Cварка инвертором для начинающих.Основы.Уроки и техника
25 сентября, 2013. Прочитано 185088 раз(а)

Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d=3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в перву
выбор электрода, советы для начинающих
 У любого домашнего мастера часто возникают ситуации, когда без применения электросварки не обойтись. Ранее в таких ситуациях чаще всего приходилось обращаться к профессионалам в мастерские, поскольку сварочный аппарат мог себе позволить далеко не каждый любитель. И дело вовсе не в дороговизне (хотя это тоже немаловажный фактор), а в том, что традиционные трансформаторные аппараты очень требовательны к электросети. Подключив его в бытовую сеть, скорее всего, получите «выбитые» автоматы или сгоревшие предохранители.
У любого домашнего мастера часто возникают ситуации, когда без применения электросварки не обойтись. Ранее в таких ситуациях чаще всего приходилось обращаться к профессионалам в мастерские, поскольку сварочный аппарат мог себе позволить далеко не каждый любитель. И дело вовсе не в дороговизне (хотя это тоже немаловажный фактор), а в том, что традиционные трансформаторные аппараты очень требовательны к электросети. Подключив его в бытовую сеть, скорее всего, получите «выбитые» автоматы или сгоревшие предохранители.
Что представляет собой инвертор
Сейчас есть широкий ассортимент инверторных сварочных аппаратов, которые гораздо менее требовательны к электросети, обладают малым весом и компактными размерами. К тому же они отличаются довольно демократичной ценой. Но купить — это только полдела, главное, научиться самостоятельно варить. Аппарат инверторной сварки производит двухэтапное преобразование обычного переменного тока электросети.
Сначала преобразование в ток с высокочастотными характеристиками, а после — в постоянный ток, при этом коэффициент полезного действия (КПД) достигает около 90%. Практически все инверторные аппараты предназначены для бытового применения и рассчитаны на напряжение в 220 В. Ими лучше всего варить электродами диаметром от 2 мм до 4 мм. Немаловажным плюсом такой дуговой сварки для начинающих является сравнительная простота розжига и удержания дуги.
Как образуется шов
Основа для чайника в вопросах работы ручного сварочного аппарата — понимание, как образовывается шов. Электрическая дуга возникает при взаимодействии сердцевины электрода и металлической поверхности. Загорается обмазка, и она начинает плавиться, переходит в жидкое состояние, выделяется газ. Этот газ окружает место сварки (сварочная ванна) и препятствует проникновение к нему воздуха.
Расплавленный металл из сердечника переходит на сварочную ванну, частично смешивается с расплавленными металлом из нее и застывает, образуется шов. Обмазка, которая ранее перешла в жидкое состояние, застывая, образует шлак, его нужно после сваривания удалять. Можно пойти на уроки сварки для начинающих или практиковаться самому.
Необходимое оборудование и экипировка
Прежде чем постигать на практике основы электродуговой сварки, необходимо подготовить все необходимое:
- Аппарат инверторной сварки. Чтобы познать азы сварки инвертором для начинающих, не нужно гоняться за дорогими моделями, но не стоит впадать и в другую крайность, покупая очень дешевое «нонэйм» оборудование. Лучше всего остановить выбор на бюджетном варианте от проверенного производителя. Следует обратить внимание на пределы регулировки сварочного тока. Для бытового и полупрофессионального применения подойдут аппараты с диапазоном регулирования до 200 А. Еще один важный параметр для новичка — легкость розжига дуги. Для этого нужно выбирать оборудование с максимальным напряжением холостого хода или с функцией облегчения розжига. Небольшой совет — практически все сварочные аппараты от бюджетных до дорогих комплектуются с завода короткими проводами, купите сразу им замену длиной 3−4 м.
 Сварочная маска — одни из главных элементов защиты. Защищает глаза от слепящего яркого свечения дуги и выделяемого при этом потока ультрафиолета, а также лицо от ожогов. Раньше маски комплектовались сменными затемненными стеклами, которыми ее подстраивали под необходимые рабочие условия и предпочтения. Сейчас в продаже имеются удобные маски с автоматическим затемнением — «хамелеоны». Степень затемнения легко регулируется. Это оптимальный выбор, чтобы учиться электродуговой сварке для начинающих, да и для профессионалов тоже.
Сварочная маска — одни из главных элементов защиты. Защищает глаза от слепящего яркого свечения дуги и выделяемого при этом потока ультрафиолета, а также лицо от ожогов. Раньше маски комплектовались сменными затемненными стеклами, которыми ее подстраивали под необходимые рабочие условия и предпочтения. Сейчас в продаже имеются удобные маски с автоматическим затемнением — «хамелеоны». Степень затемнения легко регулируется. Это оптимальный выбор, чтобы учиться электродуговой сварке для начинающих, да и для профессионалов тоже.- Роба и рукавицы защищают тело сварщика от ожогов и брызг раскаленного металла. Выбирайте качественную экипировку. Категорически запрещено использовать защитную одежду из «синтетики».
- Молоток, щипцы, струбцина и т. д. Молоток потребуется для сбивания шлака, остальное повысит комфорт работы.
 Сварочная маска — одни из главных элементов защиты. Защищает глаза от слепящего яркого свечения дуги и выделяемого при этом потока ультрафиолета, а также лицо от ожогов. Раньше маски комплектовались сменными затемненными стеклами, которыми ее подстраивали под необходимые рабочие условия и предпочтения. Сейчас в продаже имеются удобные маски с автоматическим затемнением — «хамелеоны». Степень затемнения легко регулируется. Это оптимальный выбор, чтобы учиться электродуговой сварке для начинающих, да и для профессионалов тоже.
Сварочная маска — одни из главных элементов защиты. Защищает глаза от слепящего яркого свечения дуги и выделяемого при этом потока ультрафиолета, а также лицо от ожогов. Раньше маски комплектовались сменными затемненными стеклами, которыми ее подстраивали под необходимые рабочие условия и предпочтения. Сейчас в продаже имеются удобные маски с автоматическим затемнением — «хамелеоны». Степень затемнения легко регулируется. Это оптимальный выбор, чтобы учиться электродуговой сварке для начинающих, да и для профессионалов тоже.Не забудьте также подготовить свое рабочее место — убрать все мешающие и легковоспламеняющиеся предметы. Желательно иметь под рукой огнетушитель, на случай возникновения нештатной ситуации. На случай ожога сетчатки глаз («нахвататься зайчиков») нужно купить специальные глазные капли или воспользоваться народными методами.
Как правильно сваривать металл
Итак, все готово и можно постигать технику электросварки для начинающих. Курс обучения лучше всего начать со сваривания двух отрезков металла или трубы толщиной около 5 мм. В первую очередь необходимо зачистить место сваривания от ржавчины и грязи при помощи обычной щетки по металлу. Если этого не сделать, то будет трудно зажечь электрод, да и соединение будет с дефектами.
Чтобы сварить детали указанной толщины, следует воспользоваться электродом ф3 мм. Для такого электрода на инверторном аппарате следует выставить ток около 100 А. Чаще всего регулировочная шкала на инверторе врет и необходимо подкручивать «по ситуации», если металл недостаточно прогревается добавить, если горит — уменьшить.
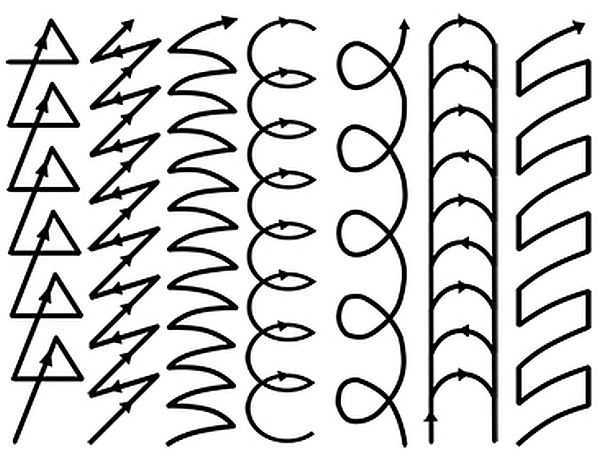
Работа по свариванию начинается с розжига дуги, для этого необходимо постучать концом электрода по металлу или чиркнуть, как спичкой. С первого раза, скорее всего, не получится, но здесь тот случай, когда необходимо пробовать, а не смотреть. После розжига дуги электрод необходимо проводить вдоль линии шва на расстоянии около 2 мм, при этом «выписывая» фигуры, как бы сшивая свариваемые детали. Благодаря этому шов становится прочнее и шире.
Теперь по поводу длины дуги, 2 мм это оптимальное расстояние в большинстве случаев, при большем расстоянии дуга не стабильна, место сварки не прогревается в достаточной мере и соединение получается очень слабое. Если выдерживать слишком маленькое расстояние, шов получается очень выпуклым, площадь сварки недостаточная, как следствие — непрочное соединение. В зависимости от условий и предпочтений сварщика, есть три метода ведения электрода вдоль шва:
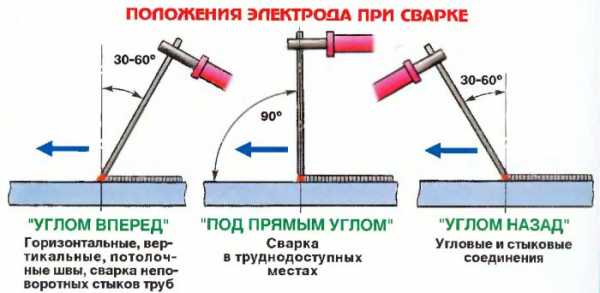
- Ведение перпендикулярно свариваемым деталям позволяет получить красивую и симметричную ванну, но крайне неудобно для реализации. Также очень быстро устает рука. Чаще всего применяют при сварке в труднодоступных местах.
- Ведение под углом назад. Такой метод позволяет иметь максимальный контроль над сварочной ванной, но применим только для нижних швов.
- Ведение под углом вперед. Позволяет достигать большей глубины прогрева свариваемых деталей. Наиболее распространённый и универсальный способ сварки.
После сваривания деталей легким постукиванием молотком следует отделить шлак и проконтролировать полученный шов. Не стоит ожидать, что все получится уже с первого раза. Чтобы начать более или менее правильно варить, добиваться желаемого результата и чувствовать процесс сварки, нужно выварить не один десяток килограмм электродов.
Главное — практика, но она должна быть подкреплена теоретическими знаниями. Если вы начинающий сварщик, вам для обучения пригодится самоучитель. Также можно посмотреть видеоурок в интернете.
pochini.guru
Как правильно варить инверторной сваркой: как научиться
Содержание статьи:
Рекомендации начинающим + (Видео)
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
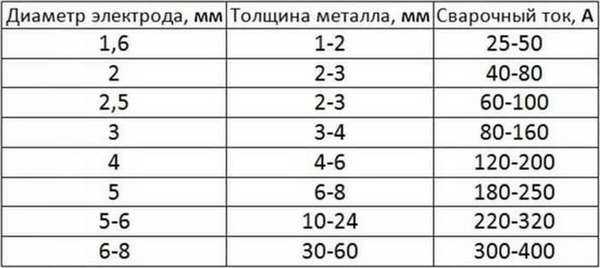
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
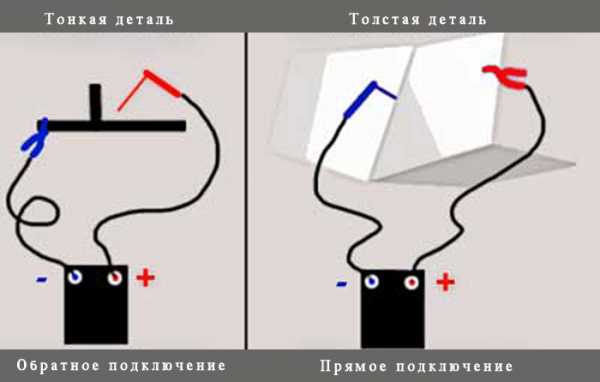
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
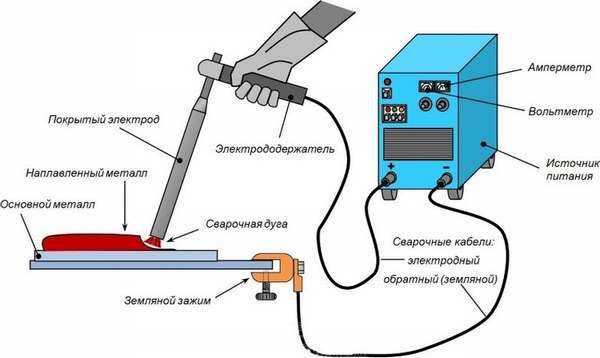
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.

Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.
Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.

Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
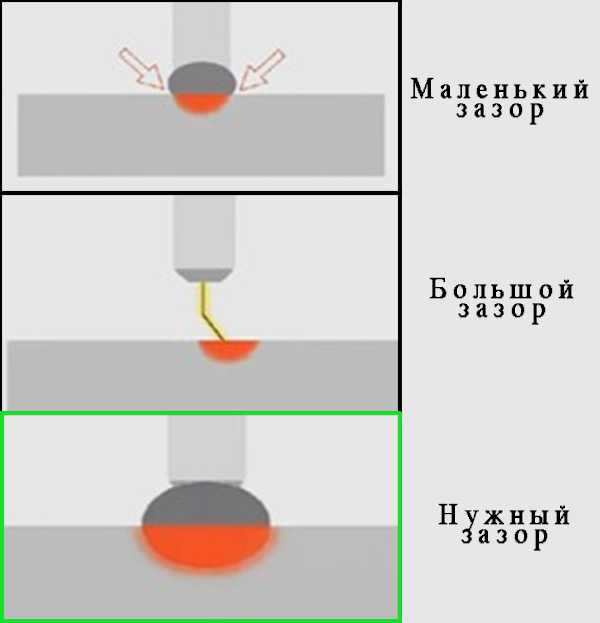
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Техника безопасности
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
- Нельзя работать при отрицательных температурах;
- Не допускать попадания влаги в аппарат;
- Производите сварку только в полном комплекте защитной одежды;
- Подготовить рядом с рабочим местом ведро с водой.
instrument-blog.ru
Уроки сварки инвертором для начинающих
Инверторные аппараты пришли на смену тяжелым, неповоротливым и сложно перемещаемым трансформаторным источникам, давно и прочно заняв нишу передового сварочного оборудования, как в профессиональном, так и в бытовом вариантах. И это достойная замена, потому что инверторы сочетают в себе максимальные возможности с минимальными габаритами и весом, при этом, существенно экономя энергозатраты. За счет постоянного тока на выходе и легкости в настройках аппарата, любому начинающему доступна инверторная сварка. Видео, полезные советы, а также необходимые инструкции на нашем сайте помогут вам в ваших начинаниях.
При работе с любым сварочным аппаратом существуют различные тонкости и нюансы, поэтому, прежде чем приступить к делу, рекомендуется получить некоторые дополнительные знания и уроки сварки инвертором.
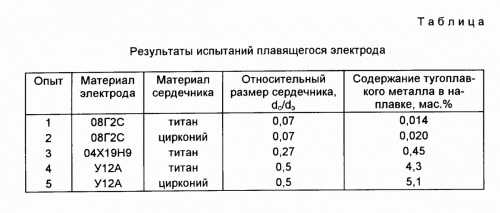
Основные параметры режима электродуговой сварки и выбор электродов
Какой устанавливать сварочный ток, зависит от диаметра электрода и положения шва, который необходимо выполнить, а диаметр электрода выбирают, зная толщину материала.
Также вы можете столкнуться с таким понятием, как сварка на прямой или обратной полярности. Видео «урок сварки инвертором» поможет в этом разобраться.

Обратная полярность означает классическое подключение сварочных кабелей: в плюсовое гнездо на панели аппарата присоединяется провод, подведенный к электродержателю, а в минусовой разъем подключают заземляющую клемму. Сварку на обратной полярности используют при работе с тонкими металлами, так как при таком методе температура на поверхности изделия значительно ниже, чем при прямой полярности.
Помимо диаметра электрода, необходимо выбрать и его тип. Самыми распространенными являются электроды с рутиловым типом покрытия марок МР, ОЗС, АНО, ОК и подобные аналоги. Они имеют цифровое обозначение 46, подходят для сварки обычных черных металлов, не требуют основательной зачистки кромок, легко поджигаются, в том числе и многократно.
Выбирайте диаметры в пределах 2,5 – 3 миллиметра, больше в бытовых условиях не потребуется.
Следующий урок сварки инвертором расскажет, как правильно поджечь электрод и удержать дугу.

Способы зажигания электрода и поддержание дуги
Сварочную дугу принято зажигать кратковременным касанием электрода вплотную к изделию или «чирканием» электрода о поверхность металла по типу разжигания спички. Второй способ предпочтительнее, но им не всегда можно воспользоваться в стесненных условиях или труднодоступных местах.
Для поддержания сварочной дуги необходимо удерживать зазор в пределах 3-5 миллиметров между предполагаемым швом и кончиком электрода. Если расстояние будет больше или меньше, то получится или пережог, или непроплавление сварочной ванны.

Уроки сварки инвертором научат управлять длиной сварочной дуги для получения оптимального результата. Важно, чтобы держатель с электродом удобно располагался в руке. Допускается придерживать держатель или даже электрод второй рукой при необходимости – уроки сварки инвертором это подтверждают. Не каждый сможет совершить такие манипуляции с первого раза. Ведя электрод медленнее или быстрее, вы также сможете контролировать сварочный процесс и наблюдать полученный результат.
Не менее важно правильно закончить сварочный шов. Сварка инвертором для начинающих (видео-инструкция) продемонстрирует этот процесс для наглядности.
Окончание сварки, обрыв сварочной дуги
Быстрый отрыв или отвод электрода от свариваемого изделия не рекомендуется во избежание появления возможных дефектов шва. Вернитесь на верхний край сварочной ванны, а затем, совершив «запятую», отведите электрод от кратера. Если вы еще не окончательно завершили шов, а электрод закончился, продолжайте сварку с небольшим заходом на уже наплавленный металл.

Безопасность при сварочных работах
Приступая к сварочным работам, уделите достаточное внимание защите рук, глаз и органам дыхания. Сварка инвертором для начинающих: видео-показ демонстрирует, что удлиненные краги — самый популярный вариант для защиты кистей рук, чтобы не получить ожоги от фейерверка сварочных брызг при ручной дуговой сварке. Защитная маска в различных вариациях, и сварочная спецовка также защитят вас от ожогов и прочих неприятностей.
Таким образом, вооружившись полученными знаниями и переняв опыт других пользователей сварочных инверторов, вы можете смело приступать к работе и начинать приобретать практические навыки управления этим прибором.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Как научиться варить сварочным инвертором с нуля: электросварка и ручная дуговая для новичков и чайников, основы и азы, правильно работаем с металлом и швами
Многих домашних мастеров интересует, как научиться варить сварочным инвертором с нуля. Особых секретов нет, если взять сварочный инвертор бытового или полупрофессионального класса, сделать это не так сложно. Понадобится лишь терпение, аккуратность и соблюдение рекомендаций опытных сварщиков.
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется,
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.,
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели,
- электрод,
- электродуга в воздушном промежутке,
- заготовка.

Электродный провод подключается к держателю, массовый провод к зачищенному месту на детали.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.

Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Техника безопасности
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик,
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке,
- обеспечено качественное освещение,
- устроена вытяжная вентиляция для удаления сварочных газов,
Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе. Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест.

Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: заварить вертикальные и наклонные швы, сварка тонких листов, многослойная сварка деталей большой толщины и других.
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.
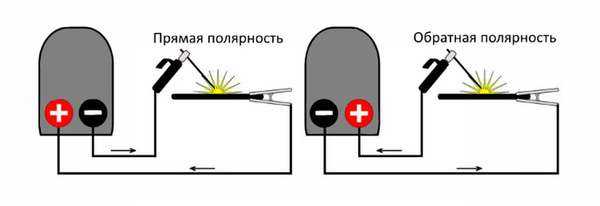
Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице.
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.
На практике точное значение подбирают, учитывая конфигурацию изделия и климатические условия.
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист.
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
Как образуется шов?
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани,
- одежда должна полностью закрывать кожу,
- использовать силковые сварочные перчатки-краги,
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви,
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.
Рабочее место
Рабочее место нужно готовить так, чтобы оно было удобным и безопасным. Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.
Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить. Если рабочий столик имеет большую площадь контакта с деталью, массу можно подать на него.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.

Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?
Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб,
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката,
- углом назад (30-40о).
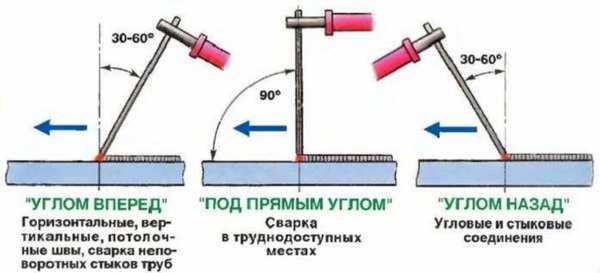
Сварочный шов для начинающих рекомендуется способ «углом назад».
Контроль дугового промежутка
Очень важен постоянный зазор между кончиком стержня и деталью. Правильно поддерживать его в пределах 2-3 мм. При увеличении зазора возрастает мощность дуги, теряется ее стабильность, расплав начинает разбрызгиваться.
При уменьшении зазора мощность дуги падает, возрастает риск непровара и залипания электрода.
Для начинающих лучше осваивать электросварку инвертором. Если нет опытного сварщика, который сможет научить всем основам и тонкостям сварного дела, освоить сварку можно и самостоятельно. Толстый самоучитель приобретать необязательно, вполне достаточно данных рекомендаций.
Загрузка…greendom74.ru
описание процесса, урок сварки для начинающих, видео инструкция
Сварка – это надежный процесс соединения между собой двух металлических деталей. Опытные сварщики и домашние умельцы с ее помощью изготавливают различные емкости, печи для гаражей и бань, тепличные каркасы, металлические ворота и прочие необходимые в быту вещи. На первый взгляд кажется, что процесс сварки является простым, однако это далеко не так.Предварительно требуется много чему научиться и много что учесть. Поэтому, прежде чем браться за самостоятельное изготовление изделий при помощи сварки, рекомендуется изучить этот процесс, узнать все его тонкости, посмотреть видео урок. Начинающим сварщикам лучше всего начать обучение со сварки при помощи легкого в управлении инвертора.
Что представляет собой инверторный аппарат
Такое оборудование появилось сравнительно недавно, существенно облегчив работу большинству сварщиков. Применение нового способа сварки позволило значительно уменьшить габариты аппарата и вес его оснащения. Начинающим сварщикам будет достаточно просто учиться соединять детали с помощью максимально удобного и очень экономичного инвертора.Инверторный аппарат для сварки представляет собой небольшой ящик, вес которого зависит от его мощности и может составлять от 3 до 7 кг. Вся конструкция находится в механическом корпусе с вентиляционными отверстиями, который можно переносить при помощи ручки или ремня.
На панели устройства расположен тумблер или ручка для включения питания. Индикаторы перегрева и питания находятся на лицевой части корпуса. Здесь же есть два выхода для подключения рабочих кабелей – «плюс» и «минус». Один кабель аппарата заканчивается электродом, а второй зажимом-прищепкой. Их разъем подключения к электропитанию находится с торцевой стороны корпуса. Для выставления сварочного тока и напряжения аппарат оборудован специальными ручками.
Принцип работы инверторного устройства
Работает инвертор от обычной бытовой электрической сети с частотой в 50 Гц.
- Устройство имеет выпрямляющую схему, с помощью которой переменный ток преобразовывается в постоянный.
- После этого специальным фильтром происходит окончательное сглаживание.
- Инвертором называют электрический узел аппарата, в котором постоянный ток преобразовывается в переменный. Получаемая на выходе частота измеряется десятками килогерц. Иногда это значение может быть до 60 кГц В зависимости от модели используемого устройства).
- Полученный на выходе высокочастотный ток понижается до нужного напряжения, в результате чего сила тока достигает необходимого для сварки значения в 120-200 ампер.
Такое двойное преобразование нужно для того, чтобы для понижения напряжения высокочастотного тока можно было использовать небольшие по весу и объему трансформаторы. Так, например, для инвертора с силой тока в 160А требуется трансформатор в 250 грамм. Вес оборудования для работы по старой технологии составляет 18 килограмм.
Достоинства и недостатки сварочного инвертора
Наряду с небольшим весом, современный сварочный аппарат имеет еще достаточно много плюсов:
- С помощью схемы его управления можно реализовать множество функций, которые намного облегчат сварочный процесс. Это, например, предотвращение залипания электрода или облегчение розжига дуги.
- Инвертором можно выполнять аргонодуговую сварку, применив для этого электроды из вольфрама.
- Можно использовать для сварки различные электроды, что имеет большое значение при обработке цветного металла, чугуна или разных видов сплавов.
Для более объективного описания этого сварочного устройства стоит отметить его недостатки:
- существенный минус такого оборудования – его цена, которая в 2-3 раза выше обычных сварочных аппаратов;
- при частой и длительной эксплуатации инвертора его необходимо регулярно чистить, так как из-за полупроводниковых деталей он очень чувствителен к пыли;
- кабель устройства должен быть не более 2,5 метров длиной, что существенно сковывает движения сварщика;
- многие модели такого оборудования при пониженных температурах использовать не рекомендуется.
Сварка инвертором для начинающих – инструкция
Перед началом работ тем, кто будет соединять детали при помощи сварочного аппарата впервые, рекомендуется изучить сам процесс сварки, посмотрев для этого видео ролики. Разделить его можно на несколько этапов:
- На первом этапе происходит замыкание электрода и металла, о чем свидетельствует образование дуги.
- Создается высокая температура, под воздействием которой расплавляются обрабатываемые материалы.
- В результате плавления кромок металлических деталей и электрода происходит соединение заготовок и получается шов.
Во время сварочного процесса большую роль играет электрод, который используется для образования сварочной ванны без кислорода. Нанесенный на него порошок необходим для поддержания равномерного горения дуги.
До начала работ сварщик должен подготовить для себя защитную амуницию:
- грубую куртку;
- специальный защитный шлем;
- перчатки из грубой ткани.
Теперь нужно выбрать электрод и настроить сварочный ток. Для инверторных аппаратов электроды должны иметь диаметр в 2-5 мм. В зависимости от их толщины и толщины обрабатываемых деталей выставляется сварочный ток. Каково должно быть его значение обычно указывается на корпусе инвертора.
После того как все подготовлено, клемма массы подключается к свариваемой поверхности и начинается процесс сварки. Чтобы не происходило залипание электрода, во время сварочных работ его не рекомендуется подносить близко к металлической поверхности.
Пошаговая инструкция сварки инвертором для начинающих:
- Чтобы зажечь дугу, электрод к детали нужно поднести немного под углом, а для его активации несколько раз дотронуться до поверхности металла.
- После того как дуга появилась, электрод удерживается на некотором расстоянии (равном его диаметру) от изделия. Должен получиться сварочный шов.
- Накипь сверху шва необходимо убрать увесистым твердым инструментом, можно молотком.
То, что после процесса сварки должно получиться, можно посмотреть по видео ролику с уроком для начинающих сварщиков.
Дуговой промежуток
Опытные сварщики все работы выполняют уже практически не глядя, а вот начинающим во время этого процесса необходимо тщательно следить за дуговым промежутком. Поддержание его одинаковой величины во время сварки является важным моментом.
Если зазор будет большим , то дуга начнет скакать, а наплавляемый материал криво укладываться.
При маленьком зазоре основной металл не будет успевать прогреваться и шов получиться выпуклым.
При обеспечении зазора с оптимальным расстоянием будет хороший провар, и в результате получится ровный и нормальный шов. Также в процессе сварки не нужно забывать, что электрод плавится постепенно. Поэтому, если его не двигать, то расстояние между ним и металлом будет увеличиваться.
Урок для начинающих по формированию правильного шва
В процессе сварочных работ очень важно следить, чтобы шов был на уровне металла. Глубоко и интенсивно протекающая в материал дуга толкает ванну назад, в результате чего образуется шов. Если движения электродом будут слишком быстрыми, то шов получится дефективным.
Для образования идеального шва можно делать зигзагообразные и круговые движения.
- При движениях в разные стороны следует контролировать образование шва сначала с одного края детали, потом сверху ванны и затем с другого края изделия.
- При круговых движениях ванна распределяется по кругу и контролируется уровень шва.
Меняя направление, нужно знать, что ванна следует за теплом. Когда металла электрода недостаточно, формируется подрез. Чтобы не допустить его появления необходимо тщательно следить за ванной и контролировать наружные границы.
С помощью расположенной на конце электрода силой дуги можно манипулировать ванной. При наклоне электрода она будет не тянуться, а толкаться.
Чем вертикальнее будет расположение электрода, тем менее выпуклым будет шов, так как ванна будет хорошо проплавляться, вдавливаться вниз и распространяться вокруг.
Если электрод будет наклонен слишком сильно, то прикладываемая по направлению шва сила не даст управлять ванной.
При слегка наклоненном электроде шов всплывает, так как сила направляется назад.
Поэтому для того чтобы сдвинуть ванну назад или получить плоский шов, наклоны электрода должны быть под разным углом. Начинать следует с угла в 45 до 90 градусов. С помощью такого угла можно нормально выполнить сварку и получить плоский шов.
Тем, кто задумал обучиться сварочным работам, лучше всего заняться этим с помощью инвертора. Простой в использовании он идеально подойдет для начинающих сварщиков. Однако следует знать, что продаваться могут модели, которые подходят для любительской сварки, а также дорогостоящее оборудование для профессионалов, которое чаще всего используется в промышленности. Не стоит забывать и о том, что для сварочных работ обязательно нужны средства индивидуальной защиты. На дугу ни в коем случае нельзя смотреть без специальной маски.
Оцените статью: Поделитесь с друзьями!stanok.guru
Сварка инвертором для начинающих
Содержание:
- Общие сведения о сварочных инверторах
- Как работает инверторная сварка
- Подключение с прямой и обратной полярностью
- Подготовка к сварочным работам
- Первые шаги начинающих сварщиков
- Угол наклона и другие положения электрода
- Обучающее видео
Услуги профессиональных сварщиков стоят довольно дорого и не всем по карману. Поэтому для большинства домашних мастеров наилучшим выходом будет приобретение собственного сварочного аппарата и осваивание сварки инвертором. Эти компактные современные устройства пришли на смену громоздким сварочным трансформаторам и стали настоящим прорывом в данной области. Они доступны по цене, просты в освоении и дальнейшей эксплуатации.
Общие сведения о сварочных инверторах
Инверторные сварочные устройства выполняют преобразование сетевого переменного тока со стандартными показателями в токи высокой частоты и далее – в постоянный ток. КПД таких аппаратов достаточно высокий и составляет, в среднем, 85-90%. При этом, сваривать металл инвертором можно при незначительном потреблении электроэнергии, даже под высокими нагрузками. В процессе работы исключается какое-либо физическое влияние на данную сеть, в этот период отсутствуют скачки и перепады напряжения.
Еще одним положительным качеством является возможность сравнительно нормальной работы в условиях пониженного напряжения. Например, при 170 В многие инверторы способны вести сварку 3-х миллиметровыми электродами. Быстрому освоению аппаратуры способствует сравнительно легкое получение и удержание электрической дуги. Это особенно важно, когда выполняется сварка алюминия в домашних условиях инвертором.

На первоначальной стадии обучения новичкам не стоит заострять внимание на внутреннем устройстве агрегата. В первую очередь следует внимательно изучить все клеммы, разъемы, переключатели и другие элементы, расположенные снаружи.
Сам прибор, рекомендуемый для новичков, изготовлен в виде компактного металлического ящика, общей массой от 3 до 7 кг. В корпусе имеется несколько вентиляционных отверстий, способствующих более эффективному охлаждению трансформатора и других внутренних деталей. Для удобства переноски инвертора с места на место предусмотрен ремень, а некоторые модели дополнительно оборудуются ручками.
Включение питания осуществляется с помощью тумблера или специальной клавиши. Передняя лицевая часть предназначена для размещения индикаторов контроля над питанием и перегревом. Сварочный ток и напряжение выставляются регулировочной рукояткой. Подключение рабочих кабелей выполняется к двум выходам – плюсу и минусу, расположенным здесь же на передней панели. На одном из кабелей закрепляется держатель электрода, а на другом – зажим в виде прищепки, прикрепляемый к заготовке. Разъем для подключения питающего кабеля расположен в задней части.
При покупке следует обратить особое внимание на длину кабелей и их гибкость. Жесткими и короткими кабелями сварка инвертором для начинающих будет неудобной и может потребоваться специальный удлинитель.
Как работает инверторная сварка
Перед тем, как варить инвертором, необходимо изучить теорию и разобраться, как работает это устройство. В отличие от старых трансформаторных агрегатов, соединение металла инвертором имеет свои особенности, оказывающие влияние на весь рабочий процесс. Например, в схеме аппарата присутствуют накопительные конденсаторы, аккумулирующие электроэнергию, способствующие мягкому розжигу дуги и обеспечивающие бесперебойную работу оборудования, в том числе при сварке алюминиевых деталей.
Независимо от модификации устройства, формирование дуги во всех случаях происходит в момент контакта электрода и металлической заготовки. Деталь и стержень расплавляются и образуют ванну. В это же время происходит частичное расплавление обмазки электрода, переходящей в газообразное состояние. Образовавшийся газ перекрывает доступ кислорода к сварочной ванне, защищая, тем самым, заготовку от окисления. Такая же защита обеспечивается, когда проводится сварка алюминия инвертором.

У каждого электрода имеется свой диаметр, соответствующий заданной силе тока. Если она по каким-то причинам снижается относительно установленной нормы, то сварочный шов просто не сможет образоваться. И, наоборот, когда сварочный ток увеличен, шов будет сформирован, но электрод быстро сгорит, что приведет к общему перерасходу материала.
По завершении сварки происходит остывание обмазки и ее превращение в шлак, покрывающий снаружи места соединений. Он легко удаляется молотком, которым нужно просто постучать по шву.
Еще одной особенностью сварки является соблюдение постоянного зазора между электродом и деталью. Это поможет избежать самопроизвольного гашения дуги во время работы. Поэтому стержень в зоне сварки следует вести ровно, с постоянной скоростью движения.
Подключение с прямой и обратной полярностью
Во время сварки под действием высокой температуры электрической дуги металл начинает плавиться. Для того чтобы создать эту дугу, электрод и заготовка подключаются к полюсам с противоположными значениями – плюсу и минусу.
Для подключения используются два известных варианта – с прямой и обратной полярностью, в соответствии с выбранной схемой. Прямая полярность предусматривает соединение электрода с минусом, а заготовки – с плюсом. В металл начинает поступать повышенное количество тепла, и он начинает плавиться, образуя узкую и глубокую расплавленную зону. Этот способ используется при сварке изделий толщиной более 3 мм.

Подключение с обратной полярностью используется при сваривании тонких, преимущественно листовых металлов. Электрод соединяется с плюсом, а деталь – с минусом, образуя при сварке широкую, но неглубокую зону расплавления.
Разница в подключениях вызвана физическими свойствами, которыми отличается сварочный процесс. После возникновения электрической дуги, начинается движение электронов в направлении от минуса к плюсу. Они передают поверхности с положительным зарядом не только свою энергию, но и температуру, увеличивая нагрев именно в этом месте. Таким образом, любой элемент, соединенный с положительным выходом, будет нагреваться значительно больше и интенсивнее.
То есть, полярность выбирается в первую очередь в зависимости от параметров детали, подлежащей соединению. На толстые заготовки подается плюс, в результате они хорошо прогреваются и соединяются, образуя качественный сварочный шов. Тонкие металлические детали в таком режиме могут прогореть, поэтому они соединяются с минусом. Основное тепло поступает на электрод, заливающий шов большим количеством расплавленного металла.
Подготовка к сварочным работам
Любые сварочные работы требуют предварительной подготовки. В первую очередь нужно подготовить защитную спецодежду:
- Грубые тканевые перчатки или рукавицы.
- Костюм (куртка и брюки) из грубой натуральной ткани. Плотность материала должна препятствовать возгоранию при попадании искр во время работы. Ворот и рукава обеспечивают защиту рук и шеи.
- Кожаная обувь закрытого типа на толстой подошве.
- Сварочная маска, оборудованная фильтром для защиты глаз. Выбор фильтра производится в соответствии со сварочным током. Очень удобна маска хамелеон, где фильтр самостоятельно определяет яркость дуги и создает нужную степень затемнения.
На следующем этапе подготовки следует позаботиться о безопасных условиях труда и организации рабочего места.

С этой целью необходимо выполнить следующее:
- Сварочный стол полностью освобождается от посторонних предметов, особенно тех, которые легко воспламеняются от искр.
- К рабочей площадке подводится полноценное освещение.
- Под ногами сварщика размещается деревянный настил, обеспечивающий защиту от поражения электротоком.
Отдельно выбираются электроды для сварки алюминия инвертором и в случае необходимости готовятся к работе. Если есть сомнения в качестве изделий, они высушиваются при высокой температуре от 2 до 3 часов. Выбор электродов зависит от свойств металла свариваемых деталей. Ученикам для тренировки подойдут изделия марки МР или АНО.
Уроки сварки инвертором для начинающих включают и подготовку самих деталей. При помощи металлической щетки полностью удаляется ржавчина со всех кромок. Они очищаются от старой краски, жира и других загрязнений. После этого поверхности обрабатываются уайт-спиритом, бензином или другими растворителями.
Первые шаги начинающих сварщиков
После того как все подготовлено, можно приступать к непосредственному решению задачи, как научиться варить инвертором. Вначале подключаются сварочные кабели по выбранной схеме, после этого в держателе закрепляется электрод. Начинающим сварщикам рекомендуется воспользоваться «тройкой», которая легко зажигается и выдает качественный шов.
После включения питания выполняется регулировка и выставление сварочного тока по параметрам, указанным в таблице. Для 3-х миллиметровых электродов потребуется от 90 до 120А. При необходимости, корректировка показателей осуществляется уже во время работы. Если вместо валика на шве образуются хаотичные полоски, ток следует увеличить. И, наоборот, при образовании слишком жидкого металла и сложностях с перемещением сварочной ванны, ток необходимо уменьшить. Все регулировки выполняются в соответствии с конкретными условиями работы и должны соответствовать выбранному инверторному аппарату.
Рекомендуется отдельно потренироваться в разжигании дуги. Это можно сделать двумя способами: конец электрода ударяется об деталь или им нужно провести по свариваемой плоскости так же, как чиркнуть спичкой. Используется тот, который более удобен. Движение нужно совершать по шву, вдоль его условной линии. Чтобы дуга зажигалась сразу и была устойчивой, нужно потратить на тренировки какое-то количество электродов. Это очень важно при овладении инвертором с нуля.
После освоения дуги можно переходить к обучению движениям. С этой целью на толстом массивном металле прокладываются валики. Предварительно мелом проводится черта, обозначающая шов. После зажигания дуги, электрод касается детали, расплавляя металлические поверхности и создавая сварочную ванну. От нее он двигается далее, по обозначенной линии, при этом большое значение придается соблюдению правильного наклона.
Угол наклона и другие положения электрода
Движение сварочной ванны обеспечивается правильным наклоном электрода, угол которого составляет в среднем 45-50 градусов. За счет изменения угла меняется и ширина самой ванны, по-разному решается, как правильно сваривать металл. Наиболее оптимального положения можно добиться опытным путем, в ходе тренировок. Электрод может располагаться в двух положениях, применяемых для работы – углом вперед или назад. В первом случае температура получается низкой, поэтому такой угол используется при сварке тонких листовых заготовок. Толстые детали чаще всего свариваются углом назад.

Существуют и показатели, которые требуют соблюдения, чтобы хорошо научиться варить сварочным инвертором. Например, это длина дуги, то есть расстояние между концом электрода и деталью, составляющее, в среднем, 2-3 мм. Бывают и очень короткие дуги – до 1 мм, а также длинные – от 5 мм и выше до полного отрыва. Практические занятия рекомендуется проводить на среднем расстоянии, чтобы изначально получился ровный шов.
Слишком большой зазор может привести к недостаточному прогреву металла, размазанному шву и ненадежному соединению. Если же дуга очень короткая – форма шва получается слишком выпуклой из-за маленькой зоны разогрева. Такие соединения сопровождаются канавками, подрезающими шов по длине и снижающими прочность сварки.
Основная рекомендация специалистов – не жалеть электродов на уроки сварки инвертором. Кому-то будет достаточно и нескольких штук, чтобы прочувствовать суть процесса, а в некоторых случаях счет может идти на килограммы. Зато все движения отработаются до автоматизма, и рука в дальнейшем будет сама работать и сделает все нужные движения.
electric-220.ru