Сварка листового полипропилена феном, экструдером
Листовой полипропилен – современный конструкционный материал с отличными характеристиками. Он используется в строительстве как изоляционный материал, кроме этого из него делают бассейны, различные емкости, вентиляционные короба, используют для отделки индивидуальных очистных блоков.
Сварка полипропилена надежней механического крепления листов и склейки. Разогрев до температуры плавления обеспечивает прочность соединений, швы герметичны, не пропускают воду, не деформируются в процессе эксплуатации. Существует несколько технологий температурного соединения листового полимера, все они будут описаны ниже. Для этого применяется специальное оборудование, для работы с ним требуются определённые знания.
Свойства и виды полипропилена
Композитные и монолитные плиты создаются из полимерного материала, получают их путем прокатки, которые уплотняют пористую структуру, придают форму, создают гладкую поверхность. Основные характеристики листа:
- высокая прочность на разрыв, сжатие, кручение;
- низкий удельный вес, не более 0,92 г/см3;
- небольшой коэффициент расширения, сохраняет однородность структуры в температурном диапазоне от +80 до -40°С;
- экологическая безопасность, не выделяет вредных компонентов;
- химическая нейтральность к агрессивным средам кислотной и щелочной природы;
- гидрофобность: материал не впитывает влагу;
- стойкость к ультрафиолету;
- диэлектричность.
Материал легко монтируется с помощью крепежа, поддается резке, фрезеровке, сварке, склейке. Лист выпускается трех видов:
- плотный – имеет гомогенную структуру;
- ячеистый – рыхлый, обладает шумоизоляционными свойствами;
- вспененный – используется как утеплитель.
Технология сварки
При температурном соединении не нарушается структура полимера, сцепление соединяемых деталей происходит за счет процесса взаимодиффузии. Сварка полипропиленовых листов заключается в разогреве стыка до вязко-текучего состояния. При выборе оборудования необходимо учитывать, что при медленном разогреве в местах соединений материал дает усадку, от этого страдает качество шва. Температура сварки зависит от вида инструмента. Для монтажа листов используется полиффузный метод, когда разогреваются стыки. Еще соединение делается с помощью экструдера. Разогреть полипропилен можно воздушным пистолетом (феном).
Имея необходимое оборудование, соединять листы можно своими руками.
Методы ручной сварки листового полипропилена

Фен для сварки полипропилена
При монтаже используются два инструмента: сварочный экструдер для полипропилена и фен. Между свариваемых листов укладывается полипропиленовая проволока или пруток для сварки. Он выбирается по виду монтируемого материала, должен соответствовать ему по классу материала, виду изготовления.
Для сварки полипропилена феном нужен инструмент большой мощности, разогрев проводится в течение 5–10 минут. До этого необходимо подготовить поверхности соединяемых частей: зачистить их мелкой шкуркой, чтобы образовались неровности. Затем под углом 45°срезается кромка. Для непрерывной укладки прутка используется насадка, фен для сварки обычно ими укомплектован. Их недолго сделать из жести самостоятельно. В процессе стык разогревается до 180°С, поэтому феном для сварки полипропилена монтируют листы толщиной до 20 мм. Для листов свыше 16 мм применима сварка экструдером, это более надежный способ соединения. Инструмент разогревает лист до 270°С, он оснащен специальными насадками, которые применяются при монтаже сложных геометрических форм. Работать им необходимо быстро, чтобы лист не расправлялся. Если на агрегате две насадки, включать обе сразу не рекомендуется.

Сварка полипропилена экструдером
Принцип работы экструдера заключается в разогреве прутка до однородной консистенции, при этом одновременно разогревается стык и выдавливается экстрадированный полипропилен. Есть модели экструдеров, куда вместо прутка можно закладывать гранулы. Они размягчаются в пластификаторе и прессом подаются в рабочую зону. Получается очень качественный и прочный шов.
Автоматическая сварка
Для соединения листов созданы сварочные станки. Это оборудование для сварки создает ровный диффузный шов за счет касания стыка нагревательным элементом. Автоматический паяльник нужен при большом объеме работ. Температура регулируется в зависимости от структуры листа, на автомате можно производить сварку листов полипропилена толщиной от 16 мм.

Станок для сварки листового полипропилена
Склеивание листового полипропилена
Изделия с неровными поверхностями скрепляют химическим способом. Этот метод применяется редко из-за того, что полипропилен – трудносклеиваемый материал, для него нужен специальный состав, традиционные смеси для пластика не годятся, необходимо обращать на это внимание. Клей бывает нескольких видов:
- термоактивный на основе полифенольных смол или двухкомпонентный, с отвердителем или твердеет при нагреве;
- термопластичный однокомпонентный, на упаковке обязательно указывается температура отвердевания.
Вторая проблема склейки – предварительная разметка всех деталей перед сборкой, любая ошибка приведет к большой потере материала, работу придется начинать заново. Метки делают на соединяемых частях с торцов, чтобы поверхность оставалась чистой.
Подведем итоги
Типичные ошибки при сварке, которые допускают новички:
- Влажные и грязные стыки снижают качество соединения, они могут запачкаться при укладке на ровную поверхность, поэтому ее тоже очищают.
- Неправильный выбор присадочного прутка, важно знать маркировку листа перед его покупкой. Буквенные символы обозначают тип полимера: БС (блочный слойный), В (вспененный), Г (гомогенизированный), М (монолитный), ПП (полимерный).
- Неравномерность разогрева рабочей зоны и присадки, если пруток будет мягким, его сложно будет вдавливать между свариваемыми элементами, он будет выпячиваться, его будет легко вырвать. Если присадка холоднее листа, образуются морщины в месте шва.
- Низкая или высокая скорость укладки присадки: при низкой будут образовываться нагары, при высокой шов будет стягиваться.
- Чтобы проверить прочность соединения, охлаждённый шов разогревается горячим воздухом, тогда становятся заметны все дефекты.
Сварка листового полипропилена строительным феном и экструдером
Одним из самых распространенных методов соединения полипропилена является его сварка. Такая технология является самой востребованной и эффективной, это объясняется термопластичностью и прочностью материалов. Сварка листового полипропилена происходит вследствие их соединения встык или под прямым углом. Для соединения также можно использовать экструдер, фен или стыковой сварочный станок.

Лист полипропилена: природа материала для заготовки
Данный материал производится путем выдавливания гранул вещества полимера из специальных отверстий. Такая технология позволяет получить в итоге лист любой длины и ширины. Сам лист полностью состоит из гранул. Покрытие такого материала может быть или глянцевым или матовым, если лист покрыт глянцем, то сверху накрывается пленкой.
Основными преимуществами полипропилена является:
- диэлектричность;
- достаточная гидрофобность;
- стойкость к стиранию;
- химическая прочность.
Благодаря особым характеристикам сварка листов полипропилена не представляет самой объемный процесс и отличается доступностью. Весь процесс сварки заключается в доведении краев материала до вязкого состояния и сильно прижатия друг к другу. Такой механизм поможет получить в последующем цельную деталь.
Диффузионная сварка
Перед началом работы, необходимо подготовить рабочее место и весь материал. Чтобы швы склейки были как можно ровными и незаметными, следует с полной серьезностью подойти к процессу и выбрать такой способ сварки, который будет для вас наиболее доступным и удобным. Одним из наиболее эффективных способов соединения листового полипропилена является диффузная сварка. Такой механизм соединяется на специально оборудованном сварочном станке.
Сварка полипропиленовых листов происходит с помощью укладки двух частей на станок и их фиксации. Концы листов будут прижиматься к нагревательному элементу. Для получения наилучшего эффекта листы следует нагревать продолжительное время. После достижения необходимой температуры, листы прижимаются с помощью фиксирующего механизма. Шов, который получается с помощью оборудования для сварки, будет являться самым прочным и надежным.
Очень важным при такой сварке является чистота и пониженная влажность воздуха в помещении, температура воздуха должна быть теплой. Одним из главных преимуществ шва будет не только его прочность, но и скорость получения качественного материала. Такой метод подходит для листов любой ширины, и дает возможность сваривать полипропиленовые листы в рулоны. При большом количестве работы, сварочный станок станет незаменимой вещью.
Сварка с помощью экструдера
Такой метод предполагает наличие особого инструмента – экструдера. Такой аппарат оснащен различными насадками, которые позволяют сваривать самые сложные и громоздкие конструкции. Огромным преимуществом есть и небольшой размер оборудования. Экструдер оснащен автоматической подачей теплого воздуха, что позволяет размягчать листы и избегать каких-либо повреждений при сварке. Работа таким методом предполагает оперативность в действиях, так как из-за высокой температуры (около 270С) возможна деформация около внутренних слоев полипропилена.

Такой процесс не требует выделения отдельного помещения и соединения возможно прямо на рабочем месте, благодаря компактности устройства. Шов, полученный с помощью экструдера, является вторым по прочности, после сварочного станка. Недостатком такого метода является необходимость соединять полипропилен одинакового состава, класса, в противном случае швы будут получаться непрочными и неравномерными.
Сварка листового полипропилена строительным феном

Для сварки листового полиэтилена феном, вам понадобится строительный фен большой мощности и тонкие
полимерные листы, а также полипропиленовая проволока (подобранная под размер и толщину листов, которые необходимо соединить). Важным является фактор подбора материала, листы и проволока должны состоять из одинакового класса материалов. Пренебрежение данного момента существенно повлияет на качество полученного шва и его прочность, так как фен не сможет одновременно довести до одинаковой нужной температуры разные виды материалов.
Для нормальной стыковки листов, их необходимо разместить на ровной поверхности и края обработать наждачной бумагой. Важным моментом подготовки является разделка кромок под углом 45.

Подготовленные листы полипропилена для сварки встык
Процесс нагревания феном и расплавки прута занимает примерно от 5 до 10 минут. Далее идет сам процесс сварки. Пластиковый пруток вставляется в насадку сварочного фена и в процессе заполнения шва непрерывно подается в зону сварного шва.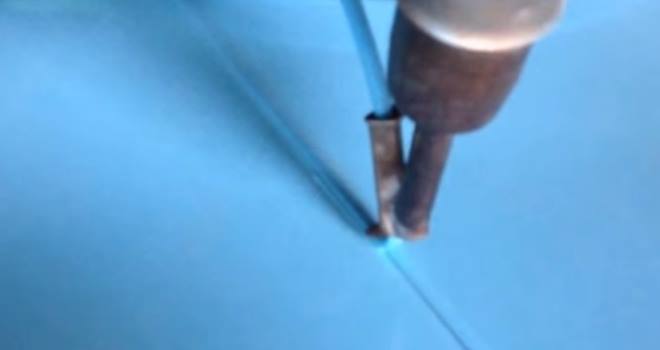
После соблюдения всех процедур, соединенный материал можно использовать. Полученный шов, при сварке ПНД с помощью строительного фена, является менее прочным, чем при сварке станком или экструдером, однако такой метод будет идеальным для соединения материала с небольшой толщиной.
Склеивание листового полипропилена
Склеивание полипропилена – очень трудоемкий процесс, требующий специальной подготовки. Это обуславливается тем, что такой вид пластмассы является особенно трудносклеиваемым. На современном рынке существует большое множество клеев, которые без каких-либо проблем способны склеить пластмассу, основным вопросом будет выбор специального раствора. Особая подготовка к склеиванию материала будет заключаться в предварительной сборке всех деталей, чтобы поставить необходимые метки, ведь неправильное соединение полипропиленовых листов или банальная ошибка в процессе может стоить вам испорченного материала.
Главными рекомендациями при склеивании и сварке полипропилена своими руками будут:
- необходимо приобретать клей, обращая внимание, прежде всего на его марку, но никак не на цену. Свой опыт в таком вопросе будет для вас дополнительным бонусом. Иногда клей из высокой ценовой категории по качеству может уступать более дешевым аналогам;
- очень важным будет уделить внимание заточке и обработке краев полипропиленовых листов, при правильном выполнении этого требования, шов получится очень аккуратным;
- выбирайте способ сваривания в зависимости от ширины листа, а также его размера. Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
svarkagid.ru
Сварка листового полипропилена – выбираем сварочный аппарат
 Полипропиленовые листы в настоящее время широко используются в производстве ёмкостей для предприятий электронной, химической, нефтехимической, радиотехнической, пищевой, металлургической и других промышленностей. Данный материал также используется при изготовлении бассейнов.
Полипропиленовые листы в настоящее время широко используются в производстве ёмкостей для предприятий электронной, химической, нефтехимической, радиотехнической, пищевой, металлургической и других промышленностей. Данный материал также используется при изготовлении бассейнов.
Нередко полипропилен сравнивают с «королём» пластмасс. Он не является наиболее популярным и востребованным полимером в данное время, однако по темпам роста производства он является бесспорным лидером.
Основные технические показатели полипропилена
Полипропилен, как синтетически неполярный термопластичный материал, получают в промышленности из макромолекул изотактического строения. При комнатной температуре материал не растворяется в органических жидкостях, однако он может растворяться в некоторых видах растворителей при нагревании до высоких температур.
Полипропилен устойчив к щелочам, кислотам, растворам солей и иным неорганическим агрессивным средам, имеет низкий уровень влагопоглощения, высокие показатели электроизоляционных свойств, хорошие механический свойства, повышенную жёсткость и высокий уровень ударопрочности.

Технология и общие принципы сварки полипропилена
Сварка листового полипропилена заключается в соединении деталей посредством нагрева материала без изменения его химического состава. Полимер соединяется между собой при создании вязко-текучего состояния при нагревании.
Сварка полипропилена своими руками может осуществляться при помощи специального пистолета с подачей горячего воздуха (фена). В конструкции такого устройства воздух нагревается равномерно, что образует хорошую среду для сварки полимерных деталей.
ВАЖНО: при применении ручных аппаратов для сварки, необходимо учитывать тот факт, что при медленном сваривании элементов материал вокруг шва обычно подвергается наибольшему нагреванию, из-за чего снижаются его технические показатели, и вследствие чего – качество шва.
Экструдер, как аппарат для сварки полипропилена, также нередко используется в производстве. Данный процесс осуществляется в сухом тёплом помещении. Стыковые поверхности (края) свариваемых деталей обязательно должны быть зачищены мелкой шкуркой.

В экструдер поступает специальный присадочный пруток, который при разогревании сваривает нужные элементы. Время остывания такой сварки – ориентировочно 5-7 минут.
Механический сварочный аппарат для полипропилена применяется в основном в тех случаях, когда нужно приложить максимум усилий, чтобы края деталей соприкасались друг с другом. Не всегда с помощью подручных средств можно достичь этого.
Сварка полипропилена (видео находится на сайте) механическим путём подразумевает использование специальной опорной рамы с приборным блоком и гидроагрегатом. На данной раме с обеих сторон имеются специальные захваты, между которыми устанавливаются вкладыши для поддержания оптимального распределения давления на соединяемые элементы.

Сварочный аппарат для полипропилена имеет нагревательный элемент, который представляет собой диск со специальным покрытием. Внутри данного диска имеются нагревательные компоненты (ТЭНы), а снаружи – датчики контроля температуры и терморегуляторы.
Чем точнее показания термодатчика, который встроен в аппарат для сварки полипропилена, тем качественней сам аппарат. Наиболее качественными считаются агрегаты с электронными терморегуляторами (терморезисторами, которые способны измерять температуру близко около муфт и дорнов).
ВАЖНО: независимо от используемого терморегулятора, после нагревания сварочного аппарата нужно ещё подождать несколько минут, чтобы температура на насадках максимально приблизилась к той, которую показывают датчики.
Сварка листового полипропилена в некоторых случаях подразумевает также использование разных вспомогательных материалов (калиброватель, фаскосниматель, ножницы, торцеватель, очищающая жидкость и др.).

Требования по технике безопасности для сварки полипропилена
Во время процесса сварки полимерных изделий должно соблюдаться несколько правил:
- рабочая температура – не ниже 5оС;
- сварка листового полипропилена может осуществлять не только в закрытом помещении, но и на открытом воздухе;
- при низких температурах (ниже 5оС) технологическая пауза может быть слишком приближена к нулю;
- перед выполнением сварочных работ обязательным условием является очистка сварочных насадок во избежание возгорания остатков пластмассы и выделения углекислого газа;
- если помещение, где осуществляется сварка, плохо вентилируется, возможно выделение и скопление вредных газов;
- для проведения сварочных работ с полипропиленом рекомендуется иметь специальные защитные рукавицы и очки (защитную маску для лица).
Для более подробного ознакомления с процессом соединения двух полимерных листовых изделий рекомендуется посмотреть сварка полипропилена видео.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Сварка листового полипропилена – Способы обработки листов – Инфополимер
Всем известно, что соединение полипропилена легче всего осуществлять методом сварки. Понятие сварка полипропилена достаточно емкое. Под этим можно подразумевать пайку полипропиленовых труб и фитингов, соединение полипропилена пленочного типа, сварка полипропилена при помощи стыкового сварочного оборудования и др.
Мы же в основном будем рассматривать сварку полипропилена листового. Под этим понимают соединение листов между собой под прямым углом либо стык в стык. Существует несколько методов сварки: ручной способ, при помощи аппарата для сварки полипропилена, и автоматический, с использованием стыкового сварочного станка.
Виды оборудования для сварки
Ручная сварка полипропилена
Ручная сварка листового полипропилена, происходит при помощи оборудования для сварки полипропилена, это может быть сварочный фен или сварочный экструдер. Так же необходим сварочный пруток из полипропилена. Перед тем как приступить к сварке двух отрезков листа, их требуется зачистить мелкой шкуркой, для того чтобы придать поверхности материала шершавость. Так же следует учитывать, что для сварки полипропилена требуется теплое сухое помещение, наличие электросети, отсутствие строительной пыли.
Сварочный пруток подается в экструдер или фен, разогревается до определенной температуры, затем происходит процесс сварки двух поверхностей полипропиленового листа. После сварки требуется пять минут, для того, чтобы сварочный шов остыл. Плюсы ручной сварки в том, что оборудование и лист можно привезти на объект и варить на месте монтажа данного изделия. Это дает возможность сваривать практически любые конструкции, не смотря на негабаритный размер для транспортировки.
Сварка полипропилена на автоматическом оборудовании
Оборудование для полипропилена бюджетного варианта это сварочные фены и ручные экструдеры. В промышленных масштабах используются автоматические и полуавтоматические сварочные станки. На сегодняшний день существует множество производителей сварочного оборудования.
Лидерами по праву являются такие фирмы как: Leister (Швейцария) крупнейший производитель сварочного оборудования, Rothenberger (Германия), Munsch (Германия), FORSTHOFF (Германия). Эти компании надежно зарекомендовали себя как производители высококлассного профессионального сварочного оборудования. В нашей компании вы можете приобрести все вышеуказанные марки сварочного оборудования. Мы предоставляем гарантию производителя, а также полный спектр сервисных услуг.
Сварка листов полипропилена на автоматическом стыковом станке происходит в производственном цехе, в сухом и теплом помещении. Она хороша тем, что можно быстро и без сварочных швов сваривать (стыковать) листы между собой. Плюсы сварки на станке в том, что можно сваривать листы в рулоны длинной более 30 метров. Ширина же рулона зависит от ширины сварочного элемента данного станка. Обычно она составляет 3 или 4 метра. Таких размеров хватает для производства большинства изделий из полипропилена, что делает станок очень выгодным.
Также станок незаменим, при производстве большой партии продукции, т.к. существенно сокращает время сварки листов из полипропилена, и позволяет экономить на рабочей силе.
pplist.ru
Экструдер для сварки полипропилена
На смену традиционным материалам прошлого века со всеми их преимуществами и недостатками пришел новый, недорогой, эффективный, незаменимый в отдельных сферах, материал будущего. Полипропилен обладает рядом очевидных преимуществ. Несложные способы монтажа позволяют его использовать в качестве конструктивного строительного материала. Сварка листового полипропилена включает в себя термомеханические и термические технологии, которые обеспечивают высокопрочные, абсолютно герметичные соединения.
Свойства материала
Получаемый методом каландрирования расплавленной массы через валки заданных размеров, материал производится в листах. Широко используется в строительстве, изготовлении бытовых предметов, производстве труб, как гидроизоляционный материал. Его важные свойства, такие как:
- гидрофобность;
- стойкость к механическим воздействиям, истиранию;
- химическая стойкость,
- инертность к воздействию ультрафиолета,
объясняют широкую популярность полипропилена, который является к тому же отличным диэлектриком. Листовой полипропилен высокого качества используется для гальванопластики, изготовления ванн, бассейнов, вентиляционных конструкций, производства ёмкостей, очистных сооружений, профильных труб, бытовых изделий, пантонов. Материал используют в строительстве, горном деле, нефтехимии.
Виды полипропилена
Уникальные свойства материала способствуют его широкому применению. Полипропилен бывает:
- экструдированным;
- кашированным;
- прессованным,
каждый вид имеет собственное назначение, виды монтажа, сварки, склейки.
Маркировка листового полипропилена РР зависит от дополнительных технических характеристик. Маркировка и свойства:
- H – химическая стойкость;
- R – химостойкость дополненная повышенной прочностью, устойчивостью к высоким температурам;
- S – химическая устойчивость, не горючий материал;
- S-el – инертность к химическим реагентам, не горючесть, электропроводность.
Такая маркировка используется на территории страны и за рубежом.
Листовой полипропилен делится на типы по способу производства:
- плотный;
- ячеистый;
- вспененный,
каждый, из них имеет свои технические и технологические особенности. Плотный имеет жесткость, ячеистый имеет структуру упаковочного материала, вспененный ценится как материал для эффективной изоляции.
Особенности сварки листового полипропилена
Все виды и типы листового полипропилена являются универсальным материалом с точки зрения обработки. Фрезеровка, резка, машинная обработка механическое соединение и сварка – применяются к любому из типов, видов этого материала. Как можно соединять листы полипропилена:
- механическим способом, с использованием крепёжного материала, метод не предполагает сохранение герметичности, водонепроницаемости конструкции;
- методом склеивания, химическая инертность материала позволяет создавать достаточно прочные герметичные конструкции без его повреждения;
- сварка, метод с использованием экструдера, фена прочего сварочного оборудования обеспечивает прочные надёжные, абсолютно герметичные соединения.
Метод соединения выбирается в зависимости от производственных целей, технических характеристик материала, наличия технических возможностей.
Методы ручной сварки листового полипропилена
Сварочное оборудование производится как для ручного использования, так и для автоматического применения. Ручная сварка осуществляется следующими методами:
- Экструзионный метод. Соединение осуществляют небольшим по размерам аппаратом, который называется ручной экструдер. Применение ручного экструдера позволяет формировать достаточно надёжные соединения с коэффициентом прочности по отношению к исходному материалу – 0,8, позволяет производить стыковку листов толщиной не менее 16мм. Данным методов производят сварку крупных изделий сложной конфигурации.
Принцип состоит в подаче воздуха, размягчающего и нагревающего пластмассу в зоне сварки, куда встраивается полипропиленовая проволока. Размягчённый состав с помощью присадки подающейся экструдером соединяется с составом разогретого листа, перемешиваясь до однородной массы. Соединения получаются сверхпрочными, с высокого качества швом.
- Стыковка строительным феном. Под воздействием струи горячего воздуха (180°) расплавляются края листов полипропилена, соединяются и остывают. Метод действенен только при соединениях листов в 20мм толщиной. Шов не отличается высокой механической прочностью. Применение метода рекомендовано для сварки мелких элементов, не предназначенных для серьёзных нагрузок.
- Стыковой или полифузный метод. Применяется для стыковки элементов разной толщины, в том числе и самой большой. Производится с помощью подвижных специальных столов. Шов при стыковой сварке обладает высокой прочностью, надёжностью.
Стыковочные работы проводятся с определённой последовательностью мероприятий. Подготовка рабочего места, очищение от грязи и пыли. Обработка материала абразивными материалами, для придания лучших адгезионных характеристик.
Важнейшее преимущество ручного сварочного оборудования состоит в том, что оно позволяет производить соединительные работы непосредственно на месте, это широкие возможности для создания самых разных конструкций.
Аппараты ручной сварки предполагают использование присадочных материалов. Часто используется полипропиленовая проволока круглого или треугольного сечения разного диаметра (1- 6мм).
Автоматическая сварка
Принцип полифузного сваривания, автоматической сварки состоит в нагреве деталей в месте соединения и стыковки под высоким давлением.
- Края свариваемых деталей фиксируются специальным устройством,
- нагреваются до требуемой температуры,
- прижимаются друг к другу с помощью давления.
Качество получаемого соединения оценивается как очень высокое, надёжность подобных соединений подтверждена практикой.
Преимущества автоматической сварки:
- стыковка листов между собой без швов;
- сварка листов в рулоны;
- соединение под прямым углом;
- торцевое, угловое соединение гарантировано высокой прочности;
- не требуется регулировки давления, оно поддерживается на заданном уровне;
- не происходит перегрева и деформации шовного соединения благодаря автоматическому поддерживанию заданной температуры.
- Автоматика обеспечивает монолитность соединений.
Осуществляются операции на специальном оборудовании. Используются швейцарские станки Leister, немецкие Rothenberger, российские Ingenia, это машины с автоматическим циклом, числовым программным управлением, в арсенале имеющие три цикла сварки.
Сварка отдельных видов полипропилена
Сварка применима для прессованного, экструдированного полипропилена всех марок и типов. Автоматическая или ручная, полифузная, с помощью фена или экструдера сварка применяется для решения различных производственных задач.
Среди всех видов полипропилена выделяется кашированный. Это полипропилен, склеенный с тканевым материалом. Одну сторону листа, с повышенной адгезией соединяют с тканевым материалом из полиэфирных волокон или стеклоткани. Соединяют путём каландрирования, то есть, в процессе экструзии пластмассу механически прижимают к тканевому полотну, ткань внедряется в слой полимера. Так получается уникальный по своим физико-техническим свойствам полипропилен, сочетающтй в себе все самые превосходные качества стеклопластика и полимера:
- прочность;
- повышенная несущая способность;
- улучшенные возможности для пищевых ёмкостей;
- химическая стойкость самой высокой степени.
Максимально прочное соединение ткани и полимера происходит за счёт клеящих составов изготовленных на основе полиэфирной, эпоксидной смолы, других клеев промышленных составов.
Основы технологии сварки листового полипропилена
Основа технологии состоит в том, что соединение элементов термическим способом не влечёт за собой изменения их химического состава. Сварка происходит с использованием стыковочного материала, используется пруток, но сварку осуществляют и без него. Доведение соединяемых поверхностей до вязкого состояния путём нагрева, принудительная стыковка механическим образом, рождает цельную деталь определённой прочности после остывания.
Для обеспечения нормального технологического процесса сварки требуются некоторые обязательные условия:
- Чистое светлое помещение с минимальной температурой воздуха 15°;
- Соответствие присадочных материалов основному;
- Правильный выбор сварочного инструмента и насадок к нему;
- Допустимое качество используемых материалов, лист должен иметь правильную геометрию, ровную поверхность, однородность цвета, пруток ровное сечение, структуру без пузырьков или иных вкраплений;
- Наличие дополнительного инструмента, ножей, наждачных шкурок, растворителей для снятия жира, прочего
- Края свариваемых листов перед сваркой обработать фрезером, для предания угла наклона края 45° к плоскости листа. Соединить листы обработанными краями, так, чтобы образовался паз, в который затем нужно подавать расплавленный полипропилен через экструдер.
- При соединении листов методом спайки феном и склейки, края листов обрабатываются под 90° к плоскости листа.
Соблюдение условий гарантирует надёжное качество стыковочных сварных работ любым известным способом.
www.m-deer.ru
Сварка полипропиленовых листов экструдером – Мастер Фломастер
- Сварка горячим воздухом (или сварка феном)
- Сварка ручным экструдером
- Сварка при помощи нагревательного элемента встык
Для сварки полипропиленовых труб могут использоваться также электромуфтовая сварка, раструбная сварка и т.д. В данном разделе описываются основные виды сварки листового полипропилена.
Сварка полипропилена горячим газом (сварка феном)
Наиболее простой и бюджетный, с точки зрения оборудования, способ сварки, широко распространенный при сварке листов малой толщины и/или линейных размеров.
При этой технологии основные материалы и присадочный материал (сварочный пруток) свариваются подогретым газом (чаще всего воздухом) с использованием прижимного давления на соединяемых поверхностях которое создается вручную оператором. Проводка (подача прутка) также осуществляются вручную. Воздух подогревается электрическими нагревательными элементами (феном) до температуры необходимой для сварки. Нагрев места сварки и сварочного прутка происходит одновременно с помощью специальной сварочной насадки на фен. Форма и размеры насадки, в основном, определяются формой и сечением сварочного прутка.
Листовой полипропилен – современный конструкционный материал с отличными характеристиками. Он используется в строительстве как изоляционный материал, кроме этого из него делают бассейны, различные емкости, вентиляционные короба, используют для отделки индивидуальных очистных блоков.
Сварка полипропилена надежней механического крепления листов и склейки. Разогрев до температуры плавления обеспечивает прочность соединений, швы герметичны, не пропускают воду, не деформируются в процессе эксплуатации. Существует несколько технологий температурного соединения листового полимера, все они будут описаны ниже. Для этого применяется специальное оборудование, для работы с ним требуются определённые знания.
Свойства и виды полипропилена
Композитные и монолитные плиты создаются из полимерного материала, получают их путем прокатки, которые уплотняют пористую структуру, придают форму, создают гладкую поверхность. Основные характеристики листа:
- высокая прочность на разрыв, сжатие, кручение;
- низкий удельный вес, не более 0,92 г/см 3 ;
- небольшой коэффициент расширения, сохраняет однородность структуры в температурном диапазоне от +80 до -40°С;
- экологическая безопасность, не выделяет вредных компонентов;
- химическая нейтральность к агрессивным средам кислотной и щелочной природы;
- гидрофобность: материал не впитывает влагу;
- стойкость к ультрафиолету;
- диэлектричность.
Материал легко монтируется с помощью крепежа, поддается резке, фрезеровке, сварке, склейке. Лист выпускается трех видов:
- плотный – имеет гомогенную структуру;
- ячеистый – рыхлый, обладает шумоизоляционными свойствами;
- вспененный – используется как утеплитель.
Технология сварки
При температурном соединении не нарушается структура полимера, сцепление соединяемых деталей происходит за счет процесса взаимодиффузии. Сварка полипропиленовых листов заключается в разогреве стыка до вязко-текучего состояния. При выборе оборудования необходимо учитывать, что при медленном разогреве в местах соединений материал дает усадку, от этого страдает качество шва. Температура сварки зависит от вида инструмента. Для монтажа листов используется полиффузный метод, когда разогреваются стыки. Еще соединение делается с помощью экструдера. Разогреть полипропилен можно воздушным пистолетом (феном).
Имея необходимое оборудование, соединять листы можно своими руками.
Методы ручной сварки листового полипропилена
При монтаже используются два инструмента: сварочный экструдер для полипропилена и фен. Между свариваемых листов укладывается полипропиленовая проволока или пруток для сварки. Он выбирается по виду монтируемого материала, должен соответствовать ему по классу материала, виду изготовления.
Для сварки полипропилена феном нужен инструмент большой мощности, разогрев проводится в течение 5–10 минут. До этого необходимо подготовить поверхности соединяемых частей: зачистить их мелкой шкуркой, чтобы образовались неровности. Затем под углом 45°срезается кромка. Для непрерывной укладки прутка используется насадка, фен для сварки обычно ими укомплектован. Их недолго сделать из жести самостоятельно. В процессе стык разогревается до 180°С, поэтому феном для сварки полипропилена монтируют листы толщиной до 20 мм. Для листов свыше 16 мм применима сварка экструдером, это более надежный способ соединения. Инструмент разогревает лист до 270°С, он оснащен специальными насадками, которые применяются при монтаже сложных геометрических форм. Работать им необходимо быстро, чтобы лист не расправлялся. Если на агрегате две насадки, включать обе сразу не рекомендуется.
Принцип работы экструдера заключается в разогреве прутка до однородной консистенции, при этом одновременно разогревается стык и выдавливается экстрадированный полипропилен. Есть модели экструдеров, куда вместо прутка можно закладывать гранулы. Они размягчаются в пластификаторе и прессом подаются в рабочую зону. Получается очень качественный и прочный шов.
Автоматическая сварка
Для соединения листов созданы сварочные станки. Это оборудование для сварки создает ровный диффузный шов за счет касания стыка нагревательным элементом. Автоматический паяльник нужен при большом объеме работ. Температура регулируется в зависимости от структуры листа, на автомате можно производить сварку листов полипропилена толщиной от 16 мм.
Склеивание листового полипропилена
Изделия с неровными поверхностями скрепляют химическим способом. Этот метод применяется редко из-за того, что полипропилен – трудносклеиваемый материал, для него нужен специальный состав, традиционные смеси для пластика не годятся, необходимо обращать на это внимание. Клей бывает нескольких видов:
- термоактивный на основе полифенольных смол или двухкомпонентный, с отвердителем или твердеет при нагреве;
- термопластичный однокомпонентный, на упаковке обязательно указывается температура отвердевания.
Вторая проблема склейки – предварительная разметка всех деталей перед сборкой, любая ошибка приведет к большой потере материала, работу придется начинать заново. Метки делают на соединяемых частях с торцов, чтобы поверхность оставалась чистой.
Подведем итоги
Типичные ошибки при сварке, которые допускают новички:
- Влажные и грязные стыки снижают качество соединения, они могут запачкаться при укладке на ровную поверхность, поэтому ее тоже очищают.
- Неправильный выбор присадочного прутка, важно знать маркировку листа перед его покупкой. Буквенные символы обозначают тип полимера: БС (блочный слойный), В (вспененный), Г (гомогенизированный), М (монолитный), ПП (полимерный).
- Неравномерность разогрева рабочей зоны и присадки, если пруток будет мягким, его сложно будет вдавливать между свариваемыми элементами, он будет выпячиваться, его будет легко вырвать. Если присадка холоднее листа, образуются морщины в месте шва.
- Низкая или высокая скорость укладки присадки: при низкой будут образовываться нагары, при высокой шов будет стягиваться.
- Чтобы проверить прочность соединения, охлаждённый шов разогревается горячим воздухом, тогда становятся заметны все дефекты.
Содержание статьи:
Ручные экструдеры, ручные сварочные аппараты горячего воздуха, вентиляторы для подачи воздуха — это оборудование для сварки полипропилена листового.
Для сферы аппаратостроения (производство листовых сварных конструкций) и производства резервуаров LEISTER предлагает оборудование для сварки термопластов – ПЭНД, полипропилена, непластифицированного ПВХ, ХПВХ (хлорированного поливинилхлорида), ПА, ПВДФ, этилен-хлортрифторэтилена. Для разогрева, прихватки и сварки горячим газом с протяжкой применяют пистолеты DIODE PID, DIODE S, GHIBLI, GHIBLI AW, HOT JET S, LABOR S с соединительным блоком, TRIAC AT, TRIAC ST, WELDING PEN R и WELDING PEN S. Эти ручные аппараты горячего воздуха подойдут для сварки небольших деталей.



LEISTER предлагает потребителям фены как со встроенной, так и с отдельной подачей воздуха, поэтому могут потребоваться блок подачи воздуха AIRSTREAM ST, вентиляторы MINOR и ROBUST.
AIRSTREAM ST предназначен для профессионального применения. Его назначение — снабжение воздухом ручных сварочных аппаратов, использующих воздух от внешних устройств, например, фенов DIODE S, DIODE PID, WELDING PEN S, WELDING PEN R и LABOR S. Блок дает возможность эксплуатировать параллельно два ручных пистолета благодаря одновременной подаче питания и воздуха (сварку выполняют два оператора). На AIRSTREAM ST можно точно выставить требуемый расход воздуха для обоих выходов.

Фен GHIBLI AW для насаживаемых насадок имеет интуитивно понятный цифровой интерфейс “е-Drive”, кроме того, он совместим со всеми насадками, применяемым с его «предшественником» — аппаратом GHIBLI. При выборе параметров ручной сварки горячим газом рекомендуется ориентироваться на сварочные таблицы по нормам DVS 2207-3, чтобы соединения получались надежными.

Ручным сварочным экструдером LEISTER, представленным в классах производимости от 0.2 до 6 кг/ч (выход массы), осуществляется сварка листов полипропилена. ПП — это один из наиболее легких полимеров из всего ряда стандартных пластмасс. Данная характеристика полипропилена дает возможность использовать его при производстве легких конструкций и изделий. Этот материал характеризуется низкой стойкостью к действию УФ-излучения, поэтому в него часто вводятся светостабилизирующие добавки, что увеличивает срок эксплуатации материала по сравнению с немодифицированным полипропиленом.
Широкое использование полипропиленовых листов в промышленной сфере для производства емкостей для кислот и химических реагентов, листов, труб, многооборотной транспортной упаковки и тары и т.д. обусловлено высоким пределом прочности ПП, его стойкостью к воздействию повышенных температур и к коррозии. Полипропиленовые изделия на химических производствах проходят ряд дополнительных проверок, соединения и швы должны быть выполнены на высшем уровне. При сварке экструдером можно ориентироваться на сварочные таблицы по нормам DVS 2207-4 (сварочные параметры: экструзионная сварка).

LEISTER предлагает две линейки экструдеров – WELDPLAST с замкнутой системой (регулировка) и FUSION с открытой системой (управление).
Экструдер WELDPLAST S6 имеет микропроцессор для управления процессом сварки полипропилена. Наличие меню для выбора программ облегчает сварку. Аппаратом WELDPLAST S6 выполняют сварку конструкций из листового полиэтилена и полипропилена большой толщины, пластиковых труб для безнапорных систем, а также полимерной гидроизоляции.
Сварка листов полипропилена шнековым экструдером со встроенной системой подачи горячего воздуха для нагрева массы и преднагрева сварного шва FUSION 3С возможна с максимальной производительностью до 3,5 кг/час. Экструдеры линейки FUSION не оснащаются ни дисплеем, ни температурным зондом. Сварка полипропиленовых листов экструдерами FUSION требует от сварщика больше внимания и опыта. Если сварочный шов при использовании оборудования для экструзионной сварки получается некачественным (с усадочными раковинами, пустотами), виной тому могут быть неправильно подобранные параметры сварки, присадочный материал с остаточной влагой, слишком высокая влажность воздуха, влажные руки сварщика, слишком холодная или короткая сварочная насадка, а также плохое качество самого материала.
master-kleit.ru
Сварка полипропилена листового: аппарат, температура
Автор admin На чтение 4 мин. Просмотров 1.1k. Опубликовано
Сварка полипропилена – это самая востребованная сборочная технология, эффективность которой объясняется термопластичной природой данного сорта конструкционных полимеров. Причем с помощью сварки можно соединять любые полипропиленовые детали: от труб до листового материала.
Темой нашей статьи станет именно последний вариант монтажа – сварка листов полипропилена. Причем на этой странице вы сможете ознакомиться не только с этапами технологического процесса. Эта информация будет дополнена описанием комплекта оборудования, необходимого для «сшивки» листового полимера.
Полипропиленовый лист: обзор материала для заготовок
Листовой полипропилен производится из гранул, путем экструзии (выдавливания) расплавленной массы полимера сквозь калибровочное отверстие (щель). С помощью подобной технологии можно получить листовой «прокат» любой ширины или длины.
Однако в продажу листовой полимер поступает в виде мерных отрезков шириной до 1,5 метров и длиной до 4 метров. Поверхность листа может быть матовой или глянцевой. В последнем случае лист покрывают особой пленкой.
Как и любое другое изделие из полипропилена, листовой материал является хорошим диэлектриком, обладает завидной гидрофобностью и достаточной стойкостью к истиранию и высокой химической стойкостью.
Поэтому полипропиленовые листы используют в качестве отделочного материала или в роли материала конструкционного. В последнем случае стыковку листов или листовых заготовок обеспечивает сварка полипропиленовая – особая технология формирования высокопрочных и герметичных соединений неразъемного типа. Причем в процессе сварки можно задействовать, как термомеханические, так и только термические технологии.
Сварочное оборудование и присадочные материалы
Для соединения полипропиленовых листов используют три сварочные технологии:
- Полифузионный монтаж – аналог контактной сварки.
- Монтаж с помощью экструдера.
- Монтаж с помощью строительного фена (воздушного пистолета).
И каждый вариант реализации техпроцесса предполагает использование особого комплекта оборудования.

Так, полифузионный монтаж реализуется с помощью особого аппарата, нагревающего и сдавливающего торцы заготовок. Причем температура сварки в данном случае не превышает 270 градусов, а сживающее усилие не превышает нескольких килограмм на квадратный сантиметр. Однако с помощью полифузионного станка можно получить и торцевое, и угловое сопряжение, гарантирующее высокую прочность и герметичность.
Экструдер работает по схеме сварочного полуавтомата. То есть, в разогретую зону сварки подается присадочная проволока, которая плавится при той же температуре в 270 градусов Цельсия. После остывания разогретых кромок и расплавленной проволоки образуется шов, соединяющий заготовки.
В последнем случае аппарат для сварки полипропилена, по сути, отсутствует. Его заменяют строительным феном. С помощью этого инструмента можно прогреть до 270 градусов и проволоку, и стыкуемые кромки. То есть, «воздушный пистолет» используется по схеме «газовой» сварки, играя роль горелки.
Присадочные материалы используются только в паре с экструдером или строительным феном. В данном случае роль присадки играет полипропиленовая проволока диаметром от 1 до 6 миллиметров. Причем проволока может быть и круглой и треугольной (в сечении).
Сварка полипропилена листового: как это делается
Сам процесс сварки экструдером полипропиленовых листов выглядит следующим образом:
- В самом начале нужно подготовить инструмент, присадочный материал и помещение. Инструмент подключается к розетке бытовой электросети, присадочная проволока вставляется в держак экструдера, а помещение очищается от строительной пыли.
- Далее следует заняться подготовкой стыкуемых кромок. Для этого листы укладывают на сварочный стол или любую другую ровную поверхность, а их кромки зачищаются мелкозернистой наждачной бумагой. Ведь шершавая поверхность обладает лучшими адгезионными свойствами, чем абсолютно гладкий лист.
- После подготовки кромок можно заняться свариванием, предварительно прогрев головку экструдера. Сам процесс похож на технологию сваривания плавким электродом. То есть, сварщик перемещает головку экструдера вдоль шва, заполняя стык расплавленным присадочным материалом. Подача проволоки в сварочную ванну регулируется автоматически или вручную.
Спустя 5-7 минут, от момента введения расплавленной проволоки в шов, сваренные листы можно использовать по назначению.
steelguide.ru