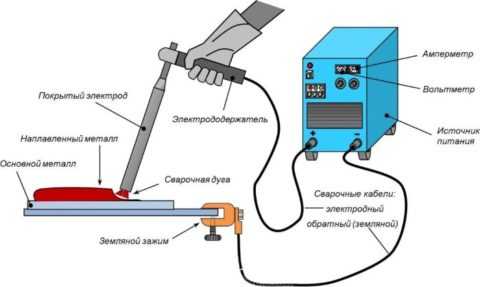
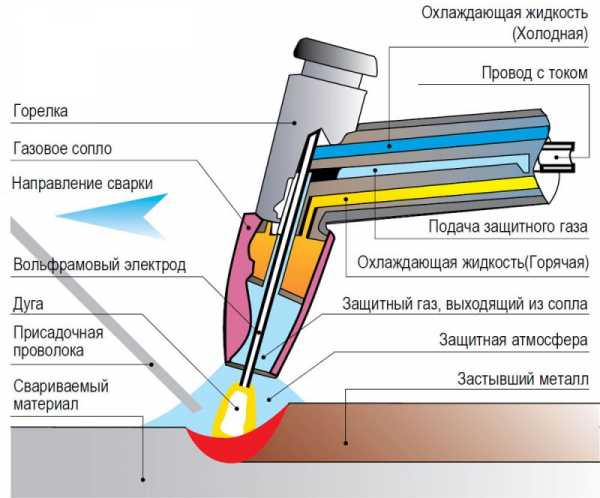
советы и пояснения для начинающих
Хозяева частных домов, владельцы дач, гаражей многие виды работ выполняют самостоятельно, не приглашая помощников. Исключение составляет сварка металлов, традиционно считающаяся очень сложным занятием. Однако тем, кто серьезно интересуется вопросом, как научиться сваривать металл, вполне под силу освоить электросварку. После небольшой тренировки можно создавать из металла своими руками несложные конструкции, ремонтировать ворота, трубопроводы, емкости, делать ограждения, беседки, мангалы.
Трансформатор или инвертор
 Лучший способ соединения металлических материалов – сплавление при высоких температурах. Металлы в жидком агрегатном состоянии образуют единое целое. Такую прочность не может обеспечить никакой механический стык. Создать в строго определенной зоне температуру, при которой металл расплавится, можно электрической дугой.
Лучший способ соединения металлических материалов – сплавление при высоких температурах. Металлы в жидком агрегатном состоянии образуют единое целое. Такую прочность не может обеспечить никакой механический стык. Создать в строго определенной зоне температуру, при которой металл расплавится, можно электрической дугой.
Дуга неслучайно называется электрической. Она образуется под действием тока, состоит из потока электронов, отдающих по пути движения энергию металлу. Так и происходит электросварка.
Если используют переменный ток, то электросварку делают с участием трансформатора. Стоимость трансформатора небольшая, по сравнению с более современным оборудованием, но сваривать с ним сложно. Он шумит, дает нестабильную температуру в рабочей зоне, потребляет большое количество электричества. К тому же, о сварке сразу станет известно соседям, которые не преминут озвучить недовольство. Трансформатор может вызывать перепады напряжения в сети, перегружает ее.


Гораздо удобнее пользоваться инверторной сваркой. Инвертор значительно экономичнее. Вам не придется платить по счетам огромные суммы. Агрегат имеет небольшие размеры, образует дугу хорошего качества, может работать от автономных источников энергии. Для начинающих сварщиков инвертор — идеальный аппарат.
Процессы при сварке
 Электрическую дугу образуют электрод и металлическая поверхность, подвергающаяся обработке. Учитывая советы мастеров, сначала нужно взять для электросварки металлические электроды. Графитовые и угольные предназначены для особых работ, которые домашним мастерам выполнять приходится редко.
Электрическую дугу образуют электрод и металлическая поверхность, подвергающаяся обработке. Учитывая советы мастеров, сначала нужно взять для электросварки металлические электроды. Графитовые и угольные предназначены для особых работ, которые домашним мастерам выполнять приходится редко.
При электросварке параллельно происходит несколько процессов, которые желательно знать начинающим:
- главным является соединение жидкого, доведенного почти до кипения, металла деталей. В результате образуется сварочный шов;
- правильно перемещая электрод, формируется хороший шов;
- плавится не только металл, но и материал электрода. Расплавы стекают в рабочую зону, которая называется сварной ванной;
- сгорает защитный слой поверхности электрода. Продукты горения защитного слоя электрода выделяется в виде газов;
- образующиеся газы обволакивают рабочую зону, перекрывают доступ кислорода воздуха, препятствуя окислению металлической детали;
- из продуктов окисления образуется расплавленная масса шлака. Часто шлак покрывает всю рабочую зону (сварную ванну). В результате ухудшается видимость места плавки.
При правильной электросварке поток газов выдувает шлак из точки сварки на шов. По окончании сплавления застывший шлак аккуратно сбивают молотком.
Для того чтобы правильно варить металл, нужно научиться подбирать подходящие значения тока, угол наклона электрода и отработать технику его перемещения в рабочей зоне.
Работа с электродами
 Имея представление о сути процесса электросварки, можно начинать работу со сварочным аппаратом. Нужно очень серьезно отнестись к соблюдению всех мер безопасности. Рабочее место следует освободить от лишних предметов, мусора.
Имея представление о сути процесса электросварки, можно начинать работу со сварочным аппаратом. Нужно очень серьезно отнестись к соблюдению всех мер безопасности. Рабочее место следует освободить от лишних предметов, мусора.
Работать придется с высокими температурами и электрооборудованием. Обязательно нужно надеть специальные защитные перчатки, маску, плотную одежду и обувь. Поверхности металла, который предстоит сваривать, надо очистить.
Для электросварки понадобится электрод. На покупке первого экземпляра не стоит экономить. Начинающим сварщикам желательно взять универсальный электрод с диаметром 3,2 мм. Его нужно вставить в фиксатор сварочного кабеля. Как вставить – разобраться можно легко.
В винтовой фиксатор электрод нужно ввинтить, в пружинный держатель – вставить в нишу, которая появляется после нажатия клавиши.
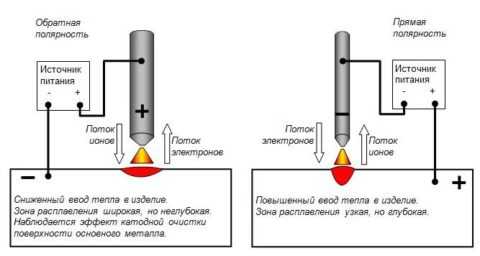
Проверьте правильность подключения кабелей. Для того чтобы сварить железо (для начала это лучший вариант), к детали подсоединяют кабель из выхода инвертора со знаком «+». К электроду подсоединяют кабель от выхода со знаком «‒». Такое подключение называют прямым. Обратным образом выполняют подключение кабелей при сварке разных сплавов, например, нержавеющей стали. Это вам понадобится в будущем.
Зажигание дуги
Затем нужно включить инвертор. Эта самая простая процедура при электросварке выполняется включением тумблера. Значение тока следует выставить регулятором, который легко увидеть на лицевой панели агрегата. Для выбранного электрода подойдет сила тока, равная 100 А. Опустите маску и приступайте.

Прежде всего, нужно отработать навык зажигания дуги. С новым электродом это делается простым резким проведением им по детали. Вспомните, как вы зажигаете спички. Если электрод уже был в употреблении, то нужно им постучать по поверхности металла. Бывает так, что электрод в руках у новичков прилипает к металлу. Это легко исправляется резким наклоном электрода в сторону. В случае, если оторвать не получилось, нужно выключить инвертор. Тогда места слипания исчезнут сами.
Разожженный электрод образует сварочную дугу. Для ее поддержания, нужно научиться выдерживать расстояние до металла в 3-5 мм. При приближении может случиться замыкание, сопровождающееся прилипанием. При отдалении исчезнет дуга.
Сварка
После получения стабильной дуги начинается процесс сваривания. Для этого электрод перемещают, слегка покачивая им из стороны в сторону. В след за таким движением переползает сварная ванна (рабочая зона). Так формируется сварочный шов. В будущем можно освоить другие траектории выполнения шва.
Иногда при увлеченной работе новичка электрод удаляется на недопустимое расстояние, и дуга исчезает. Разжечь ее вновь несложно. Нужно приблизить электрод к рабочей зоне. Дуга восстановится.
Следует помнить, что при сварке электрод расходуется, укорачивается. В соответствии с этим придется ниже опускать руку. Когда длина электрода уменьшится до 5-6 см нужно выключить инвертор и заменить отработанный на новый.

По окончании сварки образовавшийся шов после полного застывания очищают молотком от шлаковых наслоений. Остается блестящая чистая поверхность сваренного металла.
Если удалось получить относительно красивый шов, прочно соединить металл электросваркой, значит, первый этап преодолен с успехом. Очень быстро появляется желание развивать мастерство дальше.

При электросварке иногда шов стягивает детали, изменяя форму всей конструкции. Нужно научиться пользоваться приспособлениями для фиксирования: стяжками, струбцинами. Со временем можно освоить технику изготовления поперечных швов – прихваток. Они предварительно скрепят детали, придадут им требуемую форму, которую потом можно закрепить полноценным сварочным швом.
Все навыки отрабатываются постепенно. Знания, подкрепленные желанием освоить ремесло, приведут к успеху.
svaring.com
Как правильно варить металл: основы, технология, рекомендации
В любом домохозяйстве постоянно требуется построить или починить какую-нибудь конструкцию из металла. Самым прочным соединением двух металлических деталей является сварка. Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.
 Как правильно варить
Как правильно варитьИ если ремесло (или даже искусство) кузнеца требовало многолетнего обучения и накопления опыта, то электродуговую сварку на начальном уровне при желании и наличии соответствующего оборудования вполне можно освоить за несколько дней.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.

- Газовая горелка
- Как правильно паять электрической дугой


Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
- Возникновение сварочной дуги

- Строение и свойства электрической дуги

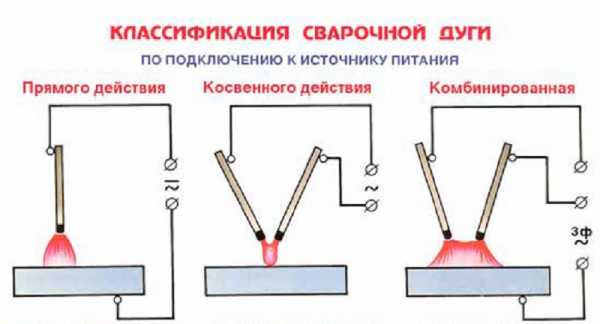
- Классификация сварочной дуги
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
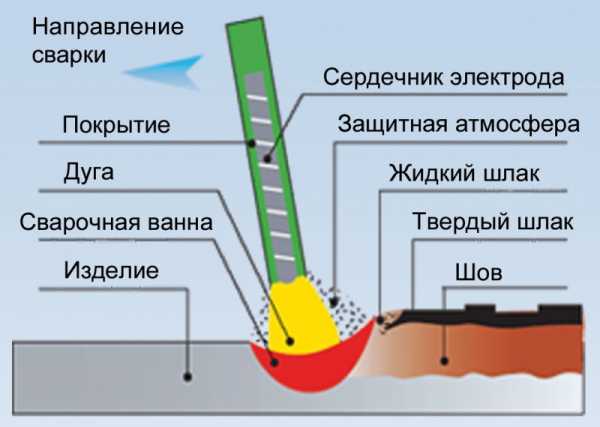
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.

Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.

Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.

Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
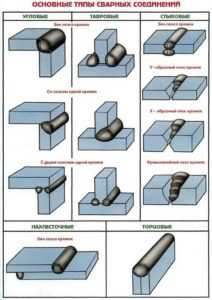
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
Три основных виды соединения
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
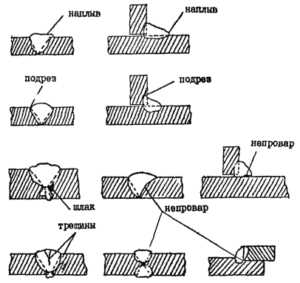
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
- Непровар

- Подрез

Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
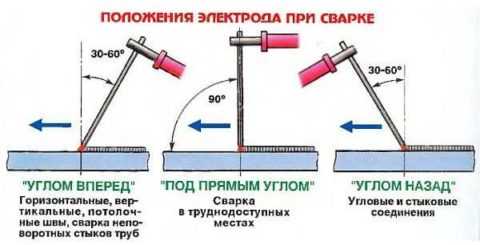
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке
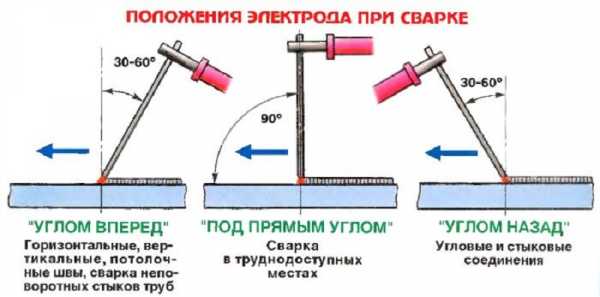
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Как сварить металл – основы электросварочных работ (130 фото)
Правильная технология сварки металлов является неотъемлемым требованием в процессе работы с железными конструкциями. Опытные профессионалы способны сделать разнообразные узоры, декоративные детали и сложные металлические изделия.

Для работы с электросварочным аппаратом, необходимо иметь определенный опыт и практические знания как правильно сварить металл. Это позволяет продлить эксплуатационный срок железному изделию.

В повседневной жизни, этот прибор помогает правильно соединить трубопровод, различный профиль или мелкие детали. В нашем материале представлена подробная инструкция как сварить металл электросваркой.

Краткое содержимое статьи:
Основы электросварочных работ
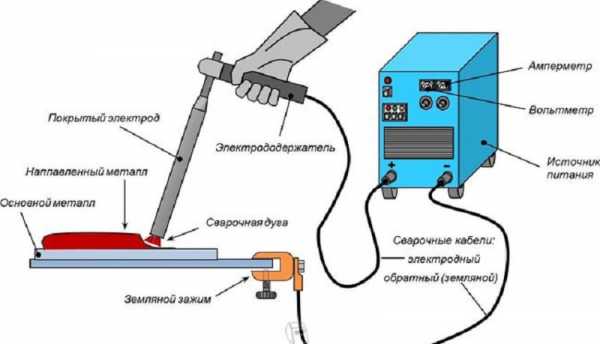
Электросварка представляет собой электрический прибор, который путем воздействия высокой температуры и специальных электродов, помогает соединить металлические детали между собой.

Расплавить электроды удается при помощи электродуги. Она образуется между поверхностью и соединительным элементом в процессе подачи постоянного тока высокой мощности.
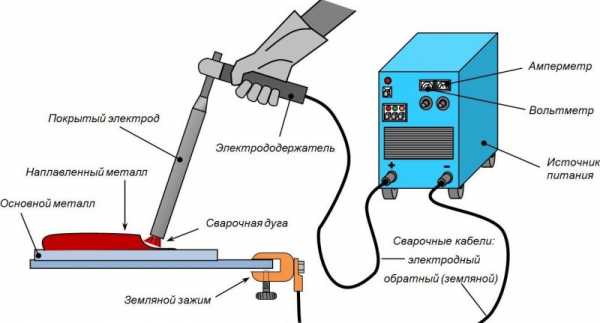
Устройство современного электросварочного аппарата включает в себя:
- инвектор;
- трансформаторную установку;
- специальный трехжильный кабель;
- держатель для электрода.

Инвектор предназначен для регулирования подачи постоянного тока. В ходе работы он начинает преобразовываться в постоянный. Трансформаторная установка отвечает за необходимую мощность сварочного тока.
Помимо этого, она позволяет регулировать силу электротока в зависимости от разновидности металла, электрода и толщины заготовки. Мощность варьируется от 30 А до 410 А.

Электрод – это металлическая заготовка выполненная из железной микрокрошки с комплексом минеральных соединений. Самым распространённым диаметром считается 3 – 6 мм. Поверхность изделия покрывают специальным раствором – обмазкой.

Длина электрода достигает от 300 до 550 мм. В процессе работы обмазка начинает обгорать и выполнять роль инертного материала, который обеспечивает лучшее крепление свариваемых металлов.

В составе обмазочной оболочки присутствуют:
- никель;
- марганец;
- мелкая стружка железа;
- глинозем;
- магнезия;
- известняк.
Все эти компоненты легко воспламеняемы. Продукты горения образуют прочный железный сплав, который способен соединить любую толщину свариваемого металла.
Процесс электросварки
Многие начинающие сварщика задаются вопросом: « Как сварить тонкий металл?». Перед тем как приступить к рабочему процессу, необходимо подготовить соответствующие инструменты и материалы:
- электросварочный аппарат;
- комплект электродов. Для сваривания тонких металлов используют диаметр 4 мм. В ходе работы, важно рассчитать правильную мощность переменного тока. Если она будет слишком высокой, то на поверхности железного листа могут появиться дыры и микротрещины;
- молоток;
- защитный щит;
- болгарка;
- наждачная бумага с жесткой фактурой;
- шаблон изделия;
- специальные шурупы.

Последовательность сварочного процесса происходит следующим образом. В качестве подробного примера обратите внимание на фото, которое показывает как сварить металл:

На специальный держатель устанавливается необходимый электрод. Далее подключают положительный полюс и постепенно подают электрическую энергию.

После этого в зазорах между электродом и металлической заготовкой начинает формироваться электрическая дуга. Она способна расплавить любую железную поверхность при этом постепенно формируя прочный металлический шов. Далее начинают соединять детали друг с другом.

В процессе сгорания обмазки появляется газовое облако. Оно позволяет защитить жидкое железо от прямого взаимодействия с кислородом.

Когда закончится химическая реакция, на поверхности шва появится пропитка из окисленных металлов. Она в дальнейшем помогает защитить его от воздействия климатических условий.
По мере остывания места соединения, наблюдается кристаллизация металла. Она обеспечивает прочное соединения заготовок между собой.
Разновидность сварочного шва
Опытные электросварщики выделяю три разновидности сварочного шва. Каждый из них имеет свои характерные особенности и отличия. К ним относятся:

Ниточный. Его выполняют в продольном направлении. Ширина такого шва составляет от 2 до 4 мм. Эту разновидность соединения применяют при черновых работах для кратковременного соединения заготовок;

Двойной. Он считается более надежным и качественным креплением металлических деталей. Движение электрода осуществляется в продольном и поперечном направлении;

Тройной. Его применяют для соединения трубопровода и сложных металлических конструкций. Он обеспечивает надежно сцепление железных деталей между собой.
Фото инструкция как сварить металл














































Также рекомендуем посетить:
zdesinstrument.ru
Сварка тонкого металла электродом – виды, особенности

Как у профессионалов, так и у новичков часто возникает вопрос, как правильно осуществляется сварка тонкого металла электродом. Вся проблема в том, что сварка жести вызывает некоторые трудности, связанные с ее толщиной (0,1-0,3 мм), из-за которой может возникать деформация в процессе работы. Рассмотрим основные требования правила работы и технологию сварки на листовой стали и выбор самых тонких электродов для работы.
Содержание статьи
Особенности сварки тонкого металла электродом
Сварка жести с помощью проводника процесс хоть и востребованный, но достаточно сложный и требует особого подхода. Все дело в том, что одно неловкое движение проводником и металл можно испортить, то есть насквозь прожечь, так как он толщиной меньше 0,4 миллиметра. В то же время, недостаточно плотное прилегание электрода может привести к некачественному соединению свариваемого материала.
Сварка тонкого металла электродом ведется на низком токе, поэтому необходимо четко придерживаться расстояния между изделием и проводником, чтобы не утратить дугу. Одним словом, нужно долго учиться и тренироваться, как варить тонкий металл, чтобы полноценно прочувствовать весь процесс и научиться удерживать дугу.
Одной из особенностей является специальная подготовка для тонкого металла, для лучшего сцепления. То есть, детали необходимо максимально качественно очистить от масла, краски, грязи и пыли для лучшего скрепления. Следует учитывать, что не все виды швов и не каждая технология подойдет для сварки стальных листов.
Требования и технология сварки жести
Сварка тонколистового металла имеет ряд требований, которые рекомендуется выполнять для получения качественного результата:
- электроды для сварки тонкого металла следует подбирать в соответствии с толщиной рабочего изделия. При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки;
- во избежание деформации деталей, необходимо выбирать соответствующую силу тока, для сварки стальных листов небольшого диаметра;
- сварка тонколистовой стали должна производиться электродами с особым покрытием, которые будут медленно плавиться, позволят легко возбудить и удержать дугу, без разбрызгивания капель металла.

Особое внимание необходимо уделить выбору электрода. Для сварки жести нужно выбрать специальные проводники, которые обеспечивают медленное плавление и позволяют лучше удержать дугу. Использовать для работы можно как переменный, так и постоянный ток. Электроды для сварки инвертором тонкого металла лучше всего выбирать универсальные. Специалисты рекомендуют отдать предпочтение «троечке».
Касаемо технологии работы, то сваривать тонкие изделия лучше внахлест, так меньше вероятности прожечь металл.
Если необходимо произвести сварку листового металла встык, тогда его перед обработкой надо зафиксировать таким образом, чтобы они не двигались во время работы. При нагревании и остывании, металл имеет свойство расширяться и сужаться. В связи с этим могут возникнуть трудности, особенно у сварщика-новичка.
Основные способы соединения тонколистового металла
Сварка жести может осуществляться как ручной дуговой сваркой, так и полуавтоматом. Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Специалисты рекомендуют совершать сварку тонкого металла полуавтоматом, так как оборудование лучше справляется с этой задачей при работе на маленьком токе. Таким образом, можно избежать деформации изделия.
Сварка стальных листов может осуществляться несколькими способами:
- прерывистый метод или точечный, при котором можно варить тонкий металл инвертором без риска. На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
- непрерывная сварка жести на протяжении всего шва. Сварочный аппарат для такого способа лучше выставлять на маленький ток, не более 60А. Кроме этого, нужно выбрать определенную скорость ведения электрода, так как при быстром перемещении изделие не успеет сплавиться, а при медленном, в нем могут образоваться дыры.
Существует два основных способа для сварки жести:
- Работа плавящимися электродами. Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
- Сварка инвертором тонкого металла с применением нерасплавляющегося электрода. Такой метод, в свою очередь, тоже делится на два типа:
- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.
Этот способ подразумевает соединение деталей без примеси дополнительного материала. То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
Особенности работы с оцинкованной сталью
Оцинкованная сталь – это тонкий металл, который покрыт цинковым напылением. При работе с ним необходимо учесть несколько особенностей. Во-первых, детали нужно тщательно подготовить, расчищая напыление до чистой стали. Если этого не сделать, тогда соединение не получится. Так как цинк имеет совершенно другую температуру плавления, в сравнении со сталью.
Оцинкованный слой можно снять металлической щеткой или наждачной бумагой. Некоторые для этого используют абразивный круг. Все работы с цинком запрещено производить в закрытом помещении, так как его испарение очень вредно для организма.
Когда материал полноценно очищен до чистой стали, можно начинать процесс соединения деталей. При работе с оцинкованными трубами для получения качественного и надежного шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием, например, МР-3, АНО-4, ОЗС-4. При этом движения нужно совершать плавные и небольшие. Верхний шов — облицовочный стоит делать шире. Его ширина приблизительно равна трем диаметрам проводника. Тут важно не спешить и хорошо проваривать. Для этого используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
В завершение стоит отметить, что сварка жести – дело тонкое и кропотливое, требующее от сварщика определенных навыков в работе. Может осуществляться сварка тонкого металла полуавтоматом и вручную. Первым способом немного легче, потому что сварка тонким электродом вручную требует выполнения ряда условий, чтобы шов получился прочным и качественным.
Немаловажным моментом является тип спаивания. Сварка листового металла встык может быть реализована только в случае, если сварщик настоящий профессионал и правильно рассчитает силу тока, чтобы правильно соединить делали. В ином случае необходимо выбирать пайку внахлест. При этом уменьшается риск сквозного проплавления изделий. При инверторной методике важно правильно выставить силу тока. Тогда получится ровный и правильный шов.
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Сварка металла: виды и технология
Технологический процесс создания неразъемного соединения однородных материалов за счет образования атомных связей называется сваркой. При этом в месте контакта происходит плотное сплавление двух материалов в один. Несмотря на то что такое соединение используется уже длительное время, современная сварка металлов, виды и технология ее выполнения совершенствуются постоянно, что позволяет производить стыковку различных изделий с повышенной надежностью и качеством.
Особенности сваривания поверхностей
Весь процесс сварки металлов протекает в две стадии. Сначала поверхности материалов необходимо приблизить друг к другу на расстояние сил межатомного сцепления. При комнатной температуре стандартные металлы не способны соединиться даже при сжатии со значительным усилием. Виной этому служит их физическая твердость, поэтому контакт при сближении таких материалов происходит лишь в некоторых точках, независимо от качества обработки поверхностей. Именно загрязнение поверхности существенно влияет на возможность сцепления материалов, ведь пленки, окислы, а также слои примесных атомов всегда присутствуют в естественных условиях.
Поэтому создание контакта между кромками деталей может достигаться либо за счет пластических деформаций, которые возникают в результате приложенного давления, либо в случае расплавления материала.
На следующей стадии сварки металла осуществляется электронная диффузия между атомами соединяемых поверхностей. Поэтому поверхность раздела между кромками исчезает и получается или металлическая атомная связь, или ионная и ковалентная связи (в случае полупроводников или диэлектриков).
Классификация видов сварки
Технология проведения сварочных работ постоянно совершенствуется и становится разнообразнее. На сегодняшний день существует около 20 видов сварки металла, которые классифицируются на три группы:
- Сварка давлением осуществляется приложением механической энергии, когда связи между кристаллами получаются методом пластической деформации материала. В результате металл начинает течь, перемещаясь вдоль линии стыковки деталей, унося с собой слой загрязненных примесей. Процесс деформирования и соединения поверхностей без предварительного подогрева называется холодной сваркой для металла. В этом случае образуются межатомные связи, что приводит к плотной стыковке деталей.
- Сварка плавлением осуществляется путем соединения изделий без применения давления. Источниками тепла при такой сварке металла являются газовое пламя, электрическая дуга, энергия лучевого типа. При сваривании поверхности нагреваются и расплавляются, образуя межатомные связи между двумя металлами и электродом, объединяясь в общую сварочную ванну. После охлаждения и затвердевания состава образуется сплошной литой шов.
- Термомеханическая сварка металла осуществляется с использованием нагрева и давления. Место стыковки материала сначала разогревается, а затем прессуется. Подогрев детали придает ей необходимую пластичность, а механическое воздействие объединяет части изделия в монолитное соединение.

Сварка плавлением
Этот вид сварочных работ находит широкое применение, как в промышленных условиях, так и в быту. К соединению металлов плавлением относятся:
- Электродуговая сварка. Производится созданием между металлом и электродом высокотемпературной электрической дуги.
- При плазменном соединении источником тепла служит ионизированный газ, который проходит с высокой скоростью через электрическую дугу.
- Шлаковая сварка осуществляется благодаря нагреву расплавленного флюса (шлака) электрическим током.
- Лазерное соединение происходит благодаря обработке металлической поверхности лазерным лучом.
- При электронно-лучевой сварке нагревание места стыка осуществляется за счет кинетической энергии движущихся электронов в вакууме под воздействием электрического поля.
- Газовая сварка металлов основана на нагревании точки соединения потоком огня, который образуется при сгорании кислорода и газа.
Электродуговое сварочное соединение
Дуговая сварка предполагает использование источника тока с большим номинальным значением, при этом аппарат имеет небольшое напряжение. Подключение трансформатора происходит одновременно на металлическую заготовку и сварочный электрод.
В результате сварки металла электродом образуется электрическая дуга, за счет которой происходит расплавление кромок соединяемых заготовок. В зоне действия дуги создается температура около пяти тысяч градусов. Такого нагрева вполне достаточно для расплавления любых металлов.

Во время плавления металла соединяемых деталей и электрода формируется сварочная ванна, в которой и происходят все процессы сцепления. Шлак поднимается на поверхность расплавленного состава и формирует специальную защитную пленку. В процессе дуговой сварки металла применяются электроды двух типов:
- неплавящиеся;
- плавящиеся.
При использовании неплавящегося электрода необходимо в зону действия электрической дуги вводить специальную проволоку. Плавящиеся электроды сварной шов формируют самостоятельно. В состав таких электродов добавляются специальные присадки, которые не позволяют дуге гаснуть и увеличивают ее устойчивость. Это могут быть элементы с высокой степенью ионизации (калий, натрий).
Способы соединения дугой
Электродуговая сварка осуществляется тремя способами:
- Ручным методом. В этом случае все этапы соединения выполняются вручную, с применением простой электродуговой сварки.
- Более производительной является сварка металла полуавтоматом. При таком способе сварной шов делается вручную, а присадочная проволока подается в автоматическом режиме.
- Автоматическая сварка производится под наблюдением оператора, а вся работа делается сварочным станком.

Технология газосварки
Этот вид сварочных работ позволяет соединять различные металлические конструкции не только на промышленных предприятиях, но и в бытовых условиях. Технология сварки металла не очень сложная, газовая смесь при горении расплавляет кромки поверхности, которые заполняются присадочной проволокой. При остывании шов кристаллизуется и создает прочное и надежное соединение материалов.

Газовая сварка имеет много положительных аспектов:
- Возможность соединять различные детали в автономном режиме. Причем для этой работы не требуется мощный источник энергии.
- Простое и надежное оборудование газосварки легко поддается транспортировке.
- Возможность осуществлять регулируемый процесс сварки, так как легко вручную изменять угол наклона огня и скорость нагрева поверхности.
Но есть и недостатки применения такого оборудования:
- Место нагрева имеет большую площадь, что отрицательно сказывается на соседних элементах детали.
- Отсутствие возможности автоматизировать процесс сварки.
- Необходимость строго соблюдать меры безопасности. Работа с газовой смесью имеет высокую степень взрывоопасности.
- Толщина металла для качественного соединения должна быть не более 5 мм.

Шлаковая сварка
Такой вид соединения считается принципиально новым способом получения сварного шва. Поверхности свариваемых деталей покрываются шлаком, который нагревается до температуры, превышающей плавление проволоки и основного металла.

На начальной стадии сварка аналогична дуговому соединению под флюсом. Затем, после образования сварочной ванны из жидкого шлака, дуга прекращает свое горение. Дальнейшее расплавление кромок детали осуществляется за счет тепла, которое выделяется при протекании тока. Особенностью этого вида сварки металла является высокая производительность процесса и качество сварочного шва.
Сварочное соединение давлением
Соединение металлических поверхностей посредством механического деформирования чаще всего производится в условиях промышленного производства, так как для выполнения такой технологии требуется дорогостоящее оборудование.
К сварке давлением относятся:
- Ультразвуковая стыковка частей металла. Выполняется благодаря колебаниям ультразвуковой частоты.
- Холодная сварка. Осуществляется на основе межатомного соединения двух деталей путем создания большого давления.
- Кузнечно-горновой метод. Известен с давних времен. Материал нагревается в горне, а затем сваривается механической или ручной проковкой.
- Газовая с прессовкой сварка. Очень похожа на кузнечный метод, только для нагрева применяется газовое оборудование.
- Контактное электрическое соединение. Считается одним из самых популярных видов. При такой сварке нагрев металла осуществляется прохождением по нему электрического тока.
- При диффузионной сварке сила давления на металл невысокая, но зато необходима большая температура нагрева места соединения.
Точечная контактная сварка
Соединяемые поверхности при такой сварке находятся между двумя электродами. Под действием пресса электроды сжимают детали, после чего подается напряжение. Нагрев места сварки происходит за счет прохождения тока. От размера контактной площадки электрода полностью зависит диаметр места сварки.

От того, как расположены электроды по отношению к соединяемым деталям, контактная сварка может быть односторонней или двусторонней.
Существует много видов контактной сварки, работающих по аналогичному принципу. К ним можно отнести: стыковую сварку, шовную, конденсаторную.
Техника безопасности
Работа со сварочным оборудованием сопряжена со многими опасными для здоровья оператора факторами. Высокая температура, взрывоопасная среда и вредные химические испарения требуют от человека строгого соблюдения мер безопасности:
- Все электрические агрегаты и устройства должны быть надежно заземлены и заизолированы.
- Работать необходимо в сухой спецодежде и рукавицах. Для защиты кожи лица и глаз обязательно нужно применять маску с темным стеклом.
- Обязательно должна находиться на рабочем месте сварщика аптечка и огнетушитель.
- Помещение, где проводятся сварочные работы, должно иметь хорошую вентиляцию.
- Работы запрещено проводить в непосредственной близости к легковоспламеняющимся предметам.
- Запрещено оставлять газовые баллоны без присмотра.

Существует большое количество видов сварки металла, какой из них выбрать решает сам сварщик, исходя из наличия оборудования и способности достичь требуемого результата работы. Сварщик должен знать устройство и принципы работы на определенном оборудовании.
fb.ru
Сварка толстого металла электродуговым и электрошлаковым методом: правила наложения сварочного шва
Для изделий из толстого металла применяют в основном электродуговую и электрошлаковую сварку. У них высокая производительность, имеют малую область нагрева, соответственно создают небольшие внутренние напряжения, не требуют дорогостоящих расходных материалов.

Электрошлаковая
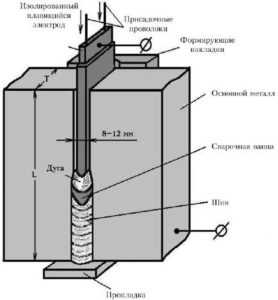
В электрошлаковой сварке электротоком нагревается шлак, который расплавляет находящийся рядом металл и защищает шов от окисления и насыщения водородом. Технология позволяет производить только вертикальные швы снизу вверх. Отклонение от вертикали допускается в пределах 30 градусов.
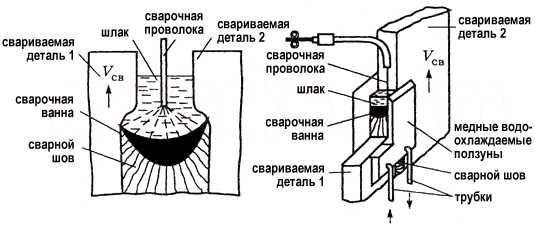
С двух сторон свариваемых толстых листов из металла устанавливаются медные пластины-ползуны, которые охлаждаются водой. Между свариваемыми листами оставляется зазор. Обработка стыков не требуется.
Стыки и ползуны образуют сварочную ванну. При внесении в нее электрода шлак разогревается, металл начинает плавиться, сваривание происходит без создания дуги.
По мере образования шва ползуны передвигаются вверх. Все происходит за один проход. Сварить можно толстый металл до 60 см. Шов должен образоваться за один проход иначе возникают неустранимые дефекты. Технология позволяет пользоваться электродом различной формы.
Электродуговая
Сварка металла большой толщины (20 мм и более) из-за невозможности проварить за один проход всю толщу изделия имеет свою специфику. Кромки свариваемых поверхностей нужно подготовить.
 Для этого кромки стачиваются под углом. При соединении деталей в сечении должна получиться буква V. Иногда, одну кромку стачивают под углом, а вторую ступеньками. Между свариваемыми деталями оставляют зазор, в верхней части должна получиться канавка шириной 10-15 мм и больше.
Для этого кромки стачиваются под углом. При соединении деталей в сечении должна получиться буква V. Иногда, одну кромку стачивают под углом, а вторую ступеньками. Между свариваемыми деталями оставляют зазор, в верхней части должна получиться канавка шириной 10-15 мм и больше.
Ширина канавки зависит от толщины металла. При сварке металла разной толщины край более толстого стачивается до сечения тонкого.
При сварке встык и наличии пересекающихся швов возникают напряжения, приводящие к деформации и даже разрушению изделия. Особенно это сильно проявляется при низких температурах, когда металл теряет свои пластические свойства.
Жесткое закрепление деталей в оснастке также вызывает чрезмерные напряжения. К этому же приводят и длинные швы с большим сечением.
Сваривать толстый металлический лист требуется так, чтобы время между наложением последующих слоев было минимальным. Во избежание напряжений необходимо следующий шов прокладывать по горячему слою. Толщина слоев должна находиться в пределах 4-5 мм, это обеспечит достаточный прогрев.
При сваривании толстого металла из-за большой глубины сварочной ванны увеличивается вероятность образования пор. Чтобы этого не произошло, применяется каскадный способ сварки или метод «горка».
Во время сварки возникает поперечная усадка, которая может достигать 4 мм при толщине металла 40-50 мм. При сварке толстых листов необходимо делать прихватки длиной 2-3 см через каждые 30-50 см.
Для уменьшения напряжений, можно выполнять работу двумя сварщиками одномоментно. Прогрев толстого металла до 150-200 ⁰C также снижает внутренние напряжения, замедляет кристаллизацию, что приводит к более длительному времени выделения газов и соответственно уменьшению количества пор.
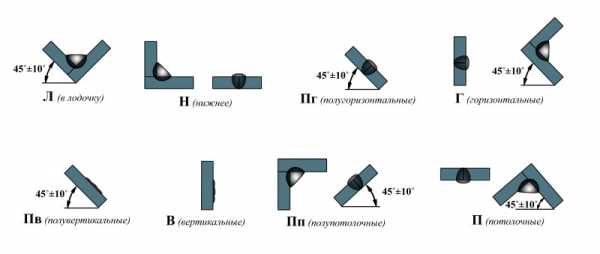
Виды швов и методы их наложения
Швы по положению и типу соединения делятся на несколько видов, от которых зависят настройки сварки.
По положению в пространстве делятся на:
- горизонтальные;
- вертикальные;
- потолочные;
- нижние.
Они могут соединяться внахлест, встык, кроме этого бывают тавровые и угловые соединения. Существует несколько методов наложения швов при сварке толстого металла.
Способы наложения
 Метод сварки толстого металла каскадом заключается в следующем: весь участок разбивается на отрезки по 20 см. Сначала проваривается самый нижний участок, который называется корневым. Его длина примерно 20 см. Поверх корневого внахлест, не прерывая дуги, делают новый слой. Его общая длина будет 20 +20=40 см.
Метод сварки толстого металла каскадом заключается в следующем: весь участок разбивается на отрезки по 20 см. Сначала проваривается самый нижний участок, который называется корневым. Его длина примерно 20 см. Поверх корневого внахлест, не прерывая дуги, делают новый слой. Его общая длина будет 20 +20=40 см.
Лучше всего метод сварки понятен на схеме. Он применяется к толстым металлам, когда толщина листа более 20 мм. При таком способе сварки слои накладываются на неостывший металл, что позволяет уменьшить деформации и внутренние напряжения.
Сварка толстого металла горкой подобна каскаду, только работают два сварщика от середины к краям шва.
Они варят каскадом по длине и по ширине. Задача состоит в том, чтобы при накладывании следующего слоя место контакта было горячим.
Длина
Швы подразделяют на короткие длиной до 25 см, средние – до 1 м, и длинные – свыше 1 м. Короткие прокладывают за один проход.
При сваривании толстого металла приходится делать несколько слоев – по одному за каждый проход, так как каждый последующий слой становится все шире, то сварщик делает зигзагообразные или спиралевидные движения поперек шва. Таким образом, оплавляются кромки свариваемых деталей.
Такая технология обычно применяется при стыковом соединении толстого металла. Средние и длинные швы накладываются с использованием способов каскада и горки.
При сварке угловых и тавровых соединений применяют многослойный многопроходный двусторонний шов. Сначала формируется корневой шов. Затем поверх него прокладывается второй слой со смещением к одному из стыков, потом третий со смещением ко второму стыку с его оплавлением.
Четвертый идет поверх второго слоя, оплавляя кромку детали. Пятый проходит рядом с четвертым, а шестой слой поверх третьего, оплавляя кромку второй детали. Седьмой слой накладывают поверх четвертого, пятого и шестого слоев.
С обратной стороны шва на первый слой и кромки изделия наносится восьмой завершающий слой.
Параметров сварочного аппарата
 Уменьшение сварочного тока уменьшает глубину сварочной ванны и наоборот. Ширина же ее практически не изменяется. Требуемая сила тока зависит от толщины металла и диаметра сварочного электрода. Повышение напряжения приводит к увеличению ширины шва, а глубина провара при этом уменьшается.
Уменьшение сварочного тока уменьшает глубину сварочной ванны и наоборот. Ширина же ее практически не изменяется. Требуемая сила тока зависит от толщины металла и диаметра сварочного электрода. Повышение напряжения приводит к увеличению ширины шва, а глубина провара при этом уменьшается.
От скорости перемещения электрода при прочих равных условиях зависит глубина провара. Она увеличивается при скоростях до 40 м/час, а потом уменьшается. Ширина шва с увеличением скорости уменьшается постоянно.
Работа с толстым металлом требует большей подготовки для сварщика. Шов всегда получается многослойным. Прежде чем браться за такую сварку, необходимо освоить основные технологические приемы.
svaring.com
Сварка разнородных металлов и сплавов, показатели свариваемости различных металлов
Автор perminoviv На чтение 6 мин. Опубликовано
Свариваемость металлов – это способность металлов разных видов или их сплавов образовывать соединения, соответствующие техническо-эксплуатационным требованиям при установленной технологии сварки.
Возможность сваривать разносоставные стали и другие металлы между собой позволяет объединять лучшие качества различных материалов. Такой подход значительно повышает функциональность изделий, но требует особых условий, в которых возможна сварка разнородных металлов и сплавов.
Соответствующие технологии разработаны, чтобы решать проблемы, связанные с различными свойствами соединяемых металлов (температура плавления, теплоотдача, глубина проплавления, образование оксидной пленки).
- Варианты свариваемых пар разнородных металлов
- Сварка разнородных металлов и сплавов, используемые присадочные материалы
Группы сплавов, наиболее часто применяемые при разнородном сваривании
- Сплавы на основе железа (Fe), которые, в свою очередь, подразделяются на подгруппы:
- Углеродистые стали
- Низкоуглеродистые легированные стали
- Инструментальные пружинные стали
- Нержавеющие стали
- Чугуны
- Никельные сплавы (Ni)
- Чистый никель
- Монель
- Никонель
- Нимоник
- Хастелой
- Медные сплавы (Cu)
- Чистая медь
- Латуни
- Оловянные бронзы
- Алюминиевые бронзы
- Кремниевые бронзы
- Никельно-медные
- Алюминиевые сплавы (Al)
- Магниевые сплавы (Mg)
- Титановые сплавы (Ti)
- Кобальтовые сплавы (Co)
Наиболее распространенные пары соединяемых материалов, которые встречаются в промышленности
- Сплавы на основе Fe + Al, алюминиевые сплавы
- Сплавы на основе Fe + Cu, медные сплавы
- Сплавы на основе Fe + Ti
- Сплавы на основе Fe + Mb
- Сплавы на основе Fe + Nb
Для большинства представленных вариантов сварки разнородных металлов и сплавов характерны большие отличия в температуре плавки, физико-тепловых свойствах, показателях расширения материалов.
Множество факторов определяют качественное состояние сварного шва, когда необходимо соединить материалы с отличающимися характеристиками. Образования оксидной пленки, разная температура плавки, взаимодействие при нагревании с газом и другие трудности, которые возникают при сваривании. Особенно капризный в отношении посторонних примесей алюминий и походные от него сплавы.
Сваривание алюминия и его сплавов со сталями
Процесс сваривания затрудняется активным возникновением оксидной пленки, которая мгновенно покрывает поверхность этого металла.
Разделка сварочных фасок производится под углом 70˚. Шов с таким углом обладает наибольшей надежностью. Перед свариванием кромки тщательно зачищают при помощи пескоструя или другим механическим путем для покрытия активирующим слоем. Самым распространенным и экономичным покрытием является оцинкование.
- При гальваническом оцинковании оптимальная толщина слоя 30-40 мкм
- При термическом оцинковании – 60-90 мкм
Тип сварки – аргонно-дуговая, неплавящимся вольфрамовым электродом
Присадочный материал – алюминиевый пруток АД1 с включениями кремния.
Технология процесса сваривания
Зажигание дуги производится с присадочного прутка для начала образования валика, благодаря стекающему алюминию. Необходимо свариваемые заготовки расположить в пространстве так, чтобы алюминий при расплавлении натекал на черный металл. При необходимости сварочные валики накладываются в несколько слоев. Главное не допустить перегрев стальной детали, что приведет к выгоранию активирующего слоя раньше времени. Сваривание производится по очередности с обеих сторон.
Режим скорости сварки алюминия должен повышаться к концу процесса. Такой метод вырабатывается сварщиком для сохранения активирующего покрытия.
Сваривание меди и ее сплавов со сталями
В этом типе соединений примечательно влияние количества углерода на качество сварного шва. Чем его меньше, тем прочней и качественней выходит взаимопроникновение в области смешивания. Благотворно на свариваемость влияют марганец (Mg) и кремний (Si).
Тип сварки – аргонно-дуговая, неплавящимся вольфрамовым электродом, ручная дуговая – плавящимся электродом, плазменное наплавление с использованием в качестве присадки токоподводящей проволоки.
Материалы для присадки – при сваривании чистой меди и бронзы БрАМц, БрКМц; для латуни Л90, 09Г2; при флюсовой сварке проволока марки М и БрКМц; для сваривания в атмосфере защитных газов МНЖ, БрКМц, БрАМц.
Флюсы — АН-26; ОСЦ-45
Технология сварочного процесса – быстрое динамическое расширение меди вследствие нагрева образовывает множество мелких микротрещин в стали в области (и около) сплавления. Для получения швов с оптимальными свойствами рекомендуется присадочный материал с вместительностью железа не более 10%.
При сварке нужно следить, чтобы было минимальное проплавление стали. При сваривании дуга должна быть смещена в сторону цветной заготовки.
Сваривание титана со сталью
Образование ломких интерметаллических областей не позволяет добиться качественных сварочных швов при прямом сваривании. Для получения качественных соединений применяются промежуточные вставки.
Тип сварки – аргонно-дуговая, неплавящимся вольфрамовым электродом
Технология сварочного процесса – наилучшие прочностно-пластичные показатели соединений дало применение БрБ2 (промежуточных вставок) из обработанной температурой бронзы и технического тантала. Для достижения особого качества швов сварка производится в специальных боксах с контролируемым микроклиматом.
Сваривание меди с алюминием
Образование ломких областей и другие различающиеся свойства этих цветных металлов значительно затрудняют процесс сваривания.
Тип сварки – аргонно-дуговая, неплавящимся электродом по флюсу
Технология сварочного процесса – после очищения медь проходит оцинковку для формирования активирующего слоя не более 60 мкм. В целом процесс схож со свариванием алюминия и стали, при котором смещение сварочной дуги происходит в сторону металла с большей температурой плавления. Для повышения свойств шва применяется 5 % легирование кремнием.
Сваривание алюминия с титаном
В этом случае появляются затруднения с возникновением интерметаллической зоны, приводящей к хрупкости стыка.
Тип сварки – аргонно-дуговая, неплавящимся электродом
Материал для присадки – алюминиевая проволока AB00
Технология процесса сварки – тщательно зачищенные кромки с разделанными фасками алитируют (аллюминизируют при нагреве 800 – 830˚С). Сваривание производят обычным методом для алюминиевых сплавов, смещая дугу в сторону более тугоплавкого материала.

Сваривание меди и ее сплавов с титаном
Образование хрупких зон предотвращается использованием промежуточных вставок из сплавов титана.
Тип сварки – аргонно-дуговая, неплавящимся вольфрамовым электродом
Технология процесса сварки – для вставок используются сплавы титана с включением легирующих добавок молибдена или ниобия типа ВТ15. Структуры кристаллических решеток таких вставок схожи с кристаллической структурой меди. Методы сваривания те же самые, что применяются при сварке меди и ее сплавов.
Сваривание ниобия, тантала и молибдена со сплавами цветных металлов и сталями
Поскольку эти элементы используются в качестве вставок для соединения – они имеют высокие показатели свариваемости.
Тип сварки – аргонно-дуговая, неплавящимся вольфрамовым электродом
Технология процесса сварки – возможность типов сварных соединений этих элементов указана выше на примере вставок для соединения. При соединении тантала и меди в качестве присадки используется БрБ2 (бериллиевая бронза). Для сварки зачастую применяются боксы с регулируемым микроклиматом.
Естественно, что перечислены далеко не все способы. Указаны наиболее широко используемые технологии сварки разнородных материалов. Например, существует высокотехнологическая электронно-лучевая сварка, производящаяся в специальных вакуумных камерах направленным потоком электронов. Но такой способ возможен исключительно в рамках профильных предприятий.
solidiron.ru