6Р11 станок консольно-фрезерный вертикальныйсхемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6Р11
Производитель фрезерных станков 6Р11 Дмитровский завод фрезерных станков, основанный в 1940 году.
Основной продукцией завода является широкая гамма универсальных консольно-фрезерных станков с размером рабочего стола от 250 x 630 мм до 400 x 1600 мм.
Наиболее известные модели консольно-фрезерных станков, выпускаемых ДЗФС:
- серии 6Н: вертикальные – 6Н11; горизонтальные – 6Н81, 6Н81Г
- серии 6Р: вертикальные – 6Р11; горизонтальные – 6Р81; 6Р81Г; широкоуниверсальные – 6Р81Ш
- серии 6К: вертикальные – 6К11, 6К12; горизонтальные – 6К81Г, 6К82Г, широкоуниверсальные – 6К82Ш
- серии 6М: широкоуниверсальные с автоциклами – 6М82Ш
- серии 6Д
- серии 6ДМ: вертикальные с ЧПУ 6ДМ13ФЗ, с автоциклами – 6ДМ83Ш, с ЧПУ – 6ДМ83ШФ2
Станки консольно-фрезерные. Общие сведения
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Обозначение консольно-фрезерных станков
6 – фрезерный станок (номер группы по классификации ЭНИМС)
Р – серия (поколение) станка (Б, К, Н, М, Р, Т)
1 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (1 – вертикально-фрезерный)
1 – исполнение станка – типоразмер (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, подач стола и повышенная мощность двигателя главного движения).
П – точность станка – (н, п, в, а, с) по ГОСТ 8-ХХ
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
6Р11 станок консольно-фрезерный вертикальный. Назначение, область применения
Универсальный консольно-фрезерный станок 6Р11 предназначен для обработки различных изделий из стали, чугуна, цветных металлов и пластмасс цилиндрическими, торцовыми, дисковыми, угловыми и специальными фрезами.
Широкий диапазон скоростей шпинделя и подач стола обеспечивает возможность обработки изделий на оптимальных режимах резания.
Класс точности станка Н. Шероховатость обработанной поверхности V4—V5.
Для вращения шпинделя и механических подач стола предусмотрены приводы от отдельных электродвигателей. Стол станка может совершать быстрые перемещения в трех направлениях.
Ручной и механический приводы сблокированы. Выключение механических перемещений стола может осуществляться упорами и вручную. Для торможения шпинделя применяется электромагнитная муфта.
Повышенная мощность электродвигателей и жесткость станка обеспечивают обработку изделий. на скоростных режимах резания твердосплавным инструментом.
Станок может применяться в единичном мелкосерийном и серийном производстве.
Модификации консольно-фрезерного станка 6Р11
6Н11, 6К11, 6М11, 6Т11 – 1000 х 250 станок универсальный консольно-фрезерный
6М11К – 1250 х 250 станок универсальный консольно-фрезерный
6Р11Ц – 1000 х 250 станок консольно-фрезерный с цикловым управлением
6Р11САУ – 1000 х 250 станок консольно-фрезерный с адаптивной системой управления
6Р11Ф3 – 1000 х 250 станок консольно-фрезерный с числовым программным управлением ЧПУ
6Р11МФ3 – 1000 х 250 станок консольно-фрезерный с числовым программным управлением ЧПУ и инструментальным магазином АСИ
Аналоги консольно-фрезерного станка 6Р11
FU315E – 1250 х 315 станок универсальный консольно-фрезерный – производитель Гомельский станкостроительный завод
X5032 – 1320 х 320 станок универсальный консольно-фрезерный – производитель Shandong Weida Heavy Industries Co.,Ltd. Китай
Габарит рабочего пространства фрезерного станка 6Р11

Общий вид фрезерного станка 6Р11

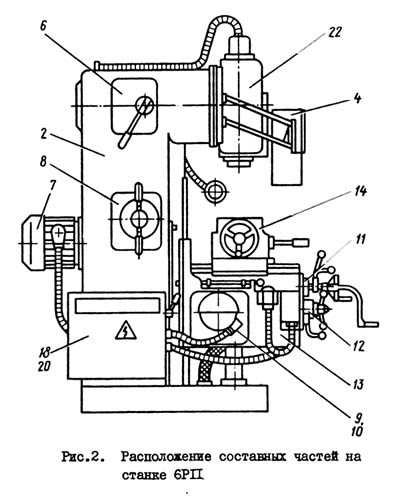
Расположение составных частей вертикального консольно-фрезерного станка 6Р11
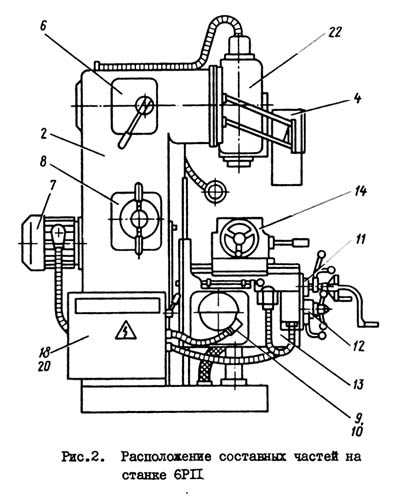
Составные части вертикального консольно-фрезерного станка 6Р11
- Станина – 6Р81Г-11.001
- Станина – 6Р11-11.000
- Серьга – 6Р81Г-11.000
- Ограждение – 6Р11-12.000
- Привод шпинделя – 6Р81Г-21.01
- Привод шпинделя – 6Р11-21.01
- Коробка скоростей – 6Р81Г-31.02
- Переключение коробки скоростей – 6Р81Г-33.01
- Коробка подач – 6Н81Г-51.02А
- Редуктор – 6Н81Г-52.01
- Коробка реверса – 6Н81Г-53.01А
- Переключение подач – 6Н81Г-55.02
- Консоль – 6Н81Г-60.05
- Стол – 6Н81Г-70.01А
- Стол – 6H81-70.01
- Система смазки стола и консоли – 6Н81Г-83.02
- Система охлаждения:
- Система охлаждения – 6Р81Г-84.01
- Система охлаждения – 6Р11-84.01
- Система охлаждения – 6Р81Ш-84.01
- Злектрошкаф – 6Р81Ш-95.02А
- Принадлежности – 6Р81Г.ОП
- Принадлежности – 6Р11.ОП
- Принадлежности – 6Р81Ш,ОП
Расположение органов управления фрезерным станком модели 6Р11
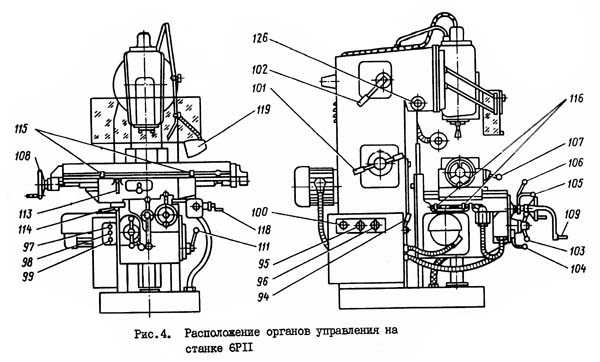
Перечень органов управленияя станком 6Р11 и их назначение
- Автоматический выключатель электросети
- Выключатель электронасоса охлаждения
- Переключатель направления вращения шпинделя
- Кнопка “Пуск шпинделя”
- Кнопка “Пуск подачи”
- Кнопка “Общий стоп”
- Кнопка “Толчок шпинделя”
- Рукоятка переключения скоростей шпинделя
- Рукоятка переключения перебора шпинделя
- Рукоятка переключения подач стола
- Рукоятка переключения перебора коробки подач
- Рукоятка включения механической вертикальной подачи
- Рукоятка включения механической поперечной подачи
- Рукоятка включения механической продольной подачи
- Маховик ручного продольного перемещения стола
- Рукоятка ручного вертикального перемещения стола
- Маховичок ручного поперечного перемещения стола
- Рукоятка включения ускоренной подачи во всех направлениях
- Рукоятка закрепления стола от вертикального перемещения
- Рукоятка закрепления стола от продольного перемещения
- Рукоятка закрепления стола от поперечного перемещения
- Упоры выключения продольного механического перемещения стола
- Упоры выключения поперечного перемещения стола
- Упоры выключения вертикального перемещения стола
- Рукоятка привода ручного насоса смазки
- Выключатель местного освещения
- Квадрат перемещения хобота
- Квадрат для закрепления хобота
- Винты и гайки закрепления верхних салазок от поворота (для станка 6P81)
- Гайка закрепления серьги
- Маховичок перемещения пиноли
- Рукоятка зажима пиноли
- Квадрат поворота головки
- Рукоятка переключения скоростей поворотного шпинделя ползуна
- Переключатель направления вращения поворотного шпинделя
- Переключатель выбора работы шпинделей (горизонтального, поворотного или обоих вместе)
- Маховичок включения и регулирования подачи охлаждающей жидкости
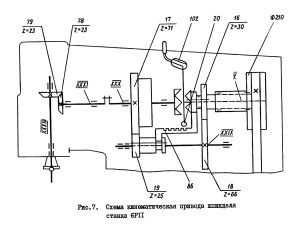
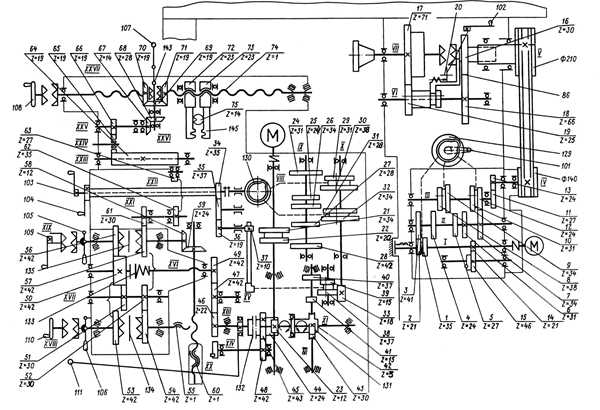
Кинематическая схема вертикально-фрезерного станка 6Р11

Схема кинематическая вертикально-фрезерного станка 6Р11. Скачать в увеличенном масштабе
Кинематическая схема привода шпинделя станка 6Р11
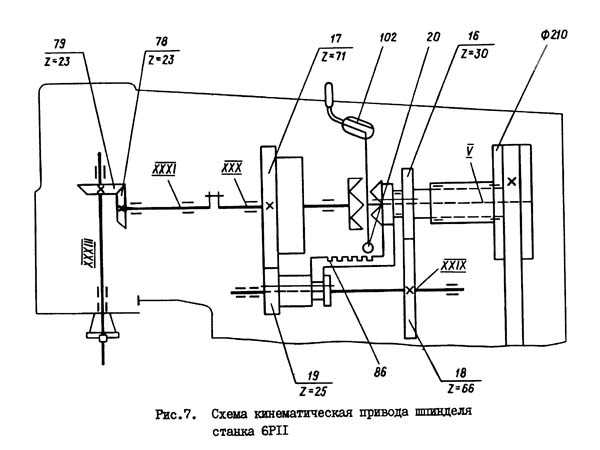
Привод шпинделя станка 6Р11
Вращение шпинделю передается от коробки скоростей клиноременной передачей, которая размещается в задней полости станины под крышкой. От шкива, соосного со шпинделем, вращение последнему сообщается или прямым соединением их кулачковой муфтой или через две зубчатые передачи 16-18 и 19-17 (рис.9)
Опорами шпинделя служат подшипники качения: два радиально-упорных впереди и один шариковый в задней опоре.
Регулирование зазора в подшипниках передней опоры возможно только при полной разборке шпинделя – раздел “Регулирование станков”).
Коробка скоростей станка 6Р11
Коробка скоростей с электродвигателем на корпусе крепится к станине фланцем. Корпус ее при этом входит в полость станины, залитую смазочным маслом. На корпусе установлен плунжерный смазочный насос, приводимый в действие от эксцентрика Для доступа к насосу на правой стороне станины имеется окно с крышкой.
Переключение скоростей в коробке производится от кулачка 129 (см.рис.6) с криволинейными пазами на торцах. Вал кулачка муфтой соединяется с валом шкалы и рукояток переключения 101, расположенных снаружи станины. Соединительная муфта свободно снимается с вала кулачка, когда крышка переключения открепляется от станины.
При разборке коробки скоростей следует отметить положение кулачка и положение шкалы частоты вращения, чтобы восстановить правильную их взаимосвязь при сборке.
Коробка подач. Редуктор станка 6Р11
Корпуса коробки подач и редуктора соединяются винтами в единый узел, после чего устанавливаются в полость консоли слева. Справа консоли, через окно с крышкой, выступает вал редуктора с рукояткой, включающей муфту ускоренного хода.
Выходная шестерня редуктора 47 (рис. 10,11) сцепляется с шестерней 49 коробки реверса.
Переключение скользящих шестерен в коробке подач осуществляется так же как и в коробке скоростей кулачком 130 (см.рис.6).
Вал его сцеплен со шкалой и рукояткой переключения 103 (см.рис.6) узла 55 (см.рис.11) укрепленного спереди консоли.
Узел 55 свободно снимается после удаления крепежных винтов. Не следует забывать отметить взаимосвязь шкалы подач и положения кулачка в коробке при разборке, чтобы затем правильно собрать переключение.
Коробка реверса станка 6Р11
Механизм коробки реверса получает вращение от редуктора и через предохранительную муфту передает вращение к ходовым винтам продольного, поперечного и вертикального перемещений стола. Включение вращения того или иного ходового винта, в прямом и обратном направлении, производится кулачковыми муфтами с помощью рукояток 105, 106, 107 (см.рис.6 и II).
Для ручных перемещений стола служат рукоятка 109 и маховичок 110, которые установлены на валах свободно, а в момент использования сцепляются с валами с помощью кулачковых муфт.
В коробке реверса предусмотрена блокировка, предупреждающая включение механической подачи, если не расцеплены с валами рукоятка 109 и маховичок 110.
Блокировка обеспечивается шариками, вложенными в радиальные отверстия валов под ступицами рукоятки 109 и маховичка 110.
При снятии последних шарики могут выпасть, необходимо установить их при сборке на место.
При установке коробки реверса в консоль следует соединить следующие элементы:
- ввести конец вала XIX (см.рис.6) со шпонкой в отверстие коническим зубчатым колесом 58;
- сцепить зубчатые колеса 57 и 49 с колесами 61 и 47;
- ввернуть винт ХVIII в гайку 55 поперечного перемещения.
Консоль станка 6Р11
В консоли размещены узлы механизма подачи, описанные выше.
Винт поперечного перемещения стола имеет опоры в коробке реверса и выходит из консоли наружу через отверстие.
Непосредственно, в отверстиях корпуса консоли установлены конические зубчатые колеса и винт вертикального перемещения стола.
Движение к винту продольного перемещения стола сообщается от зубчатого колеса 57 (см. рис.6) коробки реверса через вал XXI (см.рис.6 и 12) и паразитное зубчатое колесо 63. Вал XXI смонтирован в гильзе, установленной в отверстии корпуса консоли.
Зубчатое колесо 63 помещено в окне специальной пробки, посаженной в отверстие сверху консоли так, что зубья выступают над поверхностью направляющих.
Стол станка 6Р11
В нижней части салазок стола установлено зубчатое колесо 64 (см.рис.6 и 13), сцепленное с зубчатым колесом консоли 63. Благодаря большой длине зубчатого колеса 64 в течение всего поперечного перемещения стола сохраняется зацепление и обеспечивается передача вращения к продольному винту стола.
Вращение винта продольного перемещения осуществляется коническими зубчатыми колесами 70 и 71 с кулачками на торцах. Между коническими колесами находится втулка со шпонкой внутри и кулачковой муфтой 143 снаружи. Включение кулачковой муфты в ту или иную сторону производится рукояткой 107, чем и обеспечивается движение стола вправо и влево.
Гайка винта продольного перемещения стола снабжена устройством автоматической выборки зазора. Гайка состоит из двух частей, опирающихся буртами (через шариковые подпятники) на торцы несущего их кронштейна.
На наружной цилиндрической поверхности обеих полугаек нарезаны зубья, сцепленные с рейками 145.
Рейки с свою очередь связаны между собой зубчатым колесом 75 и ограничиваются в своем перемещении в направлении от станины винтами, Эти винты с контргайками видны спереди салазок.
Во время попутного фрезерования усилие подачи на винте направлено в сторону противоположную движению стола. Оно вызывает трение в витках той гайки, которая при этом прижимается к кронштейну. За счет усилия трения гайка поворачивается вместе с винтом на некоторый угол. Такой же поворот благодаря связи их реечной системой делает вторая полугайка, но в обратном направлении.
Таким образом, обе полугайки навинчиваются на винт и, упираясь буртами в подпятники, как бы растягивают винт, зазор в витках в это время выбирается. При фрезеровании против подачи направление усилия на витке не вызывает описанного выше эффекта и зазор в витках сохраняется.
Фрезерная головка консольного станка 6Р11
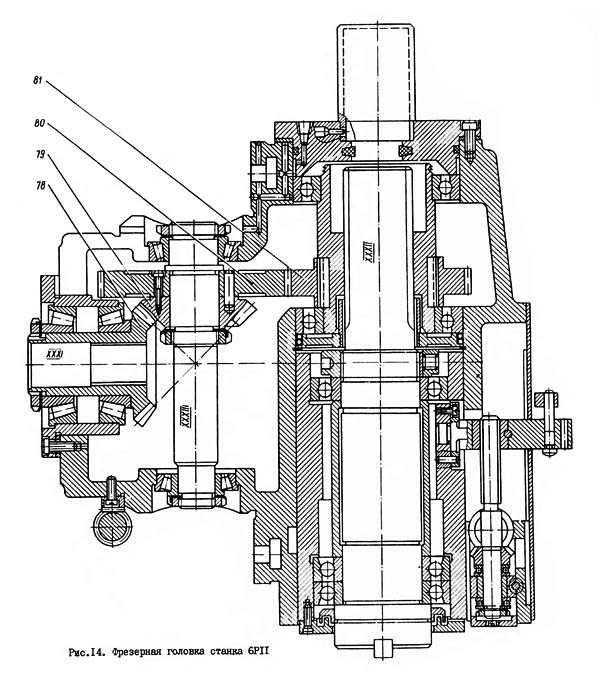
Фрезерная головка 6Р11
Корпус поворотной головки имеет центрирующую шейку, которая при установке на станок входит в расточку станины. Вращение от шлицевого вала XXX (см.рис.7 и 14) привода передается на коническую пару колес 78, 79, далее – на вал XXXI и через пару цилиндрических колес 80, 81 на шпиндель ХХХII.
Шпиндель смонтирован в гильзе на радиальноупорных подшипниках.
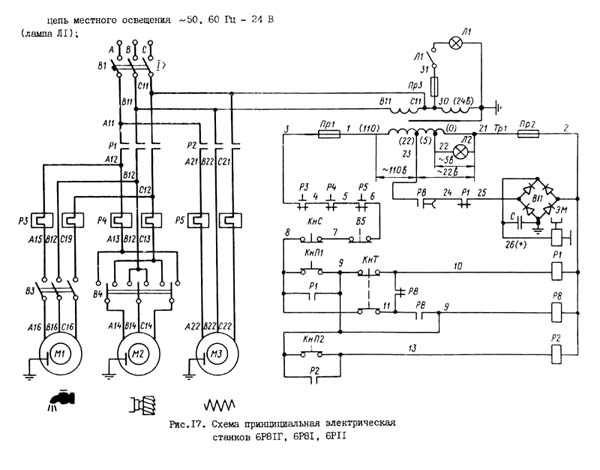
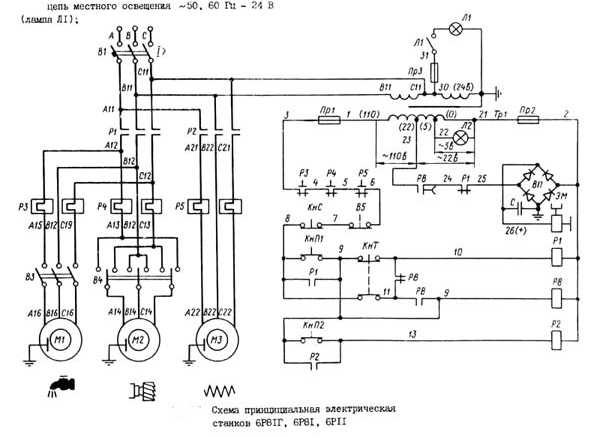
Схема электрическая блока питания фрезерного станка 6Р11
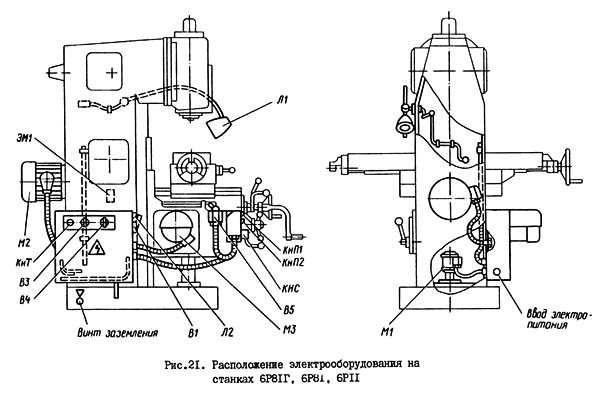
Расположение электрооборудования на фрезерном станке 6Р11
Установочный чертеж фрезерного станка 6Р11

6Р11 Станок консольно-фрезерный вертикальный. Видеоролик.
Технические характеристики станка 6Р11
| Наименование параметра | 6Р11 | |
|---|---|---|
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 250 | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | |
| Наибольшее перемещение стола продольное (ось X), мм | 630 | |
| Наибольшее перемещение стола поперечное (ось Y), мм | 200 | |
| Наибольшее перемещение стола вертикальное (ось Z), мм | 350 | |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | 50 – 400 | |
| Расстояние от оси вертикального шпинделя до направляющих стойки, мм | 285 | |
| Наибольший угол поворота стола, град | нет | |
| Цена одного деления шкалы поворота стола, град | нет | |
| Перемещение стола на одно деление лимба (продольное, поперечное), мм | 0,05 | |
| Перемещение стола на одно деление лимба (вертикальное), мм | 0,025 | |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 | |
| Перемещение стола на один оборот лимба вертикальное, мм | 3 | |
| Шпиндель | ||
| Ход гильзы шпинделя, мм | 60 | |
| Частота вращения шпинделя, об/мин | 31,5 – 1600 | |
| Количество скоростей шпинделя | 18 | |
| Эскиз конца шпинделя | 45 ГОСТ 836-72 | |
| Конус шпинделя | 45 | |
| Механика станка | ||
| Быстрый ход стола продольный и поперечный, мм/мин | 3150 | |
| Быстрый ход стола вертикальный, мм/мин | 1050 | |
| Число ступеней рабочих подач стола | 16 | |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 25 – 800 | |
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3-266,7 | |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | |
| Блокировка ручной и механической подачи (продольной) | нет | |
| Блокировка ручной и механической подачи (поперечной, вертикальной) | есть | |
| Торможение шпинделя (муфта) | есть | |
| Предохранение от перегрузки (шариковая пара) | есть | |
| Привод. Электрооборудование | ||
| Электродвигатель привода главного движения, кВт | 5,5 | |
| Электродвигатель привода подач, кВт | 1,5 | |
| Электронасос охлаждающей жидкости Тип | Х14-22М | |
| Электронасос охлаждающей жидкости, кВт | 0,12 | |
| Производительность насоса СОЖ, л/мин | 22 | |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1480 х 2360 х 2360 | |
| Масса станка, кг | 2360 |
Примечания
Связанные ссылки
Каталог справочник фрезерных станков
Паспорта и руководства по эксплуатации фрезерных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
6Р11 – станок горизонтальный консольно-фрезерный, (pdf) 1,6 Мб, Скачать
stanki-katalog.ru
Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-71 |
| Н |
Стол | ||
Размеры рабочей поверхности стола (Д х Ш) | мм | 1000 х 250 |
Число Т-образных пазов |
| 3 |
Ширина Т-образных пазов по ГОСТ 1574-75 | мм | 14Н9 |
Расстояние между пазами | мм | 50 |
Перемещение стола |
|
|
продольное (Х) | мм | 630 |
поперечное (Y) | мм | 200 |
вертикальное (Z) | мм | 350 |
Расстояния от торца шпинделя до стола | мм | 50…400 |
Расстояние от задней кромки стола до вертикальных направляющих станины | мм | 45 |
Наибольшее расстояние от оси вертикального и поворотного шпинделей до вертикальных направляющих станины | мм | 285 |
Перемещение стола на одно деление лимба |
|
|
продольное, поперечное | мм | 0,05 |
вертикальное | мм | 0,025 |
Перемещение стола на один оборот лимба |
|
|
продольное, поперечное | мм | 6 |
вертикальное | мм | 3 |
Шпиндель | ||
Передний конец шпинделя по ГОСТ 836-72 |
| 45 |
Торможение шпинделя (муфта) |
| есть |
Механика станка | ||
Выключающие упоры подачи |
| Есть |
Блокировка ручной и механической подач (поперечной и вертикальной) |
| Есть |
Предохранение от перегрузки (шариковая пара) |
| Есть |
Электрооборудование | ||
Главный привод станка |
|
|
Число оборотов | об/мин | 1450 |
Мощность | кВт | 5,5 |
Тип |
| 4А112 М4 М300 |
Электродвигатель привода подач |
|
|
Число оборотов | об/мин | 1450 |
Мощность | кВт | 1,5 |
Тип |
| 4АХ80В4 |
Электронасос подачи охлаждающей жидкости |
|
|
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Тип |
| ХА14-22М |
Производительность | л/мин | 22 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
длина | мм | 1480 |
ширина | мм | 1990 |
высота | мм | 2360 |
Масса станка | кг | 2360 |
www.stanoktehpasport.ru
Вертикально-фрезерный станок 6Р11: технические характеристики
Содержание статьи:
Для обработки материалов разными типами фрез можно использовать универсальный вертикально-фрезерный станок 6Р11. Он выпускался Дмитровским заводом фрезерных станков, который специализируется на производстве обрабатывающего оборудования с размерами рабочего стола от 25*63 до 40*160 см.
Конструкция станка

Внешний вид станка
Основная функция станка заключается во фрезерной обработке поверхности заготовки, которая может быть сделана из различных материалов – сталь, чугун, цветные металлы, полимерные композиты.
Конструктивно оборудование состоит из станины, на которой закреплен рабочий стол. Для обработки материалов установлена вертикальная шпиндельная головка. С целью обеспечения безопасности она имеет защитное ограждение. Смещение рабочего стола происходит с помощью редуктора, коробки реверса и механизма переключения скоростей.
К особенностям станка можно отнести следующие характеристики:
- установка оптимальных режимов. Они позволяют обрабатывать заготовки с максимальной точностью и скоростью;
- два электродвигателя. Один из них предназначен для вращения шпинделя, а второй приводит в движение подающий стол;
- наличие электромагнитной муфты. С ее помощью можно сделать оперативную остановку шпинделя;
- общая связка ручного и механического приводов.
Еще одним качеством станка является возможность установить различные режимы скоростей шпинделя. Это же относится и к подаче рабочего стола. Дополнительно следует учитывать повышенные показатели мощности электродвигателей. Это дает возможность обрабатывать заготовки из высокопрочной стали.
Согласно паспортным данным оборудование имеет класс точности «Н». При этом шероховатость обработанной поверхности составляет V5-V6.
Технические характеристики
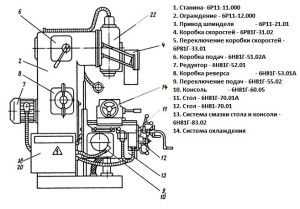
Схема станка
Общая масса вертикально-фрезерного станка 6Р11 составляет 2360 кг. Благодаря относительно небольшим габаритам (148*236*236 см) он может быть включен в комплектацию мелкосерийной производственной линии. Кроме этого оборудование применяется для выполнения ремонтных и штучных работ.
Лучше всего рассматривать технические характеристики каждого узла станка в отдельности. Условно их можно разделить на несколько групп: рабочий стол, шпиндель, механика оборудования и параметры электропривода. Оптимальным вариантом будет детальное ознакомление с инструкцией по эксплуатации и паспортом.
Рабочий стол вертикально-фрезерного станка 6Р11 предназначен для фиксации детали и ее смещения относительно режущей части фрезы, которая крепится на шпиндель. Основными параметрами этого узла являются:
- габариты рабочей поверхности – 100*25 см;
- максимальные показатели перемещения: по продольной оси – 63 см, по поперечной – 20 см; вертикальной – 35 см;
- расстояния от шпинделя до рабочей поверхности – от 5 до 40 см.
Кинематическая схема
Шпиндель необходим для крепления различных типов фрез. К нему передается вращательное движение от электродвигателя. Фиксация происходит в гильзе, которая может смещаться относительно заготовки.
Для шпинделя вертикально-фрезерного станка 6Р11 важно знать следующие характеристики:
- ход гильзы составляет 6 см;
- пределы частот вращения. Минимальное значение составляет 31,5, максимальное допустимое — 1600 об/мин;
- количество скоростей – 18.
Для работы оборудования в конструкции есть основной электродвигатель мощностью 5,5 кВт. Дополнительно для смещения рабочего стола используется силовой агрегат 1,5 кВт. Охлаждение места обработки происходит с помощью насосной станции. Она передает охлаждающую жидкость из специального резервуара по трубопроводу к фрезе.
В видеоматериале показан пример обработки блока головки цилиндров на вертикально-фрезерном станке 6Р11:
stanokgid.ru
Вертикально-фрезерный станок 6P11: характеристики, применение, схема
Высокие технические и эксплуатационные показатели – главная причина, по которой покупатели делают выбор в пользу вертикально фрезерного станка 6P11. Оборудование позволяет обрабатывать различные детали, имеющие чугунную или стальную основу, состоящую из цветных сплавов.
Конфигурация деталей не имеет значения, их обработка в любом случае не требует прикладывать дополнительные усилия.
Назначение, область применения
Станок с таким обозначением способен выполнять сразу несколько операций:
- Фрезерование.
- Сверление.
- Выполнение расточных работ по заготовкам различных форм, из разных материалов.
Благодаря специальному устройству легко проводить обработку отверстий, которые расположены под углом до 45 градусов по отношению к столу. Потому станки подходят как для промышленных объектов, так и для бытовых условий.

Технические характеристики
Описание эксплуатационных характеристик агрегата будет таким:
- Можно использовать специальные упоры, либо ручное управление, чтобы передвигать стол, управлять этим процессом.
- Муфта позволяет остановить шпиндель при необходимости. Предполагается использование электромагнитной части устройства.
- Удачная конструкция механического и ручного привода.
- Большой разброс допустимых скоростей обработки. Благодаря чему производительность шпинделя сохраняет высокий уровень.
- Наличие самостоятельных двигателей, способных работать от электрической сети.
- Повышенная жёсткость и мощность.
Габарит рабочего пространства
Но можно привести и более точные цифры по техническим характеристикам агрегата:
- Показатель в 1050 и 3150 мм/минуту для подач вертикального и остальных типов, так работает поверхность во время обработки.
- Подача на пределе, по вертикали – 266,7 мм/мин, при положениях поперёк и в продольной плоскости это 800 мм/мин.
- 80 Миллиметров – ход для гильзы шпинделя.
- 31,5-1600 оборотов в минуту – скорость вращения у шпинделя с конусами на 45 и 18 скоростей.
- 2360 килограммам равна общая масса.
- 400 миллиметров – интервал максимального значения, от стола до торца у шпинделя.
- 1000 миллиметров – общая длина стола с пазами в форме буквы Т. Ширина доходит до 250 миллиметров.

Механика агрегата предполагает применение следующих компонентов:
- Блокировка подачи по вертикали, в поперечном направлении.
- Шпиндель тормозит при использовании механизма с муфтой.
- Перегрузки оборудования сведены к минимуму благодаря шариковой паре.
- Подачи снабжаются упорами, в трёх направлениях.
Кроме того, есть и электрооборудование, включающее:
- Два двигателя, на 1,5 и 5,5 кВт.
- Насос, мощность которого равна 0,12 кВт.
- Насос с высокой производительностью.
Кинематическая схема
У станка любой модификации обязательно присутствует коробка передач. Применение фланца облегчает установку на станину. Без электрических двигателей коробки не используются. Насос от плунжерной части, со смазкой, монтируется прямо на корпус, размещённый в ёмкости станины. Она наполняется смазкой. Насос запускается при использовании эксцентрика, когда оператор подаёт соответствующую команду.
Специальный кулачок, у которого на торце есть криволинейные пазы, отвечает за переключение скоростей. После этого осуществляется взаимодействие между рукояток с валами, а так же валом шкива. Практически все детали расположены снаружи на станине. Муфту легко снять с кулачкового вала, если возникает необходимость. Достаточно сделать так, чтобы станина и крышка переключения отсоединились друг от друга. Схему составных частей агрегата можно увидеть на рисунке 2.
Шпиндель
За счёт коробки в устройстве так же вращается шпиндель. Клиноременная передача придаёт дополнительное движение устройству. Станина в задней части вмещает саму передачу, под соответствующей крышкой. Передачи с зубцами или кулачковая муфта передают вращение шпинделю.
Для шпиндельного узла используют две разновидности опор:
- Подшипник шарикового типа.
- Подшипники с радиальным устройством, два элемента.
Когда шпиндель демонтируется, полностью разбирается, надо регулировать существующий зазор между деталями.
Один узел создаётся за счёт двух деталей: редуктора и коробки передач. Они располагаются в полости консоли. Специальная рукоятка на валу позволяет ускорить ход редуктора. Из-под крышки, справа выступает вал. Кулачок способствует переключениям между скользящими шестернями. Но присутствует и дополнительное сцепление между другими шестернями, от реверса и редуктора.
Основные устройства, связанные с подачей, размещаются внутри консоли у станка. У этой консоли есть небольшое отверстие, через которое выглядывает винт, наружу. Оператор легко приводит эту деталь в движение, пользуясь специальной рукояткой. Движение проходит прямо, либо в обратную сторону.
Самостоятельное включение механической подачи невозможно, ей требуется участие человека.

Стол
Стол у агрегата обладает другими дополнительными особенностями:
- Зубчатое колесо сцепляется с колесом консоли. После этого движение без проблем переходит к продольному винту от рабочей поверхности.
- Стол легко двигается вправо или влево, стоит только установить рукоятку в необходимом направлении.
- Винтовые гайки организуют продольное движение. У них есть механизм, позволяющий задать определённые параметры зазора.
Расположение составных частей
Консольно-фрезерная установка включает следующий набор основных узлов:
- Электрошкаф.
- Ползун.
- Механизм, который смазывает консоль и рабочую поверхность.
- Серьга.
- Поворотный, фрезерный тип головки.
- Ограждение.
- Стол для работы.
- Часть с консолью.
- Охлаждающая система.
- Приводная часть шпинделя.
- Редуктор.
- Станина.
- Оборудование с электрической частью.
- Коробки, управляющие реверсом, подачей, скоростью.
Подшипники становятся основной опорой для шпинделя. Сама деталь располагается внутри гильзы. Специальная шейка, ещё получившая название центрирующей, ставится на поворотные головки. Благодаря этому не возникает проблем при монтаже головки на расточку станины, когда детали сами устанавливаются на агрегат.
Станком легче управлять при использовании рукояток. Они выполняют сразу несколько функций:
- Различные виды подачи, включаются, выключаются.
- Переключение переборов, скорости для узлов со шпинделем.
- Использование особых режимов.
- Запуск ручного смазывающего насоса.

Дополнительная подача запускается несколькими кнопками из комплекта со станком. Шпиндель с упором работают так же. Имеются и другие управляющие компоненты:
- Дополнительные приспособления, отвечающие за насос охлаждения, регулирование количества жидкости.
- Квадрат, который поворачивает головку, передвигает, помогает закрепить хобот.
- Выключатели освещения.
- Маховики, передвигающие стол вручную.
- То, что выключает насос охлаждения.

Схема электрическая блока питания
Моторы стандартного электрического типа у этих моделей работает на мощности до 7,4 кВт. У двигателя подачи этот показатель равен 2,2 кВт. Управление аппаратом осуществляется с использованием трёх режимов:
- Круглый стол.
- Автоматический, с продольным движением стола.
- При помощи кнопочного управления.
Последний вариант предполагает использование специальных кнопок для начала работы и пуска. Нажатие кнопки остановки приводит к прекращению эксплуатации всех двигателей в составе устройства. Быстрый отвод и подвод, подача – главные принципы автоматических вариантов.
Быстрый ход и двигатель подач единственные функционируют, когда речь идёт о режиме круглого стола.
Ремонт и использование
Фрезерный станок надо обязательно проверять на наличие дефектов перед тем, как начинать работу. Существуют и другие дополнительные правила:
- Работа устройства проверяется на холостом ходу.
- После фиксации фрезы требуется установить защитное ограждение.
- В соответствии с требованиями детали устройства требуют периодической смазки.
- После распаковки обязательно удаляется защитная плёнка. Для этого применяют специальный раствор.
У аппарата встречаются поломки. Самые частые следующие:
- Гудение электрического двигателя. Чаще всего связано с перегревом. При обнаружении проблемы требуется как можно быстрее провести ремонт или замену.
- Стуки в подшипнике. Когда они появляются –деталь так же требует замены.

Коробка скоростей
Она устанавливается внутри корпуса станины. Упругая электромуфта обеспечивает надёжное соединение между этой деталью и электродвигателем. Допустимы лишь незначительные показатели несоосности, на 0,5-0,7 миллиметров.
Смазка коробки скоростей –действие, за которое отвечает плунжерный насос.
2 литра в минуту – стандартная производительность для самого насоса.
Благодаря коробке легко обеспечить требуемую скорость вращения, при этом от последовательного прохождения каждой ступени можно отказаться, требуется меньше времени и усилий. Имеются специальные рейки, которые переходят друг в друга, управляют скоростями.

Коробка подач
Позволяет осуществить ускоренную, рабочую подачу для следующих деталей:
- Консоль.
- Салазки.
- Стол.
Крутящий момент переходит к выходному валу. В этом процессе участвуют предохранительная и кулачковая муфты. Кулачковая муфта и выходной вал соединяются друг с другом, при помощи втулки.
От электродвигателя передаётся ускоренное движение вращательного типа. При этом первая шестерня и коробка передач минуются. Частота вращения остаётся постоянной.

Модификации консолей
Консоль – это основной узел, при помощи которого объединяются друг с другом узлы, создающие цепь подачи. В консоли присутствуют такие детали, как валы и зубчатые колёса. Именно за счёт них вращательное движение может передаваться сразу в трёх направлениях – продольном, поперечном, и вертикальном.
vseochpu.ru
6Р11 и 6Р81 Паспорт на консольно-фрезерные станки
Техническое описание
Назначение и область применения
Консольно-фрезерные станки общего назначения моделей 6Р81Г, 6P8I, 6PII, 6Р8ПИ предназначены к использованию в условиях индивидуального и мелкосерийного производства.
На станках возможна обработка плоских и фасонных поверхностей цилиндрическими, торцовыми, и концевыми фрезами. Техническая характеристика станков обеспечивает производительную обработку черных и цветных металлов с применением быстрорежущего и твердосплавного инструмента.
Технологические возможности станков могут быть расширены применением делительной головки, накладного круглого стола, накладных фрезерных; и долбежной головок.
Описание работы системы смазки
Нормальная работа системы смазки является непременным условием для эксплуатации станка. В случае, если масло перестало поступать в контрольный маслоуказатель 160 (рис.23), станок должен быть немедленно выключен и неисправность системы смазки устранена.
На станке имеются две самостоятельные системы централизованной смазки: механизма привода шпинделя и механизма подачи.
Смазка механизма привода шпинделя осуществляется плунжерным насосом из резервуара станины. Насос укреплен на корпусе коробки скоростей, доступ к нему открывается снятием крышки справа станины, Насос подает масло в лоток, расположенный под хоботом, из которого оно самотеком направляется в опоры шпинделя и коробку скоростей.
Смазка механизма подачи ведется насосом из резервуара консоли. Насос установлен на корпусе редуктора и доступен для обслуживания при снятой коробке реверса. Масло подается в лоток сверху консоли, откуда самотеком поступает ко всем точкам механизма подачи.
Насосы засасывают масло через сетчатые фильтры,- укрепленные на всасывающих трубках.
Фильтры нуждаются в периодической очистке, для чего доступ к ним обеспечивается через те же окна, что и к насосам.
- Кинематическая схема Консольно-фрезерных станков 6Р11, 6Р81Ш, 6Р81
- Коробка подач консольно-фрезерных станков 6Р11, 6Р81Ш, 6Р81
- Привод шпинделя фрезерного станка 6Р81
Скачать 6Р11 и 6Р81 Паспорт на консольно-фрезерные станки
pasportanastanki.ru
Станок вертикальный консольно-фрезерный с АСИ 6Р11Ф3
Если Вам необходимо купить Станок вертикальный консольно-фрезерный с АСИ 6Р11Ф3 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикальный консольно-фрезерный с АСИ 6Р11Ф3 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Станок вертикальный консольно-фрезерный 6Р11 | Станочный Мир
Если Вам необходимо купить Станок вертикальный консольно-фрезерный 6Р11 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикальный консольно-фрезерный 6Р11 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru