Твердосплавные сверла по металлу
Высокую эффективность при обработке изделий из таких материалов, как чугун, цветные металлы, пластик, искусственный и натуральный камень, кирпич и бетон, демонстрируют твердосплавные сверла. Такое название они получили из-за того, что на их режущую часть напаиваются специальные пластинки из твердых сплавов. Использование этих сверл позволяет, например, почти в два раза увеличить производительность обработки чугуна по сравнению со сверлением, выполняемым инструментом из быстрорежущей стали.

Сверла твердосплавные для вырезания отверстий в рельсах
Несмотря на то, что режущие пластины, которыми оснащено такое сверло, отличаются исключительно высокой твердостью и износостойкостью, для обработки изделий из стали оно применяется нечасто, так как для этого необходимо обеспечить высокую жесткость рабочих элементов используемого оборудования. Если соблюдение этого требования не будет обеспечено, возникнет вибрация инструмента, которая приведет к выкрашиванию и даже выламыванию твердосплавных пластинок.
Критерии выбора
Выбирая твердосплавные сверла, которые могут иметь различные геометрические параметры и конструктивное исполнение, следует учитывать следующие характеристики: материал изделия, в котором необходимо просверлить отверстие, а также диаметр и глубину последнего. Наиболее значимыми параметрами, на которые необходимо обращать внимание, выбирая сверло с твердосплавными пластинами, являются:
- материал, из которого выполнена режущая часть;
- прочность используемого твердого сплава;
- качество изготовления сверла;
- торговая марка и страна-производитель;
- стоимость.

Сверла с твердосплавными пластинами для дрели имеют острые режущие грани
Несмотря на то, что сверла твердосплавные, выпущенные под известными торговыми марками, отличаются самой высокой ценой на рынке, выбирать желательно именно их, так как их качество и надежность находятся на самом высоком уровне. Учитывая тот факт, что любое твердосплавное сверло стоит недешево, выбирать инструмент сомнительного качества от неизвестных производителей не имеет никакого смысла.
Виды сверл с твердосплавными пластинами
На современном рынке представлено большое разнообразие твердосплавных сверл, предназначенных для выполнения работ по металлу и другим материалам. Классификация такого инструмента осуществляется по нескольким параметрам, к которым, в частности, относятся:
- материал изготовления твердосплавной пластины, в качестве которого могут использоваться сплавы марок ВК6, ВК8 и др.;
- способ крепления твердосплавных пластинок к основной части сверла;
- форма, которую имеют твердосплавные пластинки;
- форма канавок между рабочими поверхностями сверла, предназначенных для эффективного отвода отходов обработки.
В качестве материала изготовления режущих пластинок, которыми оснащается твердосплавное сверло, используются преимущественно сплавы вольфрамо-карбидной группы. Наиболее популярным является сплав марки ВК8.
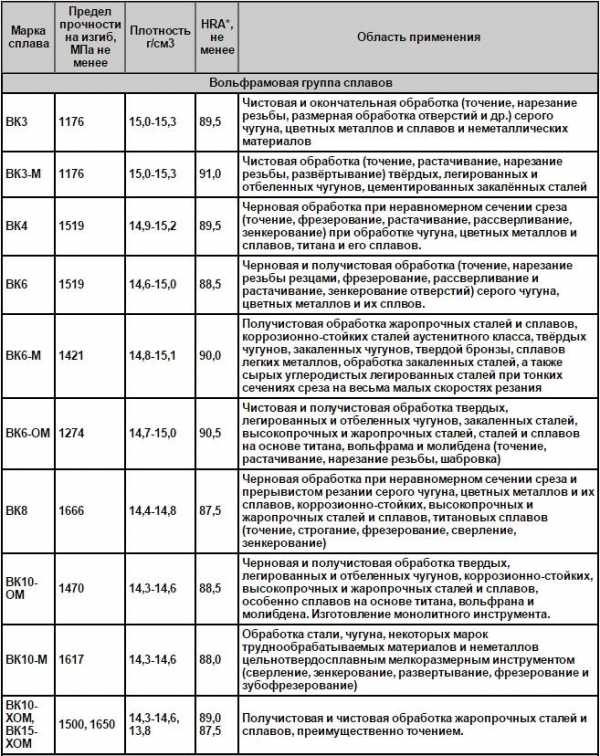
Свойства и применение сплавов вольфрамовой группы
Такие сплавы, получаемые преимущественно методами порошковой металлургии, полностью соответствуют своему названию – «твердые». В частности, твердость популярного сплава марки ВК8 в зависимости от условий его производства находится в интервале 1670–2800 единиц по шкале Роквелла. Благодаря этому сверло, оснащенное режущими пластинами из сплава ВК8, можно успешно использовать для выполнения отверстий в таких материалах, как легированные стали (в том числе жаростойкой группы), чугун, твердые породы дерева. Немаловажным является и то, что сплав марки ВК8 по сравнению с другими твердосплавными материалами отличается доступной стоимостью.
Твердосплавные пластинки могут фиксироваться на режущей части сверла при помощи пайки или посредством винтового (механического) соединения. В первом случае твердосплавные пластины могут перетачиваться ограниченное количество раз, хотя и характеризуются более высокой надежностью. Кроме того, они довольно часто ломаются. Именно поэтому большую популярность завоевал инструмент, неперетачиваемые режущие пластины на котором крепятся механическим способом.
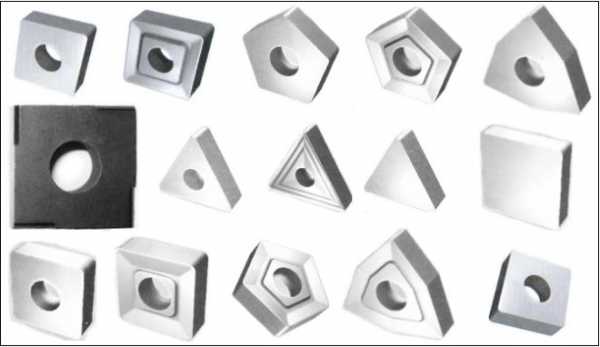
Типы твердосплавных пластин, используемых для сверл
Для оснащения сверл данного типа используются твердосплавные пластины в форме:
- параллелограмма;
- прямоугольника;
- ромба;
- неправильного треугольника (такие пластины характеризуются наличием шести режущих кромок).
Большое значение при использовании твердосплавных сверл по обработке металла и других материалов имеет форма канавок между рабочими поверхностями инструмента. Вне зависимости от формы таких канавок их внутренняя поверхность должна быть тщательно отполирована, что позволит обеспечить эффективный отвод стружки из зоны обработки.

Твердосплавное сверло с внутренней подачей охлаждающей жидкости
Особенности конструкции инструмента
Сверла с твердосплавными пластинами характеризуются рядом конструктивных особенностей. Перечислим наиболее важные.
- Уменьшенная на 20–35% рабочая длина сверла объясняется тем, что его переточка выполняется только по твердосплавной пластине. Длина сверл данного типа, если они используются в комплекте с кондуктором, может быть такой же, как и у быстрорежущего инструмента.
- Увеличение диаметра сердцевины сверла по направлению к хвостовику выполняется в пределах 1,4–1,8 мм на каждые 100 мм длины, как и у сверлильных инструментов других категорий.
- Величина угла наклона винтовой канавки инструмента зависит от того, какой глубины отверстие необходимо сделать.
- На поперечной кромке сверла необходимо выполнять подточку с размерами 1,8–3,5 мм, которая позволяет снизить осевые усилия и уменьшить нагрузку на тело инструмента.
- Конусный хвостовик, при помощи которого сверло фиксируется в шпинделе станка, должен быть точно подогнан под посадочную часть, что увеличит жесткость крепления сверла и минимизирует риск возникновения вибрационных нагрузок, могущих стать причиной выкрашивания твердосплавной пластины и даже ее поломки.
- Чтобы повысить надежность использования твердосплавных сверл по металлу, в их внутренней части часто выполняют отверстие для подачи смазывающе-охлаждающей жидкости. Это позволяет уменьшить температуру резания, уменьшить интенсивность износа инструмента, а также облегчить процесс отвода стружки из зоны обработки.

Устройство сверла со съемными пластинами
Чтобы придать рабочей части сверла требуемую твердость (56–62 единицы по шкале HRC), инструмент подвергают термической обработке, которую, как правило, выполняют одновременно с напайкой твердосплавных пластин.
Высокую производительность обработки, а также устойчивость сверл данной категории обеспечивает целый ряд параметров. Сюда относятся форма твердосплавной пластины, геометрические параметры ее передней поверхности, а также материал, из которого такая пластина выполнена. В настоящее время наибольшее распространение получили инструменты с твердосплавными пластинами правильной трех- и четырехгранной конфигурации, которые позволяют выполнять сверление отверстий с практически плоским дном.
Более качественных результатов сверления можно добиться, если использовать инструмент, оснащенный профилированными твердосплавными пластинами.
Сверла с такими пластинами, режущая часть которых выполнена в форме волны, позволяет выполнять обработку по технологии пошагового врезания. Использование последней не только обеспечивает стабилизацию положения инструмента в момент его врезания в обрабатываемый материал, но и минимизирует риск его увода в процессе выполнения дальнейшей обработки. Кроме того, сверло с волнообразной режущей кромкой позволяет значительно снизить силы резания, формирующиеся в процессе сверления.

Сверла с механическим креплением сменных многогранных пластин (сверла с МНП)
Конструкция сверл, оснащенных съемными твердосплавными пластинами, позволяет выполнять с их помощью не только сверление, но и такие технологические операции, как растачивание заранее выполненных отверстий, обработка фасок. В таких случаях задействуется периферийная твердосплавная пластина, закрепленная на инструменте.
Охлаждение и смазка твердосплавных сверл
Как уже говорилось выше, чтобы сделать обработку сверлом с твердосплавными пластинами более эффективной, необходимо обеспечить внутреннее охлаждение инструмента. Не использовать при применении таких сверл смазывающе-охлаждающую жидкость можно в тех случаях, когда глубина формируемого отверстия не превышает одного диаметра инструмента.
На качество выполняемого отверстия, а также на скорость его сверления оказывает влияние не только количество подаваемой во внутреннюю полость сверла СОЖ (не менее 12–15 л/мин), но и величина напора (не менее 12–15 Атм). Смазывающе-охлаждающая жидкость, подаваемая в зону обработки в таком количестве и с таким напором, обеспечивает не только интенсивное охлаждение инструмента, но и эффективный отвод стружки и других отходов сверления.

Сверление с наружной подачей охлаждающей жидкости
Полезные рекомендации
Прежде чем делать отверстие в изделии из металла, используя в том числе твердосплавное сверло, следует выполнить центровку инструмента. Для этого можно использовать такое удобное приспособление, как центрирующий штифт. При этом место на поверхности изделия, на котором будет располагаться центр будущего отверстия, следует предварительно накернить.
Важным параметром при использовании сверл с твердосплавными платинами является скорость, с которой выполняется обработка. При использовании такого инструмента скорость вращения шпинделя станка должна быть не ниже 25% от рекомендованного параметра. Очень важно сильно не занижать и не превышать (более чем на 20%) рекомендованную скорость вращения сверла, так как это может привести к возникновению вибрации инструмента, выкрашиванию и даже выламыванию твердосплавных пластин, которыми он оснащен.
Режимы резания сверлами с СМП
Такой параметр сверления, как подача режущего инструмента, также имеет большое значение. На начальной стадии сверления сверло необходимо подавать со скоростью, которая в два раза ниже рекомендованной, а по мере врезания в обрабатываемый материал данный параметр можно постепенно увеличивать. При этом следует иметь в виду: если сверление выполняется затупившимся инструментом или обрабатываемый материал слишком твердый, увеличить скорость подачи не получится, какое бы сильное давление на сверло вы ни оказывали.
И в заключение небольшое видео о том, как просверлить каленый металл с помощью твердосплавных сверл.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Особенности твердосплавных сверл по металлу: нюансы выбора, виды, особенности
Часто во время обработки металлических заготовок приходится прибегать к специальным приспособлениям, рассчитанным на работу с особо прочными материалами. Именно таким может считаться твердосплавное сверло. Эта деталь получила наибольшее распространение при обработке пазов. В то же время с ее помощью выполняется резьба металлических изделий.Подобным элементом часто оснащают станки различного назначения. Если рассматривать предлагаемые на рынке виды таких сверл, то самыми востребованными считаются концевые виды.
Рассматривая доступные к продаже изделия, следует отметить, что они могут иметь разное число зубцов и вариант исполнения. Обычно эти элементы создаются с применением особых материалов, которые отличаются высоким качеством исполнения и демонстрируют высокую стойкость к износу. Эти свойства и позволяют с минимальными затратами времени выполнять необходимые операции.
Какие факторы следует учитывать при выборе средств?
В рамках доступных для сверления приспособлений можно выделить несколько наиболее распространенных типов:
- цилиндрические;
- концевые;
- шпоночные.
Принять правильное решение в пользу подходящего типа можно лишь при условии, если покупатель имеет представления о том, для чего он планирует использовать это устройство. Помимо глубины сверления необходимо знать о материале, который придется обрабатывать.
На этапе выбора твердосплавных сверл для металла наибольшего внимания заслуживают следующие параметры:
- прочность;
- качество исполнения;
- марка и страна-производитель;
- применяемый для изготовления материал;
- стоимость;
- надежность.
Наилучшим решением будет, если покупатель остановит выбор на сверлах проверенных производителей. Действуя подобным образом, можно гарантировать, что во время сверления не возникнет вынужденных перерывов, а также будет исключено низкое качество готовых изделий.
Твёрдосплавные свёрла: применение, разнообразие моделей и отличия
Сверлильные изделия твердосплавного варианта исполнения широко используются не только на производстве, но и в быту, причиной чего являются их функциональные особенности и значимые преимущества. Предлагаемые модели могут быть классифицированы на несколько видов, исходя из такого параметра, как сфера их применения.Скажем, если возникает задача по созданию отверстий большого диаметра, то желательно останавливать выбор на сверлах первого типа. Приспособления винтового исполнения помогут эффективно выполнять операцию, если необходимо обеспечить значительную глубину создаваемого отверстия.
Какие бывают твердосплавные сверла?
Характерной особенностью твердосплавных сверл для металла является очень прочная титаново-вольфрамовая основа, полезный эффект от наличия которой сводится к обеспечению высокой скорости выполнения работы. В дополнение к этому преимуществом подобных изделий является высокая стойкость к внешним воздействиям.
Виды сверл
Принято различать следующие виды твёрдосплавных свёрл для металла:
- сплошные;
- сварные;
- оснащенные пластинами.
В случае возникновения необходимости в приобретении твердосплавных сверл желательно рассматривать модели от известных фирм. Это дает уверенность в высоком качестве и надежности приобретаемого продукта.
Конструкции сверл со сменными твердосплавными пластинами
При создании сверл для металла, оснащенных сменными твердосплавными пластинами, обязательно должен быть выдержан диаметр, диапазон которых может составлять 12–63 мм. Они позволяют создавать отверстия до 5 диаметров. Причем они в состоянии работать с поверхностями из различных материалов. В основе сверла для металла присутствует корпус, имеющий точные посадочные поверхности под пластины и непосредственно твердосплавные пластины, которые фиксируются в корпусе за счет винтов.Особенности конструкционного исполнения корпуса сверла для металла связаны с внешним оформлением и размерами канавок, используемых для удаления стружки. Они могут иметь прямой либо спиральный вариант исполнения. Стоит заметить, что они могут различаться в плане угла подъема винтовой линии. Если профилирование каналов была проведено с соблюдением технологии, то это дает возможность выполнять обработку с высокой подачей. Причем здесь исключается спутывание стружки, а качество обработанной поверхности остается достаточно высоким.
Также необходимо уделить внимание исполнению каналов для подвода СОЖ. Лучше всего, когда они находятся недалеко от зоны корпуса. Такой вариант размещения позволяет сократить до минимума сердцевину корпуса сверла, что дает возможность нарастить канавки, используемые для удаления стружки.
Конструкция
Устройство твердосплавных пластин имеет свои особенности, благодаря чему удается добиваться высокой производительности и устойчивости инструмента при обработке различных материалов и эксплуатации инструмента в любых условиях. Обеспечить более высокую производительность и устойчивость инструмента удается благодаря геометрии передней поверхности пластины, марке твердого сплава и исполнению самой пластины.Наибольшее распространение получили твёрдосплавные пластины для сверл, имеющие форму трех- и четырехгранника. Сверление с применением этих приспособлений позволяет обеспечить создаваемому отверстию почти плоское дно. Особенностью устаревших модификаций сверл является наличие квадратной, треугольной или пластины типа «ломанный треугольник». При использовании подобных устройств можно гарантировать достаточно хорошие результаты в плане производительности, стойкости и качества. Однако все же они показывают не такие впечатляющие результаты, как изделия для сверления, оснащенные специально профилированными пластинами.
Наилучших результатов можно ожидать от технологии, которая внедрена в конструкции, носящая название пошагового врезания. Здесь внимание уделяется режущей кромке центральной четырехгранной пластины, выполненной в виде волны. Вначале при помощи подобной технологии удается добиться стабилизации сверла и в то же время уменьшения до минимума риска его увода. В дополнение к этому наблюдается существенное уменьшение силы резания.
Сверла, оснащенные сменными твердосплавными пластинами, для металла выделяются и тем, что позволяют создавать отверстия, диаметр которых превышает номинальный показатель сверла. Это достигается за счет смещения сверла на токарном станке по отношению к оси элемента на расстоянии в диапазоне 0,8–3,5 мм. Точное значение определяется непосредственно диаметром.
Подобную операцию на обрабатывающем центре выполняют при помощи эксцентриковых втулок. Также вместо них могут использоваться регулируемые патроны для сверл. Вместе с тем при помощи сверла со сменными твердосплавными пластинами для металла можно выполнять такую операцию, как растачивание заранее созданных отверстий, а также обработка фасок. Эта задача решается при помощи периферийной пластины сверла.Собираясь использовать сверла со сменными пластинами для металла, необходимо иметь в виду, что с их помощью можно обрабатывать наклонные и вогнутые поверхности, не прибегая к подготовке поверхности и засверливанию. Чтобы успешно справиться с подобной задачей, необходимо только уменьшить подачу при врезании на 50–70%.
Увеличение производительности
Среди достоинств, которыми обладают сверла для металла, оснащенные сменными твердосплавными пластинами, следует выделить то, что они позволяют повысить уровень производительности, стойкости и добиться большей экономии на изготовление одной детали.Если планируется создавать отверстия ф25, а используемая поверхность выполнена из стали, то при работе высококачественным сверлом для металла из быстрорежущей стали лучше всего задействовать следующие режимы обработки:
- Для шпинделя выбирается частота вращения 380 мин-1;
- подача на оборот выставляется на уровне 0,4 мм/об.;
- показатель минутной подачи будет иметь значение 152 мм/мин.
Если для обработки аналогичного материала выбрано сверло со сменными твердосплавными пластинами, то для шпинделя должна быть выбрана частота вращения, имеющая значение 3700 мин-1, подача на оборот составит 0,09 мм/об., а оптимальным показателем минутной подачи будет 333 мм/мин.
Особенностью всех пластин является наличие четырех режущих кромок. В дополнение к этому следует помнить о том, что твердосплавные пластины обладают куда большей стойкостью, нежели изделия для сверления, выполненные на основе быстрорежущей стали. Если выбор был остановлен на приспособлениях, оснащенных сменными пластинами, то пользователю не придется тратить время и силы на такую операцию, как переточка инструмента. Особую актуальность это достоинство приобретает в ситуациях, когда планируется создавать множество отверстий.
Применение СОЖ
Чтобы добиться наилучших результатов при использовании сверла для металла, оснащенного сменными твердосплавными пластинами, в обязательном порядке должен присутствовать внутренний подвод СОЖ. Если приходится иметь дело с отверстиями, глубина которых не превышает одного диаметра, то здесь допустимо отказаться от использования СОЖ. При определении расхода СОЖ следует учитывать диаметр используемого сверла для металла.Если рассматривать номенклатуру сверл для металла, оснащенных сменными твердосплавными пластинами, то она включает достаточно большое количество модификаций. Причем для получения наилучших результатов при осуществлении сверления следует в первую очередь позаботиться о правильном подборе и использовании металлорежущего инструмента. По этой причине, решив использовать новую технологию или внести изменения в имеющуюся, желательно привлечь к реализации этого замысла специалистов. Они не только помогут подсказать наиболее подходящее решение для возникшей задачи, но и помогут наиболее эффективно его реализовать.
Технические рекомендации при сверлении металлов
Чтобы правильно выполнить центровку сверла для металла, следует применять центрирующий штифт. Для этого следует накернить отверстие, ориентируясь на разметку. Затем штифт вставляют в углубление и включают магнит. Далее следует повторно убедиться в правильном размещении штифта, поскольку при работающем магните часто происходит смещение штатива.Определитесь с оптимальной скоростью. Этот параметр имеет большое значение. Следует учесть, что в случае выбора более высокой скорости, чем рекомендовано, выполнить работу по сверлению не удастся. Обязательно необходимо обеспечить частоту вращения не ниже 25% от рекомендованной. При работе с твердосплавными сверлами следует помнить о том, что они чутко реагируют на чересчур заниженные скорости. В этом случае можно столкнуться с такими явлениями, как повышенная вибрация и выкрошивание зубьев. Если скорость будет завышена более, чем на 20%, то при использовании сверла из быстрорежущей и порошковой стали последние быстро придут в негодность.
Следует правильно выбрать подачу. В начале работы необходимо установить подачу на уровне в 2 раза ниже рекомендованного. Следует иметь в виду, что при слишком большом давлении на сверло скорость останется прежней. Чтобы добиться большей производительности, рекомендуется применять в сочетании с твердосплавными сверлами оборудование, обладающее повышенной частотой вращения. Иногда может понадобиться прилагать больше усилий во время сверления. Если это происходит, то высока вероятность, что вы работаете затупившимся сверлом либо пытаетесь создать отверстие в слишком твердом материале.
Заключение
Твердосплавные сверла являются довольно специфичным изделием для обработки поверхностей, выполненных из особо прочных материалов. По этой причине выбор подобных приспособлений должен осуществляться с учётом конкретного изделия, в котором планируется создавать отверстие. Не всегда использование первого попавшегося твердосплавного сверла позволяет эффективно решать возникшую задачу.Чтобы обеспечить высокую производительность сверления, нужно принимать во внимание множество факторов, включая особенности обрабатываемого материала, характеристики создаваемых отверстий, качество кромки. В ряде случаев может потребоваться приобретение и специального сверлильного оборудования, поскольку обычные инструменты, рассчитанные на использование сверл для создания отверстий в заготовках нормальной прочности, могут быть не приспособлены для этого. В некоторых ситуациях это может привести даже к тому, что не только не удастся эффективно решить задачу по сверлению отверстий, но и сделать негодным к дальнейшему использованию приобретенное твердосплавное сверло, стоимость которого обычно довольно высокая.
Оцените статью: Поделитесь с друзьями!stanok.guru
Корончатые сверла твердосплавные по металлу
Кольцевые фрезы для сверления металла обеспечивают больший диаметр и глубину отверстия, чем обычные, всего за несколько секунд. Они изготавливаются из твердосплавной стали и могут дополнительно оснащаться напайными накладками для усиления. Титаново-вольфрамовая или вольфрамо-карбидная основа обеспечивает высокую скорость сверления, стойкость к внешним условиям и прочность на удар.
Составляющие твердосплавного сверла
Коронка, давшая название этому виду сверл, служит их первой конструктивной особенностью. Кроме нее, корончатое твердосплавное сверло по металлу состоит из пилота, который вставляется в хвостовик при помощи соединительных винтов, выталкивающей пружины. В зависимости от способа крепления твердосплавных пластин, конструкция может дополняться сменными пластинами и винтами для них.
Виды твердосплавных корончатых сверл
Как правило, выделяется три вида для сверления металла:
- сплошные;
- сварные;
- оборудованные пластинами (корпусные).
В отличие от монолитного, корпусное корончатое твердосплавное сверло может обрабатывать наклонные и вогнутые поверхности без засверливания и предварительной подготовки, также оно не нуждается в переточке. Однако использование СОЖ – непременное условие работы.
Существуют изделия с прямыми, косыми и спиральными канавками для отвода стружки.
Как выбрать корончатое твердосплавное сверло?
Первый выбор, который необходимо совершить – между обычным и быстрорежущим буравчиком. Ориентироваться стоит на диаметр необходимого отверстия: если он равен 35 мм или менее, можно покупать быстрорежущие изделия, а вот с большим (до 150 мм), они уже не справятся. От этого правила можно отступить, если перед дрелью стоит нестандартная задача – допустим, сверление высоколегированной или титановой стали. Тогда нужно использовать сверла с твердосплавными зубьями. Сплавы помягче требуют более эластичных расходников – это снижает риск поломки.
Виды сверл определяются поставленными перед ними задачами и сферой использования – в магнитном станке, для быстрорезания (с покрытием или без него), для кольцевых отверстий и т.д. Также они бывают цилиндрическими, концевыми и шпоночными. Хвостовики при этом остаются универсальными и позволяют использовать бурав как в промышленном, так и в бытовом оборудовании.
Далее необходимо уделить внимание:
- показателям прочности,
- количеству зубьев,
- маркировке,
- надежности.
Маркировка позволит узнать глубину сверления, специализацию серии, показатель шероховатости, способ центровки и другое.
Обратите внимание, что корончатые сверла с твердосплавными напайками выдерживают большие нагрузки, чем цельнометаллическое оборудование.
Профессиональное оборудование для обработки высоколегированных и все о нем – закажите или узнайте больше у консультантов компании Metaltool прямо сейчас!
metaltool.su
Сверло твердосплавное вк8 по металлу
Твердосплавные сверла по металлу: виды, особенности, критерии выбора
Высокую эффективность при обработке изделий из таких материалов, как чугун, цветные металлы, пластик, искусственный и натуральный камень, кирпич и бетон, демонстрируют твердосплавные сверла. Такое название они получили из-за того, что на их режущую часть напаиваются специальные пластинки из твердых сплавов. Использование этих сверл позволяет, например, почти в два раза увеличить производительность обработки чугуна по сравнению со сверлением, выполняемым инструментом из быстрорежущей стали.

Сверла твердосплавные для вырезания отверстий в рельсах
Несмотря на то, что режущие пластины, которыми оснащено такое сверло, отличаются исключительно высокой твердостью и износостойкостью, для обработки изделий из стали оно применяется нечасто, так как для этого необходимо обеспечить высокую жесткость рабочих элементов используемого оборудования. Если соблюдение этого требования не будет обеспечено, возникнет вибрация инструмента, которая приведет к выкрашиванию и даже выламыванию твердосплавных пластинок.
Критерии выбора
Выбирая твердосплавные сверла, которые могут иметь различные геометрические параметры и конструктивное исполнение, следует учитывать следующие характеристики: материал изделия, в котором необходимо просверлить отверстие, а также диаметр и глубину последнего. Наиболее значимыми параметрами, на которые необходимо обращать внимание, выбирая сверло с твердосплавными пластинами, являются:
- материал, из которого выполнена режущая часть;
- прочность используемого твердого сплава;
- качество изготовления сверла;
- торговая марка и страна-производитель;
- стоимость.

Сверла с твердосплавными пластинами для дрели имеют острые режущие грани
Несмотря на то, что сверла твердосплавные, выпущенные под известными торговыми марками, отличаются самой высокой ценой на рынке, выбирать желательно именно их, так как их качество и надежность находятся на самом высоком уровне. Учитывая тот факт, что любое твердосплавное сверло стоит недешево, выбирать инструмент сомнительного качества от неизвестных производителей не имеет никакого смысла.
Виды сверл с твердосплавными пластинами
На современном рынке представлено большое разнообразие твердосплавных сверл, предназначенных для выполнения работ по металлу и другим материалам. Классификация такого инструмента осуществляется по нескольким параметрам, к которым, в частности, относятся:
- материал изготовления твердосплавной пластины, в качестве которого могут использоваться сплавы марок ВК6, ВК8 и др.;
- способ крепления твердосплавных пластинок к основной части сверла;
- форма, которую имеют твердосплавные пластинки;
- форма канавок между рабочими поверхностями сверла, предназначенных для эффективного отвода отходов обработки.
В качестве материала изготовления режущих пластинок, которыми оснащается твердосплавное сверло, используются преимущественно сплавы вольфрамо-карбидной группы. Наиболее популярным является сплав марки ВК8.
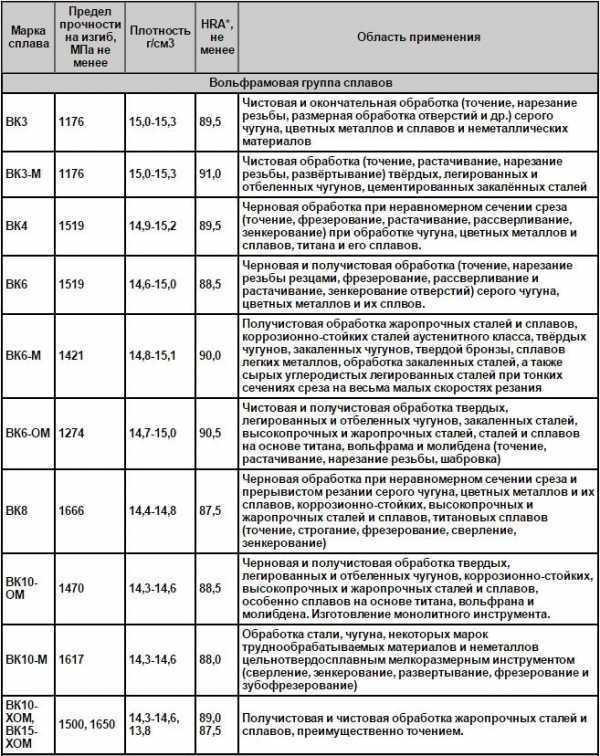
Свойства и применение сплавов вольфрамовой группы
Такие сплавы, получаемые преимущественно методами порошковой металлургии, полностью соответствуют своему названию – «твердые». В частности, твердость популярного сплава марки ВК8 в зависимости от условий его производства находится в интервале 1670–2800 единиц по шкале Роквелла. Благодаря этому сверло, оснащенное режущими пластинами из сплава ВК8, можно успешно использовать для выполнения отверстий в таких материалах, как легированные стали (в том числе жаростойкой группы), чугун, твердые породы дерева. Немаловажным является и то, что сплав марки ВК8 по сравнению с другими твердосплавными материалами отличается доступной стоимостью.
Твердосплавные пластинки могут фиксироваться на режущей части сверла при помощи пайки или посредством винтового (механического) соединения. В первом случае твердосплавные пластины могут перетачиваться ограниченное количество раз, хотя и характеризуются более высокой надежностью. Кроме того, они довольно часто ломаются. Именно поэтому большую популярность завоевал инструмент, неперетачиваемые режущие пластины на котором крепятся механическим способом.
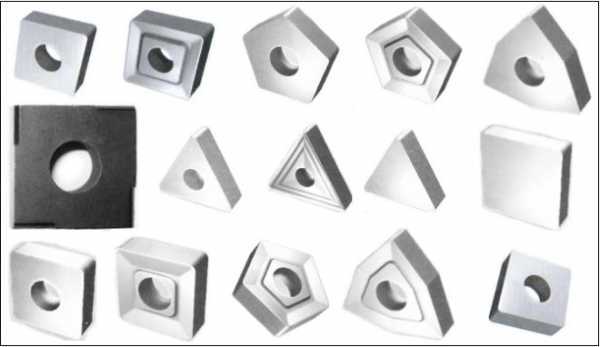
Типы твердосплавных пластин, используемых для сверл
Для оснащения сверл данного типа используются твердосплавные пластины в форме:
- параллелограмма;
- прямоугольника;
- ромба;
- неправильного треугольника (такие пластины характеризуются наличием шести режущих кромок).
Большое значение при использовании твердосплавных сверл по обработке металла и других материалов имеет форма канавок между рабочими поверхностями инструмента. Вне зависимости от формы таких канавок их внутренняя поверхность должна быть тщательно отполирована, что позволит обеспечить эффективный отвод стружки из зоны обработки.

Твердосплавное сверло с внутренней подачей охлаждающей жидкости
Особенности конструкции инструмента
Сверла с твердосплавными пластинами характеризуются рядом конструктивных особенностей. Перечислим наиболее важные.
- Уменьшенная на 20–35% рабочая длина сверла объясняется тем, что его переточка выполняется только по твердосплавной пластине. Длина сверл данного типа, если они используются в комплекте с кондуктором, может быть такой же, как и у быстрорежущего инструмента.
- Увеличение диаметра сердцевины сверла по направлению к хвостовику выполняется в пределах 1,4–1,8 мм на каждые 100 мм длины, как и у сверлильных инструментов других категорий.
- Величина угла наклона винтовой канавки инструмента зависит от того, какой глубины отверстие необходимо сделать.
- На поперечной кромке сверла необходимо выполнять подточку с размерами 1,8–3,5 мм, которая позволяет снизить осевые усилия и уменьшить нагрузку на тело инструмента.
- Конусный хвостовик, при помощи которого сверло фиксируется в шпинделе станка, должен быть точно подогнан под посадочную часть, что увеличит жесткость крепления сверла и минимизирует риск возникновения вибрационных нагрузок, могущих стать причиной выкрашивания твердосплавной пластины и даже ее поломки.
- Чтобы повысить надежность использования твердосплавных сверл по металлу, в их внутренней части часто выполняют отверстие для подачи смазывающе-охлаждающей жидкости. Это позволяет уменьшить температуру резания, уменьшить интенсивность износа инструмента, а также облегчить процесс отвода стружки из зоны обработки.

Устройство сверла со съемными пластинами
Чтобы придать рабочей части сверла требуемую твердость (56–62 единицы по шкале HRC), инструмент подвергают термической обработке, которую, как правило, выполняют одновременно с напайкой твердосплавных пластин.
Высокую производительность обработки, а также устойчивость сверл данной категории обеспечивает целый ряд параметров. Сюда относятся форма твердосплавной пластины, геометрические параметры ее передней поверхности, а также материал, из которого такая пластина выполнена. В настоящее время наибольшее распространение получили инструменты с твердосплавными пластинами правильной трех- и четырехгранной конфигурации, которые позволяют выполнять сверление отверстий с практически плоским дном.
Более качественных результатов сверленi-perf.ru
Твердосплавные свёрла
 Обеспечивают
повышение производительности до двух
раз по сравнению со свёрлами из
быстрорежущей стали.
Обеспечивают
повышение производительности до двух
раз по сравнению со свёрлами из
быстрорежущей стали.
Цельные
Применяются для обработки отверстий малого диаметра (3…20 мм). Могут иметь отверстия для внутреннего подвода СОЖ. Глубина сверления (2…5)D. Для повышения прочности и жесткости диаметр сердцевины увеличивают до (0,22…0,3)D.

Составные с напайной пластинкой или коронкой
Для обработки отверстий диаметром 17…30 мм. Для повышения стойкости на длине твердосплавной пластинки делают обратную конусность 0,6…0,8 мм на 100 мм длины. Недостаток – ослабление корпуса, напайка осуществляется в зоне резания.
Применяются для обработки отверстий диаметром больше 12 мм.
Режущая кромка образована двумя или более пластинками, перекрывающими друг друга, поэтому она формирует практически плоское дно отверстия.
Свёрла для глубоких отверстий
Спиральные сверла для глубокого сверления: а – четырехленточное с длинным
и формы отверстий в
B
конструкционных сталях, сером чугуне и других б) хрупких металлах отверстий диаметром 5…14 мм и более и глубиной до (30…40)D, с точностью диаметральных размеров IT12, уводом осей отверстий более 0,5 мм/100 мм и шероховатостью Rz 80 мкм. В отличие от стандартных спиральных сверл шнековые сверла имеют значительно больший угол наклона винтовых канавок ω = 50…65. в)
Свёрла для глубоких отверстий
Исторически первой
и наиболее простой конструкцией сверла
глубокого сверления являются пушечные
сверла. Такое сверло представляет собой
стержень большой длины, равной глубине
обрабатываемого отверстия, срезанный
в рабочей части примерно до половины
диаметра и заточенный с торца с задним
углом .
Ружейные сверла в отличие от пушечных,
имеют внутренний канал для подвода СОЖ
и прямую (реже винтовую) канавку для
наружного отвода пульпы (смесь стружки
и СОЖ). Они применяются для сверления
отверстий глубиной (5…100)d и диаметром 0,5…30 мм и более. Благодаря
оснащению твердым сплавом и внутренней
подаче СОЖ они обеспечивают высокую
производительность при сверлении
отверстий с минимальным уводом оси при
высокой точности (H8…H9)
и низкой шероховатости поверхности
отверстий (Ra 0,32…1,25
мкм). 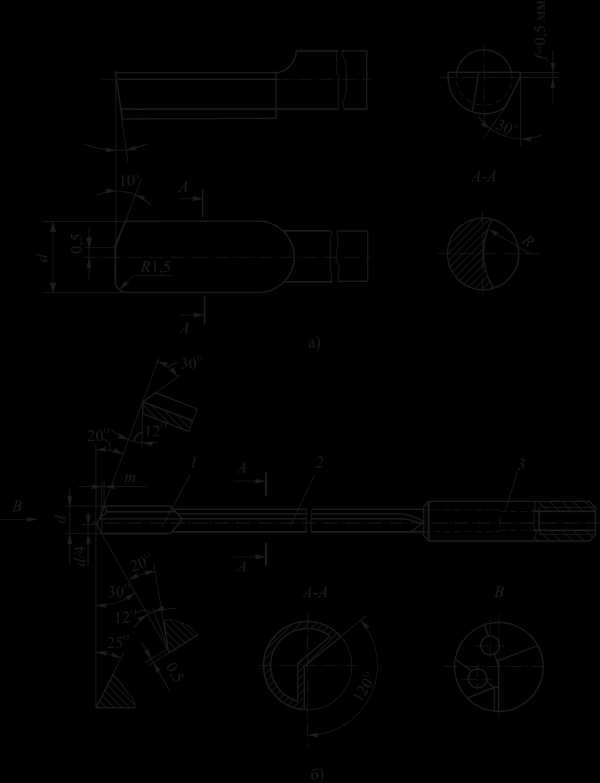
Сверлильные головки бта и эжекторные сверла
Сверла БТА применяют
для сверления отверстий диаметром
6…180 мм и более, глубиной более 100D с
точностью диаметральных размеров
IT7…IT9, уводом осей отверстий до 0,01…0,03
мм / 100 мм и шероховатостью Ra 2,5 мкм. 
Сверло типа БТА обычно состоит из сверлильной головки 1 и стебля 2 кольцевого сечения, к которому головка крепится с помощью наружной или внутренней прямоугольной одно- или четырехзаходной резьбы. Центрирование головки в стебле осуществляется по двум посадочным пояскам, выполненным в стебле и на хвостовике сверлильной головки по посадке H7/f7. При сверлении СОЖ в зону резания подается под давлением через маслоприемник 3 в кольцевой зазор между стеблем и обработанным отверстием, а стружка отводится внутри стебля.
Режущие головки
эжекторных сверл по конструкции подобны
головкам БТА. Некоторые отличия между
ними объясняются способами подвода
СОЖ и отвода пульпы. Эжекторные сверла
могут использоваться на универсальных
станках. Эжекторные сверла d = 18…65 мм
чаще всего оснащают напайными
твердосплавными пластинами, а d = 65…185
мм и более – механически закрепляемыми
СМП. Максимальная глубина отверстий,
полученных эжекторными сверлами,
достигает 4000 мм. 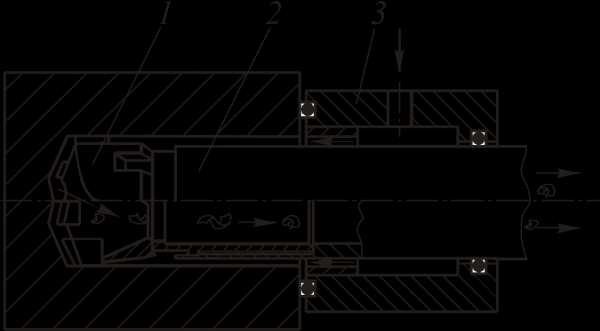
Сверла и головки для кольцевого сверления
При сплошном сверлении отверстий диаметром свыше 50 мм образуется большой объем стружки, требующий значительных затрат мощностей и инструментальных материалов. Усилия резания при этом резко возрастают. Чтобы избежать этого, используют способ кольцевого сверления, заключающийся в прорезании кольцевой канавки в заготовке с оставлением нетронутой сердцевины, которая в дальнейшем может быть использована в качестве заготовки деталей. За счет снижения силовой нагрузки на сверло можно значительно увеличить подачу, а следовательно, и производительность процесса сверления.
studfiles.net
Набор твердосплавных свёрл 0.5-0.9мм, маленький обзор на “острую” тему
В качестве лирического отступления скажу, что по большому счету сверлить печатные платы можно даже заточенным гвоздем или иглой, мало того, мне даже приходилось такое делать. Конечно не очень удобно, но вполне реально. После этого я быстро перешел на обычные тонкие сверла, хотя и делал попытки начать пользоваться твердосплавными, но об этом чуть позже, а пока перейдем к обзору.Сверла в магазине предлагаются в виде наборов.
1. 0.5+0.6+0.7+0.8+0.9mm – ссылка
2. 0.25+0.3+0.35+0.4+0.45mm – ссылка
Я выбрал первый вариант, как наиболее часто используемый.
Продаются сверла в довольно удобной коробочке.
Крышка крепится чем-то похожим на петли, ходит довольно туго, по крайней мере пока новая.
Вообще я привык хранить сверла в менее удобных, но более компактных условиях, потому для меня такой вариант был немного непривычен, но понравился 🙂
Всего в набор входит 50 свёрл, по 10 каждого диаметра.

Каждое сверло имеет соответствующую маркировку в виде пластикового кольца-упора.
Фиолетовый – 0.9мм
Оранжевый – 0.8мм
Белый – 0.7мм
Голубой – 0.6мм
Коричневый – 0.5мм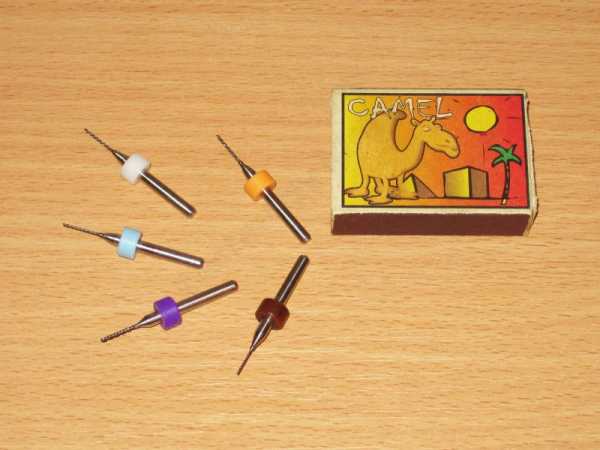
Как я написал выше, свёрла имеют цветовую дифференциацию штанов маркировку, но кроме этого каждое сверло имеет и цифровую маркировку диаметра. Правда почему-то маркировка у разных свёрл немного отличается.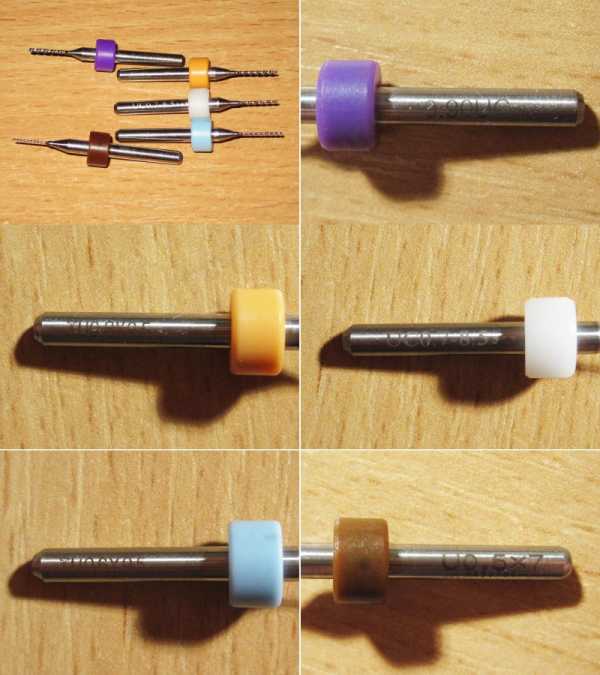
Одно из преимуществ подобных свёрл, впрочем как и фрез, хвостовик стандартного диаметра, что позволяет использовать либо цангу, либо патрон одного диаметра.
В данном случае диаметр хвостовика заявлен как 3.175мм и является наверное одним из самых популярных в среде небольших CNC станочков.
У меня при измерении показало диаметр 3.17, но измерял я штангенциркулем и просто не хватает его разрешающей способности (и точности) чтобы проводить такие измерения.
А вот диаметры режущей части немного занижены, буквально на 3 сотых, причем у всех одинаково и в одну сторону, потому я не могу сказать, это ошибка измерения или так задумано, склонен считать что второе.
На самом деле это абсолютно не критично, так как эти 2-3 сотые все равно получатся при сверлении из-за биений.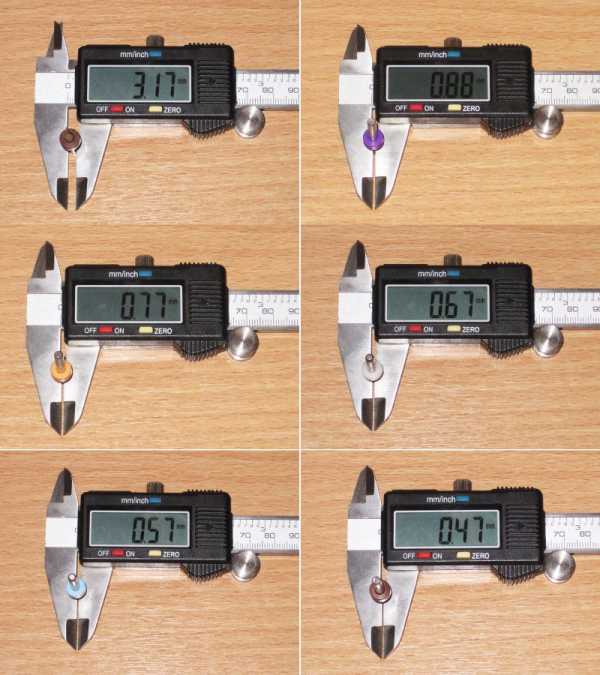
А вот длина имеет заметные отличия. Здесь я показал два самых крайних варианта, остальные сверла “плавают” где-то между ними.
Я раньше не использовал сверла с пластмассовыми маркерами, но почему-то считал, что они необходимы и как упор чтобы сверло всегда выставлялось на фиксированную глубину сверления.
Несколько более детальных фото свёрл и их режущих частей.
Сначала сверло самого большого диаметра, 0.9мм
Заточка довольно хорошая, хотя и немного отличается от привычной мне.
Теперь самое тонкое, 0.5мм
Есть небольшая выщербинка на одной из режущих кромок, но в данном случае это особо не страшно. Я не стал выбирать отдельные сверла для фото, просто взял наугад первые попавшиеся с крайними диаметрами.
Заточка ровная, а если сказать корректнее, симметричная, что весьма важно, так как при неправильной заточке мало того что больше шанс поломать сверло (в данном случае), так если не поломается, то может получиться отверстие большего диаметра.
Я просмотрел все свёрла, у всех заточка симметрична и одинакова.
На фото сверло диаметра 0.5мм.
Я пользуюсь обычными сверлами, но еще очень давно купил для пробы десяток твердосплавных отечественного производства. Первое отличие это диаметр хвостовика, он меньше чем у обозреваемых.
Но все мои попытки пользоваться такими свёрлами привели к тому, что буквально после десятка отверстий они просто ломались. Если обычное сверло ломается только при больших нагрузках, то твердосплавное гораздо более хрупкое, это плата за повышенную твердость и больший ресурс работы.
Собственно потому такие сверла с ручными сверлилками противопоказаны, результат можно увидеть на этом фото 🙁
Как бы вы крепко не держали микродрель, биения и наклоны все равно неизбежны, потому в таком применении использовать надо простые свёрла.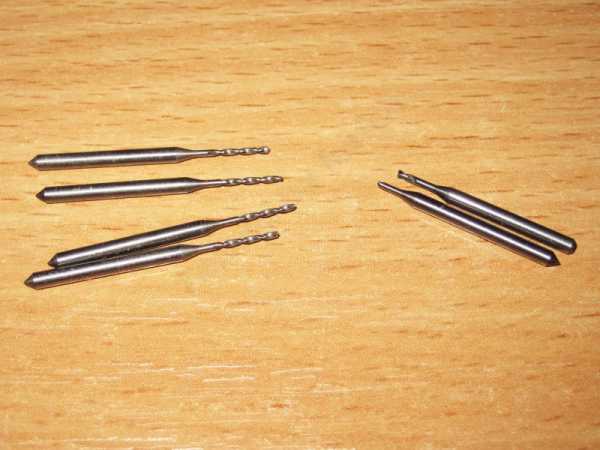
А вот при более детальном рассмотрении обнаружилось еще одно довольно важное отличие. У отечественных свёрл есть такое понятие как “ленточка”.
Увидеть ее можно на этом чертеже. Ленточка облегчает процесс резания и уменьшает нагрузку на сверло так как при этом сверло не трется всей плоскостью об обрабатываемый материал.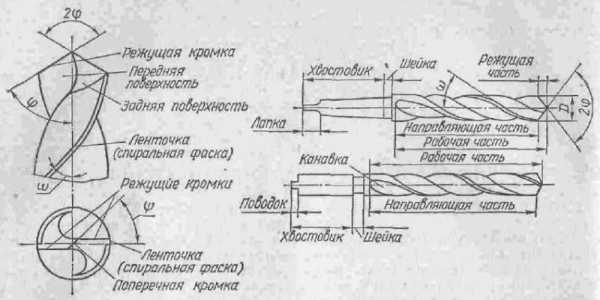
Эта же ленточка присутствует и на больших сверлах, потому обозреваемые сверла являются немного “упрощенными”, отечественные же по сути уменьшенной копией большого сверла. 
А вот заточка у отечественных проще чем у обозреваемых. Поперечная кромка (место схода режущих частей) шире чем у китайских, потому врезаться и центроваться такое сверло будет хуже чем китайское.
Фото поломанного отечественного сверла, добавил просто для “компании”, раз уж смотрел в микроскоп 🙂
Так как ручной микродрелью пользоваться не получится, то все тесты проходили с небольшим CNC станочком.
Для подготовки программы сверления я использовал StepCam_v1.78. Сначала в Sprint layout сделал простенький пример, потом сделал экспорт в формат Exellon, затем открыл файл в StepCam, а после отправил уже в ПО управления гравером.
Изначально не стал рисковать и задал скорость подачи 50мм/мин, но когда проводил вторую часть теста, то там было уже 100мм/мин, хотя думаю что реально скорость можно поднимать еще больше.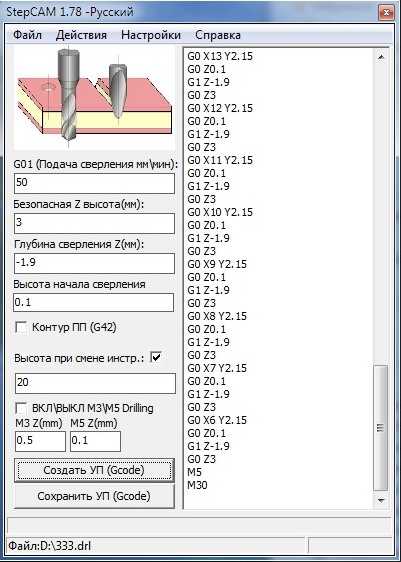
Когда только готовился сверлить, то боялся что будут проблемы с центровкой сверла в патроне, а кроме того биения самого патрона или станка будут ломать свёрла.
Но был реально удивлен что ни одно из пяти свёрл не пришлось центровать, вообще. Т.е. вставил, затянул винты, проверил что центровка в порядке, включил программу. Так что могу сказать что в этом плане сверла отличные.
Но наткнулся на одну из проблем, которая никак не связана со свёрлами, но сильно связана с самим процессом.
Я создал один файл где были все необходимые диаметры, сформировал программу для ПО гравера. Но на моменте где должна происходить смена диаметра станок просто останавливается и ничего больше нельзя сделать. Пришлось делать каждый тест отдельно с одним и тем же файлом.
Результаты теста, использовался односторонний стеклотекстолит толщиной 1.5мм, сверление со стороны меди.
Сверху все довольно красиво, есть небольшое утолщение вокруг отверстия. Это обусловлено скорее всего отсутствием ленточки, думаю особо не критично.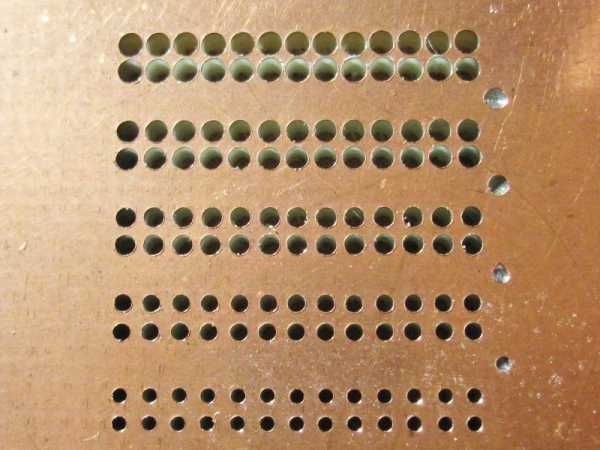
Снизу картина немного хуже, выход сверла не совсем чистый, особенно у диаметра 0.9мм.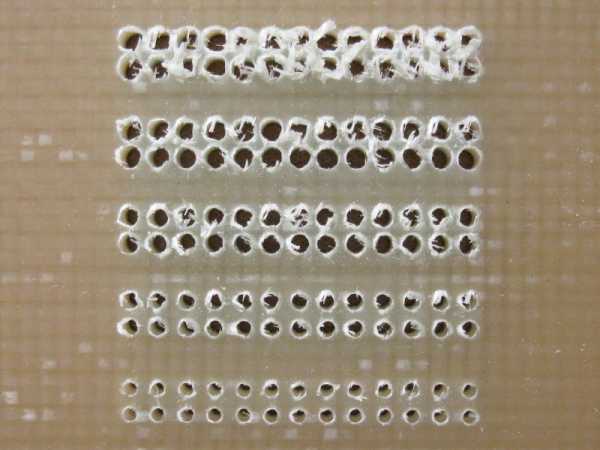
Но разгадка проблемы нашлась почти сразу, у меня стояло слишком маленькое заглубление, 1.9мм, а кроме того первый тест бы начат с довольно высоким подъемом сверла на старте.
На фото видно, что верхний ряд отверстий был сделан “на грани”, когда надо было выгнать сверло хотя бы еще на 0.2-0.3мм.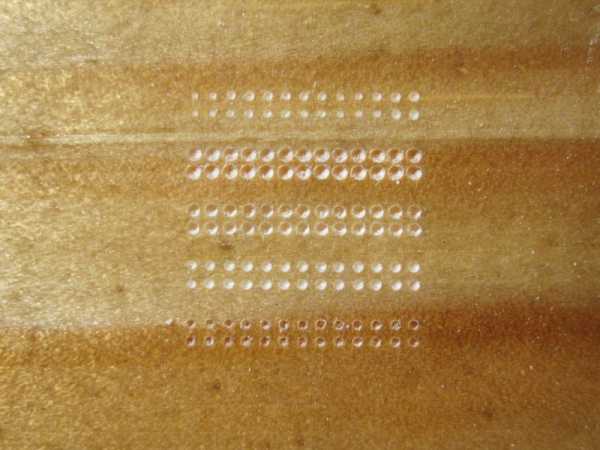
Вторым этапом я запустил сверление 210 отверстий диаметра 0.7 мм как наиболее часто используемого.
В процессе сверления буквально через относительно короткое время уже было непонятно что сверлится в данный момент и сколько осталось. ПО чередует порядок сверления в зависимости от очередности добавления отверстий на печатную плату, а не по кратчайшему пути.
Весь процесс сверловки 210 отверстий занял около 11 минут. 
Когда сверлил, то невольно вспомнил один срочный заказ, для которого пришлось не только страссировать плату, а еще и срочно изготовить дома 10 штук устройств.
Сверлил руками обычными свёрлами, скорость сверления доходила до 1 отверстия в секунду, для сравнения скорость сверления гравером вышла 1 отверстие за 3 секунды.
Вот так выглядела эта плата, отчасти скорость была высокой из-за большого количества микросхем.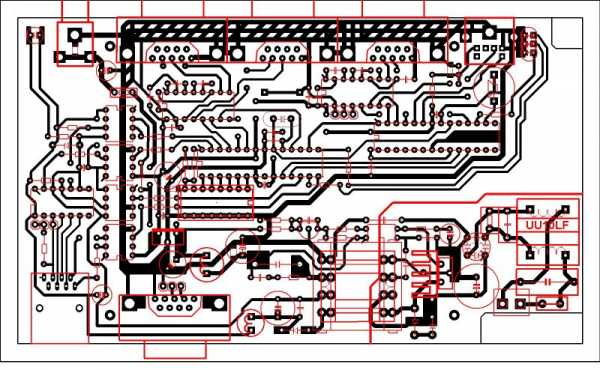
Сверловка прошла абсолютно без проблем. Хотя конечно пара сотен отверстий для теста тведосплавного сверла это весьма мало, надо было зарядить раз в десять больше.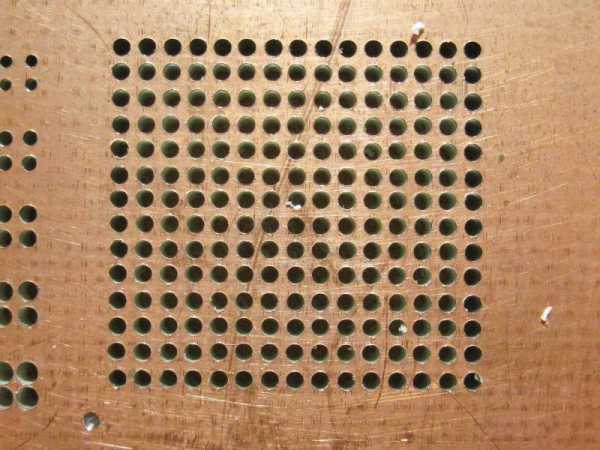
Здесь я делал заглубление чуть больше, но выход все равно не очень чистый.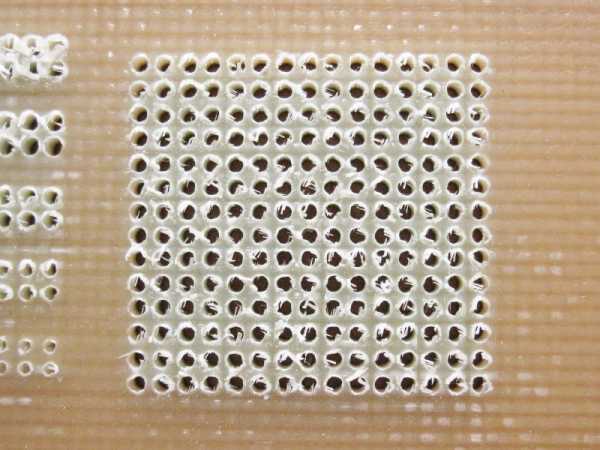
Хотя при сверлении сверло доставало до подложки с запасом. При ручном сверлении и обычном, но новом сверле отверстия у меня получались красивее, что даже немного странно.
К сожалению я забыл сделать фото сверла до теста, потому могу сравнить сверло которым не работали и то, которым я сделал в сумме 236 (210+26) отверстий.
Подопытное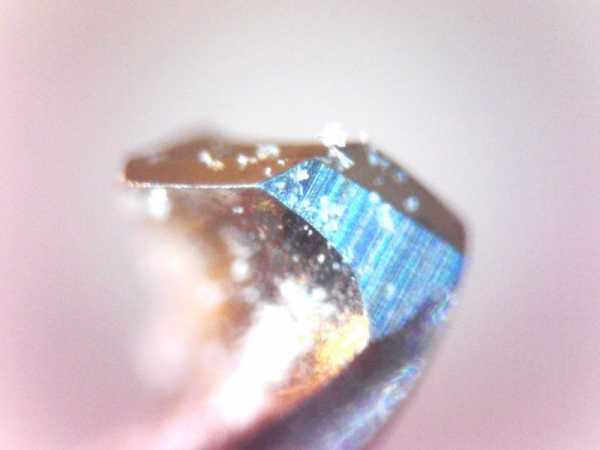
Новое.
Как по мне, то без особых отличий.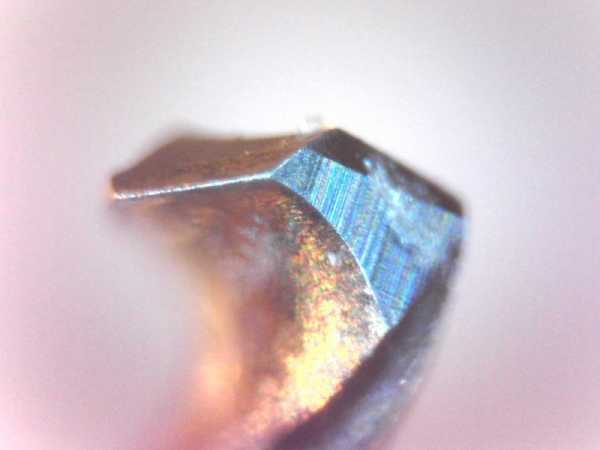
Ну и краткое резюме.
Преимущества
Отличная центровка
Хорошая заточка
Отсутствие биений
Наиболее распространенные диаметры в наборе
Удобная коробка для хранения.
Недостатки
Отсутствие “ленточки”
Отличие в длине.
Немного “грязный” выход
Мое мнение. Я не проводил анализ материала, но даже по звуку сверла могу сказать, что материал явно тверже чем у обычных свёрл. Приятно радует симметричность заточки и практически полное отсутствие биений, в обзоре я писал что менял сверла без какой либо подгонки. Немного расстроило не совсем чистое отверстие на выходе, чем это обусловлено, тяжело сказать, возможно кто-то более знающий подскажет.
Ну и попутно решив одну проблему я поймал две других.
1. Как заставить ПО “понимать” когда надо менять сверло, а точнее как заставить его работать дальше, потому как ПО даже не выключает двигатель. Хотя должно поднять шпиндель для замены сверла и выключить двигатель.
2. Как лучше сверлить по готовой плате чтобы отверстия попадали в свои места. Я делаю платы ЛУТом, соответственно на больших платах имеет место небольшой сдвиг масштаба. Лучше корректировать “исходник” или калибровать станок?
Магазин для обзора предоставил купон HXFHG24 с которым цена набора выходит 9.59, купон действует на оба набора, ссылки на которые есть в начале. Насколько я понял, доставка бесплатна.
На этом все, как всегда жду вопросов, а в данном случае скорее советов :)
www.kirich.blog
Набор твердосплавных свёрл 0.5-0.9мм, маленький обзор на “острую” тему
Сегодняшний небольшой обзор будет посвящен такому относительно банальному инструменту как сверла. Особо про них рассказывать сложно, да и что можно нового рассказать про маленькое спиральное сверло.Но все равно я как водится осмотрю их и попробую хоть как-то испытать 🙂
В качестве лирического отступления скажу, что по большому счету сверлить печатные платы можно даже заточенным гвоздем или иглой, мало того, мне даже приходилось такое делать. Конечно не очень удобно, но вполне реально. После этого я быстро перешел на обычные тонкие сверла, хотя и делал попытки начать пользоваться твердосплавными, но об этом чуть позже, а пока перейдем к обзору.
Сверла в магазине предлагаются в виде наборов.
1. 0.5+0.6+0.7+0.8+0.9mm — ссылка
2. 0.25+0.3+0.35+0.4+0.45mm — ссылка
Я выбрал первый вариант, как наиболее часто используемый.
Продаются сверла в довольно удобной коробочке.
Крышка крепится чем-то похожим на петли, ходит довольно туго, по крайней мере пока новая.
Вообще я привык хранить сверла в менее удобных, но более компактных условиях, потому для меня такой вариант был немного непривычен, но понравился 🙂
Всего в набор входит 50 свёрл, по 10 каждого диаметра.

Каждое сверло имеет соответствующую маркировку в виде пластикового кольца-упора.
Фиолетовый — 0.9мм
Оранжевый — 0.8мм
Белый — 0.7мм
Голубой — 0.6мм
Коричневый — 0.5мм
Как я написал выше, свёрла имеют цветовую дифференциацию штанов маркировку, но кроме этого каждое сверло имеет и цифровую маркировку диаметра. Правда почему-то маркировка у разных свёрл немного отличается.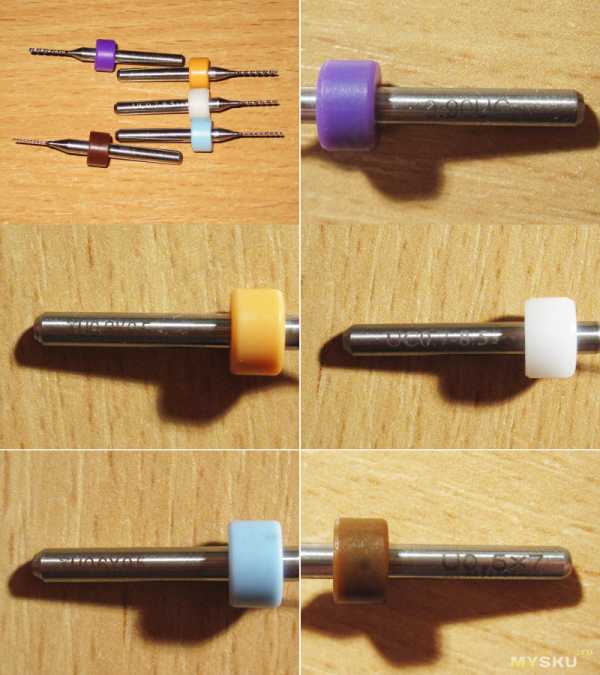
Одно из преимуществ подобных свёрл, впрочем как и фрез, хвостовик стандартного диаметра, что позволяет использовать либо цангу, либо патрон одного диаметра.
В данном случае диаметр хвостовика заявлен как 3.175мм и является наверное одним из самых популярных в среде небольших CNC станочков.
У меня при измерении показало диаметр 3.17, но измерял я штангенциркулем и просто не хватает его разрешающей способности (и точности) чтобы проводить такие измерения.
А вот диаметры режущей части немного занижены, буквально на 3 сотых, причем у всех одинаково и в одну сторону, потому я не могу сказать, это ошибка измерения или так задумано, склонен считать что второе.
На самом деле это абсолютно не критично, так как эти 2-3 сотые все равно получатся при сверлении из-за биений.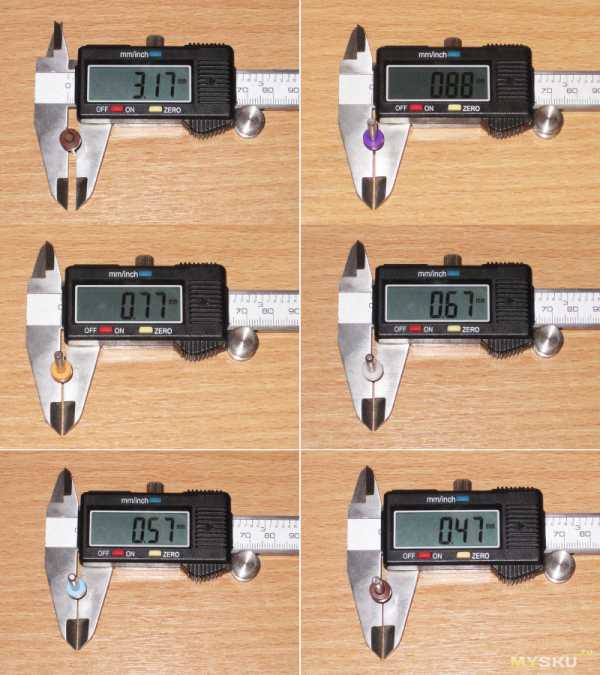
А вот длина имеет заметные отличия. Здесь я показал два самых крайних варианта, остальные сверла «плавают» где-то между ними.
Я раньше не использовал сверла с пластмассовыми маркерами, но почему-то считал, что они необходимы и как упор чтобы сверло всегда выставлялось на фиксированную глубину сверления.
Несколько более детальных фото свёрл и их режущих частей.
Сначала сверло самого большого диаметра, 0.9мм
Заточка довольно хорошая, хотя и немного отличается от привычной мне.
Теперь самое тонкое, 0.5мм
Есть небольшая выщербинка на одной из режущих кромок, но в данном случае это особо не страшно. Я не стал выбирать отдельные сверла для фото, просто взял наугад первые попавшиеся с крайними диаметрами.
Заточка ровная, а если сказать корректнее, симметричная, что весьма важно, так как при неправильной заточке мало того что больше шанс поломать сверло (в данном случае), так если не поломается, то может получиться отверстие большего диаметра.
Я просмотрел все свёрла, у всех заточка симметрична и одинакова.
На фото сверло диаметра 0.5мм.
Я пользуюсь обычными сверлами, но еще очень давно купил для пробы десяток твердосплавных отечественного производства. Первое отличие это диаметр хвостовика, он меньше чем у обозреваемых.
Но все мои попытки пользоваться такими свёрлами привели к тому, что буквально после десятка отверстий они просто ломались. Если обычное сверло ломается только при больших нагрузках, то твердосплавное гораздо более хрупкое, это плата за повышенную твердость и больший ресурс работы.
Собственно потому такие сверла с ручными сверлилками противопоказаны, результат можно увидеть на этом фото 🙁
Как бы вы крепко не держали микродрель, биения и наклоны все равно неизбежны, потому в таком применении использовать надо простые свёрла.
А вот при более детальном рассмотрении обнаружилось еще одно довольно важное отличие. У отечественных свёрл есть такое понятие как «ленточка».
Увидеть ее можно на этом чертеже. Ленточка облегчает процесс резания и уменьшает нагрузку на сверло так как при этом сверло не трется всей плоскостью об обрабатываемый материал.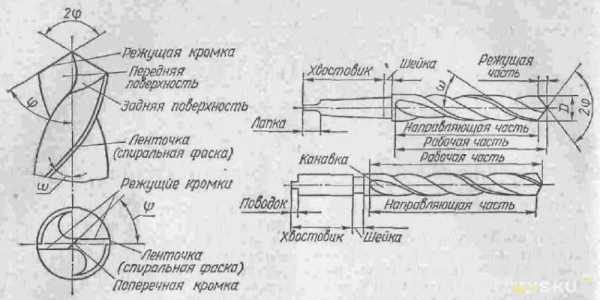
Эта же ленточка присутствует и на больших сверлах, потому обозреваемые сверла являются немного «упрощенными», отечественные же по сути уменьшенной копией большого сверла. 
А вот заточка у отечественных проще чем у обозреваемых. Поперечная кромка (место схода режущих частей) шире чем у китайских, потому врезаться и центроваться такое сверло будет хуже чем китайское.
Фото поломанного отечественного сверла, добавил просто для «компании», раз уж смотрел в микроскоп 🙂
Так как ручной микродрелью пользоваться не получится, то все тесты проходили с небольшим CNC станочком.
Для подготовки программы сверления я использовал StepCam_v1.78. Сначала в Sprint layout сделал простенький пример, потом сделал экспорт в формат Exellon, затем открыл файл в StepCam, а после отправил уже в ПО управления гравером.
Изначально не стал рисковать и задал скорость подачи 50мм/мин, но когда проводил вторую часть теста, то там было уже 100мм/мин, хотя думаю что реально скорость можно поднимать еще больше.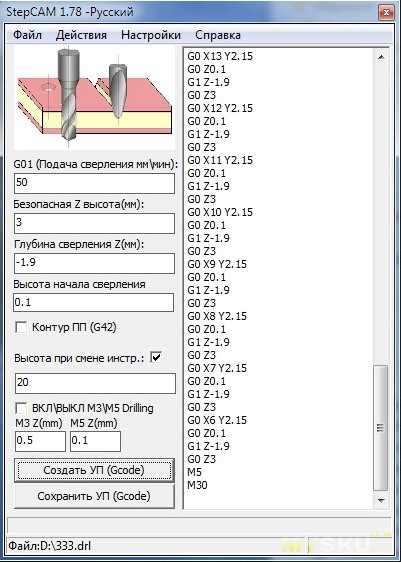
Когда только готовился сверлить, то боялся что будут проблемы с центровкой сверла в патроне, а кроме того биения самого патрона или станка будут ломать свёрла.
Но был реально удивлен что ни одно из пяти свёрл не пришлось центровать, вообще. Т.е. вставил, затянул винты, проверил что центровка в порядке, включил программу. Так что могу сказать что в этом плане сверла отличные.
Но наткнулся на одну из проблем, которая никак не связана со свёрлами, но сильно связана с самим процессом.
Я создал один файл где были все необходимые диаметры, сформировал программу для ПО гравера. Но на моменте где должна происходить смена диаметра станок просто останавливается и ничего больше нельзя сделать. Пришлось делать каждый тест отдельно с одним и тем же файлом.
Результаты теста, использовался односторонний стеклотекстолит толщиной 1.5мм, сверление со стороны меди.
Сверху все довольно красиво, есть небольшое утолщение вокруг отверстия. Это обусловлено скорее всего отсутствием ленточки, думаю особо не критично.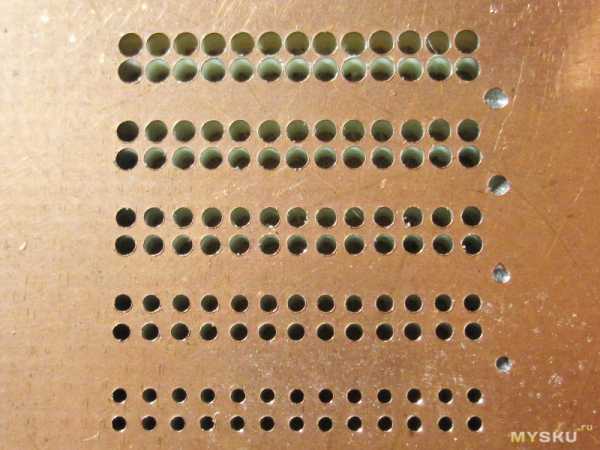
Снизу картина немного хуже, выход сверла не совсем чистый, особенно у диаметра 0.9мм.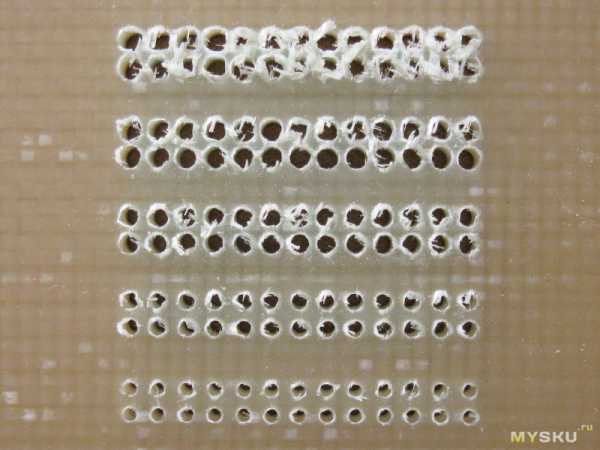
Но разгадка проблемы нашлась почти сразу, у меня стояло слишком маленькое заглубление, 1.9мм, а кроме того первый тест бы начат с довольно высоким подъемом сверла на старте.
На фото видно, что верхний ряд отверстий был сделан «на грани», когда надо было выгнать сверло хотя бы еще на 0.2-0.3мм.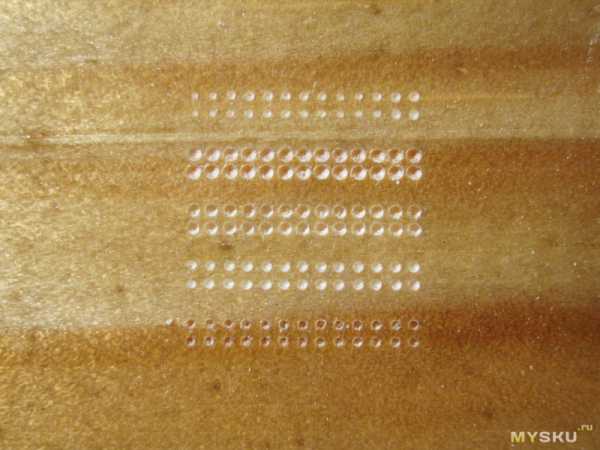
Вторым этапом я запустил сверление 210 отверстий диаметра 0.7 мм как наиболее часто используемого.
В процессе сверления буквально через относительно короткое время уже было непонятно что сверлится в данный момент и сколько осталось. ПО чередует порядок сверления в зависимости от очередности добавления отверстий на печатную плату, а не по кратчайшему пути.
Весь процесс сверловки 210 отверстий занял около 11 минут. 
Когда сверлил, то невольно вспомнил один срочный заказ, для которого пришлось не только страссировать плату, а еще и срочно изготовить дома 10 штук устройств.
Сверлил руками обычными свёрлами, скорость сверления доходила до 1 отверстия в секунду, для сравнения скорость сверления гравером вышла 1 отверстие за 3 секунды.
Вот так выглядела эта плата, отчасти скорость была высокой из-за большого количества микросхем.
Сверловка прошла абсолютно без проблем. Хотя конечно пара сотен отверстий для теста тведосплавного сверла это весьма мало, надо было зарядить раз в десять больше.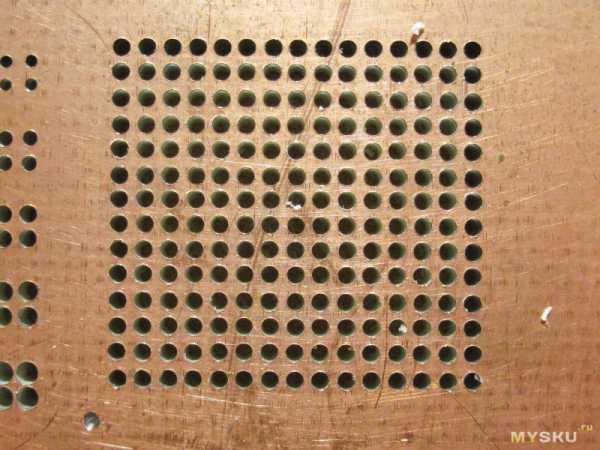
Здесь я делал заглубление чуть больше, но выход все равно не очень чистый.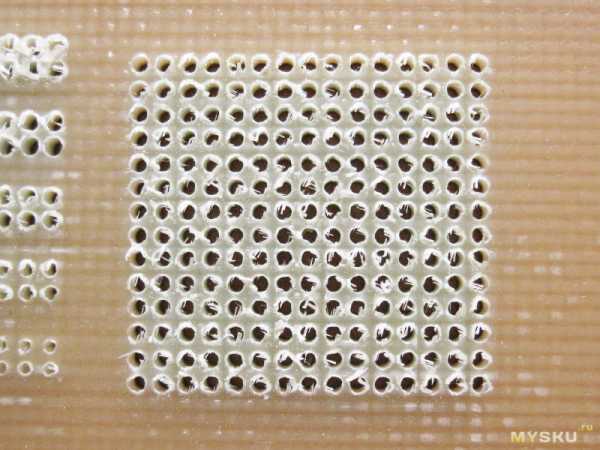
Хотя при сверлении сверло доставало до подложки с запасом. При ручном сверлении и обычном, но новом сверле отверстия у меня получались красивее, что даже немного странно.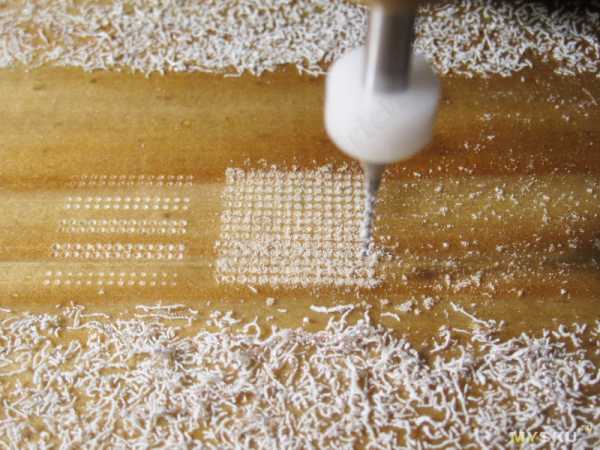
К сожалению я забыл сделать фото сверла до теста, потому могу сравнить сверло которым не работали и то, которым я сделал в сумме 236 (210+26) отверстий.
Подопытное
Новое.
Как по мне, то без особых отличий.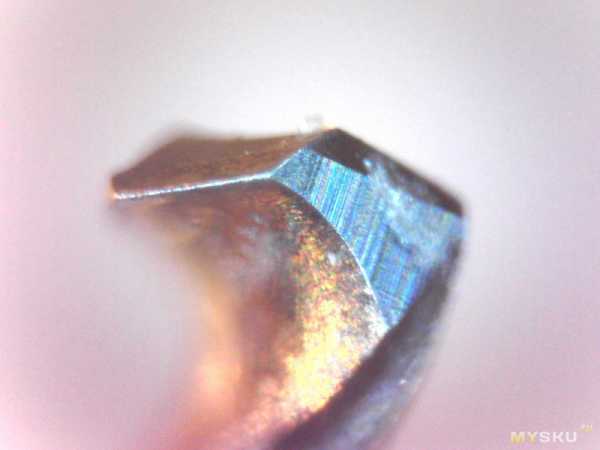
Ну и краткое резюме.
Преимущества
Отличная центровка
Хорошая заточка
Отсутствие биений
Наиболее распространенные диаметры в наборе
Удобная коробка для хранения.
Недостатки.
Отсутствие «ленточки»
Отличие в длине.
Немного «грязный» выход
Мое мнение. Я не проводил анализ материала, но даже по звуку сверла могу сказать, что материал явно тверже чем у обычных свёрл. Приятно радует симметричность заточки и практически полное отсутствие биений, в обзоре я писал что менял сверла без какой либо подгонки. Немного расстроило не совсем чистое отверстие на выходе, чем это обусловлено, тяжело сказать, возможно кто-то более знающий подскажет.
Ну и попутно решив одну проблему я поймал две других.
1. Как заставить ПО «понимать» когда надо менять сверло, а точнее как заставить его работать дальше, потому как ПО даже не выключает двигатель. Хотя должно поднять шпиндель для замены сверла и выключить двигатель.
2. Как лучше сверлить по готовой плате чтобы отверстия попадали в свои места. Я делаю платы ЛУТом, соответственно на больших платах имеет место небольшой сдвиг масштаба. Лучше корректировать «исходник» или калибровать станок?
Магазин для обзора предоставил купон HXFHG24 с которым цена набора выходит 9.59, купон действует на оба набора, ссылки на которые есть в начале. Насколько я понял, доставка бесплатна.
На этом все, как всегда жду вопросов, а в данном случае скорее советов 🙂
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
mysku.ru