Как научиться варить электросваркой самостоятельно
Сварные работы используются повсеместно. Сборка строительных конструкций, изготовление прочных каркасов или иных сооружений из металла, быстрее, проще и надежнее всего получается при помощи электросварки. Отсутствие профессионально-технического обучения не является помехой желающим научиться варить электросваркой и получить необходимые навыки. Понадобится соответствующее оборудование, правильно подготовленное рабочее место, некоторые теоретические знания и возможность для практических занятий.
Разновидности технологий электросварки
Процесс сварки происходит при воздействии на соединяемые металлы электродугового разряда, при котором температура достигает высоких значений. Участок металла, подвергающийся воздействию сварочной дуги, расплавляется, соединяемые металлы на участке воздействия становятся жидкими, перемешиваются и образуют сварной шов. Существуют разные методики выполнения сварочных работ:
- Ручная дуговая сварка (MMA).
- Электросварка под инертным газом (TIG).
- Полуавтоматическая электросварка под инертным газом (MIG-MAG).
- Точечная сварка (SPOT).
Из всех способов чаще всего используется ручной, позволяющий обойтись минимальным набором оборудования, но требующий умения и специфического чувства стержня электрода, позволяющего практически на ощупь удерживать равномерную дугу.
Особенности ручной технологии дуговой сварки
Наиболее доступный вариант, но требующий наличия опыта. Пока человек научится правильно варить сваркой, ему придется извести не одну пачку электродов, практикуясь на каких-нибудь ненужных металлических деталях. Сложность состоит в том, что сварщику приходится удерживать электрод в руках, руководствуясь только собственными ощущениями и навыками.
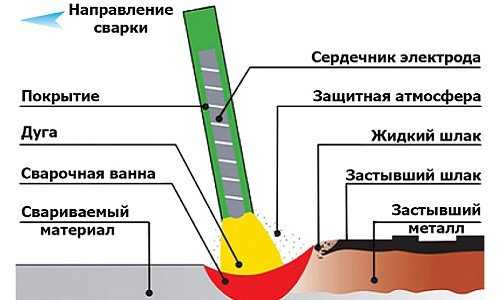
Схема ручной дуговой сварки металлическим электродом
Технология электросварки под инертным газом
Дуга создается вольфрамовым неплавким электродом, а расплав создается специальным присадочным прутком. Во время процедуры на участок образования дуги подается инертный газ (аргон), обеспечивающий стабильный режим сварки и чистоту шва. Варить электросваркой с инертным газом можно цветные металлы или легированные стали.
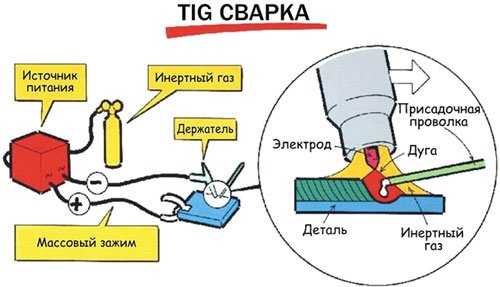
Технология TIG сварки
Полуавтоматическая электросварка под инертным газом
Обеспечивает высокое качество шва, но требует использования сложного оборудования, недоступного для самостоятельного освоения. Технология подобна вышеописанной, но производится механическим способом, позволяющим получать качественное и стабильное соединение.

Технология точечной сварки
Используется для соединения плоских листовых массивов, отдельных деталей небольшой толщины. Обеспечивает качество соединения, исключает возможность сквозного прожигания или перелома шва от перегрева материала. Использование этой технологии сварки позволяет ускорить процесс сборки кожухов или корпусов из листового металла, получить высокое качество шва.
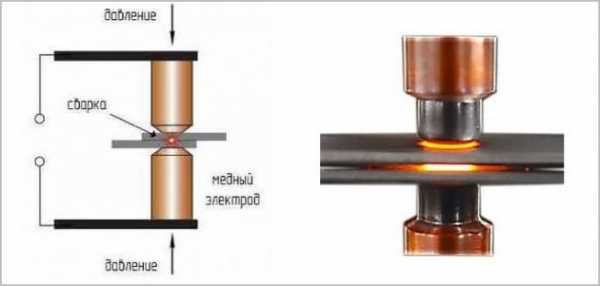
Технология точечной сварки
Как научится варить сваркой
Обучаться варить электросваркой следует на толстом куске металла в соответствующих условиях и на качественном оборудовании. Прежде всего, надо приобрести сварочный аппарат. Обычно используются:
- Трансформаторы. Доступные устройства, но отличаются низким качеством дуги и сильно «просаживают» напряжение в сети.
- Выпрямители. Обеспечивают постоянный ток, который требуют многие современные технологии сварки. Качество дуги выше, чем у трансформаторов, но нагрузка на электросети остается высокой.
- Инверторы. Производят многоступенчатое преобразование входящего напряжения в необходимый для работы постоянный ток.
Из всех видов сварочных аппаратов наиболее удачным и не разрушающим электропроводку являются инверторы. Они обеспечивают высокое качество шва, в сравнении с трансформаторами или выпрямителями не создают нагрузку на сеть. Обучение варить электросваркой лучше всего проходить на инверторах.
Важный момент — выбор сварочного электрода, представляющего собой стальной пруток, покрытый слоем обмазки. Она необходима для создания газо-шлакового защитного слоя, стабилизирующего процесс. Для новичка наиболее удобен 3-мм электрод, дающий возможность обеспечить ровное соединение. Более толстые электроды требуют соответствующего оборудования. Для обучения необходимо припасти как минимум пачку электродов, одним-двумя тут не обойтись.

Устройство инверторного сварочного аппарата
Подготовка рабочего места
Рабочее место сварщика должно быть оборудовано в соответствии с правилами безопасности. Работы производятся в сухом, хорошо проветриваемом месте, не имеющем поблизости легковоспламеняющихся или взрывоопасных веществ. Оптимальный вариант — создание кабины с открытым верхом для возможности отвода сварочных газов. Стенки кабины должны состоять из негорючих материалов. Площадь кабины должна быть не менее 4,5 м

Рабочее место сварщика
Обучение проводят на открытых площадках, в более простых условиях, так как задача состоит в овладении навыками, а не в обеспечении высокой производительности работ. При этом все требования безопасности должны быть соблюдены неукоснительно:
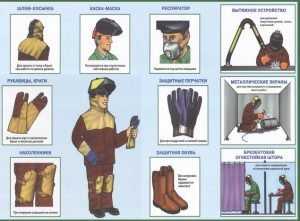
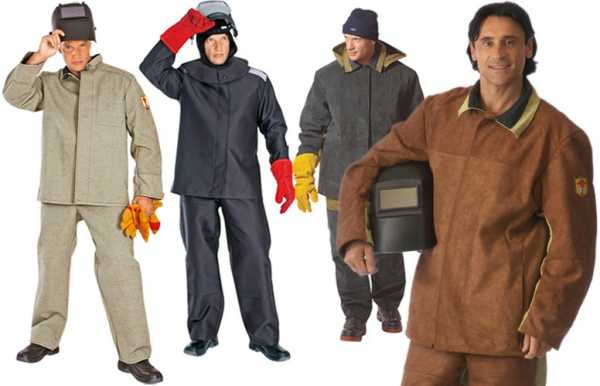
Средства защиты сварщика
- одежда сварщика должны быть изготовлена из толстой плотной ткани. Существуют готовые костюмы из брезента, оптимальным образом подходящие для таких работ;
- запрещены накладные карманы;
- обувь должна быть прочной и закрытой, защищающей от попадания брызг, сопутствующих плавлению металла;
- обязательно иметь маску сварщика и специальные краги — защитные перчатки с высокими манжетами.
Для удобства работы необходимо разложить в зоне свободного доступа электроды, провода не должны мешаться под ногами при передвижении.
Технология выполнения сварочных работ

Способы выполнения швов различной длины
Для того чтобы качественно варить электросваркой, надо иметь представление о технологии, общих принципах работ. Соединяемые детали укладываются на стол или опорную площадку, к ним подключается «масса» — отрицательный контакт от сварочного аппарата при прямой полярности и положительный — при обратной полярности подключения.
Электрод зажимается в держаке, после чего легким постукиванием или чирканьем поджигается дуга. Под действием высокой температуры пруток электрода расплавляется, заполняя стык или зазор между соединяемыми деталями.
Основная задача — правильное удержание дуги, обеспечение одинакового зазора по всей длине соединения. Это позволяет образовать стабильный, ровный шов, состоящий из металла без прерываний или выключений шлака. Описание технологии сварки — малоэффективное занятие, поскольку большинство навыков приобретаются именно при личном производстве работ. Нужна практика, дающая опыт и полное понимание смысла действий.
Инструкция выполнения сварочных работ
Чтобы правильно варить сваркой, нужно придерживаться следующей технологии:
Правила техники безопасности при сварочных работах
- Поверхность, подлежащая соединению, тщательно зачищается. Удаляется ржавчина, масляные или иные потеки.
- Присоединяется контакт «массы».
- В держак вставляется электрод, необходимо обеспечить контакт со свободным участком прутка.
- Электрод приближается к началу будущего шва, затем маска сварщика опускается на лицо, чтобы исключить ожог сетчатки глаз ультрафиолетовыми лучами.
- Поджигается дуга. Для этого концом электрода постукивают или чиркают по месту соединения, отчего образуются искры. Место шва освещается и становится видным в стекло маски.
- Шов выполняется равномерным движением электрода. Существует множество вариантов движения, от прямого до вращательного или зигзагообразного. Каждый сварщик имеет собственный «почерк».
После окончания процесса молотком аккуратно оббивают шов, снимая возникшие напряжения, и удаляя налипший шлак. Не следует сразу браться за деталь голыми руками, необходимо дать ей время остыть.
Видео по теме: Как научиться варить электросваркой
specnavigator.ru
Как научиться варить электродуговой сваркой
| Внимание
покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +74956460012
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте каталог
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+74956460012
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте

Чтоб начать варить электродуговой сваркой надо всего-лишь взять в руки держатель, вставить в него электрод и приступить к сварке каких-либо изделий. Чтоб научиться хорошо варить электродуговой сваркой, необходимо приобрести знания и навык в этой области. Важно понимать, что происходит в тот самый момент, когда электрод касается стыка свариваемых деталей.
Принципы сварочного процесса
Работа сварочного аппарата проста – обеспечить большой регулируемый ток идущий к электроду. Есть аппараты которые выдают переменный, либо постоянный ток. Есть универсальные трансформаторы, которые обеспечивают оба вида тока.
При работе на постоянном токе, дуга от электрода задается более равномерно и стабильно. Шов при этом получается намного качественней. Но здесь имеются свои тонкости: положительный заряд (DC+) можно подать на электрод и тогда поток электронов направится от металла к электроду. Следовательно, электрическая дуга будет нагревать электрод. Если подать на электрод отрицательный заряд (DC-), тогда поток электронов направится от электрода к металлу и будет нагревать металл.
При работе на переменном токе, поток электронов меняет свое направление, а значит нагревается и металл, и электрод в равной степени.
Техника безопасности при сварке

Перед тем как начать любые сварочные работы, необходимо учесть, что излучение сварочной дуги настолько мощное, что может нанести серьезный ущерб зрению, поэтому во время работ необходимо пользоваться сварочной маской, которая оборудована затемнённым стеклом. Стекла бывают разной тонировки, в зависимости от силы сварочного тока, нужно использовать различные светофильтры.
Также заранее придётся позаботиться о защите рук и других частей тела. Для этого сварщики надевают рукавицы и куртки, либо халаты из трудно сгораемого материала.
Эта интересная и вдохновляющая работа чередуется с рисками. Сырая влажная погода, мокрые ботинки или одежда, все это вызывает опасность поражения электрическим током. Обильное выделение газов приносит вред органам дыхания. Позаботьтесь о ваших помощниках, перед тем как зажечь электрод предупредите их чтоб они закрыли глаза.
Приступая к сварке
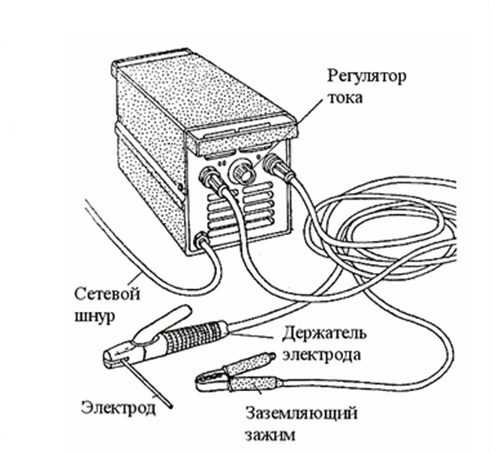
На выходе сварочного трансформатора имеются два изолированных медных провода, один подсоединяется на массу, предположим металлический стол, на котором будут производиться работы, другой оснащен держателем, куда крепится электрод. На сварочном аппарате имеется регулятор силы тока на дуге.
Сила сварочного тока может изменятся от 20 до 380А, а в некоторых трансформаторах до 500 А. От силы сварочного тока зависит температура дуги и скорость отрыва капель жидкого металла от электродного стержня. При сварке тонких листов большим током листы можно прожечь. И наоборот если ток будет слишком малым, то электрод будет прилипать к металлу. Со временем у вас получится подбирать силу тока в зависимости от состава и толщины металла. А пока можете воспользоваться таблицей:
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
| нижнее | вертикальное | потолочное | |
| 3 | 70-100 | 70-80 | 70-80 |
| 4 | 120-150 | 100-120 | 100 |
| 5 | 150-180 | 130-150 | — |
Пространственное положение электрода тоже много значит. Если его чрезмерно наклонить, то брызги расплавленного металла будут разлетаться не в заданном направлении и излишне попортят лицевую поверхность изделия, а шов будет укладываться, образуя высокие гребешки. Если держать электрод строго вертикально, то в кратере ванны образуются беспорядочные завихрения, что также не дает спокойно осесть металлу, шов получается слишком утопленным.
Наиболее оптимальное положение электрода к свариваемой поверхности под углом 65° — 75°.
Сварочные электроды
Электроды являются расходным материалом и предназначены для подвода тока к свариваемому образцу. Сварочный электрод представляет собой металлический пруток, изготовленный (как правило) из углеродистой проволоки, поверх которого наносится слой защитного покрытия.
Неплавящиеся электроды изготавливают из тугоплавкого материала, например, из вольфрама.
При сгорании защитное покрытие выделяет газ и вытесняет кислород из сварочной ванны. Это нужно для того, чтоб кислород не входил в химическое соединение с жидким металлом и не окислял его. Шлак, который образуется на сварочном шве, затем аккуратно отбивается молоточком. Делать это надо только в защитных очках!
Электроды, которыми вы собираетесь работать должны храниться в сухом теплом месте. Механическое повреждение защитной обмазки не допускается. Отсыревшими электродами качественного соединения не получиться.
Виды сварных соединений
Соединения свариваемых частей бывают разные: стыковые, внахлёст, угловые, тавровые и регламентируются ГОСТ 5264-80. По пространственному положению в соответствии с EN 287/EN ISO 6947 они бывают: горизонтальные, вертикальные и потолочные. Последние соединения считаются повышенной сложности, для их производства требуется достаточный опыт и сноровка.
Если необходимо сварить два листа разной толщины внахлест, то электрод направляется в большей степени на толстый лист, так чтоб равномерно, по мере возможности, прогревать разные листы.
Мастерство сварщика в том и заключается, чтоб соблюдать технологию производства качественных сварочных соединений. Контролировать дуговой промежуток, то есть расстояние при котором дуга имеет свои лучшие характеристики, дорогого стоит.
Внимательно наблюдайте за процессом образования ванны в металле, и вы научитесь поддерживать ее одинаковые размеры и температуру.
Подготовительные работы перед сваркой

Для изготовления качественного соединения свариваемых образцов, их необходимо закрепить друг относительно друга. Для этого используют тиски или струбцины. Далее в нескольких местах нужно закрепить образцы на прихватки, чтоб предотвратить относительное перемещение деталей во время нагревания. Если вам придется варить покрашенные или ржавые изделия, то их лучше предварительно зачистить до живого металла. Болгарка или напильник вполне подойдут для этих целей.
Внутренние напряжения при сварке
Опытным сварщикам свойственно учитывать напряжения и деформации в сварочном шве, поэтому они предпочитают работать быстро, чтоб не давать металлу сильно нагреться. Важно понимать, что область нагретого металла сильно расширяется. Это локальное расширение и на его границах возникают излишние напряжения, отчего металл ведёт и коробит. Напряжение сварочного шва разгибает и деформирует изделие. Поэтому его рекомендуется предварительно прихватить в нескольких местах.
Иногда приходится варить с отрывом дуги, это делается для того, чтоб дать соединению остыть и не прожечь его. Такой же метод применяют, когда варят вертикальные швы, то есть не дают металлу потечь.
Полезные советы начинающему сварщику
- После замены электрода, начинать процесс надо не с того места где закончили, а с небольшим наложением валика на предшествующий шов, чтоб не допустить образование пузырей и пустот в сварочном шве. Если после попытки зажечь электрод он прилип, то качнув его в сторону, можно отломать соединение и продолжить работу дальше.
- Для вертикальных швов лучше использовать метод снизу вверх, так как наполненность шва будет лучше, для тонколистовых соединений допускается метод сверху вниз, шов получится вогнутый. Важно контролировать сварочную ванну и не дать жидкому металлу капнуть или потечь.
- Подбор диаметра электрода, силы сварочного тока, умелость руки, наклон электрода, все это позволяет делать качественные классные соединения.
- Тренируйтесь держать длину дуги и ориентировать в нужном направлении сварочные электроды. Не одну пачку электродов придется испортить пока почувствуете уверенность в себе.
Сделайте первые шаги в этом нелегком, но интересном ремесле, и кто знает, как раскроются ваши способности через некоторое время!
themechanic.ru
Как варить дуговой сваркой. Особенности выполнения работы.
 В настоящее время существуют различные виды сварки. Одним из наиболее популярных и часто используемых способов является дуговая сварка. Используя такой метод можно создать практически любой сварочный шов, поэтому технология ручной дуговой сварки очень востребована, особенно у начинающих сварщиков и часто применяется в домашних условиях.
В настоящее время существуют различные виды сварки. Одним из наиболее популярных и часто используемых способов является дуговая сварка. Используя такой метод можно создать практически любой сварочный шов, поэтому технология ручной дуговой сварки очень востребована, особенно у начинающих сварщиков и часто применяется в домашних условиях.
Содержание статьи
Основы дуговой сварки
Очень часто соединения создаются посредством ручной электродуговой сварки методом прямого действия. За счет того, что электроды непрерывно подаются в участок, где горит дуга, получается устойчивый сварочный процесс. Если дуга будет слишком длинной, то электродный металл начнет окисляться быстрее, глубина провара станет меньше и материал начнет разбрызгиваться и в итоге швы получатся с частичками оксидов.
Принцип функционирования аппарата дуговой сварки
Техника дуговой сварки имеет неоспоримое достоинство, которое заключается в том, что температура используемой дуги может достичь до 5000°С и более. Благодаря таким характеристикам, подобным методом можно сварить любые материалы, поскольку такая дуга может расплавить даже максимально прочный металл. Участок, где действует самый высокий температурный режим образуется в дуговом разряде.
Для того, чтобы знать как варить детали при помощи электрической дуги, надо понимать как она зажигается и начинает функционировать. Зажечь дугу можно от короткого замыкания сварочной электрической цепи, когда сварщик электродным концом будет касаться заготовленной детали и сразу же отводить его на пару миллиметров. В этот момент начинает зажигаться электрическая дуга. Для того, чтобы она хорошо горела надо медленными поступательными движениями направлять конец электрода по своей оси в процессе того, как он расплавляется.
Осуществляя дуговую сварку покрытыми электродами, в процессе работы расплавляется не только их покрытие, но и стержневое основание. Когда покрытие плавится, образуются газы со шлаком. Появившийся шлак смешивается с расплавившимся металлом сварочной ванны и создает своеобразный покров, который всплывает на поверхность. Благодаря такому покрытию металл защищается от возможных реакций с азотом, кислородом и другими частицами атмосферного воздуха. Кроме этого, благодаря шлаку, расплавленные металлы еще и подвергаются очистке.
Разные электродные покрытия позволяют не только обезопасить шов от воздействия окружающей среды посредством газов и шлака, но обеспечивают качественные эффективные металлургические процессы, возникающие в расплаве ванны с используемыми металлами. Покрытые электроды позволяют сварить черные и цветные металлы, при этом толщина изделий, подвергающихся к сварке может быть абсолютно любой. Такие электроды хорошо подходят как для применения в аргонно-дуговой сварке, так и в наплавке металлов. Главное преимущество аппарата дуговой сварки заключается в том, что он очень прост в использовании и в тоже время характеризуется универсальностью. Минус в том, что техника дуговой сварки осуществляется вручную и показатели производительности работы не очень высокие.

Выполняя работу надо знать, как правильно варить ручной дуговой сваркой.
Основой для сварного соединения может выступать поковка, литье и прокат. Последний пользуется наибольшей популярностью. Зная, как варить металлы, используя электрическую дугу, важно правильно подготовить изделия. Если вы используете прокат, то изначально его нужно обработать. Для этого производится правка (собственноручно или же с применением станков), далее материал зачищается и вырезаются заготовки. Обратите внимание на полученные отрезки, если они искривлены, то их нужно исправить и подготовить свариваемые кромки.
В соответствии с ГОСТом, предусмотрены основные способы, которыми можно можно получить швы посредством дуговой сварки, размеры которых будут зависеть от толщины материалов, подвергаемых сварке.
Когда детали готовы, их нужно собрать, главное чтобы были соблюдены нужные зазоры и совмещения кромок. Далее нужно определить точность сборки, в этом вам помогут измерительные щупы, линейки и шаблоны. На следующем этапе надо зафиксировать заготовленные детали посредством скоб или прихваток короткими швами. Важно, чтобы сечения выполненных прихваток не были больше, чем 1/3 часть основного шва, а их поверхность надо очистить от шлака и грязи.
От того, какой режим дуговой сварки вы будете использовать, будут зависеть размер и форма соединения. Если увеличить напряжение на дуге, то глубина провара будет меньше, а ширина шва наоборот больше. Чем больше будет сила сварочного тока, тем большей будет глубина провара
Разновидности аппаратов
В настоящее время присутствует большое обилие различных материалов, каждый из которых имеет свои характерные особенности и трудности, возникающие при сварке. Поэтому, дуговая сварка своими руками должна выполняться качественным сварочным аппаратом. Сегодня выделяется три основные разновидности аппаратов, позволяющих выполнить сварочные работы. Классифицируются они в зависимости от типа источника, постоянного или переменного тока на три основные вида:
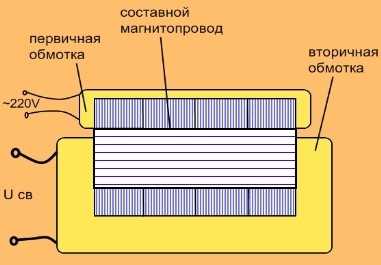
Сварочный трансформатор

Такое устройство максимально просто в управлении и подходит начинающим сварщикам. Принцип его функционирования заключается в понижении напряжения сети до оптимального, которое подходит для работы сварочного аппарата. За это отвечает базисная деталь данного устройства – трансформатор. Такой аппарат предназначен для получения исключительно переменного тока. В процессе эксплуатации трансформатора, необходимо осуществлять регулировку силы выделяемого тока. Для этого в комплекте устройства предусмотрены первичная и вторичная обмотки. Двигая их – вы будете изменять силу подачи тока.
Постоянно задаетесь вопросом: как научиться варит дуговой сваркой?
Совет! Сварочный трансформатор подходит новичкам, чтобы начать обучение сварке.
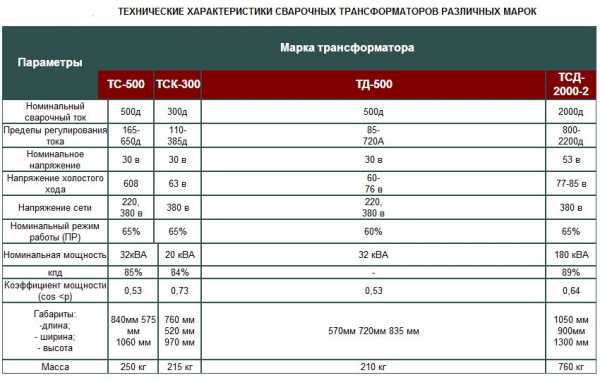
Используя такое устройство, можно получить надежные и качественные соединения, главное, чтобы верно были подобраны электроды для переменного тока. КПД описываемого аппарата – очень высокий и достигает 90% и выше. В таблице ниже представлены технические параметры сварочных аппаратов, выпускаемых разными производителями.
Сварочный выпрямитель
Главное предназначение подобного устройства состоит в выпрямлении напряжения, преобразовании и создании постоянного тока, применяя при этом переменный. В конструкцию выпрямителя входят следующие элементы: один трансформатор понижения тока, диодный блок, системы, позволяющие регулировать защиту и пуск. Сравнивая устройство сварочного выпрямителя и трансформатора, очевидно, что конструкция первого намного сложнее. И в этом заключается их главное преимущество, т.к. такие приборы, как сварочные выпрямители, более стабильны и качественны в работе, поскольку и ток, и дуга, и получаемый в итоге сварочный шов характеризуются более высоким качеством.
На примере выпрямителя ВД-301 рассмотрим характеристики аппарата.
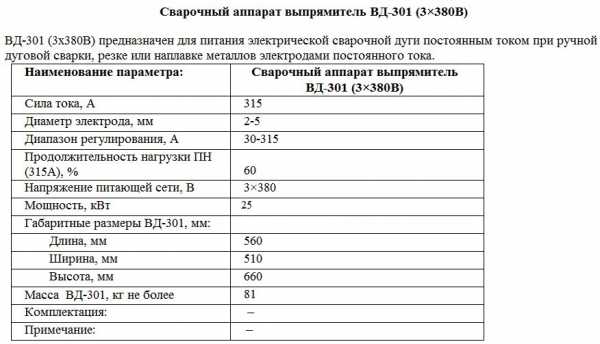
Как уже отмечалось, выпрямители позволяют создать более прочное и надежное соединение. Несмотря на большое количество плюсов у такого аппарата, выделяется и ряд недостатков: прибор очень громоздкий и из-за этого для его работы требуется очень большое напряжение, а это негативно сказывается на состоянии напряжения в сети.
Сварочные аппараты-инверторы
Подобное оборудование является своего рода новинкой, т.к. появилось относительно недавно. Инвертор характеризуется высокой мощностью и функционирует под частотой более 500 Гц.

В данном случае для передачи энергии нет необходимости в крупногабаритном трансформаторе. С этой задачей прекрасно справится и маленький, обеспечивающий протекание постоянного тока на протяжении всего времени, инвертор. Его масса – 7-8 кг. Благодаря такому небольшому весу, прибор очень удобен в эксплуатации. В конструкции инвертора предусмотрен сетевой фильтр, два выпрямителя, преобразователь переменного напряжения, схема управления. Работа сварочного инвертора характеризуется максимальной стабильностью.
Ручная дуговая сварка для начинающих – процесс непростой. Однако выбрав подходящий аппарат, вы значительно упростите себе работу. Самое главное на что следует обращать внимание при покупке агрегата для сварки – это диапазон допустимого изменения сварочного тока. Этот параметр говорит об активной мощности аппарата. Важно уделять внимание и такому моменту, как способность зажигать дугу в короткие сроки, поскольку от этого показателя будет зависеть продуктивность работы. Обычно эти данные указаны в технических характеристиках прибора.
Совет! Если указаны параметры 60-80 В и выше, значит дуга будет зажигаться очень быстро.
Техника безопасности
Как уже было отмечено, техника дуговой сварки требует от выполняющего работу максимальной сосредоточенности и определенных знаний. Не стоит забывать и о правилах безопасности. Обязательно используйте защитный щиток и надевайте перчатки и защитный костюм. Так вы будете застрахованы от возможного получения ожогов, поскольку в процессе работы может случиться всякое, особенно, если работает новичок. Например, расплавленный метал может попасть вам на часть тела, поэтому следует быть предельно осторожным. Также перед началом работы, обязательно проверьте исправность оборудования.
 Если вы не имеете никакого опыта работы в данной сфере, то возьмите уроки у профессионалов, которые знают толк в выполнении сварочных швов.
Если вы не имеете никакого опыта работы в данной сфере, то возьмите уроки у профессионалов, которые знают толк в выполнении сварочных швов.
Подводя итог отметим, что дуговая сварка – процесс непростой и чтобы понять как варить, надо детально ознакомиться со всеми особенностями технологии и подобрать подходящий сварочный аппарат. Если вы не уверены в своих силах и не имеете достаточного опыта, то лучше обратиться к специалистам. Только выполняя все правила и рекомендации по тому, как правильно варить дуговой сваркой, можно получить качественный, прочный и надежный шов.
https://youtu.be/NnaJTrs2qQA
[Всего голосов: 0 Средний: 0/5]svarkaed.ru