особенности, применение аргонодуговой сварки, использование биметаллических вставок
Сварку алюминия со сталью часто применяют в радиоэлектронике, авиации и производстве бытовой техники.
Особенности сварки алюминия со сталью
Соединение этих металлов позволяет изделиям из них совмещать их преимущества. Если нужно получить качественный сварной шов, обязательна подготовка металлов перед сварочным процессом и соблюдение технологии сварки.
Сварка алюминия и его сплавов со сталью имеет свои нюансы:
- у этих двух металлов большая разница в температурах: пока сталь только прогревается, алюминий уже становится жидким;
- коэффициент линейного расширения обоих металлов так же сильно различается, поскольку возникают значительные термонапряжения по линии перехода от стали к алюминию;
- разные теплопроводность и теплоёмкость металлов приводят к термическим напряжениям;
- в сварном шве может образоваться тугоплавкая окисная плёнка. Чтобы её устранить, рекомендуют использовать специальный флюс.
Качественное сварное соединение должно обладать пластичностью не ниже, чем у стали, и прочностью не ниже, чем у алюминия.
Для соединения алюминия и стали чаще всего используются аргонодуговая сварка с неплавящимся электродом или сварка через биметаллические вставки. В промышленности также используют сварку взрывом, диффузионную, лазерную, электронно-лучевую и точечную сварки.
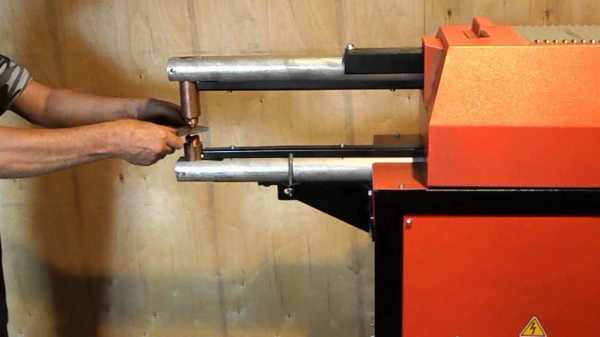
Сварка алюминия со сталью аргонодуговым способом
Перед началом сварочного процесса кромки металлов рекомендуется очистить и нанести на них защитное покрытие. Самое доступное по цене из них — цинковое.
Присадочный материал в этом случае — проволока марки АД1 из алюминия с присадкой кремния (он хорошо влияет на формирование диффузионной прослойки стабильного качества) или проволока из сплава АК-5.
Важно! АМг-6 не рекомендуют применять, поскольку эта присадка дает низкую прочность сварного шва.
Чтобы подготовить стальную деталь к сварке, для стыкового соединения нужно скосить кромки под углом 70° для максимальной прочности соединения.
Кромки нужно тщательно очистить пескоструем или механически обработать, затем нанести поверхностный слой.
Аргонодуговую сварку алюминия и стали отличает расположение дуги: в начале сварки первого прохода оно удерживается на присадочном прутке, а в процессе сварки последующих проходов — на присадочном прутке и образующемся валике. Это обезопасит покрытие от преждевременного выгорания.
Во время сварочного процесса важно последовательно накладывать валики шва (зависит от вида соединения).
Выбор тока:
- сварка МИГ — происходит на постоянном сварочном токе обратной полярности;
- сварка ВИГ — бывает и на переменном сварочном токе, и на постоянном токе прямой полярности.
Величина сварочного тока должна зависеть от толщины свариваемого металла:
- до 3 мм: 110-130 А;
- 6-8 мм: 130-160 А;
- 9-10 мм: 180-250 А.
Техника выполнения сварных швов
Для соединения алюминия и стали нужно выбирать способ техники сварки углом вперёд, с углом наклона электрода от вертикали вдоль оси сварного шва 40-45 градусов.
Важно правильно выбрать скорость сварки, поскольку от неё зависит, сколько между собой будут взаимодействовать жидкий алюминий и сталь. Это напрямую влияет на толщину и стабильность соединительного слоя.
Скорость сварки необходимо выбирать максимально возможной: не менее 7 м/ч для сварки первых проходов многопроходных сварных швов и не менее 12 м/ч для однопроходных и последующих проходов многопроходных сварных швов. На это есть причины:
- интенсивное образование интерметаллидов во время длительного контакта стали и алюминия на высоких температурах;
- интенсивное образование корунда и рост зоны слабины;
- интенсивное выгорание цинка.
Сварочные и наплавочные швы нужно выполнять без поперечных и возвратно-поступательных колебательных движений. Присадку в сварочную ванну нужно подавать со стороны оцинкованной стали для уменьшения выгорания цинка.
Горелку нужно смещать относительно стыка сварного шва в сторону алюминия или алюминиевого сплава на 1-3 мм. Это связано не только с уменьшением выгорания цинка, но и с тем, что, обладая высокой теплопроводностью, алюминий нагревается и расплавляется значительно медленнее, чем сталь и цинк, который её покрывает.
Послесварочная термическая обработка сварного соединения нежелательна, температура его эксплуатации не должна превышать 270 градусов. В противном случае, толщина прослойки может увеличиться, что приведёт к снижению динамической прочности или разрушению сварного шва.
Сварка через биметаллические вставки
Биметаллические переходные материалы (вставки) — это алюминиевые элементы, к которым уже прикреплен другой материал.
Для сварки вставок чаще применяют стандартные технологии — GMAW и GTAW.
Стальную сторону вставки нужно приварить к стали, алюминиевую — к алюминию. В процессе важно не перегреть вставки, иначе образуется хрупкое интерметаллическое соединение на стыке стали и алюминия внутри вставки.
Разрушение сварного шва, содержащего интерметаллиды происходит, как правило, ещё во время горения сварочной дуги. Но даже если шов не разрушится в процессе или в конце сварки, он напомнит о себе, когда изделие будут эксплуатировать.
Сначала лучше варить алюминий с алюминием. Это позволит увеличить отвод тепла при сварке стали со сталью и не допустит перегрева на участке соединения стали с алюминием.
Этот способ часто применяют, когда хотят получить качественные сварные швы. Подобную технологию используют в судостроении.
Другие способы сварки алюминия со сталью
Лазерным способом пользуются не только для создания миниатюрных соединений, но и для того, чтобы получить длинные швы, например, в автомобильной промышленности. Этот способ позволяет тонко управлять тепломощностью импульсного лазерного излучения.
Чтобы получилось нахлёсточное соединение, нагрев лазером нужно вести со стороны стали. Она нагреется до температуры, когда алюминий уже расплавится, но останется твёрдой.
Прочность швов можно повысить с помощью присадки на основе алюминия.
Диффузионная
В этом сварочном процессе соединяемые детали не расплавляются. Но из-за их продолжительного контакта на высокой температуре образуются интерметаллидные фазы.
Электронно-лучевая
На сталь наносят буферные покрытия из титана, никеля и циркония: тогда сварочный процесс будет успешен.
Точечная контактная
Хорошее точечное соединение стали и алюминия получается не всегда, даже если варить на конденсаторных машинах с жестким режимом разряда.
Этого можно избежать, применив промежуточную биметаллическую ленту. Полученные точечные соединения по прочности можно сравнить с клепаными.
Сварка взрывом
Соединения алюминия и стали, которые получаются при взрывном сварочном процессе, применяют на верфях Японии, Польши, США, Великобритании, Франции и других стран в качестве промежуточного элемента, который потом приваривают к основным материалам изделия.
elsvarkin.ru
Можно ли сваривать алюминий со сталью?
Можно ли сваривать алюминий со сталью?
В. Можно ли сваривать алюминий со сталью с использованием дуговой сварки стальным плавящимся или вольфрамовым электродом в среде инертного газа (GMAW и GTAW)?
О. В то время как алюминий сравнительно легко скрепляется с большинством металлов адгезивным соединением или механическими способами, для дуговой сварки алюминия с другими металлами, такими как сталь, необходимы особые технологии. При непосредственном приваривании к алюминию методом дуговой сварки таких металлов, как сталь, медь, магний и титан, образуются очень хрупкие интерметаллические соединения. Чтобы избежать формирования таких хрупких составов, были разработаны специальные средства, позволяющие изолировать второй металл от расплавленного алюминия во время дуговой сварки. Два самых распространенных метода дугового сваривания алюминия со сталью — использование биметаллических переходных вставок и покрытие разнородным материалом перед сваркой.
Биметаллические переходные вставки. В продаже доступны биметаллические переходные материалы для сваривания алюминия с такими металлами, как сталь, нержавеющая сталь и медь. Такие вставки представляют собой элементы из алюминия, к которому уже прикреплен другой материал. Для скрепления этих разнородных материалов в биметаллическую переходную вставку обычно используются такие методы, как прокатка, сварка взрывом, трением, оплавлением или давлением с подогревом, но не дуговая сварка. Для дуговой сварки переходных вставок из стали и алюминия можно использовать обычные технологии, такие как GMAW и GTAW. Стальная сторона вставки приваривается к стали, а алюминиевая — к алюминию. При сварке следует избегать перегрева вставок, так как это может привести к образованию хрупкого интерметаллического соединения на стыке стали и алюминия внутри вставки. Рекомендуется начинать со сварки алюминия с алюминием. Это позволяет увеличить отвод тепла при сварке стали со сталью и тем самым избежать перегрева на участке соприкосновения стали с алюминием. Сварка с использованием биметаллических переходных вставок — распространенный метод скрепления алюминия и стали, который часто применяется для обеспечения сварных соединений высокого качества в строительной отрасли. Эта технология используется для приваривания алюминиевых палубных рубок к стальным палубам на судах, в трубных решетках теплообменников, состоящих из алюминиевых труб и решеток из обычной и нержавеющей стали, а также для формирования сварных швов между алюминиевыми и стальными трубами с использованием дуговой сварки.
Покрытие разнородными материалами перед сваркой. Чтобы упростить дуговую сварку стали с алюминием, на сталь можно нанести покрытие. Одним из вариантов является нанесение покрытия из алюминия. Для этого иногда применяется метод покрытия погружением (в расплав алюминия) или пайка алюминия на стальную поверхность. После нанесения покрытия стальной элемент можно приваривать к алюминиевому методом дуговой сварки (при этом необходимо избегать соприкосновения дуги со сталью). При такой технологии сварки используются особые приемы, которые помогают направить дугу на алюминиевый элемент и позволяют расплавленному алюминию из зоны сварки стечь на стальной элемент с алюминиевым покрытием. Еще один метод соединения алюминия со сталью предполагает покрытие стальной поверхности серебряным припоем. После этого выполняется сварка соединения с использованием алюминиевого присадочного сплава (при этом необходимо избегать прожигания слоя из серебряного припоя). Методы сварки на основе покрытия обычно не применяются в случаях, если необходимо обеспечить высокую механическую прочность соединения. Они используются только для герметизации.
www.esab.ru
Сварка алюминия с железом, нержавеющей сталью и медью
Довольно часто на стройках, промышленных предприятиях, в быту необходима сварка алюминия. Технология сварки алюминия и его сплавов гораздо сложнее технологии соединения иных цветных металлов, поэтому стоит заранее внимательно изучить все возможные способы соединения. Многих интересует, какие существуют методы сварки алюминия, в чем заключаются особенности сварки алюминия и его сплавов, как проходит подготовка алюминия к сварке, что представляет собой сварка алюминия в домашних условиях. С ответами на подобные вопросы, а также полезными рекомендациями вы можете ознакомиться в этой статье.
Содержание статьи
Где применяется алюминий
Благодаря хорошей электро- и теплопроводности этот металл популярен при изготовлении электротехники и теплового оборудования. Так как алюминий мало подвержен коррозии, то алюминиевые конструкции просто незаменимы в строительстве. Используют этот металл и в пищевой промышленности – в качестве посуды, столовых приборов, упаковки, фольги для запекания.

Наиболее широко алюминий и его сплавы представлены в авиа- и судостроении. Поскольку этот металл довольно легкий, из него изготавливают корпусы транспортных средств, надстройки на палубу и прочие детали. Алюминий быстро возгорается, и его активно используют для производства взрывчатых веществ. Также металл входит в состав твердого топлива для ракет. Кроме того, из него изготавливают архитектурные элементы, скульптуры, барельефы; фурнитуру для одежды и мебели; корпусы для всевозможной техники; и многое другое.
Подготавливаем металл к свариванию
Подготовка алюминия к сварке состоит из ряда манипуляций. Среди них:
- Тщательная очистка. Перед тем как приварить алюминий к любому металлу, все поверхности следует отчистить от масляных и жирных пятен, пыли. Это можно сделать с помощью растворителей.
- Обработка кромок. Алюминий в листах толщиной до 1, 5 мм проходит отбортовку торцов. В деталях толщиной более 20 мм, свариваемых электродами, выполняют разделку кромок. Если сварка производится неплавящимся электродом или присадочной проволокой, а толщина детали превышает 4 мм, также проводят разделку кромок.

- Удаление оксидной пленки. Перед сваркой алюминия в домашних условиях газовой горелкой кромки обрабатывают бензином либо каустической содой. Последнюю обязательно смывают водой. Ликвидировать пленку также можно напильником или стальной щеткой.
- Проверка целостности металла. Для этого его поверхность обрабатывают проникающим составом, который позволяет выявить дефекты и место, подходящее для того, чтобы сформировать шов.

Особенности сваривания алюминия
Сварка алюминия в домашних условиях должна начинаться с подробного изучения свойств материала. Без этого металла не обойтись во многих сферах жизни, однако сварка и пайка сопряжены с некоторыми трудностями.Чтобы соединение было прочным и прослужило не одно десятилетие, нужно обратить внимание на особенности сварки алюминия и его сплавов.
- Окисная пленка, которая находится на металле, плавится при температуре 20440 градусов по Цельсию. Сам же металл плавится при 660 градусах по Цельсию. Эта пленка не позволяет получить качественный шов, поэтому сварочные работы по алюминию должны происходить в среде защитных газов.
- Довольно трудно формировать сварные ванны, поскольку металл имеет высокую текучесть. Для облегчения работы стоит использовать подкладки, отводящие тепло.
- Кремний и водород, содержащиеся в алюминии, ухудшают качество шва: при малейшем нарушении технологии могут возникнуть такие дефекты, как поры и трещины.
- Сваривание алюминия газовой горелкой должно проводиться при высоких значениях тока, поскольку он имеет высокую теплопроводность.
- Сварка алюминиевых сплавов сложна тем, что не всегда удается точно определить их марку и выбрать соответствующий режим.
- При застывании металл усаживается, что ведет к деформации деталей.

Чтобы разрушить прочную оксидную пленку, сварка алюминия постоянным током должна проводиться на обратной полярности. Только в этом случае можно достичь катодного распыления, необходимого для уничтожения тугоплавкой пленки.
Автоматическая сварка алюминия при помощи плазмы позволяет добиться более качественных результатов, которые не может гарантировать сваривание алюминия газовой горелкой. Присадка в этом случае производится проволокой, а дуга образована ионизированным газом. С помощью плазматрона возможна как сварка алюминия дома,так и соединение алюминиевых поверхностей на СТО, в монтажном цехе, на строительной площадке и т.д. Технология сварки алюминиевых сплавов плазмой позволяет присоединять к алюминию тонкие детали (не толще 0,2 – 1,5 мм), при этом вероятность прожога шва минимальна.
Технология сварки
Сварку алюминиевых конструкций можно проводить разными способами:
- При помощи вольфрамовых электродов в среде инертных газов;
- Полуавтоматической сваркой в инертных газах;
- С помощью покрытых плавящихся электродов;
- Методом контактной сварки.
Для сваривания ответственных участков используют аргонодуговой способ. Технология сварки алюминия и его сплавов при помощи тугоплавких вольфрамовых электродов предполагает, что присадочная проволока будет перемещаться только вдоль шва, перед электродом. Длина дуги должна быть минимальной, а подача проволоки — плавной. Для сварки по алюминию следует использовать максимальную скорость, иначе соединение будет иметь дефекты. Как правило, сваривают во всех положениях. Масса аргона гораздо больше, чем у воздуха, поэтому лучшее качество шва будет у горизонтальных соединений. Для сварки алюминия в потолочном и вертикальном положениях лучше смешать аргон с гелием.

Обычно сварка алюминиевых радиаторов и других конструкций проходит с помощью полуавтомата тогда, когда они толще 3-х мм. Для сварки алюминия полуавтоматом используется алюминиевая проволока. Она подается в автоматическом режиме, а газовая горелка перемещается вручную. Инертный газ, поступающий во время работы, служит для защиты алюминиевых деталей от окисления. Режимы сварки алюминия подбираются в зависимости от толщины деталей и электродов, а также силы тока. Перед тем, как сварить алюминий, убедитесь, что ток — обратной полярности, наконечник имеет диаметр больший, чем проволока, а подающий проволоку механизм снабжен четырьмя роликами. Такие меры обеспечат целостность оксидной пленки и нормальный вылет проволоки из сопла, без излишнего трения и сминания.
Сварка алюминия электродом в домашних условиях производится тогда, когда толщина деталей превышает 4 мм, а использовать громоздкое профессиональное оборудование нет возможности. Сварка алюминия и его сплавов таким образом требует предварительного нагрева поверхностей: если они средней толщины, то до 250°С, если большой толщины, то до 400°С. Если толщина деталей превышает 20 мм, то нужно заранее выполнить разделку кромок. Как правило, сварка алюминия своими руками при помощи электрода производится электродами ОЗАНА и УАНА. Обратите внимание, что этот способ имеет ряд недостатков: металл в процессе разбрызгивается, шлак тяжело счищается с поверхностей, шов получается пористый и в результате недостаточно прочный. Поэтому дуговая сварка алюминия электродом применяется относительно редко.
Контактная сварка алюминия может быть:
- точечной,
- стыковой,
- шовной.
 сварка алюминия при помощи машины контактной точечной сварки
сварка алюминия при помощи машины контактной точечной сваркиТочечная сварка алюминия сложна тем, что сварщику необходимо перемещать электрод на высокой скорости, чтобы обеспечить равномерное давление на материал. Точечная сварка алюминия может проводиться электродами, выполненными из меди и ее сплавов. Как и материал свариваемой поверхности, они достаточно прочные и отлично проводят электричество, поэтому такая сварка задействует аккумулированную энергию.
Использование стыкового метода позволяет оплавлять металл равномерно. Величина тока при этом должна составлять примерно 15 тысяч А на 1 сантиметр сечения детали.
Шовный способ целесообразен тогда, если машина имеет большую мощность и оснащена ионными прерывателями.
Соединение алюминия и железа
Если соединение между собой алюминиевых деталей не вызывает вопросов, то многие начинающие сварщики задаются вопросом — можно ли приварить алюминий к железной поверхности? Ведь сплавы алюминия с железом, где последнего содержится более 12 %, имеют низкую степень ковкости, а показатели теплоемкости, теплопроводимости и теплового расширения у этих металлов настолько различны, что при сварке трудно избежать термических напряжений.
Приварить алюминий к железу можно двумя способами:
Как сварить алюминий и нержавеющую сталь
Сварка алюминия и нержавейки необходима прежде всего при монтаже сложного промышленного оборудования, которое эксплуатируется в агрессивной среде, поэтому высокие требования к качеству сварного шва вполне обоснованы. Сварка алюминия со сталью может быть проведена как с помощью биметаллических вставок, так и благодаря покрытию деталей разнородными материалами.
В первом случае сварка алюминия постоянным током должна начаться с алюминиевых поверхностей, чтобы обеспечить существенный отвод тепла при соединении стальных поверхностей. Вставка из стали и алюминия не должна быть перегрета в процессе, иначе интерметаллическое соединение в ней станет хрупким и ненадежным.
Электросварка может проводиться в случае, если сталь будет покрыта тонким слоем алюминия. После того, как будет нанесено покрытие, сталь можно приваривать к алюминию дуговой сваркой. В процессе обязательно следите за тем, чтобы дуга не соприкасалась со стальной поверхностью. Сварка алюминиевых сплавов со сталью может быть проведена и в случае, если сталь будет покрыта серебряным припоем. Сваривать нужно присадочным сплавом из алюминия, не нарушая целостность слоя, образованного серебряным припоем.
Сварка алюминия и меди
 Сварка меди и алюминия широко распространена в электропромышленности (соединение проводов) и холодильной промышленности (сварка труб). С помощь плавления соединять эти металлы проблематично: чем выше содержание меди в сварном шве, тем более хрупким и склонным к образованию трещин он будет. Сварка алюминия с медью обычно проводится двумя способами:
Сварка меди и алюминия широко распространена в электропромышленности (соединение проводов) и холодильной промышленности (сварка труб). С помощь плавления соединять эти металлы проблематично: чем выше содержание меди в сварном шве, тем более хрупким и склонным к образованию трещин он будет. Сварка алюминия с медью обычно проводится двумя способами:- “Замковое” соединение. На алюминиевую поверхность приваривается медная накладка. Затем производится наплавка, соединяющая все сварные швы.
- Сварка при помощи графитовых электродов. Сила сварного тока при этом должна находиться в пределах 500 – 550 А, длина дуги – не превышать 20-25 мм при напряжении 50-60 В.
Сварка меди и алюминия может проводиться как электродуговым способом,так и аргонодуговым, и газовым. Не менее распространено холодное сваривание.
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
особенности и технология процесса, способы соединения металлов
Нержавеющая сталь и алюминий являются уникальными по своим характеристикам, широко используются в различных отраслях и обладают коррозионностойкими свойствами. Из-за особого химического состава этих металлов сварочный процесс сильно затруднен.
Особенности сварки нержавейки и алюминия
Теплопроводимость нержавейки по сравнению с другими, более прочными сортами стали, ниже в 2 раза. Благодаря этой особенности во время процесса сварки тепло не сможет равномерно распределяться по всей поверхности и убирать излишки энергии, оно будет сконцентрировано в точке контакта. Эта особенность является главной причиной, почему многие начинающие сварщики не могут избежать перегрева или прожига шва. Специалисты рекомендуют устанавливать меньшие амперные показатели сварочного оборудования.
Вторая важная особенность, затрудняющая процесс соединения металлов – линейное расширение. Околошовная зона подвержена деформации из-за воздействия высоких температур, а это значит, что для предотвращения появления трещин необходимо оставлять зазор. Его формирование является важным этапом в процессе подготовки изделия к свариванию.
Еще одна трудность при сварке нержавейки и алюминия обусловлена их высоким электрическим сопротивлением. Расходные материалы быстро приходят в негодность из-за высокого нагрева.
Во время сварки нержавейки существуют четкие температурные границы. Если она повышается до 500 С0, то в шве образуются химические соединения карбида, железа и хрома, которые негативно влияют на его качество. Риск можно снизить, охладив деталь сразу же после работы.
Технология сварки нержавейки с алюминием аргоном
Ни одним из доступных способов (аргонодуговая, сварка покрытым электродом и т. д.) сделать качественное соединение без дополнительных элементов не получится. При сваривании стали и алюминия в шве образуются достаточно хрупкие интерметаллические соединения. Для получения качественного сварного шва нужно использовать особые технологии с применением биметаллических переходных вставок. Чтобы этот метод был действительно эффективным и рабочим, дуговая сварка не подойдет. Здесь используются такие методы, как давление с подогревом, прокатка или сварка взрывом.
Для упрощения процесса соединения стали и алюминия во время дуговой сварки на нержавейку можно нанести покрытие из алюминия. Здесь чаще всего используется метод погружения. После нанесения алюминиевого покрытия детали можно легко сварить, только важно следить, чтобы дуга не соприкасалась со сталью. В этом случае сварка проводится с применением алюминиевого присадочного сплава.
Методы с покрытием используются в тех случаях, когда важно добиться хорошей герметизации изделий. Но они не способны обеспечить хорошую прочность.
Процесс сварки при нанесении алюминиевого покрытия
Аргонную сварку всегда начинают с подготовки поверхностей. Процедура является стандартной вне зависимости от качества и структуры метала:
- Поверхность очищают от пыли и металлической стружки грубой щеткой. Все кромки зачищают до металлического блеска.
- Поверхность, на которой будет производиться работа, должна быть обезжирена любыми имеющимися средствами.
- Важно правильно установить зазор для компенсации процесса деформации.
Способы соединения
В процессе сварки лучше всего использовать переменный ток, это позволит решить сразу две задачи:
- Использование компактных и более легких сварочных инверторов.
- Удаление пленки оксида алюминия с поверхности детали, так как температура электрода будет сильно превышать термическую стойкость химического соединения.
Сейчас применяются два основных способа соединения:
- Ручная дуговая сварка (MIG/MAG). Ее особенность – это высокая производительность и возможность соединения частей любой толщины.
- Сварка неплавящимся вольфрамовым электродом (WIG/TIG). При этом способе швы получаются ровные за счет того, что дуга обладает высокой стабильностью горения. Также при этом способе совсем исключен шанс попадания в сварочную ванну влаги. Аргонодуговая сварка – способ преодолеть трудности, которые возникают в процессе соединения алюминия из-за наличия на его поверхности химически инертной прочной окисной пленки.
Необходимое оборудование
При выборе оборудования важно ориентироваться на особенности свариваемого металла:
- Важно правильно подобрать настраиваемый источник тока.
- Газовая линза с сеточкой, используемая в горелке, позволяет в несколько раз уменьшить расход газа, при этом улучшает защиту сварочной ванны.
- При сварке можно использовать стандартный вольфрамовый электрод. Диаметр зависит от толщины используемого металла.
 Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Примерная стоимость вольфрамовых электродов на Яндекс.маркетelsvarkin.ru
Как варить алюминий со сталью
В сварочном процессе однородных деталей все намного проще, чем при сваривании металлов разных типов. В таком случае приходится сталкиваться с тем, что металлы металлургически несовместимы и имеют множество принципиальных отличий в характеристике кристаллической решетки.
Также стоит отметить разные температуры плавления и показатели проводимости тепла. Поэтому перед началом работы по свариванию алюминия со сталью, требуется рассмотреть их совместимость и учесть трудности, которые могут возникнуть при их соединении.
Практически нереально соединить металлы, которые неравномерно растворяются между собой. К примеру, такие металлы, как железо, магний, алюминий и свинец, не могут сплавляться так, чтобы потом без особого труда их не разделить.
Сейчас востребованы конструкции, которые состоят из сплава стали и алюминия. Сваривание данных металлов находит широкое применение в авиастроении, производстве предметов и приборов быта и радиоэлектронике. Оптимальные свойства определенных конструкций возможны только при сочетании этих двух металлов.
Комбинируя эти два металла, можно получать специальные сплавы, которые максимально подходят для деталей определенного вида и назначения. Такое изделие будет совмещать в себе преимущества сразу же двух металлов. Перед тем, как приступать к работе, следует учитывать особенности взаимодействия металлов, которые Вы хотите сваривать.
Сваривание алюминия со сталью усложнено тем, что данные металлы имеют разную температуру плавления и имеют существенные различия в уровне теплопроводности. На практике это можно увидеть в том, что алюминий уже находится в жидком состоянии, а сталь еще не разогрелась.
Из-за такой разницы при сваривании получится недостаточно прочный сварочный шов, поэтому для получения качественных сварочных швов можно использовать ультразвуковую, диффузную и контактную сварку с оплавлением, а также холодное сваривание.
Теплофизические свойства металлов значительно могут затруднять сварочный процесс. Интересно, что в некоторых случаях использование специального покрытия и вставок не решит данную проблему. При соединении разнородных металлов на стыке сваривания может образовываться интерметаллид, который отличается высокой вероятностью разрушению и очень хрупок.
Во избежание ненужных проблем, нужно правильно подбирать режим сваривания, что позволит избежать перегрева свариваемой детали. Если сварочный процесс произведен в соответствии со всеми правилами, учитывая все особенности сваривания, то Вы создадите прочное и долговечное сооружение или деталь. Стоит отметить, что деталь, полученную таким способом, лучше всего не использовать для конструкций, которые подвергаются механическому воздействию.
Сваривать алюминий со сталью не так и сложно. Все усложняется за счет отличий в температуре плавления, свойствам, теплопроводности и структуре свариваемого металла.
3g-svarka.ru
Технология сварки алюминия и нержавеющей стали аргоном, полуавтоматом
Во время сборки узлов сложного оборудования, эксплуатируемого в агрессивных средах, в процессе ремонтных работ возникает необходимость соединить два металла – алюминий и нержавейку. Между собой эти сплавы свариваются с трудом, образуют герметичное, но хрупкое соединение, не выдерживающее динамической нагрузки. Разработано два метода сварки алюминия и нержавейки. Каждый из них будет рассмотрен подробно. Но сначала несколько слов об особенностях сплавов.

Трудности сваривания алюминия с нержавейкой
Нержавеющая сталь – высоколегированная, в ее состав входят цветные металлы и неметаллы. Теплопроводность в сравнении с углеродистыми сталями вдвое ниже. Сплав прогревается неравномерно, концентрируется в контактной точке, это приводит к прожогам области шва. При сварке алюминия с нержавейкой необходимо поддерживать небольшой ампераж, работать на низких токах. Допустимая температура в рабочей зоне 500°С.
Алюминий хорошо проводит тепло, но при нагреве активно окисляется. Для работы с ним нужна защитная атмосфера. Еще один нюанс – алюминиевые сплавы плавятся при 600°С, а оксидная пленка – только при нагреве свыше 2000°С. Перед соединением необходимо снимать слой окислов.
Обратите внимание!
При укладке алюминия со сталью важно соблюдать величину зазора, учитывать высокое линейное расширение нержавейки.
Сварка с использованием биметаллических переходных вставок
Технология применяется в судостроительной области, теплоэнергетике. Использование специальных расходных материалов – это самый распространенный способ соединения различных углеродистых и цветных сплавов. Биметаллические листы, диски производят промышленным способом различными методами:
- горячей прокаткой;
- наплавлением;
- нагревом под давлением;
- сваркой взрывом или трением.
В домашних условиях получить биметалл невозможно. Процесс аргонной сварки алюминия и нержавейки с применением вставок значительно упрощается. В этом случае сваривать необходимо алюминий с алюминием, нержавейку с нержавейкой. Главное – не перегреть биметалл, чтобы не начались структурные изменения в области контакта разнородных металлов. Необходимо предусмотреть отвод избыточного тепла, работу начинают с соединения алюминиевых частей, затем переходят к нержавеющим. Соединение получается качественное.

Биметаллические переходные вставки для сваривания разнородных металлов
Технология сварки с нанесением алюминиевого покрытия
Алюминиевые расплавы хорошо сцепляются с поверхностями других металлов. Эту способность используют при сварке алюминия с нержавейкой. Проводят подготовительную операцию – погружают кромку нержавеющей детали в расплав или делают припой. После этого приступают к работе. Шов в этом случае получается непрочным, но герметичным – жидкость или газ не пропускает.
Особенности сварочного процесса:
- необходимо избегать контакта дуги с чистой нержавеющей поверхностью, нагревают только покрытую область детали;
- направляют дугу так, чтобы расплавленная присадка стекала на нержавейку, то есть нагревают только алюминиевую деталь, а не обе кромки стыка;
- любую аргонную сварку всегда начинают с подготовки поверхностей: металл зачищают или протравливают, чтобы удалить окислы.
Еще один способ подготовки нержавеющей заготовки – нанесение на рабочую зону серебра. Для этого используют готовый серебряный припой, но продается в специализированных магазинах. В процессе соединения заготовок важно сохранять целостность серебряной пленки, не допускать ее прожигания.
Электроды с алюминиевым стержнем или присадочную проволоку подбирают по марке сплава, учитывая химический состав. Правильно подобранная присадка неплохо сцепляется с разнородными металлами. Проволоку выпускают 2 и 3 мм диаметром. Она должна быть меньше толщины соединяемых деталей. Тонкий металл варят с использованием неплавящихся вольфрамовых электродов. Образуется стабильно горящая дуга, расплав меньше разбрызгивается.
Оборудование для сварки
Применяют несколько видов аппаратов:
- для ручной электродуговой сварки плавящимся или вольфрамовым электродом, работающих по технологии MIG/MAG;
- поддерживающие режимы WIG/TIG;
- полуавтоматы с подачей аргона.
При выборе сварочного аппарата для нержавейки и алюминия учитывают особенности сплавов, из которых сделаны детали. Лучше использовать высокочастотный переменный ток, в качестве генератора для дугового метода чаще выбирают небольшой инвертор. При выборе газового оборудования желательно подобрать горелку с линзой, оснащенной сеточкой, расход газа будет меньше, он обеспечит нормальную защиту ванны расплава. У сварочного полуавтомата для сварки алюминия и нержавейки должен был импульсный режим работы, желательна функция «Сoldarc».
Если при соединении алюминиевых и нержавеющих заготовок учитывать особенности металлов, можно добиться неплохого качества швов. Новичкам работа с разнородными сплавами не по силам, лучше обратиться в специализированные организации, оказывающие услуги по сварке.
svarkaprosto.ru
Сварка со сталью алюминия, чугуна и меди
 Сварка разнородных металлов – возможна!
Сварка разнородных металлов – возможна!В процессе сварки однородных деталей взаимная диффузия и растворение материалов, а также образование жидких и твердых растворов происходит без каких-либо ограничений и сложностей. Однако совсем иначе дело обстоит со сваркой разнородных металлов. В данном случае приходится сталкиваться с металлургической несовместимостью деталей, которые имеют принципиальные отличия в характеристиках кристаллической решетки, а также разные температуры плавления и показатели теплопроводности. Именно поэтому прежде чем начнется работа и осуществится, например, сварка алюминия со сталью, необходимо рассмотреть совместимость используемых металлов и учесть трудности, которые могут возникнуть в процессе их соединения.
Практически невозможно сварить металлы, неспособные взаимно раствориться между собой в расплавленном состоянии: железо и свинец, железо и магний, свинец и алюминий. Эти пары в жидком состоянии практически не смешиваются и создают слои, которые при дальнейшем затвердевании могут быть без особого труда отделены друг от друга. Что касается легко поддающихся сварке разнородных металлов, то их количество довольно ограничено. К ним можно отнести титан и железо, медь и железо, титан и ванадий, алюминий и серебро.
На данный момент самыми востребованными являются конструкции, получаемые путем сплава стали с алюминием, чугуном или медью. Сварка этих металлов широко используется в авиационном строении, радиоэлектронике, производстве бытовых приборов. Оптимальные свойства некоторых конструкций возможны только благодаря применению деталей из комбинированных материалов, ведь именно в этом случае изделие будет совмещать в себе преимущества сразу двух металлов. Однако приступая к работе с разнородными металлами, важно учитывать особенности их взаимодействия.
Процесс соединения алюминия со сталью
Сварка алюминия и стали сопряжена с серьезными трудностями, которые возникают в связи с большой разницей температур плавления металлов и различиями в уровне их теплопроводности. На практике это выражается в том, что алюминий становится жидким еще до того, как сталь успевает прогреться, кроме того, шов получается недостаточно прочным. Чтобы соединить металлы с такими разными характеристиками и получить приемлемый результат, нередко используется диффузная, ультразвуковая, а также контактная с оплавлением и холодная сварка металла.
Покрытия для улучшения свариваемости
Проблемы, которые возникают при сварке плавлением алюминия и стали, вполне удачно решаются с помощью применения специальных покрытий. На сталь гальваническим или горячим погружением наносится металл, который обладает хорошей совместимостью со сталью. Чаще всего для этих целей используется слой цинка, который улучшает растекание алюминия. Кроме того, для сварки алюминия и стали применяется переходная вставка из тех же материалов, которая получается с помощью другого метода соединения, например, путем холодной ковки.
Теплофизические свойства материалов значительно затрудняют процесс сварки, при этом даже использование специальных покрытий и вставок не решает всех возможных проблем. Дело в том, что при соединении разнородных металлов на стыке могут образовываться интерметаллиды, которые отличаются чрезмерной хрупкостью. Чтобы избежать ненужных проблем, необходимо выбрать правильный режим сварки, который позволит избежать перегрева поверхности металлов. Если процесс произведен с учетом всех особенностей алюминия и стали, в результате проведенных сварочных работ появится надежное и долговечное соединение, которое, однако, лучше не использовать для конструкций, часто подвергающихся механическому воздействию.
Свариваемость чугуна и стали
Несмотря на то, что чугун и сталь обладают схожестью химического состава, процесс сварки этих металлов также характеризуется определенными трудностями. Дело в том, что чугун содержит большое количество углерода, а потому достаточно плохо поддается плавлению. Чтобы сварить эти разнородные материалы, используются специальные электроды. Для получения надежного и прочного шва перед обработкой детали следует тщательно зачистить, особенно это касается заготовки из чугуна, который легко впитывает различные технические жидкости.
Подогрев изделия в процессе работы
Чтобы соединить чугун и сталь, как правило, используется сварочный ток обратной полярности. Однако обратите внимание, что в случае применения аппаратов с высоким током холостого хода, необходимо использовать переменный ток. В процессе работы детали необходимо прогреть до 600 градусов по Цельсию. Такая температура позволит избежать чрезмерного расширения металла, которое нередко приводит к необратимой деформации материала. В результате сварочных работ, проведенных по описанной технологии, прочный герметичный шов образуется всего за один проход.
В случае, если подогрев заготовок невозможен, сварка чугуна со сталью производится несколько иначе. Когда необходимо соединить слишком большие детали или металл имеет легкоплавкие вкрапления, процесс сварки осуществляется с помощью коротких валиков, каждый из которых необходимо охлаждать перед использованием следующего. Стоит отметить, что данный метод сварки не обеспечивает должную прочность шва, поэтому для соединения чугуна и стали более предпочтителен метод, предусматривающий предварительный подогрев деталей.
Свариваемость меди со сталью
Определенные трудности в процессе соединения данных металлов возникают в связи с различием в уровне их теплопроводности, а также из-за низкой температуры плавления меди. Именно поэтому прежде чем приступать к процессу, следует учесть все особенности материалов и подобрать наиболее оптимальный способ сварки. Только в этом случае можно получить качественное соединение, которое будет обладать всеми необходимыми характеристиками.
Применение защитных газов
На самом деле медь и все ее сплавы довольно неплохо сваривается со сталью. Пожалуй, самым высоким качеством обладает соединение, которое производится путем аргонодуговой сварки. С ее помощью образуется шов, который характеризуется хорошей герметичностью и прочностью. Аргонодуговая сварка производится с применением вольфрамовых электродов либо плазменной струи и специальной присадочной проволоки. Обратите внимание, что в процессе работы дугу следует немного смещать к меди, что поможет предотвратить перегрев стали.
Сварка меди и стали также может быть произведена с помощью флюсов в среде защитных газов. В этом случае используют плавящиеся либо неплавящиеся электроды и проволоку. При наплавлении меди на сталь вполне эффективен дуговой метод сварки керамических флюсов, который позволяет добиться требуемой износостойкости и твердости материала. Данный вид работы предполагает использование плоских электродов.
Соблюдение технологии – гарантия качества
Сварка разнородных металлов – достаточно трудоемкий процесс, который осложняется существующими различиями в свойствах материалов. Однако если грамотно подойти к процессу и учесть все рекомендации, связанные с особенностями металлов, можно получить прекрасный результат в виде качественного и надежного соединения, которое будет обладать преимуществами всех его компонентов.
elsvarkin.ru