чем паять, технология пайки с канифолью
Знания о том, как правильно паять, нужны не только радиолюбителям и специалистам по монтажу электроаппаратуры. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электробытовых приборов.

Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова – того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Обработка флюсом или лужение
Традиционный и самый доступный флюс – канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.

Работа с припоем
При достаточном нагреве расплавленный припой должен стать текучим. При мелких работах можно взять на жало инструмента каплю сплава и перенести ее на соединяемые детали. Но удобнее пользоваться тонкой проволокой (прутком) разного сечения. Часто внутри проволоки содержится слой канифоли, который помогает правильно паять паяльником без отвлечения от процесса.
При таком способе горячим инструментом прогревается поверхность соединяемых проводников или деталей. Конец прутка припоя подводят к жалу и немного (на 1-3 мм) просовывают под него. Металл моментально плавится, после чего остаток прутка убирают, а припой греют паяльником, пока он не приобретет яркий блеск.
При работе с радиодеталями нужно учитывать, что нагрев для них опасен. Все операции выполняют в течение 1-2 секунд.
Во время пайки соединений одножильных проводов большого сечения можно использовать толстый пруток. При достаточном нагреве инструмента он тоже плавится быстро, но распределять его по спаиваемым поверхностям можно медленнее, стараясь заполнить все выемки скрутки.
odinelectric.ru
Как паять паяльником правильно: инструкция для новичков

Когда начинающий электрик наблюдает за работой мастера с паяльником, то все действия кажутся простыми и понятными.
Однако стоит только самому взять инструмент в руки, как сразу начинаются неприятности: припой не держится, контакты отваливаются, изоляция сгорает, жало покрывается сажей.
Чтобы этого не происходило необходимо соблюдать определенные правила.
Мастер их знает и выполняет. Новичку же я советую вначале понять, как паять паяльником правильно. Только после этого браться за эту работу.
Содержание статьи
Особенности подготовки рабочего места и инструмента
3 главных секрета: поза, свет и воздух
Даже в домашних условиях для выполнения качественной пайки необходимы удобная поза работника с хорошим освещением. Рекомендую установить рабочий стол около окна, на который в дневное время попадают солнечные лучи, а вечером светит искусственный источник.

Пайка связана с нагревом веществ, выделением дымов. Хотя разогретая канифоль пахнет хвоей, но этот запах при частом вдыхании все же вреден. А другие флюсы и кислоты еще опаснее. Попадая в организм через органы дыхания они накапливаются, вызывают хронические заболевания.
Поэтому важно проветривание. Работайте с открытой форточкой, а еще лучше — используйте принудительную вытяжку.
Полезные приспособления
Невысокая жестяная баночка с бумажной прокладкой необходима для работы с припоем и канифолью.

Специальная подставка помогает хранить нагретый паяльник, а губка позволяет очищать горячее жало от окислов.

Убирать излишки расплавленного припоя удобно оловоотсосом.
Работы с мелкими предметами облегчают пинцет, небольшие тисочки, приспособления типа «третья рука». Самый простой вариант: обычные пассатижи с резинкой.

Можно своими руками изготовить и другие простые конструкции.

Выбор и подготовка паяльника
Продажа предлагает различные модели с напряжением от 12 до 220 или 380 вольт. Каждый паяльник создается для конкретной работы, хотя имеет универсальные возможности.
Их оценивают мощностью потребления электрической энергии, которая расходуется на разогрев жала наконечника.
Пайку радиодеталей удобно выполнять паяльником мощностью 40÷60 ватт, а для проводов выбирают 80÷100.
Для начинающих паяльщиков достаточно пользоваться простыми моделями двух конструкций паяльников с:
- нагревом от нихромовой проволоки и медным стержнем;
- керамической вставкой и медным жалом с никелевым покрытием.




Первый тип паяльников дешевле, но он требует постоянного ухода за наконечником, дольше разогревается до нужной температуры, быстрее изнашивается.
Паяльник с керамической вставкой лучше работает, но он дороже. К тому же керамика требует аккуратного обращения. Она может расколоться от механического удара.
Личные предпочтения
Более 30 лет пользуюсь трансформаторными паяльниками типа «Момент».

Кому-то он не нравится из-за дополнительного веса. Но для меня этот показатель не критичен. Мощность в 65 промышленного образца хорошо подходит для радиолюбительской пайки, но ее недостаточно для соединения электрических проводов.
Поэтому собрал более мощную конструкцию своими руками.

Эта технология описана отдельной статьей на сайте.
О подделке брендов
Я долго не мог понять, почему трансформаторные паяльники мне нравятся, а в интернете их массово критикуют. Даже в указанной выше статье мне читатели высказывали отрицательное мнение о них, ругая недолговечность и плохое качество.
Понял я это только осле того, как посетитель моего сайта прислал мне для экспериментов перегоревший паяльник китайской компании Licota.

Он очень красиво выглядит, обладает небольшим весом, удобно лежит в руке и оригинально упакован. При детальном знакомстве с ним я обнаружил множество дефектов монтажа и конструкции. Расписал их отдельными статьями:
- О некомплекте пластин железа магнитопровода;
- Нарушениях технологии намотки изолированного провода на катушку и необходимости дорабатывать ее внутренние поверхности;
- Выявлении конструктивного дефекта силовой обмотки;
- Замены силовой обмотки;
- Сравнении электрических характеристик двух паяльников: старого советского и современного из Китая.
Покупая дешевые паяльники у сомнительных продавцов можно нарваться на некачественную продукцию, потерять деньги и время. Обращайте внимание на рабочие электрические характеристики и предоставление гарантий.
Существуют другие различные виды паяльников, предназначенные для качественного выполнения профессиональной работы. Но начинать обучение пайке лучше на описанных выше моделях.
О заточке наконечника
Чистота не только залог нашего здоровья, но и гарант качественной пайки. Ее необходимо обязательно соблюдать во время работы.
Медный наконечник паяльника разогревается до такого состояния, что на нем образуются окислы и нагар. Когда они проникают в припой, то о качестве пайки можно забыть. Поэтому конец жала всегда должен быть чистым и хорошо заточенным.
Его форма создается под определенный вид спаиваемых деталей:
- «плоская отвертка» хорошо передает тепло. Ее применяют для прогрева массивных деталей;
- «пирамидка» или «острый конус» позволяет удобнее контролировать величину нагрева. Она используется для соединения мелких радиоэлементов или тонких проводов;
- «затупленный конус» затачивают для пайки проводов среднего сечения.
Большей популярностью пользуется первый вид заточки. Его можно формировать ударами молотка. Тогда металл лучше уплотняется и дольше сохраняет свои свойства.
Располагая этот наконечник на спаиваемой детали плоскостью или острым углом можно регулировать степень ее прогрева.
Современные паяльники с керамикой имеют набор съемных насадок самых необходимых форм. Они покрыты сверху слоем никеля, не требуют заточки и подготовительной обработки.
Как залудить медное жало
Наконечник нового паяльника без защитного никелевого покрытия требуется покрыть тонким слоем припоя, который станет предохранять его от образования нагара и преждевременного износа. Для этого:
- паяльник включают под напряжение, разогревая наконечник до рабочего состояния;
- погружают его в кусочек канифоли;
- расплавляют припой, распределяя его по поверхности наконечника жала. Удобно пользоваться деревянным предметом.
Из чего состоят этапы пайки
Основной задачей этой технологии является соединение двух металлических деталей, чаще всего проводников, легкоплавким сплавом так, чтобы они прочно держались и пропускали электрический ток с минимально возможным сопротивлением.
Для этого необходимо последовательно выполнить ряд действий. Разберем их на примере спаивания проводов. Это:
- снятие изоляции с соединяемых концов провода;
- механическая зачистка металла жил до идеального состояния от окислов;
- термообработка с флюсом — залуживание концов тонким слоем;
- нагрев припоя с нанесением его на место пайки.

Снятие изоляции
Диэлектрический слой провода может быть выполнен из полиэтилена, ткани, лака или другого подобного материала. Его необходимо убрать.
Лучше всего эту работу выполнять острым ножом, располагая его лезвие почти параллельно оси металлической жилы. Так исключается ее порез и нанесение глубоких царапин. Они ослабляют механическую прочность и увеличивают электрическое сопротивление. Допускать этого нельзя.
Тонкие провода, покрытые лаком, достаточно обработать открытым пламенем спички или зажигалки. Это же способ подходит для витой пары и даже более толстых жил.

В продаже существуют специальные клещи различных конструкций для снятия изоляции с конца провода любого диаметра. Они позволяют профессионально выполнять эту работу без повреждения жилы.

После снятия изоляции оценивают состояние металлической поверхности. Обращают внимание на чистоту, отсутствие вмятин и порезов.
Удаление загрязнений и оксидной пленки
Только чистый металл сможет обеспечить качественное соединение деталей при пайке. Его создают механической очисткой поверхности и химическими растворами.
Вначале работают лезвием ножа, слегка прижимая его к загрязненному металлу под тупым углом. Жилу протягивают от слоя изоляции к оголенному концу, немного вращая в одну сторону. Металл сразу потеряет тусклость, станет блестеть.
Химическая очистка предполагает обработку растворителями, спиртом, флюсом ФЭС.
Лужение контактных площадок
Окончательную зачистку поверхности металла проводника осуществляют термообработкой флюсом, используя залуженный наконечник паяльника. Самым популярным и универсальным средством является канифоль. Ее используют в твердом состоянии, растворенной в спирте или желеобразной.
Продажа позволяет приобрести канифоль в любом виде и предоставляет широкий ассортимент других флюсов.

Для пайки деталей электрических схем не рекомендуется пользоваться флюсами, содержащими в своем составе кислоты. Их довольно сложно полностью нейтрализовать, а даже незначительные остатки быстро окисляют металл, разрушают его структуру.
Последовательность лужения жилы провода твердой канифолью:
- Прогревают паяльник до нужной температуры. Она может колебаться в пределах от 180 до 240 градусов и зависит от припоя и соединяемых металлических деталей. Для контроля нагрева жала касаются наконечником твердой канифоли. Если она начинает бурно образовывать пар, то прогрев нормальный.
- Очищенный проводник укладывают на канифоль и прикасаются к нему наконечником паяльника. Провод вращают для равномерного покрытия расплавленным флюсом.
- Жалом паяльника расплавляют припой и наносят его на обработанный канифолью провод, равномерно распределяя по поверхности.
Раствор канифоли в спирте наносят кисточкой на залуживаемую поверхность или просто капают через трубку капельницы.

Желеобразную канифоль выдавливают из специального шприца, что очень удобно делать.
Обработанный жидкой или желеобразной канифолью проводник прогревают разогретым наконечником паяльника с капелькой припоя, разгоняя его по всей контактной площадке.
Непосредственная пайка
К нему приступают после того, как обе контактные площадки подготовлены к соединению: очищены от грязи и окислов, залужены.
Запаиваемые концы соединяют вместе. На них накладывают разогретым паяльником кусочек припоя, обеспечивая его растекание по обеим площадкам. После этого жало резко отводится в сторону, а детали остаются в неподвижном состоянии до момента полного застывания олова. Об этом судят по небольшому потемнению его цвета.
Правильно выполненная пайка отличается прочным соединением контактов и ровной поверхностью застывшего припоя, который немного блестит. Проверяют ее качество небольшим механическим усилием на разрыв.
Если же поверхность припоя имеет потемнения и неровности, то пайка выполнена ненадежно, ее требуется исправить.
5 советов по созданию надежной пайки
К ним относят:
- Прогрев соединяемых деталей следует выполнять не острием наконечника, а его боковой поверхностью. Это обеспечивает больший контакт и лучшую передачу температуры. Однако, работая жалом с тупым наконечником или трансформаторным паяльником этот совет практически не поможет.
- Для придания повышенной прочности создаваемому соединению создается дополнительная скрутка проводов.
- Механическое приспособление третья рука облегчает фиксацию неподвижного положения соединяемых деталей.
- Новые электронные компоненты изготавливают с залуженными контактными поверхностями. Если они ничем не загрязнены, то на них можно сразу наносить флюс и припой без предварительного лужения. Это ускоряет процесс пайки.
- Продажа предлагает мастерам трубчатый припой, внутри которого расположен флюс. Обычно это канифоль. Такой комбинацией проще работать: сокращается количество промежуточных операций за счет одновременной подачи обоих компонентов.
4 признака качественной пайки
Надежность соединения оценивают по:
- яркому блеску созданного поверхностного слоя;
- отсутствию излишков припоя на деталях;
- прочности на разрыв контрольного механического усилия;
- целостности слоя изоляции, отсутствию следов оплавления.
Дополнительно рекомендую посмотреть видеоролик владельца AutoAndElectronics «Как паять паяльником правильно».
Если же у вас еще остались вопросы по этой теме, то задавайте их в комментариях. Я обязательно отвечу.
Полезные товарыhousediz.ru
Как правильно паять паяльником провода: медные, алюминиевые
Главная » Электрика » Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Содержание статьи
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
- Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
Так надо затачивать жало паяльника
- Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Пассатижи — для того чтобы придерживать провода


Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Лужение провда
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
stroychik.ru
Как правильно паять паяльником с припоем, канифолью и кислотой: основы для чайников
 Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
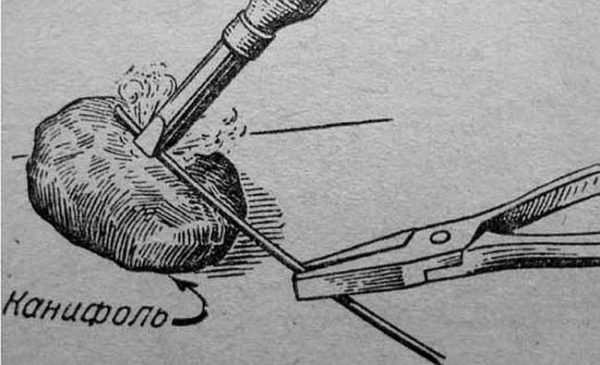
Пайка с канифолью
 Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
pochini.guru
Как правильно паять паяльником провода, радиоэлементы и детали
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».

Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.

С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры. Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).

Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Вот такими стали медные провода после лужения.

Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.

Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.
Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
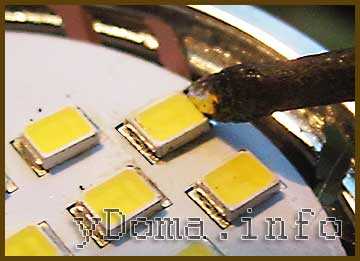
Как паять паяльником SMD светодиоды и другие безвыводные компоненты
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.

Если приходиться часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.

Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп. Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.

В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам.
Как паять паяльником светодиодную ленту
Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму.

В статье «Светодиодная лента – монтаж и установка» написана пошаговая инструкция по припайке к светодиодной ленте проводов, и как соединить в единое целое отрезки LED лент.
Как паять паяльником микросхемы
Выпаять резистор или диод простая задача, гораздо сложнее выпаять паяльником микросхему, выпаивать по очереди выводы возможно, только если их откусить от корпуса кусачками.
Но есть технология, позволяющая за минуту выпаять 24 выводную микросхему, с помощью заправленной медицинской иглы для инъекций. Игла выбирается с внутренним диаметром 0,6 мм, так как размер выводов микросхем обычно 0,5 мм. Конец ее заправляется под прямым углом и на конус, чтобы игла легче входила в отверстия печатной платы.
Далее все просто, смазываете выводы микросхемы со стороны пайки спирто канифольным флюсом, одеваете иглу по очереди на каждый вывод микросхемы, прогреваете жалом паяльника припой, при этом иглу нужно все время вращать в противоположные стороны и надавливать, иначе игла может сама припаяться к выводу.
После того, как игла вошла в плату, паяльник отводится, и игла с вращением медленно снимается с ножки. И так по очереди, пока все ножки не будут освобождены от припоя. Если вывод микросхемы загнут, то сначала расплавляется припой и одновременно одевается на вывод игла до упора и вывод выравнивается. На освобождение вывода иглой от припоя у меня уходит не более 2 секунд.
После обработки всех ножек паяльником с иглой, микросхема легко извлекается, как будто и не была припаяна. Если одна из ножек не выпускает микросхему, то нужно ее обработать иглой и паяльником повторно.
Некоторые пользуются технологией пайки с применением медной оплетки от коаксиального провода, но такой метод имеет недостатки. Во-первых, требует большей сноровки, наличие оплетки, не каждая подойдет, полное удаление припоя. После выпайки с иглой, весь припой остается на контактных площадках и для запайки новой микросхемы, достаточно только прогреть места пайки, не добавляя припоя.
Как паять паяльником микросхемы
в корпусе SOIC для поверхностного монтажа
Сейчас при разработке электронных устройств широко применяются микросхемы в корпусе SOIC, предназначенные для поверхностного монтажа на печатную плату. При ремонте радиоаппаратуры иногда приходится такую микросхему заменять, для чего ее необходимо сначала выпаять, не оторвав печатные проводники.
При ремонте светодиодной лампы типа трубки, пришлось заменять вышедшую из строя в драйвере микросхему BP2808 в корпусе SOIC. Проще всего микросхемы в корпусах, предназначенных для пайки непосредственно к контактным дорожкам печатной платы выпаивать с помощью паяльной станции, которая нагревает место пайки, горячим воздухом.
К сожалению, у домашних мастеров нет такой возможности. Выпаять микросхему можно и без паяльной станции, с помощью отрезка тонкой стальной проволочки с небольшим крючком на конце. Стальную проволочку можно взять, развив пружинку, например, от шариковой ручки.
Вывод микросхемы у печатной платы зацепляется крючком с натягом, и место пайки прогревается жалом маломощного паяльника (10Вт). Как только припой расплавится, крючок пройдет между выводом и печатным проводником, вывод немного отогнется вверх и между печатным проводником и ним останется зазор. Такая операция проделывается с каждым выводом. В результате микросхема полностью освободится, и выводы останутся неповрежденными. В случае ошибочного диагноза микросхему можно будет использовать повторно.
После удаления микросхемы с печатной платы, по печатным проводникам, где была запаяна микросхема, нужно пройтись жалом паяльника, чтобы разровнять и удалить лишний припой. Далее новая микросхема прикладывается к печатным проводникам, места пайки смазываются спирто-канифольным флюсом и ножки прогреваются паяль
ydoma.info
Как правильно паять паяльником платы, чипы, алюминий
Способ соединения металлических изделий и заготовок в одно целое с помощью паяльника и припоя известен человечеству очень давно. Очевидно, первыми начали применять такой способ кузнецы — ювелиры (Goldsmith), поскольку способ кузнечной сварки не подходил для их тонких и изящных изделий. Позже технологию стали применять для ремонта металлической посуды, а с освоением электричества она надолго стала основным способом соединения проводников и электрокомпонентов. Научиться, как правильно паять электропаяльником, не очень сложно. Потребуются внимательность, аккуратность и терпение.
 Как правильно паять
Как правильно паятьЧто такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.

Пайка проводов
Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Подготовка паяльника к работе
При первом включении нового электропаяльника с его поверхности идет дымок, и появляется характерный запах. Это сгорает тонкий слой смазки, нанесенный на кожух электронагревателя на производстве. Когда смазка выгорит, нужно выключить устройство и дождаться его остывания.
Заточка жала
Жало — это стержень из медного сплава, имеющий форму сильно вытянутого цилиндра. Требуется придать концу жала одну из используемых при паяльных работах форм.
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
Лужение паяльника
Перед началом работы с паяльником на жало требуется нанести тонкий слой оловянного сплава (залудить). Применяется два основных способа:
- Разогретым жалом прикасаются к канифоли, расплавляют кусочек паяльной проволоки и деревянным шпателем втирают его в поверхность кончика жала.
- Разогретое жало трут о тряпку, пропитанную раствором хлористого цинка, далее действуют так же, как и в первом способе.
После того, как кончик жала покрылся слоем олова, подготовка паяльника к работе завершена.
Какие существуют виды паяльников
За тысячелетия совершенствования технологии люди разработали несколько видов устройств, причем большинство из них — за последнее столетие.
Молотковый
Это традиционный, проверенный временем вид — заостренная с одной стороны медная болванка, которую нагревали на углях или в пламени костра.

Молотковый паяльник
Работа требует отличной координации движений и чувства времени — остывает такое устройство довольно быстро.
Электропаяльник
Это тот самый прибор, который используют большинство домашних мастеров. За столетие изменился лишь материал ручки и изоляция сетевого шнура. Конструкция оптимальна для мощности 25-250 ватт. По цене конкурентов не имеет.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.

Паяльник с керамическим нагревателем
Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые
Сзади жала расположена миниатюрная газовая горелка, а в рукоятке — баллончик с газом. Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку.

Газовый паяльник
Отличается повышенной пожароопасностью.
Выбор мощности
Выбор мощности зависит от тех объектов, которые собираются спаивать:
- Тонкие проводки и электронные компоненты : 25-40 ватт.
- Проводники и детали толщиной до одного миллиметра: 40-80 ватт.
- Изделия толщиной до 2 мм: не менее 100 ватт.
Домашний мастер обычно покупает два электропаяльника:25-40 ватт для тонких работ и 60-100 ватт — для средних. Пайку кабелей и сосудов лучше поручить профессионалу, имеющему соответствующее оборудование и навыки.
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок — загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический — зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический — обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять — это значит, прежде всего, тщательно готовиться к операции.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки. Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Разогрев и выбор температуры
Для достижения оптимального режима температура соединяемых элементов должна быть на 60 -80 ⁰C выше температуры плавления припоя, а температура жала должна быть еще на 10-20 ⁰C выше.
На профессиональной паяльной станции выставляют температуру жала на 70-110 ⁰C больше температуры плавления. На обычном устройстве датчика температуры нет, поэтому пользуются следующим способом: при погружении жала в канифоль она должна бурно кипеть, с шипением и появлением характерного смолистого запаха, но не должна дымить и трещать — это означает, что жало перегрето.
Внесение припоя
В разогретую до требуемой температуры рабочую зону припой вносят двумя методами:
- В жидком виде, на кончике жала, применяется при соединении небольших элементов. Для этого касаются проволоки жалом, кусочек проволоки плавится и под действием сил поверхностного натяжения перетекает на жало, покрывая его тонким слоем. Капля при этом с жала свисать не должна.
- В твердом виде, поднося проволоку к рабочей зоне. Применяется при работе с крупными деталями.

Пайка твердым припоем
Важно следить за тем, чтобы не образовывались капли припоя — их надо сразу убирать
Какие существуют припои
В промышленности разработаны и применяются десятки различных марок для различных комбинаций спаиваемых материалов и различных методов спаивания. Правильно выбрать марку из этого разнообразия не так просто, для этого нужны систематические знания по материаловедению В домашней мастерской из всего этого многообразия можно вполне обойтись сплавами группы ПОС ХХ (оловянно-свинцовыми). Две цифры после названия обозначают процентное содержание олова в сплаве.
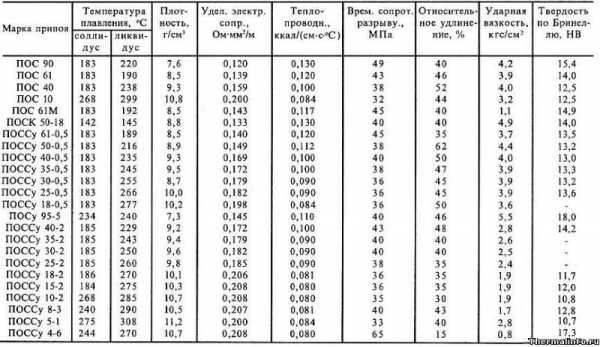
Свойства припоев
Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Как правильно паять паяльником несколько советов
Чтобы правильно и надолго припаять детали, следуйте нескольким советам:
- Тщательно готовьте поверхности.
- Правильно прогревайте рабочую зону, не допуская как недостаточного прогрева, так и перегрева.
- Не допускайте недостатка или излишка припоя в рабочей зоне. Его ровный слой должен полностью покрывать провода и контакты, но не должны образовываться капли и потеки.
- Правильно компонуйте рабочее место. Избегайте захламленности. Все должно быть под рукой.
- Придерживайте провода и выводы деталей пинцетом во избежание ожогов.
Как научиться паять паяльником
В качестве учебного задания прекрасно подойдет тренировка на обрезках проводов. Начать лучше с одножильных. Просто возьмите два проводка, и попробуйте их спаять. Когда удастся правильно спаять одножильные проводки (они перестанут отваливаться друг от друга), можно перейти на многожильные.
Признаки того, что вы научились паять правильно и у вас получилась качественное соединение:
- Поверхность затвердевшего припоя серебристая, с отблеском.
- Нет капель и потеков.
- Соединение прочное (не рвется руками).
- Изоляция не оплавлена.
Далее можно продолжать тренироваться на многожильных кабелях, а потом — на жилах большого сечения.
После завершения пайки
В том случае, когда концы проводов и контактную площадку подвергали обработке флюсом, по окончании операции его остатки необходимо удалить.
Ветошь или губку следует смочить в мыльном растворе и протереть место соединения. Далее его надо просушить сухой ветошью либо феном.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.

Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Мелкая пайка
При впаивании в печатную плату мелких деталей, таких, как электронные компоненты, нужно избегать двух ошибок:
- Перегрев. Он может привести к выходу их строя деталей и к отслоению проводящих дорожек.
- Избыток припоя. Остаточного тепла, содержащегося в его крупной капле, может хватить на то, чтобы вывести из строя транзистор или микросхему. Массы капли также бывает достаточно для того, чтобы в условиях вибрации или сильного удара оторвать дорожку.
По окончании пропаивания печатную плату следует покрыть специальным лаком, предохраняющим места соединений, детали и проводящие дорожки от влажности и коррозии.
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву. Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами. Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Микросхемы выпайка
По техническим условиям производителей, микросхемы после выпайки из платы не подлежат дальнейшему использованию — слишком высок риск перегрева. Однако народные умельцы ухитряются выпаивать микросхемы, прикладывая проволоку из нихрома к выпаиваемым ножкам для обеспечения теплоотвода. Но вероятность необратимого повреждения микросхемы все равно остается весьма высокой.
Заземление паяльника
Для работы с высокочувствительными электронными компонентами, которые могут быть выведены из строя зарядом статического электричества, следует использовать низковольтные электропаяльники. Их заземляют по специальной схеме, с применением понижающего трансформатора. Использование импульсных приборов недопустимо.
Кроме того, мастер должен надеть на запястье заземляющий браслет, подключенный гибким кабелем к массе печатной платы.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
Недопустимо придавливать спаиваемые предметы локтем, кистью, корпусом прибора или другими тяжелыми предметами.
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
что требуется для пайки с использованием канифоли
Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.
Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала — припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
- Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
- Обязательно потребуется припой, который очень важно грамотно подобрать. Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
- При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
- Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
- Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара.
- Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
- По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.
 Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
 Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
- Вначале подготовить провода. Для этого концы проводов, которые нужно припаять, предстоит хорошенько зачистить от изоляции. Все сращиваемые между собой проводки, как правило, изолируются посредством специальной термоусадочной трубки. Если такая трубка присутствует, то её нужно обрезать при помощи острого ножа таким образом, чтобы длина выходила на 2−7 мм за пределы всех швов. Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
- Затем соединяемым концам проводов нужно обеспечить качественное механическое соединение. Для этого два конца провода перекручиваются между собой так, чтобы их центры плотно пересекались друг с другом. После этого конец одного провода следует скрутить вдоль длины кабеля. Туже самую манипуляцию следует проделать и со вторым концом другого провода.
- Затем нужно поставить нагреваться паяльник, чтобы вначале залудить провода, а затем прогреть их. Для этого нагретый паяльник опускается в канифоль и берётся немного припоя, после чего прибором проводится пару-тройку раз по концам провода. В ходе лужения провод следует поворачивать и прогревать, что поможет обеспечить равномерное покрытие канифолью.
- По окончании работы готовый провод следует заизолировать. Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.
Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное — не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Подводя итоги
Паяльник — это универсальный инструмент, при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности.
Простота эксплуатации прибора позволяет любому мужчине научиться им пользоваться в кратчайшие сроки.
И что немаловажно: для работы с паяльником не требуется наличие каких-либо профессиональных навыков.
tokar.guru