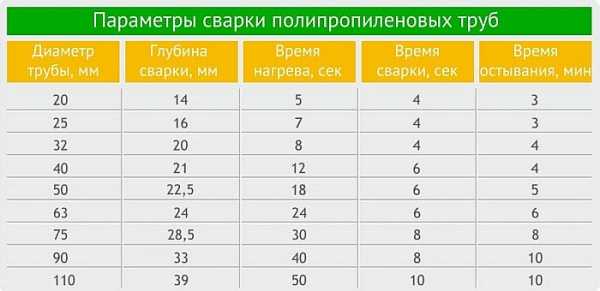
Температура и время пайки полипропиленовых труб: таблица
 Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
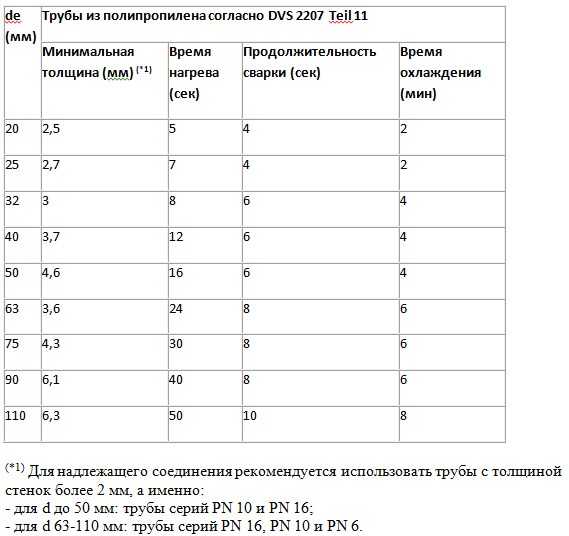
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
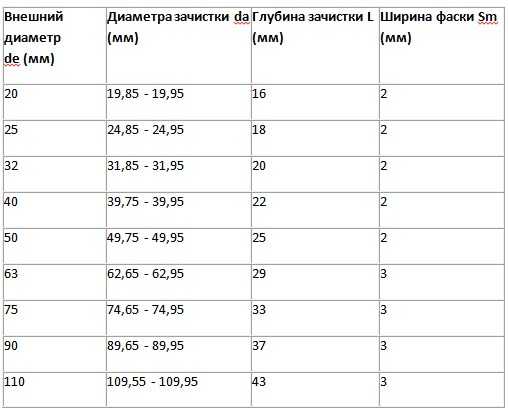
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
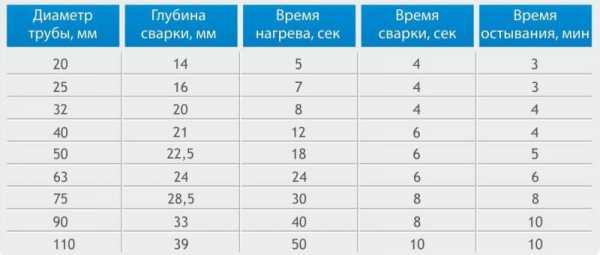
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
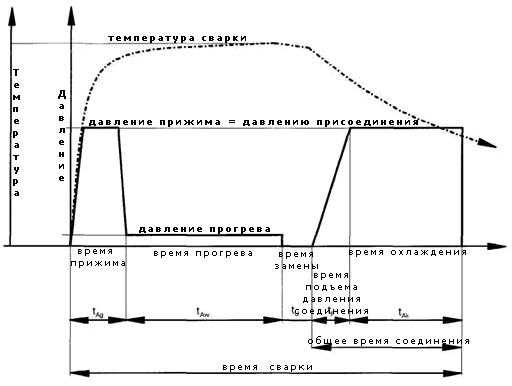
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Похожие статьи:
vseprotruby.ru
инструкция, таблица сварки, время сварки, температура сварки. Советы от компании АРМАПласт.
Эпоха металлических труб уже давно канула в Лету, а на смену им пришел полипропиленовый аналог. Он используется в системе водопровода и отопления, как в коттедже, так и в квартире. Сварка полипропиленовых труб своими руками не требует наличия множества уникальных инструментов и специальных навыков. Принцип работы достаточно прост, необходимо лишь следовать небольшим рекомендациям и советам специалистов по сварке. Полипропилен, сам по себе, легкий и достаточно прочный материал, поэтому сложностей с монтажом не возникнет.
Инструкция по сварке полипропиленовых труб
Перед тем как приступить к работе, необходимо определиться, где будет прокладываться труба. Лучше всего заранее подготовить план, чтобы избежать ситуаций, когда сварка будет осуществляться «на весу» или в замкнутом пространстве, где без предварительно сваренных заготовок не обойтись.
Полипропиленовая труба собирается на полу, а затем, несколькими подходами, монтируется в общую систему.
Процесс начинается с того, что разогревается паяльник для полипропиленовых труб. Обычно, на каждом устройстве есть терморегулятор, который выставляется на рекомендованный режим. При работе с полипропиленом рабочая температура 260ºС. Более низкий температурный показатель может привести к неправильной и недолговечной сварке полипропиленовой трубы. Более высокий температурный показатель – к перегреву материала и образованию наплывов.

Как только аппарат будет готов к использованию, погаснет лампочка индикатора контроля температуры. В случае если сварка осуществляется впервые, сразу после того, как устройство сообщило о своей готовности, необходимо 5 минут подождать, а затем приступать к операции.
Первым этапом является подготовка трубы. Если необходимо, ее нужно отрезать в требуемый размер.

Для того чтобы осуществить сварку, нужно нагреть рабочие поверхности всех полипропиленовых деталей. В муфте это будет часть внутренней стенки, а вот у трубы – внешняя сторона. Для этого потребуется насадить их так, чтобы насадка (сменный нагреватель) паяльника вошла до самого конца. Сварка осуществляется в течение нескольких секунд, все зависит от диаметра трубы.

Затем, составляющие системы нужно соединить в необходимом направлении. Подобный вид сварки позволяет в течение 2-3 секунд отцентрировать полипропиленовые трубы, для этого специальных инструментов не понадобится, нужен лишь собственный «глазомер».
Если сварка была проведена правильно, при нужной температуре, то нагретая труба будет двигаться в месте стыка, и «встанет на место». Слишком высокий температурный показатель или продолжительное удержание труб на паяльнике может привести к растеканию материала и деформации его формы, а это грозит затеканию материала внутрь трубы и сужению проходного сечения. Не забывайте очистить нагревательный аппарат, в противном случае остатки материала будут выгорать внутри насадки, выделяя дым.
Если все действия были выполнены верно, то при стыковке, полипропиленовый элемент слегка растечется, образовав выпуклый шов на внешней стороне. В случае если труба не надевается и будто загибается, потребуется снять специальную фаску с кромки.
Если придерживаться стандартов немцев, то зачистка для полипропиленовых труб может иметь наклон 15º, и углубление на 2-3 мм. По российским стандартам разрешен угол в 45º и углубление на 33% от общей толщины. В принципе можно использовать любую фаску, которая находится в заданных пределах. Важно условие: она всегда должна быть равномерной.
Финальным этапом сварки является остывание, продолжительность которого также зависит от диаметра трубы.

Небольшие советы по сварке полипропиленовых труб:
- Основное требование: все элемены нужно предварительно обезжирить. Процедуру можно осуществить и без этого, но качество спайки гарантировать уже нельзя. Труба и гильза смазываются спиртом, это поспособствует удалению пыли, сора, которые мешают процессу сварки.
- Необходимо отметить на полипропиленовой трубе глубину сварки, то есть границу, до которой следует насаживать насадку. Нужно понимать, что полипропиленовый фитинг имеет разный калибр, а значит и глубина введения будет различная. Поэтому перед сваркой труб нужно будет отмерить глубину, используя штангенциркуль или обычную линейку. Благодаря этому риск полностью запаять полипропиленовый элемент будет минимальным. Все необходимые параметры сварки для разных диаметров вы можете посмотреть в таблице.
- Перед тем как приступить к сварке полипропиленовых элементов, лучше всего потренироваться. Берется труба того же диаметра, что и основная система и запасной полипропиленовый фитинг. Сварка осуществляется по вышеописанной инструкции, так вы сможете определить оптимальную глубину введения и полностью вникнете в процесс.
- Смонтированный полипропиленовый трубопровод может быть заполнен теплоносителем (водой) только после того, как сварка полностью остынет. По истечению часа труба может быть подключена к системе.
Таблица параметров сварки полипропиленовых труб
Следует понимать, что полипропиленовая труба может быть сварена неправильно, это связано с неправильной разметкой глубины сварки, либо временем нагрева. В любой случае предварительная тренировочная сварка не помешает, особенно в случае первого монтажа «на весу».
Если после прочтения данной инструкции у Вас остались вопросы, вы всегда можете адресовать их нашим специалистам. Просто позвоните по бесплатному федеральному номеру АРМАПласт: 8-800-500-28-80
www.armaplast.ru
виды, особенности, советы по работе
 Многие задаются вопросом, как сваривать полипропиленовые трубы и какие ошибки при сварке полипропиленовых труб можно допустить? Ответы на эти вопросы изложены в настоящей статье. Для установки и ремонта водопроводных и отопительных систем используются не только металлические элементы, но и детали из различного вида пластмасс: полипропилена, пропилена или полиэтилена. В настоящее время эти материалы пользуются популярностью: их монтаж можно с лёгкостью осуществить своими руками, не прибегая к услугам специалистов. Сварка полипропиленовых труб (сварка ппр) обладает рядом преимуществ:
Многие задаются вопросом, как сваривать полипропиленовые трубы и какие ошибки при сварке полипропиленовых труб можно допустить? Ответы на эти вопросы изложены в настоящей статье. Для установки и ремонта водопроводных и отопительных систем используются не только металлические элементы, но и детали из различного вида пластмасс: полипропилена, пропилена или полиэтилена. В настоящее время эти материалы пользуются популярностью: их монтаж можно с лёгкостью осуществить своими руками, не прибегая к услугам специалистов. Сварка полипропиленовых труб (сварка ппр) обладает рядом преимуществ:
- Трубы из полипропилена не подвержены процессу коррозии.
- Их стоимость ниже, чем металлических.
- Они легкие.
- Имеется несколько основных способов их монтажа.
- Быстрая сборка при работе в одиночку. С напарником работа может ускорится.
- Простые способы пайки. Соблюдая определенную последовательность действий и выполняя основные правила, готовое соединение можно получить самостоятельно.
- Длительный срок службы. Современные модели изделий из полипропилена могут служить несколько десятков лет.
Содержание статьи
Сварка труб из полипропилена: этапы работы
Сварка труб пп: выбор инструментов
Многие задаются вопросом, как правильно сваривать полипропиленовые трубы в домашних условиях, что для этого нужно делать? Прежде чем начать работу, необходимо определиться с выбором сварочного аппарата. Его необходимо выбирать в зависимости от вида пайки, который предстоит осуществить. Аппарат для пайки можно как купить, так и взять в аренду, либо одолжить у знакомых.
Аппарат для пайки пп труб может быть нескольких видов: ручным, полуавтоматическим или автоматическим. Последний вид будет самым дорогим по стоимости. При работе с конкретным агрегатом следует придерживаться правил, изложенных в настоящей статье, а также инструкцией к нему.
Помимо паяльного аппарата вам понадобятся:
- специальные ножницы для обрезки необходимого размера трубы из полипропилена.
- маркер для нанесения отметок на деталях.
- спиртовая жидкость для обезжиривания поверхности кромок.
- фитинги (на пример муфты).
- пп трубы.
Муфты и трубы желательно выбирать одного производителя. Если выбирать разные, существует риск того, что детали не подойдут друг другу по размеру или по составу материала.
ПП трубы подразделяются на виды в зависимости от цели и технологии использования:
- Для водопроводных систем: как холодных, так и горячих.
- Для отопительной системы, применяется специальная технология сварки полипропиленовых труб для отопления.
Также они подразделяются на разновидности в зависимости от маркировки.
- Маркировка PN 10 применяется для холодного водоснабжения температурой до 20°, а также для обогрева половых покрытий до 45°.
- Маркировка PN 16 используется для водопроводных систем с холодной водой, а также с горячей водой до 60°.
- Полипропилен маркировки PN 20 нужно покупать для горячего водоснабжения до 95°.
- Маркировка PN 25 используется для горячего водоснабжения, а также для отопления до 95°.

Сварка полипропилена и полиэтилена: отличия
- Температура плавления у пп выше, чем у полиэтилена.
- Пп – более прочный и не такой гибкий.
- Пп более тепло- и морозостойкий.
Отличия пропиленовых труб в зависимости от цвета
- Белый и серый цвета монтируются в доме, на улице их использовать запрещается. Они идеально подходят для водопроводных и отопительных систем.
- Черные цвет содержит в составе своего материала вещества, придающие дополнительную устойчивость и износостойкость. Это отличный вариант для использования в канализационных системах.
- ПП зеленого цвета применяются, как правило, для полива насаждений. Некоторые современные изделия зеленого цвета могут использоваться также для холодной воды.
Подготовка к работе
Непосредственно перед пайкой детали должны быть очищены и обезжирены с помощью специальных спиртовых растворов. На них не должно быть посторонних предметов, пыли, грязи и заусенец. Для работы нужно подготовить не только сами детали, но и само место работ: оно не должно быть грязным, пыльным, рекомендуется отсутствие посторонних людей и предметов.

Ориентировочная температура для работы с паяльником – около 260-270 градусов. Все детали нужно подготовить заранее, до нагрева оборудования до нужной температуры. Процесс соединения занимает несколько секунд. Нужно сделать за тем, чтобы детали были расположены ровно, тогда и шов получится качественным и герметичным. Точное время соединения может отличаться в зависимости от толщины детали и исправности сварочного оборудования. Следует иметь ввиду, что, если паяльник греет не очень сильно, время нагрева нужно увеличить. Не стоит приступать к работе при слабо нагретом оборудовании. Соединение может получится не герметичным. Элементы, которые планируется соединить друг с другом, должны быть нагреты одновременно.
Перегрев элементов характеризуется тем, что материал становится очень мягкий и при контакте друг с другом может деформироваться.
 Результат перегрева полипропиленовых труб
Результат перегрева полипропиленовых трубТаблица ниже содержит примерные показатели температуры при пайке, в зависимости от толщины детали, время сварки и остывания.
| Объем труб (см.) | Время нагрева (сек.) | Время сварки (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Сварка пп труб
Когда пластик расплавится, детали нужно снять с насадок паяльника и аккуратно соединить. Делать это нужно быстро. Запрещается сильно надавливать и крутить их. Держать элементы нужно ровно. Если по каким-то причинам шов получился некачественным, разъединить его уже невозможно. Можно только с помощью ножниц вырезать этот шов и спаять кромки заново.
Виды пайки пластиковых труб
Существует три разновидности соединения пластиковых деталей:
Стыковый метод – это результат соединения расплавленных кромок. Детали фиксируются друг с другом с помощью специального сварочного аппарата для стыковой сварки.
 Аппарат для стыковой сварки
Аппарат для стыковой сваркиМуфтовым называется метод пайки с использованием муфт. Муфта – это специальное устройство, предназначенное для соединения деталей друг с другом. Муфтовый метод осуществляется также с применением специального сварочного оборудования.
Электромуфтовый метод соединения осуществляется с использованием специальных электрических муфт. Оборудование нагревает электромуфты, а точнее, спираль внутри ее. Обычно, пайка ппр труб этим методом используется, когда необходимо соединить изделия большого диаметра и/или в местах с возможностью появления сейсмической активности.
 Аппарат для электромуфтовой сварки
Аппарат для электромуфтовой сваркиДля каждого вышеизложенного вида соединения в продаже существуют определенные виды сварочного оборудования. Существует общие правила пользования таким сварочным оборудованием, а также инструкция по сварке полипропиленовых труб конкретной моделью.
Стыковый сварочный аппарат, в свою очередь, подразделяется на ручной, полуавтоматический и автоматический. Ручное оборудование используется при соединении элементов, работающих под средним и низким давлением. Их управление полностью зависит от человека, его функции не автоматизированы, отсутствует возможность фиксации (протоколирования) данных. Полуавтоматическое оборудование автоматизировано, но не полностью. Обычно, речь идет о возможности протоколирования данных температуры. Автоматическое оборудование не требует контроля и управления со стороны человека. Нужно лишь задать необходимые параметры, а аппарат уже самостоятельно выберет необходимый режим сварки. Последний вид сварочного оборудования является самым дорогим, однако и самым эффективным. Он исключает возможность возникновения ошибок или брака.
 Автоматический сварочный аппарат с функцией протоколирования
Автоматический сварочный аппарат с функцией протоколированияВышеуказанные три вида соединения не применяются для соединения толстостенных пластиковых деталей (различных резервуаров, бочек, детских горок). Для их соединения используется сварочный экструдер. Это специальный аппарат, который обеспечивает соединение пластиковых элементов при помощи выдавливания уже расплавленного присадочного материала в область сварки. Для этого вида пайки достаточно проложить всего один шов. Окончания деталей при этом также нагреваются с помощью теплого воздуха. В качестве присадочного материала (прутка) используются специальные гранулы, которые по составу идентичны материалу свариваемых поверхностей. Ручной экструдер может быть шнековый и безшнековый. Обычно этим аппаратом соединяют листы полипропилена, канавки и пропиленовые углы.

Таким образом, сваривать пластиковые трубы можно и своими руками в домашних условиях. Для этого важно определиться с видом пайки, который вы будете использовать для соединения: стыковый, муфтовый или электромуфтовый. Также необходимо выбрать подходящее сварочное оборудование, муфты и фитинги. Кроме того, нужно соблюдать основные правила сварки полипропиленовых труб, руководствоваться таблицей с рекомендуемыми показателями температуры пайки, которые изложены в настоящей статье. Ознакомившись с ними, а также посмотрев видео ниже, вы будете знать, как правильно сваривать полипропиленовые трубы.
[Всего голосов: 1 Средний: 5/5]svarkaed.ru