Делительные головки для фрезерных станков: виды, инструкции
Оборудование, используемые для обработки металла, имеет достаточно много особенностей, которые следует учитывать для быстрого получения качественных деталей. Для фрезерного станка применяется достаточно большое количество оснастки, которая необходима для получения определенных деталей. Делительная головка – оснастка, используемая при работе фрезерного станка.
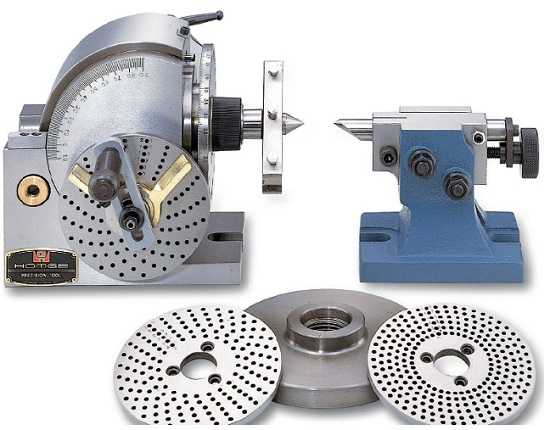
 Универсальная делительная головка Optimum TA 125
Универсальная делительная головка Optimum TA 125Особенности конструкции
Делительная головка, которая создается для фрезерного станка – станочное приспособление горизонтального типа, которое может использоваться также и на координатно-расточных станков. Предназначение этого устройства заключается в периодическом повороте заготовки. При этом можно выделить нижеприведенные моменты:
- поворот может выполнятся на равный или неравный угол. Этот показатель устанавливается с высокой точностью;
- используется делительная головка для нарезания зубьев, впадин между зубьями, фрезерования многогранников, канавок и других элементов;
- использовать этот элемент можно для того, чтобы существенно увеличить возможности фрезерного станка. Без специального инструмента нельзя провести деление с высокой точностью;
- крепление заготовок проводится в патроне. Если длина заготовки достаточно большая, то крепление проводится при использовании задней бабки. Следует учитывать необходимость правильного позиционирования заготовки с малой вероятностью отклонения от начальной базы.
Это устройство используется на протяжении последних нескольких лет.
Классификация оснастки, используемой для установки угла
Деление может происходить при использовании нижеприведенных типов конструкции:
- универсальные варианты исполнения;
- упрощенные конструкции;
- оптический тип, который используется для выполнения особо точных работ.
Вышеприведенную классификацию следует учитывать при рассмотрении конструкций, которые расширяют возможности фрезерного станка. Зачастую деление проходит именно этим устройством, универсальные варианты исполнения пользуются довольно часто.
Методы деления
Деление при помощи фрезерного станка может проводится несколькими методами, среди которых отметим:
- Непосредственное деление проводится без применения промежуточного механизма. Для этого используется устройство с простым оптическим делением.
- Простое деление применяется довольно часто, при котором используется неподвижный диск. Этот метод нарезания осуществляется при использовании УДГ, что делает область применения обширной.
- Комбинированное деление проводится также при использовании делительной головки.
- Дифференциальный метод также проводится на универсальных делительных головках, которые имеют дополнительный комплект сменных зубчатых колес.
- Непрерывный метод реализуется оптическими и универсальными головками, которые имеют связь кинематического характера между шпиндельной головкой и винтом продольной подачи фрезеровального станка.
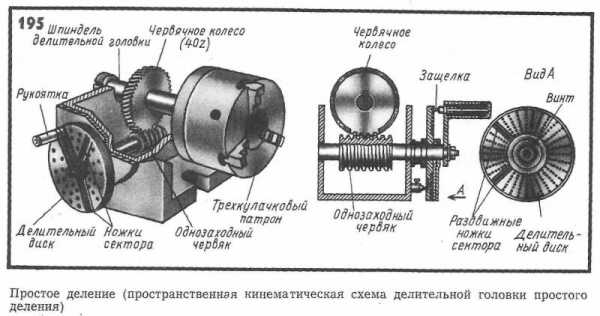
Кинематическая схема делительной головки простого деления
Эти методы касаются фрезерного станка, на котором может устанавливаться рассматриваемая оснастка.
- Кинематическая схема при настройке на дифференциальное деление
- Кинематическая схема при настройке на нарезание винтовых канавок
Маркировка универсальной головки
Для определения основных параметров рассматриваемого устройства проводится его обозначение по установленным параметрам. Примером можно назвать модель УДГ-40-Д250. Расшифровка этого варианта исполнения следующая:
- УДГ – обозначение типа устройства, в данном случае, универсальная делительная головка.
- Следующая цифра в маркировке обозначает передаточное число. Расчет указывает на то, что число 40 определяет 1 оборот шпинделя за 40 оборотов ручки.
- Обозначение Д250 указывает на наибольший диаметр обрабатываемой заготовки.
Вышеприведенную информацию следует учитывать при рассмотрении УДГ. Существует определенная таблица, по которой можно провести выбор наиболее подходящей модели.
Маркировка оптической головки
При применении фрезерного станка могут устанавливать также оптические делительные головки. Есть определенная формула, которая позволяет определить степень точности рассматриваемой оснастки. Популярной моделью можно назвать ОДГ-5. Расшифровка в данном случае выглядит следующим образом:
- ОДГ – аббревиатура названия устройства, которая расшифровывается как оптическая делительная головка.
- 5 – показатель д.ц., который указывается в секундах. Расчет этого показателя проводится при производстве рассматриваемой оснастки.
При производстве этой оснастки учитывается необходимость точного выдерживания размеров, так как даже незначительное отклонение может привести к большим расхождениям в размерах. Расчет проводится при использовании современных методов.
Последовательность настройки и применения
Выполняемые переходы зависят от типа приспособления и его характеристик, которые устанавливаются в зависимости от цены деления шкалы. В частности, для узлов седьмой/восьмой степени точности используются нормативные данные ГОСТ 1.758, а для узлов девятой степени точности – ГОСТ 1.643.
Основная настройка головки состоит в определении размеров сектора делительной окружности. Исходными данными для расчёта являются диаметр окружности и количество секторов, на которые её потребуется разделить. Настройка происходит в следующей последовательности:
- преобразовывают 360° полного диаметра окружности в необходимое количество делений на её секторах;
- определяют синус угла, получившегося в результате расчёта;
- поворачивают диск устройства на данный угол;
- зажимают корпус узла рукояткой или механизмом зажима и устанавливают рабочий инструмент.
Формула для расчёта требуемого угла деления обычно приводится в инструкции производителя делительной головки. Далее закрепляют деталь, подлежащую фрезерованию, на оправке станка, и, производя продольную подачу стола, выполняют требуемую операцию. Шаг подачи зависит от вида обработки: например, для формообразования зуба он равен расстоянию между впадинами смежных зубьев. С целью повышения производительности, после каждого цикла происходит ускоренный возврат стола с заготовкой в исходное положение. Фиксация по выбранному в измерительном диске отверстию выполняется при помощи пружин.
Характеристики
Эта оснастка довольно часто используется при выпуске крупных партий в течение короткого промежутка времени. При этом основными элементами конструкции являются:
- лимб;
- шпиндель;
- патрон из трех кулачков.
Характеристики делительных головок УДГ
Шпиндель позволяет правильно закрепить заготовку. Кроме этого на шпиндель также крепится лимб, используемый в качестве диска для установки угла. Именно лимб используется для деления заготовки на несколько частей.
Для того чтобы оборудование работало правильно на протяжении длительного времени следует ответственно отнестись к настройке оборудования. Как правило, на выполнение работы по установке показателей деления требуется довольно много времени.
Скачать инструкцию «Универсальные делительные головки УДГ»
Патрон, состоящий их трех кулачков, применяется при вертикальном позиционировании шпинделя. Особенностью этого конструктивного элемента можно назвать то, что при помощи всего одного ключа. При этом происходит центрирование заготовки и равномерное распределение нагрузки.
Отечественная станкоинструментальная промышленность производит приспособления серии УДГ. Они различаются по наибольшим размерам изделий, которые могут быть изготовлены с их помощью.
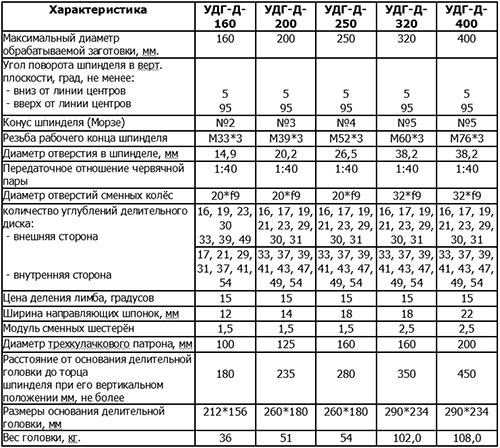
Эксплуатационные характеристики и технологические возможности головок серии УДГ производства ЛОМО или ООО «Делга» (Санкт-Петербург) приведены в таблице:
| Типоразмер устройства | Параметры | |||
| Наибольший диаметр обрабатываемой детали, мм | Количество отверстий делительного диска | Наличие лимба | Точность отсчёта, минут | |
| УДГ-125 | 125 | 13 | Нет | 15 |
| УДГ-160 | 160 | 21 | Есть | |
| УДГ-250 | 250 | 21 | Есть | |
| УДГ-320 | 320 | 21 | Есть | |
| УДГ-400 | 400 | 21 | Есть | |
Аналогичными характеристиками обладают и импортные делительные головки, выпускаемые фирмами Proxxon (Германия), Proma (Чехия), BisonBial (Польша). При выборе типоразмера учитывают максимальные габариты исходной детали, параметры точности самого фрезерного станка, а также гарантийные обязательства производителя. В частности, важно, чтобы поставщик предоставлял возможность приобретения фирменных запасных частей, а также гарантировал качественную работу узла в течении минимум двух лет.
В заключение отметим, что рассматриваемая оснастка подбирается в зависимости от типа используемого фрезерного станка.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Делительная головка, цанги, втулки, тиски для фрезерного станка + Видео
Разнообразные приспособления для фрезерных станков имеют большое значение для нормального функционирования этого широко распространенного металлообрабатывающего оборудования.
1 Делительная головка – важнейший инструмент
Под делительной головкой (ДГ) понимают приспособление горизонтального типа. Оно используется для поворота (за определенный промежуток времени) обрабатываемого на фрезерном станке изделия на неравные либо равные углы. По этой причине описываемые головки нередко называют поворотными.
На практике делительные головки позволяют выполнять фрезерование многогранных заготовок, нарезать зубья, канавки и впадины режущих инструментов и колес на станках с ЧПУ и на обычных агрегатах. Также ДГ обеспечивает постоянное вращение детали в унисон с осевой подачей и максимально точное перемещение рабочей поверхности. Делительные головки изготавливаются по ГОСТ 8615 и имеют следующие эксплуатационные достоинства:
- простота в монтаже на агрегат и в использовании;
- возможность осуществления широкого спектра работ с разными по геометрическим параметрам заготовками;
- существенное расширение рабочего потенциала фрезерной установки;
- возможность фрезерования изделий в любом удобном положении.

Делительная головка для фрезерования
Рекомендуем ознакомиться
Кроме того, делительные головки имеют доступную цену. Благодаря этому использовать их могут домашние мастера, владеющие небольшими фрезерными станками. ДГ подразделяют на универсальные, упрощенные и оптические. Последние применяются для выполнения работ повышенной точности на станках с ЧПУ.
Наибольшее распространение получили универсальные головки. Они позволяют производить на фрезерных агрегатах простое, непосредственное, дифференциальное, комбинированное и непрерывное деление. Опытный оператор быстро подбирает нужную ему ДГ для осуществления определенной операции. Для выбора конкретного вида деления и его частей существует специальная таблица. В ней указываются следующие характеристики, которые имеет делительная головка:
- части деления;
- отсчитываемые отверстия;
- число оборотов;
- общее количество отверстий.
Таблица позволяет без труда выбрать нужную ДГ даже неопытному домашнему умельцу, начинающему осваивать работу на фрезерном оборудовании. Чаще всего используются делительные универсальные головки таких марок УДГ 125, УДГ 100 (эти две модели хороши для использования на небольших фрезерных агрегатах, устанавливаемых в частных мастерских), УДГ 320 и УДГ 400. Последнее из указанных приспособлений является достаточно массивным. Такая поворотная головка устанавливается на станки, которые фрезеруют большие по массе и геометрическим размерам изделия.
2 Цанги – будет ли без них работать фреза?
Для того чтобы работать на фрезерном агрегате, в обязательном порядке необходим цанговый патрон и набор цанг для него. Без этих приспособлений вы просто-напросто не сможете зафиксировать режущий инструмент. А значит, станок будет лишь грудой металла, а не эффективным металлообрабатывающим оборудованием.
Цанговый патрон также дает возможность повторно зажимать (по ранее обработанной поверхности) фрезеруемое изделие и надежно фиксировать холоднотянутый пруток. Такая оснастка для фрезерных станков бывает неподвижной, выдвижной и втягиваемой. Кроме того, цанги принято делить на зажимные и подающие. Между ними есть разница.
Цанговый патрон зажимного типа изготавливается в виде втулки, оснащенной особыми пружинящими лепестками. В случаях, когда цанга располагает шестью лепестками, с ее помощью можно фрезеровать детали сечением более 8 см, четырьмя – сечением 3–8 см. А изделия с меньшим диаметров обрабатывают посредством трехлепестковых приспособлений. Выбирая набор цанг, это следует учитывать.

Цанговые патроны зажимного типа
В большинстве случаев зажимные цанги делают цельными. Существуют и специальные разъемные приспособления. Они имеют сменные втулки и вкладыши. Геометрические параметры этих элементов определяются размерами и формами металлических прутков, обрабатываемых на фрезерных агрегатах. Так как подобные изделия бывают разными по параметрам, приходится приобретать набор цанг, позволяющий фрезеровать их на стандартных станках и на установках с ЧПУ.
Подающие цанги – это втулки, прошедшие процедуру закалки, располагающие тремя разрезами. Последние формируют лепестки (пружинящие) с поджатыми по отношению друг к другу торцами. Профиль фрезеруемого прутка должен соответствовать размерам подающей цанги, которая накручивается на трубу (ее называют подающей) станка.
Трубное приспособление продвигает пруток, получая движение от гидропривода либо от кулачкового устройства. Заготовка при этом проникает между лепестками цанги. Они разжимаются, а затем прижимаются за счет упругой силы к детали. Так работает подающий цанговый патрон.
3 Набор цанг – зачем он нужен, и какой покупать?
Цанговый патрон важен и в качестве крепежа для установки фрезы. Правда, используется он исключительно для монтажа инструментов с малым сечением хвостовиков. Рассматриваемый нами патрон вставляется непосредственно в цангу (в сменную) и крепится там гайкой.
Затем гайка вдавливает при закручивании цанги в патрон. При этом цанговый элемент обжимает фрезу, обладая способностью деформироваться по упругому принципу. Из описания видно, что для нормальной работы оборудования требуется использовать набор цанг. Ведь для разных заготовок приходится применять различные виды элементов. Несмотря на кажущееся неудобство, цанговый патрон очень распространен. Он используется повсеместно.

Набор цанг для фрезерного станка
Сейчас можно приобрести и патрон, и набор цанг разных производителей. В продаже есть как отечественная продукция, так и зарубежная. При этом любой набор цанг изготавливается по определенному ГОСТу или DIN. Популярностью пользуется оснастка (патрон и набор сменных цанг) с маркировками OZ и ER. Такие приспособления применяются на обычных станках и на центрах с ЧПУ. Также востребованным является набор цанг ER.
Функциональных отличий между комплектами приспособлений разных моделей нет. Любой набор цанг выполняет одну задачу. А вот наполняемость конкретного комплекта бывает различной. Один набор цанг содержит 18 приспособлений, другой – 23. Выбрать оптимальный вариант несложно. Таким образом, каждое предприятие либо владелец собственного фрезерного агрегата покупают тот набор цанг, который им необходим. Частному мастеру, как правило, хватает одного комплекта описываемых элементов для работ по металлу.
4 Переходные втулки и оправки для фрезерных агрегатов
Как расширить технологический потенциал металлорежущего станка? Очень просто, если использовать переходные втулки и специальные оправки. Они считаются неотъемлемыми элементами комплектации любого агрегата для фрезерования. Будь то станок с ЧПУ или же универсальная установка для работ по металлу.
Для крепления на фрезерные станки фрезерного инструмента с продольной шпонкой и торцевых насадных фрез применяются комбинированные оправки (ГОСТ 13787 и 13788). Они нужны для быстрой замены рабочих приспособлений с сохранением ранее заданной точности их центровки. Все оправки делают из инструментальных сталей высокого качества. Поэтому служат они по-настоящему долго. Конструктивно интересующие нас приспособления состоят из конического хвостовика и специальной части, предназначенной для фиксации фрезы. Конусы, которыми располагают оправки, стандартизированы.
На отечественных предприятиях чаще всего используются приспособления по ГОСТ 24644. Такие оправки имеют хвостовик, выполненный в типоразмерах конуса Морзе. Маркируются они так – 7:24. Эти комбинированные оправки дают возможность производить фрезерование изделий с применением за одну установку сразу нескольких инструментов. Причем смена фрезы выполняется с минимальными временными потерями.
Комбинированные оправки обладают рядом эксплуатационных достоинств. Они:
- снижают колебания инструмента в процессе выполнения работ по металлу;
- гарантируют максимальную точность фрезерования;
- предотвращают опасность проскальзывания фрезы при передаче крутящего момента;
- защищают инструмент от проворотов (при использовании оправки режимы резания являются стабильными на все 100 %).

Комбинированная оправка для фрезы
Обратите внимание! На горизонтально-фрезерных агрегатах обычно используются особые длинные оправки. Они позволяют через специальные регулируемые либо жесткие кольца составлять набор из нескольких фрез и производить одновременное фрезерование сразу нескольких поверхностей. При таких работах нередко дополнительно применяют распорные втулки. Их монтируют в хобот станка.
В ситуациях, когда конус шпинделя фрезерного агрегата не совпадает с конусом оправки, применяют переходные втулки по ГОСТ 13598 и ГОСТ 13789. Ими можно крепить режущий инструмент с хвостовиками, имеющими разную конусную величину. Переходные втулки изготавливаются по указанным ГОСТ в длинном и коротком исполнении. К шпинделю станка они прикрепляются через резьбовое отверстие.
Переходные втулки существенно повышают производительность фрезерования, характеризуются высоким эксплуатационным ресурсом, уменьшают объем брака при выполнении металлообрабатывающих операций. Кроме того, эти станочные приспособления исключают опасность получения травмы оператором станка и снижают до минимума риск поломки и выхода из строя фрезерного агрегата.
Нельзя также не отметить и то, что переходные втулки значительно снижают затраты на подготовку цикла производства тех или иных деталей. Для домашнего умельца это не столь важно. А вот на крупных предприятиях вопросам себестоимости выполнения работ уделяется особое внимание. Поэтому переходные элементы на них используются в обязательном порядке.
5 Тиски для оборудования – универсальные приспособления
Станочные тиски располагают сменными губками и постоянными элементами – салазками, корпусом, зажимающим механизмом. Губки могут быть плавающими и подвижными. Корпус изготавливают из стали по ГОСТ 1412 или из ковкого чугуна. Как правило, станину дополнительно закаляют и шлифуют с целью придания ей повышенной прочности и надежности при эксплуатации.
Разные тиски используют свои собственные зажимы, которые бывают:
- эксцентриковыми;
- ручными;
- пневматическими;
- пневмогидравлическими;
- винтовыми;
- механизированными;
- гидравлическими.

Тиски с эксцентриковым зажимом
Станочные тиски производится трех типов (по ГОСТ 14904) – с пневматическим, гидравлическим и ручным приводом. Разница между ними, думается, понятна и без дополнительных объяснений. Конструктивно тиски выпускаются: поворотными – в перпендикулярных по отношению друг к другу плоскостях либо в одной плоскости и неповоротными. Сейчас в основном используются поворотные тиски (ГОСТ 16518). Они более удобны и функциональны.
На станках с ЧПУ в большинстве случаев используют прецизионные тиски. Они обеспечивают высокую точность фиксации обрабатываемых изделий. Такие тиски для агрегатов с ЧПУ бывают двухосевыми, поворотными и синусными. На них устанавливаются очень прочные губки из стали.
Синусные тиски нужны для крепления фрезеруемой заготовки по отношению к плоскости рабочей поверхности под определенным углом. А двухосевые приспособления (они также называются крестовинными либо координатными) передвигаются посредством сразу двух суппортов. За счет этого такие тиски для универсальных агрегатов и фрезерных станков с ЧПУ обеспечивают возможность не выполнять переустановку изделия при фрезеровании его в продольном направлении и поперек.
6 Другие приспособления для фрезерования – короткий обзор
Хорошим дополнением к металлообрабатывающим агрегатам в стандартной комплектации являются прижимы. Они используются для фиксации на станине фрезеруемой детали. Что облегчает процесс ее обработки с наружной стороны.
Прижимы для фрезерных агрегатов обязаны иметь регулировку по высоте, обеспечивать жесткое и оперативное крепление заготовок, не мешать головке станка либо рабочему инструменту, подводимому к изделию. Эти приспособления применяются для станков с ЧПУ. Прижимы в данном случае гарантируют открытость области обработки детали, прочность ее фиксации и точность базирования.
Еще один важный момент. Прижимы обязаны характеризоваться относительно высоким показателем твердости. Если это условие не выполняется, винтовой зажим может прогнуть прижимное приспособление, что приведет к снижению нагрузки на обрабатываемое изделие. Итогом вполне может стать срыв заготовки с рабочего стола, повреждение агрегата либо инструмента.
Прижимное приспособление фрезерного агрегата
В большинстве случаев на станках с ЧПУ используют универсальные прижимы. Но для фрезерования каких-либо особых деталей нередко применяются и специализированные изделия. Такие прижимы бывают следующих видов:
- плиточный прихват;
- винтовая распорка либо фиксатор;
- ступенчатые и подковообразные изделия.
Также встречаются фигурные и угловые прижимы. На некоторых фрезерных установках может монтироваться долбежная универсальная головка. Ее применение обеспечивает расширение функциональных возможностей станка. Долбежная головка, как правило, используется на мелкосерийном и единичном производстве металлических изделий. С ее помощью выполняют обработку различных пазов, соединений шлицевого типа, зубьев колес (шестеренчатых).
На отечественных металлообрабатывающих предприятиях в Челябинске, Екатеринбурге и других известных промышленных городах для работы на фрезерных установках чаще всего применяется долбежная головка ГД-1.
tutmet.ru
Делительная и расточная головка для фрезерного станка
СодержаниеДелительная фрезерная головка является дополнительным оборудованием, которое расширяет возможности фрезерного станка в работах по металлу.
В первую очередь, фрезерная головка используется для производства различных инструментов — метчиков, зенкеров, разверток, фрез и т.д. Применяют ее, также при работе с профильными деталями машин — звездочки, зубчатые колеса.
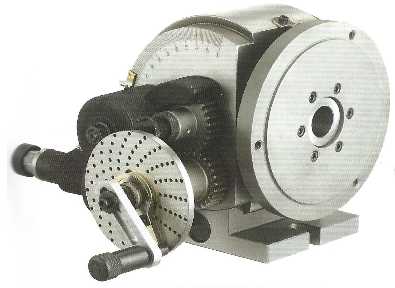
Универсальная делительная головка
Использование такого устройства позволяет вырезать пазы и шлицы на отдельных поверхностях, обрабатывать торцы деталей, формировать грани у гаек и головок болтов, и многие другие технологические операции.
При выполнении работ на фрезерном станке вертикальной ориентации используется вертикальная фрезерная головка с вертикальным расположением шпинделя.
Виды делительных головок
Как дополнительное оборудование, для работ по металлу с профильными деталями, фрезерная головка может быть установлена на фрезерном станке любого типа (горизонтальном, вертикальном, универсальном).
Разделяются такие устройства по нескольким видам:
- простая;
- универсальная;
- оптическая.
к меню ↑
Простая делительная головка
Применяется в случае, когда возникает необходимость деления окружности, по которой вращается обрабатываемая деталь. Такого типа приспособления имеют делительный диск (лимб), который закреплен на шпинделе самой головки и имеет отверстия или шлицевые деления, количеством 12, 24, 30, для фиксации защелки.

Простая делительная головка для фрезерного станка
Диски, которые имеют 12 отверстий (делений) позволяют разделить один оборот детали вокруг своей оси на 2, 3, 4, 6, 12 одинаковых частей. Наличие 24-х меток позволяет сделать такое же деление в следующем порядке — 2, 3, 4, 6, 12, 24 части. Диск, имеющий 30 отверстий, делит круг вращения детали на 2, 3, 5, 6, 15, 30 частей.
Изготовленные своими руками, под конкретные нужды в работе по металлу, диски могут иметь другие показатели по параметрам деления, в том числе и на неравные части.
В простой делительной головке шпиндель поворачивается с помощью червячной передачи. Червячное колесо, которое насажено на шпиндель, выполняет функции делительного диска с тремя рядами отверстий. При вращении рукоятки, которая находится на одном валу с червяком, происходит изменение положения шпинделя.
Использование червячной передачи позволяет получать плавное вращение, при котором задача попасть штифтом в нежное отверстие на диске значительно облегчается.
Такое устройство позволяет проводить деление, без каких либо дополнительных механизмов, простым поворотом диска. Этот метод деления называют непосредственным. Для выполнения более широких функций, простая головка может и не подойти, поэтому существует другой вариант — универсальный.
Читайте также: характеристики популярных горизонтально-расточных станков.
к меню ↑
Универсальная делительная головка
Используется в случае необходимости установки обрабатываемой детали под определенным углом относительно плоскости рабочего стола. При этом возможен поворот детали на требуемый угол вокруг ее собственной оси вращения. Примером использования в работе с профильными деталями может быть нарезание винтовых канавок на цилиндрической заготовке.

Универсальная делительная головка BS-0
Универсальная головка позволяет выполнять фрезерные работы по металлу с получением следующих форм:
- квадрата;
- шестиугольника;
- многогранника;
- равномерно расположенных по окружности зубьев;
- других форм (в зависимости от разметки на лимбе).
На фрезерном станке с использованием УДГ можно выполнять следующие операции:
- установку заготовки под заданным углом к рабочему столу;
- поворот заготовки вокруг собственной оси на заданный угол;
- постоянное вращение детали при нарезке винтовых канавок или зубьев;
- периодическое вращение заготовки на определенные доли круга вращения.
к меню ↑
Универсальная делительная головка (видео)
к меню ↑
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Достоинства
С помощью делительной головки, при работах по металлу на фрезерном станке, можно выделить следующие дополнительные функциональные возможности:
- значительно расширить спектр рабочих операций;
- обрабатывать заготовку, которая расположена в удобном или нужном положении относительно плоскости стола, как по вертикали, так и по горизонтали;
- упростить работы по металлу с заготовками различных размеров.
к меню ↑
Классификация
Универсальные делительные головки имеют свое обозначение, по которому можно определить их основные рабочие параметры:
- УДГ 100 — обрабатываются заготовки диаметром 100 мм, размеры по основанию — 260×180 мм, вес — 25 кг;
- УДГ 125 — с ее помощью можно обрабатывать заготовки, максимальный диаметр которых не превышает 125 мм. Размеры основания — 260×180 мм. Вес — 28 кг;
- УДГ 250 — максимально допустимый диаметр обрабатываемой заготовки — 250 мм, габариты — 260×180 мм, вес — 53,6 кг;
- УДГ 320 — заготовка не должна превышать по диаметру 320 мм, размеры по основанию — 290×234 мм, вес — 101 кг;
- УДГ 400 — самая большая делительная головка, которая позволяет работать с заготовками сечением до 400 мм. Габаритные размеры основания — 290×234 мм, вес — 106 кг.
Все вышеперечисленные приспособления имеют цену деления на лимбе 15º.
Универсальная делительная головка УДГ-250
Многие параметры являются одинаковыми, так как использование данных устройств рассчитано на стандартное оборудование. Различие в основном — по диаметрам обрабатываемых деталей — чем он больше, тем крупнее и тяжелее устройство.
Используется еще один тип обозначений. К примеру — УДГ 40 Д250. Это означает, что делительная головка является универсальной, для полного оборота шпинделя требуется повернуть рукоятку 40 раз, максимальный диаметр обрабатываемой детали не должен превышать 250 мм.
к меню ↑
Оптическая делительная головка
Такое устройство используются для выполнения особо точных делений, и в некоторых случаях, для проверки правильности выполненного деления на другом устройстве.
Своим внешним видом, оптическая делительная головка, практически не отличается от своего обычного механического аналога. За исключением одной детали — стеклянного диска, который закреплен на шпинделе.
Наверху головки имеется окуляр микроскопа, в оптическую систему которого помещена неподвижная шкала. Цена деления в ней равна 1′, а общее количество частей 60-ти. Деления просматриваются настолько четко, что отсчитать долю в ¼ минуты не представляет никакой сложности.
Рассчитывается угол поворота шпинделя также как и для механической головки. Но следует учесть, что необходимо составлять таблицу всех последовательных углов, так как они суммируются.
к меню ↑
Самодельная делительная головка
При небольших объемах работ по металлу проводимых своими руками, покупать дорогостоящее дополнительное оборудование не имеет смысла, так как затраченные вложения никогда не окупятся.

Самодельная делительная головка
Но домашним мастерам, имеющим в своем распоряжении фрезерный станок, такое приспособление, как делительная головка, все же необходимо. Для ее создания понадобится червячный редуктор, токарный патрон, диаметром в пределах 65 мм, и диск (лимб).
Компоновка этих элементов является стандартной, ничего нового придумывать не нужно. Деления (отверстия) на диске делаются под свои индивидуальные потребности. Все остальное аналогично промышленным вариантам.
После сборки самодельной конструкции необходимо провести ее юстировку. Это делается после того, как деталь сделанная на фрезерном станке при использовании самодельной делительной головки, сравнивается по параметрам с заводским образцом.
к меню ↑
Дополнительная информация
Использование различного вида фрезерных головок позволяет выполнять обработку деталей на одном станке, в то время как без их применения, необходимо задействовать несколько. Существует дополнительное оборудование для фрезерных станков в виде таких типов головок:
- угловая;
- расточная;
- долбежная.
В свою очередь они могут быть изготовлены в нескольких вариантах, например — со сменными ножами или пластинами.
Головка делительная полууниверсальная HOMGE BS-0
Угловая головка также имеет несколько вариантов исполнения:
- головка 90º:
- модульного типа;
- универсальная.
Все эти дополнительные приспособления (угловая, расточная, долбежная головки) значительно повышают точность и увеличивают производительность фрезерного оборудования, так как позволяют осуществлять вертикальную и горизонтальную обработку, а также проведение работ под углом, без переустановки заготовки.
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
ostanke.ru
Все для металлообработки Угловые головки для фрезерных станков
В этой, казалось-бы простой оснастке таится множество тонкостей и нюансов, с которыми мы и хотим вас познакомить, перед тем, как Вы будете определяться с выбором конкретной модели. Для этого приведем краткое содержание нашей статьи о типах и особенностях угловых головок (полный текст Вы найдете в разделе Публикации):
Бюджетные типы угловых головок – рассчитаны в основном на сверление и не могут длительное время работать с радиальными нагрузками при фрезеровании. Многие производители (или продавцы) умалчивают об этом и предлагают продукт со слабыми радиальными подшипниками как универсальную
фрезерную головку, а в итоге, в лучшем случае после года использования её на фрезерных операциях, посадочные места подшипников разбивает и она становится неремонтопригодной. Хотя, та – же самая головка могла – бы годами безотказно работать на операции сверления.
Универсальные угловые фрезерные головки – как и следует из названия подходят для широкого круга операций (сверление, фрезерование, нарезание резьбы и т.д.), особое внимание следует уделять
максимальному моменту, на который они рассчитаны и максимальному числу оборотов шпинделя. При заказе инструмента нужно обязательно уточнить у производителя (поставщика) данного инструмента являются указанные в каталоге данные максимальными рабочими или допустимыми нагрузками в течение кратковременного периода? Многие производители преднамеренно завышают характеристики своего инструмента, а в инструкции мелким шрифтом указывают, что данные характеристики
не являются рабочими и работа на данных оборотах и с данной нагрузкой допускается не более чем несколько минут в смену. Рабочие же характеристики инструмента в действительности на 20-30% ниже заявленных в каталоге.
Угловые головки для тяжелого машиностроения – сфера их применения также понятна из названия, их отличительные особенности – большая надежность, жесткость и возможность их использования в круглосуточном режиме.
Большинство головок для тяжелого машиностроения имеют фланцевое крепление. В случае, если требуется автоматическая смена – применяется 3-х или 4-х точечный блок ориентации, дающий высокую жесткость крепления головки.
Также существует много важных «мелочей», влияющих на качество и стоимость инструмента:
– количество конических шестеренок, используемых при передаче вращения на поворотных головках. У качественного инструмента их четыре, что позволяет распределить нагрузку и сделать корпус головки полностью закрытым. У дешевых (которые при этом в итоге получаются дорогими за счет маленького
срока эксплуатации и низких эксплуатационных характеристик) применяется всего 2 или 3 шестерни. В зависимости от конструкции механизм головки закрыт фольгой, под которую попадает грязь, вымывается смазка и т.д. или шпиндель инструмента располагается сбоку головки, что приводит к низкой жесткости и точности головки.
– цилиндрический или конический фиксатор блока ориентации. Цилиндрический фиксатор со временем изнашивается, что приводит появлению люфта и возникновению вибраций. Конический фиксатор лишен этого недостатка.
– используемые производителем шестерни. Это невидимые глазу, но очень важные комплектующие. Некоторые производители используют цилиндрические шестерни, что вообще недопустимо для данного типа применения, некоторые используют косозубые шестерни, но самыми лучшими, для использования в
угловых головках, являются конические шестерни со спиральным зубом (Глиссона), они передают максимальный крутящий момент при минимальной вибрации и практически бесшумны.
– материал, используемый при производстве корпуса головки. Особенно на малых и средних типоразмерах головок важно, чтобы материал корпуса был максимально прочным и имел минимальный коэффициент теплового расширения. Лучше всего этим параметрам удовлетворяет легированная и закаленная сталь, хотя некоторые производители умудряются изготавливать корпуса из алюминия или чугуна, что приводит к низкой точности головки и малому сроку эксплуатации.
– центральный подвод СОЖ. Ряд производителей размещают соединения каналов внутри механизма (шестерней и подшипников), защитив их только уплотнениями по причине более простой в производстве конструкции. Но уплотнения не вечны и требуют периодического обслуживания (замены), при
протечке уплотнений СОЖ попадает внутрь механизма головки, что приводит к очень быстрому выходу её из строя. Оптимальной конструкцией каналов СОЖ является устройство, когда все места соединения каналов подачи СОЖ вынесены за жизненно важные компоненты головки.
В этом кратком описании мы затронули далеко не все важные моменты, влияющие на качество угловых головок, но даже этих моментов будет вполне достаточно, чтобы сделать правильный выбор. И мы его сделали, так как всем этим параметрам полностью отвечают головки Итальянского производителя OMG, продукцию которого мы стараемся в первую очередь предлагать нашим покупателям! Кроме угловых головок, являющихся основной продукцией, компания OMG производит ускорительные головки, многошпиндельные головки с фиксированным и изменяемым межосевым расстоянием, револьверные головки для фрезерных и агрегатных станков.
pkf-vdm.ru
ФРЕЗЕРНАЯ ГОЛОВКА – это… Что такое ФРЕЗЕРНАЯ ГОЛОВКА?
- ФРЕЗЕРНАЯ ГОЛОВКА
1) часть фрезерного станка, несущая шпиндель. Ф. г. бывают горизонтальные, вертик. и наклонные (в т. ч. поворотные). 2) Узел агрегатного станка с силовым приводом и приспособлением для крепления реж. инструмента (фрезы).
Большой энциклопедический политехнический словарь. 2004.
- ФРЕЗА ПОЧВЕННАЯ
- ФРЕЗЕРНО-ЦЕНТРОВАЛЬНЫЙ СТАНОК
Смотреть что такое “ФРЕЗЕРНАЯ ГОЛОВКА” в других словарях:
фрезерная головка — 1. Узел фрезерного станка со шпинделями, несущими фрезы. 2. Насадная фреза со вставными зубьями. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
ГОЛОВКА — элемент детали или узла в конструкции многих технических устройств, а также в радиоэлектронных устройствах записи и воспроизведения информации. Термин «Г.» применяется в разных значениях: (1) в машиностроении а) в инструменте (Г. резца,… … Большая политехническая энциклопедия
Фрезерная группа станков — Вертикально фрезерный обрабатывающий центр с открытым кожухом и инструментальным магазином.[1] Фрезерные станки группа металлорежущих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских… … Википедия
накладная фрезерная (шпиндельная) головка — Приспособление, имеющее свой шпиндель, который получает вращение от шпинделя станка. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
поворотная фрезерная (шпиндельная) головка — Приспособление, имеющее свой шпиндель, который получает вращение от шпинделя станка и имеющее возможность поворота. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
ФРЕЗЕРНЫЙ СТАНОК — станок для обработки резанием заготовок, использующий в качестве реж. инструмента фрезы. Ф. с. предназначены для обработки плоских и фасонных нар. и внутр. поверхностей, прорезки прямых и винтовых канавок,обработки зубьев зубчатых колёс и др.… … Большой энциклопедический политехнический словарь
Фуговальный станок — Деревообрабатывающий станок для прямолинейного строгания (фрезерования, фугования) заготовок по пласти или кромкам. Ф. с. имеет станину, на которой смонтированы круглый ножевой вал (обычно имеет 2 4 ножа), рабочий стол, вертикальная… … Большая советская энциклопедия
Координатный стол — Проверить нейтральность. На странице обсуждения должны быть подробности. Координатный стол промышленная установка, комплекс оборудования, предназначенный для перемещения по заданной траектории рабочего меха … Википедия
фре́зерный — ая, ое. прил. к фреза, к фрезер. Фрезерная головка. || Снабженный фрезой (в 1 знач.), фрезером. Фрезерный станок. Фрезерные машины. || Полученный при обработке почвы, грунта, торфа фрезой (во 2 знач.). Фрезерный торф. Фрезерноя крошка … Малый академический словарь
Осевой рельеф — Axial relief Осевой рельеф. Рельеф или зазор позади концевой режущей кромки фрезы. См. Face mill Фрезерная головка. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 … Словарь металлургических терминов
dic.academic.ru
Делительные устройства для фрезерных станков – Оснастка и инструменты
Сложные, делительные устройства, чаще имеют червячную пару с механизмом отсоединения червяка (для простого деления..) и регулировкой зазоров(компенсацией износа..). Часто, дополнительно, в них имеются угломерные, 360град, регулируемые ( подстраиваемые..)шкалы и встроенные приспособления для простого деления.
Это могут быть как делительные головки, так и поворотные столы. Причём в расточном оборудовании, поворотные столы могут быть наклонными.
Поворотные столы расточных станков значительно точнее аналогичных, фрезерных. Они точнее изготовлены и гораздо более массивны. Но! значительно более слабые и для фрезеровки малопригодны. Их задача принимать только осевые нагрузки и долговременно сохранять точность деления. Часто подобные устройства снабжаются электрическими или электронными датчиками позиционирования и индикации. Такие устройства очень сложны и дороги…
Делительным числом ( главная характеристика – Д.Г…)для большинства делительных головок в мире будет 40. То есть за 40 оборотов вал Д.Г. совершает поворот на 360град.
Соответственно деление на 10 = 4 оборота. Деление на 4 = 20 оборотов. А вот Деление на 6 = 6+ 2/3 оборотов. На 7 = 5+5/7 оборотов. Деление на 3 = 13 оборотов + 1/3. Формула деления почти всегда будет содержать простое, дробное число, если оно не кратно 40.
Задача оператора найти на дырчатом диске дорожку с отверстиями кратными нижнему числу дроби и отсчитать там количество отверстий, кратных верхнему числу дроби. Для повторяемости и облегчения работ на диске всегда имеется “V” образная, регулируемая вилка. Она позволяет без подсчёта, сразу отмерять нужное количество отверстий. При работе, верхнее, дробное число находится внутри этой вилки. В паспорте Д.Г. есть таблицы, позволяющие не считать самому и приведены данные настройки деления с гитарой, если например нет возможности найти дырчатый диск с необходимым количеством отверстий( лунок..).
В нашей стране почти монопольно производятся Д.Г. типа УДГ разных номеров. с разворотом в вертикальной плоскости. Для них( для функции центрирования..) есть регулируемые по высоте центры.
Исключением является Д.Г. к станкам типа ОФ55 и некоторых моделей станков 675. Эти устройства может поворачиваться в горизонтальной и гризонтально-вертикальной плоскости.
Центры этих Д.Г. монтируется на специальном хоботе, похожем на аналогичный фрезерный. На корпусе Д.Г., для его закрепления, вверху, имеется соответствующий ластохвостый паз.
Длина хобота обусловлена максимальной длиной рабочего хода, продольной подачи станка.
Практически все отечественные Д.Г. имеют очень и очень солидный вес, занимают много места на столе станка, не очень удобны в работе и у рабочих, не пользуются особой популярностью.
При любой возможности, станочник старается обзавестись импортным Д.У. Т.к. большиство ( но далеко не все!..) из них значительно легче, удобнее в работе и богаче укомплектовано, чем равнокалиберные-отечественные.
Сложные Д.У. часто снабжаются гитарами, с набором сменных шестерён, для наиболее сложного деления или для включения в кинематическую цепь подач станка. Последнее применяется для обработки криволинейных, продольных , винтовых профилей. Обычно, такие делители изготавливаются исключительно для одной модели станка ( модельного ряда..) одной фирмы и одного типа.
Нижние три фото – наклонноповоротный, высокоточный стол для координатнорасточного станка. Производство – Отечественное!
Изменено пользователем Sova902www.chipmaker.ru
 |
Поворотный горизантально-вертикальный стол Vertex серии HV Поворотный стол Vertex серии HV предназначен для установки и закрепления деталей при обработке их на станках. Поворотный стол Vertex является необходимым приспособлением при выполнении операций кругового фрезерования, при выполнении и обработке различных элементов деталей расположенных через угловые расстояния. Стол состоит из корпуса, планшайбы, червячного колеса и червяка. Вращение осуществляется при помощи червячной пары вручную ручкой маховика. Конструкция корпуса стола позволяет его использование, как в горизонтальном, так и в вертикальном положении, в том числе с применением задней бабки ТS-1,2,3,4 для надежного закрепления, при фрезеровании деталей типа «вал». Поворотные горизонтально/вертикальные столы HV применяется в мелко- и среднесерийном производстве, на горизонтальных и вертикальных фрезерных станках для установки одной или более заготовок. |
Технические характеристики |
||||||||||||||||||||||
 |
Поворотный наклонный стол Vertex серии VUT Стол поворотный наклонный Vertex серии VUT предназначен для использования в качестве дополнительной оснастки на универсальных фрезерных и других станках. Использование поворотного стола позволяет выполнять такие операции как круговое фрезерование, фрезерование уступов и пазов, обработка отверстий, и других элементов детали через необходимые угловые расстояния. Конструкция поворотного стола Vertex позволяет надёжно фиксировать стол перед обработкой детали после поворота на необходимый угол (от 0 до 360° в горизонтальной плоскости и от 0 до 90° в вертикальной плоскости). Градуировка шкалы лимба величиной 10 секунд и механизм микро подачи равной 1 минуте способствуют удобной работе с применением поворотного стола Vertex. |
Технические характеристики |
||||||||||||||||||||||
|
Универсальный круглый поворотный стол Vertex серии VUT Универсальный круглый поворотный стол 300 мм с изменяемым углом наклона рабочей поверхности в диапазоне 0-90 градусов, поворачивается не только вокруг оси стола, но и меняет угол наклона стола. |
Технические характеристики |
|||||||||||||||||||||||
 |
Полууниверсальная делительная головка Vertex серии BS Полууниверсальные делительные головки по устройству аналогичны универсальной делительной головке и могут применяться для непосредственного и простого деления. Полууниверсальная делительная головка не предусматривает дифференциальное деление и фрезерование спиральных канавок. Диск для непосредственного деления имеет 24 отверстия и предназначен для непосредственного деления на 2, 3, 4, 6, 8, 12 и 24 части. Стандартная комплектация универсально делительных головок Vertex BS-0 и BS-1 включает в себя: заднюю бабку, делительные диски, центры и поводок. Опционально может поставляться с трехкулачковым самоцентрирующимся патроном для обработки заготовок круглой формы. |
|
||||||||||||||||||||||
 |
Универсальная делительная головка Vertex серии BS Универсальные делительные головки Vertex используются на консольно-фрезерных станках, в особенности универсальных, и значительно расширяют технологические возможности станка. Универсальные делительные головки используют при фрезеровании зубчатых колес, нарезании винтовых канавок, шлицев и пазов, а также при других операциях требующих установки обрабатываемой заготовки под требуемым углом относительно стола станка. Стандартная комплектация универсально делительных головок BS-2 и BS-2A включает в себя: заднюю бабку, делительные диски, центры и поводок, набор сменных шестерен, технологический инструмент. Опционально может поставляться с трехкулачковым самоцентрирующимся патроном для обработки заготовок круглой формы. |
|
||||||||||||||||||||||
|
Делительная головка Vertex серии CS с 3-х кулачковым патроном Делительная головка Vertex CS-6, CS-8 оснащенная трехкулачковым патроном применяется на металлорежущих станках. Использование данного патрона позволяет выполнять сверлильные, фрезерные, слесарные и прочие операции на металлообрабатывающих станках. Конструкция делительной головки (индексируемого поворотного стола) Vertex позволяет его использование, как в горизонтальном, так и в вертикальном положении. Делительная головка оснащена рукояткой, которая фиксирует головку от проворачивания. Стандартная комплектация индексируемого поворотного стола Vertex включает в себя: 6 делительных шаблонов (2; 3; 4; 6; 8; 12; 24), 3-кулачковй патрон. Опционально может поставляться с задней бабкой TS для надежного закрепления и делительными дисками DP. |
Технические характеристики |
|||||||||||||||||||||||
|
Делительная головка непосредственного деления Vertex серии CC с 3-х кулачковым патроном Делительная головка Vertex CС-6, CС-8, CC-12 оснащенная трехкулачковым патроном и применяется на металлорежущих станках. Использование данного патрона позволяет выполнять сверлильные, фрезерные, слесарные и прочие операции на металлообрабатывающих станках. Конструкция делительной головки (индексируемого поворотного стола) Vertex позволяет её использование, как в горизонтальном, так и в вертикальном положении. Поворотный стол оснащен фиксатором, который фиксирует головку от проворачивания. Стандартная комплектация индексируемого поворотного стола Vertex включает в себя: 6 делительных шаблонов (2; 3; 4; 6; 8; 12; 24), 3-кулачковй патрон. Опционально может поставляться с задней бабкой TS. |
Технические характеристики |
|||||||||||||||||||||||
 |
Прецизионный индексируемый стол Vertex серии VIT Прецизионный индексируемый стол Vertex VIT предназначен для установки и закрепления деталей при обработке их на металлорежущих станках. Поворотный стол фирмы Vertex является необходимым приспособлением при выполнении операций кругового фрезерования, а также при обработке различных элементов деталей расположенных через угловые расстояния. Корпус поворотного стола изготовлен из высококачественного чугуна. Конструкция поворотного стола позволяет использовать его при тяжелых режимах резания. Используется для обработки на шлифовальных, расточных, фрезерных и др. операциях с высокой точностью. |
Технические характеристики |
||||||||||||||||||||||
|
Быстроустанавливаемый делитель Vertex серии VSI с 3-х кулачковым патроном 3-х кулачковый патрон позволяет зажимать заготовки диаметром от 3 до 100 мм. Простое и быстрое управление. Для индексирования цена деления шкалы поворотного основания 1°. Диаметр отверстия 30 мм. Может устанавливаться в горизонтальном или вертикальном положении. Используется на фрезерных и шлифовальных станках. Опционально поставляется задняя бабка TS-1. |
Технические характеристики |
|||||||||||||||||||||||
|
Поворотный патрон Vertex серии VSR 3-х, 4-х кулачковый патрон позволяет зажимать заготовки диаметром от 3 до 100 мм. Простое и быстрое управление. Для индексирования цена деления шкалы поворотного основания 1°. Диаметр отверстия 30 мм. Может устанавливаться в горизонтальном или вертикальном положении. Используется на фрезерных и шлифовальных станках. Опционально поставляется задняя бабка TS-1. |
Технические характеристики |
|||||||||||||||||||||||
 |
Прецизионный универсальный наклонный патрон Vertex серии VUA Прецизионные универсальные наклонные патроны обеспечивают как наклонное перемещение патрона, так и его поворот в горизонтальной плоскости. Патроны используются на различных станках, например, для выполнения сверления под необходимым углом. На наклонное основание установлен 3-кулачковый патрон VSC-4. Зажимаемый диаметр для внешних поверхностей 3-90 мм, зажимаемый диаметр для внутренних поверхностей 32-84 мм. Точность ±0.01 мм/100 мм. |
Технические характеристики |
||||||||||||||||||||||
 |
Прецизионный универсальный наклонный цанговый патрон Vertex серии VUA-ER Прецизионные универсальные наклонные цанговые патроны обеспечивают как наклонное перемещение патрона, так и его поворот в горизонтальной плоскости. Патроны используются на различных станках, например, для выполнения обработки под необходимым углом. На наклонное основание установлен цанговый патрон. Точность ±0.01 мм/100 мм. Поставляется в комплекте с цангами ER-40 (4, 5, 6, 8, 10, 12, 13, 15, 16, 18, 20, 21, 22, 25, 26) |
Технические характеристики |
||||||||||||||||||||||
|
Поворотный патрон Vertex серии VAV |
Технические характеристики |
|||||||||||||||||||||||
 |
Универсальный наклонный поворотный стол Vertex серии VU Универсальные наклонные поворотные столы Vertex предназначены для фрезеровки, нарезки резьбы и сверления в горизонтальном положении стола или в положении наклона. Диапазон наклона 0-90 градусов от вертикального положения в горизонтальное. Для фиксирования поворота планшайбы используются два блокирующих винта, что обеспечивает минимальное время установки. Элементы червячной передачи закалены и отшлифованы. Передаточное отношение 90:1. Лимб градуирован на 360° таким образом, чтобы ручки перемещает планшайбу через 4°. Микромуфта градуирована с шагом 2 минуты. |
Технические характеристики |
||||||||||||||||||||||
 |
Поворотный стол с тисками Vertex серии VUT-NC Поворотный стол с тисками Vertex (VUT-NC) с изменяемым углом наклона рабочей поверхности в диапазоне 0-90º. Применяется на обрабатывающих центрах, фрезерных, сверлильных, шлифовальных и других станках. Компактная модель с надежной и прочной системой зажима. Угол наклона регулируется червячно-зубчатой передачей. Большой диапазон зажимаемых деталей.
|
Технические характеристики |
||||||||||||||||||||||
 |
Поворотный стол с тисками Vertex серии VUT-QS Поворотный стол с тисками Vertex (VUT-QS) с изменяемым углом наклона рабочей поверхности в диапазоне 0-90º. Специальная модель с системой быстрого зажима при помощи скольжения. Большой диапазон зажимаемых деталей. Применяется на обрабатывающих центрах, фрезерных, сверлильных, шлифовальных и других станках. Компактная модель с надежной и прочной системой зажима. Наиболее удобен в обработке мелкосерийных деталей и опытных образцов. |
Технические характеристики |
||||||||||||||||||||||
|
|
Поворотный стол с ЧПУ Vertex серии NC Поворотный стол с ЧПУ Vertex серии NC |
Технические характеристики Размеры стола |
||||||||||||||||||||||
 |
Поворотный стол с ЧПУ Vertex серии NC Поворотный стол с ЧПУ Vertex серии NC |
Технические характеристики |
||||||||||||||||||||||
 |
Задняя бабка для поворотного стола с ЧПУ Vertex серии NC Задняя бабка для поворотного стола с ЧПУ Vertex серии NC |
Технические характеристики |
||||||||||||||||||||||

www.osnastka.pro