расстояний от оси шпинделя до стола, мм: 30-450
Максимальное расстояние от задней кромки стола до, мм:
торца шпинделя: 250
вертикальных направляющих: 300
Размер рабочей поверхности стола, мм: 1250х320
Максимальные перемещения стола, мм
продольное
от руки: 700
механически: 700
поперечное
от руки: 260
механически: 240
вертикальное
от руки: 380
механически: 380
Максимальный угол перемещения стола: 45
Перемещение на один оборот лимба, мм:
продольное: 6
поперечное: 6
вертикальное: 2
Перемещение на одно деление лимба, мм: 0,05
Количество Т-образных пазов: 3
Верхний конус шпинделя по ГОСТ 836-52: 3
Мощность главного привода кВт: 7
Минимальная частота вращения шпинделя, об/мин: 31,5
Максимальная частота вращения шпинделя, об/мин: 1600
Габариты станка 6М82Г, мм
длина: 2260
ширина: 1745
высота: 1660
Масса станка 6М82Г, кг: 2700
www.prostanki.com
6Н82 Станок консольно-фрезерный горизонтальный с поворотным столом
Сведения о производителе консольно-фрезерного станка 6Н82
Производитель серии консольных фрезерных станков 6Н82 Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Классификация, обозначение и основные характеристики фрезерных станков
Классификация металлорежущих станков
Ремонт фрезерных станков
6Н82 Станок горизонтальный консольный фрезерный с поворотным столом – универсальный. Схемы, описание, характеристики
Консольные фрезерные станки серии Н (6Н12, 6Н13, 6Н82, 6Н83) выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1951 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии К.
Универсальный консольно-фрезерный станок модели 6Н82 отличается от горизонтального консольно-фрезерного станка модели 6Н82Г тем, что его стол может быть повернут вокруг вертикальной оси на угол до 45° в обе стороны, тогда как стол станка модели 6М82Г — неповоротный.
Станки модели 6Н83 (6Н83Г) отличаются от станков 6Н82 (6Н82Г) увеличенными размерами рабочего стола и более мощным двигателем главного движения.
Универсальный консольно-фрезерный станок 6Н82 предназначен для обработки различных изделий сравнительно небольших размеров из стали, чугуна, цветных металлов и пластмасс в основном цилиндрическими, торцовыми, дисковыми, угловыми, фасонными и модульными фрезами специальными фрезами в условиях индивидуального и серийного производства. Наличие поворотного стола позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, зенкеров, разверток и тому подобных деталей.
Универсальным фрезерный станок называется потому, что рабочий стол может быть повернут относительно вертикальной оси на ±45 градусов.
Широкий диапазон скоростей шпинделя и подач стола обеспечивает возможность обработки изделий на оптимальных режимах резания, в том числе и фрезерования винтовых канавок с использованием универсальной делительной головки.
Для вращения шпинделя и механических подач стола предусмотрены приводы от отдельных электродвигателей. Стол станка может совершать быстрые перемещения в трех направлениях.
Ручной и механический приводы сблокированы. Выключение механических перемещений стола может осуществляться упорами и вручную. Для торможения шпинделя применяется электромагнитная муфта.
Повышенная мощность электродвигателей и жесткость станка обеспечивают обработку изделий. на скоростных режимах резания твердосплавным инструментом.
Станок может применяться в единичном мелкосерийном и серийном производстве.
Станок имеет следующие технические характеристики:
- Расстояние от оси шпинделя до стола – 450 мм
- Расстояние от оси шпинделя до хобота – 155 мм
- Размер рабочей поверхности стола – 320×1250 мм
- Наибольшее перемещение стола: продольное – 700 мм; поперечное – 250 мм; вертикальное – 450 мм
- Число скоростей шпинделя – 18
- Число подач стола – 18
- Мощность электродвигателя главного привода – 7 кВт
- Частота вращения – 1440 мин-1
- Мощность электродвигателя привода подачи – 1,7 кВт
- Частота вращения – 1440 мин-1
- Поворот стола – 45°
Режущий инструмент (цилиндрические, дисковые, фасонные фрезы), устанавливаются на оправку шпинделя. Оправка одним концом опирается на опору подшипника, а другим закреплена на шпинделе посредством торцевой шпонки. Опора подшипника имеет возможность перемещаться вдоль оправки по направляющим хобота.
Шпиндель получает вращение от коробки скоростей; для уменьшения вибраций, возникающих вследствие прерывистости процесса резания, на выходном валу коробки скоростей установлен маховик. Коробка скоростей размещена в полости станины. На станине также расположены вертикальные направляющие, по которым перемещается консоль с коробкой подач; салазки и стол с фрезеруемой заготовкой. Салазки совершают поперечные перемещения относительно консоли, а стол, в свою очередь – продольные перемещения относительно салазок. Таким образом, заготовка, установленная на столе имеет возможность поступательного перемещения относительно трех координатных осей. Станина станка крепиться к фундаментной плите, на которой также располагается опора винта вертикальной подачи.
Движения в станке
- Движение резания — вращение шпинделя с фрезой
- Движения подач — продольное, поперечное и вертикальное поступательные перемещения стола
- Вспомогательные движения — все указанные перемещения стола, выполняемые на быстром ходу или вручную
Принцип работы
Обрабатываемые детали закрепляются непосредственно на столе, в машинных тисках или специальных приспособлениях, устанавливаемых на столе станка. При необходимости делить заготовку на несколько равных частей применяют универсальную делительную головку.
Насадные фрезы закрепляют на консольных или опорных оправках. Для поддержания шпиндельных оправок применяют хобот с центральной и концевой подвесками (серьгами). Хвостовые фрезы закрепляют непосредственно в конусе шпинделя или цанговом патроне. Торцовые фрезерные головки устанавливают и закрепляют на торце шпинделя.
Настройка станка в соответствии с конфигурацией и размерами обрабатываемой детали производится за счет быстрых механических или ручных перемещений стола, поперечных салазок и консоли. При нарезании винтовых канавок поворачивают стол в соответствии с углом наклона фрезеруемой винтовой канавки. При работе на тяжелых режимах для повышения жесткости узла консоли устанавливают дополнительную связь между столом и хоботом.
Класс точности станка Н. Шероховатость обработанной поверхности V4—V5.
Аналоги консольно-фрезерного станка 6Н82
FU315E – 1250 х 315 станок универсальный консольно-фрезерный – производитель Гомельский станкостроительный завод
X6130A, X6130A/L – 1150 х 300 станок универсальный консольно-фрезерный – производитель Fujian Sanming Machine Tool Co.,LTD Китай
X6132, X6135 – 1320 х 320 станок универсальный консольно-фрезерный – производитель Fujian Sanming Machine Tool Co.,LTD Китай
XW6032B – 1320 х 320 станок универсальный консольно-фрезерный – производитель Shandong Weida Heavy Industries Co.,Ltd. Китай
Присоединительные базы фрезерного станка 6Н82. Хобот и серьги

Присоединительные базы фрезерного станка 6Н82. Хобот и серьги
Присоединительные базы фрезерного станка 6Н82. Шпиндель
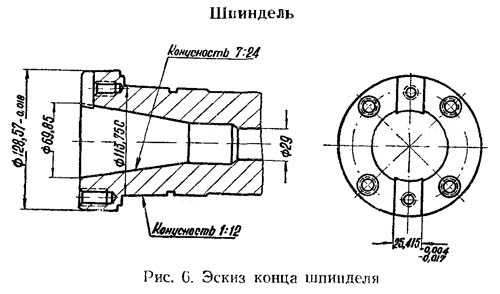
Присоединительные базы фрезерного станка 6Н82. Шпиндель
Общий вид фрезерного станка 6Н82

Фото фрезерного станка 6Н82

Фото фрезерного станка 6Н82
Расположение составных частей горизонтального консольно-фрезерного станка 6Н82
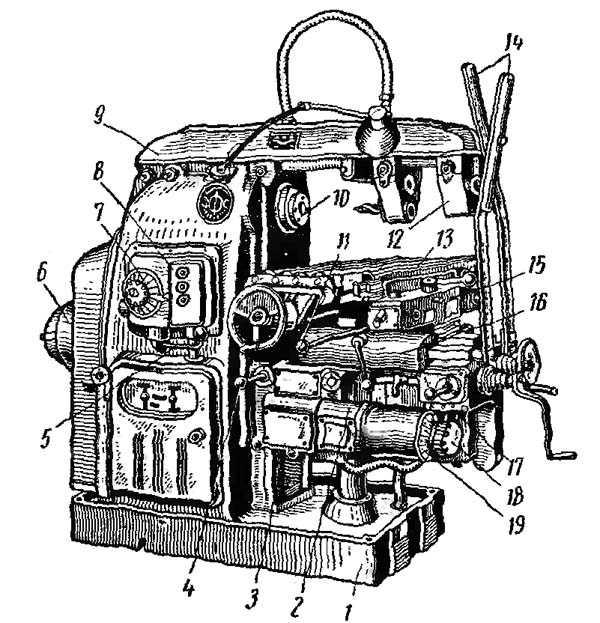
Расположение составных частей фрезерного станка 6Н82
Составные части горизонтального консольно-фрезерного станка 6Н82
- Фундаментная плита
- Коробка подач
- Станина
- Переключатель поперечной и вертикальной подач стола
- Переключение скоростей шпинделя
- фланцевый электродвигатель
- Лимб величин подач
- Коробка скоростей
- Хобот
- Шпиндель
- Включение продольной подачи стола
- Люнет
- Стол
- Поддерживающие стойки
- Поворотная часть стола
- Поперечные салазки
- Направляющие для перемещения консоли
- Переключение подач стола
- Лимб
Конструктивные особенности станка 6Н82
На фундаментной плите 1 установлена станина 3. Плита выполнена в виде корыта для сбора охлаждающей жидкости.
Станина 3 выполнена коробчатой формы. С передней стороны на боковой части имеются направляющие для перемещения консоли 17.
На верху станины перемещается хобот 9, а внутри нее смонтирована коробка скоростей 8 с приводом от фланцевого электродвигателя 6.
Консоль 17 служит для монтажа поперечных салазок 16, поворотной части 15, стола 13 и коробки подач 2. Поперечные салазки 16 перемещаются по направляющим консоли в поперечном направлении вместе с поворотной частью 15. Рабочий стол 13 монтируется в направляющих поворотной части 15 и перемещается по ним. Он может быть повернут по круговым направляющим нижней половины поворотной части. На верхней поверхности стола выполнены три Т-образных паза. Два из них служат для закрепления приспособлений и делительной головки, а средний паз — для выверки их на параллельность оси стола. Для увеличения жесткости хобот 9 соединяется с консолью с помощью поддерживающих стоек 14. Оправки с инструментами вставляются одним концом в коническое отверстие шпинделя 10, а другим — в отверстие люнета 12. Используя перемещения консоли, поперечных салазок и стола, заготовка может перемещаться в вертикальном, поперечном и в продольном направлениях.
Шпиндель 10 станка вращается на трех опорах, из них две опоры — конические роликовые подшипники, третья задняя — радиальный шариковый подшипник. У третьей опоры на шпинделе сидит маховик Ø 170 мм, позволяющий значительно снизить частоту собственных колебаний 2-го порядка. Влияние его на процесс фрезерования чрезвычайно велико. Все остальные валы в коробке скоростей вращаются также в подшипниках качения. Часть валов коробки подач вращается в подшипниках скольжения.
Для управления движениями станка применяются рукоятки: 5 — переключения скоростей шпинделя; 11 — включения продольной подачи стола; 18 — переключения подач стола; 4 — включения поперечной и вертикальной подачи стола.
На станке для установки чисел оборотов шпинделя и подач стола имеются два лимба 7 и 19. Автоматическое выключение подачи стола производится при помощи конечных выключателей, установленных на столе и на консоли.
Структурная схема горизонтально-фрезерного станка 6Н82
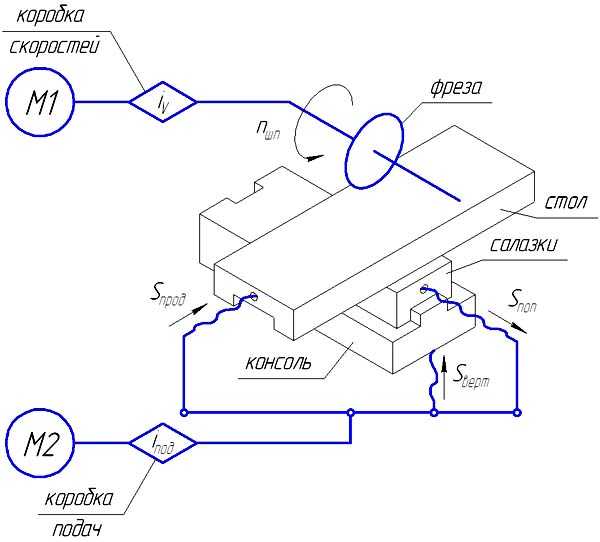
Структурная схема горизонтально-фрезерного станка 6Н82
Кинематическая схема горизонтально-фрезерного станка 6Н82
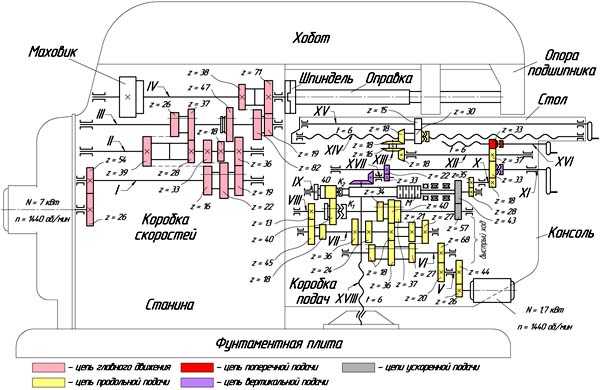
Кинематическая схема фрезерного станка 6Н82
1. Схема кинематическая консольно-фрезерного станка 6Н82. Смотреть в увеличенном масштабе
2. Схема кинематическая консольно-фрезерного станка 6Н82. Смотреть в увеличенном масштабе
Кинематическая схема станка. Основные кинематические цепи станка: вращение шпинделя и рабочее перемещение стола в одном из трех направлений (продольном, поперечном и вертикальном) и цели ускоренных движений стола.
Главное движение — вращение шпинделя осуществляется от главного электродвигателя через валы I, II, III, IV и V.
Узлы консольно-фрезерного станка 6Н82
Коробка скоростей универсально-фрезерного станка 6Н82
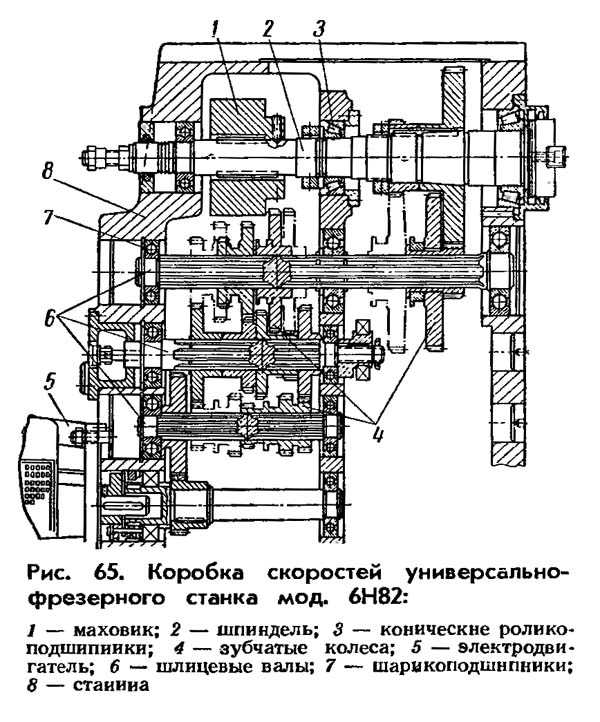
Коробка скоростей фрезерного станка 6Н82 в разрезе
- Маховик
- Шпиндель
- Конические роликоподшипники
- Зубчатые колеса
- Электродвигатель
- Шлицевые валы
- Шарикоподшипники
- Станина
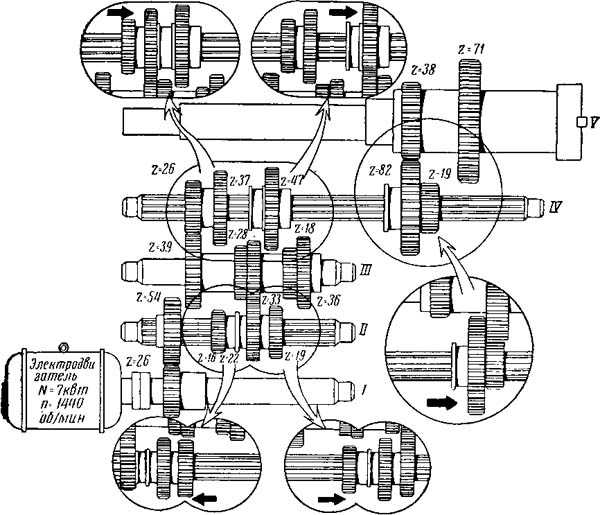
Возможные положения блоков зубчатых колес коробки скоростей, соответствующие 18 ступеням чисел оборотов шпинделя.
Механизм переключения подач станка 6Н82
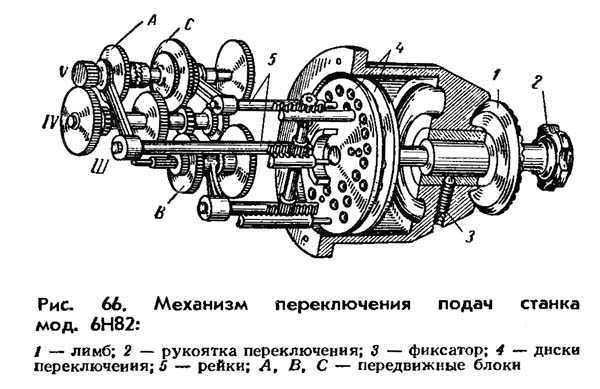
Схема механизма переключения подач фрезерного станка 6Н82
- Лимб механизма переключения подач
- Рукоятка переключения
- Фиксатор положения диска
- Диски переключения
- Рейки зубчатые
- А, В, С — передвижные блоки
Переключение блоков А, В, С производится с помощью вилок, закрепленных на соответствующих рейках. Рейки 5 получают перемещение от двойного диска 4 с отверстиями, закрепленными на одной оси с рукояткой переключения 2.
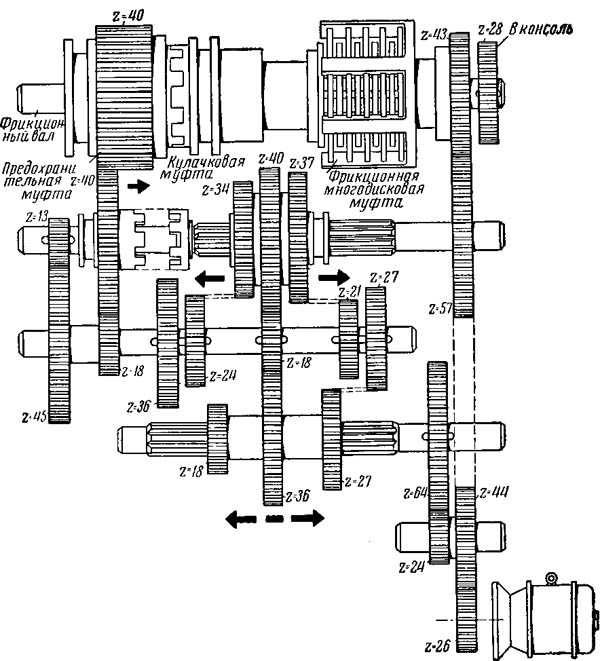
Возможные положения блоков зубчатых колес коробки подач, соответствующие 18 ступеням чисел оборотов шпинделя.
Цепь подач. Привод подач осуществляется от отдельного фланцевого электродвигателя мощностью 1,7 кВт при 1420 об/мин, смонтированного в консоли. Через коробку подач ходовым винтам продольного и поперечного перемещения стола сообщаются 18 различных подач в пределах от 23,5 до 1180 мм/мин, а винту вертикального перемещения стола – 18 различных подач в пределах от 8 до 390 мм/мин.
Вал I коробки подач приводится во вращение непосредственно электродвигателем, от него вращение передается валу II зубчатой парой 26:44, валу III зубчатой парой 24:64, валу IV зубчатыми парами 18:36, или 27:27, или 36:18, валу V зубчатыми парами 18:40, или 21:37, или 24:34 и далее валу VI через перебор 13:45; 18:40 или непосредственно зубчатой передачей 40:40.
С вала VI движение передается:
- винту продольной подачи стола по цепи 28:35; 18:33; 33:37; 18:16 и 18:18
- винту поперечной подачи стола по цепи 28:35; 18:33 и 33:37; 37:33
- винту вертикальной подачи стола по цепи 28:35; 18:33; 22:33 и 22:44
В табл. 10 приведены возможные включения зубчатых колес для осуществления 18 различных продольных подач. Поперечные подачи имеют те же значения, вертикальные подачи в три раза меньше.
При ускоренном (быстром) перемещении стола коробка подач отключается и движение передается от электродвигателя по цепи 26:44; 44:57; 57:43 к валу VI и далее изложенным выше способом передачи движения. Скорость быстрых продольного и поперечного перемещений составляет 2300 мм/мин, вертикального перемещения – 770 мм/мин.
Для лучшего понимания кинематической схемы цепи подач на рис. 116 приводится разрез коробки подач. Коробка подач является самостоятельным узлом, монтируемым с левой стороны консоли. Она одинакова для всей гаммы станков 6Н82, 6Н82Г и 6Н12.
На рис. 116 дана развертка коробки подач, причем обозначения валов и зубчатых колес соответствуют схеме на рис. 111. От электродвигателя (на рис. 116, а не показан) через зубчатое колесо 2 = 26 вращение передается на вал II при помощи зубчатого колеса 2=44, а от него через зубчатые колеса 24:64 на вал III, затем при помощи трех блоков зубчатых колес на валы IV, V и VI. Вал VI, называемый фрикционным, обозначен на рис 116, а цифрой 14. Эти передачи служат для осуществления рабочих подач стола, салазок и консоли.
Для быстрых перемещений вращение от электродвигателя (на рис. 116, а не показан) передается через зубчатое колесо 2=26, промежуточные зубчатые колеса 2=44 и 2=57, минуя коробку подач, на зубчатое колесо 16 (2=43), получающее постоянное число оборотов (870) в минуту.
Фрикционный вал 14 передает вращение, полученное им от зубчатых колес 2=40 или 2=57, на вал VII (см. рис. 111) при помощи зубчатых колес 2=28 и 2=35 для осуществления либо рабочих подач, либо быстрых перемещений.
На фрикционном валу 14 (см. рис. 116, а) расположены две муфты – кулачковая 6 и фрикционная многодисковая 13. Для 1 Разверткой называется условное изображение узла или механизма, при котором находящиеся в разных плоскостях детали развертывают на одной плоскости чертежа.
Эти перемещения осуществляются с постоянной скоростью. В этом случае вращение от электродвигателя, минуя коробку подач, непосредственно передается через вал VIII, винтовые колеса 12—24 и фрикционную муфту М2 валу XIII и далее рабочим органам станка. При быстром вращении вал XIII благодаря наличию обгонной муфты Мо автоматически расцепляется с корпусом червячной шестерни 36.
Технические характеристики станка 6Н82
| Наименование параметра | 6Н82 | 6М82 | 6Р82 | 6Т82 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 320 х 1250 | 320 х 1250 | 320 х 1250 | 320 х 1250 |
| Наименьшее и наибольшее расстояние от оси шпинделя до стола, мм * При ручном перемещении и снятом нижнем ограничительном кулачке | 30..400 | 30..410 | 30..400* | 30..400 |
| Расстояние от оси шпинделя до хобота, мм | 155 | 155 | 155 | 155 |
| Максимальная нагрузка на стол (по центру), кг | 250 | 400 | ||
| Рабочий стол | ||||
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 | 3 |
| Наибольшее перемещение стола продольное от руки/ от двигателя (ось X), мм | 700 | 700/ 700 | 800/ 800 | 800 |
| Наибольшее перемещение стола поперечное от руки/ от двигателя (ось Y), мм | 250 | 240/ 260 | 240/ 250 | 320 |
| Наибольшее перемещение стола вертикальное от руки/ от двигателя (ось Z), мм | 450 | 380/ 380 | 360/ 370 | 370 |
| Наибольший угол поворота стола, град | ±45 | ±45 | ±45 | ±45 |
| Цена одного деления шкалы поворота стола, град | 1 | 1 | 1 | 1 |
| Перемещение стола на одно деление лимба (продольное – ось X, поперечное – ось Y), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на одно деление лимба (вертикальное – ось Z), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 | 6 | 6 | |
| Перемещение стола на один оборот лимба вертикальное, мм | 2 | 2 | 2 | |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 31,5..1600 | 31,5..1600 | |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Эскиз конца шпинделя | ГОСТ 836-72 | ГОСТ 836-72 | ||
| Конус шпинделя | 50 | |||
| Наибольший допустимый крутящий момент на шпинделе Нм | 1070 | |||
| Механика станка | ||||
| Быстрый ход стола продольный (ось X), м/мин | 3 | 3 | 4 | |
| Быстрый ход стола поперечный (ось Y), м/мин | 3 | 3 | 4 | |
| Быстрый ход стола вертикальный (ось Z), м/мин | 1 | 1 | 1,33 | |
| Число ступеней рабочих подач стола | 18 | 18 | 18 | 22 |
| Пределы рабочих подач. Продольных (ось X), мм/мин | 25..1250 | 25..1250 | 12,5..1600 | |
| Пределы рабочих подач. Поперечных (ось Y), мм/мин | 25..1250 | 25..1250 | 12,5..1600 | |
| Пределы рабочих подач. Вертикальных (ось Z), мм/мин | 8,3..416,6 | 8,3..416,6 | 4,1..530 | |
| Наибольшее усилие резания при продольной/ поперечной/ вертикальной подаче, кН | 20/ 12/ 8 | |||
| Выключающие упоры подачи продольной | есть | есть | есть | |
| Выключающие упоры подачи поперечной, вертикальной | нет | нет | нет | |
| Блокировка ручной и механической подачи (продольной) | есть | есть | есть | |
| Блокировка ручной и механической подачи (поперечной, вертикальной) | есть | есть | есть | Автоматическая прерывистая подача Продольная | есть | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | нет | нет | нет |
| Торможение шпинделя (муфта) | есть | есть | есть | |
| Предохранение от перегрузки (муфта) | есть | есть | есть | |
| Привод | ||||
| Электродвигатель привода главного движения, кВт | 7 | 7 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,7 | 1,7 | 2,2 | 3 |
| Электродвигатель зажима инструмента, кВт/ об/мин | нет | нет | нет | 0,25 |
| Электронасос охлаждающей жидкости Тип | ПА-22У | Х14-22М | ||
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,12 | 0,12 | |
| Производительность насоса СОЖ, л/мин | 22 | 22 | 22 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2260 х 1745 х 1660 | 2305 х 1950 х 1670 | 2280 х 1965 х 1690 | |
| Масса станка, кг | 2800 | 2900 | 3150 |
Связанные ссылки
Каталог справочник консольно-фрезерных станков
Паспорта к консольно-фрезерным станкам и оборудованию
stanki-katalog.ru
Паспорт 6М82Г Консольно-фрезерный станок (Горький)
Наименование издания:Часть 1: Руководство по уходу и обслуживанию – 74 страницы
Часть 2: Схемы электрические – 10 страниц
Выпуск издания: Горьковский завод фрезерных станков
Год выпуска издания: 1965
Кол-во книг (папок): 2
Кол-во страниц: 84
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по уходу и обслуживанию
Введение
Назначение станков
Паспорт станка
– Схема органов управления
– Эскиз Т-образных пазов
– Эскиз направляющих
– Эскиз конца шпинделя
– Эскиз хобота и серьги
Пределы использования станков по мощности и силовым нагрузкам
Работа торцовыми фрезами по стали
Работа цилиндрическими наборными фрезами по чугуну
Работа торцовыми фрезами по чугуну
Кинематическая схема станков
– Кинематическая схема
Цепь главного движения
– График чисел оборотов шпинделя станков
Цепь подач
– График продольной и поперечной подач станков
Описание конструкций станков
Станина
– Кулачёк ограничения хода консоли
Описание станины
Размещение электроаппаратуры на станине
– Механизм запирания дверок
Хобот и серьги
– Механизм передвижения хобота
– Зажим хобота
– Хобот с серьгами
Коробка скоростей
Описание коробки скоростей
– Коробка скоростей
– Смазка коробки скоростей
– Маслоуказатель
– Коробка переключения скоростей
– Механизм рукоятки переключения
– Разрез по главным осям коробки переключения
– Реечные зубчатые колёса
Коробка подач
Описание коробки подач
– Коробка подач
– Развёртка коробки подач
– Вилка коробки подач
– Механизм переключения подач
– Реечные зубчатые колёса переключения подач
– Диск переключения
Работа вала предохранительной и фрикционной муфт
Смазка коробки подач
Устранение возможных неполадок в коробке подач
Консоль
– Общий вид консоли
– Развертка консоли
– Разрез консоли
Описание консоли
Включение и регулирование механизма быстрого хода
– Разрезы по механизму включения электромагнита
– Механизм включения поперечных и вертикальных подач
– Смазка консоли
Устранение возможных неполадок в работе механизма консоли
Стол и салазки
– Общий вид стола и салазок
Описание узла «стол-салазки»
Особенности узла «стол-салазки» в универсальном исполнении
– Общий вид стола и салазок в универсальном исполнении
– Зажим салазок
– Зажим поворотной части салазок
– Разрез по ходовому винту
– Разрез по рукоятке
– Общий вид салазок
– Механизм запирания муфты
Работа механизмов стола
Механизм включения продольной подачи
Механизм автоматического цикла
– Настройка на автоматические циклы
Регулирование узла «стол-салазки»
– Регулирование зазора в ходовом винте
– Регулирование клиньев
Система отвода эмульсии
Смазка стола и салазок
– Смазка салазок
– Смазка клина
– Смазка винта поперечной подачи
– Разрез ручного зазора смазки
Электрооборудование
Общие сведения
– Электромагнит быстрого хода
Работа схемы при ручном управлении
Работа схемы при автоматическом управлении
Импульсное включение двигателей
Торможение шпинделя
Блокировки
Транспортирование и распаковка станков
Установка станков на фундамент
– Фундамент станка
– Установочный чертёж
Подготовка станков к первоначальному пуску
Удаление защитной смазки
Инструкция по включению электрооборудования станка в сеть
Проверка станков на точность
Охлаждение фрез при резании
– Система охлаждения
Смазка станков
– Смазка станка
Настройка и наладка станков
Регулирование станков
Принадлежности к станкам
Спецификация шарико- и роликоподшипников, установленных на станках
– Схема расположения подшипников
Быстроизнашивающиеся детали станков
Чертежи быстроизнашивающихся деталей**********
Дополнение к руководству
Часть 2: Схемы электрические
– Монтажная электросхема станка
– Принципиальная электросхема
prompasport.ru
6М82, 6М82Г, 6М82ГБ. Консольно-фрезерные станки [IMAGE]
Паспорт. Одесский завод радиальных станков. Год издания неизвестен. 57 с. Содержание: Назначение и область применения станка. Общий вид станка и обозначение органов управления. Основные данные станка. Механика главного движения. Механика подач. Сведения о ремонте станка. Краткая инструкция по использованию станка. Описание кинематической схемы станка. Описание конструкции станка….
- 3,55 МБ
- добавлен
- изменен
Руководства к станкам: Назначение и область применения станков. Распаковка и транспортировка станков. Фундамент станков и установка. Подготовка станков к первоначальному пуску. Паспорт станка. Описание станков. Паспорт электрооборудования. Смазка станков. Первоначальный пуск станков. Настройка и наладка станков и режимы резания. Регулирование станков.
- 5,10 МБ
- дата добавления неизвестна
- изменен
Руководство по эксплуатации и обслуживанию консольно-фрезерных станков моделей 6Р81Г, 6Р81, 6Р11, 6Р81Ш, поставляемое со станком. Содержит описание назначения станка, его технические характеристики, особенности кинематики и конструкции. Выполнен в “сканах” в формате djvu. Приношу извинения за качество.
- 4,67 МБ
- дата добавления неизвестна
- изменен
Технические характеристики для нескольких сотен станков. Удобный поиск помогает быстро найти нужный станок. Все станки распределены на 48 групп: токарные, фрезерные, шлифовальные, обрабатывающие центры, сверлильные, зубострогальные, электроэрозионные и т.д.
- 8,84 МБ
- дата добавления неизвестна
- изменен
Каталог с описанием металлорежущих станков, изготовленных в России и СССР. Файлы названы по названию станков. Каждый документ представляет из себя паспорт станка (паспортные данные) – описание станка, компоновку, габаритные размеры, его технические характеристики.
- 94,06 МБ
- дата добавления неизвестна
- изменен
www.twirpx.com
Запчасти для 6М12, 6М82, 6М82Ш, 6М82Г и др Ваше Объявление: 11153989 | Другое | Бесплатная промышленная доска объявлений
Барабан 6М82-6-156АВал 1 оси 6М82-3-59В СБ
Вал 2 оси 6М82-3-64К СБ
Вал 3 оси 6М82-3-65К
Вал 3 оси 6М82-3-65К СБ
Вал 3 оси 6М82-4-45Н СБ
Вал 4 оси 6М12П-3-40Н
Вал 4 оси 6М82-3-66К
Вал 4 оси 6М82-4-168А СБ
Винт подъема консоли (стола) 6М82-6-34Б
Винт подъема консоли (стола) с гайкой 6М82-6-34Б/21А
Винт поперечной подачи 6М82-6-64А (6М12)
Винт поперечной подачи в сборе с гайкой 6М82-6-64А/7-103, (6М12)
Винт ходовой 6М12 (L=1629) с гайками 6М82-7-161/101/102
Винт ходовой 6М82 (L=1629) 6М82-7-161
Втулка кулачковая 6М82-7-159
Коробка подач 6М82, 6М82Г, 6М12П СБ
Муфта кулачковая 6М82-4-32Д (6 ось)
Муфта кулачковая 6М82-4-57А (5 ось)
Муфта кулачковая 6М82-6-151Б
Муфта кулачковая 6М82-7-165А
Муфта фрикциона (корзина) 6М82-4-55Б (6 ось)
Шестерня 2 оси 6М82-3-53Н
Шестерня 2 оси 6М82-3-54Н
Шестерня 2 оси 6М82-3-56Н
Шестерня 3 оси 6М82-3-46Н
Шестерня 3 оси 6М82-3-47Н
Шестерня 3 оси 6М82-3-48Н
Шестерня 3 оси 6М82-3-49Н
Шестерня 3 оси 6М82-3-50Н
Шестерня 4 оси 6М82-3-43Н
Шестерня 4 оси 6М82-3-44Н
Шестерня 4 оси 6М82-3-51А
Шестерня 4 оси 6М82-3-52Н
Шестерня 6М82-4-31Н (4 ось)
Шестерня 6М82-4-33А (6 ось)
Шестерня 6М82-4-35Н (4 ось)
Шестерня 6М82-4-49 (2 ось)
Шестерня 6М82-4-51Б (6 ось)
Шестерня 6М82-4-65Н (3 ось)
Шестерня 6М82-4-64А (4 ось)
Шестерня 6М82-4-67Б (6 ось)
Коробка скоростей в сборе 6М82
Коробка скоростей в сборе 6М12
Консоль 6М82-6-01А
Коробка переключений 6М82-5-01
Механизм переключения вертикальных, поперечных подач 6М12П
Механизм переключения вертикальных, поперечных подач 6М82
Шестерня коническая 6М82-7-162К
Шестерня коническая 6М82-7-163К
Шестерня коническая 6М82-7-232
Шестерня коническая 6М82-7-252Н
Шестерня коническая 6М82Г-7-31
Шестерня двухвенцовая 6М82-4-34Н (4 ось)
Шестерня 6Н82-4-210
Шестерня кулачковая 6М82-4-88 (5 ось)
Шестерня кулачковая 6М82-7-164Б
Шестерня моторная 6М82-6-195
Шестерня трехвенцовая 6М82-4-56Н (5 ось)
Шпиндель (5ось) 6М82-3-31А
market.xlom.ru