Токарно-карусельные станки: технические характеристики, модели
Существует довольно много типов различных заготовок, некоторые имеют большой вес или диаметральный размер, у других преобладают линейные размеры. Для получения некоторых из них, имеющих большой диаметр и малую длину, проводится установка на токарно-карусельный станок для последующей обработки. Важным моментом назовем то, что универсальный токарно-карусельный станок сегодня встречается крайне редко по причине распространения лобовых токарных агрегатов. Все токарно-карусельные станки оснащаются паспортом, в котором указывается производителем наиболее важная информация.
 Токарно-карусельные станки
Токарно-карусельные станкиОбласть применения и достоинства
Карусельный станок имеет устройство, подходящее для получения деталей путем метода точения. Например, можно получить болванки для изготовления зубчатых колес. Технические характеристики токарно-карусельных станков определяют возможность проведения следующих операций:
- Обычное токарное точение.
- Нарезка резьбы.
- Подрезание торцов.
- Зенкирование.
- Создание канавок.
- Сверление и растачивание.
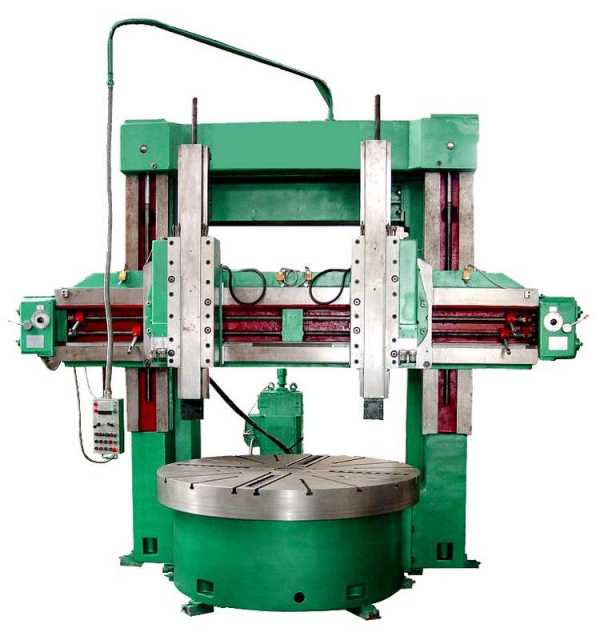
Основные части одностоечного токарно-карусельного станка
Рассматривая назначение карусельного станка, следует уделить внимание тому, что установка специальной оснастки позволяет проводить долбление, точение по копиру или фрезерование. Изготовить деталь токарно-карусельным станком можно в случае, если она из углеродистой стали, цветных металлов или чугуна. Назначение токарно-карусельных станков может быть специфическим, что следует учитывать.
Токарный станок карусельного типа обладает следующими достоинствами:
- Сегодня карусельный станок с ЧПУ или без этого блока устанавливается в производственных линиях, которые функционируют для получения высокоточных заготовок. При этом токарно-карусельный станок с ЧПУ позволяет существенно снизить вероятность появления брака.
- Проводимая модернизация токарно-карусельного станка упрощает управление оборудованием, так как для перемещения основных узлов устанавливается электрический или гидравлический привод. Примером можно назвать карусельный станок с ЧПУ, для правления которого устанавливается компьютер, обрабатывающий вводимую информацию оператором.
- Если рассматривать описание токарно-карусельных станков можно обратить внимание на то, что главное движение вращательное, передается на планшайбу с заготовкой.
- Ремонт токарно-карусельных станков в большинстве случаев проводится своими руками. Большинство моделей обладает высоким показателем ремонтопригодности, при правильной эксплуатации и своевременном обслуживании серьезные неисправности появляются очень редко.

Токарно-карусельный станок на производстве
Кроме этого схема токарно-карусельного станка снижает риск получения травмы. Этот момент определяет существенное повышение безопасности оператора при проведении различных операций.
Конструкция и основные узлы
Карусельный токарный станок имеет устройство, которое не схоже с устройством металлообрабатывающего оборудования других групп. Особенности заключаются в нижеприведенных моментах:
- Основные узлы токарно-карусельного станка представлены рабочим столом и приводом.
- Рассматривая токарно-карусельный станок, отметим установку планшайбы на столе. Именно она определяет особенности работы токарно-карусельного станка. Планшайба служит для закрепления заготовок, она может иметь различное сечение и диаметральный размер.
- Модели токарно-карусельных станков зачастую имеют горизонтальное расположение стола. За счет этого существенно упрощается установка заготовок с большим весом.
- Следует учитывать тот момент, что расточные станки токарно-карусельные или другого типа могут иметь как одну, так и две стойки. Двухстоечный токарно-карусельный станок получил большое распространение в случае обработки заготовок большого веса и размеров. Это связано с тем, что две стойки позволяют повысить жесткость конструкции для обеспечения наилучших условий обработки.
- Как ранее было отмечено, нарезка резьбы карусельными станками возможна только при установке дополнительной оснастки. Провести модернизацию токарно-карусельного станка может оператор при условии наличия специальной оснастки.
- Одностоечные варианты исполнения чаще всего имеют ЧПУ. В данном случае режимы резания для токарно-карусельных станков вводятся оператором. Диаметральный показатель в этом случае не превышает значения 150 сантиметров.
- Варианты моделей с двумя стойками могут применяться для обработки заготовок с диаметром более 165 сантиметров. Модели токарно-карусельных станков с двумя стойками также имеют элемент, называемый порталом. Его размещают между двумя стойками.
- Вариант с одной стойкой позволяет проводить обработку конических поверхностей. Назначение токарно-карусельных станков предусматривает наличие расточного суппорта, который имеет продольную каретку и поворотный узел, ползун и держатель для выбранного режущего инструмента.
- Многие токарно-карусельные станки имеют кинематическую схему, которая предусматривает передачу усилия на револьверного суппорта. Подобный токарно-карусельный станок имеет электрическую схему, которая предусматривает установку нескольких электрических двигателей, каждый отвечает за передвижение определенного органа, к примеру, револьверного суппорта. Рассматривая паспорт некоторых токарно-карусельных станков уделяют внимание возможность установки нескольких режущих инструментов. Технические характеристики револьверной головки токарно-карусельных станков предусматривают установку специальных державок. Одностоечный карусельный станок имеет назначение, связанное с бесперебойной работой благодаря установке только одного суппорта и револьверной головкой. Одностоечный и двухстоечный токарно-карусельный станок могут иметь траверсу, по которой суппорт передвигается в ручном или автоматическом режиме.
- Многие одностоечные модели имеют дополнительный суппорт, расположенный на боковой стороне стойки. Дополнительный суппорт имеет универсальный держатель, в котором также проводится крепление инструмента. Токарный станок карусельного типа с дополнительным суппортом также применяется для того, чтобы обработать деталь за самое короткий срок. Перемещается устройство в горизонтальной и вертикальной плоскости при автоматическом или ручном управлении. Применение подобного оборудования позволяет существенно ускорить обработку, так как резание проводится инструментом, устанавливаемым в револьверной головке и боковом суппорте. Подобное устройство высоко эффективно при больших габаритах заготовок.

Планшайба токарно-карусельного станка
Режимы резания могут устанавливаться через блок управления, который размещается на стойке. Станки токарно-карусельные с ЧПУ имеют блок управления, который позволяет вводить программу или контролировать положение всех узлов.
Основные критерии выбора
Рассматривая основные параметры, по которым определяются особенности оборудования, нужно уделить внимание нижеприведенным моментам:
- Показатель мощности. Как ранее было отмечено, карусельные станки могут иметь несколько электрических двигателей. Стандартная кинематическая схема предусматривает наличие одного основного электрического мотора, а также несколько дополнительные, которые позволяют точно управлять узлами или предназначены для подачи СОЖ. Тот момент, что данная группа оборудования предназначена для обработки больших заготовок, электрическая схема предусматривает суммарную мощность более 10 кВт.
- Количество скоростей. Карусельные станки снабжают кинематикой с возможностью установки определенной скорости. Согласно разработанной технологии обработки скорость резания варьирует в большом пределе.
- Угол наклона суппорта. В данном приспособлений устанавливается конструкция, которая позволяет изменять угол наклона суппорта. Это необходимо для получения деталей с самой различной геометрией.
- Количество оборотов планшайбы в минуту. Карусельные станки имеют одну важную особенность: планшайба также может совершать вращение вокруг своей оси. За счет этого обработка существенно упрощается и ускоряется.
- Сечение шайбы.
- Диапазон, в котором может передвигаться поперечина в случае двухстоечной модели. Одностоечный вариант исполнения не имеет поперечины, что существенно уменьшает размер обрабатываемых заготовок.
- Наибольшее расстояние в горизонтальной и вертикальной плоскости, на которое могут перемещаться узлы.
- Высота и сечение заготовок, которые могут обрабатывать карусельные станки.
- Количество инструментов, которые можно установить в револьверный аппарат для их смены. Стоит учитывать, что револьверная головка свойственна моделям с ЧПУ, или тем, которые могут проводить обработку в автоматическом режиме благодаря другим устройствам управления.
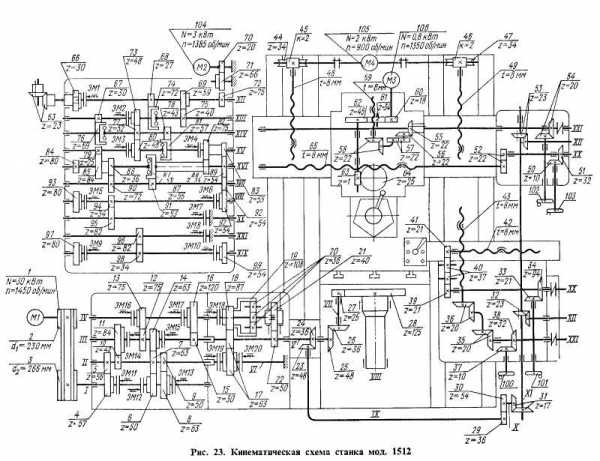
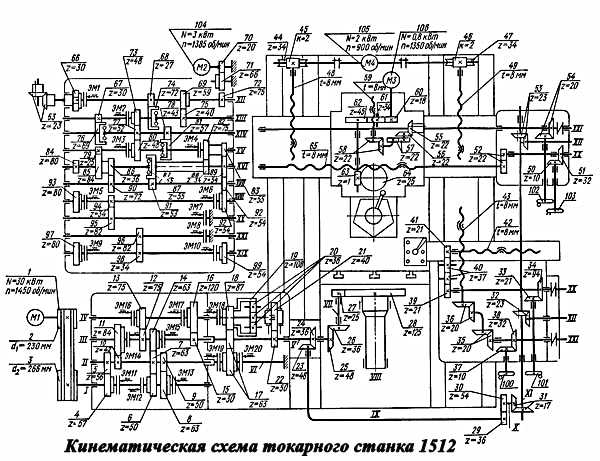
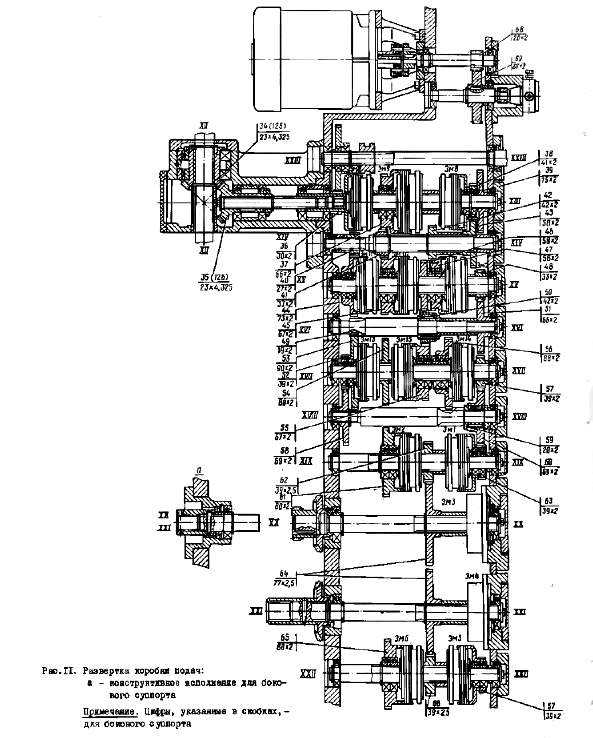
Кинематическая схема токарно-карусельного станка на примере модели 1512
Ремонт токарно-карусельных станков проводится намного реже по причине того, что на основные узлы оказывается невысокая консольная нагрузка в сравнении с оборудование обычной токарной группы.
Принцип действия
Рассматривая описание станков карусельной группы уделяется внимание тому, какие узлы будут получать вращение или возвратно-поступательное движение. Токарно-карусельный станок с ЧПУ или без него имеют следующие особенности:
- Суппорты передвигаются благодаря движению подачи. Режущий инструмент должен крепиться в суппортах, их положение меняется в ручном режиме или через автоматическую подачу.
- Вращение передается планшайбе. Рассматриваемому оборудованию свойственно то, что основной привод связан именно с этим элементом конструкции, в котором проводится крепление заготовки.
- Есть весьма большое количество дополнительные движений, которые могут упростить процесс обработки. Примером назовем револьверный аппарат, в котором устанавливается инструмент для растачивания или выполнения других операций. Смена инструмента проводится путем его поворота вокруг своей оси. При нарезании резьбовых поверхностей устанавливается дополнительная оснастка, у некоторые моделей возвратно-поступательное движение получает и стол, вращение передается инструментам. Движение передается и траверсе.
Однако принцип действия токарно-карусельного станка с ЧПУ несколько отличается, о чем далее поговорим подробно.
Модели с ЧПУ
Токарно-карусельные станки с ЧПУ не имеют бокового суппорта, так как конструкция суппорта существенно усложняется.
Многие предпочитают изготавливать требуемые детали именно на данном оборудовании по следующим причинам:
- Блок управления позволяет задавать количество оборотов планшайбы. При этом оператор может задать параметры с высокой точностью.
- Для работы могут устанавливаться инструменты, режущая кромка которых изготавливается из износостойкой стали. За счет этого можно существенно ускорить процесс резания.
- Обработка зачастую проводится в автоматическом режиме под управлением компьютера, что существенно упрощает резьбонарезные модели в применении. Ведь во многих случаях именно ошибка, которая допускается оператором, становится причиной возникновения брака.
- Для применения подобного оборудования достаточно иметь в штате технолога, который должен написать программу под получение определенных деталей.
- Точность получаемых размеров может быть весьма велика. Станок данной группы может быть расточным или универсальным, предназначен для выполнения других операций.
- Электросхема современных станков позволяет существенно снизить электрические расходы. Для этого проводится установка электродвигателей с высокой экономичностью и КПД. Как и обычных моделей, на версии с ЧПУ устанавливается несколько электродвигателей, каждый отвечает за выполнение определенных задач.

Токарно-карусельный станок с ЧПУ
В общем можно сказать, что будущее различных производственных отраслей именно за станками с ЧПУ. Они обладают повышенной производительностью, позволяют получать высокоточные детали. При этом размеры конструкции с каждым годом уменьшают, а область обработки закрывают защитным кожухом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарно-карусельные станки
Содержание страницы
1. Основные особенности токарно-карусельных станков
Типовые компоновки токарно-карусельных станков (ТКС) обусловлены тем, что их обычно применяют для обработки концентрических деталей больших габаритов и массы Такими деталями являются маховики, шкивы, зубчатые колеса больших размеров, диски турбин и т п , установка которых на планшайбах и в патронах с горизонтальной осью токарных и лоботокарных станков затруднена или невозможна из-за очень большого диаметра детали или из-за большого вращающего момента, выворачивающего деталь из кулачков патрона. На ТКС планшайба совершает вращательное движение вокруг вертикальной оси, и заготовка прижимается к ней всей своей массой, что облегчает ее установку и выверку Кроме того, шпиндель разгружен от изгибающих сил, что обеспечивает более высокую точность обработки детали.
Движение подачи сообщается инструменту На легких и средних ТКС обрабатывают детали с отношением длины к диаметру L/D < 1, на тяжелых — L/D ≤ 0,5. На ТКС можно выполнять почти все токарные операции: обработку резцом наружных и внутренних поверхностей вращения разного профиля, центральных отверстий с помощью осевого инструмента, установленного в револьверной головке.
Первый токарно-карусельный станок изготовил в 1839 г. швейцарец И. Г. Бодмер. Предполагают, что эти станки появились в результате развития токарно-лобовых станов.
В советском станкостроении был принят ряд типоразмеров универсальных токарно-карусельных станков — по наибольшему диаметру обрабатываемой заготовки Каждая последующая модель станка позволяет устанавливать заготовку диаметром в 1,26 раза большим диаметра предыдущей заготовки. Соответственно, диаметры обрабатываемых заготовок составляют 800, 1000, 1250, 1600, 2000, 2500, 3150, 4000, 5000, 6300, 8000, 10 000, 12 500, 16 000 и 20 000 мм. Этой же геометрической прогрессией определяется и наибольшая высота заготовки, обрабатываемой на станке, — от 800 до 6300 мм.
В составе индекса модели универсальных карусельных станков две первые цифры — 15, а последующие соответствуют наибольшему диаметру обрабатываемой заготовки. Например, станок с наибольшим диаметром обработки 0,8 м имеет индекс модели 1508, а станок с диаметром обработки 8 м — 1580. При использовании ЧПУ в конце обозначения добавляют Ф1 (цифровая индикация), Ф2 (позиционная система ЧПУ), Ф3 (контурная система ЧПУ) и т д При наличии инструментального магазина добавляется буква М, например 1516МФ3.
Основными характеристиками ТКС являются наибольший диаметр обрабатываемой детали и ее высота Универсальные ТКС выпускаются с планшайбами диаметром 710. . .8750 мм (наибольший диаметр обработки 800 10 000 мм), станки с диаметром обработки 3200 мм и более относятся к уникальным станкам. Есть станки, на которых обрабатывают детали диаметром до 25 м, например станки Коломенского ЗТС Масса таких станков достигает 1310 т.
На станках можно выполнять внутреннее и наружное цилиндрическое и коническое растачивание и обтачивание, торцовое точение со ступенчато-постоянной скоростью резания, сверление, зенкерование и развертывание отверстий в центре деталей, а также нарезание резьбы и обработку фасонных поверхностей при применении электрокопировального устройства.
2. Виды компоновок токарно-карусельных станков
Универсальные ТКС выполняются в одностоечном (рис. 1, б) (наибольший диаметр обработки до 1600 мм) или двухстоечном (рис. 1, а) (наибольший диаметр обработки свыше 2500 мм) конструктивном варианте, в нормальном, легком и тяжелом исполнениях. Одностоечные станки имеют один вертикальный суппорт с пятипозиционной револьверной головкой, который перемещается по горизонтальным направляющим поперечины, и один горизонтальный суппорт с четырехпозиционным резцедержателем, перемещающийся по вертикальным направляющим стойки Ползуны вертикального и горизонтального суппортов имеют, соответственно, вертикальный и горизонтальный рабочий ход. Двухстоечные станки выполнены с неподвижным порталом, по стойкам которого перемещается поперечина с двумя вертикальными суппортами. По заказу двухстоечные станки могут комплектоваться одним или двумя горизонтальными суппортами.
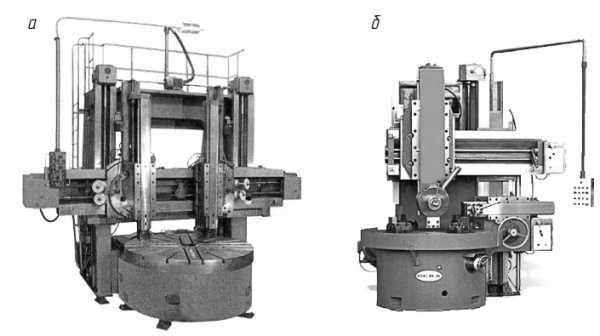
Рис. 1. Основные модификации токарно-карусельных станков
Наиболее типичные компоновки токарно-карусельных станков приведены на рис. 2.
Одностоечные станки для обработки деталей типа шайб и дисков выполняются с неподвижной поперечиной (рис. 2, а), а с подвижной поперечиной — для деталей высотой, примерно равной диаметру или несколько большей. Такие станки обычно имеют один вертикальный суппорт на поперечине и один горизонтальный суппорт, перемещающийся по вертикальным направляющим станины (рис. 2, б). У станков с неподвижной поперечиной часто есть только вертикальный суппорт с револьверной головкой, Хотя на поперечине могут быть и два суппорта (рис. 2, в). Есть одностоечные станки без поперечины. Салазки суппортов с горизонтальным ползуном у таких станков перемещаются непосредственно по вертикальным направляющим станины Примером такой компоновки могут служить односуппортные станки-полуавтоматы немецкой фирмы Schiess с диаметрами обрабатываемой детали 900. . .1400 мм и двухсуппортные итальянской фирмы Giana. Находят применение также станки, имеющие консольную поперечину (рис. 2, г).
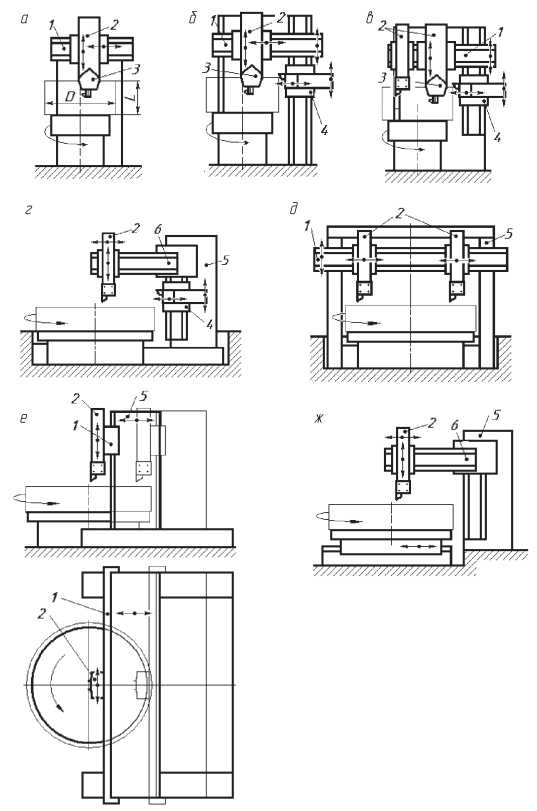
Рис. 2. Схемы основных видов токарно-карусельных станков: 1 — траверса; 2 — вертикальный суппорт; 3 — револьверная головка; 4 — боковой суппорт; 5 — стойка; 6 — консоль.
При двухстоечной компоновке портал неподвижно связан со столом (рис. 2, д) или (у станков с шириной портала более 10 м) может смещаться относительно стола по направляющим основания (рис. 2, е). Смещение портала позволяет обрабатывать детали на 25 % большего диаметра и значительно облегчает их установку на планшайбе станка. Есть станки, у которых смещается планшайба с установленной на ней деталью (рис. 2, ж) .
Двухстоечный станок с перемещающейся при наладке вверх и вниз поперечиной имеет высокую жесткость замкнутой рамы- портала, что позволяет вести обработку двумя суппортами на предельно допустимых режимах резания Для расширения технологических возможностей станки с диаметром обработки до 5,0. . . 6,5 м часто снабжают еще и горизонтальным суппортом на правой стойке Но при двухстоечной компоновке станка диаметр устанавливаемой детали ограничивается размерами портала. На двухстоечных станках больших размеров неэффективно используется горизонтальный суппорт, а из-за невозможности получения больших оборотов планшайбы снижается эффективность обработки вертикальными суппортами деталей небольших размеров Свои недостатки имеют и станки со сдвижным порталом.
По сравнению с двухстоечными, одностоечные станки с консольной поперечиной, имея меньшую жесткость, находят применение в случаях, когда обрабатываемые детали имеют кольцевую форму, а обработка деталей больших размеров требуется периодически. На них можно обрабатывать довольно крупные детали. Так станок фирмы CKD (бывшая Чехословакия) допускает обработку деталей диаметром до 14,5 м, а итальянской Innocenti — до 25 м. Установка тяжеловесных деталей несимметричной формы на консольных станках удобнее, чем на двухстоечных.
Получают распространение перестраиваемые станки и станки свободной компоновки, позволяющие создавать из стандартных модулей различные варианты одностоечных и двухстоечных станков, приспособленных к особенностям конфигурации и размеров обрабатываемых деталей. На рис. 3, а-г приведены варианты таких станков немецкой фирмы Schiess Froriep, а на рис. 3, д-е — польские станки Rafamet. Эти станки позволяют выполнять черновую и чистовую обработку деталей диаметром до 9000 мм и массой до 100 т.
Привод и планшайба представляет собой самостоятельный агрегат, который жестко крепится на фундаменте, соединяясь с порталом или независимо от него. Мощность главного привода до 100 кВт.
Перестраиваемые станки выпускают японская фирма Toshiba (рис. 3, ж, з) и Коломенский завод тяжелого станкостроения (рис. 3, и – н).
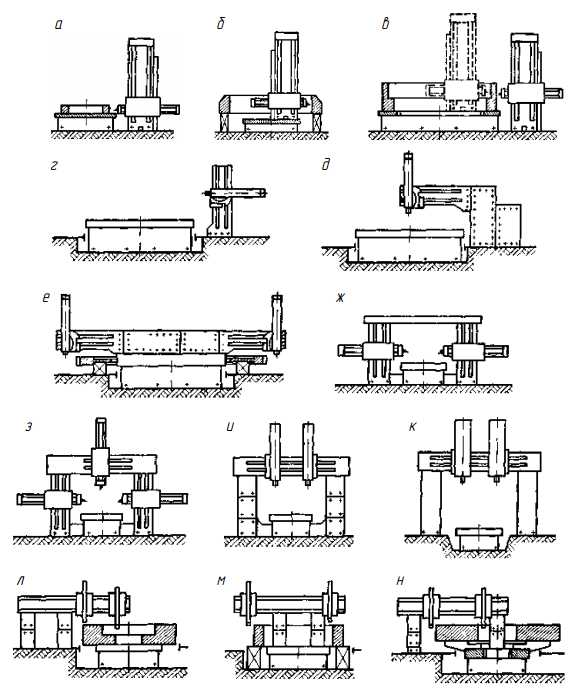
Рис. 3. Токарно-карусельные станки перестраиваемой компоновки
Специальные ТКС, изготовленные на базе универсальных, имеют увеличенную или уменьшенную высоту обработки, специально оговоренные число и конструкцию горизонтальных и вертикальных суппортов, зажимных устройств, дополнительные приводные головки (фрезерные, шлифовальные, сверлильно-расточные), приспособления и устройства для отсчета углов поворота планшайбы, растачивания глубоких отверстий, прорезания кольцевых пазов и канавок, обтачивания и растачивания конусов, копировальной обработки фасонных поверхностей вращения, нарезания резьбы, работы по упорам и т д Сейчас все больше токарно-карусельных станков оборудуются системами ЧПУ разного уровня.
3. Устройство одностоечного токарно-карусельного станка
Конструкцию и основные узлы рассмотрим на примере токарнокарусельных станков моделей 1541 и 1531М (различаются тем, что на первом обрабатывается деталь диаметром до 1600 мм, а на втором — до 1250 мм, но имеют одинаковую конструкцию).
Универсальные одностоечные ТКС 1541 и 1531М имеют следующие узлы (рис. 4): стол 1, ограждение 2, планшайбу 3, подвесной кнопочный пульт 4, вертикальный суппорт 5, станину 6, поперечину 7, коробку подач вертикального суппорта 8, боковой суппорт 9, коробку подач бокового суппорта 10 и не видимые на рисунке коробку скоростей, механизм передачи на подачу, гидроуправление, механизм перемещения поперечины, маслопровод, электрооборудование. Отличительной особенностью станков является выполнение большинства узлов в отдельных корпусах, что облегчает их сборку не только при изготовлении, но и при ремонте.
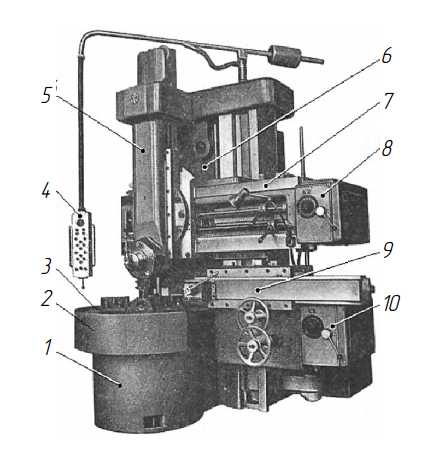
Рис. 4. Общий вид токарно-карусельного станка модели 1531М
Станина
6 служит для всех узлов станка основанием, обеспечивающим их правильное взаимное расположение и перемещение Станина воспринимает воздействие от сил резания и массы узлов и представляет собой пустотелую отливку, усиленную ребрами жесткости так, что при сравнительно небольшой массе она обладает достаточными прочностью и жесткостью Спереди к станине присоединен стол 1 с планшайбой 3. На лицевой стороне станины имеются направляющие, по которым перемещаются поперечина 7 и боковой суппорт 9. Справа к станине приваривается корпус механизма передачи на подачу, а сверху крепится механизм перемещения поперечины Сзади внутрь станины вставляется коробка скоростей Нижняя внутренняя полость станины используется как резервуар для масла, который питает централизованную систему смазки коробки скоростей и стола Сзади станины имеется ниша, в которой размещается электрооборудование станка.Коробка скоростей служит для передачи вращательного движения от электродвигателя к планшайбе, ее пуска, останова и изменения чисел оборотов. Коробка состоит из двух соединенных между собой частей: собственно коробки скоростей и коробки перебора. Она имеет шесть основных валов, смонтированных на подшипниках качения. Вращение на входной вал коробки передается от электродвигателя главного привода через клиноременную передачу Пуск и останов планшайбы осуществляются при помощи фрикционной многодисковой муфты двухстороннего действия.
Изменение чисел оборотов планшайбы осуществляется ступенчато, что достигается переключением шестеренных блоков Всего коробка скоростей сообщает планшайбе 18 ступеней чисел оборотов Применение гидравлики значительно упрощает управление коробкой скоростей и позволяет вести его дистанционно с подвесного кнопочного пульта Перемещение подвижных блоков зубчатых колес по шлицевым валам коробки скоростей осуществляется гидравлической системой станка.
Для предотвращения возможности переключения скоростей во время вращения планшайбы, что могло бы привести к аварии, служит реле контроля скорости, благодаря которому переключение возможно только при остановленной планшайбе.
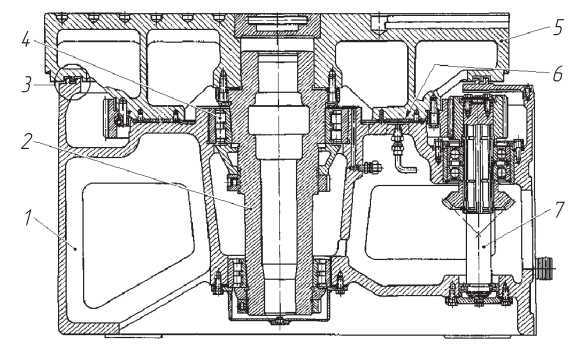
Рис. 5. Стол токарно-карусельного станка модели 1531М
Стол (рис. 5) является наиболее важным узлом, от которого зависят геометрическая точность и шероховатость обрабатываемых деталей. Узел состоит из корпуса стола 1, планшайбы 5 со шпинделем 2, круговых направляющих 6 и привода планшайбы 7. Несмотря на разные диаметры обрабатываемых деталей, принципиальных конструктивных различий между столами станков 1541 и 1531М нет. Детали узлов подобны и различаются в основном размерами.
Корпус стола — это чугунная отливка с развитой системой ребер, придающих ему большую жесткость Для жесткого скрепления со станиной у корпуса стола есть развитый по периметру пла- тик с отверстиями для крепления На верхней плоскости корпуса стола есть кольцевая канавка, в которую входит соответствующий выступ планшайбы, образуя лабиринт 3. Это препятствует разбрызгиванию смазки и защищает от попадания внутрь стола стружки, чугунной пыли, эмульсии и других загрязняющих элементов. Привод планшайбы осуществляется от коробки скоростей.
Шпиндель, жестко связанный с планшайбой, имеет в качестве опор двухрядные роликовые подшипники 4 с коническим посадочным отверстием внутреннего кольца Для восприятия вертикальных усилий от массы обрабатываемой детали и планшайбы и вертикальных составляющих сил резания служат плоские кольцевые направляющие из текстолита.
Планшайба представляет собой полый диск с рядом внутренних радиальных ребер На верхней плоскости планшайбы имеются.
Т-образные пазы для закрепления зажимных кулачков и специальных приспособлений или для непосредственного крепления обрабатываемых деталей. Для точной установки по центру деталей или приспособлений в планшайбе сделана центрирующая расточка, предохраняемая от забоин специальной заглушкой. Станок в основном исполнении поставляется с четырьмя кулачками для крепления обрабатываемых деталей. Каждый кулачок может перемещаться независимо от других. Чтобы предотвратить сбрасывание незакрепленных кулачков с планшайбы во время ее вращения, в подошву корпуса кулачка запрессован штырь, головка которого входит в отверстие в планшайбе.
Коробки подач служат для сообщения суппортам рабочих подач и быстрых установочных перемещений. Конструкции коробок подач бокового и вертикального суппортов одинаковы. Коробка подач вертикального суппорта крепится на правом торце поперечины, а бокового — непосредственно к его корпусу.
Привод коробки подач осуществляется от вертикального шлицевого вала, получающего вращение с выходного вала коробки скоростей через механизм передачи на подачу. Коробки подач сообщают суппортам 18 разных скоростей: от 0,04 до 16 мм/об. Выпускаются ТКС с диапазоном регулирования подач R = 10 000. Применение электромагнитных муфт обеспечивает дистанцион- ность управления рабочими подачами и быстрыми установочными перемещениями с подвесного кнопочного пульта и позволяет переключать подачи при вращающейся планшайбе. Быстрые установочные перемещения суппортов осуществляются от отдельных электродвигателей. Для предотвращения поломок зубьев шестерен при включении быстрых установочных перемещений во время вращения планшайбы есть обгонная муфта, которая в это время отключает рабочую подачу.
На вертикальных направляющих станины размещается поперечина. Она может устанавливаться на направляющих станины в любом положении, при этом фиксируется, что повышает жесткость сопряжения узлов и способствует улучшению точности обработки.
Корпус поперечины — чугунная отливка коробчатой формы, усиленная ребрами. Спереди корпус поперечины имеет горизонтальные прямоугольные направляющие, по которым перемещается вертикальный суппорт. Между горизонтальными направляющими в нише размещены ходовой вал и ходовой винт. Поперечина имеет вертикальное установочное перемещение по направляющим станины, реализуемое механизмом перемещения поперечины и ограничиваемое конечными выключателями Механизм перемещения поперечины состоит из червячного редуктора, приводимого в движение от отдельного реверсивного электродвигателя.
Для компенсации прогиба поперечины от массы нескольких суппортов между ее лицевыми направляющими на салазках суппортов размещают устройство компенсации прогиба.
Вертикальный суппорт состоит из нижней части — поперечных салазок, перемещающихся по горизонтальным направляющим поперечины; верхней части — поворотных салазок, которые могут поворачиваться вокруг своей оси; ползуна с револьверной головкой, перемещающегося в направляющих поворотных салазок, и механизмов привода движения суппорта и ползуна На жесткий цилиндрический палец ползуна посажена револьверная головка с пятью гнездами — отверстиями для крепления инструмента Посредством рукоятки револьверную головку можно поворачивать на 360° и фиксировать в пяти основных положениях.
На направляющих салазок сделаны текстолитовые накладки, что способствует гашению вибрации и повышает износоустойчивость направляющих.
На передней плоскости поперечных салазок сделан круговой Т-образный паз, в который входят болты крепления поворотных салазок, имеющих возможность поворачиваться на штыре на 45° как в одну, так и в другую сторону Поворот осуществляется вручную (у двухстоечных станков угол поворота суппорта от вертикали 30° в ту и другую стороны). Горизонтальные перемещения суппорта по направляющим поперечины осуществляются при помощи ходового винта и гайки, жестко связанной с суппортом Горизонтальные перемещения суппорта ограничены конечными выключателями. Для грубой установки суппорта по центру служит жесткий откидной упор, точная установка производится по индикатору.
Для облегчения ручных перемещений ползуна и односторонней выборки зазоров ползун с револьверной головкой уравновешивают грузом, который расположен на стойке, установленной на поворотных салазках, и связан с ползуном через блоки стальным канатом.
Боковой суппорт перемещается по вертикальным направляющим станины. Ползун бокового суппорта перемещается в горизонтальном направлении, имеет четырехгранную поворотную резцовую головку, которая посажена на палец, жестко связанный с ползуном. Резцовая головка, помимо основных четырех положений, может фиксироваться в положении под углом 45° к основному.
С задней стороны корпуса имеются направляющие для вертикального перемещения суппорта, а с передней — направляющие, по которым двигается ползун Ползун и суппорт можно перемещать как вручную, так и механически.
Гидравлическая система станка служит для управления главным приводом (переключение скоростей, пуск и останов планшайбы, резкий пуск и останов планшайбы на двух нижних числах оборотов) и освобождения поперечины перед ее перемещением.
Настройка станка выполняется следующим образом. Выбор и установка требуемого числа оборотов планшайбы производится поворотом в соответствующее положение рукоятки выбора оборотов, включение вращения планшайбы — кнопкой «Пуск» планшайбы Переключение чисел оборотов планшайбы возможно только при остановленной планшайбе. Если же рукоятку выбора оборотов повернуть при включенной планшайбе, то переключения скоростей не произойдет и планшайба будет продолжать работать на ранее установленной скорости Резкий пуск и останов планшайбы необходим для установки, выверки и крепления изделия на станке и возможен только на двух меньших скоростях.
Управление рабочими подачами и быстрыми установочными перемещениями вертикального и бокового суппортов совершенно одинаково и осуществляется рукоятками на коробке подач соответствующего суппорта и кнопками того же суппорта на подвесном кнопочном пульте Перемещения поперечины выполняются двумя кнопками: «Поперечина вверх» и «Поперечина вниз», — расположенными на подвесном кнопочном пульте, и только при остановленной планшайбе.
Обрабатываемые изделия могут крепиться на станке при помощи зажимных кулачков или в специальных приспособлениях, или непосредственно на планшайбе При чрезмерном зажатии возможна деформация планшайбы В зависимости от числа оборотов планшайбы меняется наибольшая масса закрепляемой детали.
Допустимое усилие резания на суппортах зависит от вылетов ползунов.
4. Кинематическая схема токарно-карусельного станка
Кинематическая схема станка модели 1531М представлена на рис. 6.
Вращение на входной вал коробки скоростей передается от электродвигателя 1 главного привода через клиноременную передачу 31-2.
Ступенчатое изменение чисел оборотов планшайбы осуществляется перемещением блоков зубчатых колес. Вал IV коробки получает шесть ступеней чисел оборотов путем переключения тройного блока 5-6-7 на валу II и двойного блока 27-28 на валу IV. Далее передача может идти либо непосредственно с вала IV на вал VI через муфту Mi, либо через перебор. Включение перебора осуществляется через колеса 23-10 при рассоединенной муфте М1 перемещением двойного блока 11-12 для включения колес 22 или 18. Перебор дает еще 12 ступеней чисел оборотов планшайбы.
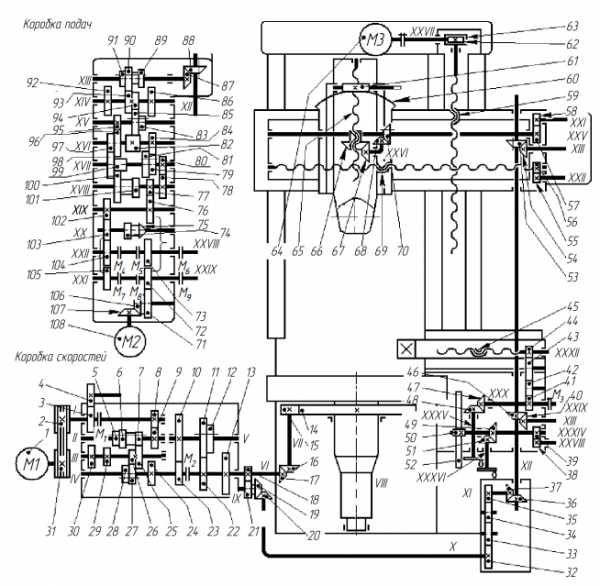
Рис. 6. Кинематическая схема токарно-карусельного станка модели 1531М
Привод планшайбы осуществляется от коробки скоростей. На вертикальном валу VII стола посажена коническая шестерня 16, которая находится в зацеплении с конической шестерней 17 коробки скоростей. Далее передача идет с вала VII на шпиндель VIII с планшайбой через зубчатую пару с косым зубом 15-14.
Привод коробки подач осуществляется от вертикального шлицевого вала XII, получающего вращение с выходного вала VI коробки скоростей через вал Х и механизм передачи на подачу.
Посредством установки в различные положения блока 89-90-91 и двойного блока 83-85 вал XVI коробки подач получает шесть ступеней оборотов. Далее в зависимости от положения блока 79-81 и не показанной на схеме муфты передача идет или непосредственно с вала XVI на вал XVII через зубчатую пару 84-81, или 81-101, или 100-101, что увеличивает количество подач в три раза (на схеме не показана муфта, позволяющая выполнить эти переключения). Затем передача с вала XVII идет на валы XVIII и XIX коробки.
На валу XIX коробки посажены шестерня 76, находящаяся в зацеплении с шестернями 73 и 72, и шестерня 102, которая через промежуточную шестерню 103 связана с шестернями 104 и 105. Шестерни 73, 72 и 104, 105 смонтированы на выходных валах XXI и XXII коробки подач горизонтального и вертикального перемещений суппорта На этих же валах установлены по три электромагнитные муфты М4-М9, связывающие зубчатые колеса 104, 73, 105, 72 с валами. В зависимости от требуемого направления подачи (вверх, вниз, вправо, влево) включается одна из четырех рабочих муфт и выходной вал получает вращение, передавая его суппорту Две тормозные муфты служат для гашения инерции суппортов и устранения их перебегов.
Установочные перемещения суппортов осуществляются от электродвигателей М2
Поперечина имеет вертикальное установочное перемещение по направляющим станины, осуществляемое механизмом перемещения поперечины, состоящим из приводимого в движение от отдельного реверсивного электродвигателя М3 червячного редуктора 62-63.
Поперечные салазки вертикального суппорта перемещаются по горизонтальным направляющим поперечины от винтовой пары 69, а верхняя часть, поворотные салазки, которые могут поворачиваться вокруг своей оси на угол ±45° с помощью червячной пары 61-60, и ползун с револьверной головкой перемещаются винтовой парой 65-66 в направляющих поворотных салазок. Эти движения обеспечиваются коробкой подач вертикального суппорта.
Ползун и боковой суппорт могут перемещаться как вручную, так и механически. Рабочие подачи и быстрые установочные перемещения сообщаются суппорту его коробкой подач. Движение с выходного вала XXVIII коробки подач (вертикальное перемещение) передается на вал XXXIV суппорта и далее на реечное зубчатое колесо 50 и рейку 52, жестко связанную со станиной. При горизонтальном перемещении движение с выходного вала XXIX коробки подач передается на вал XXX суппорта, колеса 41-42-43-44 — на пару «винт — гайка» 45.
6. Тенденции развития токарно-карусельных станков
Развитие конструкций ТКС направлено на расширение их технологических возможностей, повышение уровня автоматизации управления, производительности и точности обработки, надежности при эксплуатации. Для решения этой задачи универсальные ТКС дополнительно оснащают устройствами ЧПУ, суппортами многоцелевого назначения, устройствами автоматической смены инструментов и заготовок, приводами подач с высокоточным линейным и круговым позиционированием, устройствами контроля размеров деталей непосредственно на станке.
В станках с ЧПУ вертикальный суппорт чаще всего оснащают четырех- или пятипозиционной револьверной головкой с автоматизированным поворотом для смены инструментов. Инструменты устанавливают в головке и закрепляют вручную У станков с автоматической сменой инструментов вертикальный суппорт оснащают устройством для автоматического базирования и крепления инструмента на ползуне, сменными сверлильными и фрезерными головками. В суппорт встраивают дополнительный привод для инструмента. Некоторые современные ТКС, например модели 1С528МФ4, имеют поворотный суппорт, оснащенный механизмом автоматического углового позиционирования на любой заданный угол с дискретностью до 0,001° . Такой механизм дает угловое позиционирование ползуна вертикального суппорта с точностью до ±15″ .
Одностоечные ТКС серии «А»
Рис. 7. Токарно-карусельный одностоечный станок с ЧПУ модели 1А516МФ3
(рис. 7, табл. 1) оснащены устройством числового программного управления класса CNC. Они имеют ползун вертикального суппорта сечением 210 х 210 мм, магазин на 7-12 инструментов, трехступенчатый редуктор привода главного движения с регулируемым электродвигателем постоянного или переменного тока Точность перемещения суппортов на этих станках обеспечивается применением у салазок и ползунов комбинированных направляющих (качения и скольжения) с накладными закаленными планками, а также автоматической выверкой параллельности положения поперечины относительно базовой поверхности планшайбы. Привод перемещения ползунов и салазок суппортов осуществляется шариковыми винтовыми парами.
Таблица 1
Технические характеристики токарно-карусельного одностоечного станка с ЧПУ модели 1А516МФ3
| Характеристика | Значение |
| Наибольшие размеры обрабатываемой заготовки, мм: | |
| диаметр | 1600 |
| высота | От 1250 до 1600 |
| Диаметр планшайбы, мм | 1400 |
| Наибольшая длина хода ползуна суппорта, мм | 1250 |
| Частота вращения планшайбы (регулирование бесступенчатое) | От 0,8 до 330 |
| Рабочая подача суппорта по каждой оси (регулирование бесступенчатое), мм/об. | 0,01…100 |
| Дискретность задания перемещений, мм | 0,001 |
| Мощность привода главного движения, кВт | 55 |
В станке три управляемые координаты и столько же одновременно управляемых. ЧПУ выполняет коррекцию размеров инструмента по длине и радиусу Система управления станком обеспечивает возможность включения станка в цеховую компьютерно-технологическую сеть с целью получения и обработки задания от цеховых средств измерения и передачи результатов измерений в цеховую сеть, привязку к базовым поверхностям деталей. Имеется диагностика неисправностей. В полуавтоматическом режиме выполняется обработка отверстия за один проход: вниз — черновая обработка, вверх — чистовая с обработкой галтелей на входе и выходе отверстия Измерительная система оценивает выполняемую обработку с целью минимизации объема снимаемого металла.
В станке предусмотрена коррекция частоты вращения планшайбы и величины подачи. Масса автоматически сменяемых инструментов может достигать 50 кг.
Устройства автоматической смены инструментов имеют разные компоновочные исполнения в зависимости от назначения ТКС и их технологических возможностей. Наиболее простые — с инструментальным магазином дискового типа с вертикальной осью вращения — предназначены для смены невращающихся резцедержателей. Применяют такую конструкцию на ТКС небольших размеров. Чтобы сократить время подхода суппорта к магазину, для смены инструментодержателей на ТКС некоторых моделей используют поворотный двухзахватный автооператор.
На столах станков с диаметром обработки 2500 мм и более взамен подшипниковых опор планшайбы все чаще применяют круговые гидростатические направляющие, что позволяет уменьшить радиальное и торцовое биение планшайбы до 5. . .10 мкм, повысить ее осевую и угловую жесткость, а также виброустойчивость станка Чтобы обработать торцовые и боковые поверхности карманов и цилиндрические отверстия, оси которых не совпадают с осью вращения заготовки, столы ТКС оснащают устройствами для углового позиционирования планшайбы и фиксации ее в заданном положении Точность углового позиционирования планшайбы при повороте на любой угол составляет от ±5″ до ±10″ . У современных ТКС стол с закрепленной на нем заготовкой перемещается со скоростью рабочей подачи в направлении, перпендикулярном к плоскости направляющих поперечины, величина этого перемещения обычно не превышает 0,75 наибольшего диаметра обработки.
Поскольку на токарно-карусельных станках обрабатывают тяжелые и очень тяжелые заготовки, то измерение полученных размеров весьма трудоемко. Поэтому на современных ТКС операции контроля выполняются непосредственно на станке в ходе обработки или после ее окончания. При этом в качестве измерительного средства используется измерительная система, имеющаяся в устройстве программного управления станком, дополненная датчиком — контактным щупом, закрепленным в ползуне суппорта вместо режущего инструмента. Использование ТКС с ЧПУ в качестве измерительного средства достаточно эффективно при измерении деталей с размерами свыше 1000 мм. При этом в несколько раз сокращается время измерений и повышается их достоверность, что во многих случаях позволяет отказаться от специальных измерительных инструментов. Наибольший экономический эффект достигается при контроле углового расположения обработанных поверхностей и формы криволинейных контуров детали.
Сейчас широкое распространение получают токарные вертикальные одно- и многошпиндельные станки. Они занимают нишу малых токарно-карусельных станков, так как диаметр обрабатываемой детали составляет 250. . .900 мм.
Просмотров: 164
extxe.com
Токарно-карусельный станок 1512: технические характеристики, схемы
Различные станки для обработки деталей – это одна из самых больших групп в металлорежущем оборудовании. Спектр компоновочных решений достаточно широк, чтобы технику можно было использовать в различных направлениях. Для подобных инструментов одним из типичных представителей называют модель токарно карусельного станка 1512.
Технические характеристики
Полностью технические характеристики описываются в руководстве по эксплуатации.
- Устанавливаемая заготовка может максимум иметь следующие параметры по массе, высоте и диаметру: 4000 килограмм, 1000 и 1250 миллиметров, соответственно.
- 11200 – диаметр самой платформы.
- 5-250 оборотов в минуту – угловая скорость для планшайбы.
- Величина подачи инструмента равна 0,03-12,5 оборотов в минуту. Всего у этого и предыдущего показателей до 18 ступеней.
- 5-1800 – скорость по установочным перемещениям.
- мощность главного движения составляет 30 кВт.
- 16,5 – показатель общей массы для установки.

Как устроены токарно-карусельные станки?
Конструкция опирается на пустотелую стойку, отлитую из чугуна, в вертикальном положении. Все остальные компоненты соединяются с этой частью.
Устройства основных узлов
В рабочем столе не так много составных компонентов:
- Планшайба.
- Предыдущая деталь устанавливается в комплекте со шпинделем.
- Обязательное дополнение – опоры в корпусе из чугуна, с подшипниками.
- Приводное устройство.
Конструкция снабжается подшипниками с формой цилиндра, роликового типа. Они монтируются, чтобы центрировать платформу, контролировать радиальные усилия во время резания. В опорах индивидуально выбирают параметры радиального зазора. Для этого при помощи регулировочных гаек подтягивают внутренние кольца, у которых есть коническая поверхность.
Силы трения и вес заготовок создают дополнительную нагрузку, передающуюся кольцевой направляющей, отвечающей за скольжение. У этой детали имеется централизованная смазка. Цилиндрическая косозубая передача сообщает силу вращения планшайбе. Сама сила направляется со стороны ведущего вала. Последний привязывается к главному приводу, отвечающему за движение.
Коробка регулирования скорости
В народе такой узел ещё получил название «карусельного поросёнка». Выполняет функцию, связанную с передачей крутящего момента, начиная с приводного электродвигателя, и заканчивая шпинделем на рабочем столе.
Кроме того, деталь позволяет установить необходимую окружную скорость для самого шпинделя.
Всего в механизме имеется до 6 валов. Они используют специальные зубчатые передачи, чтобы поток мощности перемещался от одного компонента к другому. Компоненты сохраняют постоянное зацепление друг с другом. Но шестерни свободно сидят на валах, жёсткое сцепление отсутствует. Вращение приобретает определённую частоту благодаря коммутации муфт в электромагнитной схеме. Всего в коробке имеется 10 функций, которые можно настроить. Всё происходит дистанционно.
Для заготовок и планшайб характерны значительные инерционные массы, которые повышают пусковой ток к моменту, когда запускается двигатель. Платформа разгоняется ступенчато, чтобы подобные риски уменьшались. Включение может проводиться за 2,3 или 4 этапа, всё зависит от заданных оборотов.
Для муфт допустимо переключение прямо во время работы. Потому при точении поверхностей скорость остаётся постоянной.
Платформа обладает ограниченной угловой скоростью в зависимости от параметров заготовки, которая в настоящее время подвергается обработке. Например, допустимо ставить не более 80 оборотов при массах от 3,2 тонн.

Вертикальный суппортный узел
Деталь снабжается револьверной головкой с 5 позициями. Она нужна для инструмента, движется в двух плоскостях:
- По вертикали.
- По горизонтали.
Первый вариант схемы обеспечивается направляющими, поддерживающими суппорт. Второй предполагает опору на траверсы, поперечины. Характерно движение самой детали по вертикали, вдоль стойки. Коробка передач монтируется на траверсе, она используется в качестве привода перемещений.

У вертикального перемещения свои особенности:
- Само движение происходит за счёт самостоятельного привода, имеющего собственный мотор.
- Червячный механизм позволяет сменить позиции при необходимости. Он идёт от отдельного электрического привода.
- Суппорт легко наклоняется до 45 градусов, в обе стороны.
- Благодаря такому устройству обработка конических деталей не представляет сложностей.
 Боковой суппорт
Боковой суппорт
 Боковой суппорт
Боковой суппортОбладает следующими особенностями:
- Наличие 4-позиционного резцедержателя.
- Дублирование ортогональных движений вертикального суппортного устройства.
Сила движения передаётся за счёт коробки передач, закреплённой на торцевой части механизма. Зачем вообще требуется дублировать движения второго узла? Точность обработки возрастает при использовании подобных решений. Инструментальная система работает с уменьшенными упругими деформациями. У реализации есть несколько вариантов схем, выбирается индивидуально для каждой из ситуации. Центральные отверстия обрабатываются при помощи узла по вертикали.

Если наружно точатся заготовки, чья высота достигает 1 метра и больше – рекомендуется отдавать предпочтение суппорту сбоку. Тогда вылет инструмента остаётся одинаковым, пока идёт обработка. Вертикальная разновидность суппорта таким свойством не обладает. Поперечное движение револьверного устройства – оптимальный выбор для подрезания торцевых деталей увеличенного диаметра. В этой ситуации ход по горизонтали часто оказывается недостаточным.
Благодаря дублированию два узла могут работать параллельно. Благодаря этому станочное оборудование становится более эффективным.
Коробка подач
Такими приводами снабжается каждый из двух суппортов. И у обеих деталей конструкция остаётся примерно одинаковой. Название узлов полностью соответствует внутреннему содержанию. То есть, это коробка, внутри которой располагаются другие детали:
- Группа валов.
- Зубчатые передачи.
- Несколько электромагнитных муфт.
Основной вал соединяется со шпинделем рабочего стола, эта часть и выполняет функцию основного привода. Соединение осуществляется при помощи нескольких зубчатых пар.
Два вала так же монтируются на выходе из коробки.
У каждого есть связь с цепью движения, горизонтального и вертикального типа. Активация соответствующей подачи происходит, когда коммутируется одно из активных сочетаний. Отдельные электродвигатели используются, чтобы инструментальные узлы перемещались быстрее. С помощью муфты идёт отключение основной цепи. Всего у одного узла есть до 18 подач. Ускоренных перемещений такое же количество. Маховички помогают при ручном перемещении.

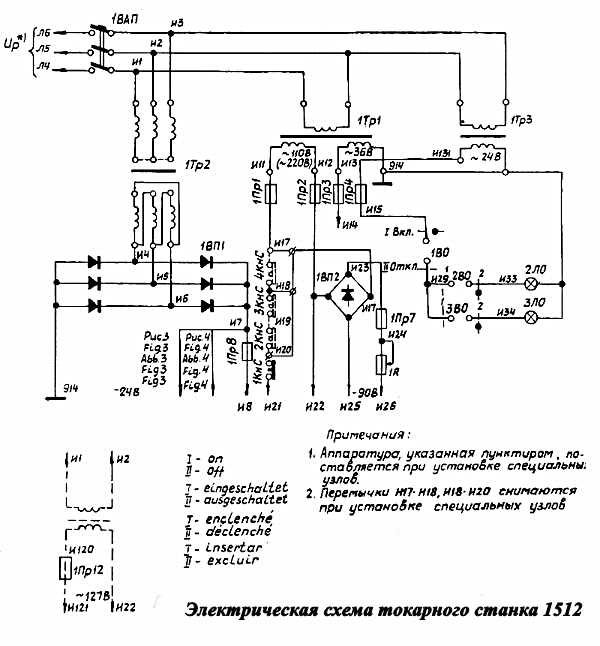
Электрооборудование
Современные модели отличаются автоматизацией не только основных, но и вспомогательных операций. Большинство механизмов допускают дистанционное управление, электрические схемы не стали исключением. Доступ к ним открывается только при необходимости провести ремонт и другие виды технического обслуживания.
Габарит рабочего пространства
Внутри легко помещаются заготовки с размерами до 1200 миллиметров в диаметре. Их масса может достигать 4000 килограмм. Платформа имеет общий диаметр в 1000 миллиметров.
Назначение и область применения
Цифры в маркировке имеют следующую расшифровку, если опираться на отечественный классификатор:
- 1 – отнесение к определённой группе оборудования. В данном случае она токарная.
- 5 – тип машины. Она карусельная.
- 12 – характеристика, описывающая размеры. 1250 миллиметров – предельный размер детали для обработки.
У названия «карусельный» своя история. По сути, термин обозначает, как устроена установка. К главным частям относят планшайбу с элементами зажима. Вращение вокруг вертикальной оси делает устройство похожим на одноимённые аттракционы. Лоботокарный тип станков ближе всего по свойствам из конкурентов. Отличаются шпинделем с традиционным расположением по горизонтали. Паспорт это подтверждает.
Назначение обоих типов приспособлений – точение деталей с небольшой длиной. Но именно карусельная разновидность обладает широким набором преимуществ.
- Качественное закрепление составных компонентов и деталей.
- Удобная загрузка заготовок.
- Шпиндель не подвергается изгибающим усилиям.
- Обработка может быть более протяжённой по времени. 1 – параметр соотношения между высотой и диаметром.
Из недостатков отмечают возможные сложности с удалением стружки. Диаметральные измерения так же для многих оказываются неудобными.
Возможности с технологической точки зрения
Главное назначение карусельных станков – обрабатывать сравнительно плоские детали, обладающие круглой конфигурацией. Из возможных заготовок:
- Шестерни.
- Колёсные установки.
- Маховики.
- Крышки.
- Фланцы.
- Диски.

Установка использует стандартный инструмент, включающий развёртки, зенкеры, свёрла, головки с резцами, и тому подобное. К числу основных технологических операций для устройства относят:
- Обработку отверстий при помощи стержневого инструмента.
- Функцию расточки сквозных и ступенчатых отверстий.
- Прорезка канавок в форме круга.
- Протачивание торцов, уступов.
- Наружное точение деталей в форме конуса, цилиндра.
Круг выполняемых операций расширяется при добавлении специального оборудования:
- Притирка, прикатывание при помощи роликов.
- Шлифование, суперфиниширование.
- Нарезание резьбы.
- Глубокое сверление.
- Обработка нелинейных поверхностей, в том числе – сферических.
Переставные прихваты облегчают закрепление заготовок при необходимости. То же самое касается кулачков. В дополнительных самоцентрирующихся патронах устанавливают детали, обладающие небольшим размером.

Какими ещё особенностями обладает оборудование?
Следующие технические показатели агрегатов должны стать главными для покупателей.
- Сечение шайбы.
- Скорость, с которой двигается поперечина, установленная для станков с двумя стойками.
- Максимум дистанции передвижения суппортов, горизонтального и вертикального.
- Сечение с высотой детали для обработки.
- Количество оборотов у планшайбы.
- Величина угла для наклона планшайбы.
- Количество скоростей.
- Общая мощность.
Скачать паспорт станка можно здесь.
Когда детали обрабатываются карусельными механизмами, характерно сохранение больших скоростей. Серьёзные консольные нагрузки не вредят шпинделю, использование планшайбы предотвращает повреждения. Эта часть размещается на конструкции особенным образом для достижения лучшего результата.

Передвижение суппортов – это то же самое, что движение подачи. Основным движением считается вращение изделия, которое закрепляется в планшайбе. Но используются и так называемые дополнительные движения. Благодаря такому механизму обрабатываемая заготовка максимально сближается с инструментом, проводящему основную работу. Обычно используется движение траверсы станка.
16,5-25 метров – стандартный диаметр деталей, которые обрабатываются двухстоечными типами агрегатов. Если конфигурация сложная, то больше всего подходят агрегаты, снабжённые ЧПУ. Даже непростая расточка, обточка поверхностей выполняются без проблем. На процесс не должно влиять наличие прямо-, криволинейных образующих.
Суппорту сбоку не ставятся на оборудование с ЧПУ. Комплекс ПО управляет приводом основного движенияс, практически вся работа осуществляется на автомате. Следующие возможности получают владельцы числового программного обеспечения:
- Инструменты на верхнем суппорте легко контролируются при передвижении.
- Резцы допускают использование нулевого положения.
- Корректируется величина подач, положение рабочих инструментов.
- Револьверная головка поворачивается к нужному положению, дополнительная фиксация.
- Возможность самостоятельно выбрать величину вращения планшайбы.

Отечественные модели серий 1512, 1516 и 1525
Завод станкостроения имени Г. М. Седина – вот какое учреждение считалось главным среди производителей во времена СССР. В 1953 появился первый карусельный агрегат. Проектировка в данном направлении проводилась специалистами предприятия.
После того момента токарно-каркусельные станки стали главной специализацией завода. Станки этого предприятиях до сих пор активно применяются во многих сферах промышленности. Серии 1512 и 1516 получили максимально широкое распространение. Это устройства универсального назначения, с одной стойкой. Назначение – мелкосерийная обработка деталей из цветных и чёрных металлов.
Функционала станка хватает, чтобы выполнить токарную работу любой разновидности.

У некоторых вариантов устройств были планшайбы самоцентрирующейся конструкции. Благодаря чему технические возможности агрегатов начинали расширяться.
Станок 1525 – двухстоечная разновидность оборудования, которая была выпущена тем же заводом имени Седина. Отличительные особенности – реверсивные движения у планшайбы. Имеется так же два верхних поворотных суппорта. С помощью двух муфт владелец без труда выберет интервалы частот у вращения в том или ином случае. Скорость, на которой работает двигатель, корректируется преобразователем-транзистором. Для этого используется бесступенчатая схема.
Указанные выше разновидности станков при необходимости дополняются ЧПУ. Тогда устройства работают на основе программного комплекса.

Немного об импортных аналогах
Китайские станки серии С стали весьма популярными на современном рынке:
- Двухстоечное оборудование с обозначениями 5240, 5231, 5250, 5263Q. Агрегаты обладают примерно такими же характеристиками, что и модели, выпускаемые отечественным заводом имени Седина. Обработка деталей из металла гарантированно будет точной. Выполняют токарные работы большинства видов.
- Станки, у которых одна стойка и мощность на 22-45 кВт. Обозначаются как 5131, 5125, 5110, 5123, 5116. Лёгкость в применении, высокий уровень надёжности – главные преимущества подобной техники. Оборудование снабжается сервомоторами для повышения производительности.
ENCE GmbH – ещё один зарубежный завод, поставляющий станки на территорию РФ. Их качество выше по сравнению с предыдущими моделями, но и стоимость увеличивается соответственно. Агрегаты реализуются в нескольких сериях, любой покупатель подберёт для себя вариант с подходящими характеристиками.

Заключение
На строительных заводах всё чаще отдают предпочтение усовершенствованным версиям станков. Они обладают более высокой скоростью при обработке металла, чему способствует применяемый современный инструментарий. Контроллеры с ЧПУ эффективно управляют большинством технологических операций. Станки остаются востребованным видом оборудования во многих сферах производства.
vseochpu.ru
Токарно-карусельный станок 1512 – 1516
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание – как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Естествознание
forkettle.ru
Токарно-карусельные станки
Токарно-карусельные станки входят в группу токарных станков, их отличительной особенностью является вертикальное расположение шпинделя. Такие станки позволяют обрабатывать детали со значительным весом, при этом, длина детали, ограничена.
Главными параметрами карусельных станков являются:
- диаметр и высота обрабатываемой заготовки;
- диаметр шайбы;
- размеры угла наклона суппорта;
- показатели перемещения поперечины;
- перемещение суппортов в вертикальном и горизонтальном положении максимальной степени;
- число скоростей;
- число оборотов планшайбы;
- мощность.
Основными узлами токарно-карусельного станка являются:
- стол;
- стойки;
- траверс;
- суппорты.
Стол используется в качестве основания, на котором закрепляется деталь. Две стойки между собой соединяются порталом. Траверс двигается по поверхности стоек, при этом на нем размещаются два суппорта. Правый суппорт называется револьверным суппортом, в его состав входит ползун, который двигается вертикально и продольная каретка. На ползуне располагается револьверная головка, в отверстия которой установлены державки с инструментом. Револьверный суппорт используется в целях:
- обработки наружных поверхностей;
- сверления отверстий;
- подрезания торцов.
Второй суппорт называется расточным и включает продольную каретку, которая применяется для установки поворотной части. Поворотная часть, в свою очередь, имеет ползун, на поверхности которого крепится резцедержатель. Расточное устройство используется в целях:
- обработки конических поверхностей;
- прорезывания внутренних канавок;
- растачивания отверстий.
Боковой суппорт расположен на правой стойке и включает продольную каретку, резцедержатель и ползун. Боковой суппорт используется в целях обработки наружных поверхностей.
Благодаря высокой производительности и долговечности эксплуатации, токарно-карусельные станки получили широкое применение на рынке металлообрабатывающего оборудования.
ence.ch
Токарно-карусельный станок 1512 технические характеристики, паспорт
В продаже можно встретить относительно небольшое количество станков, которые могут применяться для обработки крупногабаритных деталей. Среди всех моделей, созданных на момент существования СССР, отметим токарно-карусельный станок 1512. Его предназначение заключается в проведении обработки деталей средних и крупных размеров. По причине высокой надежности и практичности в применении данная модель стала основой при создании различных модификаций, активно импортировалась в различные страны мира.
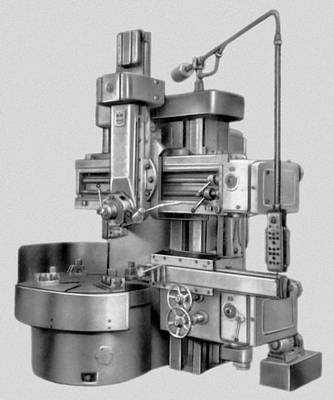
 Токарно-карусельный станок 1512
Токарно-карусельный станок 1512Технические характеристики токарно-карусельного станка 1512 определяют его применимость в машиностроительном, судостроительным или ином производстве. При установке дополнительной оснастки назначение токарно-карусельного станка 1512 существенно расширяется, его можно применяться для проведения более 10 видов обработки заготовок из различных сплавов.
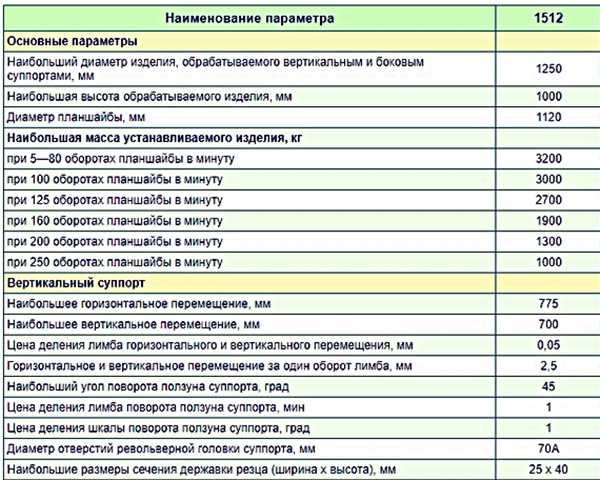
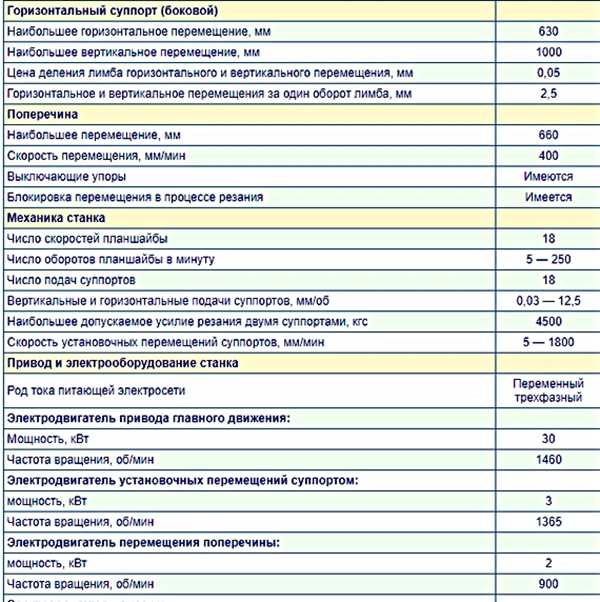
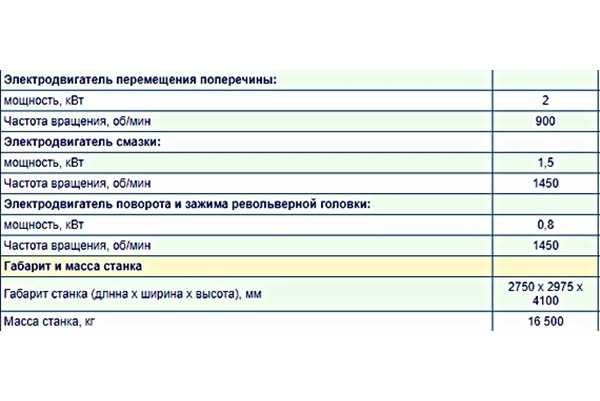
Технические характеристики
Рассматривая технические характеристики также уделим внимание расшифровке названия станка 1512, которое было дано в соответствии с ранее введенными стандартами: первая цифра обозначает принадлежность токарной группе, вторая токарно-карусельной подгруппе, две последующие – максимальный размер устанавливаемых заготовок. Основные технические характеристики следующие:
- Максимальный показатель высоты расположения режущего инструмента над столом 1 000 мм.
- Ограничение по массе заготовки составляет 5 000 кг.
- Установленная планшайба может вращаться с частотой от 1 до 250 об/мин. При этом производитель внес в паспорт информацию о присутствии двух передач переключения скорости вращения. Регулировка бесступенчатая.
- Электрическая схема предусматривает установку главного электродвигателя, который имеет внушительную мощность 55 кВт. Эта информация определяет то, что токарно-карусельный металлообрабатывающий станок 1512 оказывает существенную нагрузку на сеть электропитания помещения.
- Траверса может перемещаться в вертикальном направлении на расстояние 660 мм. Ограничивает перемещение механические стопоры.
- Схема станка также определяет присутствие суппорта, который может перемещаться по горизонтали на 775 мм, по вертикали на 700 мм.
- При выборе режима резания следует уделить внимание тому, что максимально допустимое усилие на момент обработки составляет 35 кН.
- Присутствует механизм поворота ползуна на угол не более 45 градусов.
- У установленной револьверной головки есть 5 позиций. Она посажена на втулку цилиндрической формы. Мастер проводит смену режущего инструмента путем нажатия соответствующей клавиши на пульте управления. Вращение передается от электрического двигателя через шестерни.
- Основной суппорт может перемещаться по вертикали на 1 000 мм, по горизонтали на 630 мм, показатель наибольшего усилия при резании составляет 25 кН. Установить положение этого элемента можно со скоростью 2 000 мм/мин. В паспорт также занесена информация о том, что у данного суппорта есть 18 подач.
Скачать паспорт (инструкцию по эксплуатации) токарно-карусельного станка 1512
Выбирая данную модель стоит учесть, что ее вес составляет 14 800 кг. Этот момент определяет предъявление особых требований к основанию, на котором будет проводиться установка оборудования. Электросхема оборудования определяет его подключения к трехфазной сети с напряжением 380В.
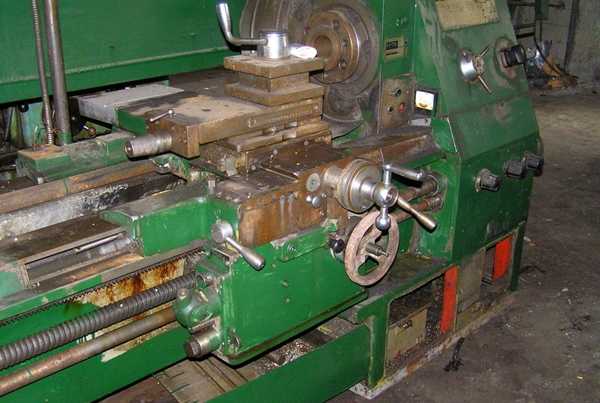
Конструкционные особенности
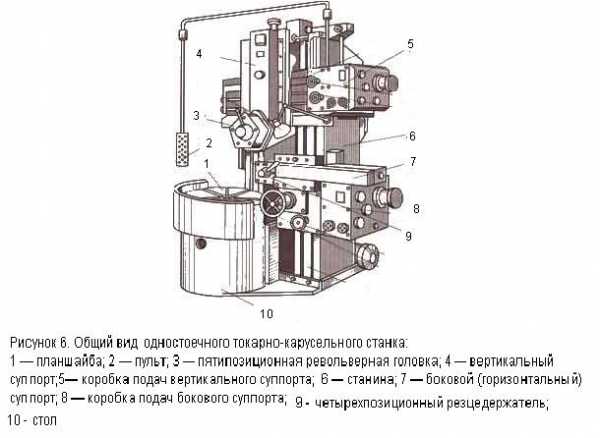
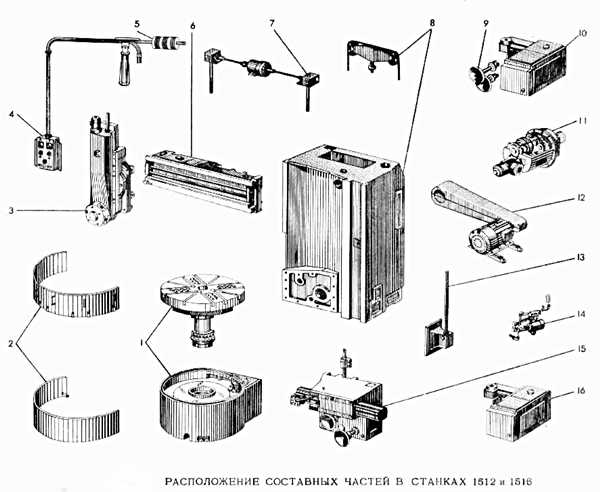
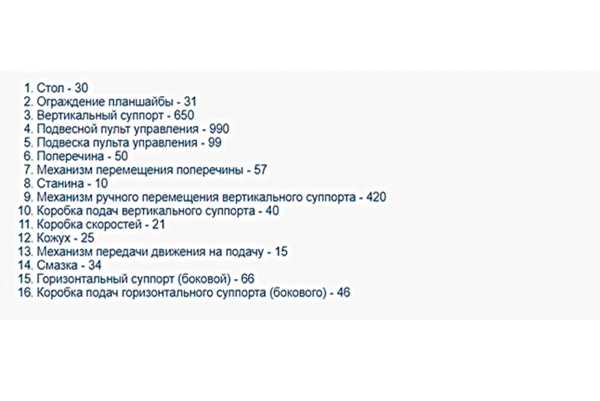
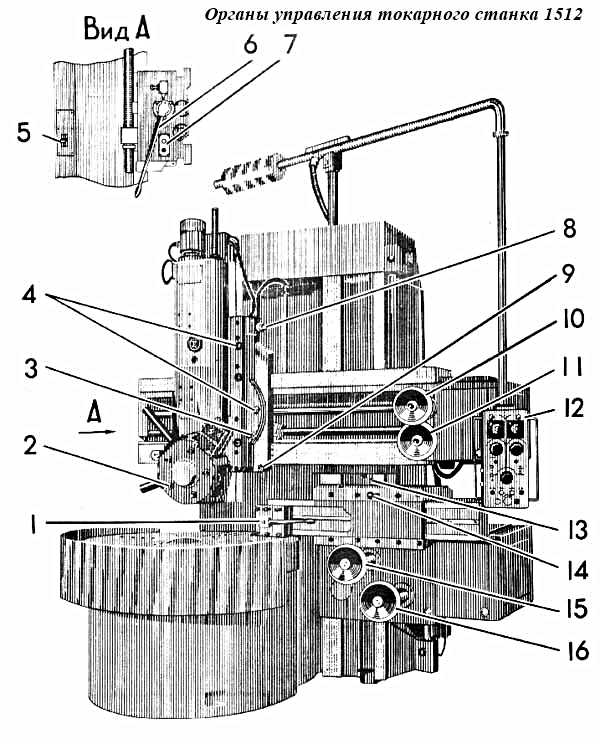
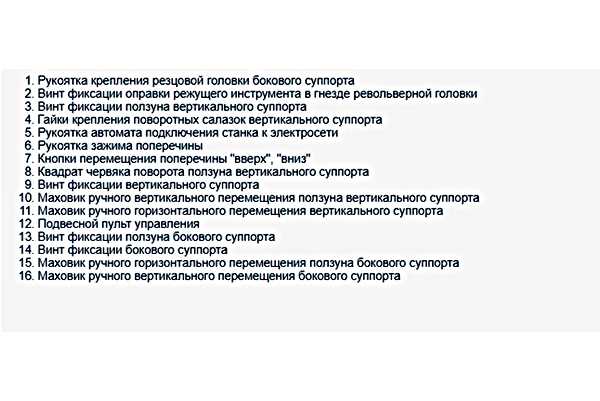
Проводя обзор токарно-карусельного станка 1512 отметим, что компоновка всех узлов позволяет правильно подвести режущий инструмент при больших габаритных размерах деталей. Станок карусельный 1512, паспорт которого был в комплекте поставки, состоит из следующих узлов:
- Стола, на котором проводится крепление заготовки. Он имеет, как правило, круглую форму.
- Суппорт и планшайба.
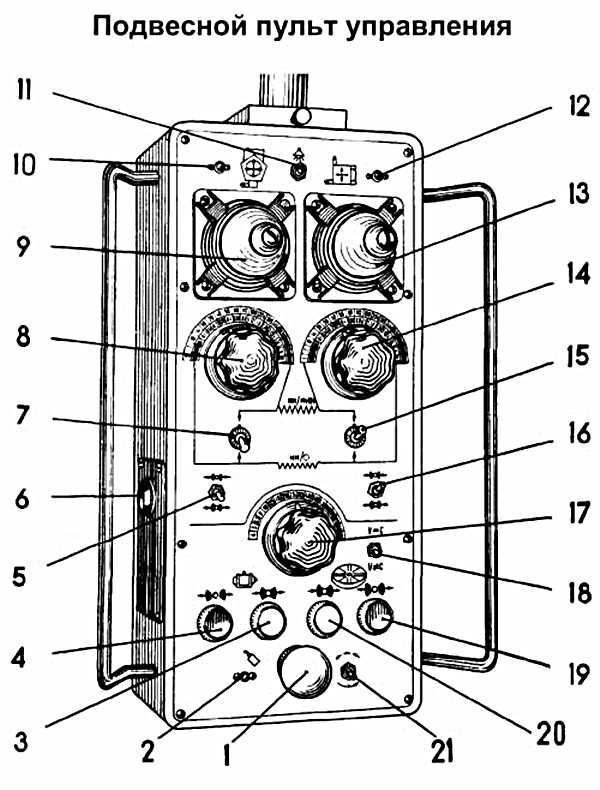
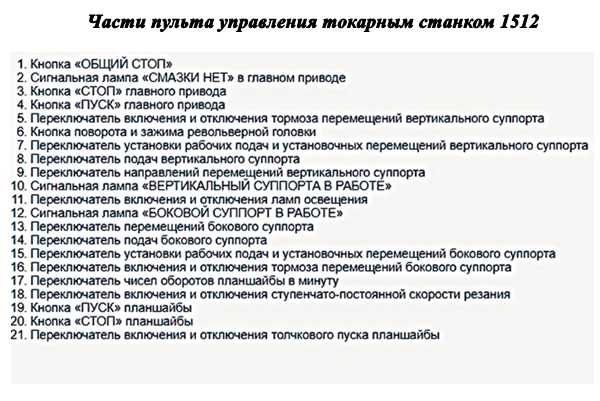
- В качестве блока управления выступает подвесной пульт. При этом он имеет специальную подвеску, которая позволяет исключить вероятность попадания пульта в зону резания.
- Станина имеет довольно большой размер, изготавливается из чугуна. Станина предназначена для гашения вибрационной и иной нагрузки.
- Токарно-карусельный станок 1512 имеет поперечину, а также механизм перемещения по ней.
- Модель имеет и горизонтальный суппорт с коробкой подач.
Составные части станка 1512
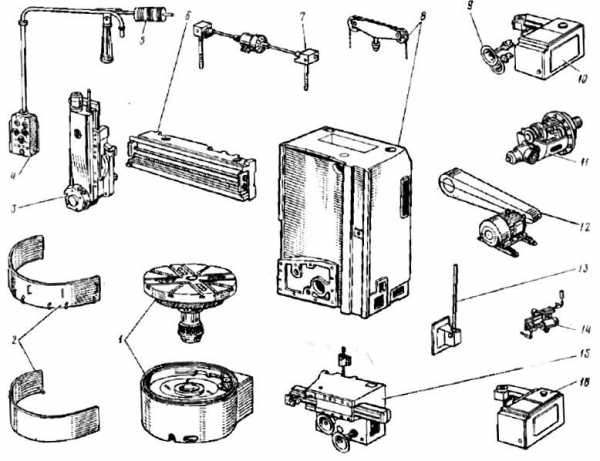
Для того чтобы устройство обладало большим сроком службы к трущимся элементам подается смазка. Для этого установили специальный насос.
Устанавливаемая коробка скоростей
Устройства станка предусматривает передачу вращение на планшайбу через коробку скоростей. Особенностями данного элемента конструкции назовем нижеприведенные элементы:
- Кинематическая схема предусматривает передачу вращения через клиноременную передачу. Она бесшумная, однако становится причиной незначительной потери КПД.
- Установленная коробка скоростей имеет 18 ступеней числа оборотов.
- Инструкция по эксплуатации определяет возможность установки нужного количества оборотов через подвесной пульт.
- Электрическая схема станка 1512 подключена к муфте электромагнитного типа, основное предназначение которой заключается в поддержке ступенчато-постоянной скорости на момент прохождения торцы, а также бесступенчатом переключении передач.
- При больших показателя количества вращений в минуту переключение передачей проводится ступенчато. В зависимости от числа оборотов переключение может проводится в 2-4 этапа. Для этого конструкция имеет шесть валов, которые смонтированы на подшипниках типа качения.
- Ранее описанная муфта переключается в автоматическом режиме. С 1 по 12 передачу вращение регулируется без ступеней.
Стоит учитывать тот момент, что устройство не имеет механизма торможения. Остановка планшайбы осуществляется за счет одновременного включения всех трех электромагнитных муфт.
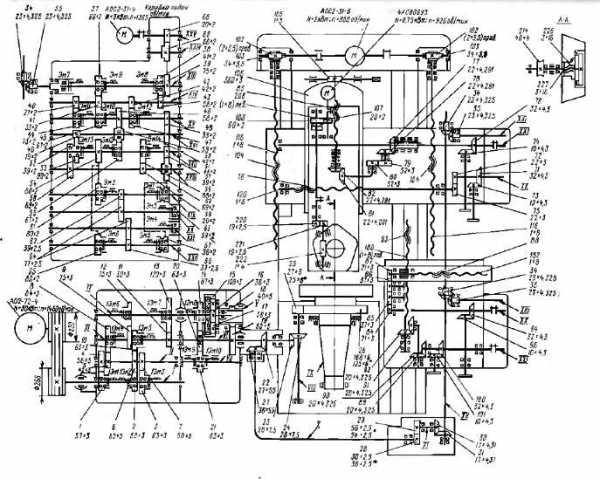
Кинематическая схема станка 1512
Особенности стола
Стол является важным элементом станка. Как ранее было отмечено, токарно-карусельный станок 1512 может проводить обработку заготовок весом до 5 000 килограмм. Особенностями конструкции назовем нижеприведенные моменты:
- Стол круглый, имеет достаточно сложную конструкцию, часть которой представлена чугунным корпусом.
- Направляющие также имеют круглую форму, что позволяет крепить заготовки цилиндрической формы.
- Корпус изготавливается из чугуна путем отливки. Она имеет большое количество ребер, которые существенно повышают жесткость конструкции и распределяют вибрацию.
- Верхняя часть корпуса имеет кольцевые выступы, входящие в кольцевые канавки планшайбы. За счет созданного лабиринта внутрь стола не попадает стружка и эмульсия, а также другие загрязняющие вещества.
- Передача требуемого усилия на планшайбу проводится через зубчатые колеса, имеющие коническую форму.
Особенности конструкции стола определяют возможность базирования больших и тяжелых заготовок.
Коробка подач станка
Коробка подач станка 1512
Рассматривая основные параметры коробки подач отметим следующие моменты:
- Она расположена справа на торце поперечины. Боковой суппорт с коробкой подач крепиться непосредственно на корпусе.
- Вся элементы конструкции спрятаны в корпусе, изготовленном из чугуна. Отливка имеет коробчатую форму, дополнительные ребра жесткости, что определяет высокую жесткость конструкции.
- Крутящий момент передается от вертикально расположенного шлицевого вала, который связан с работой коробки скоростей.
Устанавливаемые зубчатые колеса во время работы токарно-карусельного станка не расцепляются при смене передачи.

Внешний вид станка 1512
Поперечина
Конструкция токарно-карусельного станка 1512 имеет поперечину, которая расположена на вертикальных направляющих станины. Особенностями этого узла назовем нижеприведенные моменты:
- Рассматривая описание токарно-карусельного станка 1512 отметим, что поперечина представлена отливкой.
- Конструкция имеет направляющие прямоугольной формы, расположенные в горизонтальном направлении. Они были созданы для того, чтобы обеспечить движение верхнего суппорта.
За счет этого элемента обеспечивается подвод головки в нужную точку при точении и выполнении других операций.
Проводимые работы
Область применения модели 1512 весьма обширна. Как правило, устанавливается она в случае среднесерийного и штучного производства различных деталей. Это связано с тем, что в случае точения заготовок больших размеров проводится снятие большого слоя материала. Даже при применении режущего инструмента из износостойкого материала за один проход может сниматься слой с условием, что максимальное усилие не должно превышать показателя 35 кН.
Основные операции, которые можно провести на данном оборудовании:
- Обработка конических и цилиндрических поверхностей.
- Выполнение операций по растачиванию.
- Проход режущим инструментом по плоской поверхности, которая представляет собой торец.
- Выполнение работы по созданию отверстий, их растачиванию.
Производилась модель с 1935 года Краснодарским заводом Седина. После длительно эксплуатации этой модели появилось довольно большое количество различных модификаций, которые также стали популярными.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Карусельный станок – это… Что такое Карусельный станок?
- Карусельный станок
- металлорежущий станок токарной группы, предназначенный для обработки изделий большой массы с относительно небольшой длиной l по сравнению с диаметром D (l /D l /D Токарный станок), применявшиеся ранее. Отличительной особенностью К. с. (рис.) является вертикальное расположение шпинделя. На его верхнем конце находится планшайба, на которой с помощью кулачков, имеющих радиальное перемещение, устанавливается и закрепляется обрабатываемое изделие. Изделие совершает главное вращательное движение, а инструмент, закрепленный на суппорте, — поступательное движение подачи. Шпиндель станка частично разгружен, т.к. массу изделия и силы резания воспринимают круговые направляющие планшайбы. К. с. выпускаются одностоечные и двухстоечные, или портальные. Одностоечные К. с. обычно имеют вертикальный и боковой суппорты, двухстоечные — 2 вертикальных и 1 или 2 боковых. На одном из вертикальных суппортов часто устанавливают поворотную револьверную головку (См. Револьверная головка). Привод механизмов К. с. обычно осуществляется от нескольких, а у тяжёлых К. с. — от многих электродвигателей, которые во время обработки передают движение шпинделю с планшайбой, суппортам при их рабочих и холостых (ускоренных) движениях, а также служат для закрепления поперечины, включения тормоза и т.д.
На К. с. производят обтачивание и растачивание цилиндрических, конических и фасонных поверхностей, подрезку торцовых поверхностей, а на станках с револьверной головкой, кроме того, сверление, зенкерование и развёртывание. При наличии специальных приспособлений на К. с. можно также нарезать резьбу, производить долбление, фрезерование и шлифование. На К. с. можно вести многоинструментальную обработку, используя одновременно движения нескольких инструментов, установленных на разных суппортах, что позволяет значительно повысить производительность. Жёсткость конструкций К. с. допускает обработку уникальных массивных изделий с высокой степенью точности. Например, на тяжёлых двухстоечных К. с. обрабатывают изделия массой до 500 т и более с диаметром до 30 м (части мощных гидротурбин и турбогенераторов, детали атомных реакторов, синхрофазотронов и т.п.).
Д. Л. Юдин.
Одностоечный карусельный станок.
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Карусельно-шлифовальный станок
- Карфаген (город-гос-во в Сев. Африке)
Смотреть что такое “Карусельный станок” в других словарях:
КАРУСЕЛЬНЫЙ СТАНОК — КАРУСЕЛЬНЫЙ СТАНОК, металлорежущий станок токарной группы для обработки крупногабаритных деталей, закрепляемых обычно в специальном приспособлении планшайбе (диаметром до 1,6 м) либо в нескольких суппортах, совершающих движение по кругу … Современная энциклопедия
КАРУСЕЛЬНЫЙ СТАНОК — металлорежущий станок токарной группы с вертикальным расположением шпинделя для обработки крупных заготовок … Большой Энциклопедический словарь
Карусельный станок — КАРУСЕЛЬ, и, ж. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
карусельный станок — металлорежущий станок токарной группы с вертикальным расположением шпинделя для обработки крупных заготовок. * * * КАРУСЕЛЬНЫЙ СТАНОК КАРУСЕЛЬНЫЙ СТАНОК, металлорежущий станок токарной группы с вертикальным расположением шпинделя для обработки… … Энциклопедический словарь
КАРУСЕЛЬНЫЙ СТАНОК — металлореж. станок токарной группы для обработки крупногабаритных деталей типа дисков. К. с. имеют горизонтально рас полож. планшайбу. Различают одностоечные К. с. с планшайбой диам. до 1600 мм и двухстоечные с планшайбой большего диаметра. К. с … Большой энциклопедический политехнический словарь
Токарно-карусельный станок — … Википедия
карусельный — ая, ое. carrousel m. 1. устар. Отн. к карусели (рыцарской игре). Карусельный круг с площадкою, двумя одноколками и 4 верховыми лошадками со всем верховым прибором .. так же готовы всегда 8 рапир и 24 тупоконечных копей. 1760 е гг. Яковкин Ист.… … Исторический словарь галлицизмов русского языка
КАРУСЕЛЬНЫЙ — КАРУСЕЛЬНЫЙ, карусельная, карусельное. прил. к карусель. Карусельное катанье. ❖ Карусельный станок (тех.) вертикальный, вращающийся токарный станок для обработки металла. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
карусельный — станок [Словарь иностранных слов русского языка
станок — технологическая машина, предназначенная для обработки материалов с целью получения заготовок или готовых изделий либо для получения новых материалов из сырья. Станки являются основным видом оборудования механических цехов машиностроительных и… … Энциклопедия техники
dic.academic.ru