Вертикально расточной станок
Расточные станки – это… Что такое Расточные станки?
Расточные станки — группа металлорежущих станков, предназначена для обработки заготовок крупных размеров в условиях индивидуального и серийного производства. На этих станках можно производить растачивание, сверление, зенкерование, нарезание внутренней и наружной резьб, обтачивание цилиндрических поверхностей, подрезку торцов, цилиндрическое и торцовое фрезерование. Иногда на расточных станках можно произвести окончательную обработку заготовки корпусной детали без перестановки ее на другие станки.
Отличительной особенностью расточных станков является наличие горизонтального (или вертикального) шпинделя, совершающего движение осевой подачи. В отверстии шпинделя закрепляется режущий инструмент — борштанга с резцами, сверло, зенкер, развертка, фреза и др.
Перемещения, обеспечивающие установку шпинделя в заданное положение, и движения подачи сообщаются различным узлам расточных станков в зависимости от назначения, компоновки, размеров станка, а также характера операции.
Виды расточных станков
- 1. Горизонтально-расточные станки;
- 2. Координатно-расточные станки;
- 3. Алмазно-расточные станки.
Виды станков обычно указываются на станке. Например: 2А450 — здесь цифра 2 означает группа станков (2-я группа это сверлильно-расточные станки), буква А — модификацию, цифра 4 это вид станков (4-й вид — координатно-расточные станки) и последние цифры означают характеристику станка.
Горизонтально-расточные станки[1].
В горизонтально-расточных станках шпиндель располагается горизонтально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением V станка является вращательно-поступательное движение шпинделя относительно его оси. Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п., либо оператору с помощью специальной подвижной подножки, в зависимости от типа обработки.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, установочное перемещение задней стойки с люнетом, установочное перемещение люнета на задней стойке, переключение скоростей и подач и т. д.
Координатно-расточные станки[2].
Координатно-расточные станки предназначены для обработки отверстий с высокой точностью взаимного расположения относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах в единичном и мелкосерийном производстве. На станках этого типа выполняют практически все операции, характерные для расточных станков. Ко всему прочему, на координатно-расточных станках можно еще и производить разметочные операции.
Для точного измерения координатных перемещений станки снабжены различными индуктивными, механическими, оптико-механическими и электронными устройствами отсчета, которые позволяют измерять перемещения подвижных узлов с высокой точностью. Станки снабжены универсальными поворотными столами, дающими возможность обрабатывать отверстия в полярной системе координат и наклонные отверстия. По компоновке станки бывают одностоечными и двухстоечными. Главным движением является вращение шпинделя, а движением подачи — вертикальное перемещение шпинделя. Установочные движения в одностоечных станках — это продольное и поперечное перемещение стола на заданные координаты и вертикальное перемещение шпиндельной бабки в зависимости от высоты детали. В двухстоечных станках — это продольное перемещение стола, поперечное перемещение шпиндельной бабки по траверсе и вертикальное перемещение траверсы со шпиндельной бабкой.
См. также
Примечания
dic.academic.ru
3.5.3. Расточные станки
Расточные станки предназначаются для обработки деталей в условиях единичного и серийного производств. Это широкоуниверсальные станки, на которых можно производить черновое и чистовое растачивание отверстий, обтачивание наружных цилиндрических поверхностей, торцев отверстий, сверление, зенкерование, развертывание, фрезерование плоскостей, нарезание резьбы и другие операции. Большое разнообразие различных видов обработки, производимых на расточных станках, позволяет в ряде случаев проводить полную обработку детали без перестановки ее на другие станки.
В зависимости от характера выполняемых операций, назначения и конструктивных особенностей расточные станки подразделяют на универсальные и специализированные. В свою очередь, универсальные станки разделяются на горизонтально-расточные, координатно-расточные и алмазно-расточные (отделочно-расточные). Для всех типов станков наиболее существенным параметром, определяющим все основные размеры станка, является диаметр расточного шпинделя. Характерной особенностью расточных станков является наличие горизонтального шпинделя, который совершает движение осевой подачи. В шпинделе крепится режущий инструмент: борштанга с резцами, сверло, зенкер, фреза, метчик и др.
Формообразующими движениями в расточных станках являются вращение шпинделя и движение подачи. Подача сообщается либо инструменту, либо заготовке в зависимости от условий обработки. Вспомогательными движениями являются установочные перемещения шпиндельной бабки в вертикальном направлении, перемещение стола в продольном и поперечном направлениях, перемещение задней стойки с люнетом, перемещение люнета по стойке и т.д.
На рис.39 показан общий вид горизонтально-расточного станка. На станине 1 установлена стойка 2, на вертикальных направляющих которой смонтирована шпиндельная бабка 3. В ее корпусе расположены механизмы, осуществляющие главное движение и подачу. Шпиндель коробки скоростей полый, на нем закреплена планшайба 4. В радиальных направляющих последней установлен суппорт 5, несущий резец. Внутри полого шпинделя смонтирован расточной шпиндель 6. При необходимости в коническое отверстие последнего вставляется конец борштанги, левый конец которой удерживается в люнете 7 задней стойки 8. Люнет расположен соосно со шпинделем и может перемещаться в вертикальном направлении синхронно со шпиндельной бабкой.
Для установки и закрепления заготовок служит стол, состоящий из трех элементов: салазок 10, перемещающихся вдоль станины 1, каретки 11, имеющей подачу в поперечном направлении и поворотного рабочего стола 9.
Главным движением является вращение планшайбы или расточного шпинделя. Движение подачи в зависимости от характера обработки получает деталь (стол) или инструмент (суппорт) 5, расточной шпиндель или шпиндельная бабка.
Координатно-расточной станок предназначен не только для обработки отверстий с высокой точностью, но и для получения точных межцентровых расстояний. На станке можно измерить линейные размеры и межцентровые расстояния. Шпиндель и стол станка имеют самостоятельные приводы. Привод шпинделя осуществляется от регулируемого электродвигателя постоянного тока.
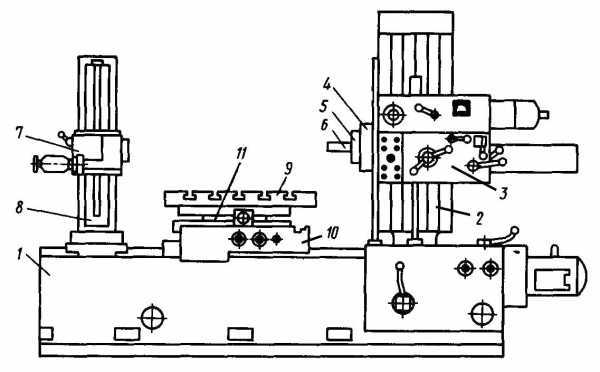
Рис.39. Общий вид универсального горизонтально-расточного станка
На рис.40 показан алмазно-расточный вертикальный станок, предназначенный для тонкого растачивания отверстий цилиндров блока автомобильного или тракторного двигателя алмазным инструментом или резцами из твердого сплава. Этот станок имеет массивную жесткую конструкцию, что уменьшает вибрации, возникающие от быстровращающихся механизмов.
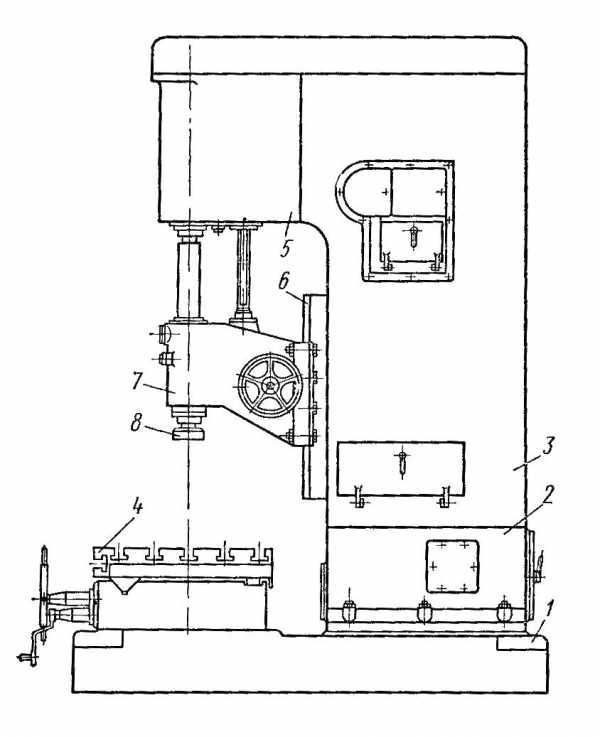
Рис.40. Алмазно-расточный станок
На фундаментной плите 1 монтируется тумба 2, а на ней – вертикальная станина 3. На передней части плиты имеются Т-образные пазы для закрепления стола 4. На плите внутри тумбы 2 установлен электродвигатель для привода главного движения. Внутри тумбы установлены насосы для охлаждающей жидкости и смазки, а также электроаппаратура. Внутри станины 3 размещены коробки скоростей и подач, а спер
i-perf.ru
2Е78П станок отделочно-расточный вертикальныйСхемы, описание, характеристики
Производитель отделочно-расточного станка 2Е78П Майкопский станкостроительный завод им. Фрунзе.
Майкопский станкостроительный завод им. Фрунзе – один из крупнейших производителей металлорежущих станков на Юге России. Создано на базе основанного в 1892 году чугунно-литейного завода Гурского.
Завод специализируется на выпуске отделочно-расточных, хонинговальных станков с широким диапазоном возможностей для ремонта и сервисного обслуживания двигателей внутреннего сгорания (автомобильных, тракторных, судовых), ленточнопильных, доводочных станков высокой точности и других.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
Отделочно-расточные станки. Общие сведения.
Отделочно-расточные (алмазно-расточные) станки. Общие сведения.
Синонимы: отделочно-расточный вертикальный станок, fine borer, fine boring machine, finish boring machine, precision boring machine
В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы. Режим тонкого растачивания: скорость резания до 1000 м/мин, подача 0,01 — 0,1 мм/об и глубина резания 0,05 — 0,55 мм. Высокая точность обработки отверстий, отклонение по диаметру 0,003 — 0,005 мм и шероховатость поверхности 8—9-го класса на алмазно-расточных станках обеспечиваются благодаря применению малых подач и высоких скоростей резания. На алмазно-расточных станках, кроме чистовой обработки отверстий, выполняется наружное обтачивание, растачивание и обтачивание конусов, подрезание торцов и растачивание канавок. Основными потребителями алмазно-расточных станков являются заводы крупносерийного и массового производства автомобильной, тракторной и авиационной промышленности.
К числу деталей, для обработки которых применяются алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока и блоки цилиндров.
В отделочно-расточных станках шпиндель располагается вертикально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением станка является вращательно-поступательное движение шпинделя относительно его оси.
Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, переключение скоростей и подач и т. д.
2Е78П станок отделочно-расточный (алмазно-расточный) повышенной точности. Назначение и область применения
Станки отделочно-расточные вертикальные 2Е78П и 2Е78ПН предназначены для ремонтной расточки блоков цилиндров и гильз автомобильных, тракторных и мотоциклетных двигателей, а также для сверления и расточки отверстий в отдельных деталях, размеры которых соответствуют технической характеристике станков. На станке модели 2Е78П и 2Е78ПН можно осуществлять тонкое фрезерование универсальным шпинделем.
Технические данные станков позволяют производить тонкую расточку в сталях, чугунах и цветных металлах, подрезку торца у растачиваемого отверстия и безрисочный вывод резца.
Станки снабжены комплектом шпинделей, один из которых устанавливается на шпиндельную бабку, в зависимости от диаметра растачиваемого отверстия. Универсальным шпинделем, кроме операции расточки, может производиться сверление, зенкерование и развертывание.
На станке модели 2Е78П стол может быть выполнен с устройством для отсчета координат, включающим точные штриховые меры длины и приставные отсчетные микроскопы типа МО.
Станок используется для подвижных ремонтных мастерских.
Класс точности станка П.
Разработчик — Майкопский станкостроительный завод им. Фрунзе.
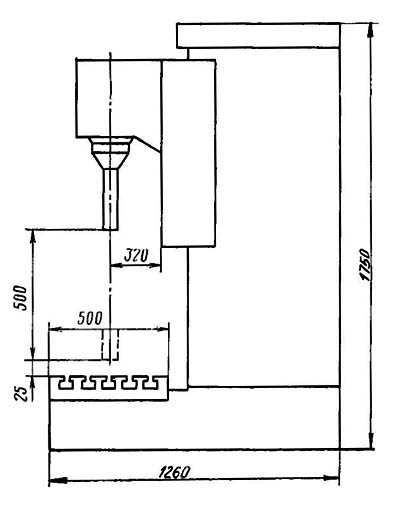
Габарит рабочего пространства отделочно-расточного станка 2Е78П
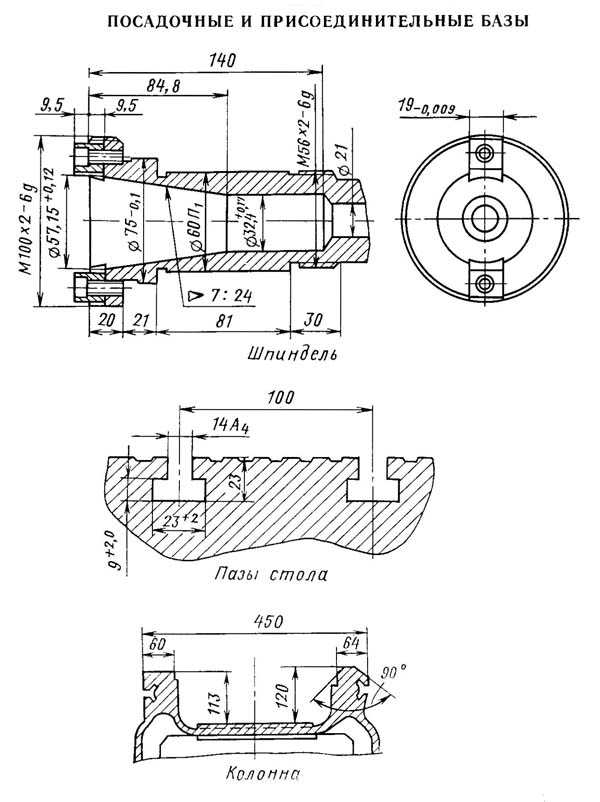
Посадочные и присоединительные базы отделочно-расточного станка 2Е78П
Общий вид отделочно-расточного станка 2Е78П

Расположение составных частей отделочно-расточного станка 2Е78П
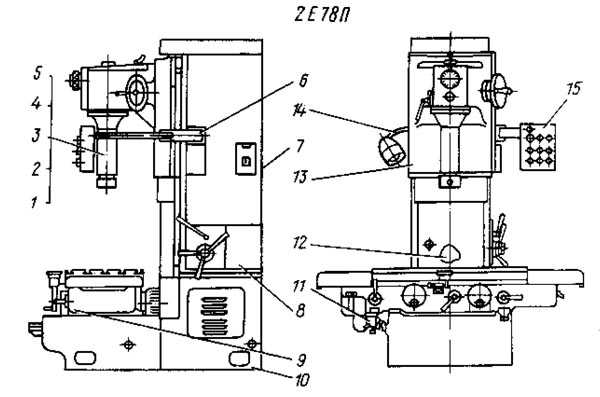
Спецификация составных частей отделочно-расточного станка 2Е78П
- Шпиндель 0,48 мм – 2Е78П.71.000
- Шпиндель 0,78 мм – 2Е78П.72.000
- Шпиндель 0,120 мм – 2Е78П.73.000
- Шпиндель универсальный – 2Е78П.74.000
- Шпиндель специальный – 2Е78П.75.000
- Пульт управления – 2Е78П.83.000
- Электроаппаратура панели – 2Е78П.81.000
- Колонна – 2Е78П.30.000
- Стол – 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство – 2Е78П.40.020
- Коробка скоростей и подач – 2Е78П.50.000
- Шпиндельная бабка – 2Е78П.23.000
- Электрооборудование сценка – 2Е78П.80.000
- Панель пульта – 2Е78П.82.000
- Пульт управления – 2Е78ПН.83.000
- Электроаппаратура панели – 2Е78ПН.81.000
- Основание – 2Е78ПН.10.000
- Электрооборудование станка – 2Е78ПН.80.000
- Панель пульта – 2Е78ПН.82.000
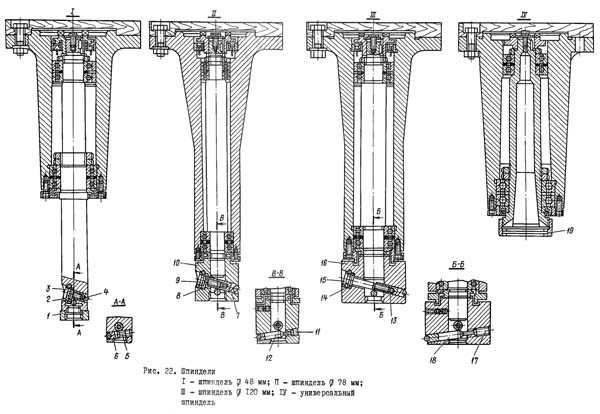
Сменные шпиндели для станка 2Е78П
Сменные шпиндели состоят из трех шпинделей с диаметрами резцовых головок 48, 78 и 120 мм.
Шпиндель устанавливается на шпиндельную бабку с учетом диаметра отверстия, которое предстоит растачивать. Шпиндель диаметром 48 мм — для расточки отверстий диаметрами от 50 до 82 мм; диаметром 78 мм — от 82 до 125 мм; диаметром 120 мм – от 125 до 200 мм.
Шпиндели собраны на прецизионных радиально-упорных шарикоподшипниках. Проникновение пыли в подшипники предотвращается лабиринтовыми уплотнениями.
В головке шпинделя имеется ползушка, которая дает возможность осуществить радиальную подачу резца. Внутри шпинделя проходит шток, который служит для перемещения ползушки.
Перемещение резца в шпинделях диаметрами 48 мм, 120 мм, 78 мм и специальном осуществляется по лимбу в резцовой головке.
Резцы крепятся с помощью прижимного винта. Резьбовое отверстие, расположенное в торце резцовой головки, необходимо для установки центроискателя.
При установке на резцовую головку подрезного резца можно осуществить подрезку торца на обрабатываемой детали.
Универсальный шпиндель
Универсальный шпиндель устанавливается на станок для расточки отверстий диаметрами от 27 до 200 мм небольших глубин при помощи борштанг или резцедержателя с точной подачей, а также для сверления или развертывания отверстий в отдельных деталях и для фрезерования,
Шпиндель собран на прецизионных радиально-упорных сдвоенных шарикоподшипниках.
Приемный конус шпинделя выполнен по ГОСТ 15945—70, а конец шпинделя — по ГОСТ 24644—81 и рассчитан на применение вспомогательного инструмента, либо нормального инструмента в сочетании с переходными втулками.
Гайка на конце шпинделя служит для затяжки и извлечения инструмента. Для извлечения инструмента гайку полностью отвинчивать ключом 2Е78П.74.010 не следует.
Конец приемного конуса снабжен шпонками, в которые при закреплении входят своими пазами инструмент. Такое устройство крепления инструмента гарантирует от проворота его в конусе шпинделя и предохраняет шпиндель от повреждений.
Специальный шпиндель
Специальный шпиндель служит для расточки v-образных двигателей диаметрами от 82 до 125 мм.
Шпиндель выполнен конструктивно аналогично сменному шпинделю диаметром 78 мм с радиальным перемещением резца.
Расположение органов управления отделочно расточного станка 2Е78П
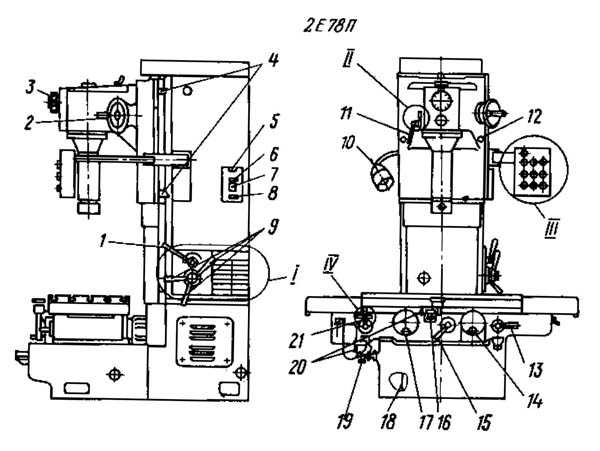
Пульт управления управления отделочно расточного станка 2Е78П
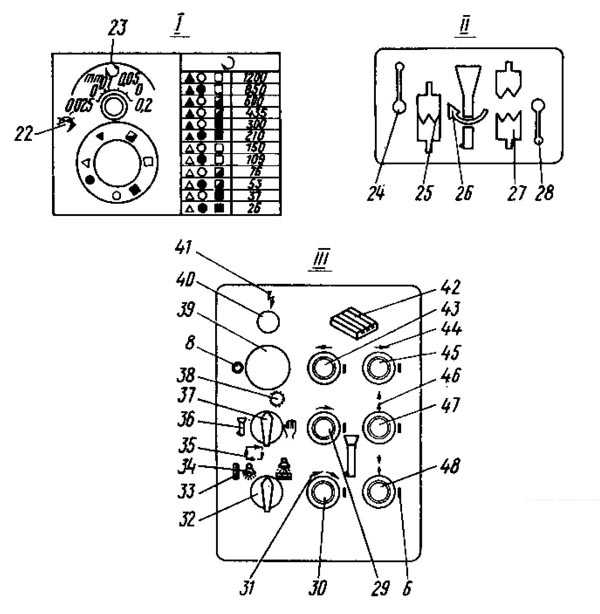
Перечень органов управления отделочно расточного станка 2Е78П
- рукоятка переключения подач шпиндельной бабки
- маховик перемещения шпиндельной бабки вручную
- лимб радиальной подачи резца
- упоры автоматического выключения движения шпиндельной бабки
- вводной автомат
- рукоятки переключения скоростей шпинделя
- выключатель местного освещения
- рукоятка для отключения шпинделя от кинематической цепи
- болты для фиксации шпиндельной бабки при фрезеровании
- рукоятка для закрепления стола от поперечного перемещения
- маховик перемещений стола вручную в поперечном направлении
- рукоятка для закрепления стола от продольного перемещения
- винт для закрепления микроскопа от перемещений
- маховик перемещений стола вручную в продольном направлении
- винт для закрепления, микроскопа от перемещений
- винт установочных перемещений микроскопа
- рукоятка переключения скорости перемещения стола
- кнопка „Вращение шпинделя”
- кнопка „Проворот шпинделя”
- переключатель „Освещение отсчетных линеек микроскопа”
- переключатель „Шпиндель, фрезерование, наладка, цикл”
- кнопка „Стоп” — останов станка
- лампа „Сеть”
- кнопка „Стол влево” 45— кнопка „Стол вправо”
- кнопка „Шпиндель вверх” — быстрый ход шпиндельной бабки вверх
- кнопка „Шпиндель вниз” — быстрый ход шпиндельной бабки вниз
- переключатель режимов „Расточка — цикл”
Кинематическая схема отделочно-расточного станка 2Е78П
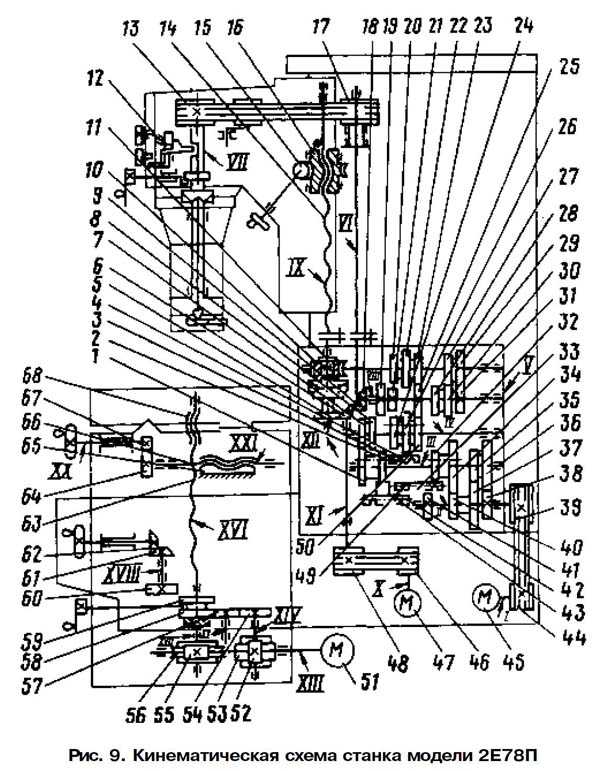
Кинематические цепи главного движения, быстрых ходов и движения подачи, последовательность передачи вращения от электродвигателей до исполнительных органов ясны из схемы.
Предохранительная муфта механизма подачи шпиндельной бабки отрегулирована на передачу крутящего момента в 25 Н-м, в соответствии с допустимым усилием подачи.
Предохранительная муфта механизма быстрого хода стола отрегулирована на передачу крутящего момента в 20 Н-м в соответствии с допустимым усилием при быстром ходе стола.
При превышении допустимых усилий в механизме подачи шпиндельной бабки (главным образом, в случае неправильно выбранных режимов резания) и в механизме быстрого хода стола предохранительные муфты пробуксовывают с характерным треском.
Стол рабочий станка 2Е78П
Перемещение обрабатываемого изделия в двух взаимно перпендикулярных направлениях на станки модели 2Е78П осуществляется при помощи стола, состоящего из двух частей: нижней — салазок, перемещающихся в поперечном направлении по направляющим основаниям, и верхней — собственно стола, перемещающегося в продольном направлении по направляющим салазок
На передней и боковой стенках салазок станка могут быть установлены два отсчетных микроскопа с точностью нониуса 0,01 мм: один — для отсчета координат при перемещении стола в продольном направлении, второй — в поперечном.
Линейка для точного отсчета продольных перемещений стола расположена на передней стенке стола, линейка для точного отсчета поперечных перемещений стола — на левой стенке основания.
Установочные перемещения стола, продольные и поперечные, а также установка по координатам производятся вручную при помощи маховиков.
В нужном положении стол фиксируется двумя рукоятками при помощи эксцентриковых зажимов.
Установочное перемещение стола в продольном направлении можно осуществить механически от электродвигателя быстрого хода. Для этого рукоятка переключения быстрых ходов поворачивается в вертикальное положение. При этом вращение ходовому винту передается через винтовую пару. Рабочая подача стола включается переключением рукоятки. При этом вращение ходовому винту передается от редуктора в столе через червячную передачу.
Изменение направления быстрых ходов стола осуществляется поочередным нажатием на кнопки привода стола „Вправо” или „Влево”, в результате чего происходит реверсирование электродвигателя быстрых ходов.
Для предотвращения поломок механизма привода стола вследствие перегрузок соответствующий вал стола соединен при помощи шариковой предохранительной муфты, рассчитанной на передачу максимального крутящего момента.
Колонна станка 2Е78П
Колонна крепится на основании. По ее направляющим — призматической и плоской — в вертикальном направлении перемещается шпиндельная бабка.
В верхней части колонны на кронштейне укреплены ролики, по которым движется цепь противовеса, перемещающегося внутри колонны.
Противовес, уравновешивающий вес шпиндельной бабки со шпинделем, состоит из цельной чугунной отливки.
У передней стенки колонны между направляющими расположены ходовой винт шпиндельной бабки и шлицевой валик привода шпинделя, укрепленные в верхней части колонны в приставных кронштейнах.
В нижней части колонны располагается установленная на основании коробка скоростей и подач. Управление коробкой, состоящее из рукоятки переключения подач и трех рукояток переключения скоростей, выведено на крышку, расположенную на правой стенке колонны.
Над крышкой установлены два конечных выключателя, ограничивающих перемещение шпиндельной бабки вверх и вниз. В задней стенке колонны в нише расположен электрошкаф. Через окна колонны, в задней стенке закрытые крышкой, открывается доступ к винтам, крепящим противовес шпиндельной бабки к колонне в условиях транспортировки станка.
Для транспортировки колонны используются два отверстия диаметром 55 мм.
Шпиндельная бабка станка 2Е78П
Шпиндельная бабка перемещается в вертикальном направлении по направляющим колонны. В ней расположены механизмы привода шпинделя, привода шпиндельной бабки и ручных перемещений.
Сменные шпиндели устанавливаются посадочным пояском в корпус шпиндельной бабки и крепятся шестью гайками.
Привод шпинделя осуществляется через клиноременную передачу. Ведущий шкив этой передачи укреплен на вращающейся в подшипниках шлицевой гильзе, которая при перемещении шпиндельной бабки скользит по шлицевому валику колонны, выходящему из коробки скоростей и подач.
Ведомый шкив укреплен на валу, имеющем на шлицевом конце кулачковую полумуфту, при помощи которой вращение сообщается шпинделю. Натяжение ремней осуществляется при помощи натяжного ролика. Кулачковая муфта — управляемая; ее включение осуществляется вручную рукояткой, расположенной на левой стенке шпиндельной бабки, через валик с эксцентричным пальцем.
Отключение шпинделя муфтой от кинематической цепи его привода облегчает вращение шпинделя от руки при установке и центрировании обрабатываемых деталей по оси расточки.
Механизм ручных перемещений состоит из вращающейся в подшипниках гайки-шестерни, находящейся в зацеплении с червяком. Червяк сидит на одном валу с маховиком. При вращении маховика червяк вращает гайку—шестерню, осуществляя перемещение шпиндельной бабки.
При механической подаче, когда вращается ходовой винт, гайка-шестерня удерживается от поворота самотормозящей червячной передачей. Такое исполнение механизма ручных перемещений позволяет вмешиваться в механическую подачу, благодаря чему сокращается время подвода резца на врезание.
В шпиндельной бабке предусмотрено устройство для ручного радиального перемещения резца, которое позволяет осуществлять расточку отверстий различных диаметров, подрезку торца у растачиваемого отверстия и безрисочный вывод резца из обработанного отверстия. Маховичок ручного перемещения этого устройства с лимбом и индикатором расположен на передней стенке шпиндельной бабки.
Шпиндельная бабка поджимается к направляющим прижимными планками. На одной из планок крепятся регулируемые по высоте кулачки для отключения перемещений шпиндельной бабки.
С той же стороны шпиндельной бабки укреплена линейка для отсчета длины обрабатываемой поверхности. Маховик ручных перемещений снабжен лимбом для отсчета глубины врезания при подрезке торцов.
Ребра внутри корпуса шпиндельной бабки образуют ванну, используемую как масляный резервуар ддя лубрикатора, от которого смазываются направляющие и подшипники вращающихся валов.
Коробка скоростей и подач станка 2Е78П
Коробка скоростей и подач установлена на основании внутри колонны и служит для передачи вращения от электродвигателя главного привода к валику привода шпинделя и ходовому винту шпиндельной бабки, а также для передачи вращения от электродвигателя быстрых ходов ходовому винту шпиндельной бабки.
Она обеспечивает шпинделю двенадцать скоростей вращения шпинделя и четыре величины рабочих подач и ускоренное перемещение бабки.
Внутри ее расположены:
- червячная передача;
- коническая со спиральным зубом и цилиндрическая прямозубая передачи, обеспечивающие необходимые передаточные отношения;
- механизмы переключения скоростей и подач;
- обгонная двухсторонняя муфта.
Снизу к коробке крепится стакан с валиком шкива привода быстрых ходов.
Управление коробкой скоростей и подач осуществляется четырьмя рукоятками:
- три предназначены для переключения скоростей вращения шпинделя;
- четвертая — для переключения величин подач.
Три рукоятки переключения скоростей расположены на одной оси.
Механизм переключения скоростей состоит из трех зубчатых колес, закрепленных на трех полумуфтах, расположенных концентрично на одной оси. Зубчатые колеса связаны с тремя вилками—рейками, переключающими зубчатые блоки. В пазы полумуфт, на которых закреплены зубчатые колеса, входят зубья полумуфт, на которых закреплены рукоятки (рис. 13).
Механизм переключения подач состоит из кривошипа с камнем, который перемещает вилку тройчатки.
В положениях, соответствующих включению определенных положений скоростей и подач, вилки удерживаются шариковыми фиксаторами.
Обгонная двухсторонняя муфта позволяет осуществлять ускоренное перемещение, рабочую и ручную подачи шпиндельной бабки. При рабочей подаче наружная обойма муфты, жестко связанная с червячным колесом, получает вращение от червяка и через ролики ведет ступицу, связанную с ходовым винтом; при ручной подаче наружная обойма муфты не вращается, так как ее удерживает самотормозящаяся червячная пара. При ускоренном перемещении средняя обойма муфты через ролики вращет внутреннюю обойму и ходовой винт.
Ролики муфты поджимаются пружинами. Благодаря обгонной муфте возможно включение ускоренного перемещения шпиндельной бабки без выключения ее рабочей подачи.
Для предотвращения поломок коробки скоростей и подач вследствие перегрузки ходовой винт соединен при помощи шариковой предохранительной муфты, рассчитанной на передачу максимального крутящего момента.
Схема электрическая отделочно-расточного станка 2Е78П
Электрооборудование станка 2Е78П
На станке модели 2Е78П установлены три трехфазных короткозамкнутых асинхронных двигателя; на станке модели 2Е78ПН — два двигателя:
- электродвигатель главного движения типа 4A90LA4, мощностью 2,2 кВт, частотой вращения 1500 1/мин, исполнение М301;
- электродвигатель ускоренного хода шпиндельной бабки типа 4АХ80А6, мощностью 0,75 кВт, частотой вращения 1000 1/мин, исполнение М103;
- электродвигатель привода стола типа 4АХ80А6, мощностью 0,75 кВт, частотой вращения 1000 1/мин, исполнение М301 (для2Е78П).
За особую плату поставляется электродвигатель привода приспособления для заточки резцов типа 4АА 63 В2, мощностью 0,55 кВт, частотой вращения 3000 1/мин.
В станке применены следующие напряжения:
- силовая цепь ~380 В, 50 Гц
- цепь управления ~110В
- цепь местного освещения ~24 В
- цепь освещения микроскопов 8 В
- цепь сигнализации 5 В
2Е78П станок отделочно-расточный вертикальный. Видеоролик.
Технические характеристики отделочно-расточного станка 2Е78П, 2Е78ПН
| Наименование параметра | 2Е78П | 2Е78ПН |
|---|---|---|
| Основные параметры станка по ГОСТ 9520-73 | ||
| Класс точности станка по ГОСТ 8-82 | П | П |
| Диаметр растачиваемого отверстия наибольший/ наименьший, мм | 200/ 28 | 200/ 28 |
| Наибольший диаметр сверления в стали 45, мм | 15 | 15 |
| Наибольшие размеры обрабатываемого изделия, мм | 750 х 500 х 450 | 750 х 500 х 450 |
| Наибольшая масса обрабатываемого изделия, кг | 200 | 200 |
| Наименьшее расстояние от торца шпинделя до стола, мм | 25 | 25 |
| Точность межцентровых координат продольных/ поперечных, мм | 0,03/ 0,025 | 0,03/ 0,025 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 320 | 320 |
| Шпиндельная бабка | ||
| Наибольшее вертикальное перемещение шпиндельной бабки, мм | 500 | 500 |
| Величина перемещения на один оборот маховика, мм | 0,75 | 0,75 |
| Частота вращения шпинделя, об/мин | 26..1200 | 26..1200 |
| Количество скоростей шпинделя | 12 | 12 |
| Пределы рабочих подач на один оборот шпинделя, мм | 0,025..0,200 | 0,025..0,200 |
| Количество подач | 4 | 4 |
| Скорость быстрого хода, мм/мин | 2000 | 2000 |
| Предохранение от перегрузки механизма подач (муфта) | имеется | имеется |
| Выключающие упоры | имеется | имеется |
| Автоматический возврат в исходное положение после окончания расточки | имеется | имеется |
| Рабочий стол | ||
| Рабочая поверхность стола, мм | 1000 х 500 | 1250 х 500 |
| Наибольшее перемещение стола, мм | 800/ 200 | 800/ 200 |
| Скорость рабочего хода стола в продольном/ поперечном направлении, мм/мин | 100/ нет | 100/ нет |
| Перемещение стола станка на один оборот маховика в продольном/ поперечном направлении, мм | 4,2/ 2,9 | 4,2/ 2,9 |
| Величина ускоренного перемещения стола в продольном/ поперечном направлении, мм/мин | 2000/ нет | 2000/ нет |
| Способ отсчета координат при перемещении стола | микроскоп | – |
| Выключающие упоры механического быстрого хода | имеется | имеется |
| Закрепление стола станка модели 2Е78П от перемещений | ручное | ручное |
| Привод | ||
| Количество электродвигателей на станке | 3 | 2 |
| Электродвигатель привода главного движения, кВт | 2,2 | 2,2 |
| Электродвигатель привода ускоренного хода шпиндельной бабки, кВт | 0,75 | 0,75 |
| Электродвигатель привода стола, кВт | 0,75 | нет |
| Габарит станка | ||
| Габариты станка, включая ход стола (длина х ширина х высота), мм | 1750 х 1560 х 2125 | 1250 х 1260 х 2125 |
| Масса станка, кг | 2680 | 2100 |
Связанные ссылки
Паспорта отделочно-расточных станков
Каталог отделочно-расточных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
2А78Н станок отделочно-расточный вертикальныйСхемы, описание, характеристики
Производитель отделочно-расточного станка 2А78Н Майкопский станкостроительный завод им. Фрунзе.
Майкопский станкостроительный завод им. Фрунзе – один из крупнейших производителей металлорежущих станков на Юге России. Создано на базе основанного в 1892 году чугунно-литейного завода Гурского.
Завод специализируется на выпуске отделочно-расточных, хонинговальных станков с широким диапазоном возможностей для ремонта и сервисного обслуживания двигателей внутреннего сгорания (автомобильных, тракторных, судовых), ленточнопильных, доводочных станков высокой точности и других.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
Отделочно-расточные (алмазно-расточные) станки. Общие сведения.
Синонимы: отделочно-расточный вертикальный станок, fine borer, fine boring machine, finish boring machine, precision boring machine
В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы. Режим тонкого растачивания: скорость резания до 1000 м/мин, подача 0,01 — 0,1 мм/об и глубина резания 0,05 — 0,55 мм. Высокая точность обработки отверстий, отклонение по диаметру 0,003 — 0,005 мм и шероховатость поверхности 8—9-го класса на алмазно-расточных станках обеспечиваются благодаря применению малых подач и высоких скоростей резания. На алмазно-расточных станках, кроме чистовой обработки отверстий, выполняется наружное обтачивание, растачивание и обтачивание конусов, подрезание торцов и растачивание канавок. Основными потребителями алмазно-расточных станков являются заводы крупносерийного и массового производства автомобильной, тракторной и авиационной промышленности.
К числу деталей, для обработки которых применяются алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока и блоки цилиндров.
В отделочно-расточных станках шпиндель располагается вертикально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением станка является вращательно-поступательное движение шпинделя относительно его оси.
Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, переключение скоростей и подач и т. д.
2А78Н станок отделочно-расточный (алмазно-расточный) повышенной точности. Назначение и область применения
Отделочно-расточной станок 2А78 выпускался в семидесятых годах прошлого века. Он заменил устаревший станок модели 278 и сам уступил место более совершенному станку 2Е78П, 2Е78ПН.
Отличия отделочно-расточного (алмазно-расточный) алмазно-расточного станка 2А78 и 2А78Н:
- 2А78 – имеется подвижный стол, который перемещается в продольном и поперечном направлениях
- 2А78Н – стол – неподвижная плита, совмещенная с основанием.
Станки отделочно-расточные вертикальные 2А78Н предназначены для ремонтной расточки блоков цилиндров и гильз автомобильных, тракторных и мотоциклетных двигателей, а также для сверления и расточки отверстий в отдельных деталях, размеры которых соответствуют технической характеристике станков. На станке модели 2А78 можно осуществлять тонкое фрезерование универсальным шпинделем.
Технические данные станков позволяют производить тонкую расточку в сталях, чугунах и цветных металлах, подрезку торца у растачиваемого отверстия и безрисочный вывод резца.
Станки снабжены комплектом шпинделей, один из которых устанавливается на шпиндельную бабку, в зависимости от диаметра растачиваемого отверстия. Универсальным шпинделем, кроме операции расточки, может производиться сверление, зенкерование и развертывание.
Обрабатываемые изделия центрируют и закрепляют на неподвижном столе. В зависимости от диаметра растачиваемого отверстия в шпиндельной бабке устанавливают определенный шпиндель из имеющегося комплекта. Универсальный шпиндель применяется для выполнения операций сверления, зенкерования и развертывания отверстий и поставляется за отдельную плату.
Комплект принадлежностей, приспособлений и инструментов, поставляемый со станком, позволяет растачивать блоки цилиндров и гильзы двигателей, предусмотренные по техническому заданию на изготовление станка.
На станке модели 2А78 стол может быть выполнен с устройством для отсчета координат, включающим точные штриховые меры длины и приставные отсчетные микроскопы типа МО.
Станок используется для подвижных ремонтных мастерских.
Класс точности станка П.
Разработчик — Майкопский станкостроительный завод им. Фрунзе.
Габарит рабочего пространства отделочно-расточного станка 2А78Н
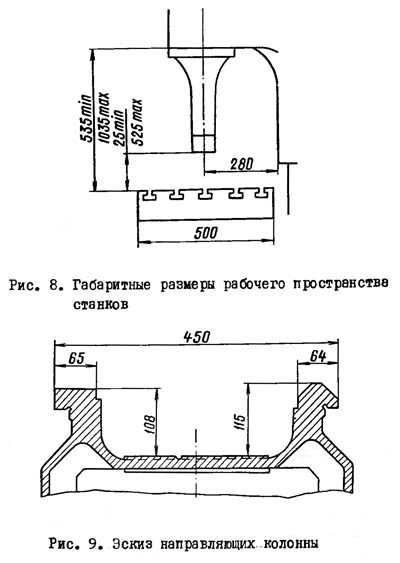
Габарит рабочего пространства станка 2а78н
Посадочные и присоединительные базы отделочно-расточного станка 2А78Н
Посадочные и присоединительные базы станка 2а78н
Фото отделочно-расточного станка 2А78Н

Фото отделочно-расточного станка 2а78н

Фото отделочно-расточного станка 2а78н
Расположение органов управления отделочно-расточным станком 2А78Н
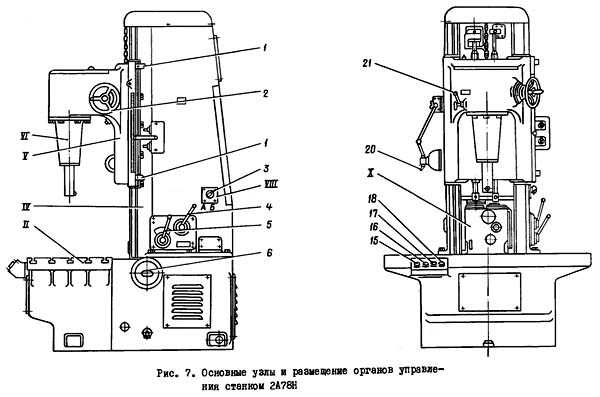
Расположение органов управления отделочно-расточным станком 2а78н
Расположение органов управления отделочно-расточным станком 2А78Н. Смотреть в увеличенном масштабе
- Упоры автоматического выключения движения шпиндельной бабки
- Маховик перемещения шпиндельной бабки вручную
- Переключатель скоростей электродвигателя главного движения
- Рукоятка переключения подач шпиндельной бабки
- Рукоятка переключения скоростей шпинделя
- Вводный выключатель
- Рукоятка для закрепления стола от поперечного перемещения
- Маховик перемещений стола вручную в поперечном и продольном направлениях
- Рукоятка для закрепления стола от продольного перемещения
- Винт для закрепления микроскопа от перемещений
- Винт установочных перемещений микроскопа
- Винт для закрепления микроскопа от перемещений
- Винт установочных перемещений микроскопа
- Выключатель освещения микроскопа
- Кнопка “Шпиндель вниз – стол вправо” – быстрый ход шпиндельной бабки вниз, быстрый ход стола вправо (для станка модели 2А78)
- Кнопка “Шпиндель вверх – стол влево” – быстрый ход шпиндельной бабки вверх, быстрый ход стола влево (для станка модели 2А78)
- Кнопка “Пуск” – рабочее движение шпиндельной бабки
- Кнопка “Стоп” – останов станка
- Рукоятка переключения передачи от привода быстрых ходов на шпиндельную бабку или стол
- Выключатель местного освещения
- Рукоятка для отключения шпинделя от кинематической цепи
- I – Узел 12. Основание станка 2А78
- II – Узел 32. Основание станка 2А78Н
- III – Узел 18. Стол станка 2А78
- IV – Узел 19. Колонна
- V – Узел 23. Шпиндельная бабка
- VI – Узел 71. Сменные шпиндели; Узел 74. Универсальный шпиндель; Узел 76. Принадлежности (на рисунках не обозначены)
- VII – Узел 83. Электрооборудование (2А78)
- VIII – Узел 84. Электрооборудование (2А78Н)
- IX – Узел 53. Коробка скоростей и подач (2А78)
- X – Узел 54. Коробка скоростей и подач (2А78Н)
Кинематическая схема отделочно-расточного станка 2А78Н
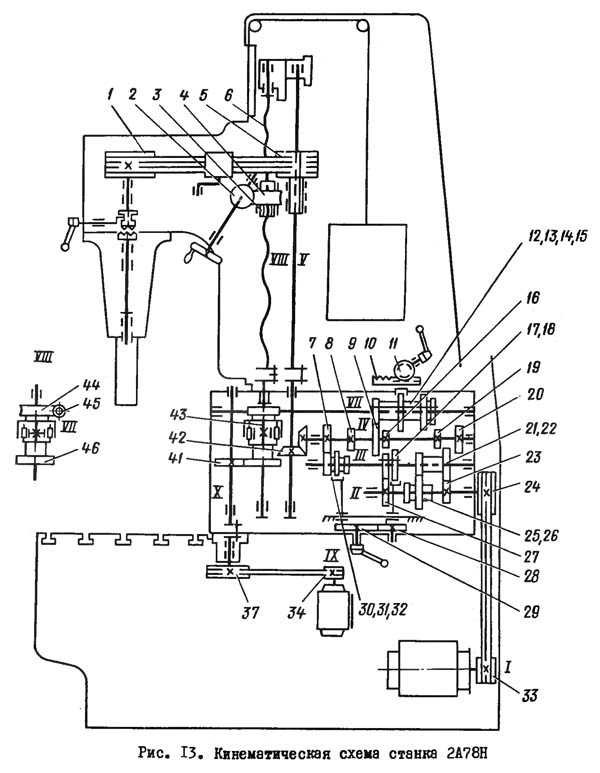
Кинематическая схема отделочно-расточного станка 2а78н
Схема кинематическая отделочно-расточного 2А78Н. Смотреть в увеличенном масштабе
Предохранительная муфта механизма подачи шпиндельной бабки отрегулирована на передачу крутящего момента в 2,0 кгс.м, в соответствии с допустимым усилием подачи.
Предохранительная муфта механизма быстрого хода стола отрегулирована на передачу крутящего момента в 1,0 кгс.м, в соответствии с допустимым усилием при быстром ходе стола.
При превышении допустимых усилий в механизме подачи шпиндельной бабки (главным образом, в случае неправильно выбранных режимов резания) и в механизме быстрого хода стола предохранительные муфты пробуксовывают с характерным треском.
В этом случае следует немедленно остановить станок и изменить режимы резания, нагрузку или устранить неполадки.
Описание кинематической схемы отделочно-расточного станка 2А78Н
Кинематические цепи главного движения, быстрых ходов и движения подачи, последовательность передачи вращения от электродвигателей до исполнительных органов ясны из схем.
Включение быстрых перемещений шпиндельной бабки или стола пояснено в описании коробки скоростей подач настоящего раздела.
Станок 2А78 отличается от станка 2А78Н наличием стола, перемещающегося в продольном и поперечном направлениях. У станка 2А78Н неподвижная плита, совмещенная с основанием.
Особенности узлов отделочно-расточного станка 2А78Н
Основание
Основной базовой деталью, на которой устанавливаются все остальные узлы станка, является основание. Оно имеет сверху привалочную плоскость, к которой крепятся колонна и коробка скоростей и подач станка.
Основание станка 2А78 имеет направляющие, по которым перемещается подвижный стол (узел 18). Основание станка 2А78Н выполнено за одно целое со столом, имеющим Т-образные пазы.
Внутри основания располагаются электродвигатели: главного движения – фланцевый 5 с перемещающейся подмоторной плитой 8 и электродвигатель 4 – быстрых ходов шпиндельной бабки и стола, укрепленный на подмоторной плите 3.
На правой стенке основания в нише расположен вводный выключатель 7. Подвод электроэнергии – через угольник I.
К левой стенке основания станка 2А78 крепится линейка 9 для точного отсчета по ней поперечных перемещений стола. На передней стенке основания станка 2А78Н слева расположен пульт 10 управления станком.
Колонна (рис. 18)
Колонна крепится на основании. По ее направляющим, призматической и плоской, в вертикальном направлении перемещается шпиндельная бабка. В верхней части колонны на кронштейне 15 укреплены ролики 16, по которым движется цепь 13 противовеса 12, перемещающегося внутри колонны.
Противовес 12, уравновешивающий вес шпиндельной бабки со шпинделем, состоит из цельной чугунной отливки.
У передней стенки колонны, между направляющими, расположены ходовой винт 8 шпиндельной бабки и шлицевый валик 9 привода шпинделя, укрепленные в верхней части колонны в приставных кронштейнах 10 и II.
В нижней части колонны располагается установленная на основании коробка скоростей и подач. Управление коробкой, состоящее из рукоятки переключения подач 4 и рукоятки переключения скоростей 5, выведено на крышку 14 на правой стенке колонны. Рукоятка 7 переключения передачи от привода быстрых ходов на шпиндельную бабку или стол выведена на левую стенку колонны.
Над крышкой 14 установлены два конечных выключателя 2, ограничивающих перемещение шпиндельной бабки вверх и вниз, и переключатель 3 скоростей двигателя главного привода.
В задней стенке колонны в нише расположен электрошкаф, закрываемый дверкой I. Через окна колонны, закрытые крышками 6, открывается доступ к винтам, крепящим коробку скоростей и подач к основанию.•
Стол отделочно-расточного станка 2А78Н (рис. 17)
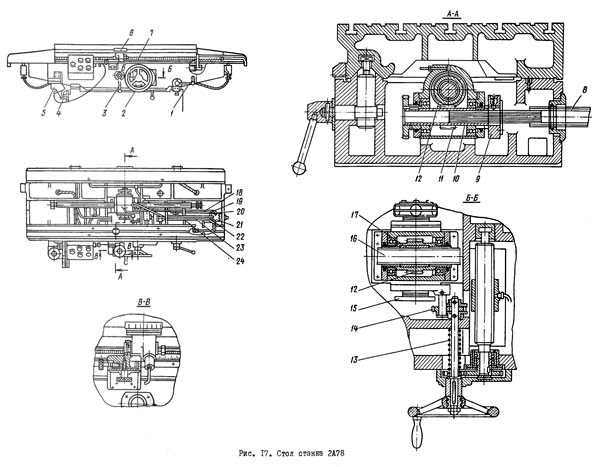
Стол отделочно-расточного станка 2а78н
Стол отделочно-расточного станка 2А78н. Смотреть в увеличенном масштабе
Перемещение обрабатываемого изделия в двух взаимно перпендикулярных направлениях на станке 2А78 осуществляется при помощи стола, состоящего из двух частей: нижней – салазок, перемещающихся в поперечном направлении по направляющим основания, и верхней – собственно стола, перемещающегося в продольном направлении по направляющим салазок.
На передней стенке салазок могут быть установлены два отсчетных микроскопа 5 и 6 с точностью нониуса 0,01 мм: один для отсчета координат при перемещении стола в продольном направлении, второй – в поперечном.
Линейка 7 для точного отсчета продольных перемещений стола расположена на передней стенке стола, линейка 4 для точного отсчета поперечных перемещений стола – на левой стенке основания.
Установочные перемещения стола, продольные и поперечные, а также установка по координатам производятся вручную при помощи маховика 2. Для перемещения стола в продольном направлении нужно, подав маховик 2 от себя при помощи сжатия отжимной пружины 13, ввести в зацепление шестерни 14 и 15.
В нужном положении стол фиксируется рукоятками I и 3 при помощи эксцентриковых зажимов.
Установочное перемещение стола в продольном направлении можно осуществить механически от электродвигателя быстрого хода. Для этого рукоятка переключения быстрых ходов поворачивается в положение “Стол”. При этом вращение гайке 17 ходового винта 16 передается от редуктора (узел 53) через винтовую пару 11-12.
Изменение направления быстрых ходов стола осуществляется поочередный нажатием на кнопки привода стола “Вправо” или “Влево”, в результате чего происходит реверсирование электродвигателя быстрых ходов.
Для предотвращения поломок механизма привода быстрого хода стола вследствие перегрузок вал 8 редуктора и вал 10 стола соединены при помощи шариковой предохранительной муфты 9, рассчитанной на передачу максимального крутящего момента.
Шпиндельная бабка отделочно-расточного станка 2А78Н (рис. 19)
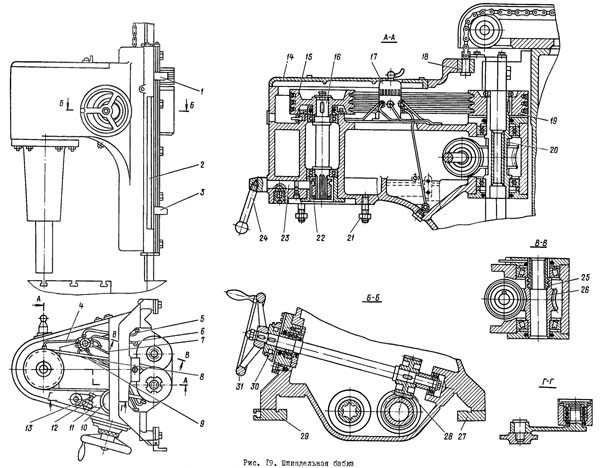
Шпиндельная бабка отделочно-расточного станка 2а78н
Шпиндельная бабка отделочно-расточного станка 2А78Н. Смотреть в увеличенном масштабе
Шпиндельная бабка перемещается в вертикальном направлении по направляющим колонны. В ней расположены механизмы привода шпинделя, привода шпиндельной бабки и ручных перемещений.
Сменные шпиндели устанавливаются посадочным пояском в корпусе шпиндельной бабки и крепятся шестью гайками 21.
Механизм привода шпинделя представляет собой клиноременную передачу. Ведущий шкив 19 этой передачи укреплен на вращающейся в подшипниках шлицевой гильзе 20, которая при перемещении шпиндельной бабки скользит по шлицевому валику колонны, выходящему из коробки скоростей и подач. Ведомый шкив 15 укреплен на валу 16, имеющем на шлицевом конце кулачковую полумуфту 22, при помощи которой вращение сообщается шпинделю. Натяжение ремней осуществляется перемещением винта 13 натяжного ролика 10. Кулачковая муфта – управляемая, ее включение осуществляется рукояткой 24, расположенной на левой стенке шпиндельной бабки, через валик 23 с эксцентриковым пальцем.
Отключение шпинделя муфтой от кинематической цепи его привода облегчает вращение шпинделя от руки при установке и центрировании по оси шпинделя обрабатываемых деталей.
Механизм ручных перемещений состоит из вращающейся в подшипниках гайки 25, выполненной заодно с червячным колесом 26, находящимся в зацеплении с червяком 28. Червяк сидит на одном валу с маховиком 31. При вращении маховика вращается гайка 25, осуществляя перемещение шпиндельной бабки.
При механической подаче, когда вращается ходовой винт, гайка 25 удерживается от проворота самотормозящейся червячной парой 26-28. Такое исполнение механизма ручных перемещений позволяет вмешиваться в механическую подачу, благодаря чему сокращается время подвода резца на врезание.
Шпиндельная бабка поджимается к направляющим цельными прижимными планками 27 и 29, расположенными с обратной стороны направляющих. На планке 29 крепятся перемещаемые по высоте кулачки I и 3 для включения перемещений шпиндельной бабки.
С правой стороны шпиндельной бабки укреплена линейка 2 для отсчета длины обрабатываемой поверхности. Маховик ручных перемещений 31 снабжен лимбом 30 для отсчета глубины врезания при подрезке торцов.
К планке 18 крепится цепь противовеса.
Ребра внутри корпуса, шпиндельной бабки, образуют ванну, используемую как масляный резервуар для лубрикатора 17.
Коробка скоростей и подач (рис. 20, 21) Коробка скоростей и подач установлена на основании внутри колонны и служит для передачи вращения от электродвигателя главного привода к валику привода шпинделя и ходовому винту шпиндельной бабки, а также для передачи вращения от электродвигателя быстрых ходов ходовому винту шпиндельной бабки или гайке винта продольных перемещений стола. Она обеспечивает шпинделю шесть чисел оборотов, что в сочетании с двухскоростным электродвигателем главного привода составляет 12 различных скоростей вращения шпинделя, и четыре величины рабочих подач.
Внутри ее расположены: червячная передача; конические со спиральным зубом и цилиндрические прямозубые шестерни, обеспечивающие необходимые передаточные отношения; механизмы переключения скоростей и подач; обгонная двухсторонняя муфта. Снизу к коробке крепятся: корпус ведомого шкива 19 привода быстрых ходов и (на станке 2А78) конический редуктор 20 привода быстрых ходов стола, располагающиеся в основании.
Управление коробкой скоростей и подач осуществляется тремя рукоятками: одна предназначена для переключения скоростей вращения шпинделя; вторая -для переключения величин подач; третья (на станке 2А78) – для переключения передачи от привода быстрых ходов на шпиндельную бабку или стол.
Механизм переключения скоростей состоит из одной пары шестерен 24 и 27 с эксцентрично расположенными пальцами 25, на которые насажены камни 21, входящие в пазы переключающих вилок 22 и 26. При повороте шестерен вилки перемещаются по цилиндрической направляющей 28, передвигая блоки шестерен 12 и 13 на валу III.
Механизм переключения подач состоит из шестерни 5 и рейки-вилки 4. Рейка-вилка 4, перемещаясь по цилиндрической направляющей 17, переключает блок шестерен 15 цепи подач на валу VII.
Механизм переключения быстрых ходов в станке модели 2А78 состоит из поворотного рычага 31 с пальцем 30, на который насажен камень 29, входящий в выточку перемещаемой шестерни 6.
В положениях, соответствующих включению определенных положений скоростей и подач, вилки удерживаются шариковыми фиксаторами 16, 23 и 32.
Обгонная двусторонняя муфта на валу VIII позволяет осуществлять быстрые ходы, рабочую и ручную подачи шпиндельной бабки. При рабочей подаче наружная обойма 10 муфты, жестко связанная с червячным колесом II, получает вращение от червяка 18 и через ролики 9 ведет ступицу 8, связанную с ходовым винтом; при ручной подаче наружная обойма 10 муфты не вращается, так как ее удерживает самотормозящаяся червячная пара 11-18. При быстром ходе средняя обойма 7 муфты через ролики 9 вращает внутреннюю обойму 8 и ходовой винт.
Ролики 9 муфты поджимаются пружинами 33 (Д81-1 0,6 x 5 x 25). Благодаря обгонной муфте возможно включение быстрого хода шпиндельной бабки без выключения ее рабочего хода.
Для предотвращения поломок коробки скоростей и подач вследствие перегрузки ходовой винт колонны соединен при помощи шариковой предохранительной муфты 2-3, рассчитанной на передачу максимального крутящего момента.
Для транспортировки коробки скоростей и подач выполнено отверстие MI2 x 1,25, закрытое пробкой I.
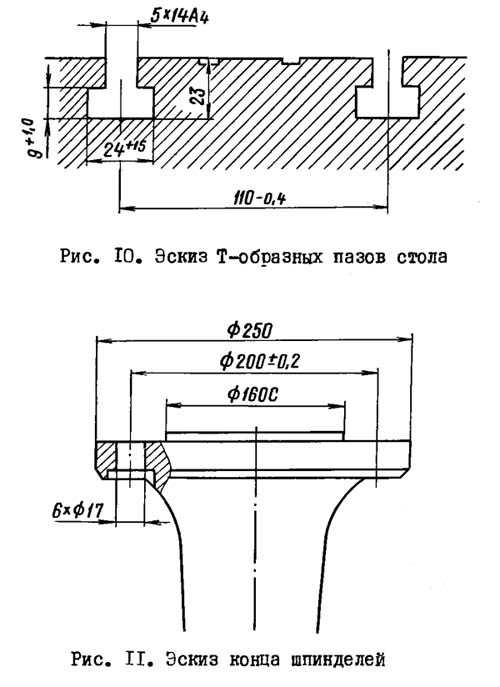
Эскиз конца универсального шпинделя отделочно-расточного станка 2А78Н
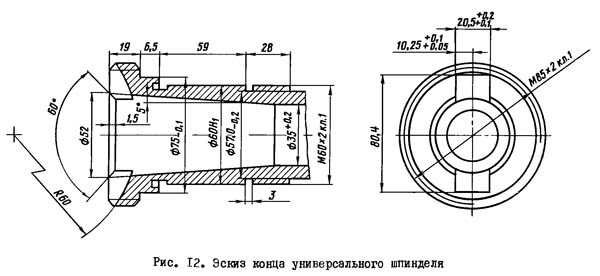
Эскиз конца универсального шпинделя станка 2а78н
Универсальный шпиндель устанавливается на станок для расточки отверстий диаметром от 27 до 200 мм небольших глубин при помощи борштанг или резцедержателя с точной подачей, а также для сверления или развертывания отверстий в отдельных деталях.
Шпиндель собран на прецизионных подшипниках качения, причем передние радиально-упорные подшипники установлены с предварительным натягом.
Приемный конус шпинделя рассчитан на применение вспомогательного инструмента, либо нормального инструмента в сочетании с переходными втулками.
Закрепление инструмента и извлечение его из шпинделя не требует приложения усилия, так как угол приемного конуса достаточно велик (10°).
Гайка 19 на конце шпинделя имеет радиусный паз и проточку, в которые входит радиусными выступами на хвостовике специальный инструмент или переходная втулка, что дает возможность легко вставить и закрепить, а также извлечь инструмент, не отвинчивая гайку полностью. Конец приемного конуса шпинделя также снабжен радиусным пазом, в который входит при закреплении в шпинделе инструмент радиусными выступами на хвостовике.
Такое устройство крепления инструмента гарантирует от проворота его в конусе шпинделя и предохраняет шпиндель от повреждений.
Сменные шпиндели отделочно-расточного станка 2А78Н
Сменные шпиндели отделочно-расточного станка 2а78н
Шпиндели отделочно-расточного 2А78Н. Смотреть в увеличенном масштабе

Сменные шпиндели отделочно-расточного станка 2а78н
Узел состоит из трех сменных шпинделей с диаметрами резцовых головок 48, 78 и 120 мм.
Шпиндель устанавливается на шпиндельную бабку с учетом диаметра отверстия, которое предстоит растачивать. Шпиндель Ø 48 – для расточки отверстий диаметром от 50 до 82 мм; Ø 78 – от 82 до 125 мм; Ø 120 – от 125 до 200 мм.
Шпиндели собраны на прецизионных подшипниках качения, причем передние радиально-упорные подшипники установлены с предварительным натягом.
Проникновение пыли в подшипники предотвращается лабиринтовыми уплотнениями.
Резцовые головки 10 и 16 шпинделей Ø 78 и Ø 120 выполнены съемными. Снимать резцовые головки со шпинделей не рекомендуется.
На торцах шпинделей имеется отверстие для установки индикаторного устройства, применяемого при центрировании обрабатываемой детали. На шпинделе Ø 48 индикаторное устройство устанавливается при помощи переходника I.
Центрирование обрабатываемой детали можно производить также при помощи шариковых оправок 6, 12 и 18, вылет которых регулируется винтами 5, 11 и 17.
Вылет резцов 4, 7 и 13 регулируется при помощи винтов 3, 9 и 15 лимбов 2, 8 и 14, ввинчиваемых в торцы резцов. При помощи лимба возможна установка резца с точностью 0,02 мм.
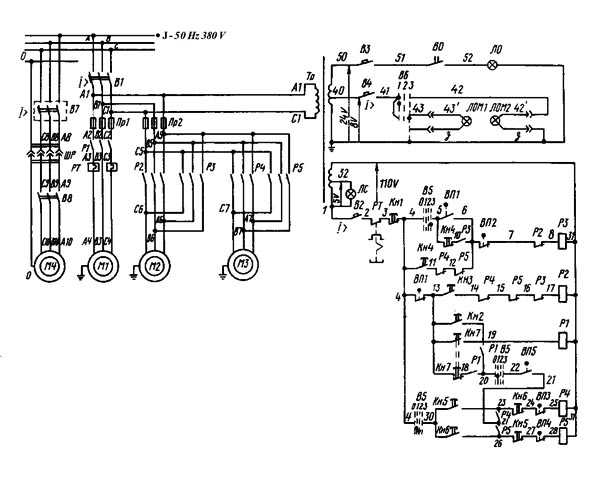
Схема электрическая отделочно-расточного станка 2А78Н
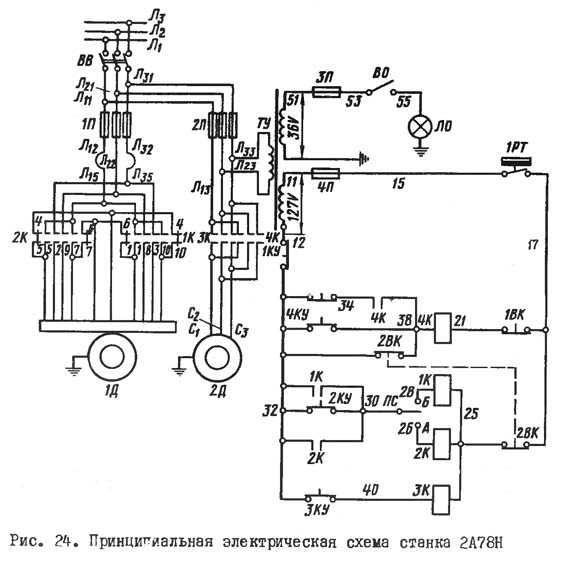
Электрическая схема отделочно-расточного станка 2а78н
Схема электрическая отделочно-расточного 2А78Н. Смотреть в увеличенном масштабе
Электрооборудование станка 2А78Н
На станках установлены два трехфазных коротко-замкнутых асинхронных электродвигателя:
- двухскоростной электродвигатель главного движения типа T42/6-2-CI мощностью 1,7/2,3 кВт, 1000/3000 об/мин, исполнение M301;
- электродвигатель быстрых ходов типа А0Л2-12-6-С1 мощностью 0,6 кВт, 1000 об/мин, исполнение MI0I.
Станки выпускаются с электрооборудованием на рабочее напряжение 380 В, 50 Гц в силовой цепи, 110 В – в цепи управления, 24 В – в цепи местного освещения, 8 В – в цепи освещения микроскопов.
2А78Н станок отделочно-расточный вертикальный. Видеоролик.
Технические характеристики отделочно-расточного станка 2А78Н
| Наименование параметра | 2Е78 | 2А78 | 2А78Н |
|---|---|---|---|
| Основные параметры станка по ГОСТ 9520-73 | |||
| Класс точности станка по ГОСТ 8-82 | П | П | П |
| Диаметр растачиваемого отверстия наибольший/ наименьший, мм | 200/ 28 | 200/ 15 | 200/ 15 |
| Наибольший диаметр сверления в стали 45, мм | 15 | 15 | 15 |
| Размеры координатной расточки, мм | 800 х 150 | – | |
| Наибольшие размеры обрабатываемого изделия, мм | 750 х 500 х 450 | 750 х 500 х 450 | 750 х 500 х 450 |
| Наибольшая масса обрабатываемого изделия, кг | 200 | 200 | 200 |
| Наименьшее расстояние от торца шпинделя до стола, мм | 25 | 25..525 | 25..525 |
| Точность межцентровых координат продольных/ поперечных, мм | 0,03/ 0,025 | 0,032 | – |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 320 | 280 | 280 |
| Шпиндельная бабка | |||
| Наибольшее вертикальное перемещение шпиндельной бабки, мм | 500 | 500 | 500 |
| Величина перемещения на один оборот маховика, мм | 0,75 | 0,75 | 0,75 |
| Частота вращения шпинделя, об/мин | 26..1200 | 26..1200 | 26..1200 |
| Количество скоростей шпинделя | 12 | 12 | 12 |
| Пределы рабочих подач на один оборот шпинделя, мм | 0,025..0,200 | 0,050..0,200 | 0,050..0,200 |
| Количество подач | 4 | 4 | 4 |
| Скорость быстрого хода, мм/мин | 2000 | 2000 | 2000 |
| Предохранение от перегрузки механизма подач (муфта) | имеется | имеется | имеется |
| Выключающие упоры | имеется | имеется | имеется |
| Автоматический возврат в исходное положение после окончания расточки | имеется | имеется | имеется |
| Рабочий стол | |||
| Рабочая поверхность стола, мм | 1000 х 500 | 1000 х 500 | 1250 х 500 |
| Наибольшее перемещение стола, мм | 800/ 200 | 800/ 150 | – |
| Скорость рабочего хода стола в продольном/ поперечном направлении, мм/мин | 100/ нет | – | – |
| Перемещение стола станка на один оборот маховика в продольном/ поперечном направлении, мм | 4,2/ 2,9 | 4,68/ 3,0 | – |
| Величина ускоренного перемещения стола в продольном/ поперечном направлении, мм/мин | 2000/ нет | 2000/ нет | – |
| Способ отсчета координат при перемещении стола | микроскоп | микроскоп | – |
| Выключающие упоры механического быстрого хода | имеется | имеется | – |
| Закрепление стола станка модели 2А78Н от перемещений | ручное | ручное | – |
| Привод | |||
| Количество электродвигателей на станке | 3 | 2 | 2 |
| Электродвигатель привода главного движения, кВт | 2,2 | 1,7 | 1,7 |
| Электродвигатель привода стола и ускоренного хода шпиндельной бабки, кВт | 0,75 | 0,6 | 0,6 |
| Габарит станка | |||
| Габариты станка, включая ход стола (длина х ширина х высота), мм | 1750 х 1560 х 2125 | 2500 х 1500 х 2135 | 1250 х 1350 х 2055 |
| Масса станка, кг | 2680 | 2300 | 2000 |
Связанные ссылки
Паспорта отделочно-расточных станков
Каталог отделочно-расточных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Горизонтально-расточной станок: модели, технические характеристики
Горизонтально-расточный станок, модели и технические характеристики которого могут быть разными, имеет следующее назначение:
- Растачивание отверстий.
- Сверление.
- Обтачивание деталей с цилиндрической формой.
- Обработка торцов изделий.
- Фрезерование.
- Зенкерование.
- Нарезка резьбы при помощи изделия с обозначением 2620В.
И это далеко не полный список операций, выполняемых установкой горизонтально-расточным станком. Благодаря чему можно использовать только один вид оборудования для проведения полного цикла изготовления деталей из заготовок. При многосерийном производстве это весьма удобный вариант, не требуется привлечения дополнительной техники.
Наличие шпинделя – одна из отличительных особенностей. Эта часть конструкции бывает горизонтальной, вертикальной. 1 горизонтально расположенный элемент встречается чаще всего.
Шпиндель используется для закрепления приспособлений с режущим действием на горизонтально-расточном станке 2620, включая:
- зенкер;
- сверла;
- резцы;
- фрезы и так далее.
Во время работы параметры определяются диаметром шпинделей. То же касается габаритных показателей станков, в том числе – варианта 2620В.
Об особенностях в конструктивном плане
Особенности конструкции и использованные заготовки позволяют выделить установка специального, универсального назначения.

Горизонтально-расточные станки 2620 бывают:
- Алмазно-расточными.
- Координатно-расточными.
- Горизонтального вида.
Станок горизонтально располагающийся имеет исполнение трех вариантов:
- с двумя направлениями перемещения;
- с движением по одному направлению;
- отсутствие движений.
Шпиндель движется – значит, осуществляется начало работы, формообразование, когда проводится обработка заготовок при помощи горизонтально-расточного станка 2620. Подаваться может как сам инструмент, так и заготовка. Конкретный вариант определяется используемой технологией. Обработка не обходится без дополнительных движений:
- Использование направляющих при движении люнета.
- Соединение люнета и задней стойки.
- Движение стола поперек или вдоль.
- Шпиндельная бабка, идущая по вертикали. У конструкций 2620В тоже есть такая возможность. Это делает технические характеристики высокими, и относительно варианта 2620а.
Поворотным столом снабжается большая часть станков, со шпинделями 125-миллиметрового диаметра. Столы двигаются как поперечно, так и вдоль. Среди важных дополнений – передние стойки, без движений.
При 125-миллиметровом диаметре шпинделей стойки без проблем двигаются в одном, нескольких направлениях. Но чаще всего встречаются модели горизонтально-расточных станков 2620 с неподвижными составляющими.
Работа – на каком принципе основывается?
Движения подач – главная особенность работы у данных устройств. Здесь надо описать несколько важных элементов и принципов:
- Закрепление режущих инструментов происходит при участии суппорта планшайбы, либо шпинделя. Здесь начинается вращение. Принцип сохраняется и в моделях 2620а.
- Расположение на поверхности подвижного стола, с применением специального приспособления.
- При работе стол перемещается, вдоль или поперек. Модели 2620В такие же возможности.
Передняя стойка участвует в процессе движения шпиндельной бабки, с сохранением вертикального направления. Люнет опоры совмещен со стойкой сзади. Движение двух деталей происходит одновременно.
Когда растачиваются отверстия либо осуществляется нарезка внутренней резьбы, движение поступательного типа осуществляется расточным шпинделем. Когда обрабатывается деталь с помощью горизонтально-расточного станка 2620, двигается планшайба с суппортом, только придерживаясь радиального направления.
Какие модели получили распространение?
Среди всех модификаций горизонтально-расточных станков с ЧПУ и без, наибольшую известность получили следующие варианты:
- Skoda W200.
- 2a614, 2л614.
- 2а622ф4, 2а622.
- 2620.
Особенности модели 2620
У этого горизонтально-расточного станка с ЧПУ также существует некоторое количество модификаций – 2620Г, 2620В, 2620А, 2А620, 2620. При их применении раньше допустима была обработка деталей с корпусами, имеющих средние и больше размеры. Без выдвижных шпинделей станки не производятся.
Для него характерно наличие планшайб внутри, 90-миллиметровый диаметр. Обрабатываются детали весом меньше 3 тонн. Это подтверждает паспорт ис2а636ф1.
Различия у моделей имеются следующие:
- 2а620Г – задняя стойка отсутствует;
- 2А620В – задняя стойка присутствует;
- 2а620Ф1 – с устройством, осуществляющим цифровую идентификацию.
Информация о модификациях 2А622Ф4 и 2А622
Это новая разновидность горизонтально-расточного станка с ЧПУ, заменившая морально устаревшие аналоги.
Устройства рассчитаны на то, чтобы обрабатывать детали консольно, даже при наличии корпусов больших размеров. Их вес может доходить до 4 тонн. Обработка не должна доставить хлопот, даже если имеются отверстия, требующие соблюдения точных параметров. И когда сохраняются определенные размеры для связи осей. Иногда так устроены изделия с номером 2Л614.
Обязательной частью оборудования выступают поворотный стол и передняя стойка, сохраняющая неподвижное положение. А вот сам стол перемещается, вдоль либо поперек. На станках этой серии легко фрезеровать заготовки, следуя восьмиугольному контуру. Допустим вариант с круговой подачей стола. Одна из доступных модификаций – ис2а636ф1.
В конструкции присутствует и выдвижной шпиндель, с диаметром в 110 миллиметров. Плиты в одном положении монтируются на бабку шпинделя, с торца стенки. Так работает и модель горизонтально расточного станка 2а614.
Из главных характеристик стоит отметить высокую жесткость, способность сопротивляться вибрациям. Благодаря чему срок службы шпиндельного устройства увеличивается. Консольные технологии повышают эффективность. Обработка торцевых поверхностей деталей становится возможной благодаря съемной планшайбе. Расточка отверстий большого диаметра упрощается. Свойство есть у вариантов 2Л614.
Разновидность конструкций определяет наличие тех или иных дополнительных деталей:
- Вариант с ЧПУ.
- Технологии идентификации по цифровому типу.
- Отсчеты координат в цифровом виде, для обработанной детали это важно.
2а614 – чем отличается модель?
Главное назначение модели с обозначением 2а614 – детали корпусного типа, до 2-тонного веса. Упрощается работа с конструкциями, где есть отверстия точных размеров со связью, предполагающей соблюдение параметров между осями. Расточные станки серии 2а614 – устройства универсального типа, открывающие доступ к следующим возможностям, как и изделия 2Л614:
- Обрабатывание канавок кольцевого устройства.
- Стачивание поверхности на торцах.
- Работы с выборкой, фрезерованием.
- Отверстия с разверткой.
- Зенкерование.
- Расточка отверстий. С этой функцией справляются и горизонтально расточные станки 2а622.
- Сверление.
Производитель может дополнительно установить резьбонарезное устройство, если есть необходимость. Даже на конструкцию 2Л614.
Обязательным дополнением становится зажимание инструментов механизированным способом. Для приспособления характерна высокая устойчивость к вибрационным воздействиям. Уровень производительности так высок, а управление такое удобное, что работа требует минимум усилий и вложений. Уровень точности также будет удивлять лишь приятно. Но этим могут похвастаться и горизонтально-расточные станки 2а622.
Стол с поворотом встраивается в любые конструкции. Он осуществляет движение вдоль, поперек шпиндельной части. Характерно наличие стоек впереди, не меняющих положение. Как и у модели 2Л614.
Работа также осуществляется за счет встроенной планшайбы, с радиальным суппортом. Шпиндель и планшайба не смогли бы двигаться без участия электромотора на переменном токе. Для этого используется скоростная коробка, с зубчатым устройством. Рукояточный механизм выбора передач тоже становится незаменимым помощником.
Мотор на постоянном токе отвечает за организацию подач. Широты спектра регулирования хватает, чтобы решение вопроса не вызвало дополнительных проблем. Величину подачи можно изменить в любой момент, не останавливая движение. Такую возможность обеспечивают и в моделях горизонтально-расточных станков 2м614.
2Л614 – о характеристиках оборудования
Этот станок также представляет группу с универсальными изделиями. Его применяют при обработке корпусных деталей, имеющих вес не больше 1000 килограмм. Характерны и другие особенности:
- Оснащение встроенным поворотным столом. Стандартные движения – с использованием продольного, поперечного направления. Их придерживаются и в изделии 2а622ф4.
- Стоит отметить наличие передней стойки, которая неподвижна.
- Среди главных агрегатов – электромотор на переменном токе, отвечающий за организацию вращательного движения, которое осуществляется при участии шпинделя, планшайбы.
- Управлять процессом легче при использовании механизма выбора передач с рукояткой. Как и в варианте 2а622ф4.
Станок-модификация 2л614 всегда дополняется не только планшайбой встроенной разновидности, но и суппортом, двигающимся радиально. Список выполняемых операций больше благодаря радиальному суппорту.
При обработке можно использовать так называемый выдвижной шпиндель. Тогда фрезерные работы позволяют не использовать суппорт радиального типа.
Станки принесут пользу предприятиям в сфере механики, инструментального производства. По точности есть соответствие категории, обозначаемой H. По-другому устроены изделия 2а622Ф4.
Видео: горизонтальный расточной станок с ЧПУ.
Skoda W200 – чем хороша данная модель?
Вариант актуален для владельцев проектов производства поштучно, мелкосерийно. В том числе – для деталей, корпусов серьезных габаритов. В зависимости от договоренности с заказчиками, производители могут поставлять два варианта: с контроллером УЦИ, либо при поддержке варианта ЧПУ. Немного по-другому устроены горизонтально-расточные станки 262Г.
Кроме того, любая модель оснащается:
- Угловыми головками.
- Шпиндельной установкой 200-миллиметрового диаметра, с выдвижным корпусом.
- Столом поворачивающегося типа, движение у которого – вдоль-поперек.
- Плитой, остающейся в одном положении.
- Стойкой, с поперечно-подвижным устройством. Которая есть и у 2а622Ф4.
Детали могут иметь максимальный 20-тонный вес при подобных обстоятельствах. Станок позволяет осуществлять нарезание резьбы, использовать фрезу на торце, обрабатывать торцы, и многие другие операции. Это современная конструкция, при производстве которой используются только комплектующие высокого качества.
Модель 2а622Ф4 не стала исключением. Ведь при выполнении подобных операций ошибки недопустимы. Одно из лучших предложений, доступное участникам Европейского рынка. Широко используется в экспорте, поставляется представителям зарубежных стран.
metmastanki.ru
Старичок 278 (вертикальный расточной станок) – Координатно-расточные станки
Доброго времени!
Четыре года назад взял 3Д722 и 278 попути.
Прошло время, приобретен в нашей барахолке “конячий” шпиндельный подшипник 697716размер 80×140/147×85 2 класса и шпиндель проходной заготовка с фрезера исо 50. На токарном конической линейкой выточил оправку исо 50. Корпус и шпиндель за одну установку.
Верхний родной дуплекс 50\90\44.5 встанет сверху бабки в свой корпус.
Месяц назад чуть не опустились руки после промеров станка, больше чем в десять раз превышен допуск перпендикулярности шпинделя плоскости стола. :fool:
Прошло еще время, собрали дополнительную поворотную стрелу на кран столбик площадь работы увеличилась
Нашёл косяк на нижнем столе загнутый сухарик тормоза.
Направляйки почистил пару забоин убрал.
Стол стал перпендикулярен вертикальным направляющим шпиндельной бабки(0.01 на 200), но непараллерен присоединительной базе шпинделя на 0.09 на 200.
При установке стоечки на стол и упирании в установочную базу шпинделя, продольным движением стола получаем 0.05 на 170, причем при прохождении рядом с резбами М16 в 5мм ещё 0.02. Походу время и “Усердная” затяжка шпинделя потянула резбы.
Ищу кашерный угольник и уровень чтобы еще раз все проверить, если только база шпинделя моросит отшлифую прям на месте 0.1 продольным ходом стола. Поперечка жаль 50 а не 200, но решаемо. :spiteful:
Есть несколько вопросов для уважаемого сообщества
1. обкатывал нижний шпиндельный подшипник при 450 об\мин в токарном(что максимум для 278) при жидкой смазке 20мин 30-40 гр при пластичной греется больше 40-50, но при установке часть тепла будет через бабку уходить. В корпус установлена пресмасленка но и родную олдс кул можно востановить. Шпиндель подолгу работать не будет.
Какая лутьше смазка? какой сорт производитель?
2. коробка вынимается в сторону стола без демонтажа колонны?
3. Для корпусни достаточно рабочей подачи бабки вниз или вверх тоже часто нужна? Если нет, то получится выкинуть сдвоенную шестерню ускоренной передачи из коробки концевик блокировку чтоб при рабочей ускоренная не включилась от отдельного электродвигателя на винт? неудобно остаётся только включение с права за столом?
www.chipmaker.ru
Токарно расточной станок
Расточной станок: модели, технические характеристики, назначение :
Расточной станок используются для обработки заготовок как в условиях единичного, так и серийного производства. Относится такое оборудование к классу универсального. Качественно обрабатывать изделия с его использованием можно в том числе и без переноса заготовок на какие-либо другие специализированные станки.
Основное назначение
Используются станки этого типа в первую очередь, конечно же, для расточки в заготовках отверстий разного диаметра. Но при необходимости их можно применять также для:
- обточки внешних поверхностей цилиндрических деталей;
- обработки торцов заготовок;
- зенкерования и развертывания отверстий;
- нарезания резьбы;
- фрезерования.

Виды расточных станков
Классифицироваться оборудование этого типа может по нескольким признакам. По сфере применения такие станки могут быть:
- универсальными токарно-расточными;
- специализированными.
Станки второй группы в свою очередь подразделяются на следующие разновидности:
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные.
В последнее время очень широкое распространение на предприятиях получили расточные станки с ЧПУ.

Какие рабочие инструменты используются
Операции на таком оборудовании, как расточной станок, таким образом, могут производится самые разные. При обработке деталей на этих агрегатах используются такие режущие инструменты, как:
- сверло;
- резец;
- фреза;
- зенкер;
- метчик и т. д.
При выборе такого оборудования любой разновидности в первую очередь обращают внимание на диаметр шпинделя.
Каким может быть координатно расточной станок
Оборудование этого типа предназначено, прежде всего, для максимально точной обработки заготовок. Коородинатно-расточные станки могут быть:
- одностоечными;
- двухстоечными.
В конструкцию таких станков входят:
- станина;
- стойка;
- стол с салазками;
- расточная головка.
Также в конструкцию такого оборудования включена траверса.

Особенности работы на коородинатно-расточном станке
При использовании оборудования этого типа обрабатываемую заготовку предварительно закрепляют на рабочем столе. Далее в шпинделе устанавливают нужный режущий инструмент. Затем работа выполняется в следующем порядке:
- в зависимости от того, какую высоту имеет обрабатываемая деталь, регулируют траверсу и расточную головку;
- устанавливают шпиндель на заданные координаты.
Последняя операция на таком оборудовании, как координатно-расточной станок, в зависимости от его вида, может выполняться по-разному. На одностоечной модели шпиндель устанавливается должным образом путем перемещения рабочего стола в двух перпендикулярных направлениях. На двухстоечном оборудовании:
- стол передвигают в продольном направлении;
- расточную головку перемещают в поперечном направлении по траверсе.
Модельный ряд координатно-расточных станков
Выпускают такое оборудование сегодня многие производители. Но чаще всего на предприятиях используются координатно-расточные станки:
- 2Е450. Эта одностоечная модель имеет размеры стола 630 х 1120 мм и оснащена оптической измерительной системой, дополненной экранным отсчетом. Также этот расточной станок имеет функцию автоматической остановки салазок. Еще одним повышающим удобство в работе дополнением в этой модели является устройство предварительного набора координат.
- 2Д450. Эта модель также имеет размеры стола 630 х 1120. Входящее в ее конструкцию оптическое устройство может отсчитывать как целую, так и дробную части координат.
Могут использоваться на предприятиях, конечно же, и другие координатные расточные станки. Модели 2А450, 2Л450АФ11-01, к примеру, также сегодня очень востребованы.

Горизонтально-расточные станки
Такое оборудование используется на предприятиях и в мастерских также достаточно часто. Основной его отличительной особенностью является то, что шпиндель в нем расположен горизонтально. Основным движением последнего является вращательно-поступательное относительно оси. При этом во время обточки может осуществляться как подача заготовки, так и передвижение самого рабочего инструмента.
Перемещение шпиндельной бабки на таком оборудовании, как горизонтально-расточной станок, является движением дополнительным.
Какие модели могут использоваться
На рынок сегодня может поставляться оборудование этого типа как обычное универсальное со шпинделем диаметром 110-130 мм, так и тяжелое. Станки последней разновидности обычно дополнительно оснащаются ползуном и подвижной колонной.
Моделей такого оборудования производителями выпускается также множество. К примеру, большой популярностью у потребителей пользуются агрегаты линеек ВФЦ и F.O.R.T.
Горизонтально расточной станок ВФЦ может быть предназначен для обработки заготовок весом до 10 тонн. Применяются такие станки в основном для растачивания деталей из чугуна и стали. Построены эти модели по модульному принципу и имеют поворотный стол.
Станки серии F.O.R.T также представлены на рынке в очень широком ассортименте. Конструкцию они могут иметь классическую с крестообразным столом либо с подвижной колонной. Размеры стола у горизонтально-расточных станков F.O.R.T варьируются от 1250 х 1400 мм до 4000 х 4000 мм. Диаметр шпинделя при этом у них может быть равен 100-260 мм.
Алмазно-расточные станки
Оборудование этой разновидности предназначено в основном для тонкой окончательной обработки заготовок. Инструменты в таких станках, как уже можно судить по их названию, используются либо алмазные, либо твердосплавные. Расточной станок этой разновидности может применяться для обработки заготовок как из стали и чугуна, так и из сплавов цветных металлов, эбонита, текстолита, резины и т. д. В ряде случаев алмазная расточка может заменить даже шлифование.
Резка на таком оборудовании производится со значительной скоростью и при этом небольшой глубиной снятия материала. По расположению шпинделя алмазно-расточные станки могут быть горизонтальными или вертикальными.

Модельный ряд
Этот вид оборудования на рынке представлен не так широко, как горизонтально- и коородинатно-расточные станки. Однако марок подобных агрегатов выпускается сегодня также довольно-таки много. Одной из самых популярных моделей такого оборудования является 2А78. Очень неплохие имеет этот расточной станок технические характеристики. Размеры стола у этой модели равны 500 х 1000. С использованием этого оборудования можно делать отверстия в заготовках диаметром 27-200 мм.
Токарно-расточные станки
Основной особенностью оборудования этой разновидности является очень высокая скорость вращения шпинделя. Токарно-расточной станок может использоваться для обработки как плоских деталей, так и цилиндрических.
При работе на таком оборудовании заготовка крепится на столе. При этом шпиндель совершает вращательно-поступательное движение.
Современной промышленностью выпускаются в том числе и токарно-расточные станки крупногабаритные. Диаметр обточки у такого оборудования может быть равен 4 м. При этом на станке допускается выполнять обработку деталей длиной до 32 м. Наиболее востребованной моделью токарно-расточного станка на данный момент является 2А656РФ11.
Оборудование с ЧПУ
ЧПУ могут дополняться как алмазно-, так и горизонтально-, токарно- или координатно-расточные станки. Современная электроника, конечно же, в разы повышает удобство пользования этим оборудованием. Работой станка с ЧПУ токарь управляет не вручную, а через компьютер. Это позволяет добиться высочайшей точности сверления или резки и максимальной производительности.

Использов
i-perf.ru
виды, технические характеристики и область применения
Для того чтобы просверлить отверстия в детали с точным размещением осей, необязательно требуется сверлильный станок. Выполнить сверление, а также некоторые фрезерные работы можно при помощи одного только расточного станка.
Что это за станок и для чего он нужен?

Расточные станки относятся к группе сверлильных металлорежущих станков и предназначаются для обработки крупных корпусных деталей, которые нельзя обрабатывать иным способом. Помимо сверления и фрезерования торцевых поверхностей, о которых говорилось ранее, на этих аппаратах можно выполнять:
- растачивание;
- зенкерование;
- центрирование отверстий;
- нарезание резьбы;
- обтачивание и подрезание торцов.
Кроме того, расточной станок может пригодиться для точного измерения и разметки линейных размеров заготовки. Например, можно быстро отмерить межцентровые расстояния осей нескольких отверстий, не прибегая к использованию специальных приборов и приспособлений.
Виды расточных станков

Всего есть два основных вида станков:
- Горизонтально-расточной станок, который используется для черновой и чистовой обработки заготовок больших размеров. Он имеет горизонтальное расположение шпинделя. Главным его движением является поступательно-вращательное движение шпинделя относительно своей оси. Вспомогательные движения: вертикальное перемещение бабки шпинделя, перемещение стола по двум координатам, перемещения задней стойки и люнета. Как и на любом другом, на горизонтальном станке есть возможность настройки необходимого значения скорости и подачи.
- Координатно-расточной станок, который используют в тех случаях, когда нужно достичь максимальной точности выполнения отверстия или группы отверстий. Для успешного сверления координатные станки оснащены всеми необходимыми приспособлениями. Например, каждый такой аппарат имеет поворотный стол для обработки отверстий в полярной системе координат или при наклоне.
Популярными моделями станков являются: 2А78, 2А450, 2435П, 2620 и 2622А. Кроме того, некоторые модели дополнительно оснащены стойками с численным программным управлением (ЧПУ) и устройствами цифровой индикации (УЦИ), которые упрощают и ускоряют работу.
Цифровое и буквенное обозначение
Согласно стандартной классификации расточной станок относится к сверлильной группе, что обозначается первой цифрой «2» в названии модели. Цифры «4» и «7» говорят о том, что аппарат относится к координатно-расточным и горизонтально-расточным металлорежущим станкам соответственно.
Буквы, находящиеся между цифрами, обозначают модернизацию относительно базовой модели. Например, базовая модель станка 2А450 – это 2450.
Буквы, находящиеся после цифр, говорят о точности. Например, 2622А – расточной станок особо высокой точности, а 2435П – повышенной.
Две цифры в конце названия обозначают максимальный диаметр обработки.
Технические характеристики

Чтобы выбрать расточной станок для обработки конкретного типа деталей, необходимо обратить внимание на основные технические характеристики. К таковым относятся:
- Наибольший диаметр растачиваемого отверстия и обтачиваемого торца. Например, у горизонтально-расточного станка модели 2620 – это 320 и 530 мм. Соответственно, невозможно обработать отверстие или торец больше этих размеров.
- Размеры рабочей поверхности стола, которые следует выбирать в зависимости от габаритов заготовки.
- Мощность двигателя. Эта характеристика влияет на дальнейший выбор мощности, скорости и подачи для обработки детали.
- Максимальный вес обрабатываемой детали. Например, у координатно-расточного станка модели 2Е440А предел по весу – 320 кг.
- Размеры станка. В производственных условиях на эту характеристику никто не обратил бы внимания. Но если выбирать станок для работы в домашних условиях, тогда нужно учесть максимальную длину, ширину и высоту, так как слишком большой аппарат не поместится, например, в гаражное помещение.
fb.ru