Сверло по металлу: классификация и маркировки, устройство
В машиностроении сверло по металлу является вторым по частоте использования инструментом после резца, а в домашнем хозяйстве оно уверенно делит лидерство с ножовкой и отрезным кругом. Конструктивно сверло — это длинный цилиндрический стержень из металла с двумя режущими кромками на торце и спиральными канавками для отвода стружки. Принцип резания металла и формирования отверстия у всех типов этого инструмента практически одинаков, поэтому основная классификация сверл по металлу основывается на конструктивных признаках (тип хвостовика, профиль спирали, вид режущей кромки и т. п.). Определить по внешнему виду все необходимые характеристики сверла достаточно сложно, т. к. маркировка, которая гравируется на металле хвостовика, содержит информацию только о диаметре инструмента, материале изготовления и производителе. Поэтому для того, что выбрать сверло для обработки твердых, хрупких или вязких металлов и сплавов необходимо воспользоваться каталогами производителей. Длительное и краткосрочное хранение сверл должно осуществляться по определенным правилам, т. к. инструментальные и быстрорежущие стали склонны к коррозии, а заточенные кромки легко повреждаются при ударе о металл.
Конструкция и геометрия сверла
Любое сверло вне зависимости от его назначения и конструктивных особенностей состоит из двух основных компонентов: хвостовика и рабочей части. Первый служит для передачи инструменту вращения от привода или фиксации его в неподвижном состоянии (на токарных станках). Рабочая часть состоит из ряда элементов, непосредственно обеспечивающих процесс сверления. Геометрия сверла зависит от особенностей сверления, для которого оно предназначено, а также материала обрабатываемой заготовки (различные металлы, древесина, пластики, композиты, керамика).
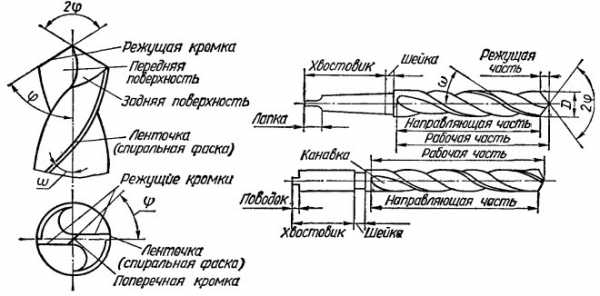
В качестве примера взят один из самых распространенных в промышленности видов такого инструмента: спиральное сверло для работ по металлу с коническим хвостовиком (см. чертеж ниже). Все изображенные на рисунке углы сверла соответствуют работам по металлу общего назначения. Слева показан вид сбоку, а справа — со стороны рабочего торца (увеличено).
Далее с пояснениями перечислены все основные компоненты и геометрические параметры такого сверла:
- Хвостовик. Служит для закрепления инструмента в шпинделе станка или зажимном патроне. При сверлении металла на токарных станках крепится неподвижно в конусе задней бабки.
- Рабочая часть. Формирует цилиндрическое отверстие (или углубление). Состоит из режущей части, длина которой у таких сверл по металлу обычно составляет половину их диаметра, и направляющей с канавками для отвода стружки.
- Конус Морзе. Для установки в шпиндели и задние бабки станков используют инструмент с коническим хвостовиком, а для зажима в кулачковые и цанговые патроны — с цилиндрическим.
- Лапка. Эти конструктивные элементы присутствуют только на конических хвостовиках и предназначены для выбивания инструмента из шпинделя или оправки.
- Шейка. Обеспечивает удобство подвода и отвода шлифовального инструмента при обработке спиральных канавок. Она не выполняет никаких рабочих функций, поэтому на нее обычно наносится маркировка сверла (чеканится непосредственно на металле).
- Направляющая часть. Также называется калибрующей. Опираясь на стенки просверленного в металле отверстия, направляет инструмент вдоль его оси. Включает в себя спиральные поверхности с ленточками и канавки для отвода стружки.
- Угол наклона спиральной поверхности. Для обработки металла он составляет 18÷30°.
- Стружкоотводящая канавка. От ее ширины, наклона и качества поверхности зависит скорость отвода стружки.
- Диаметр режущей части. Равен расстоянию между внешними краями режущих кромок.
- Режущая кромка. Это острая грань между передней поверхностью (стружечной канавкой) и задней затачиваемой поверхностью.
- Главный угол при вершине. Угол между режущими кромками, оказывает значительное влияние на процесс резания и прочность сверлильного инструмента. Для работ по металлу его стандартное значение равно 116÷118°.
- Задняя поверхность. Для снижения трения в зоне резания задняя поверхность затачивается под углом к режущей кромке. Для сверления металла его значение около ленточки должно составлять 8÷12°.
- Перемычка. Конструктивная часть, общая для обеих задних поверхностей.
- Поперечная режущая кромка. Острая грань на перемычке, разделяющая задние поверхности. При правильной заточке на ее середине находится геометрический центр режущей части, который должен совпадать с осью инструмента.
- Ленточка. Две слегка выступающие над спиральными поверхностями полоски, которые калибруют отверстие и снижают трение о его стенки.
Общая компоновка других типов сверл по металлу подобна этой, хотя в зависимости от своего назначения они могут отличаться конструкцией режущей части и стружкоотводящих канавок.
Виды сверл по металлу
Основная классификация сверлильного инструмента проводится по конструктивному признаку, т. к. он напрямую связан с назначением конкретного вида сверла по металлу. Кроме того, внутри конструктивных типов выделяют разновидности по типу материала, для обработки которого предназначен данный инструмент (т. н. группы резания). Строгой классификации для них не существует, но обычно по виду рабочей части выделяют следующие типы:
- спиральные;
- перовые;
- центровочные;
- специальные.
Среди специальных сверл самой большой группой является инструмент для глубокого сверления в заготовках из металла. Отдельные подгруппы также составляют изделия для сверления отверстий больших диаметров и ступенчатых цилиндрических профилей. Бывает так, что современный сборный инструмент имеет настолько сложную или инновационную конструкцию, что его относят сразу к нескольким типам.
Спиральная форма
Традиционным широко распространенным видом сверлильного инструмента являются спиральные сверла, у которых формирование цилиндрического отверстия в металле осуществляется двумя симметричными режущими кромками. При этом отвод образующейся стружки проходит по спиральным канавкам, начальная часть которых является передними поверхностями, образующими эти кромки. По своей конструкции эти изделия могут быть монолитными или сборными, с заменяемой головкой или механическим креплением режущих пластин. Для снижения трения и повышения скорости отвода стружки спиральную часть полируют и покрывают износостойкими материалами.

Ступенчатая форма
Ступенчатые сверла используют для получения отверстий небольшой глубины с фиксированной геометрией ступеней. Такой инструмент позволяет за один проход сформировать от двух и более цилиндрических поверхностей и чаще всего используется при автоматизированной обработке. По своей конструкции современные ступенчатые сверла, как правило, представляют монолитный блок, повторяющий конфигурацию будущего отверстия, с рядами режущих пластин и прямыми канавками. Первые сверлят в металле заготовки начальное отверстие, а следующие за ними являются рассверливающими. Самая большая проблема данного инструмента — это отвод стружки в процессе обработки. Поэтому их применение ограничено узкоспециализированными областями.
Корончатые сверла
Корончатым сверлом называют пустотелый инструмент с кольцевым расположением шести или двенадцати режущих поверхностей и соответствующим им числом стружкоотводящих канавок. Он применяется для сквозного сверления в металле отверстий больших диаметров. В процессе работы режущие кромки прорезают только кольцо вокруг середины будущего отверстия, а центральная часть металла просто выпадает (или выбивается) после прохода насквозь. Этот инструмент относят к сверлильному, скорее, по устоявшейся традиции, т. к. по своему принципу работы он гораздо ближе к фрезам.

Шнековые сверла
При сверлении отверстий в металле на глубины, кратные 30÷40 диаметрам, применяют удлиненные сверла специальной конструкции со спиральной канавкой в виде шнека. Такое решение намного улучшает стружкоудаление и позволяет производить непрерывное сверление металла на полную глубину отверстия без периодического вывода инструмента. Сверла шнековые отличаются от обычных спиральных большими углами наклона канавок (до 65°) и их треугольным профилем. Кроме того, у них увеличенный диаметр сердцевины и специальная заточка передней поверхности.

Перовые сверла
Перовые сверла используются для получения отверстий в металле, покрытом литейной коркой и окалиной. Конструктивно это самый простой сверлильный инструмент, т. к. имеет прямые канавки и режущую часть в виде пластины. Его недостатки являются прямым следствием простоты конструкции и невысокой стоимости. В процессе сверления металла у перовых сверл плохо отводится стружка, и они имеют склонность к уходу от оси отверстия. Выступающая вперед пластина снижает прочность всего изделия, что не позволяет работать на больших подачах, а также требует частой переточки. Это узкоспециализированный инструмент повышенной жесткости, который применяют при работе с отливками и поковками.

Типы хвостовиков
В соответствии с ранними советскими ГОСТами, которые действуют до сих пор, для сверлильного инструмента по металлу было предусмотрено два типа хвостовиков: цилиндрический и конический (Морзе). В 1990 году был принят ГОСТ 28706-90, который дублировал регламентацию ISP 9766-89 по цилиндрическим хвостовикам с лыской. Такой вид хвостовиков предназначен для сборных сверл по металлу, в которых лыска исключает проворачивание их в оснастке во время работы. Сейчас это решение широко применяется для модульного инструмента, а там, где сверло непосредственно фиксируется в шпинделе, по-прежнему используют изделия с конусом Морзе.
Маркировка сверл согласно ГОСТ
Правила маркировки сверл регламентированы ГОСТ 2034-80. Согласно этому документу на сверлильный инструмент диаметром менее двух миллиметров маркировка не наносится. Все данные о них должны указываться на упаковочной этикетке. Для сверл толщиной свыше двух и до трех миллиметров маркировка сверла по металлу содержит только значение диаметра и марку стали (таким образом их можно отличить от инструмента до двух миллиметров). Для диаметров свыше трех миллиметров в составе маркировки производитель должен указывать его величину, свой товарный знак, марку металла и класс точности. Марка металла, из которого изготовлен инструмент, может указываться как в виде ГОСТовского обозначения стали (например, Р6М7К6), так и общепринятой для быстрорежущих сталей международной аббревиатурой (HSS) с добавлением обозначения основного легирующего металла (Co, Ni, Ti и пр.) (см. фото ниже). Зарубежные изготовители маркируют свою продукцию аналогичным образом, поэтому отличить российские сверла от импортных можно только по торговой марке.
Цветовое обозначение
В своих каталогах все ведущие производители сверлильного инструмента используют для обозначения продукции цветовую маркировку, предусмотренную международным стандартом ISO 513. В соответствии с этим регламентирующим документом все инструментальные материалы делятся на шесть групп, каждая из которых предназначена для обработки определенных видов металлов, сплавов и полимерных материалов.
| Группа | Цвет | Обрабатываемые металлы и пластики |
|---|---|---|
| P | Голубой | Отдельные виды углеродистых, легированных и инструментальных сталей. Стали для отливок. Некоторые марки коррозионностойких сталей. |
| M | Желтый | Аустенитные коррозионностойкие стали. Отдельные виды немагнитных и износостойких сталей. |
| K | Красный | Различные марки чугунов. |
| N | Зеленый | Цветные металлы и их сплавы. Термопласты и дуропласты. |
| S | Золотистый | Жаростойкие сплавы на основе никеля, кобальта, титана и железа. |
| H | Серый | Закаленные стали высокой твердости. |
Кроме того, каждая группа резания подразделяется на группы применения, которые обозначаются числом в интервале от 1 до 40. Группы с большим индексом имеют более высокую прочность, а с меньшим — большую твердость и стойкость к износу.
Технология изготовления сверл
Конструктивно спиральное сверло состоит из двух основных компонентов: рабочей части и хвостовика. Первую изготавливают из быстрорежущей стали или твердых сплавов, а второй — из углеродистой инструментальной стали. Производство спиральных сверл по металлу включает в себя следующие укрупненные этапы:
- Подготовка компонентов. Цилиндрические заготовки для обеих частей нарезают на прутковых автоматах, а затем очищают от заусенцев, поверхностных окислов и загрязнений.
- Сварка. Две части из разного металла сваривают контактной стыковой сваркой. После этого со сварных швов удаляют излишки металла, а заготовки правят для придания им точной цилиндрической формы.
- Обточка. Заготовки центруют и обтачивают до точного размера. На этом же этапе подрезают торцы, точат конус хвостовика, обтачивают конец конуса под лапку (у инструмента с цилиндрическим хвостовиком последние две операции отсутствуют).
- Фрезеровка. Фрезеруют лапку (для конических хвостовиков), спиральные канавки и задние поверхности. После этого заготовка подвергается термической обработке с последующей очисткой на пескоструйной установке.
- Шлифовка. Шлифуют и полируют канавки спиралей. После этого шлифовке подвергают хвостовик и рабочую часть (с доводкой обратного конуса).
- Заточка сверла.
Корпуса сборного сверлильного инструмента, в котором режущая часть выполнена из твердосплавных пластин с напайным или механическим креплением, являются достаточно сложными изделиями, т. к. при их изготовлении необходима сложная фрезерная и токарная обработка. Поэтому их обычно изготавливают на станках с ЧПУ или обрабатывающих центрах.

Таблица размеров сверл по металлу
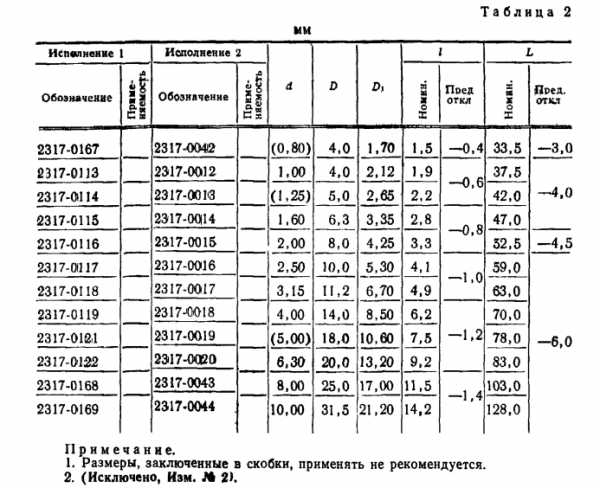
Государственные стандарты, правила изготовления спиральных и центровочных сверл по металлу, включают в себя таблицы размерных рядов для разных исполнений и направлений вращения спирали. Каждому типоразмеру соответствует уникальное цифровое кодовое обозначение. К примеру, если диаметр сверла с цилиндрическим хвостовиком равен 3.1 мм, оно имеет исполнение N1 и правую спираль, то его общая длина должна составлять 65 мм, длина рабочей части — 36 мм, а кодовое обозначение такого изделия будет 2300-7517. Таблицы размеров для сверл по металлу с коническим хвостовиком включают в себя диапазон диаметров от 5 до 80 мм, а для инструмента с цилиндрическим хвостовиком — от 0.25 до 20 мм. При этом для тонких сверл диаметром до 1 мм предусмотрено только исполнение N1 c правой спиралью.
Материалы изготовления и покрытия
Основные материалы для изготовления рабочих частей монолитного сверлильного инструмента — это быстрорежущие стали и твердые сплавы. В качестве быстрореза чаще всего применяют стали с вольфрамовыми или вольфраммолибденовыми лигатурами. Последние также используют в варианте с добавкой кобальта. Твердые сплавы, которые производятся методами порошковой металлургии, долговечнее, прочнее и термоустойчивее быстрорежущих сталей. В их состав обычно входит несколько тугоплавких металлов, таких как вольфрам, титан, кобальт и тантал. Некоторые изделия, предназначенные для выполнения за одну установку инструмента нескольких технологических операций (например, комбинированное сверло), могут включать в свой состав компоненты, изготовленные из разных инструментальных материалов.
Для улучшения рабочих характеристик сверл по металлу их поверхности подвергают дополнительной обработке или покрывают твердыми соединениями металлов. Самые распространенные методы обработки, повышающие прочность и износостойкость инструмента, — это цианирование и сульфидирование. А для защитных покрытий обычно используют карбонитрид титана (TiCN), в том числе легированный алюминием (TiAlN).

Как подобрать сверло под обрабатываемый металл
При выборе сверла для работ по металлу в первую очередь необходимо ознакомиться с цветовыми маркировками стандарта ISO 513, которых придерживаются все производители сверлильного инструмента. При этом нужно понимать, что такая маркировка не наносится на само изделие, а присутствует только в его каталожном описании. Можно, конечно, положиться на советы консультанта в магазине инструмента, но такой способ подойдет только в том случае, если требуется подобрать сверло для дрели, предназначенное для работы с обычной конструкционной сталью. Если же предстоит сверлить твердые или вязкие металлы или требуется качественное выполнение работы на заказ, то лучше следовать рекомендациям профессионалов. На рисунке ниже приведен пример использования цветовой маркировки из каталога Mitsubishi.
Необходимо также помнить, что параметры процесса сверления зависят как от характеристик сверла, так и от мощности и скорости вращения привода. Поэтому сверла для шуруповерта лучше не использовать с дрелью, т. к. это, скорее всего, приведет к их повреждению. А скорости вращения шуруповерта явно недостаточно для сверления металла обычными сверлами для дрели.
Сверла, применяемые в станках
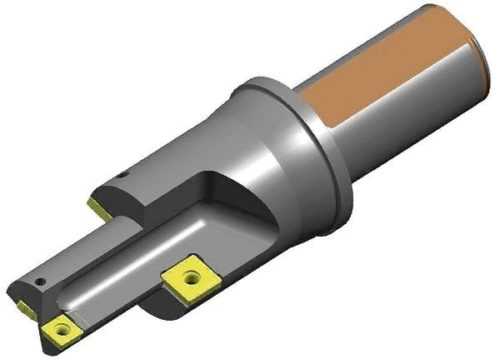
На сверлильных станках, у которых посадочное отверстие шпинделя выполнено под конус Морзе, сверла для обработки металла устанавливаются напрямую в шпиндель. А для их фиксации в нем предусмотрен специальный сквозной паз для заклинивания лапки. Такие же сверла применяют и в универсальных станках (сверлильно-фрезерных и пр.), у которых посадочное отверстие шпинделя сделано под метрический конус или под одну из его современных разновидностей. Только в этом случае их вставляют в переходные оправки с соответствующим конусом. В целом сверла по металлу, используемые на станках, не отличаются от тех, что применяют при сверлении ручным инструментом. Единственный вид сверлильного инструмента, предназначенный только для станочного применения, — это сверла со сквозным каналом, предназначенным для подачи СОЖ в зону обработки (см. рис. ниже).

Лучшие производители
Среди российских производителей сверлильного инструмента для работ по металлу хорошее соотношение цены и качества имеет продукция Волжского инструментального завода (ВИЗ), Томского инструментального завода (ТИЗ) и ПО «Туламаш». К этой же категории относится инструмент украинского Запорожского инструментального завода (ЗИЗ). Самыми лучшими по качеству являются сверла всемирно известных производителей режущего инструмента, таких как немецкие Bosch, Hasser и Ruko, шведский Sandvik, японская Mitsubishi, тайваньский Winstar и пр. Но их продукция имеет достаточно высокую цену и предназначена в основном для профессионального применения. Кроме того, на рынке массово представлены сверла по металлу под торговыми марками известных продавцов и производителей электроинструмента. В основном это недорогой инструмент, но при этом многие изделия имеют очень высокое качество. В этой категории пользователи чаще всего отмечают «Зубр», «Интерскол», DeWalt, Hilti, Makita и Metabo.
Правила хранения сверл
На рабочих местах промышленных предприятий хранение сверл осуществляется в инструментальных шкафах и тумбочках из листового металла, установленных в непосредственной близости от станка, а также на стеллажах в специальных инструментальных кладовых. Сверлильный инструмент необходимо укладывать в определенном порядке (по типам и диаметрам) в соответствующие отсеки, пеналы или чехлы. Укладка должна обеспечивать сохранность режущих кромок, а также рабочих и посадочных поверхностей. Перед помещением на хранение сверлильный инструмент очищают от металлической пыли и загрязнений, а в случае неиспользования в течение длительного времени смазывают литолом или техническим вазелином. В целях предотвращения возникновения коррозии запрещается располагать рядом с местами хранения инструмента кислотосодержащие и прочие агрессивные жидкости. В домашних мастерских инструмент должен храниться с соблюдением таких же правил. Только вместо тумбочек и шкафов здесь гораздо удобнее использовать пластиковые пеналы и специальные подставки (см. видео ниже).
При сверлении глубоких отверстий в металле рекомендуется поливать поверхность инструмента небольшим количеством масла. На производстве обычно используют И-20, но не у всех есть возможность приобрести именно эту марку. А какое масло взамен индустриального можно использовать в домашних условиях? Поделитесь, пожалуйста, своими соображениями и рекомендациями по этому вопросу в комментариях.
wikimetall.ru
Виды сверл по металлу – классификация, маркировка, диаметры
Сверление металлических изделий – операция, отлично знакомая домашним мастерам. Однако этот процесс лишь с первого взгляда отличается простотой. Для успешной работы необходимо понимать, какими сверлами лучше пользоваться и как выбирать качественную продукцию. Как подобрать сверло по металлу, чтобы оно не затупилось и не сломалось? Множество вопросов, которые необходимо учитывать перед покупкой. Далее разберем виды сверл по металлу, их классификацию, маркировку, обозначения, а также приведем фото сверл по металлу каждого типа.

Расшифровка маркировки
Прежде чем разобрать, какие бывают сверла по моделям, следует обратить внимание на маркировку. На обозначение в первую очередь оказывает влияние диаметр. Для тонких изделий маркировка обычно не предусмотрена, обозначатся начинают изделия от 3 мм. При увеличении толщины возрастает количество информации – классы точности, производители и т.п.
Цифро-буквенное обозначение расшифровывается просто. По традиции отечественные изделия начинают обозначаться с буквы P, то есть быстрорежущая сталь. Следующая цифра обозначает процентное соотношение вольфрама. В последующих цифрах и буквах заключены дополнительные компоненты и их количество. Так, K – это кобальт, M – молибден. Чем большее количество включено элементов, тем лучшие характеристики (температурная, механическая нагрузка) имеет сверло.

Содержание углерода, хрома не наносится, т.к. с первым содержание пропорционально количество ванадия, а второго всегда 4 процента. При внедрении ванадия больше 3%, то появляется буква Ф и его количество.
Импортные изделия маркируются так – DIN и HSS.
DIN обозначаются многоцелевые инструменты, подходящие для обычного и глубокого сверления. Обладают различными покрытиями, с легкостью распознаваемое по цветам.
HSS имеют различия в буквах, идущих после аббревиатуры. G – говорит о наличии инструмента, способного справляться с углеродистой, легированной сталью, обработает чугун, алюминий, медный сплав. E – инструмент, справится с легированными/углеродистыми сталями, а также кислотостойким и нержавеющим металлом.

Титановые свела имеют обозначение HSS-G TiN и HSS-G TiAlN. Для них любой приведенный выше металл будет не помехой.
Сверла для бытового применения
Все типы сверл по металлу можно разделить на сферы применения. Так, можно выделить бытовое и промышленное использование. Второе направление предполагает использование в специализированном оборудовании – станках. Обычные также могут быть задействованы в станочном оборудовании, но наибольшее распространение получили в переносном электроинструменте.
Спиральное цилиндрическое. Сверло по металлу, каким все привыкли его видеть. В основном изготавливается из быстрорежущей стали НSS, Р6М5. Иногда можно найти наиболее качественные из стали марки P18. Сейчас эту сталь практически не применяют, но если оно вам попалось, то это качественный вариант.

Маркировка сверл по металлу этого типа предполагает наличия следующих модификаций: P9, P18, P9K15. Буква P обозначает изготовление из быстрорежущей стали. Цифры определяют процентное соотношение вольфрама в составе инструмента. Последующие буквы и цифры определяют наличие и количество легирующих веществ. К примеру, K6 означает, что сплав содержит 6 частей кобальта, способствующего теплостойкости. M4 – наличие 4 частей молибдена.
С коническим хвостовиком. Чаще всего предназначаются для сверлильного станка. Хвостовик выполняется в форме конуса, так называемого Конуса Морзе, который обжимается в патроне. Существуют модели дрелей, которые поддерживают подобные разновидности инструмента. В этом случае они просто вставляются в дрель без использования патронов. Подобные модели дрелей являются тихоходными. Если необходимо провести сверление отверстий большого диаметра (от 23 мм), то их просверливают подобными моделями.

Маркировка схожа с обычными спиральными. Цифро-буквенное обозначение формирует наличие компонентов и их соотношение.
Корончатого типа. Классификация сверл по металлу предполагает и эту разновидность. Они предназначены для создания отверстия большого диаметра. Обладают схожестью с коронками для работ по бетону, но без твердосплавных элементов на зубцах. Производятся из стали НSS. Обладает частыми зубьями. Отлично подойдут для создания отверстий более 30 мм в диаметре. Но подходит лишь для тонкого металла.

Корончатые модели, имеющие диаметр меньше 2 мм, не имеют маркировки, свыше 3 мм указывается марка и толщина. При больших размерах указывается информация о производителе, составе стали и иных характеристиках. Все данные можно найти на упаковке.
Ступенчатого типа (конические). Этот вариант подробно рассматривали в этой статье. Широкое распространение получили относительно недавно. Диаметры отверстий также могут получаться значительные. Однако можно создавать и небольшие. Инструмент имеет универсальные характеристики и возможность сверления от 6 до 30 мм.

Отличительной чертой является то, что возможно использовать лишь с листовым металлом толщиной до 2 миллиметров.
Центровочные. Подробно также рассматривали в соответствующей статье. Необходимы для центрирования точек создания отверстий заготовок перед началом сверления. Разобраться с обозначениями поможет нижеприведенная таблица.
Твердосплавные модификации. Используются для обработки прочного металла, в том числе прошедшего закалку. В этом случае помочь сможет только этот вариант. Наконечник обладает твердосплавной пластиной – сплав BK8 (победит). Подобные инструменты получили широкую известность при сверлении бетона. Однако в отличие от бетонного аналога для металла имеет угол заточки острый односторонний. Это обеспечивает возможность эффективно обрабатывать металл.

Имеет место только одна проблема – редко встречаются в продаже.
Левосторонние. Существует и такая, нечасто встречающаяся в продаже, модификация сверл. Применяются для высверливания сломавшихся болтов, винтов, которые невозможно удалить обыкновенной моделью.

С повышенной точностью. Используются в работах с повышенными требованиями к точности. Маркировка сверла такого типа содержит обозначение А1, В1. Это обозначения класса точности.
Кобальтовые. Подробно рассматривали в статье про кобальтовые сверла. В последнее время получили широкое распространение и продаются повсеместно. Имеют повышенную стойкость, позволяют обрабатывать особо твердые детали. Чем же отличаются кобальтовые сверла от обычных? Чаще всего маркировкой. Например, наличие надписи P6M5К5 свидетельствует о наличии кобальта в составе, об усиленной структуре. Стоимость в несколько раз больше, чем у обычных.
С титановым покрытием. Определить легко по желтому цвету. Это как раз напыление нитрида титана. Часто возникают споры по поводу прочности кобальтовых и титановых сверл. Однозначно можно сказать, что кобальтовые значительно прочнее. Наличие титанового покрытия обеспечивает режущие кромки защитой больше от ржавчины, чем от процесса стирания.

Сверла, используемые в станках
Помимо всем известных модификаций существуют варианты, которые известны лишь в узком кругу специалистов, связанных с профессиональной металлообработкой.
Сверла с напаянными пластинами. Позволяют обеспечить увеличенные характеристики износостойкости во время обработки особо прочных металлов. К тому же экономически целесообразны во время обрабатывания больших отверстий, т.к. цена существенно ниже твердосплавного аналога или со сменными пластинами.

Со сменными пластинами. Используются для обработки деталей в массовом/серийном производстве. Отличаются быстрым процессом смены пластин, что существенно упрощает работу операторов, т.к. сверла не требуется перетачивать и снова устанавливать. Применяются при обработке глухих отверстий, имеющих плоское дно, а также при невысоком требовании к точности обработки.

Для глубокого сверления. При обработке отверстия до 100 мм могут использоваться следующие модификации.
- Эжекторные. Предпочтительны во время сверления на станке, имеющего горизонтальную компоновку шпинделя (токарный станок, обрабатывающих центр). Использование подобных сверл – передовая технология создания глухого отверстия.

- Пушечные. Относится к устаревшим методам создания глухих отверстий. Точность обработки может достигать девятого класса, а чистота поверхности от 0,1 до 3,2 Ra микрон.

Это основные типы сверл, которые используются в быту и промышленности. Имеются также универсальные варианты, которыми можно обрабатывать любые поверхности. С существующими разновидностями сверл по другим материалам можно ознакомиться в статье «Виды сверл».
Скачать ГОСТ
ГОСТ 885-77 Сверла спиральные. Диаметры
ГОСТ 10902-77 Сверла спиральные с цилиндрическим хвостовиком. Средняя серия. Основные размеры
ГОСТ 10903-77 Сверла спиральные с коническим хвостовиком. Основные размеры
ГОСТ 14952-75 Сверла центровочные комбинированные. Технические условия
ГОСТ Р 52966-2008 Сверла спиральные ступенчатые для отверстий под метрическую резьбу. Основные размеры
ГОСТ 17274-71 Сверла спиральные цельные твердосплавные. Короткая серия. Конструкция и размеры
oxmetall.ru
Виды сверл и назначение – составляем набор инструментов + Видео
Современные дрели и сверла позволяют проделать отверстия нужного диаметра практически в любом металле или менее прочном материале. Виды сверл на полках магазина пестрят не только разной маркировкой, но и разным качеством. Давайте разберемся, как не прогадать с покупкой сверла.
1 Виды сверл и их назначение – покоряем металл!
Классификация сверл достаточно сложна и учитывает много факторов: предназначение, исполнение, форма. Если разделить их на две первоначальные группы, мы получим сверлильный инструмент по металлу и сверла по дереву или другим мягким материалам. Виды сверл по металлу отличаются наличием двух продольных канавок, которые отводят стружку в сторону, а также особым углом заточки. Впрочем, корончатые и конусные сверла по металлу выпадают из этого ряда.
Рекомендуем ознакомиться
Корончатые изделия используются для высверливания больших отверстий и работе с многослойными материалами, при этом они не особо зависят от мощности инструмента – строение инструмента позволяет работать даже с обычными дрелями, поскольку силы резания относительно небольшие. При выборе корончатых изделий следует обратить внимание на хвостовик – он должен быть мощным и прочным, чтобы исключить проскальзывание в патроне. Вибрации, перегрев – эти два фактора влияют на износ инструмента, избавившись от них, вы значительно продлите ему жизнь.

Конусные сверла свое название подтверждают формой – она позволяет сверлить отверстия произвольных диаметров, в зависимости от нужд мастера. Оператору необходимо лишь наметить диаметр окружности и точно определить центр сверления. Конусные изделия с ровными стенками требуют постоянного контроля над процессом сверления, тогда как ступенчатые облегчают труд там, где нужно высверливать отверстия определенного диаметра, которому соответствует та или иная ступень.
2 Сверла по дереву – набор для всех нужд
Обычные спиральные сверла с одной канавкой для отвода стружки предназначены для работ по дереву. Изделия представлены в очень внушительном диапазоне диаметров – от 3 мм до 50 с лишним! Если же и этот диаметр оказался недостаточным, вам на выручку придут кольцевые изделия, также их еще называют коронками – не путать с корончатыми сверлами по металлу! Кольцевые выглядят, как кольца с зубьями, с центровочным сверлом.
Недостаток таких изделий в том, что особо глубоких отверстий такими не проделать – обычные инструменты способны осилить глубину до 20 мм, профессиональные – почти 70 мм. Эти же сверла используют и при работах с другими мягкими материалами, например, пластиком. Чем тоньше инструмент, тем они должны быть короче – законы физики не отменить, тонкое и длинное сверло сломается даже при небольшом нажатии. Более толстые изделия могут достигать в длину больше полуметра – это как раз на тот случай, когда нужно проделать очень глубокое отверстие.
Учтите, что сверла для глубокого сверления будут весить немалые 2 и даже 3 килограмма. Обычной бытовой дрели даже кратковременные работы покажутся серьезным испытанием, впрочем, не факт, что такая дрель сможет провернуть инструмент даже на холостом ходу. Перьевые сверла по дереву представляют собой компромиссный вариант между длиной и весом. Сверление происходит за счет утолщения стержня в форме пера. Длина стержня при этом особо не ограничивается. За это достоинство приходится терпеть недостаток – отсутствие отвода стружки.

Для образования глухих отверстий (просверленных не до конца) идеально подходят сверла Форстнера. Они позволяют сделать отверстие с идеально ровным донышком. Диаметр полученных отверстий может достигать 50 мм, а длина изделий обычно колеблется в рамках 10-15 см, хотя существуют и специальные удлинители.
Для всех сверлильных изделий существуют одинаковые законы правильного использования – чем больше диаметр, тем меньшее количество оборотов следует выставить на дрели, чем тверже материал, тем меньше оборотов, чем длиннее сверло, тем меньше на него следует нажимать.
3 Маркировка сверл : расшифровываем обозначения
На маркировку сверл по металлу и дереву влияет, прежде всего, их диаметр. Тонкие изделия выпускаются без какой-либо маркировки вообще – диаметр и марка стали обозначается на инструментах от 3 мм и выше. Чем толще сверло, тем больше на нем должно быть указано информации: класс точности, производитель…
Буквы и цифры, которые нанесены на изделие, расшифровать несложно. Традиционно маркировка изделий, произведенных отечественными заводами, начинается с буквы Р – так обозначают быстрорежущую сталь. Цифра, которая идет следом, указывает на процентное содержание вольфрама. Последующие обозначения указывают массовые доли других элементов. Кобальт обозначается буквой К, молибден – буквой М. Чем больше таких элементов в составе, тем лучше изделие выдерживает температурные и механические нагрузки.
Традиционно процентное значение углерода и хрома не маркируют, поскольку в первом случае содержание элемента всегда пропорционально содержанию ванадия, а во втором случае процент всегда один и тот же – 4 %. Если ванадия в составе стали больше 3 %, то на сверле появится буквы Ф и цифра с указанием количества.
Для импортных изделий применяется совсем иная маркировка – DIN и HSS. Сверла DIN представляют собой многоцелевые инструменты, которые подходят как для обычных работ, так и для глубокого сверления. Лучше всего они работают с металлами, которые образовывают среднюю и длинную стружку. Изделия могут иметь разное покрытие, которое легко распознать по цветам.
HSS-сверла различают по буквам, которые идут после аббревиатуры. Так, буква G свидетельствует о том, что перед вами инструмент, который легко справится с углеродистыми и легированными сталями, чугуном, алюминиевым и медным сплавами. E – это сверла, которые, помимо легированной и углеродистой стали, просверлят кислостойкий и нержавеющий металл.

Для титанового сплава, который известен своей прочностью, подойдет HSS-G TiN и HSS-G TiAlN. Само собой, все вышеперечисленные металлы также им по зубам. Выбирайте инструменты от проверенных производителей – хорошие сверла изготавливают в Германии, Франции, странах Прибалтики, да и среди отечественных производителей найдется немало достойных. Изделия из Китая традиционно проигрывают по качеству, хотя и более доступны.
4 О чем расскажет цвет металла – выбираем набор!
Цвет изделия может очень многое рассказать о его возможностях, неважно, какое именно сверло перед нами – по дереву или по более твердым материям. Например, серый цвет присущ самым простым сверлам без какой-либо обработки – такой цвет имеет сама сталь. Черный цвет поверхности изделия указывает на то, что сверло при финишной обработке подвергалось влиянию перегретым паром. Такие инструменты имеют более долгий срок эксплуатации.

Желтый оттенок свидетельствует о процедуре отпуска металла. Такая процедура снимает внутреннее напряжение закаленого металла, который приобретает излишнюю хрупкость. Таким образом, производители пытаются достичь золотой середины – каленые изделия обладают высокой крепостью, но в то же время достаточно хрупки. А вот если уменьшить внутреннее напряжение путем медленного и длительного прогревания металла, инструмент станет несколько мягче, однако сохранит высокую степень крепости.

Яркий золотистый цвет обозначает лучшие изделия, которые справятся с самыми сложными работами. Золотым сверло делает слой нитрида титана, который существенно уменьшает трение и увеличивает прочность. Конечно, стоят такие инструменты недешево.
tutmet.ru
Как выбрать сверло по металлу –маркировка, характеристики
Сверла, предназначенные для формирования отверстий в деталях, изготовленных из различных материалов, нашли широкое применение не только в промышленности, но и в быту. Большой выбор такого инструмента, предлагаемый на современном рынке, часто вызывает вопрос, как выбрать сверло по металлу, даже у опытных специалистов, не говоря уже об обычных потребителях. Чтобы выбрать инструмент, необходимо учитывать ряд факторов, о которых мы и хотим поговорить в данной статье.

Разновидности сверл по металлу
Характеристика сверл
Вопрос о том, как выбрать сверла, часто возникает у тех, кому необходимо получить отверстие в изделиях, изготовленных из различных сталей, деталей из чугуна и цветных металлов. Сверла для работы с такими материалами называют спиральными, потому что их рабочие поверхности имеют спиралевидную форму. Между рабочими поверхностями располагаются две продольные канавки, с их помощью из формируемого отверстия отводится стружка.
Характерным отличием таких сверл является форма их хвостовика, которая может быть цилиндрической, конической и шестигранной. Инструмент с коническим хвостовиком можно вставлять в рабочий орган станка напрямую, а для моделей с хвостовиками цилиндрического и шестигранного типа необходимо использовать специальные патроны.
При выборе значение имеет не только маркировка, но и цвет, на который следует обращать особое внимание.
Цвет и маркировка сверл
Сверла по металлу, обладающие черным цветом, отличаются повышенной износостойкостью, так как при их финишной обработке был использован перегретый пар. Если готовое сверло было подвергнуто отпуску, который способствует снятию внутренних напряжений, то оно будет иметь светло-золотистый цвет.
Элементы спирального сверла
Наиболее качественными являются сверла по металлу, обладающие не только повышенной прочностью, но и способностью уменьшать трение в процессе своей работы. Такими свойствами обладает инструмент ярко-золотистого цвета, рабочая поверхность которого покрыта слоем нитрида титана.
Если вы желаете выбрать недорогое сверло по металлу, обращайте внимание на такие, которые не были подвергнуты никакой дополнительной обработке. Такой инструмент, срок службы которого очень незначителен, имеет серый цвет.
Маркировка сверл определяется диаметром их рабочей части. Инструменты диаметром до 2 мм не маркируются вообще. На сверлах с диаметром 2–3 мм указывается их размер и марка стали, свыше 3 мм — производитель, класс точности.
В начале маркировки любого сверла по металлу присутствует буква Р, которая говорит о том, что оно произведено из быстрорежущей стали. Если в материале, из которого изготовлено сверло, содержатся дополнительные легирующие элементы, то в его маркировке присутствует первая буква их названия и цифра, информирующая об их процентном содержании.
Сверла TL300 торговой марки RUKO
Сверла TL300, выпускаемые под торговой маркой RUKO, хорошо известны отечественному потребителю. Сверло данного модельного ряда можно выбрать за его доступную стоимость, а также высокое качество и надежность. Сверла этой серии, имеющие крестовую заточку, соответствующую стандарту DIN 1412C, производятся с диаметром свыше 3 мм. Сверла TL300 затачиваются под углом 130 градусов, а отдельные модели этой серии могут иметь покрытие, состоящее из нитрида титана, а также алюмонитрида титана и других материалов.

Сверла торговой марки RUKO
Модели данной серии относятся к категории многоцелевых, но оптимально их характеристики подходят для сверления металлов, которые склонны к образованию стружки средней и большой длины.
Модели данной серии (HSS-G) оптимально подходят для формирования отверстий в деталях, изготовленных из углеродистых, легированных сталей, а также чугуна, сплавов с содержанием меди и алюминия.
Модели HSS-EE, кроме вышеуказанных металлов, можно выбрать для сверления деталей из нержавеющих и кислотостойких сталей. Еще более универсальными являются модели сверл HSS-G TiN и HSS-G TiAIN, которые можно выбрать для сверления деталей из титана и его сплавов.
Сверла модельного ряда BOSCH HSS-CO
Тем, кто думает, как выбрать подходящие сверла по металлу, стоит обязательно обратить внимание на инструменты модельного ряда HSS-CO, выпускаемые известной компанией BOSCH. На сверла данной модели, изготовленные из быстрорежущей стали, дополнительно нанесено оксидное покрытие, которое способствует быстрому отводу стружки из зоны сверления. Рабочие кромки такого инструмента заточены под углом 135 градусов и дополнительно обработаны методом сеточной шлифовки, что позволяет выбирать их для формирования отверстий в любых металлах.
Сверла BOSCH HSS-CO
Металл, из которого изготовлены сверла HSS-CO, дополнительно обогащен кобальтом, что придает инструменту высокую прочность и термическую стойкость. Отличается такой материал и высоким пределом прочности на разрыв, который составляет 1000 Н/мм2. Такие характеристики позволяют успешно выбирать инструменты из него для решения даже самых сложных технологических задач.
Важно также отметить, что инструменты модельного ряда HSS-CO обладают классом точности H8, поэтому можно выбрать их для получения отверстий, точно соответствующих заданным параметрам.
Сверла торговой марки HAISSER
Маркировка сверл, содержащая название торговой марки HAISSER, говорит о том, что перед вами инструмент с титановым покрытием, способный выдерживать экстремальные нагрузки. Покрытие из титана, которое нанесено на поверхность таких сверл, затачивающихся пор крестообразной схеме, обеспечивает эффективное охлаждение.

Сверла марки HAISSER
Благодаря исключительной износоустойчивости, долговечности и способности выполнять сверление с минимальным трением, такой инструмент нашел широкое применение на предприятиях различных отраслей промышленности. На рабочую поверхность таких сверл нанесено титан-нитридное покрытие, которое также минимизирует эффект холодной сварки.
Такие сверла можно выбрать для выполнений отверстий в деталях, изготовленных из разных материалов: легированных и нелегированных сталей, меди, бронзы, полимерных материалов, металлокерамики и др.
Сверла торговой марки «ЗУБР»
Материалом для изготовления сверл по металлу под торговой маркой «ЗУБР» является быстрорежущая сталь Р6М5К5, в составе которой содержится 5% кобальта, придающего ей высокую прочность и износоустойчивость.
Если вы задумываетесь над тем, как выбрать подходящее сверло по металлу, с помощью которого можно эффективно получать отверстия в нержавеющих, труднообрабатываемых сталях и цветных сплавах, то вам определенно следует обратить внимание на недорогой и качественный товар данной марки. При необходимости можно выбрать и гибкое сверло для металла.

Сверла марки ЗУБР
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
какие лучше, размеры, маркировка и рейтинг
 Для сверления чугуна, черных и цветных металлов требуется тщательно подбирать оснащение и оборудование с достаточной мощностью. Сверла, рассчитанные на работу с мягкими материалами, не смогут справиться с металлами. Работа будет идти медленно, готовые отверстия получаться некачественными, а сверла будут подвергаться чрезмерному износу и требовать регулярной замены. Всех этих проблем можно избежать, если определиться, какие сверла по металлу лучше.
Для сверления чугуна, черных и цветных металлов требуется тщательно подбирать оснащение и оборудование с достаточной мощностью. Сверла, рассчитанные на работу с мягкими материалами, не смогут справиться с металлами. Работа будет идти медленно, готовые отверстия получаться некачественными, а сверла будут подвергаться чрезмерному износу и требовать регулярной замены. Всех этих проблем можно избежать, если определиться, какие сверла по металлу лучше.
Основные критерии
Универсального инструмента для сверления различных материалов не существует, и даже внешне похожие металлы могут иметь совершенно отличающиеся требования к оборудованию. Качественные сверла от надежных производителей стоят достаточно дорого, но и прослужить при грамотном выборе смогут очень долго, сэкономив при этом кучу времени и денег на работе.
Во время выбора инструмента нужно обращать внимание в первую очередь на следующие моменты:
 Тип сверла. Длинное и тонкое прямое сверло привычной и знакомой всем формы называется спиральным. Они широко распространены, поскольку позволяют создавать востребованные в ремонте и строительства глубокие прямые отверстия различного диаметра, в том числе сквозные. Два других распространенных типа — ступенчатые сверла и зенкеры.
Тип сверла. Длинное и тонкое прямое сверло привычной и знакомой всем формы называется спиральным. Они широко распространены, поскольку позволяют создавать востребованные в ремонте и строительства глубокие прямые отверстия различного диаметра, в том числе сквозные. Два других распространенных типа — ступенчатые сверла и зенкеры.- Тип хвостовика. Хвостовиком называется обратная часть с креплением, которая вставляется в инструмент. К инструменту с отличающимся типом крепления другие сверла не подойдут. В продаже присутствуют цилиндрический, конический и шестигранный хвостовики.
- Состав сплава. Для увеличения прочности, износостойкости и других свойств стали, сплав включает в себя добавки разных металлов: кобальта, молибдена, алюминия, титана и других. Для работы с различными металлами требуются соответствующие показатели режущего инструмента. Наличие дополнительного покрытия, напыления или материала в составе нередко можно определить по цвету продукции.
- Технические моменты. Необходимые точность, угол заточки, направление среза, размер, диаметр и другие физические и технические моменты, которые зависят от конкретных планируемых работ и влияют на точность и качество результата.
- Надежные производители. Продукцию с одной и той же маркировкой и предназначенную для одних целей производит множество компаний, но хорошим качеством отличаются далеко не все. К примеру, дешевые китайские сверла зачастую не выдерживают даже нескольких минут активной работы, несмотря на все заявления производителя и соответствие маркировки и других показателей. Покупка оборудования и расходных материалов от проверенных производителей существенно снижает риски получения некачественного товара.
 Тип сверла. Длинное и тонкое прямое сверло привычной и знакомой всем формы называется спиральным. Они широко распространены, поскольку позволяют создавать востребованные в ремонте и строительства глубокие прямые отверстия различного диаметра, в том числе сквозные. Два других распространенных типа — ступенчатые сверла и зенкеры.
Тип сверла. Длинное и тонкое прямое сверло привычной и знакомой всем формы называется спиральным. Они широко распространены, поскольку позволяют создавать востребованные в ремонте и строительства глубокие прямые отверстия различного диаметра, в том числе сквозные. Два других распространенных типа — ступенчатые сверла и зенкеры.Если определяться с выбором, каждый раз ориентируясь на эти пункты, вероятность получения некачественной продукции сводится к минимуму.
Выбор типа сверла
Основных видов сверл три: спиральные, ступенчатые и конические (зенкеры). Несколько реже встречается четвертый тип — кольцевые фрезы, также называемые корончатыми сверлами. Они предназначаются для создания больших отверстий до 150 мм.
- Спиральные. Максимально распространены, поскольку позволяют создавать отверстия любого типа с высоким качеством и точностью обработки. По форме такое сверло представляет цилиндрический стержень с канавками для отвода стружки и двумя режущими кромками винтовой формы. Ширина сверла на всей рабочей длине одна и та же, а значит делать можно только отверстия одного диаметра. Зато отверстия могут быть очень глубокими, в том числе сквозными — другие инструменты при обработке металлов таких возможностей не предоставляют.
- Конические сверла и зенкеры. Конические модели представляют собой конусы правильной формы, позволяющие делать отверстия различного диаметра и глубины. Для работы требуется определенный опыт и постоянный контроль со стороны мастера. Зенкеры очень похожи, но имеют дополнительные продольные насечки для большей эффективности. При помощи зенкеров выполняется предчистовая обработка деталей из металла, увеличение диаметра уже имеющихся цилиндрических отверстий, а также сверление новых конических отверстий. В отличие от обычных конических сверл, зенкеры меньше предназначены для глубоких и сквозных отверстий.
- Ступенчатые. Такие сверла, как и конические, имеют режущую часть в форме конуса. Однако конус не ровный, а со ступенчатыми перепадами высоты. За счет этого процесс сверления металла становится более быстрым и удобным.
- Корончатые. Также называемые кольцевыми фрезами, корончатые сверла позволяют создавать отверстия в металле диаметром от 12 миллиметров до 15 сантиметров. Обладают небольшой силой резания, а также оставляют видимые шероховатости на обрабатываемой поверхности. От аналогичных версий для дерева фрезы по металлу отличает состав сплава, канавки для отвода стружки и угол наклона режущих элементов. Кольцевые фрезы могут использоваться и в обычной дрели: главное, чтобы хвостовик был прочным и исключал возможность проскальзывания, а также хватило мощности инструмента.
 Спиральные. Максимально распространены, поскольку позволяют создавать отверстия любого типа с высоким качеством и точностью обработки. По форме такое сверло представляет цилиндрический стержень с канавками для отвода стружки и двумя режущими кромками винтовой формы. Ширина сверла на всей рабочей длине одна и та же, а значит делать можно только отверстия одного диаметра. Зато отверстия могут быть очень глубокими, в том числе сквозными — другие инструменты при обработке металлов таких возможностей не предоставляют.
Спиральные. Максимально распространены, поскольку позволяют создавать отверстия любого типа с высоким качеством и точностью обработки. По форме такое сверло представляет цилиндрический стержень с канавками для отвода стружки и двумя режущими кромками винтовой формы. Ширина сверла на всей рабочей длине одна и та же, а значит делать можно только отверстия одного диаметра. Зато отверстия могут быть очень глубокими, в том числе сквозными — другие инструменты при обработке металлов таких возможностей не предоставляют.Чтобы определиться с одним из типов среди этих вариантов, нужно ориентироваться на следующие критерии выбора:
- Необходимый диаметр готового отверстия.
- Проникающее или сквозное сверление требуется.
- Марка стали, внешний вид изделия и другие особенности обрабатываемого металла.
- Необходимая глубина отверстия.
- Характеристики и особенности используемого для работы инструмента: дрели, шуруповерта, перфоратора и т. п.
Не стоит покупать сверла целыми наборами, если они требуются в единичных случаях и бытовых целях: такое приобретение будет экономически неоправданно. В бытовых целях желательно приобретать товар штучно, под конкретные нужды, а в профессиональных — наборами, в зависимости от сферы деятельности.
Подбор хвостовика
Хвостовиком называют ту часть, которая крепится в патроне дрели или другого инструмента. Существует три распространенных типа крепления: коническое, цилиндрическое и шестигранное. Хорошие сверла по металлу могут обладать любым типом крепления: это влияет только на инструмент, который сможет работать с конкретной оснасткой.
- Цилиндрический. Такие хвостовики встречаются в основном в патронах с ключевым креплением и на данный момент являются самым распространенным типом. Однако простая форма не гарантирует защиту от проскальзывания, что прямо уменьшает передаваемый крутящий момент. Но при этом уменьшается шанс, что сверло заклинит в металле во время работы.
- Конический. Такой тип крепления в форме усеченного конуса обычно встречается в станках и промышленном оборудовании. В ручном инструменте для ремонта такие хвостовики встречаются редко. Обеспечивают надежное крепление, но при этом подбирать хвостовик требуется тщательно, с учетом всех особенностей держателя.
- Шестигранный. Хвостовик в форме шестигранника очень прочно фиксирует сверло и защищает его от прокручивания при больших нагрузках. Для надежной фиксации в патроне достаточно закрепить хвостовик на глубине около 1 сантиметра.
Исходя из этого, для ручного инструмента желательно выбирать сверла с шестигранными хвостовиками. Важно помнить, что заменить один тип на другой нельзя, поэтому последнее слово остается за используемым оборудованием. Совместимость оснастки с техникой гарантирует максимальную эффективность работы.
Состав сплава и маркировка
Режущая часть инструмента только в том случае сможет просверлить заготовку или рабочую поверхность, если она существенно прочнее ее. Чтобы было проще определить, какая продукция из чего сделана, выполняется специальная маркировка сверл по металлу. Помимо этого, многие типы напыления и сплавы можно сразу узнать по цвету.
Как маркируются сверла по металлу:
- P6M5 и HSS — означает, что изделие выполнено из быстрорежущей стали. Сегодня обозначение HSS можно встретить чаще всего.
- HSS-R — предназначаются для серого чугуна, цветных металлов, стали, твердых пластиков.
- HSS-TiN — рабочая часть имеет дополнительное покрытие из нитрида титана, что снижает нагрев при работе и позволяет сверлить чугун и более прочную сталь (до 1100 Н/мм²).
- HSS-TiAIN — дополнительное трехслойное защитное покрытие из нитрида, титана и алюминия. Позволяет работать при нагреве до 700 градусов, износостойкость и срок службы увеличивается в 5 раз.
- HSS-K6 — в сплаве содержится кобальт, что положительно сказывается на надежности и долговечности оснастки.
- HSS-M3 — в сплаве содержится молибден, в несколько раз увеличивается прочность и износостойкость (как и в случае с кобальтом в составе).
- HSS-G — сверла для стали с пределом прочности до 900 Н/мм²: серого чугуна, цветных металлов, легированной и нелегированной стали.
 P6M5 и HSS — означает, что изделие выполнено из быстрорежущей стали. Сегодня обозначение HSS можно встретить чаще всего.
P6M5 и HSS — означает, что изделие выполнено из быстрорежущей стали. Сегодня обозначение HSS можно встретить чаще всего.В маркировке не указывается углерод, поскольку в первоначальном сырье он присутствует всегда. То же самое и с хромом, хотя его содержание может доходить до 4%. Отечественная маркировка еще более проста: рядом с каждой буквой, обозначающей металл, стоит цифра, указывающая на его процентное содержание в сплаве. К примеру, обозначение Р7М6К6 говорит о 7, 6 и 6% содержании вольфрама, молибдена и кобальта соответственно. Может еще встретиться буква Ф — ванадий, однако больше распространен кобальтовый вариант и сплавы с молибденом и вольфрамом.
Сверла по металлу: размеры, таблица (данные по маркировке DIN — импортное обозначение высокопрочной стали, как HSS).
Расшифровка цвета
Все варианты, разложенные по прилавкам в магазине, можно разделить на четыре категории по цвету. Каждый цвет достаточно много говорит о качестве оснастке и ее предполагаемых характеристиках.
- Черный цвет означает, что после производства сверла были обработаны паром на высокой температуре. Они недорогие, но при этом довольно прочные и надежные.
- Серый цвет говорит о том, что никакой дополнительной обработки поверхности не производилось. Как следствие, такая оснастка будет быстро сгорать и высоким качеством работы похвастаться не сможет.
- Светло-золотой оттенок имеют сверла из закаленной стали, прошедшие последующую обработку для повышения рабочих характеристик.
- Золотой цвет имеют самые прочные сверла из титана. Это самый надежный и долговечный вариант среди всех, но и стоит соответственно из-за высокой стоимости титана и нескольких этапов дополнительной обработки.
 Черный цвет означает, что после производства сверла были обработаны паром на высокой температуре. Они недорогие, но при этом довольно прочные и надежные.
Черный цвет означает, что после производства сверла были обработаны паром на высокой температуре. Они недорогие, но при этом довольно прочные и надежные.К выбору следует подходить с точки зрения практичности. Если в магазине есть недорогие варианты черного цвета, то они замечательно справятся с бытовыми задачами и разовыми работами. На качественную продукцию золотых оттенков имеет смысл тратиться в том случае, если предстоит большая работа и десятки-сотни отверстий в металле.
Популярные производители
Есть ряд производителей, продукции которых можно доверять. Их немного, и большинство компаний достаточно известны и находятся на слуху.
- СССР. Как ни странно, советскую продукцию такого типа достаточно часто можно встретить в продаже. Покупать можно без раздумий — давно забытые надежность и качество гарантированны.
- Bosch. Считается одним из лучших мировых производителей оснастки для строительства и ремонта.
- Ruko. Разумная цена с довольно высоким качеством, особенно в отдельных сериях вроде TL3000 (сверла обладают титановым напылением и рядом других преимуществ).
- Polmart. Производит качественную продукцию, одинаково хорошо подходящую и для ручного инструмента, и для стационарного оборудования.
instrument.guru
виды, особенности, классы точности, выбор
Домашние мастера нередко сталкиваются с необходимостью просверливания отверстий в металлических изделиях, и большинство из них так или иначе знакомы с этой операцией. Процесс оформления отверстий с первого взгляда несложен, но для получения качественного результата мастеру следует придерживаться некоторых правил. В предлагаемой статье будет приведена информация о том, какими бывают сверла по металлу, как правильно подобрать сверлильный инструмент перед вступлением в работу, о видах буравов, и другие полезные факты, которые помогут понять мастеру все о сверлах.
 Сверла по металлу для разнообразных поверхностей
Сверла по металлу для разнообразных поверхностейКонструктивные особенности
В зависимости от конструктивных особенностей и своей функциональной принадлежности, весь сверлильный инструмент подразделяется на несколько характерных видов. Так, по своему назначению, выделяют нижеперечисленные виды сверл:
- для сверловки органического стекла;
- бетонных изделий;
- керамических деталей;
- древесины;
- пластиковых компонентов;
- буравчики для сверления по металлу.
Конструкция сверла – это главный отличительный признак соответствующего вида буравов от других его «собратьев». Различаться могут следующие основные части сверла:
- режущая часть буравчика;
- хвостовик;
- рабочая поверхность, выполняющая также и функцию вывода стружки из просверленного прохода.

Элементы сверла
Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится. Информацию о зависимости цвета бурава от того, из чего делают сверла по металлу, можно будет найти в главах ниже.
Виды сверл по металлу
Понимание видов буравов поможет мастеру определиться и сделать выбор в пользу наилучшей модели сверлильного изделия.
- Коническое сверло

- Кольцевые фрезы

- Спиральное сверло

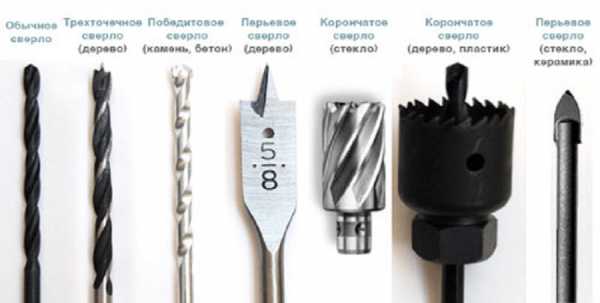
Различают следующие виды сверл по металлу:
- Спиральные – это стандартные сверла, имеющие цилиндрическую форму и изготовленные, в основном, из высококачественной стали марки HSS. Крупное сверло такого типа может достигать 80 мм в диаметре. Применение буравчиков этого вида наиболее распространено при выполнении сверлильных работ по металлу ввиду их повышенной прочности и долговечности. Конструкция спирального бурава выполнена так, что кромки рабочей поверхности имеют угол заточки по отношению друг к другу, равный 118±30º.
- Конические, или ступенчатые – буравчики, которые имеют коническую форму рабочей поверхности. Таким сверлильным приспособлением можно сделать отверстие в тонколистовом металле с толщиной до 2 мм или исправить уже готовое дефективное отверстие, полученное в результате работы другими инструментами. Буравы с золотой окраской подходят для оформления отверстий в изделиях высокой плотности.
- Корончатые (кольцевые) фрезы – это сверлильные инструменты в виде полой коронки с плотным набором зубьев для оформления отверстий в тонком металле, в т.ч. отверстий, с диаметром более 30 мм. Отвод металлической стружка при использовании такого бурава происходит в полость трубки, что позволяет формировать отверстия на большую глубину без извлечения из лунки буравчика. Инструмент этого вида позволяет выполнить сверловку с более качественным краем, а малая площадь соприкосновения бурава с поверхностью металла обеспечивает экономию электроэнергии, что еще больше привлекает к себе внимание сверлильщиков.
- Перовые сверла – инструменты для сверловки, имеющие сменные рабочие пластины, которые дают возможность получить глубокие идеально ровные отверстия. Перовое плоское сверло позволяет вырезать отверстие с полным отсутствием перекоса, а также выполнить отверстие большого сечения. За счет низкой стоимости, эти изделия привлекают к себе внимание очень многих мастеров.
- Длинные сверла по металлу – это специальные удлиненные сверла по металлу, позволяющие выполнить глухие или сквозные отверстия с глубиной более 5-ти диаметров бурава. Несмотря на низкую производительность таких буравчиков, их конструкция предполагает наличие 2-х винтовых канала, по которым должна стекать охлаждающая эмульсия. Существуют также супердлинные сверла по металлу, которые позволяют просверлить отверстие в металлах, имеющих твердость 1300 Н/мм2.
- Центровочные сверла – многофункциональные буравчики для оформления отверстий в металле, используемых для последующего закрепления детали в центрах сверлильного оборудования. Отверстие, выполненное при помощи центровочного буравчика, имеет ось со строгим углом к детали, равным 90º. Радиус центровочных буравов может быть от 0,25 до 5,0 мм.
- Резьбовые сверла по металлу – сверлильное приспособление для нарезки отверстий заданного диаметра с элементами резьбы.
- Левосторонние сверла – это целевые буравы, применяемые для выкручивания сломавшихся или застрявших метизов.
- Высокоточные сверла – сверлильный инструмент, позволяющий добиться высокой точности выполнения работ. Класс подобного буравчика по металлу идентифицируется по буквенно-цифровой комбинации А1, в соответствии с чем и определяется его заведомо высокая цена.
- Длинные сверла по металлу
- Перовое сверло по металлу

- Сверло по металлу для центровки

Классы точности и размеры сверл
В зависимости от квалитета точности отверстия, различают 3 класса точности буравов:
- Сверла повышенной точности А1 – сверловка отверстий 10-13 квалитетов точности. Этот класс точности сверла, нанесенный на плоскости буравчика, сориентирует мастера при выборе инструмента повышенной прочности.
- Нормальной точности В1 – для отверстий до 14 степени точности.
- Нормальной точности В – для сверловки отверстий до 15 квалитета точности.
Размеры сверл по металлу, представленные на современном рынке предложений, имеют очень большой разбег, но, опираясь на основные ГОСТы, можно выделить 3 основные категории, представленные в таблице:
| Наименование категории сверла | Диаметр сверлильного инструмента, мм | Длина сверлильного инструмента, мм |
| Короткие | 0,3…20 | 20…131 |
| Удлиненные | 0,3…20 | 19…205 |
| Длинные | 1…20 | 56…254 |
Типы сверл в зависимости от материала
Для определения лучших буравчиков для металла, необходимо выяснить, из какого материала был изготовлен выбираемый буравчик и познакомиться с тем, какие бывают разновидности сверл в зависимости от этого.
Для сверловки высокопрочных сплавов подойдут твердосплавные изделия, имеющие на своей режущей кромке поверхность повышенной твердости. Обычно тело подобных буравчиков изготовлено из простой инструментальной стали, за счет чего обеспечивается невысокая цена готового сверлильного изделия. Пластины, изготовленные из карбидного сплава, подвергаются самозаточке в процессе их использования, вследствие чего такие буравчики справляются с особо прочными материалами, в т.ч. имеющих большую толщину.
Кобальтовые сверла отлично реагируют на высокие механические нагрузки и не подвержены изменением своих свойств под действием высокой температуры. В своей основе такие буравы имеют быстрорежущую сталь, легированную кобальтом, в результате чего они отлично справляются со сверловкой отверстий в высокопрочных материалах и металлических изделиях с высокой вязкостью. Ценовая характеристика также выступает в пользу этой категории буравчиков по металлу.

Сверла по металлу из кобальта
Титановые сверла имеют наилучшие показатели своих сверлильных характеристик. При соблюдении правил эксплуатации таких буравов, титановые изделия будут радовать своего хозяина отличными результатами работ в течении очень долгого времени.

Титановые сверла по металлу
Определение типа сверла по цвету его поверхности
Цвет инструмента для сверловки – это важный признак, который позволяет сделать соответствующие выводы о его добротности и долговечности. Различные типы окрасов буравчиков имею разные прочностные характеристики, выбор которых должен быть основан на частоте использования инструмента, его точности и требований к качеству готового отверстия.

Тип сверла по металлу можно определить по его цвету
Сверла серого цвета недолговечны и наименее надежные ввиду полного отсутствия какого-либо защитного покрытия, что делает их подверженными к изменению механических свойств в худшую сторону под влиянием высокой температуры или силовых нагрузок. Такие буравы имеют невысокую стоимость, но и их применение будет одноразовым.
Черные сверла по металлу, по сравнению с серыми, имеют более хорошее качество. Технология изготовления черных буравчиков подразумевает обработку высокотемпературным паром, за счет чего повышается их прочность и стойкость к износу. Сверлильные изделия с черной поверхностью также имеют невысокую стоимость, что обращает на себя внимание многих мастеров.
Сверла со светлым желтым покрытием имеют очень хороший запас прочности. Внутренние напряжения в таких изделиях устранены термическим отпуском еще на этапе их изготовления, за счет чего создается высокая прочность инструмента. Для их изготовления прибегают к использованию быстрорежущей инструментальной стали высокого качества. Несмотря на все свои достоинства, бледно-золотые буравы уступают по своим характеристикам более ярким экземплярам.
Ярко-желтые сверла изготовлены из высокопрочной стали, имеющей нитридо-титановое покрытие. Изделия с подобным окрасом при оформлении отверстий испытывают минимальную силу трения, что оказывает положительное влияние на их срок службы. Стоимость таких буравчиков достаточно велика, но при этом полностью окупается за счет своего продолжительного срока службы.
Расшифровка маркировки сверл
При выборе подходящего сверлильного приспособления, мастеру поможет сориентироваться соответствующая маркировка сверл по металлу. Маркировка сверл содержит информацию о его рабочем диаметре, о марке стали и информацию о производителе.

Сверла по металлу с нанесенной маркировкой
Так, на сверлильных изделиях с диаметром до 2 мм, маркировку не наносят ввиду миниатюрности подобных изделий.
Для сверл, с диаметром от 2-х до 3-х мм, на теле буравчика будет расположена информация о марке стали и о рабочем диаметре.
Буравы с диаметром более 3-х мм проинформируют мастера о данных своего диаметра, буквенное обозначение марки стали, из которой изготовлен буравчик, и логотип предприятия-изготовителя.
Буквенно-цифровое обозначение марки стали содержит в себе следующую информацию:
- категорию сплава;
- присутствие дополнительных примесей;
- химический состав.
Особенности маркировки сверл по металлу отечественного производства при помощи буквенного обозначения сообщают следующее:
- буква «Р» — инструмент выполнен из быстрорежущей стали. Цифра, стоящая после нее, указывает на процентное содержание вольфрама в стали;
- буква «М» — сплав легирован молибденом, процентное содержание которого также указано соответствующей цифрой, стоящей после буквы «М»;
- буква «К» — сплав содержит кобальт в количестве, указанном последующей после буквы цифрой.
Для примера стоит ознакомиться со следующими обозначениями, применяющимися для маркировки сверлильных изделий отечественного производства:
- Р6М5К5 — буравчик из быстрорежущей стали, содержащей 6 % вольфрама, 5 % молибдена и 5 % кобальта;
- Сверло СЦП Р6М5 –спиральный бурав с цилиндрическим хвостовиком, сплав которого содержит 6 % вольфрама и 5 % молибдена.
Зарубежные изделия имеют отличительную маркировку HSS, которая также содержит в себе информацию о легирующем элементе при помощи дополнительных символов.

Расшифровка HSS-маркировки
- HSS-Е – сплав сверла легирован кобальтом, что положительно скажется при оформлении отверстий в металлах с высокой вязкостью;
- HSS-R – твердосплавный буравчик, который имеет повышенную прочность и применяется для сверления литых изделий, деталей из латуни, чугуна, бронзы, мельхиора и сплавов, с прочностью до 900 Н/мм2;
- HSS-TiN (-TiАN) – тело сверла подвергнуто титановому напылению, благодаря которому увеличена твердость рабочей поверхности и уменьшено изменение механических свойств под воздействие высоких температур, вплоть до +600 ºС, что позволяет работать с материалами, имеющими прочность до 1100 Н/мм2;
- HSS-Е VAP – буравчик применим для нержавеющей стали;
- HSS-4241 – сверлильное приспособление для работы с алюминиевым сплавом.

Стандарты для разных типов HSS
Рекомендации по выбору
Опираясь на характеристики, которые предлагает основная классификация сверл, можно найти лучшие сверла по металлу. При выборе мастер должен учитывать те технологические задачи, которые будут решаться при помощи сверлильного изделия, а также материал, по которому будут проходить работы. Правильный выбор должен быть основан на особом внимании к следующим характеристикам буравчиков:
- Цвет сверла.
- Качество заточных элементов и симметрия частей конструкции буравчика.
- Рабочий диаметр сверла.
- Функциональность и прямое назначение изделия.
- Материал, из которого изготовлен бурав.
- Соответствие типа сверла оборудованию, на котором оно будет использоваться (например, для сверловки отверстия большого диаметра потребуется низкооборотная дрель с высоким показателем мощности).
- Фирма-производитель.
Выбор качественного сверла напрямую зависит от добросовестности производителя, ведь ни одна уважающая себя компания не допустит поступления в продажу некачественных изделий. Производители сверл, предлагающие свои инструменты продолжительное время, являются самым настоящим гарантом покупки качественного буравчика. Профессиональные сверлильщики отдают свое предпочтение самым прочным буравам и выбирают следующий сверлильный инструмент:
- сверла, выпущенные на предприятиях бывшего СССР;
- сверла немецких производителей брендов Ruko, Bosch и Haisser;
- российские сверла фирмы «Зубр».
Это самые распространенные фирмы, предлагающие качественный инструмент на протяжении долгого времени, но выбор всегда остается только за мастером, ведь рынок изобилует предложением сверлильного инструмента на любой вкус и кошелек.
Выбор сверла для бытового применения
Для проведения частых сверлильных работ в домашней мастерской, сверлильщику стоит подумать о приобретении готового набора с изделиями разного диаметра. Подобный набор, в зависимости от качественных характеристик, представлен на рынке предложений в разном ценовом диапазоне, поэтому каждый мастер найдет необходимый инструмент по своим финансовым возможностям. Если сверла определенного типа будут применяться более часто, то дополнительно стоит купить комплект запасных буравчиков с определенным диаметром. Знания мастера о том, какие бывают сверла, какие типы инструментов лучше и какие из них самые прочные, помогут сверлильщику сделать правильный выбор сверла по металлу в пользу самого лучшего инструмента.
Стоит помнить, что любой выбор сверла оправдается, если мастер будет обращаться с ним умело и будет производить его своевременную заточку. Аккуратное использование буравчика по его прямому назначению позволит осуществить заметную экономию денежных средств на отсутствии необходимости постоянной замены вышедших из строя сверлильных изделий.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Школа инструмента » Как выбрать сверла по металлу
Для сверления металлов используют винтовые или, как их чаще называют, спиральные сверла. Будучи практически одинаковыми по конструкции, эти инструменты могут различаться по материалу, виду дополнительной обработки, особенностям заточки. Существует много разновидностей сверл, оптимизированных для разных металлов, глубины сверления и других условий работы.
Из чего изготавливают сверла
Для изготовления сверл по металлу применяется быстрорежущая сталь. Это группа высоколегированных сплавов, в состав которых, кроме железа и углерода, входит вольфрам, молибден, кобальт, ванадий и другие элементы.
Быстрорежущая сталь отличается от обычной инструментальной тем, что сверло из нее сохраняет работоспособность при нагреве. Инструментальная сталь при нормальной температуре не уступает по твердости быстрорежущей, но при нагреве свыше 200оС происходит отпуск и она становится мягкой. Быстрорежущая сталь сохраняет твердость до 500—600оС, а некоторые марки – до 1000оС.
Вольфрам – основной компонент, повышающий “красностойкость стали” (способность сохранять твердость при нагреве). Однако из-за ограниченных запасов вольфрама пришлось отказываться от стали с его высоким содержанием и переходить на молибденовые сплавы. При содержании вольфрама в пределах 6% требуемые качества сверл обеспечиваются добавкой молибдена, кобальта и других элементов. Инструменты из стали Р18 уже не производятся, и даже Р9 встречается нечасто.
В зарубежной классификации быстрорежущие сплавы обозначаются аббревиатурой HSS (High Speed Steel). Их существует несколько разновидностей, и некоторые из них аналогичны сплавам, указанным в ГОСТе. Марки быстрорежущих сталей обозначаются буквой «М» с последующей цифрой. Сравним несколько наиболее часто используемых марок.
М1
Сталь с низким содержанием вольфрама и увеличенным – молибдена (1.5 и 8 % соответственно). Не отличается высокой стойкостью, используется для изготовления сверл общего назначения.
М2
Сплав содержит 6% вольфрама и 5% молибдена, что придает сверлам из него высокую твердость. Российский аналог – Р6М5. Сверла из этой стали обладают хорошей износостойкостью и красностойкостью.
М7
Сверла из этой стали применяются для глубокого сверления и работы с высокими усилиями. В ее составе уменьшено содержание вольфрама (1,75 %), но увеличено количество молибдена (8,75 %) и ванадия (2 %). Российский аналог – Р2М9.
М35
Российский аналог этого сплава – Р6М5К5. Эта сталь отличается от М2 (Р6М5) более высокой «красностойкостью» за счет добавки 5 % кобальта. В сплав также добавлены: кремний, магний и никель. Сверла из стали М35 выдерживают сильный нагрев и обеспечивают высокую производительность.
М42
Этот сплав имеет в составе немного вольфрама, но высокое содержание молибдена и кобальта. Сверла из него отличаются высокой красностойкостью и отлично держат заточку. Хорошо работают при высокой скорости резания и по вязким материалам. Российский аналог – сталь Р2М10К8.
Особенности сверл и их маркировка
В зарубежной системе маркировки сверл отражаются некоторые особенности их изготовления и важнейшие компоненты стали.
HSS-R
Нешлифованные сверла изготавливаются винтовой прокаткой. Для них используется относительно мягкая, деформируемая сталь. После прокатки инструмент закаляется. В маркировке буква «R» может отсутствовать.
HSS-G
Вышлифованные сверла изготавливаются шлифовкой CBN (кубическим нитридом бора). Это самый распространенный вид инструментов для широкого круга задач. Сверла имеют высокую износостойкость и минимальное радиальное биение.
HSS-PM
Сверла, изготовленные по технологии порошковой металлургии. Применяются для обработки твердых металлов.
HSS-E (HSS-Co)
Кобальтовые сверла из сплавов с высоким содержанием кобальта. К маркировке может добавляться цифра, обозначающая округленное до целых содержание кобальта в процентах. Например, HSS-Co5 или HSS-Co8, что соответствует сплавам М35 или М42.
HSS-TiN или HSS-TiAN
Титановые сверла покрыты нитридом титана. Буква «A» во втором варианте означает легирование алюминием. Покрытие нитридом титана придает инструменту золотистый цвет и в несколько раз повышает его износостойкость.
HSS-E-VAP
Парооксидированные сверла. Сверла этой группы покрыты пленкой окислов, которая создается парооксидированием – обработкой перегретым паром в специальной среде. Покрытие имеет черный цвет, снижает налипание стружки на режущие кромки, повышает смачиваемость поверхности охлаждающей жидкостью. Сверла HSS-E-VAP эффективны для сверления нержавеющей стали и других вязких сплавов.
Твердость сверл из быстрорежущих сталей по ГОСТ 2034-80 должна быть в пределах 63—66 HRC.
Режущая часть
Резание при сверлении осуществляется двумя кромками, которые образованы пересечением передних поверхностей винтовых канавок и конической головки сверла. Строго говоря, режущая часть не совсем коническая: задняя поверхность лезвия понижается, под небольшим углом отходя от теоретического конуса.
Главный параметр заточки – угол при вершине. Для большинства применений он составляет около 118о. Для чугуна или твердой бронзы его можно уменьшить до 116о. Для латуни, мягкой бронзы, алюминия применяют углы 120о, 130о, 140о.
Для сверления мягкого листового металла применяют специальную заточку с криволинейными режущими кромками, выступающим заостренным центром и чуть выступающими краевыми резцами. В начале сверления сверло сразу четко центрируется, затем очерчивается контур, и после этого начинается выемка металла по всей площади отверстия. В результате исключается биение на входе и закусывание краев на выходе.
Для сверления стального и чугунного литься применяются сверла с двойной заточкой. Кроме угла при вершине 116 – 118о, кромки стачиваются на периферии, на ширину 0,2 диаметра, под углом 70 – 75о. Существуют и другие формы заточки для конкретных применений.
Точность сверления
Факторы, влияющие на точность сверления, делятся на две группы: зависящие от оборудования и зависящие от инструмента. Сверла делятся на три класса точности: А1, В1 и В. Класс точности определяется предельно допустимыми величинами:
- несимметричностью сердцевины и поводка сверла;
- радиальным биением;
- допуском прямолинейности режущих кромок.
Класс точности должен соответствовать требуемому квалитету точности отверстий и возможностям оборудования. Сверла класса А1 применяются для отверстий от 10 до 13 квалитетов точности. Сверла классов В1 и В – до 14 и до 15-го квалитета точности соответственно.
Виды хвостовиков
Хвостовая часть сверла, предназначенная для крепления в станке или ручном инструменте, может иметь разные формы.
- Цилиндрический хвостовик. Это самая распространенная форма хвостовика, пригодная для фиксации в патроне дрели, сверлильного или токарного станка.
- Конический (конус Морзе). Сверла с коническим хвостовиком применяются на промышленном оборудовании. Для них требуется соответствующий конус на шпинделе. Отличаются надежной фиксацией, точной центровкой и быстротой замены инструмента.
- Шестиугольный. Такой хвостовик пригоден для установки в трехкулачковый патрон и отличается уверенной передачей высокого крутящего момента. Исключает проскальзывание сверла в патроне. Кроме того, шестиугольная форма удобна для установки сверла в адаптер шуруповерта. При этом сверло не нужно зажимать, но не обеспечивается его точное положение при работе.
Популярные наборы и сверла специальной формы
Наиболее часто используемые сверла – диаметром от 2 до 10 мм. Они используются в металлообрабатывающих мастерских, на станциях СТО, в домашнем хозяйстве. На популярность этих диаметров указывает и то, что большинство легкого сверлильного оборудования имеет патроны, приспособленные под этот диапазон размеров.
Для общего применения подходит набор сверл с шагом диаметра 0,5 мм. В большинстве случаев такой набор перекроет основные потребности сверления. Для конкретного применения можно подбирать диаметры с шагом 0,1 мм. Более точные размеры отверстий достигаются дополнительной обработкой.
Есть особые случаи, для которых удобно использовать специальные сверла:
- ступенчатое сверло для листовых материалов;
- кольцевое сверло или центробор для неглубокого сквозного сверления отверстий большого диаметра;
- комбинированное сверло-метчик, которым можно за один проход просверлить отверстие и нарезать в нем резьбу.
Правильный выбор инструмента в соответствии с предстоящим применением существенно упростит работу и поможет достичь должного качества.
uni-tool.ru