всё, что вам необходимо знать. Для новичков
Время чтения: ≈7 минут
В некоторых технологиях сварки в качестве присадочного материала часто применяется проволока для сварки вместо привычных электродов. Она используется в паре с защитным газом или без него в автоматической или полуавтоматической сварке. Сварочная проволока продается в бобинах и может отличаться по диаметру и свойствам.

Но это только основы. В этой статье мы подробно расскажем всё, что вам необходимо знать в сварочной проволоке. Вы узнаете, какие существуют виды сварочной проволоки и что такое маркировка.
Содержание статьи
Общая информация
Итак, что из себя представляет сварочная проволока? Зачастую это металлический пруток, смотанный в бобину. Бобина вставляется в подающий механизм, и проволока направляется в сварочную зону в автоматическом режиме или режиме, заданном сварщиком. Также проволоку можно подавать вручную, просто разматывая бобину.
Проволока может быть цельной, полой или с вкраплениями. Но об этом мы расскажем далее. Изготавливается из различных металлов. Например, стали, алюминия, латуни и так далее. Материал изготовления проволоки должен быть идентичен металлу, который вы варите. Т.е., если вы работаете с алюминиевой деталью, то и проволока тоже должна быть алюминиевой.
Виды сварочной проволоки
Различают три типа сварочной проволоки: проволока сплошная, порошковая проволока (ее также называют «флюсовая проволока») и активированная проволока. Давайте подробнее остановимся на каждом типе.
Сплошная проволока или проволока сплошного сечения изготавливается из чистого металла. В ней нет никаких примесей или дополнительных веществ. Это простейший тип проволоки и самый распространенный. Зачастую ее используют при сварке в среде защитного газа.
Порошковая проволока, она же проволока для сварки без газа. Исходя из названия понятно, что такую проволоку применяют для сварки без защитного газа. Но за счет чего достигается такой эффект? Ведь сварка без газа влечет за собой ухудшение качества сварка и в целом усложняет рабочий процесс.

Все просто: у порошковой проволоки особая полая конструкция. С виду она выглядит, как обычная сплошная проволока, но внутри она полая. И в этой полости содержатся специальные порошковые вещества, играющие роль флюса и заменяющие газ. Такая проволока применяется в случаях, когда нет возможности доставить газовый баллон к месту сварки. Например, на высоте.
Теперь про активированную проволоку. Активированная проволока — самый интересный тип. Она сочетает в себе сплошную проволоку и порошковую. Как это возможно? Дело в том, что такая проволока взяла все самое лучшее из предыдущих двух типов. Она позаимствовала от сплошной проволоки конструкцию, а от порошковой — защитные свойства. Только в отличие от порошковой у данной проволоки защитные примеси не засыпаны в полость, а равномерно распределены по всему «телу» проволоки.
На что обратить внимание
Отдельно обращаем ваше внимание, что недостаточно просто выбрать тип проволоки и приступить к сварке. Необходимо заранее знать, какой тип работ вы будете выполнять. Поскольку каждая проволока предназначения для выполнения определенной работы. Согласитесь, проволока для сварки полуавтоматом вряд ли подойдет для резки. Также у проволоки может быть различный диаметр. Он подбирается исходя из толщины свариваемого металла. Чем толщина больше, тем больше диаметр проволоки. Диаметр может быть от 0.8 до 12 миллиметров. Самый популярный – 3 миллиметра.
Как мы уж писали выше, проволока может быть предназначена для сварки различных металлов. По этому признаку тоже можно классифицировать проволоку. Например, в магазине продается титановая сварочная проволока, которая применяется для сварки титана.

Также перед сваркой необходимо ознакомиться с составом. Ведь сварочная проволока отличается еще и по своему наполнению, а также легированности. Именно поэтому для правильного подбора присадочного материала нужно знать состав сварочной проволоки.
Отдельная тема — это маркировка сварочной проволоки. Об этом мы поговорим далее.
Маркировка проволоки
Маркировка — это набор букв и чисел, в которых зашифрованы основные характеристики проволоки. Маркируется абсолютно вся проволока, вне зависимости от ее типа или назначения. В рамках этой статьи мы не сможем перечислить все марки сварочной проволоки, поскольку их насчитывается более 70. Но мы расскажем о том, как самостоятельно расшифровывать марки.
Для примера была выбрана марка проволоки Св-06Х19Н9Т. Зачастую она используется при электросварке, поэтому очень популярна.

Начнем с букв «Св». «Св» означает, что такое проволока предназначена только для сварки. Не для резки или любых других работ. Исходя из этого мы понимаем, что первые две буквы описывают назначение присадки. Также существует обозначение «Нп». Оно означает, что это наплавочная проволока. Порошковая проволока обозначается «Пп».
После этого указывается цифра, описывающая содержание углерода. В нашем примере это 06, что означает 0,06 % углерода от общей массы присадочного материала. Вслед за углеродом обозначается, какие металлы присутствуют в проволоке и в каком количестве. В нашем примере это хром («Х») в количестве 19% («Х19»), никель («Н») в количестве 9% («Н9»0 и титан («Т»). Если металла в составе меньше 1%, то количество не указывается, как в случае с титаном в нашем примере.
Но что, если сварочная проволока содержит другие буквы? Например, Ю или Д. Достаточно запомнить, что они означают. «М» – это молибден, «С» – это кремний, «Ф» – это ванадий, «Ц» – это цирконий, «Д» – это медь, «Г» – это марганец, «Ю» – алюминий.
Популярные марки
Выше мы говорили, что существует более 70 марок присадочной проволоки. Новичкам нелегко разобраться в них, поэтому мы перечислим наиболее популярные марки. Вдруг вы найдете среди них именно ту, которая вам необходима.
Начнем с марки Св-10Г1СН. Эта марка одна из самых часто используемых. Данная проволока широко используется при сварке в среде защитного газа. Можно варить низколегированные конструкционные стали. Марка используется во многих областях промышленности: от горнодобывающей до нефтеперерабатывающей.
Читайте также: Расчет расхода сварочной проволоки на метр шва
Марки Св-10ГА, Св08А и Св08 применяется при сварке низкоуглеродистых металлов. Идеально подходят для аргонодуговой сварки. Также хорошо зарекомендовали себя при газовой сварке. Особенно, при работе с водопроводными трубами.
Марка Св-06Х19Н9Т (упоминаемая в примере маркировки), а также Св08ХН2М, Св08ХМФА и Св08ГС. Эти марки очень недорогие, но при этом выдают отличный результат сварки. Подойдут для сварки низколегированных сталей.
При сварке высоколегированных металлов отличным выбором станут марки Св-08Н50, Св30Х25Н16Г7, Св07Х19Н10Б, Св10Х17Т и Св08Х20Н9Г7Т.
Вместо заключения
Выбор сварочной проволоки для сварки или резки — не такая уж сложная задача, как может показаться на первый взгляд. Несмотря на такое большое разнообразие марок и разновидностей, вам достаточно знать тип работ и металл, который вы будете варить. Можете попросить продавца в магазине помочь вам с выбором. Также полный перечень марок можно найти в ГОСТах . Желаем удачи в работе!
svarkaed.ru
Сварка полуавтоматом без газа (инстркция) также приведены плюсы и минусы
Сварка полуавтоматом, обычно, делается при помощи проволоки в среде защитных газов. Данный процесс – это, по сути, классическая электродуговая сварка металла, при которой используется тепловая энергия электрической дуги, соединяющей окончание электрода, и свариваемые детали.
Содержание:
По причине большего сопротивления в дуге относительно сопротивления в электроде, более значительную тепловую энергию выделяет именно плазма дуги, что приводит к оплавлению близлежащих поверхностей (деталь и электрод), где образуется сварочная ванна. Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.

Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
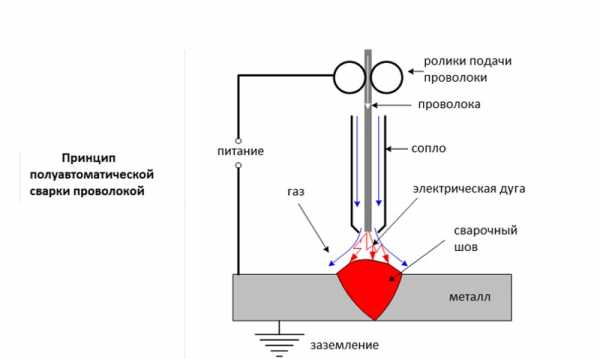
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.

Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.
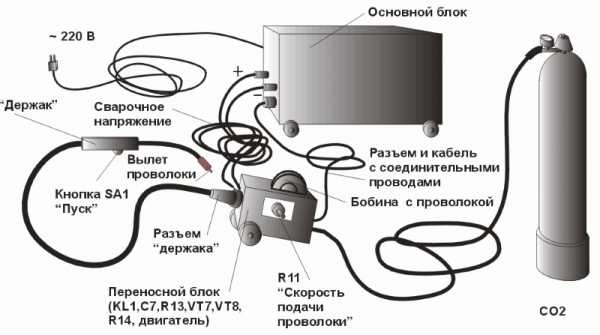
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Электрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.

Процесс сварки производится в ручном режиме, с помощью таких приспособлений: источник тока, механизм подачи электрода, гибкие шланги и пистолет, который рабочий использует, чтобы наложить сварной шов.
Полуавтоматические сварочные аппараты разделяются по защите шва:
• для сварочных работ под флюсом;
• для сварочных работ с защитными газами;
• для сварочных работ, в которых используется порошковая проволока.
Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;

полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;
соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Производственные преимущества:
отсутствуют вредные выделения в процессе сварки.
Плюсы экономического характера:
дешевизна сварки, выполненной с использованием углекислого газа, по сравнению с ценой сварки на электродах.
высокие показатели качества и технологичности.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.

Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
Если вы имеете доступ к трехфазному напряжению (380В), то обязательно следует выбирать трехфазный аппарат. Это связано с тем, что наилучшие показатели выпрямительного тока получаются только когда используются трехфазные выпрямители, а от этого зависят показатели качества сварки.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.

Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.

полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Принцип работы инверторного сварочного полуавтомата
Сварка, которая осуществляется при помощи инверторного сварочного полуавтомата — это самый высокопроизводительный способ сварки. При его использовании показатели производительности сварочного процесса увеличиваются троекратно. Эти показатели достигаются благодаря легкому розжигу дуги, высокой скорости сварки, удобством в обслуживании и управлении. Не требуется постоянно менять электроды и освобождать шов от шлака. Даже самые сложные сварочные швы выполняются намного легче.
Сварка при помощи полуавтомата – это непрерывная равномерная подача проволоки-электрода к зоне горения. В то же место производится подача и защитного газа (аргона, углекислоты или их смесей), при помощи которого металл предохраняется от контакта с окружающей средой. Это открывает возможности для получения высокопрочного, качественного сварочного шва, и исключения шлака.
Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Как уже говорилось, инверторные сварочные полуавтоматы являются одним из наиболее часто используемых приборов, среди всех сварочных агрегатов. Чаще всего, в инверторах используют современныу технологию MIG-MAG, которая дает возможность для сварки, как в условиях активного, так и инертного газа (к примеру, аргон).
Постоянный ток является причиной, по которй появляется электрическая дуга. Зона сварки защищается от попадания кислорода при помощи газа. Обычно, инверторные сварочные аппараты являются универсальными приборами, однако, наиболее часто они используются для работы с тонким листовым металлом.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.

При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным.
Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн.
Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа – это уже не какая-то новинка, которой пользуются только профессиональные сварщики или жестянщики. В специализированных магазинах можно найти множество недорогих и вполне простых, но в то же время качественных аппаратов.
То, что они очень популярны, это следствие просты работы с ними, при этом, качество сварки остается на том же уровне, или даже выше. Используя сварочный полуавтомат, даже не будучи профессиональным сварщиком можно добиться качественного и красивого шва.
Газовые баллоны – это достаточно тяжелая штука, да и если их не использовать постоянно, то выгоды тоже нет никакой, поскольку баллоны требуют зарядки ,а делать это ради маленького шва не рационально. Намного более просто пользовать сварочным полуавтоматом без газа.
В данных аппаратах используется так называемая флюсовая проволока, что дает возможность судить о её составе. Кроме этого, её могут называть и порошковой сварочной проволокой, что является тем же материалом. При помощи данной проволоки, можно выполнять сварочные работы, не используя газ.
В состав такой проволоки входит стальная трубка стандартного диаметра, которую применяют для обычной сварки в газовой среде. Чаще всего это 0,8 мм. В середине, проволока наполняется специальным порошком — флюсом, который немного напоминает состав, которым покрываются обычные электроды. При нагревании, происходит сгорание флюса, благодаря чему образуется защитный газ в зоне сваривания, примерно так, как это происходит при сваривании с помощью электродов.
Из преимуществ данного метода сварки отметим то, что не нужно использовать газовую аппаратуру, и, можно следить за процессом сварки, конечно же, предохраняя глаза защитной маской. Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Так как у порошковой проволоки, обеспечивающей сварочные работы без использования газа, достаточно тонкие стенки – подачу проволоки должен осуществлять механизм, имеющий небольшое сжатие, а резко поворачивать шланг сварочного полуавтомата не рекомендуется.
Обязательным условием сварки при помощи флюсовой проволоки является соблюдение правильной полярности. Горелка должна быть подключена к минусу, в то время как само изделие должно быть подключено к плюсу. Подключение такого типа называют прямым подключением. Во время сварки с использованием защитного газа применяют подключение обратного типа. Это объясняется тем, когда подается флюсовая проволока, требуются более высокие показатели температуры, чтобы образовался защитный газ.
postroyka-dom.com
Сварка полуавтоматом без газа с обычной проволокой: технология
Время чтения: 6 минут
Бытовые сварочные полуавтоматы — это один из самых продаваемых типов сварочного оборудования. С помощью компактного полуавтомата можно не только решить многие проблемы на даче, но и залатать кузов авто или починить забор. И не смотря на необходимость применения газовых баллонов и присадочной проволоки, которые удорожают сварку, полуавтоматы все равно пользуются большим спросом.

Однако, не всегда применение газовых баллонов возможно. Примеров масса: от сварки на высоте до срочных выездных работ на стройплощадке. В таких ситуациях сварщики задаются вопросом: «А можно ли вообще использовать сварочный полуавтомат без газа, применяя только присадочную проволоку?». Ответ: да. Но с некоторыми оговорками, о которых мы и расскажем в этой статье. Прочтите до конца, чтобы сделать правильные выводы и получить швы достойного качества.
Содержание статьи
Возможна ли сварка без газа?
Сразу скажем, что в этой статье мы будем говорить о технологии MIG/MAG (сварка с применением защитного газа и плавящейся проволоки). Эта технология хорошо себя зарекомендовала и позволяет получить качественные швы, в отличие от ММА сварки (ручная дуговая сварка). Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?

Хоть MIG/MAG сварка и позволяет получить очень качественные швы, она не лишена недостатков. Зачастую газовые баллоны слишком громоздки, чтобы использовать их для сварки в труднодоступных местах и на высоте. В таких случаях сварка с газом просто невозможна. Также при частой сварке газовый баллон необходимо заправлять, и это не всегда возможно, а запасного баллона может не быть под рукой. Возникает необходимость применять сварочный аппарат без газа… Но насколько это возможно?
Многие умельцы решают просто исключить газ из технологии MIG/MAG и варить присадочной проволокой. Они убеждены, что можно использовать сварочный полуавтомат проволочный без газа и при этом получить качественные швы. Так ли это мы расскажем далее.
Сварка без газа обычной проволокой
Сварка обычной присадочной проволокой без газа с применением полуавтомата — это бессмысленная затея. Такая сварка практически невозможна из-за особенностей самой присадочной проволоки. Повторимся, что в данной статье мы говорим о технологии MIG/MAG сварки, где обязательно применение газа. Если убрать газ и оставить только присадочный материал, то он будет либо постоянно разбрызгиваться, либо залипать. И эту проблему не решить встроенными функциями полуавтомата. Просто такова технология. Отсутствие газа при сварке обычной проволокой — это все равно, что у человека отобрать одну руку и заставить выполнять привычные повседневные действия.
Итак, проволочные присадочные материальные годятся для сварки без газа. Что тогда делать? На помощь приходит так называемая порошковая проволока. С виду это обычный металлический пруток. Но в его сердцевине содержится флюс, который при плавлении проволоки высвобождается и позволяет варить без газа.

Вывод: сварка полуавтоматом без газа обычной проволокой возможна, но получаемые швы никуда не годятся и саму работу крайне сложно выполнять. Используйте такой метод только при экстренных случаях, когда у вас вообще нет никакого выбора. В остальных ситуациях лучше применять порошковую проволоку с флюсом внутри. На данный момент это единственный безгазовый способ сварки при применении MIG/MAG технологии.
Читайте также: Все, что вам нужно знать о порошковой проволоке
Но учтите, что порошковая проволока стоит недешево и такая сварка может оказаться дороже применения газа и обычной проволоки. К тому же, получаемые швы не отличаются высоким качеством и подвержены коррозии. В случае с некоторыми металлами это особенно критично.
Например, при сварке нержавеющей стали. Если использовать порошковую проволоку при работе с нержавейкой, то шов через время покроется ржавчиной, и антикоррозийные свойства сойдут на нет. Учитывайте это и не используйте порошковую проволоку на постоянной основе вместо газа. Все-таки MIG/MAG технология подразумевается связку газ+присадочный материал. А порошковая проволока скорее помогает решить срочные задачи и не подходит для регулярного использования.
Технология сварки
Итак, теперь вы знаете, что сварка обычной проволокой неэффективна и нужно использовать порошковую проволоку, если вы хотите варить без газа. Технология сварки порошковой проволокой довольно проста, и в чем-то напоминает ручную дуговую сварку, но с некоторыми отличиями. Мы расскажем про основные особенности технологии, которые нужно учитывать.
Ваш сварочный аппарат должен работать на постоянном токе или иметь возможность переключения с переменного тока на постоянный. Это связано с тем, что большинство марок порошковой проволоки предназначены для сварки на постоянном токе. Но вы можете подобрать проволоку, которая подходит для переменного тока, если это необходимо. Но учтите, что найти такой присадочный материал непросто и при сварке металл будет разбрызгиваться. Что касается полярности, то рекомендуется установить обратную.
У проволоки должен быть свой сертификат или паспорт, где будет указан рекомендуемый вылет. Обычно вылет проволоки должен составлять от 15 до 20 мм. В процессе сварки вылет должен быть неизменным. Внимательно прочтите рекомендации, которые дает производитель в сертификате или паспорте.
Еще одна важная особенность — это подбор направляющего канала для горелки. Его диаметр должен быть больше диаметра проволоки. Например, для сварки порошковой проволокой диаметром 2 мм подберите направляющий канал диаметром 3 мм. Наконечник лучше выбирать из меди и длиной около 40 мм.
Порошковая проволока не нуждается в перемотке, ее можно сразу использовать их бухты в которой она поставляется. А вот в прокалке она все же нуждается. Так что перед сваркой поместите ее в печь на 2-3 часа. Прокалите до температуры не более 250 градусов. Если в составе проволоки есть органические элементы, то ее не нужно прокаливать. Зачастую все рекомендации касаемо прокалки есть в сертификате или паспорте на купленную вами проволоку.
При формировании швов горелкой совершайте плавные колебательные движения.
Вместо заключения
Не всегда у сварщика есть возможно применять аппарат с проволокой и газовым баллоном. В таких случаях можно применить сварочный аппарат полуавтомат без газа, заменив присадочную проволоку на порошковую. За счет флюса, находящегося в сердцевине порошковой проволоки, удается имитировать сварку в среде защитных газов. Но учтите, что качество швов будет заметно хуже, чем при использовании газа. Так что не стоит применять порошковую проволоку на постоянной основе.
Также не используйте для сварки без газа обычную присадочную проволоку. Такая сварка практически невозможна, а получаемые швы далеки от идеала, мягко говоря. Ведь технология сварки в среде защитного газа придумана и запатентована не просто так. В ней продумана каждая мелочь. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Сварка порошковой проволокой: достоинства и недостатки
Начинающие сварщики часто задаются вопросом: «Зачем вообще нужны другие комплектующие, если есть полуавтомат, выполняющий быструю и качественную сварку с помощью обычной проволоки и газа?». Да, для любительской и профессиональной сварки часто используют полуавтоматическое сварочное оборудование. В таких аппаратах проволока подается непрерывно, поэтому швы получаются прочными и долговечными. Нет необходимости постоянно менять электрод, если нужно сварить длинный шов или наплавить много металла. При этом качество сварочных работ на голову выше, чем работа с электродами. Однако, есть одно «но».

Сварка с помощью полуавтомата требует наличия газового баллона, вес которого достигает 80 килограмм. Если вы работаете на улице или вынуждены постоянно перемещаться с места на место во время сварки, то связка полуавтомат + газовый баллон значительно усложняет задачу. Эта проблема решается с помощью газового шланга, но он стоит недешево. Альтернативой является порошковая сварка (FCAW), имитирующая работу в среде защитных газов, при этом газовый баллон не требуется.
Что это? Как это работает, и каковы преимущества и недостатки сварки порошковыми электродами? Давайте разбираться.
Содержание статьи
Основная информация
Сварка порошковой проволокой в среде без газа — очень интересный метод. При работе электрическая дуга формирует шов, при этом в сварочную зону может попасть кислород, что негативно скажется на качестве сварного соединения. Чтобы избежать проблем, нужно защитить зону сварки от негативного влияния из атмосферы. Для этих целей можно использовать громоздкий баллон с газом, но это усложняет и замедляет рабочий процесс. Поэтому была изобретена сварка полуавтоматом порошковой проволокой без газов.
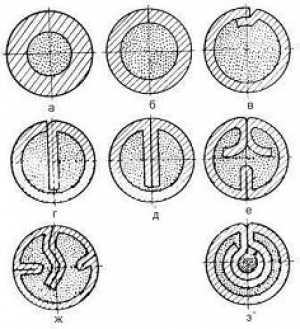
Что является отличительным признаком дуговой сварки порошковой проволкой? Прежде всего, состав этого материала. Проволока полая, ее стенки оснащены ребрами жесткости, а внутри закладывается специальный порошок. Благодаря такой уникальной конструкции проволока не сминается и хорошо пропускает ток. При этом плавится поверхность и порошок, образуя газовое облако, защищающее металл от негативного влияния кислорода.

Порошок внутри проволоки — это флюс. Каждый производитель использует свой состав, поэтому он может отличаться. От состава также зависит сфера применения порошковой проволоки. Обычно состав пишут на упаковке проволоки, он регулируется специальным ГОСТом. Внимательно изучите эту информацию на упаковке, чтобы не допустить ошибок при сварке порошковой проволокой.
Производители выпускают проволоку с большим количеством диаметров, так что вы сможете сварить практически любой металл. На выбор комплектующие диаметров от 0.8 до 3 миллиметров. Можно сварить тонкую сталь, углеродистую сталь, нержавейку и даже оцинковку. Просто выберите правильный тип флюса в проволоке и приступайте к работе, нужен лишь полуавтомат.
Применение
Сварка самозащитной порошковой проволокой полезна для работы в труднодоступных местах. Например, для сварки на большой высоте или в глубоких тоннелях. Для таких целей рекомендуем приобрести компактный сварочный аппарат, который можно повесить на плечо, и который работает со стандартной розеткой в 220В. Порошковая сварка металлических конструкций таким методом требует некоторой сноровки, чтобы проводить работы быстро и качественно.
Плюсы и минусы
Любой технологический процесс имеет свои преимущества и недостатки, сварка порошковой проволокой без газов не стала исключением. Давайте начнет с плюсов:
- Не нужно использовать громоздкие баллоны с газом.
- Беспрепятственное перемещение, работать можно на любой высоте и в труднодоступных местах.
- Высокая производительность труда по сравнению со сваркой электродами.
- Дуга практически не чувствительна к ветру.
Сварка порошковой проволокой в среде без газа имеет и свои недостатки. Главный из них — высокая цена на комплектующие. Если вы просто хотите сэкономить газ, то вариант с порошковой проволокой тут не пройдет. При этом ее использование в рядовых работах не совсем оправданно. Если вы работаете в комфортном цеху или гараже, то лучше перетащите газовый баллон и не переплачивайте. Еще один недостаток — худшее качество шва, по сравнению со сваркой в среде газа.
Особенности сварки
При сварке порошковой проволокой нужно учесть несколько ключевых особенностей, чтобы получить качественный результат. Новичкам порой бывает трудно вести дугу и формировать ровный шов, поэтому рекомендует установить на своем полуавтомате прямую полярность при сварке. Чтобы это сделать нужно переключить контакты, расположенные внутри полуавтомата. Провод, подсоединенный к горелке, нужно отсоединить и подключить к массе, а кабель с массы переключают к горелке.

Для работы с проволокой также нужно установить специальные ролики, с помощью которых осуществляется подача материала. Ролики подбираются в соответствии с диаметром самой проволоки. Обычно один комплект роликов можно использовать сразу с несколькими диаметрами, они указываются сбоку. Не забывайте, что проволока полая и не нужно зажимать ролики слишком сильно, чтобы не деформировать ее. Чтобы проволока легко протягивалась нужно снять наконечник. Также не обязательно использовать сопло, ведь мы не применяем в работе газ. Чтобы не прилипли брызги металла на наконечник нужно смазать его специальным средством, которое можно легко найти в магазине для сварщиков.
Порошковая сварка с помощью проволоки должна выполняться на небольшом напряжении и с минимальной скоростью подачи проволоки. Поэтому мы не рекомендуем использовать для этих целей слишком мощные аппараты. Их «сил» может быть слишком много для работы с порошковой проволокой. Если вам нужно сварить металл толщиной полтора сантиметра, то установите напряжение не более 15В и скорость подачи не более 2 метров в минуту. Сначала вам может показаться, что эта скорость недостаточная, но поверьте, вы не потеряете много времени. Горелку лучше держать под углом и вести ее вперед. Дуга должна быть прерывистой.
Обратите внимание! Во время сварки образуется шлак, который затем застывает на сварочном шве. После остывания металла шлак необходимо удалить механическим способом. Если планируются многопроходные швы, то удаление шлака просто обязательно. Чтобы улучшить характеристики шва после удаления шлака нужно зачистить поверхность металлической щеткой.
Немаловажным является тот факт, что соединения получаются грубоватыми и не совсем ровными (по сравнению со сваркой в среде газа), могут образоваться наплывы и видимые дефекты, похожие на чешую. Это следствие работы с прерывистой дугой. Также часто встречаются не проваренные места. Это нужно принять, как данность, и использовать порошковую сварку только в особых случаях.
Вместо заключения
Сварка полуавтоматом порошковой проволокой без газа — это отличный метод, если нужно произвести работы в труднодоступных местах и нет нужды экономить на газе. Достаточно установить прямую полярность при сварке на вашем аппарате и приступить к работе. Конечно, вам понадобится время, чтобы привыкнуть к такому способу сварки, но это очень полезный опыт.
Преимущества такого метода значительно упрощают сварку в различных ситуациях: начиная от работы на высоте, заканчивая быстрым ремонтом металлических конструкцией с необходимостью постоянно перемещаться. Новичкам может быть труднее на первом этапе, но со временем вы освоитесь и будете чувствовать все особенности «поведения» дуги. Обязательно протестируйте порошковые электроды и расскажите о своем опыте в комментариях. Также делитесь этой статьей в социальных сетях. Желаем удачи!
[Всего голосов: 4 Средний: 3.5/5]svarkaed.ru
Проволока для сварочного полуавтомата, сварка проволокой
Одной из самых известных форм сварочной присадки для полуавтомата является сварочная проволока. Такая конструкция может полностью заменить подобные электроды и выполняя функцию наплавочного материала. Электрод применяется при газовой сварке полуавтоматом и для электродугового метода в защитной среде. Особенным отличием материала является отсутствие покрытия. Для создания качественного соединения полуавтоматом требуется вовлекать дополнительную защиту, в качестве которой применяют благородные газы.
 Проволока для сварочного полуавтомата
Проволока для сварочного полуавтоматаВиды сварочной проволоки
Сварочная проволока изготавливается для полуавтомата в форме катушек, что дает возможность наладить непрерывную подачу электрода в рабочую зону. Такие электроды для полуавтомата классифицируются несколькими способами. Выделяются расходники сплошного сечения, порошковые и активированные. Такой типологии относятся любые расходные материалы для полуавтомата: стальные, латунные, алюминиевые проволоки и прочие виды для полуавтомата.
Основной состав металлической порошковой проволоки для полуавтомата представляет собой трубчатый электрод, состоящий из наружной металлической оболочки с сердечником из порошкообразных материалов. Металлическая оболочка может быть кобальтом, никелем, железом или нержавеющей сталью. Оболочка проводит электрический ток во время процесса соединения сварки. Внутренняя порошковая композиция металлической порошковой проволоки для полуавтомата, состоит как из элементарных, так и легированных (нержавеющих) порошков, таких как никель, кобальт, хром, вольфрам, молибден и марганец.

Порошковая проволока
В процессе изготовления электродов металлические полосы входят в мельницу, образуя внешнюю металлическую оболочку для порошковой сердцевины. Используя специализированный процесс подачи, порошок попадает в оболочку точно в необходимом объеме. Расходный материал прокатывают в трубчатую форму и затем натягивают до конечного размера в диапазоне от 0,45 до 0,125 диаметра.
Некоторые из преимуществ использования сварочных металлических порошковых проволок для полуавтомата заключаются в том, что при определенных условиях (например для алюминия) могут быть получены более высокие скорости осаждения, отличное сращение с боковиной, восстановление шлаковых включений, уменьшение паров и применение для специальных сплавов.
Внешняя металлическая оболочка порошковой проволоки для полуавтомата проводит электрический ток для сварки. Внутренние компоненты металлической порошковой проволоки состоят в основном из сплавов, марганца, кремния, а в некоторых случаях — из никеля, хрома и молибдена, а также очень небольших количеств стабилизаторов дуги, таких как натрий и калий, причем баланс представляет собой железный порошок, Металлические порошковые электроды дают возможность иметь сплавные композиции, используемых для конкретных применений в меньших партиях, чем обычные большие электроды сплошной проволоки.
В настоящее время доступны многие сплавные композиции с использованием хрома, никеля и молибдена, в том числе аустенитные и ферритные сплавы из нержавеющей стали. Электрод из металлических порошков практически не образует шлакообразующих компонентов во внутреннем заполнении проволоки. Подобно сплошной проволоке MIG, сварные швы, выполненные из металлической порошковой проволоки, будут иметь только небольшие островки кремния из раскисленных продуктов, которые появляются на поверхности сварного шва.
Электродная проволока для полуавтомата используется для соединения при защите углекислого газа. Такие расходные материалы состоят из оболочки на 93%, а остальная масса приходится на порошок. Активированный вариант представлен СВ08Г2С как самой популярной в употреблении, которая производится с применением щелочных металлов, с высокой степенью ионизации.

Электродная проволока СВ08Г2С
Такие комплектующие позволят увеличить стабильность электрической дуги. Также такой тип провода более толерантен к механическим повреждениям. Также низкая теплопроводность щелочных элементов позволяет сохранить тепло в сварной зоне.
Сварка нержавеющих деталей полуавтоматом
Такой тип неразъемного соединения полуавтоматом является наиболее распространенным методом в условиях защитных газов во всех сферах хозяйственной деятельности. Под таким способ следует понимать, что проволока полуавтомата, которая играет одновременно и роль электрода для электрической дуги и как присадочный металл во время расплавления в сварочной ванне. Полуавтоматический способ подразумевает, что сварщик не меняет систематически электрод, как в случае с ручным методом, а провод постоянно подается в рабочую зону благодаря автоматическому механизму полуавтомата. Такая сварка сильно зависит от корректной настройки параметров автомата. Основными факторами является скорость проволоки, сила тока, применяемый газ для защиты шва, его объем подачи.
Сварочный полуавтомат
Частым приемом является комбинирование аргона углекислотой. Для создания требуемого шва необходимо также учитывать состав основного металла. В работе используют 3 варианта сварки:
- Соединение короткой дугой.
- С применением струйного переноса в диапазоне 0,8 мм до 3 мм.
- Методом импульсного соединения.
Полуавтоматическая сварка проволокой без газа
Проволока для нержавейки без газа для полуавтомата также получила распространение. Специальный тип порошковой проволоки обеспечивает защиту шва и стабильность горения дуги. Такой способ проявляет со временем образование коррозии в месте соединения.
Достоинства использования сварочных электродов для полуавтомата:
- Высокая скорость производства.
- Незначительные испарения газов.
Проволока для дуговой сварки полуавтоматом имеет следующие минусы:
- Растраты для покупки баллона с защитным газом.
- Использование ограничивается открытым пространством.
Материалы для соединения
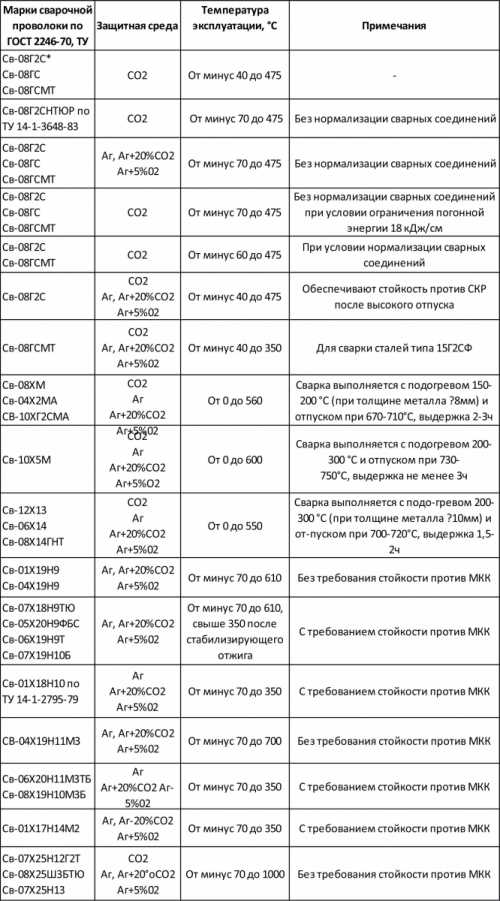
Для создания шва для сварки необходим полуавтомат, баллон с газом и присадочная проволока для сварки нержавеющих металлов, в соответствии с ГОСТом 2246-70. Если баллон не используется в качестве электрода применяют порошковый электрод. Согласно указанному акту, производится выпуск около 76 вариантов проволоки для полуавтомата. Кроме того, существуют марки, созданные по ТУ. Сварочная проволока для соединения нержавеющих металлов полуавтоматом, является наиболее используемой.
Как выбрать для качественной сварки нужный материал? Исходя из толщины обрабатываемой заготовки, сварщик выбирает оптимальный размер расходника.
| Значение силы тока | Диаметр сварочного материала | Толщина металла |
| 65 А | 0,08 см | 0.1 см |
| 130 А | 0,08 см | 0,2 см |
| 210-215 А | 0,1 см | 0,3 см |
| До 280 А | 0,12 см | 0,4 см |
| До 300 А | 0,1-0,12 см | 0,5 см |
| 300 А | 0,1-0,12 см | 0,6 см |
| 300 А | 0,12 см | 1,0 см |
Какие виды стали можно соединять сваркой с нержавеющим металлом? Способ Миг – Маг сварки актуален во время соединения низко и высоколегированных нержавеющих сплавов, алюминиевых заготовок.
Для получения высокого качества шва во время использования сварочной проволоки рекомендуется использовать:
- комбинацию газов: 70% сварочной углекислоты и 30% аргона;
- вылет электрода при работе должен составить около 10 мм (не более 12). Контроль расхода сварочных расходных материалов должен находиться в пределах 6-12 м3/мин;
- Во время операции применяется обратная полярность. Прямой тип полярности актуален для соединения под слоем флюса.
Наклон сварочной головки должен составлять 5-10 градусов. Сварщик двигается с лева на право, при этом сварочный электрод повернут назад. Такой способ позволит создать глубокое проплавление и уменьшит риски дефектов.
Контроль расхода сварочной проволоки
Во многих полуавтоматах с программным обеспечением существует саморегуляция дуги. Это более удобный вариант для сварщика. Контролировать скорость подачи электрода можно следующими несколькими методами.
Производится тестовый шов на рабочем металле. Если дуга не образовывается или нестабильна, необходимо увеличить значение напряжения, а скорость подачи оставляем прежней. Таким образом, используя метод проб и ошибок можно найти оптимальный режим.

Образование шва при сварке полуавтоматом
Регулировка скорости выхода электрода у полуавтомата происходит при вращении механического регулятора.
Присоединяем к системе защитный газ СО². Объем выработки смеси должен находиться в пределах 12 л/мин. Для порошковой проволоки используется меньшая скорость выхода электрода.
Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы разделяют на несколько категорий:
- для соединения порошковой проволокой;
- для создания шва под слоем флюса;
- для обработки металла с газовой защитой;
- универсальные полуавтоматы.

Сварка под флюсом
Техника с использованием инертного газа оборудована специальным клапаном, который контролирует подачу вещества в рабочую зону и автоматически закрывается при окончании подачи электрода.
Для создания качественного сварочного шва под слоем флюса применяют более широкую в диаметре проволоку. Также возле горелки полуавтомата прикрепляется воронка для подачи соответственного флюса.
Современная полуавтоматическая сварочная техника разделена на:
- бытовые модели;
- полупрофессиональные;
- профессиональные;
Классификация полуавтомата зависит от силы тока возможностей бесперебойной работы. Также выделяются переносные и стационарные формы техники. Промышленный полуавтомат производят только по трехфазной схеме, что позволяет в производственных условиях создать более качественный шов по свойствам и внешнему виду.

Устройство полуавтомата для сварки проволокой без газа
Модернизированные современные полуавтоматы используют специальные механизмы роликов для подачи электрода, которые обеспечивают отсутствие механических деформаций или подобных эффектов. В универсальных моделях присутствуют все детали для произведения различных типов операций. Механизм подачи проволочного электрода включает электродвигатель, подающие ролики, редуктор. В свою очередь, подающий механизм также выполняется различными схемами: подающей, толкающей, универсальной. При толкающем механизме подающие ролики протягивают сварочный электрод вдоль шланга.
Скорость передвижения сварочного расходного материала в полуавтоматах настраивается при каждой смете материала. Главным элементов регулировке являются коробка передач и связка шестерен. Для настройки электродов малого сечения используется моторы постоянного тока, у которых можно плавно регулировать количеством оборотов. При этом скорость выхода элемента может составить 150 м/ч.
Таким образом, сварочная проволока позволяет наладить бесперебойный процесс соединения материалов, успешно используемый во многих сферах промышленной деятельности и для бытовых нужд.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Как выбрать проволоку для сварки

В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
- Маркировка сварочной проволоки
- Виды сварочной проволоки
- Проволока для сварки стали
- Проволока для сварки алюминия
- Проволока для сварки нержавейки
- Проволока для сварки меди
- Проволока для сварки чугуна и сплавов никеля
- Проволока для сварки титана
- Диаметр сварочной проволоки
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.

Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:

Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.
Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.

Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.

Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
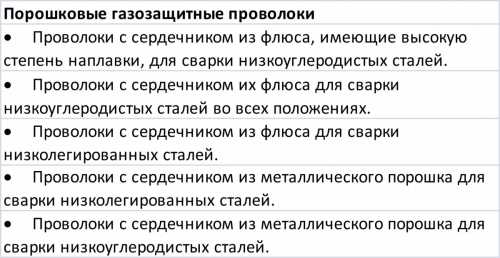
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.

Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.

Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.
Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.

Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
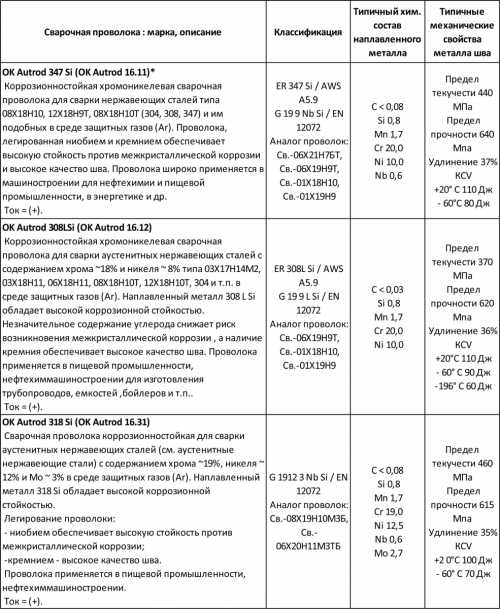
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, – теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.

Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
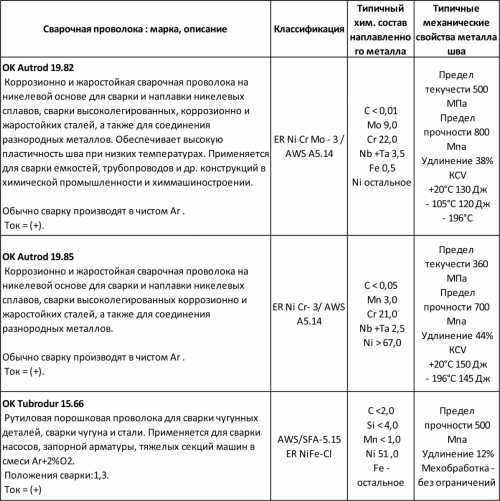
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
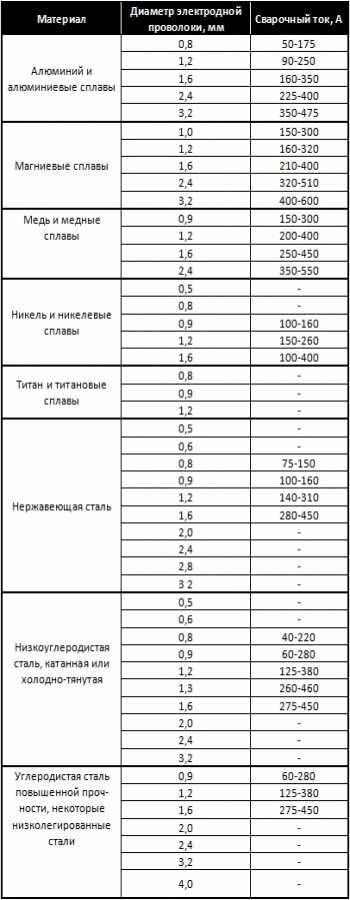
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
strport.ru
нюансы в использовании, правила применения, разновидности проволоки
 Что такое сварочная проволока св08г2с, омедненная и другие различные виды этого промышленного продукта. Видов этого изделия для сваривания металлов существует множество, и это решило очень много проблем, связанных со скреплением металлических деталей различных размеров и толщины, сделанных из различных металлов.
Что такое сварочная проволока св08г2с, омедненная и другие различные виды этого промышленного продукта. Видов этого изделия для сваривания металлов существует множество, и это решило очень много проблем, связанных со скреплением металлических деталей различных размеров и толщины, сделанных из различных металлов.
Где нужны сварочные работы
Вполне даже может быть, что сварочные работы некоторым людям могут потребоваться и в бытовых условиях, но подавляющее количество сварочных работ требуется в производственных условиях, там сварка числится практически как неотъемлемая функция производства. Когда возникает ситуация, при которой требуется сварить между собой металлы, также возникает вопрос о том, как следует эту работу выполнить, каким сварочным аппаратом и материалами это делать и тому подобные моменты.
Существуют различные способы сварки металлов, различные расходные материалы. Выбираются они в зависимости от того, какие металлы нужно сварить. Если нужно варить цветные или тугоплавкие металлы, следует использовать присадку сварочную определённого вида.
Каким образом выбирается марка материала?
Такой вопрос вполне может серьёзно озадачить новичка, но если во всём последовательно разобраться, то ничего сверхсложного в этом деле нет. Существует список, в котором указано, каким видом нужно варить определённые металлы.
Виды проволоки
Статья расскажет о:
 Различных присадках для сварки.
Различных присадках для сварки.- Маркировке продукта.
- Порошковой проволоке, предназначенной для сварки алюминия, которой можно сваривать и металл титан.
- Для варки стали, такая более распространена, чем другие виды.
- Проволоке, которой можно варить медь.
- Присадочной.
- Способной сваривать чугун, сплавы никеля.
- Способной сваривать нержавеющую сталь.
- Диаметрах присадок.
 Различных присадках для сварки.
Различных присадках для сварки.Маркировка
Важным фактом для качества является её химический состав, он важен при выборе. Состав указан на изделии отечественного производителя, при условии что соблюдается ГОСТ 2246–70 , по зарубежному это стандарт AWS. В СНГ довольно мощно реализовано производство, например, сварочная св08г2с омедненная и много других видов.
Расшифровка обозначений на маркировках отечественного производства:
- СВ — означает что это сварная.
- А — это говорит о том, что в ней есть азот.
- Б — содержание ниобия.
- В — содержит вольфрам.
- Г — имеется марганец.
- Д — в состав входит медь.
- М — содержание молибдена.
- Н — содержание никеля.
- С — в составе имеется кремний.
- Т — содержание титана.
- Ф — ванадий.
- Ц — цирконий.
- Х — хром.
- Ю — алюминий.
- Если в конце маркировки имеется буква А, это означает, что изготовлена из стали высокого качества с минимальным содержанием примесей.
- Если в конце маркировки имеется символика АА, это знак того, что это высочайшего качества сталь, и примесей в ней ещё менее, чем в предыдущем варианте со знаком А.
 СВ — означает что это сварная.
СВ — означает что это сварная.Проволока СВ-08Г2С
Если взять этот вид как пример, можно разобрать по пунктам, что означает эта маркировка:
- СВ — означает, что это сварочная.
- 08 — это говорит о том, что содержит легированные элементы, массовая доля которых равна 0,08%, в этом случае речь идёт об углероде.
- Г — эта буква символизирует о содержании в металле, из которого изготовлен марганец.
- 2 — означает, что в проволоке около 2% вещества, которое указано вслед за этой цифрой. В рассматриваемом данном случае речь идёт о марганце.
- С — имеется кремний в проволоке. В рассматриваемом примере после С нет цифры, это говорит о том, что кремния менее 1%, но больше чем 0,5%.
 Если взять за пример СВ-06Х21Н7БТ, то можно сделать вывод, что это сварочная, она имеет 0,06% углерода, 21% хрома, 7%никеля, легирована ниобием и титаном.
Если взять за пример СВ-06Х21Н7БТ, то можно сделать вывод, что это сварочная, она имеет 0,06% углерода, 21% хрома, 7%никеля, легирована ниобием и титаном.
Можно привести другой пример: СВ-08Х19Н10МЗБ, сварочная проволока, которая в составе имеет 0,08% углерода, 19% хрома, 10% никеля, 3% молибдена, легирована ниобием. Есть случаи, когда алюминий маркируется символом А: это встречается в современных маркировках.
Если рассмотреть маркировку СВ-А97, то можно понять, что она состоит на 99,7% из алюминия.
Рассмотрев маркировку СВ-АК5, можно узнать, что это проволока, которая состоит на 95% из алюминия и на 5% из кремния. Чтобы заказать, нужно точно указать маркировку. Бывают ситуации, при которых нет возможности точно прочитать иностранные стандарты. ГОСТ всегда легче прочитать и расшифровать. Если не имеется возможности приобрести отечественного производителя с соответствующими параметрами, нужно обратиться к специалисту, который подскажет аналог иностранного производства.
Какие виды существуют
Всех марок, предназначенных для сваривания различных металлов, существует примерно 77. Делятся они на 3 вида:
- Сварная низколегированная, включает в себя 6 марок содержащих до 2,5% легирующих элементов.
- Сварная легированная, включает 30 марок, имеет в составе от 2,5 до 10% легирующих элементов.
- Сварная высоколегированная, имеет 41 марку, содержит более 10% легирующих элементов.
Виды разделены условно на части в зависимости от назначения для применения. Одни виды используют для сварки низколегированных сталей, другие — для сталей с высоким содержанием углерода, иные — для сваривания различных цветных металлов, а также есть такие, что применяются для сваривания металла под флюсом, или омедненная, как, например, сварочная св08г2с.
Для присадки при сварке
Сама по себе проволока и есть присадочный материал, отличие лишь в том, что при разных способах сварки металла этот присадочный материал подаётся в свариваемый металл разными способами. После начала процесса сварки металлических деталей присадочный материал определённого диаметра и состава, как требуется для сваривания определённого металла, подаётся в шов, где уже расплавлен металл, и плавится вместе с двумя свариваемыми деталями в месте их соединения, на кромках металлов, функция присадки состоит в том, чтобы заполнять металлом сварной шов.
Это говорит о том, что присадочная и есть материал, восстанавливающий те потери, которые возникают при утрате металла в процессе сварки. Вместо неё, существуют прутки из присадочного материала, ленты, и что из этого использовать видит сам специалист, который обучен всем нюансам при сваривании металлов.
Главное условие, нужное для качественной сварки металлов, — максимально приближенный состав присадки к составу деталей, которые нужно сварить. Нужно знать, каково количество углерода: от этого зависит пластичность шва; сера и фосфор считаются вредными для качества сварки, их должно быть минимально возможное количество.
Температура плавления присадки
 Это тоже важный факт для достижения качества. Дело в том, что температура плавления присадки в идеале должна быть немного ниже, чем температура плавления свариваемых элементов, в крайнем случае — одинакова. Это требуется вследствие того, что сначала прогреваются электрической дугой свариваемые элементы вплоть до плавления кромок свариваемых деталей, а затем подводится присадочный материал, который начнёт плавиться немного позже. Если температура плавления присадочного прутка будет выше, чем у основного металла, то металл может прогореть.
Это тоже важный факт для достижения качества. Дело в том, что температура плавления присадки в идеале должна быть немного ниже, чем температура плавления свариваемых элементов, в крайнем случае — одинакова. Это требуется вследствие того, что сначала прогреваются электрической дугой свариваемые элементы вплоть до плавления кромок свариваемых деталей, а затем подводится присадочный материал, который начнёт плавиться немного позже. Если температура плавления присадочного прутка будет выше, чем у основного металла, то металл может прогореть.
При соблюдении нижеперечисленных правил сваривания будут гладкий шов, высокая прочность и качество. Если температура плавления подобрана неправильно, есть риск появления трещин в металле.
Основные правила для качественной сварки:
- Присадка должна иметь одинаковую толщину металла с толщиной свариваемых деталей.
- Большую роль играет чистота проволоки: на ней не должно быть окалины, краски, масла, различных загрязнений.
- Плавление проволоки должно проходить плавно, без рывков, это задача качественного сварочного аппарата и отчасти сварщика.
- Класть шов нужно ровно, он не должен иметь пор и трещин, металл должен быть цельный, без разрывов.
 Присадка должна иметь одинаковую толщину металла с толщиной свариваемых деталей.
Присадка должна иметь одинаковую толщину металла с толщиной свариваемых деталей.Обычно сварка металла сварочной проволокой проводится в среде углекислого газа или аргона, но есть и другие варианты сваривания металла. Защитный газ нужен для того, чтобы защитить ванну свариваемого металла от кислорода, в этом случае шов получается гораздо аккуратнее и ровнее. При варке какого-либо цветного металла нужно подбирать проволоку с максимально похожим составом металла.
Чтобы варить алюминий, нужна проволока СВ-97, СВ-А85, также можно подобрать её аналоги зарубежного производителя, например:
- ER 1100;
- OK Autrod 1070;
- OK Autrod 18.01.
Чтобы варить низколегированные стали, нужно иметь много проволоки. Дело в том, что востребованность сварки низколегированных металлов намного выше, чем цветных, высоколегированных или каких-либо других видов. Пожалуй, самой наиболее распространённой проволокой является марка СВ-08Г2С. Этот вид производители изготавливают в двух вариантах:
- Без защитного покрытия;
- Покрытие медью. Этот вариант считается более качественным, получается более ровное горение дуги, уменьшается износ расходных материалов сварочного аппарата, например, медного наконечника. Ещё медное покрытие предохраняет сварочную проволоку от появления на ней коррозии в случае длительного хранения.
Если при сварке металлов использовать присадочные прутки или присадочную проволоку, можно использовать флюс. Флюс имеет свойство влиять на структуру шва, шов получается ровный и гладкий, без флюса же шов будет подвержен преждевременному разрушению. Ещё, и это тоже очень важно для качества сварки свариваемых изделий, флюс делает сварочный шов более растяжимым, что увеличивает надёжность и долговечность изделия.
Флюсы
Существуют следующие флюсы:
- Бура. Очень популярное средство при сварке, лужении металлов, часто применяется на производстве;
- Борная кислота;
- Сера;
- Окислы кремния.
Продают зачастую проволоку присадочную для сварки в виде бухт. Прежде чем её начать использовать, рекомендуется её выпрямить, затем порезать на отрезки нужной длины, которая выбирается мастером на его усмотрение, в зависимости от того, как удобнее работать. В случае если проволоку нужно хранить длительное время, целесообразно защитить её от влаги, обернув водозащитной бумагой.
Проволока порошковая и газозащитная порошковая
Для того чтобы делать работу в полевых условиях или в открытых зданиях, была разработана порошковая сварочная проволока. Швы получаются качественные, механизация процесса занимает меньше времени, также меньше времени уходит на очистку металла от брызг. Такая проволока имеет два подвида: самозащитная порошковая и газозащитная порошковая.
Газозащитная создана для варки сварочным аппаратом полуавтоматом и автоматом, варить можно низколегированные и углеродистые стали, сварка проводится в среде газа защитного. Это может быть углекислота, аргон, их смеси. Такой способ имеет высокую степень проплавления металла, что позволяет проводить сварку нахлёсточных, угловых, стыковых соединений даже за один проход, в зависимости от конкретного случая каждый раз.
Типы
Существует несколько типов низкоуглеродистых сталей с:
- сердечником из флюса;
- высокой степенью наплавки;
- сердечником из флюса;
- сердечником из металлического порошка.
Это новые виды проволоки сварочной, при их помощи имеется возможность делать высокого качества сваривание металлических деталей, повышается скорость проведения сварки, уменьшается степень разбрызгивания металла, коэффициент наплавления высок, дымление при сварке наблюдается слабое. Этот факт также очень важен, особенно мал эффект дымления при сваривании металлов в среде аргона или в среде защитного газа, который состоит из смеси газов с высоким содержанием аргона.
Самозащитную порошковую проволоку ещё называют флюсовой, или самозащитной. Она имеет сердечник, в котором есть нужные шлакообразующие и защищающие сварочный шов присадки. Это избавляет от использования баллонного газа, что тоже выгодно, так как с использованием газа в баллонах связаны траты времени, транспортные расходы, трата денег и повышенная опасность на рабочем месте, потому как баллоны находятся под высоким давлением. Кроме этих проблем, баллоны требуют периодической аттестации.
При сварке полуавтоматом с помощью газа образовывается защитная ванна, газ выходит из сопла и попадает на расплавленный металл свариваемых деталей и создаёт условия для качественной сварки. Проволока в случае, когда сварка происходит без применения газа, создаёт защиту и качественное сваривание металла другим путём. Во время плавления проволоки, одновременно плавится и флюс, который входит в состав, образует в свариваемом месте защитный слой, который потоком воздуха не удаляется. Таким образом, этот вид сварки целесообразно применять на открытой местности при высокой скорости потока ветра, т. е. в полевых условиях.
Плюсы самозащитной порошковой
Такая проволока имеет следующие достоинства:
- При сварке электрическая дуга открыта. Таким образом, есть возможность смотреть за процессом и направлять его в нужном направлении.
- Состав сварочного шва идеальный.
- Доступны все положения для сваривания деталей.
- Оборудование компактно. Не нужно иметь с собой оборудование для подачи флюса и газа, нет необходимости привозить с собой тяжёлые баллоны с газом.
- Проволока имеет покрытие, которое позволяет переносить давление роликов в подающем механизме сварочного аппарата.
Чтобы наплавить метал открытой дугой, принято пользоваться проволокой диаметром от двух до трёх миллиметров, наплавлять металл под флюсом, диаметр проволоки составляет 3,6 миллиметра. Чтобы сваривать крупногабаритные изделия, применяется проволока диаметром 5 миллиметров. Сама технология сварки самозащитной проволокой такая же, как и технология сварки присадочной проволокой, но есть различие: сварочный аппарат полуавтомат должен иметь режим работы «Без газа», тогда он подойдёт для работ с обоими видами проволоки.
Проволока для сваривания стали. Проволоку марки СВ-08Г2С можно использовать для трубопроводов, различных ёмкостей, котлов.
Какой проволокой варить нержавейку
 Нержавейку нужно варить полуавтоматом, используя защитный газ. Проволока сделана из высоколегированной жаропрочной стали, в её состав входит углерод и кремний. Кремний делает сварочный шов прочным, качественным. Углерод предотвращает образование коррозии межкристаллической. Ещё в такой проволоке допускается содержание хрома и никеля. Такой проволокой пользуются в пищевой промышленности, машиностроении, судостроении и других ответственных отраслях производства.
Нержавейку нужно варить полуавтоматом, используя защитный газ. Проволока сделана из высоколегированной жаропрочной стали, в её состав входит углерод и кремний. Кремний делает сварочный шов прочным, качественным. Углерод предотвращает образование коррозии межкристаллической. Ещё в такой проволоке допускается содержание хрома и никеля. Такой проволокой пользуются в пищевой промышленности, машиностроении, судостроении и других ответственных отраслях производства.
Существуют также разные варианты проволоки как для сварки чугуна, так и для сварки меди, титана, сплавов никеля, они подбираются по составу металла. Главное правило — это очень приближенный состав сварочной проволоки к составу свариваемого металла. Подходить к свариванию металлов нужно ответственно и со знанием дела, только это обеспечит ожидаемый результат.
tokar.guru