Резцы для трапецеидальной резьбы
Существуют резцы для внутренней трапецеидальной резьбы и для внешней. Первые обладают меньшими размерами, так как их приходится помещать внутри обрабатываемых цилиндрических поверхностей. При работе с ними мастер действует практически вслепую, так как не видно результата действий. По этой причине следует строго соблюдать режимы резания. Внешние резцы обладают большими размерами, но это не единственная их особенность, так как углы расположения режущих частей у них построены таким образом, чтобы после нарезания детали могли безпроблемно и надежно соединиться. Для этого используются сложные формы, которые не видны в других инструментах этого типа.
Помимо этого изделия разделаются на правые и левые, что зависит от направленности резца, который закреплен в станке. Естественно, что это оказывает влияние и на резьбу, так как для внутренней и внешней нужно использовать вещи одной направленности, иначе ни о каком нормальном соединении не может быть и речи. Резец резьбовой для нарезания трапецеидальной резьбы может иметь еще различные размеры и материалы изготовления, так что нужно знать, с какими заготовками будет вестись работа, чтобы сделать правильный выбор.
Основные размеры резцов
| Высота,мм | Ширина,мм | Длина,мм |
|---|---|---|
| 10 | 10 | 120 |
| 12 | 12 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 240 |
Резцы для упорной резьбы изготавливаются как из твердосплавных материалов, которые отлично подходят для жестких материалов и могут отлично противостоять вибрациям и повышению температуры, возникающему во время длительной работы.
Геометрия трапецеидального резца
Внешний вид данного инструмента заметно выделяется среди остальных, так что его можно легко отличить от остальных. Но здесь имеются практически все основные элементы, встречающиеся в стандартных резцах.
Основной режущей частью является главная кромка инструмента, которая располагается там, где пересекаются передняя и задняя поверхность резца. Также на нем имеется и вспомогательная кромка. Эта часть располагается там, где пересекаются передняя и задняя вспомогательная кромка.
Пересечением главной и вспомогательной вершиной режущей кромки называется вершина резца. Она выполняет основную работу по нарезке резьбе и задает ее формую. Головка является главным рабочим элементом, так как стержень служит только для закрепления в станке.
Выбор трапецеидального резца
Нарезание трапецеидальной резьбы резцом является довольно сложным процессом, многое в котором зависит от правильности выбора инструмента.
«Совет профессионалов! Нередко резцы данного типа обрабатываются мастерами самостоятельно для получения нужных размеров, так что при этом не стоит забывать об обработки другого инструмента, который будет нарезать внутреннюю или внешнюю резьбу.»
При выборе особое внимание стоит обращать на заточку инструмента. Когда подбирается резьба трапецеидальная, то заточка резца должна соответствовать размерам заготовки. Ширина прореза и его глубина должна быть пропорциональна обрабатываемой детали. Большие инструменты, как правило, сталкиваются с большим количеством нагрузок, поэтому, температура резца во время работы заметно повышается. Необходимо отдавать предпочтение, в таком случае, твердосплавным материалам. При небольшом погружении с мелким шагом в заготовках из мягкого металла подойдут и инструменты из быстрорежущей стали.
Режимы резания
Нарезание трапецеидальной резьбы резцом нередко происходит в несколько заходов. Эта необходимость возникает по той причине, что здесь нет очень острых углов, как это видно в других деталях. Главная режущая кромка должна быть расположена параллельно нарезаемой оси. Задний угол должен иметь отклонение примерно в 6-8 градусов. В свою очередь это должно быть всего на 2 градуса выше угла подъема, под которым расположена линия подъема. Здесь нужно строго соблюдать все правила установки, так как при повторном проходе действия должны точно повторять предыдущие, для чего и разрабатывается сложная система заточки. Сам процесс осуществляется простыми равномерными поступающими движениями.
Маркировка
На примере реза ВК15 можно рассмотреть особенности маркировки этих изделий. Данная марка относится к быстрорежущей стали твердых сплавов вольфрамовой группы. Содержания карбида вольфрама в ней составляет 85%, а кобальта (К15) – 15%
phenomtechno.ru
| 2664.0001ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 2 ВК8 2664-0001 Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0002ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 2 ВК8 2664-0002 левые Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0001Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 2 Т15К6 2664-0001 Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0002Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 2 Т15К6 2664-0001 левые Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0001Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 2 Т5К10 2664-0001 Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0002Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 2 Т5К10 2664-0002 левые Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0003ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 3 ВК8 2664-0003 Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0004ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 3 ВК8 2664-0004 левые Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0003Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 3 Т15К6 2664-0003 Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0004Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 3 Т15К6 2664-0004 левые Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0003Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 3 Т5К10 2664-0003 Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0004Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 3 Т5К10 2664-0004 левые Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0005ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 4 ВК8 2664-0005 Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0006ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 4 ВК8 2664-0006 левые Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0005Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 4 Т15К6 2664-0005 Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0006Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 4 Т15К6 2664-0006 левые Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0005Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 4 Т5К10 2664-0005 Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0006Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 4 Т5К10 2664-0006 левые Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0007ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 5 ВК8 2664-0007 Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0008ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 5 ВК8 2664-0008 левые Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0007Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 5 Т15К6 2664-0007 Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0008Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 5 Т15К6 2664-0008 левые Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0007Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 5 Т5К10 2664-0007 Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0008Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 20х12 шаг 5 Т5К10 2664-0008 левые Гост 18885-73 | шт. | 605.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0009ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг 6 ВК8 2664-0009 Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0010ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг 6 ВК8 2664-0010 левые Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0009Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг 6 Т15К6 2664-0009 Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0010Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг 6 Т15К6 2664-0010 левые Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0009Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг 6 Т5К10 2664-0009 Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0010Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг 6 Т5К10 2664-0010 левые Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0011ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг 8 ВК8 2664-0011 Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0012ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг 8 ВК8 2664-0012 левые Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0011Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг 8 Т15К6 2664-0011 Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0012Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг 8 Т15К6 2664-0012 левые Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0011Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг 8 Т5К10 2664-0011 Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0012Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг 8 Т5К10 2664-0012 левые Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0013ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг10 ВК8 2664-0013 Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0014ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг10 ВК8 2664-0014 левые Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0013Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг10 Т15К6 2664-0013 Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0014Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг10 Т15К6 2664-0014 левые Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0013Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг10 Т5К10 2664-0013 Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0014Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 25х16 шаг10 Т5К10 2664-0014 левые Гост 18885-73 | шт. | 690.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0015ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 32х20 шаг12 ВК8 2664-0015 Гост 18885-73 | шт. | 767.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0016ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 32х20 шаг12 ВК8 2664-0016 левые Гост 18885-73 | шт. | 767.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0015Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 32х20 шаг12 Т15К6 2664-0015 Гост 18885-73 | шт. | 767.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0016Т15 | Резец токарный резьбовой для наружной трапецеидальной резьбы 32х20 шаг12 Т15К6 2664-0016 левые Гост 18885-73 | шт. | 767.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0015Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 32х20 шаг12 Т5К10 2664-0015 Гост 18885-73 | шт. | 767.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0016Т5 | Резец токарный резьбовой для наружной трапецеидальной резьбы 32х20 шаг12 Т5К10 2664-0016 левые Гост 18885-73 | шт. | 767.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0017ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 32х20 шаг16 ВК8 2664-0017 Гост 18885-73 | шт. | 767.00 р. | Добавить | ||
Описание:
.. | ||||||
| 2664.0018ВК | Резец токарный резьбовой для наружной трапецеидальной резьбы 32х20 шаг16 ВК8 2664-0018 левые Гост 18885-73 | шт. | 767.00 р. | Добавить | ||
Описание:
.. |
vladinstrument.ru
Резцы Токарные ГОСТ 18885-73 Резьбовые для Трапецеидальной Резьбы
Резцы Токарные ГОСТ 18885-73 Резьбовые для Трапецеидальной Резьбы
Трапецеидальная резьба – один из наиболее популярных способов соединения труб, деталей трубопроводов, отдельных элементов единого механизма. Правильная и точная нарезка резьбы – залог успешной эксплуатации, долгосрочной работы без ремонта и замены деталей.
Компания «Ленинградский инструмент» предлагает предпринимателям и предприятиям, занимающимся металлообработкой, купить качественные резцы токарные, предназначенные для нарезки резьбы трапецеидальной формы. В продаже — инструмент, при изготовлении которого соблюдены все требования и регламенты ГОСТ 18885-73. В процессе работы необходимо соблюдать стандартные меры предосторожности.
Резцы для нарезки резьбы трапецеидальной формы, предлагаемые компанией «Ленинградский инструмент», изготовлены из специальных видов стали быстрорежущего типа. Подбор режущих пластин необходимо осуществлять с учетом материала деталей, подлежащих обработке. В большинстве случаев режущие пластины изготавливаются из качественных сплавов ВК8, Т15К6, Т5К10, ВК6ОМ или Т30К4.
Купить качественный резец трапецеидальный резьбовой можно в интернет магазине компании «Ленинградский инструмент». В представленном ассортименте — резцы, при помощи которых можно нарезать резьбу с нужным шагом на деталях и заготовках из всех видов черного и цветного металла, композитных сплавов. Компания предлагает исключительно резцы, изготовленные в строгом соответствии с требованиями ГОСТ 18885-73.
Решая купить резцы для трапецеидальной резьбы, необходимо учитывать материал исходных заготовок. Работа с резцами будет эффективной в том случае, если твердость режущей пластины резца выше твердости обрабатываемого материала по Роквеллу.
Сотрудники интернет-магазина помогут вам определиться с выбором, подберут необходимые резцы с учетом специфики производства и используемых материалов. По телефону можно получить всю необходимую информацию о способах доставки и оплаты. Отправить заявку можно и на электронный адрес компании, указанный на сайте.
От качества внутренней резьбы зависит качество соединения труб, отдельных деталей. Компания «Ленинградский инструмент» предлагает предпринимателям, работающим в сфере металлообработки приобрести качественный инструмент — резец для нарезания трапецеидальной резьбы в соответствии с ГОСТ 18876-73.
Все резцы, включенные в каталог компании, отливаются из быстрорежущих сталей типа Р18 или Р6М5. Припаянные режущие пластины изготавливаются из наиболее качественных сплавов ВК8, Т15К6, Т5К10, ВК6ОМ или Т30К4. При выборе резца для решения конкретной задачи необходимо ориентироваться на плотность обрабатываемой детали по Роквеллу. Плотность резца должна быть выше. Только так можно гарантировать качественную работу.
Если вы не можете самостоятельно выбрать резцы для нарезки трапецеидальной резьбы, отправьте заявку на электронный адрес компании. Квалифицированные специалисты помогут подобрать оптимальный инструмент, удовлетворяющий ваши запросы и требования.
В интернет-магазине компании «Ленинградский инструмент» — широчайший выбор оборудования, резцов, инструментов для токарного производства. Можно приобрести резец резьбовой трапецеидальный для формирования наружной резьбы на изделиях, заготовках различной формы и размера. Резьба с нужным шагом будет сформирована на детали из черного металла и чугуна, композитов, цветных металлов.
Компания предлагает резцы, соответствующие требованиям ГОСТ 18876-73. На страницах каталога можно выбрать и заказать резцы с режущими пластинами, изготовленными из сплавов ВК8, Т15К6, Т5К10, ВК6ОМ или Т30К4.
Детали из чугуна серого можно обработать при помощи резца резьбового, разработанного для нарезания наружной резьбы трапецеидальной формы с режущей головкой из материала марки ВК8. Рабочие части из твердого сплава Т5К10 необходимо применять, если обрабатываемая поверхность в процессе работы находится под большой ударной нагрузкой. Головки из сплава ВК8 незаменимы и при работе с заготовками из нержавеющей стали.
rezetstokarnyj.ru
Нарезание трапецеидальной резьбы | МеханикИнфо
Нарезание трапецеидальной резьбы 4.20/5 (84.00%) проголосовало 5
Трапецеидальные резьбы, предназначенные для передачи движения, подразделяют на крупные, нормальные и мелкие. В зависимости от шага и диаметра резьбы применяют различные методы их изготовления. Например, резьбы с шагом до 4 мм нарезают резцом, профиль которого соответствует профилю резьбы. В этом случае резец устанавливают по шаблону так, чтобы главная режущая кромка резца была параллельна оси детали.
Нарезание резьбы с большим шагом и повышенной точности
Резьбы с большим шагом, а также резьбы повышенной точности нарезают несколькими резцами: одним-тремя черновыми и одним-двумя чистовыми. На рис. 1, а, б показана схема изготовления трапецеидальной резьбы двумя резцами, на рис. 1, в — тремя резцами.
Рис. 1. Схема формирования резьбы:
а, б – двумя резцами; в – тремя резцами.
Приспособление для нарезания трапецеидальной резьбы
Для того чтобы повысить производительность труда при нарезании трапецеидальной резьбы, используется приспособление (рис. 2), которое устанавливают на месте верхних салазок суппорта. Приспособление состоит из плиты 16, каретки 17, направляющих 5 и 12, резцедержателей 7 и 10, стойки 2, двойной шестерни 15, шестерни 13, рейки 4, резцов 8 и 9, рейки 11.
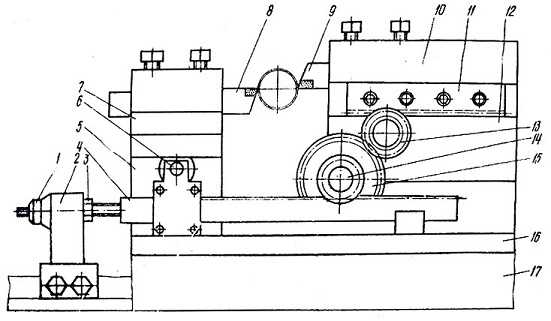
Рис. 2. Приспособление для нарезания резьбы одновременно двумя резцами.
Синхронное движение резцедержателей навстречу друг другу при отрезных работах или установка их в заданное положение при обтачивании валов или нарезании резьбы осуществляются посредством ручной или механической подачи поперечного суппорта.
При вращении винта поперечного суппорта по часовой стрелке каретка 17 с закрепленной на ней плитой 16 перемещается в направлении от рабочего, а рейка 4, закрепленная с помощью гайки 1 и контргайки 3 на стойке 2, остается неподвижной. При этом шестерня 15, сидящая по скользящей посадке на оси 14, передает вращение ведомой шестерне 13. В результате получает вращение находящаяся в зацеплении с шестерней 13 рейка 11, а вместе с ней и резцедержатель 10 с резцом 9. Для того чтобы скорость движения резцедержателей при их перемещении навстречу друг другу была одинаковой, количество зубьев шестерни 15 должно быть вдвое больше количества зубьев шестерни 13.
Настройка резца 8 на заданный размер производится путем вращения винта поперечного суппорта, а резца 9 (после настройки резца 8) — вращением гайки-лимба 1. После настройки резец 9 фиксируется контргайкой 3. Настройка резца 8 относительно резца 9 по горизонтальной оси станка выполняется винтом 6.
Как нарезать трапецеидальную резьбу?
Для скоростного нарезания трапецеидальной резьбы используется резцедержательная головка, в которой закрепляют четыре резца. Первым резцом выполняют один-два прохода (в зависимости от шага резьбы) так, чтобы при дальнейшем нарезании резьбы не образовывались заусенцы. Вторым резцом с шириной головки более половины шага резьбы углубляются на 2/3 заданной глубины. Третьим резцом, головка которого по размерам меньше заданного профиля на 1 мм, врезаются на полную глубину. Четвертым резцом производится окончательная калибровка профиля резьбы.
mechanicinfo.ru
Нарезать трапецеидальную резьбу с крупным шагом (более 12 мм) тремя резцами.
4.2. Установить и закрепить широкий и узкий прорезные (канавочные) резцы. Широкий прорезной (канавочный) резец (рис. 6) должен иметь режущую кромку, равную ширине впадины резьбы по среднему диаметру минус 0,2—0,3 мм, а узкий — режущую кромку, равную ширине впадины резьбы по внутреннему диаметру (по «дну» впадины). Резцы устанавливать точно по оси центров, головка резца должна быть расположена перпендикулярно оси заготовки.
4.3. Установить и закрепить профильный трапецеидальный резец. Резец установить точно по оси центров и по шаблону.
4.4. Настроить станок для вытачивания винтовой впадины резьбы.
4.5. Установить широкий прорезной (канавочный) резец на требуемую глубину резания для первого рабочего хода.
4.6. Выполнить первый рабочий ход, вывести резец из проточенной кольцевой канавки и возвратить в исходное положение.
4.7. Выточить широкую винтовую впадину на глубине резьбы по среднему диаметру. Глубину впадины (см. рис. 6) измерять стержнем глубиномера штангенциркуля или специальным шаблоном.
4.8. Ввести узкий прорезной резец 3 (рис. 7) в середину выточенной широкой винтовой впадины.
4.9. Выполнить первый, второй, третий и т. д. рабочие ходы резца до неполной глубины вытачиваемой винтовой впадины на 0,1—0,2 мм по внутреннему диаметру резьбы.
4.10. Нарезать трапецеидальную резьбу профильным трапецеидальным резцом 4 (рис. 8). См. упражнения 3.7—3.11 данной карты.
4.11. Проконтролировать нарезанную резьбу. Контроль резьбы выполнять калибром-втулкой или шаблоном.element.uu.ru
превышает 3°, то предварительное нарезание ее производится резцом, установленным по фиг. 188, а. При предварительном нарезании резьб с большим углом подъема резец устанавливается по фиг. 188, б. В обоих случаях длина режущей кромки резца должна быть меньше (на 0,5-1 мм) половины шага резьбы. На впадине резьбы необходимо оставлять припуск 0,2-0,3 мм на окончательную отделку. Окончательная чистовая отделка резьбы производится резцом, длина режущей кромки которого равна половине шага резьбы, установленным по фиг. 188, а. | |||
Более чистые боковые поверхности профиля резьбы получаются в том случае, если обработка их осуществляется подрезными резцами (фиг. 188, в, г), а впадины – обыкновенным канавочным резцом, установленным по фиг. 188, а. Ширина такого резца должна быть меньше ширины впадины резьбы на 0,1-0,2 мм. После каждого прохода резца необходимо тщательно измерять (штангенциркулем) ширину витка резьбы. Проверка наружного и внутреннего диаметров производится так же, как и у треугольной резьбы; профиль этой резьбы проверяется шаблоном (фиг. 189, б). | |||
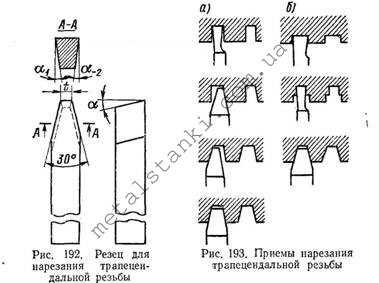
Резцы для нарезания трапецеидальной резьбы. Резец для нарезания трапецеидальной | |||
Фиг. 191. Резец для нарезания трапецеидальной резьбы. | резьбы показан на фиг. 191. Угол между боковыми режущими кромками резца должен быть равен 30°; длина t передней кромки при | ||
нимается соответственно профилю нарезаемой резьбы. Все углы резца выбираются так же, как и углы для нарезания прямоугольной резьбы. И в этом случае для закрепления резцов пользуются державками (фиг. 190). Резец для нарезания трапецеидальной резьбы затачивается по шаблону, подобно применяемому при заточке резцов для треугольной резьбы, и в том же порядке. Заточенный резец доводится оселком | |||
Приемы нарезания трапецеидальной резьбы. Установка резца при нарезании трапецеидальной резьбы производится так же, как и при прямоугольной резьбе. Резьбы с шагом до 3 мм нарезаются одним резцом, имеющим полный профиль. Нарезание резьб, шаг которых превышает 3 мм, производится в несколько приемов (фиг. 192, а). Канавочным резцом, ширина которого на 0,1-0,2 мм меньше ширины впадины резьбы, прорезается винтовая канавка. Диаметр канавки «по дну» должен быть равен внутреннему диаметру нарезаемой резьбы. После этого двумя резцами (правым и левым) винтовой канавке придается форма трапеции, причем ширина канавки, измеряемая по наружному диаметру, должна быть на 0,3-0,4 мм меньше окон- | |||
element.uu.ru
Нарезание прямоугольной, трапецеидальной и многозаходной резьб.
Обработка резьбовых поверхностей
Нарезание прямоугольной, трапецеидальной и многозаходной резьб
Нарезание резьбы прямоугольного и трапецеидального профиля имеет ряд особенностей в сравнении с нарезанием резьбы треугольного профиля. Прямоугольные и трапецеидальные резьбы часто бывают многозаходными (с числом заходов 2, 3 и более), поэтому угол подъема винтовой линии этих резьб может значительно превышать угол подъема винтовой линии треугольной резьбы и достигает μ>40 градусов. Резьбы прямоугольного и трапецеидального профиля нарезают стержневыми резцами, профиль которых должен соответствовать профилю, образующемуся при пересечении винтовой поверхности резьбы с передней поверхностью резца. Главную режущую кромку выполняют параллельно оси нарезаемой резьбы, передний угол резца μ=0, а задний α=6-8 градусов. Для обеспечения нормальных условий резания необходимо, чтобы действительный задний угол был не менее 3 градусов. При нарезании правой резьбы задний угол у левой режущей кромки резца должен быть на 2 градуса больше угла подъема винтовой линии резьбы, а задний угол у правой режущей кромки – около 3 градусов; при нарезании левой резьбы значения этих углов изменяются на противоположные.
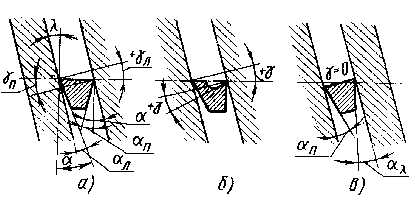 Наибольшее распространение получили два способа установки
резца при нарезании резьбы с углом подъема винтовой линии
μ>4 градусов (рисунок слева). При первом
способе главную режущую кромку устанавливают параллельно оси детали,
рисунок – а), что позволяет нарезать резьбу, профиль которой совпадает
с профилем резца. Недостатком этого способа являются неодинаковые условия
работы боковых режущих кромок резца. Угол резания у правой боковой кромки
больше 90 градусов (-γn), что ухудшает
условия резания этой кромкой. Для устранения этого недостатка на передней
поверхности вдоль режущей кромки выполняют канавку рисунок – б).
Однако при этом ослабляется сечение режущей кромки и снижается ее стойкость.
Кроме того, с увеличением угла подъема винтовой линии нагрузка на резец
возрастает и он начинает отклоняться влево и вниз, что может привести к
подрезанию профиля резьбы. При втором способе рисунок – в) главную
режущую кромку резца устанавливают перпендикулярно винтовой линии, т. е.
боковым поверхностям резьбовой канавки. В этом случае обе боковые режущие
кромки находятся в одинаковых и более благоприятных условиях работы.
Недостатком этого способа является искажение профиля резьбы, которое тем
больше, чем больше угол подъема винтовой линии. Учитывая достоинства и
недостатки каждого способа, второй способ установки резца используют при
черновых проходах для снятия больших припусков. При нарезании резьб с
шагом 3-4 мм, а также при выполнении чистовых проходов (снимаемый припуск
0,2-0,03 мм) применяют первый способ установки резца. Главную режущую
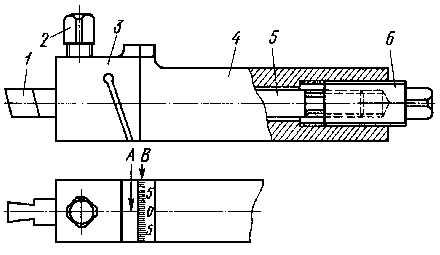
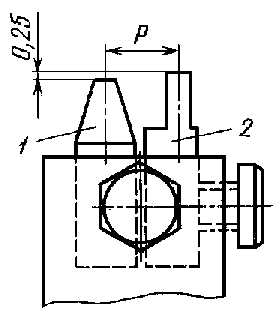
кромку устанавливают точно на линии центров станка с помощью шаблона. Для
точной установки головки резца применяют специальную державку (рисунок ниже).
Головка 3 резца может перемещаться Относительно корпуса 4. Фиксируют
головку в нужном положении (по риске А относительно шкалы В) винтом 6,
который навинчивают на стержень 5 головки по резьбе с крупным шагом и
ввинчивают в корпус 4 по резьбе с мелким шагом. Такое устройство позволяет
надежно закреплять головку 3 в нужном положении. Резец 1 крепят в головке
винтом 2. Иногда головку резца выполняют с прорезью, которая позволяет
резцу незначительно отжиматься, что повышает качество обработанной
поверхности.
Наибольшее распространение получили два способа установки
резца при нарезании резьбы с углом подъема винтовой линии
μ>4 градусов (рисунок слева). При первом
способе главную режущую кромку устанавливают параллельно оси детали,
рисунок – а), что позволяет нарезать резьбу, профиль которой совпадает
с профилем резца. Недостатком этого способа являются неодинаковые условия
работы боковых режущих кромок резца. Угол резания у правой боковой кромки
больше 90 градусов (-γn), что ухудшает
условия резания этой кромкой. Для устранения этого недостатка на передней
поверхности вдоль режущей кромки выполняют канавку рисунок – б).
Однако при этом ослабляется сечение режущей кромки и снижается ее стойкость.
Кроме того, с увеличением угла подъема винтовой линии нагрузка на резец
возрастает и он начинает отклоняться влево и вниз, что может привести к
подрезанию профиля резьбы. При втором способе рисунок – в) главную
режущую кромку резца устанавливают перпендикулярно винтовой линии, т. е.
боковым поверхностям резьбовой канавки. В этом случае обе боковые режущие
кромки находятся в одинаковых и более благоприятных условиях работы.
Недостатком этого способа является искажение профиля резьбы, которое тем
больше, чем больше угол подъема винтовой линии. Учитывая достоинства и
недостатки каждого способа, второй способ установки резца используют при
черновых проходах для снятия больших припусков. При нарезании резьб с
шагом 3-4 мм, а также при выполнении чистовых проходов (снимаемый припуск
0,2-0,03 мм) применяют первый способ установки резца. Главную режущую
кромку устанавливают точно на линии центров станка с помощью шаблона. Для
точной установки головки резца применяют специальную державку (рисунок ниже).
Головка 3 резца может перемещаться Относительно корпуса 4. Фиксируют
головку в нужном положении (по риске А относительно шкалы В) винтом 6,
который навинчивают на стержень 5 головки по резьбе с крупным шагом и
ввинчивают в корпус 4 по резьбе с мелким шагом. Такое устройство позволяет
надежно закреплять головку 3 в нужном положении. Резец 1 крепят в головке
винтом 2. Иногда головку резца выполняют с прорезью, которая позволяет
резцу незначительно отжиматься, что повышает качество обработанной
поверхности.
 Трапецеидальные резьбы с шагом более 3-4 мм нарезают
двумя способами. Первый способ: канавочным резцом, ширина которого на
0,1-0,2 мм меньше ширины профиля резьбы, прорезают винтовую канавку с
внутренним диаметром, равным внутреннему диаметру нарезаемой резьбы; затем
винтовой канавке придается форма трапеции (правым и левым резцом), ширина
основания которой по наружному диаметру резьбы на 0,3-0,4 мм меньше
требуемой; окончательную обработку боковых поверхностей резьбы производят
резцом с полным профилем. Второй способ: трапецеидальным резцом прорезают
профильную канавку, ширина которой по среднему диаметру резьбы на 0,3-0,4 мм
меньше требуемой; затем эту канавку прорезают резцом на глубину до
воображаемой поверхности внутреннего диаметра резьбы; окончательную
обработку боковых поверхностей резьбы производят резцом с полным профилем
(рисунок слева).
Трапецеидальные резьбы с шагом более 3-4 мм нарезают
двумя способами. Первый способ: канавочным резцом, ширина которого на
0,1-0,2 мм меньше ширины профиля резьбы, прорезают винтовую канавку с
внутренним диаметром, равным внутреннему диаметру нарезаемой резьбы; затем
винтовой канавке придается форма трапеции (правым и левым резцом), ширина
основания которой по наружному диаметру резьбы на 0,3-0,4 мм меньше
требуемой; окончательную обработку боковых поверхностей резьбы производят
резцом с полным профилем. Второй способ: трапецеидальным резцом прорезают
профильную канавку, ширина которой по среднему диаметру резьбы на 0,3-0,4 мм
меньше требуемой; затем эту канавку прорезают резцом на глубину до
воображаемой поверхности внутреннего диаметра резьбы; окончательную
обработку боковых поверхностей резьбы производят резцом с полным профилем
(рисунок слева).
 Винтовые канавки многозаходных резьб обрабатывают
способами, применяемыми при нарезании однозаходных резьб соответствующего
профиля. Точность деления винтовых канавок в соответствии с числом заходов
при нарезании многозаходных резьб обеспечивается различными методами.
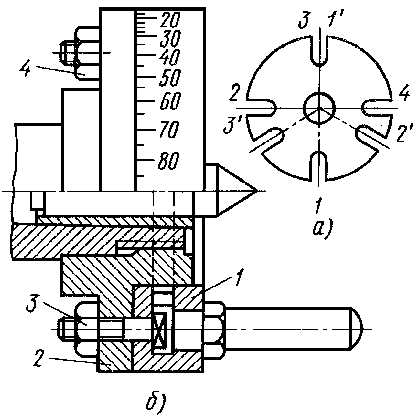
При нарезании резьбы на валиках, устанавливаемых в центрах, применяют
поводковый патрон с вырезами для нарезания двух-, трех- и четырехзаходной
резьб, рисунок справа – а) или градуированный патрон, рисунок справа – б), на
поводковой части 1 которого нанесены деления. Поводковая часть
поворачивается относительно корпуса 2 на 180 градусов при двухзаходной,
на 120 при трехзаходной и на 90 при четырехзаходной резьбе (т. е. угол
поворота δ=360/z, где z – число заходов) и
фиксируется в нужном положении гайками 3 и 4. Для перехода от одной
винтовой канавки к другой в соответствии с числом заходов используют
верхний суппорт станка, направляющие которого устанавливают параллельно
оси детали. После нарезания первой винтовой канавки резец отводят от
детали и перемещают его вдоль детали на шаг резьбы. Для определения
величины перемещения используют лимб винта верхних салазок суппорта,
набор мерных плиток и др. Для нарезания многозаходной резьбы применяют
также резцовые блоки, в которых резцы устанавливают вершинами на одном
уровне и с шагом, равным шагу нарезаемой резьбы.
Винтовые канавки многозаходных резьб обрабатывают
способами, применяемыми при нарезании однозаходных резьб соответствующего
профиля. Точность деления винтовых канавок в соответствии с числом заходов
при нарезании многозаходных резьб обеспечивается различными методами.
При нарезании резьбы на валиках, устанавливаемых в центрах, применяют
поводковый патрон с вырезами для нарезания двух-, трех- и четырехзаходной
резьб, рисунок справа – а) или градуированный патрон, рисунок справа – б), на
поводковой части 1 которого нанесены деления. Поводковая часть
поворачивается относительно корпуса 2 на 180 градусов при двухзаходной,
на 120 при трехзаходной и на 90 при четырехзаходной резьбе (т. е. угол
поворота δ=360/z, где z – число заходов) и
фиксируется в нужном положении гайками 3 и 4. Для перехода от одной
винтовой канавки к другой в соответствии с числом заходов используют
верхний суппорт станка, направляющие которого устанавливают параллельно
оси детали. После нарезания первой винтовой канавки резец отводят от
детали и перемещают его вдоль детали на шаг резьбы. Для определения
величины перемещения используют лимб винта верхних салазок суппорта,
набор мерных плиток и др. Для нарезания многозаходной резьбы применяют
также резцовые блоки, в которых резцы устанавливают вершинами на одном
уровне и с шагом, равным шагу нарезаемой резьбы.
turner.narod.ru