Вулканит — идеальная полировка металла — Bezhelme.ru
Хотели бы вы сделать нож самостоятельно, причем чтобы он был красивый, блестящий и с ровной и гладкой выточенной кромкой? Некоторые наши покупатели, которые занимаются обработкой металла на полупрофессиональном уровне(делают знакомым что-то на заказ например) спрашивают нас, какие круги лучше брать для того, чтобы полировать металл до такого состояния, чтобы можно было видеть свое отражение, как в зеркале.
Выбор в таком случае один — это вулканитовые круги, некоторые их называют резиновыми кругами, в принципе, это верно, поскольку в их состав входит и резина, вернее даже не резина, а каучук, который вулканизируется, в него добавляется абразивный материал и прочие добавки. Выглядят они вот так:

Маркировка абразивной добавки — 14А — электрокорунд, применяется для обработки сталей.

Внешне они сразу отличаются от других абразивных кругов, в частности от кругов для наждака. Те сделаны из электрокорунда и служат для заточки металла, снятия некоторого слоя металла с поверхности. Для первоначальной обработки они, конечно, обязательны.
Итак, читаем, для чего предназначены шлифовальные вулканитовые круги — для чистой шлифовки и полировки металла. То есть если таким кругом долго шлифовать металл, то можно даже снять сотые доли миллиметра с поверхности.
Поэтому их часто используют «заточники» — люди, занимающиеся заточкой режущего инструмента. В хозяйстве такой круг однозначно пригодится, с его помощью можно «наводить» блеск» на любое изделие из металла, очень удобно отчищать мелкую ржавчину, придавать блеск изделиям из нержавеющей стали и обычного металла.

Для людей, которые решили делать ножи самостоятельно, можно порекомендовать следующий набор инструментов для этого:
Полируют вулканитовым кругом после того, как придали заготовке окончательную форму. Число оборотов — 2500-3000 можно считать оптимальным для обработки металла. Резиновый круг отлично снимает все заусеницы, оставшиеся после обтачивания обычным абразивным кругом.
После обработки вулканитом можно дорабатывать деталь войлочным кругом с нанесенной пастой ГОИ для наведения окончательного блеска. После пасты ГОИ, если уж серьезно решили сделать всё красиво, можно полирнуть разными специальными пастами очень мелкой зернистости 4000 и 5000.
bezhelme.ru
Для чего нужен вулканитовый круг
Вулканитовый круг – это круг, выполненный на резиновой основе (вулканизированный синтетический каучук, абразивный материал и специальные добавки). Его основная функция – минимизация прижигов и заусениц при обработке материала, высококачественная шлифовка с охлаждающей жидкостью и полировка, заточка режущих инструментов, резка металла. Вулканитовые круги подразделяются на два вида – гибкие и жесткие.Гибкий вулканитовый круг
Эластичные круги изготавливают из смеси резины и абразива путем их прессования и вулканизации, тем самым исключается накатка на круг специального шлифовального порошка и последующая его сушка. Помимо всего, не требуется восстановление слоя абразива.
Гибкий вулканит нашел широкое применение для финишной шлифовки и полировки различных сплавов (нержавеющей стали, титановых и жаростойких сплавов, сложных фасонных изделий).
Во время работы поверхность круга принимает форму обрабатываемой поверхности.
Жесткий вулканитовый круг
Жесткие круги в большей мере используются для полировки и резки, но имеют некоторые особенности:
– обеспечивается высококлассная шероховатость поверхности;
– повышенная стойкость профиля и устойчивость к ударным нагрузкам;
– высокая плотность и низкая теплостойкость, что приводит к повышению температуры в очаге обработки, заволакиванию пор между зернами и скорому засаливанию круга.
Шлифовальный вулканитовый круг
Этот тип кругов предназначен исключительно для высококлассной шлифовки металла его последующей полировки. Но если таким кругом длительно шлифовать металл, то возможно снятие сотых долей миллиметра с его поверхности. Данное свойство с успехом применяют «заточники» – то есть специалисты, занимающиеся исключительно затачиванием различных режущих инструментов.
Полировка вулканитовым кругом производится после окончательного придания формы заготовке. При обработке металла, оптимальным количеством оборотов считается 2500-3000. После обработки детали вулканитом, можно произвести дополнительную доработку войлочным кругом с предварительно нанесенной пастой ГОИ.
С помощью вулканитового круга можно «заставить» блестеть любые изделия из металла и нержавеющей стали, удобно удалять мелкую ржавчину, затачивать режущие инструменты.Вулканитовый круг часто применяется для домашних хозяйственных нужд.
www.kakprosto.ru
виды, сферы применения шлифовочных инструментов, маркировка и особенности выбора

Области применения шлифовальных кругов
Этот инструмент находит широкое применение как при обработке элементов предметов интерьера, так и для подгонки, например, брусковых и щитовых деталей промышленного производства. Придание гладкости движущимся узлам особенно важно, поскольку обеспечение минимизации их трения играет большую роль в работе всего оборудования.
Шлифовке может подвергаться довольно широкий перечень материалов. К ним относится и камень, и металл, и пластик, и даже древесина. Съёмные насадки позволяют формировать различные пазы и выемки в цветных металлах, бетонных стенах, мягких сплавах, которые доводятся резцовыми головками до чистового варианта.
 Зачастую шлифовальные круги применяют не только для сглаживания металлических поверхностей, но и для удаления ржавого налёта с деталей, что практически невозможно осуществить без этого оборудования. Во многих случаях мастера приобретают абразивные круги для точильных станков, при помощи которых быстро затачивают ножи и другие режущие инструменты.
Зачастую шлифовальные круги применяют не только для сглаживания металлических поверхностей, но и для удаления ржавого налёта с деталей, что практически невозможно осуществить без этого оборудования. Во многих случаях мастера приобретают абразивные круги для точильных станков, при помощи которых быстро затачивают ножи и другие режущие инструменты.
Особую популярность эта продукция заработала у ювелиров, занимающихся по большей части полировкой драгоценных металлов. Инструмент также нередко используется для обработки поверхностей полудрагоценных камней и поделочных минералов.
На рынке можно встретить особые разновидности шлифовочных насадок, которые устанавливаются на дрель. Ими пользуются в процессе проведения ремонтных работ, например, при очистке стен для последующей укладки плитки. Определённые виды кругов позволяют при установке на электрическое точило очищать трубы от коррозии, удалять старую краску с сантехники и прочее.
Разновидности оборудования
Для осуществления корректной обработки деталей необходимо определиться с видом шлифования. Благодаря этому можно подобрать оптимальный вариант абразивной насадки.
К главным критериям выбора этого оборудования относятся следующие составляющие:
- материал, из которого изготовлена обрабатываемая деталь;
- характер работы, оказываемой на поверхность изделия.
Шлифкруги, оснащённые кольцевым либо прямым профилем, зачастую применяются для работы на небольших наждаках и станках, в быту, а также для заточки, проводимой торцевой поверхностью инструмента. В качестве материалов, с которыми работают этим оборудованием, актуальностью пользуются камень, фарфор и стекло.
 Наиболее популярными можно назвать обычные и двухсторонние конические круги, работа которых основана на обработке поверхностей детали плоскостью. Они также позволяют производить выемки в немалом перечне материалов.
Наиболее популярными можно назвать обычные и двухсторонние конические круги, работа которых основана на обработке поверхностей детали плоскостью. Они также позволяют производить выемки в немалом перечне материалов.
Зачастую опытные мастера имеют в своём арсенале чашечные круги и инструменты с тарельчатыми цельнометаллическими насадками, оснащёнными алмазным напылением. Чашечная модификация напоминает оборудование прямого профиля с конической выточкой. Отличается она лишь прямоугольным расположением торца в отношении к боковой плоскости.
Если рассматривать разновидности оборудования в зависимости от типа абразива, можно выделить довольно широкий ассортимент инструментов. Кроме обозначенного выше алмазного напыления, используемого обычно для заточки и доводки твердосплавных элементов, довольно популярным считается электрокорунд, позволяющий изготавливать цельные насадки. Корундовые круги обычно делают без запрессованного сердечника и основания.
Отлично зарекомендовали себя устройства из карбида кремния, которые можно встретить на рынке в двух разновидностях: чёрные и зелёные. Последние считаются более хрупкими.
Особой прочностью обладает абразив, называемый эльбор. В основу этого материала включён кубический нитрид бора, практически не уступающий своими эксплуатационными характеристиками алмазу. Более того, он обладает неоспоримым преимуществом, а именно: высоким уровнем термостойкости.
Связующие компоненты в абразивных материалах
Техника выполнения алмазного напыления на абразивные насадки не предполагает применения каких-либо связующих элементов, поскольку наносится на металл тонким слоем. Именно этим обусловлена значительная дороговизна такого оборудования. Абразивные круги, обладающие меньшей прочностью, изготавливают с применением связующего керамического состава, включающего в себя обычно материалы неорганического происхождения, такие как глина, кварц и т. д. Их тщательно измельчают и добавляют в выбранный абразив во время формирования круга. Благодаря этому конечное изделие становится жёстким.
Существует две основных разновидности насадок в зависимости от связующего компонента в абразиве:
- бакелитовые;
- вулканитовые.
 Наиболее востребованными являются бакелитовые насадки, включающие в свой состав искусственную смолу, придающую кругу необходимую упругость и эластичность. Однако обозначенный компонент обуславливает также снижение износостойкости, что происходит вследствие недостаточного скрепления зёрен. Этого не наблюдается у кругов на жёсткой керамической основе. Однако стоит помнить, что жёсткие основы с высокой твёрдостью способны провоцировать перегрев шлифуемого металла, а это чревато пережогом поверхности обрабатываемой детали. В бакелитовых насадках такого недостатка нет. Они довольно мягкие, несильно нагревают металл и самозатачиваются при работе.
Наиболее востребованными являются бакелитовые насадки, включающие в свой состав искусственную смолу, придающую кругу необходимую упругость и эластичность. Однако обозначенный компонент обуславливает также снижение износостойкости, что происходит вследствие недостаточного скрепления зёрен. Этого не наблюдается у кругов на жёсткой керамической основе. Однако стоит помнить, что жёсткие основы с высокой твёрдостью способны провоцировать перегрев шлифуемого металла, а это чревато пережогом поверхности обрабатываемой детали. В бакелитовых насадках такого недостатка нет. Они довольно мягкие, несильно нагревают металл и самозатачиваются при работе.
Ещё большей мягкостью обладают круги с вулканитовым компонентом. В качестве абразивного элемента в них используют синтетический каучук, прошедший термообработку. В процессе производства оборудования применяется метод вулканизации, который и лёг в основу названия продукта. Такие круги несколько дороже модификаций, оснащённых керамическим абразивом. Но это и не удивительно, ведь помимо отличной упругости они обладают ещё и повышенной износостойкостью.
Особенности выбора инструмента
Главным критерием выбора шлифовального камня является его твёрдость. Этот показатель не должен быть менее твёрдости самой детали, подвергаемой обработке. Причём не позволительно допускать большие различия в таких параметрах, что чревато вероятным перегревом поверхности.
 Немаловажным критерием во время избрания абразива можно назвать также зернистость. Обычно для установления оптимального размера зерна необходимо ознакомиться с требованиями, предъявляемыми к чистоте обработки конечного продукта. Каждый шлифовальный круг оснащён своей маркировкой, расшифровка которой позволяет правильно выбрать наждачный инструмент. Обычно она представлена видом абразивного материала, степенью неуравновешенности, размером и типом, структурой, степенью твёрдости, уровнем точности, зернистостью, характером связки и максимальной скоростью обработки.
Немаловажным критерием во время избрания абразива можно назвать также зернистость. Обычно для установления оптимального размера зерна необходимо ознакомиться с требованиями, предъявляемыми к чистоте обработки конечного продукта. Каждый шлифовальный круг оснащён своей маркировкой, расшифровка которой позволяет правильно выбрать наждачный инструмент. Обычно она представлена видом абразивного материала, степенью неуравновешенности, размером и типом, структурой, степенью твёрдости, уровнем точности, зернистостью, характером связки и максимальной скоростью обработки.
Для работы с металлом и деревом необходимо использовать шлифкруги разной зернистости, иначе качество отделки может оказаться низким. При выявлении на поверхности обрабатываемого элемента зазубрин или грубых штрихов можно с уверенностью утверждать, что выбор размера зерна оборудования был сделан неверно.
Для удобства пользования инструментом создана таблица зернистости шлифовальных кругов, позволяющая довольно быстро разобраться с необходимыми параметрами и определиться с выбором насадки.
К наиболее востребованным типам такого инструмента можно отнести
- с зернистостью 120;
- с зернистостью 60;
- с зернистостью 100.
В зависимости от конкретного вида проводимой операции мастер подбирает необходимый тип оборудования. Для черновой шлифовки обычно используют круги с большими фракциями зёрен, а для чистовой этот показатель должен быть значительно ниже. Помимо этого, при подборе инструмента учитываются особенности режима заточного оборудования и технические свойства режущего элемента.
 При работе с мягкими материалами нельзя использовать резиновые и керамические круги с крупными фракциями. Мелкозернистые насадки применяются лишь для полировки. Обычно абразивы с небольшими зёрнами наносят на тарельчатые металлические насадки, а также на отрезные диски. Для обеспечения глянцевой поверхности логично воспользоваться фибровым кругом. В этом случае результат обработки будет лучше при выборе инструмента с более мягкой насадкой, нежели материал детали, с которой проводятся манипуляции. Однако это также зачастую сопровождается быстрым износом инструмента.
При работе с мягкими материалами нельзя использовать резиновые и керамические круги с крупными фракциями. Мелкозернистые насадки применяются лишь для полировки. Обычно абразивы с небольшими зёрнами наносят на тарельчатые металлические насадки, а также на отрезные диски. Для обеспечения глянцевой поверхности логично воспользоваться фибровым кругом. В этом случае результат обработки будет лучше при выборе инструмента с более мягкой насадкой, нежели материал детали, с которой проводятся манипуляции. Однако это также зачастую сопровождается быстрым износом инструмента.
Работая с немалыми поверхностями, следует останавливать выбор на шлифовальных кругах большого диаметра. Такая рекомендация позволит экономить оборудование, ведь маленькому элементу понадобится производить обороты значительно чаще, что приведёт к его быстрой порче.
Подойдя к выбору шлифовального круга основательно, можно найти такой инструмент, который проявит себя в работе максимально эффективно при наименьших финансовых затратах.
obinstrumentah.info
Круги полировальные (войлочные, резиновые) | ЛИНКОР
Чтобы внешний вид автомобиля оставался привлекательным на долгое время, необходимо уделять уходу за «железным конем» должное внимание. Самыми распространенными видами работ при этом считаются полировка фар, кузова и салона. Некоторые автолюбители прибегают к профессиональной помощи, но большинство все же предпочитает заниматься полировкой самостоятельно.
Используя шлифмашинку, дрель или болгарку снимается микроскопический слой покрытия, затем убираются все неровности и шероховатости. Чтобы работа была выполнена качественно, важно не только правильно выбрать инструмент, но и приобрести подходящую оснастку в виде полировальных кругов.
Виды и этапы полировочных работ
Выделяют два основных этапа полировочных работ:
- Абразивный – его основная цель избавление мелких дефектов.
- Защитный – проводится в целях профилактики, позволяя обеспечивать ЛКП кузовной части автомобиля, металлическим деталям, фарам и стеклам должное состояние.
Полировка включает несколько фаз, для каждого из которых предусмотрен свой вид полировочного диска. Чем ближе процесс подходит к чистовой обработке, тем меньше становится показатель абразивности диска. В итоге поверхность автомобиля будет отражаться зеркальным блеском. В ходе полировочных работ необходимо задействовать не менее 6 дисков.
Разновидности полировальных кругов
Полировальные круги представляют собой различные по диаметру насадки, крепящиеся при помощи резьбы или специальной липучки на шлифовальную машинку, дрель или болгарку. Конструкция диска предполагает наличие с одной стороны рабочей поверхности, с другой – крепежа. Особенностью этих дисков является то, что они обладают мягкой матрицей, в которую внедряется твердый абразивный материал – алмазная крошка. Благодаря тому, что нагрузка на круг распределяется равномерно, ним можно обрабатывать до 10 кв.м.
Какой вид полировального диска выбрать зависит от силы трения, возникающей в процессе обработки кузова авто. При этом необходимо следить, чтобы полируемая поверхность не нагревалась до температуры, превышающей 40 °C. В противном случае может измениться структура и цвет покрытия. Чтобы избежать такой ситуации, используется специальный инструмент с принудительным водяным охлаждением. При сухой полировке применяют гибкий алмазный круг, устанавливаемый на болгарку с небольшими оборотами.
Диски различаются не только по степени зернистости, но и по диаметру: у автомобильных кругов этот показатель варьируется в диапазоне 50-3000 мм; существует также диск типа Buff, предназначенный для доведения металлических, стеклянных или лакокрасочных поверхностей до зеркального блеска.
В зависимости от жесткости выделяют такие виды кругов:
- твердый – предназначен для избавления от трещин и сколов, изготавливается в белом цвете;
- средний – служит для придания поверхностям глянцевого блеска, представлен оранжевым цветом;
- мягкий – используется для обработки поверхностей до глянцевого блеска, поставляется в черном цвете;
- с рельефной поверхностью – служит для доведения больших по площади поверхностей до зеркального блеска.
Отличаются полировальные диски и по материалу, используемому для изготовления:
- войлочные круги – изготавливается из плетенного или прессовочного материала, в состав ткани может входить небольшой процент синтетических волокон;
- матерчатые круги – могут быть прошитыми, не прошитыми, специальными;
- поролоновые круги – отличаются постоянным составом и разной величиной ячеек. Чаще всего полировка начинается с использования таких дисков с крупными ячейками, а финиширует более мягким диском с мелкими ячейками;
- кожаные круги – могут быть однослойными или с наборными пластинками.
К используемым материалам применяют особые требования, чтобы они не повредили во время обработки поверхность. Итак, материалы должны быть прочными, обладать способностью к удерживанию на поверхности диска полировочной пасты, быть мягкими, легкими, эластичными.
Войлочные круги
При необходимости в полировке больших по площади поверхностей отличным решением станут войлочные полировочные диски, которые представлены большими размерами и способны покрывать значительные площади обрабатываемых изделий. Для установки в патрон кулачкового типа используются цилиндрические диски – такая форма позволяет обрабатывать абсолютно любые детали и элементы сложной конфигурации.
Круглые плоские или цилиндрические диски из войлока бывают нескольких типов:
- грубошерстные – отличаются повышенной износостойкостью, долговечностью. Предназначаются для черновой или предварительной обработки металлических поверхностей и деталей;
- полугрубошерстные – активно используются не только в автомобильном деле, но и для обработки хирургических инструментов из нержавеющей стали;
- тонкошерстные – подходят исключительно для полировки фар и особо важных деталей и приборов.
Для придания автомобилю презентабельного внешнего вида обычно применяются грубошерстные круги с толщиной 25 мм и диаметром 71-250 мм.
Рекомендуется производить полировочные работы с помощью войлочных дисков на низких скоростях инструмента. Такой материал имеет свойство быстро загрязняться, поэтому хранить круги необходимо в чистом сухом месте, упакованными в бумагу или вакуумный пакет.
Резиновые (вулканитовые) круги
Такой тип полировальных кругов предназначается для финишной обработки металла с целью придания ему зеркального блеска. Для изготовления вулканитовых дисков используется каучук, которые предварительно вулканизируется, и лишь потом в него добавляют абразивный материал. Подобная конструкция позволяет снять очень тонкий слой металла – до сотых долей миллиметра.
Особенностью каучука является его упругость, гибкость и эластичность, поэтому такие круги можно применять для полировки фасонных поверхностей.
Стандартно диаметр резинового круга находится в пределах 80-200 мм, самый распространенный диаметр посадки круга – 32 мм.
Выполнены круги по ТУ 13.96.16-0001-0170760553-2018
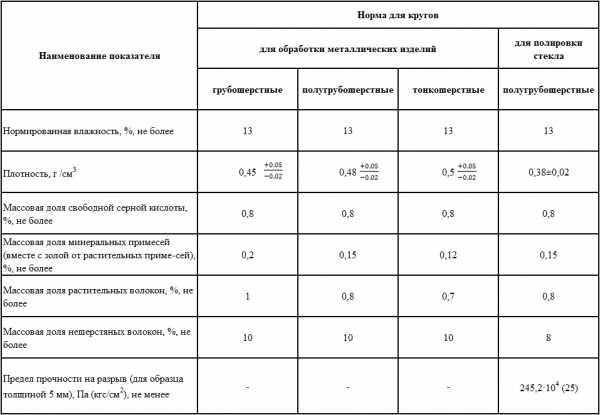
Настоящие технические условия (ТУ) распространяются на круги полировальные войлочные предназначенные
- для полирования ответственных деталей, таких как узлы измерительных приборов; хирургические инструменты;
- для обработки цветных металлов;
- для полировки металлических поверхностей;
- для полировки стекла;
- для полировки пластика.
По физико-механическим и химическим показателям войлочные круги должны соответствовать нормам, указанным в таблице 1.
Таблица 1.
www.linkormet.ru
Абразивные круги – типы, назначение, характеристики
Металлическую заготовку прежде, чем она станет готовым изделием, очень часто обрабатывают с помощью абразивных шлифовальных кругов. Делается это для того, чтобы обеспечить высокую гладкость поверхности.

Некоторые разновидности абразивных кругов
Сфера применения абразивных шлифовальных кругов
Полирование каких-либо элементов не только делает их привлекательнее внешне, но и часто является необходимостью с технической точки зрения. В быту этому процессу часто подвергают элементы предметов интерьера, а в промышленном производстве – детали разнообразных машин, станков и прочих механизмов.
Для движущихся узлов полирование крайне важно: отдельные детали должны быть хорошо пригнаны и сглажены для минимизации трения. Стоит отметить, что шлифованию подвергаются самые разные материалы – металл, камень, пластик, древесина. Также абразивные круги активно используются в разнообразных заточных станках.
Шлифовальные абразивные круги могут отличаться формой, поскольку их применяют для различных целей. Помимо сглаживания поверхности металлические детали часто нуждаются в очистке от ржавчины. Реализовать эту задачу без специальных кругов почти невозможно. Посредством съемных насадок для шлифовальной машины можно выполнять выемки, пазы различной сложности в различных материалах, включая цветные металлы, поделочный камень, бетонные стены, мягкие сплавы.
Большой популярностью абразивные круги пользуются среди ювелиров, для которых полировка изделий из драгоценных металлов – основная часть работы. Мастера по обработке камня, работающие с поделочными минералами и полудрагоценными камнями, также используют указанный инструмент.

Шлифовальная насадка для дрели
Существуют специальные разновидности шлифовальных насадок, устанавливаемых на дрель. Они активно используются во время проведения ремонтных либо отделочных работ (например, для зачистки поверхности стен перед укладкой плитки либо нанесением штукатурных составов). Некоторые шлифовальные круги отлично справляются с удалением старой краски с сантехники, очисткой труб от коррозии и других схожих работ.
Типы шлифовальных кругов
Чтобы правильно произвести обработку детали, необходимо определить вид шлифования. Это позволит правильно выбрать абразивные насадки. Основными критериями выбора выступают материал обрабатываемой детали и характер воздействия на ее поверхность.
Так, шлифовальные круги с прямым или кольцевым профилем широко используются в быту и на малых станках для шлифования металлов, заточных операций, производимых их торцевой поверхностью. Актуальны эти круги при работе со стеклом, фарфором, камнем (здесь также можно использовать плоские насадки с одно- или двухсторонней выточкой, которые удобны и при осуществлении обдирочных работ).

Конический шлифовальный круг
К наиболее распространенным относятся конические круги, которые могут быть как двухсторонними, так и обычными. Они могут применяться для всех вышеперечисленных работ для обработки поверхности деталей плоскостью. Также с их помощью возможно выполнение выемок практически в любых материалах.
Для обработки многих деталей оптимальными вариантами можно назвать шлифовальный чашечный круг и круг с тарельчатыми насадками (чаще всего они имеют цельнометаллические насадки и алмазное напыление). Чашечный круг напоминает инструмент прямого профиля с конической выточкой. Основное отличие заключается в том, что торец располагается под прямым углом к боковой плоскости.

Пример чашечных абразивных кругов
Ассортимент абразивных кругов по типу абразива достаточно широк. Помимо упомянутого ранее алмазного покрытия широко применяется электрокорунд. При помощи электрокорунда изготавливают цельные насадки. Чаще всего они не имеют основания и запрессованного сердечника.
Востребованы и круги, выполненные из карбида кремния. Последние подразделяются на два вида: черный и зеленый (насадки имеют соответствующий цвет). Зеленый при этом является более хрупким.
К высокопрочным абразивам относится эльбор. Данный материал в своей основе имеет кубический нитрид бора. По эксплуатационным свойствам он не уступает алмазу, при этом эльбор отличается более высоким уровнем термоустойчивости.

Круг из электрокорунда
Вулканитовые и бакелитовые шлифовальные круги
Алмазное напыление имеет достаточно высокую стоимость, поэтому оно наносится очень тонким слоем на металлическую основу. Абразивные круги с меньшей прочностью формируются другим способом. Зачастую для подобной цели применяется связующий керамический состав, где основными компонентами служат материалы неорганического происхождения (кварц, глина и прочее). Сильно измельченные, эти связующие добавляются при формировании круга к выбранному абразиву, что обеспечивает готовому изделию повышенную жесткость, но и соответствующую хрупкость.

Бакелитовые круги
Большим спросом на рынке пользуются бакелитовые насадки. Своим названием они обязаны основному наполнителю – бакелиту (искусственной смоле). Этот связующий компонент придает кругу упругость и своеобразную эластичность, но одновременно снижается износостойкость в результате более слабого закрепления зерен (сравнительно с жесткой керамической основой).
Важно не забывать, что жесткая основа высокой твердости может приводить к перегреву шлифуемого металла и, соответственно, пережогу поверхности обрабатываемого элемента. Бакелитовые насадки лишены этого недостатка. Они гораздо мягче, поэтому очень слабо нагревают металл и способны самозатачиваться при обработке детали.

Круги на вулканитовой связке
Шлифовальный круг с вулканитовым связующим еще мягче. Здесь основным абразивным элементом служит синтетический термообработанный каучук. Другими словами, при производстве таких шлифовальных насадок применяется вулканизация, что и отражено в их названии. Вулканитовые круги имеют более высокую стоимость сравнительно с керамическим абразивом. Однако, несмотря на повышенную упругость, их износостойкость выше всяких похвал.
Выбор шлифовального круга
Главное требование, выдвигаемое к абразивной насадке, касается ее твердости. Твердость насадки обязательно должна быть выше твердости обрабатываемой детали. При этом нежелательно, чтобы данные параметры сильно отличались, иначе повышается вероятность перегрева обрабатываемой поверхности. Одним из самых важных критериев при подборе абразива считается также размер его зерна.
Крупные фракции керамических или резиновых кругов не подойдут для работы с мягкими материалами. Мелкие зерна подходят только для полировки. Зачастую мелкозернистые абразивы наносятся на отрезные диски и тарельчатые металлические насадки. Глянцевую поверхность может обеспечить фибровый круг. Если его насадка мягче обрабатываемой детали, результат обработки будет хорошим, но износ инструмента также будет очень сильным.

Фибровый шлифовальный круг
При обработке крупных поверхностей предпочтение нужно отдавать шлифовальным кругам большого диаметра: маленький круг сделает гораздо больше оборотов, поэтому изнашиваться он тоже будет быстрее. Тарельчатые, чашечные шлифовальные круги выбираются по аналогичному принципу. Например, для огранки небольших по размеру поделочных камней достаточно насадки с небольшим диаметром, для обработки мраморных плит внушительных размеров потребуется чашечный цилиндрический круг с большим диаметром.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
РЕЗИНОВЫЕ ШЛИФОВАЛЬНЫЕ КРУГИ — МегаЛекции
Резиновые шлифовальные круги в ювелирной промышленности используются уже давно. В последнее десятилетие они стали применяться и в камнеобработке. Как более жесткие, чем круги с абразивной тканью, они нашли специальное применение для выравнивания поверхности очень твердых камней, таких, как хризоберилл с эффектом кошачьего глаза, звездчатый сапфир и рубин.
Резиновые шлифовальные круги изготовляют путем смешения абразивного порошка и сырой резины с последующей вулканизацией в формах для получения соответствующей конфигурации круга. Изменение скорости абразивного действия достигается путем вариаций соотношения порошка абразива и резины, тогда как качество обработки зависит от размера частиц используемого абразива. При работе с такими кругами требуется охлаждение водой, чтобы из-за нагрева, обусловленного трением, круг не загорелся. Однако если пренебречь запахом горелой резины, то их можно использовать и в сухом состоянии, внимательно следя за тем, чтобы не перегреть камень. Они могут применяться для обработки любых материалов, но лучше всего подходят для обработки твердых камней, поскольку на мягких камнях жесткая поверхность вызывает появление плоских площадок, если камень не находится в постоянном изменении положения в процессе шлифования.
КОЖАНЫЕ ШЛИФОВАЛЬНИКИ
Дисковые или барабанные шлифовальники с кожаной рабочей поверхностью являются идеальным устройством для тонкого шлифования многих ювелирных камней, которые плохо шлифуются обычными абразивными тканями. Для них используется тонкая кожа с подложкой (основой) из фетра или губчатой резины, чтобы придать по-верхности упругость. Хотя на коже можно применять и грубые -абразивы (с зерном до 60 мкм), рекомендуется применять только жидкую суспензию карбида кремния номер 15. Это позволяет успешно предотвращать образование поверхности с эффектом «апельсиновой корки» у таких минералов, как жадеит, родонит, и др. Кожаный шлифовальник в равной мере хорош для обработки турмалина и граната, а также камней с металлическим блеском, таких, как пирит, никелин,. Последние почти невозможно шлифовать обычными абразивными тканями из-за образования многочисленных мелких углублений, но абразив номер 15 быстро и полностью, их устраняет.
Кожа с успехом используется также в сочетании с алмазным порошком, смешанным с маслом, вазелином, жиром или синтетическим клеем. Чрезвычайно быстрое абразивное действие алмаза позволяет шлифовать кабошоны, которые другими методами обработать трудно по причине различной твердости камня в разных *кристаллографических направлениях. Этот способ довольно дорог из-за высокой стой- мости алмазного порошка, но, когда требуется получить качественную поверхность на камнях, склонных к недополировке, трудно найти что-либо лучшее. Применение очень твердой кожи с алмазом позволяет добиться исключительно ровной поверхности у таких твердых камней, как хризоберилл и корунд.
При сэндинге с успехом могут применяться плотные ткани, такие, как брезент. Для нанесения абразивной суспензии применяют кисть. Делались попытки использовать также листовую резину, линолеум, масонит и даже твердый фетр, однако заметных преимуществ перед обычными материалами при этом выявлено не было.
СКОРОСТИ СЭНДИНГА
Поскольку сэндинг обычными материалами, по существу, тот же процесс обдирки (добавляется лишь фактор воздействия эластичной поверхностью), то естественно, что скорости такой обработки должны быть близкими к скоростям обдирки.
К сожалению, некоторые виды шлифовальников нельзя вращать с большой частотой. Так, если быстро вращать деревянные дисковые шлифовальники, то свободный абразив слетает с них, как только его наносят, а круги из карбида кремния на резиновой связке имеют меньшую прочность по сравнению с кругами из карбида кремния, полученными спеканием, и поэтому не могут вращаться так же быстро, как они. Из всех типов станков, устроенных по принципу сэндинга, с высокими частотами вращения могут работать лишь ленточный, дисковый с наклеенной абразивной тканью и барабанный (при условии хорошей балансировки). Высокая скорость при сэндинге желательна по ряду причин: быстрее рассеивается тепло при работе всухую; ускоряется абразивное действие; можно прикладывать меньшее давление, поскольку абразивное действие осуществляется более эффективно; значительно снижается вероятность недополировки. к которой склонны некоторые камни. Поскольку термин недополировка в дальнейшем будет часто встречаться, ниже раскрывается его содержание.
НЕДОПОЛИРОВКА
Многие минералы однородны по структуре и могут пилиться, шлифоваться и полироваться одинаково хорошо или одинаково плохо по всем направлениям. В то же время существуют минералы, которые заметно различаются по структуре, в результате чего в определенных направлениях они не столь твердые, как хотелось бы; это вызывает большие трудности при желании получить ровную поверхность при шлифовании и полировании. Существует два принципиально различных типа недополировки. Первый, является «зернистым» типом. Зерна содержат плоскости спайности, благодаря чему определенные направления в каждом зерне имеют меньшую твердость по сравнению с другими. Зерна, в которых плоскости спайности совпадают или почти совпадают с поверхностью камня, обладают наименьшей твердостью и при обработке сошлифовываются значительно быстрее остальных зерен. Поверхность камня становится похожей на лимонную или апельсиновую корку, что нередко можно видеть на кабошонах из жадеита, родонита и лазурита. Это обусловлено различием в твердости зерен у первых двух минералов, а в случае лазурита – различием в твердости нескольких минералов, входящих в состав лазуритосодержащей породы.
Второй тип недополировки показан на гримере нефрита. Структура нефрита своей волокнистостью напоминает структуру дерева, что хорошо видно на приведенном рисунке. Подобно дереву, нефрит кажется более твердым, он неодинаково принимает полировку в различных направлениях, что и показано на том же рисунке. Однородная параллельно-волокнистая структура материала, характерна для нефрита, который недавно стал поступать с Тайваня. Нефрит же из многих других месторождений имеет спутанно-волокнистую структуру, поэтому при его полировке в значительной степени проявляется эффект «лимонной корки».
С подобными проблемами приходится сталкиваться при работе с любым ювелирным материалом, имеющим зернистую или волокнистую структуру или же состоящим из нескольких минералов. Сэндинг обычно позволяет получить достаточно однородную и ровную поверхность. На волокнистых материалах сэндинг обычно сразу приводит к неравномерному сошлифовыванию: наиболее часто участки поперек волокон выглядят блестящими и почти полированными, тогда как в продольном направлена наблюдается быстрое удаление материла. Не-дополировку при сэндинге в значительной степени можно предотвратить, если применить более высокие скорости обработки и более жесткие рабочие поверхности. Если все же недополировка проявилась, необходимо прекратить работу и переключиться на алмазную пасту в сочетании с твердым шлифовальником (дерево или пластмасса). Полирование следует проводить на такой же твердой поверхности. Использование мягкой поверхности будет только усиливать эффект «лимонной корки». Некоторые особо трудные камни, как рекомендуется ниже, следует обработать только алмазом.
РЕКОМЕНДУЕМЫЕ СКОРОСТИ
Как отмечалось выше, обдирочные круги должны вращаться с окружными скоростями 20-30 м/с и скорости шлифования эластичными абразивными материалами по возможности должны приближаться к этим значениям.
Вполне приемлемы окружные скорости 20-15 м/с, но ниже 15 м/с скорость снижать не следует, даже если станок не способен работать быстрее: Рекомендуемые скорости шлифования эластичными абразивами приведены в табл. 3.
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
megalektsii.ru
Абразивные шлифовальные круги – наводим глянец + видео
В промышленном цеху или в домашней мастерской металлическая заготовка, превращающаяся в готовое изделие, зачастую проходит через абразивные шлифовальные круги, посредством которых получает идеально гладкую поверхность.
1 Где и как используются абразивные шлифовальные круги
Не только в машинах и приборах, но и в интерьере полированные материалы смотрятся гораздо красивее, причем в механизмах гладкие поверхности деталей играют немалую роль. В частности, в большинстве движущихся узлов отдельные их части должны быть хорошо пригнаны, а значит, трение должно быть минимальным, если, конечно, оно не предусмотрено изначально. При этом шлифовка необходима не только металлу, но и камню, а также, в некоторых случаях, древесине и пластику.
Абразивные шлифовальные круги изготавливаются различной формы, что позволяет использовать их для самых разнообразных нужд. Например, металлические изделия требуют не только сглаживания поверхности, очень часто им требуется очистка от ржавчины, а данный процесс невозможен, если не применяются специальные виды абразивных кругов. Кроме того, с помощью таких насадок для шлиф-машины можно делать пазы и выемки в различных материалах, в частности, в бетонных стенах, в поделочном камне, в мягких сплавах и в цветных металлах.

Рекомендуем ознакомиться
Активно пользуются абразивными кругами ювелиры, которым необходимо полировать изделия из золота и серебра, а также мастера по камню (не путайте с огранщиками), работающие с полудрагоценными и поделочными минералами. Некоторые виды шлифовальных насадок для дрели требуются при отделочных и ремонтных работах. В частности, для зачистки стен перед покрытием их штукатуркой или облицовкой плиткой. Некоторые типы кругов нужны для снятия старой эмали с сантехники, а также для очистки труб от ржавчины.

2 Какие бывают типы шлифовальных кругов
В первую очередь следует определить для себя, какие именно виды шлифования планируется выполнять с помощью абразивных насадок, имеющих самую разную форму. Выбор обычно зависит от материала, обработка которого предполагается, а также от характера воздействия на поверхность. К примеру, круг шлифовальный прямого профиля, а также кольцевая его разновидность, используются в быту на небольших станках для заточки инструмента и шлифования металла (цветного и различных сплавов) торцевой плоскостью. Пригодны такие круги и для работы с камнем, стеклом, фарфором.
Для этих же целей применяются и плоские насадки с выточкой (односторонней и двухсторонней), которые, помимо прочего, удобны для обдирочных работ.

Очень часто используются конические круги, обычные и двухсторонние. Их можно использовать как для всех перечисленных выше работ, при обработке поверхности плоскостью, так и для прорезывания выемок в практически любом материале. Для внутренней и внешней обработки различных деталей очень удобен чашечный шлифовальный круг, а также схожие с ним тарельчатые насадки. С первыми очень схожи круги прямого профиля с конической выточкой, единственное их отличие – торец расположен к боковой плоскости под прямым углом. Очень часто чашечные и тарельчатые насадки бывают цельнометаллическими, с алмазным напылением.
Если рассматривать типы абразива, выбор окажется довольно широким. Помимо вышеназванного алмазного широко используется электрокорунд, из которого насадки изготавливаются целиком, часто без какого-либо основания и запрессованного сердечника. Также большой популярностью пользуются круги из карбида кремния, который бывает двух видов, черный и зеленый (соответствующего цвета получаются и насадки), причем второй тип более хрупкий. Очень высокой прочностью зерен отличается такой абразив, как эльбор (нитрид бора кубической формы), не уступающий по своим характеристикам алмазу и более термоустойчивый.

3 Вулканитовые круги шлифовальные и другие типы связей
Если алмазное напыление, ввиду немалой стоимости абразива, наносится тончайшим слоем на металлическую основу, то другие типы абразивных кругов, состав которых не отличается прочностью, формируются иначе. Чаще всего для этой цели используется керамический связующий состав, компоненты которого имеют неорганическое происхождение: глина, кварц и т.д. Будучи сильно измельченными, компоненты связки добавляются при формировании круга к абразивному веществу, обеспечивая ему высокую жесткость, и, как следствие, соответствующую хрупкость.
Не менее часто находится применение и бакелитовым насадкам, название которых созвучно основному наполнителю, в качестве которого используется искусственная смола бакелит. Такое связующее вещество придает кругам упругость и даже некоторую эластичность, однако при этом значительно понижается износостойкость, поскольку зерна закреплены слабее, чем в жесткой керамической основе. Однако последняя из-за высокой твердости может перегревать шлифуемый металл, что нередко приводит к пережогам поверхности. Бакелит же напротив, слабо нагревает металл и, благодаря своей относительной мягкости, легче поддается самозатачиванию в процессе обработки.

Круг шлифовальный на вулканитовой связке еще более мягок, поскольку в нем основным элементом для абразива стал синтетический каучук, прошедший термообработку. Проще говоря, при изготовлении применяется вулканизация, из-за чего шлифовальные насадки и получили соответствующее название. Вулканитовые круги шлифовальные отличаются довольно высокой стоимостью в сравнении с абразивом на керамической основе. Однако и износостойкость их, не смотря на высокую степень упругости, достаточно велика.

4 Как выбирать различные виды шлифовальных кругов
Основное требование к абразивной насадке – чтобы она была тверже, чем обрабатываемый ею материал. Однако желательно, чтобы это качество у шлифовального круга было выше не на много, поскольку в противном случае есть риск перегрева поверхности, подвергающейся обработке. Также немаловажным критерием при выборе является размер зерна абразива. Слишком крупные фракции, из которых состоят круги шлифовальные, резиновые или керамические, обеспечат результат прямо противоположный желаемому при работе с мягкими материалами.
Очень мелкие зерна используются исключительно для полировки, причем чаще всего бывают нанесены на кромку отрезного диска, а также на тарельчатые насадки из металла. Глянец наводят фибровые шлифовальные круги. Если абразивная насадка будет мягче обрабатываемого материала, он даст нужный эффект, но износ будет чрезвычайно высоким. Нужно помнить, что для обработки крупных поверхностей требуются круги с большим диаметром. Тому причиной является элементарная физика.
Маленький круг за определенное количество оборотов каждой точкой боковой плоскости или торца будет проходить по шлифуемому участку гораздо чаще, чем насадка больших размеров. Соответственно, стираться будет быстрее именно маленький абразивный камень. Чашечные или тарельчатые типы шлифовальных кругов выбираются по тому же принципу. К примеру, для обработки небольших поделочных камней хватит насадки небольшого диаметра, а для солидных мраморных плит потребуется значительно более крупный круг шлифовальный чашечный цилиндрический.

tutmet.ru