технология процесса и преимущество перед сварочным инвертором
Газосварка – это процесс, в котором сваривание металлических деталей происходит за счет оплавления стыков и сварочной проволоки высокотемпературным пламенем.
Пламя образуется благодаря сжиганию ацетилена, пропана или бутана в атмосфере кислорода. Оборудование для резки и сварки с помощью пламени часто используется при соединении заготовок из стали, ремонте чугунных изделий, сваривании цветных металлов и резке всевозможных металлических материалов.
Оборудование для газосварки
В комплект аппарата для газовой сварки или резки входят:
- горелка или резак;
- кислородный и ацетиленовый шланг;
- кислородный баллон;
- ацетиленовый генератор или пропановый баллон;
- редукторы.
Каждая деталь газового аппарата имеет большое значение, и обойтись без нее нельзя. Но можно составить комплект аппарата для газовой сварки, покупая приборы постепенно, заменяя их, подбирая нужные параметры.
Горелка и резак
Горелка – это основная часть аппарата. По конструкции газовые горелки для сварки и резки мало отличаются друг от друга. К средней части подсоединяются наконечник, есть вентили, которые регулируют подачу окислителя и горючего. Газовая горелка часто имеет пьезоподжиг. Кислород и ацетилен попадает в нее по шлангам, закрепленным в рукоятке.
По способу подачи горючей газовой смеси горелки делятся на инжекторные и безинжектроные. Горелки для сварки и резки бывают газовыми и жидкостными (распыляется бензин или керосин), однопламенными и многопламенными. Согласно ГОСТ горелки бывают микромощные, малой, средней и большой мощности.
Самые распространенные – газовые горелки малой и средней мощности. Первые могут варить металл толщиной 0,2-7 мм, вторые варят металл толщиной от 0,5 мм до 30 мм. Все зависит от выбора насадки, которых в малых газовых горелках 4, а в средних 7.
При работе с ацетиленовым генератором в смесительной камере аппарата за счет разрежения, возникающего при выходе кислорода в камеру, засасывается ацетилен.
Резак в отличие от обычной газовой горелки имеет два канала. По одному идет горючая смесь кислорода и ацетилена, по другому, чистый кислород, который образует режущую струю.
Кто пользовался газовым резаком, тот не задают себе вопрос, как резать металл и чем разрезать. Резак вне конкуренции. Им работать проще и дешевле, по сравнению со сварочным инвертором.
Ацетиленовые генераторы
Генераторы для сварки вырабатывают ацетилен, который получается при соединении карбида кальция с водой. Такие аппараты бывают мобильными и стационарными. По выходному давлению их делят на 3 категории:
- генераторы низкого давления до 0,1 атмосферы;
- среднего от 0,7 до 1,5 атм.;
- высокого давления свыше 1,5 атмосферы.
При этом аппараты могут производить от 0,3 м3 до 160 м3 ацетилена в час.
По способу получения газа генераторы делят на пять видов:
«КВ». В этих генераторах карбид поступает в воду небольшими порциями. При падении давления ниже порогового поступает новая порция карбида. Гашеный карбид кальция удаляется через нижний выпускной клапан. Из-за больших габаритов используется в стационарных установках. Имеет наивысший выход ацетилена.
«ВК». Здесь вода попадает на карбид. Вода подается небольшими порциями, по мере снижения давления. Такой способ называется «ВК по мокрому принципу». Аппарат имеет простую и надежную конструкцию. Производительность до 10 м3. Недостатком является неполное гашение карбида кальция.
«ВК» по сухому процессу. В камеру с карбидом кальция вода подается дозированно. При образовании ацетилена выделяется теплота, которая испаряет излишки воды. За счет этого гашеный карбид получается сухой. Отсюда и название.
«ВВ». В генераторах этого вида получение газа получается за счет вытеснения воды из камеры газообразования корзиной с карбидом кальция.
«ПК». В генераторах используется комбинированный принцип получения газа. Совмещаются два способа: «вода на карбид» и « вытеснение воды». Используется в передвижных установках. Обладает плавной регулировкой подачи газа.
Баллоны, редукторы, проволока
Ресиверы (технические баллоны) с кислородом или пропаном рассчитаны на хранение при давлении 150 атмосфер. Чтобы его можно было использовать в сварочном процессе, применяются понижающие редукторы. Ресиверы и редукторы имеют цветовую маркировку.
Кислородные газовые баллоны окрашиваются в голубой цвет, ацетиленовые в белый. Шланги тоже имеют такие же цветовые маркировки. Газовые шланги с красной полосой рассчитаны на давление до 6 атмосфер, с синей – до 20 атм., а шланги с желтой полосой предназначены для перекачки бензина или керосина.
На каждом баллоне устанавливаются по 2 манометра. Один контролирует давление в резервуаре во время сварки или резки, другой в шланге.
Для газовой сварки и резки необходима сварочная проволока, иногда требуется флюс. Перед использованием проволоку необходимо очистить от ржавчины, краски, жира и других загрязнений.
При сварке заготовок из алюминия и других цветных металлов требуется флюс, он защищает их от воздействия воздуха. В качестве него применяют борную кислоту и буру.
Особенности газосварки
Технология газовой сварки и резки на соответствующем аппарате имеет свои нюансы в зависимости от характеристик металла. Сварку низкоуглеродистых сплавов делают любым газом.
При газовой сварке легированных сталей используют проволоку с примесью хрома и никеля. Чугунные изделия варят специальным пламенем, предотвращающим образование белого чугуна.
При газовой сварке медных предметов зазор должен быть минимальным, а пламя большой мощности. Используется присадочная медная проволока и раскисляющий флюс. Латунные изделия сваривают при большой подаче кислорода с использованием латунной проволоки.
Используется присадочная медная проволока и раскисляющий флюс. Латунные изделия сваривают при большой подаче кислорода с использованием латунной проволоки.
Плюсы и минусы газосварки
Газосварочным оборудованием можно пользоваться везде. Оно не требует источников электроэнергии. Соединение материалов получается за счет энергии пламени.
Технология процесса газовой сварки или резки проста. Процесс легко регулировать, уменьшая или увеличивая энергию пламени. Невысокая температура пламени позволяет проводить постоянный визуальный контроль через темные очки.
К минусам работы на газовом аппарате относится очень медленный нагрев свариваемых изделий, особенно при сопоставлении с электродуговой сваркой. Зона нагрева при газосварке очень большая.
При соединении толстостенных изделий производительность значительно ниже, чем при производстве работ электросваркой, и она плохо поддается автоматизации.
Запрещается проводить газовую сварку вблизи огнеопасных веществ. При работе с газовым аппаратом в помещениях должна быть предусмотрена вентиляция. Ацетиленовый генератор должен находиться на дистанции более 10 м от места сварки или резки металла.
Генератор должен иметь достаточно воды, а количество карбида кальция не превышать объем загрузочной корзины. Запрещено использовать кислородные ресиверы с содержанием газа меньше нормы. В процессе сварки пламя направляется в противоположную сторону от газовых ресиверов. Сварочные работы проводятся в очках и спецодежде.
Преимущества и недостатки газовой сварки | Статьи | Днепропетровск
Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов.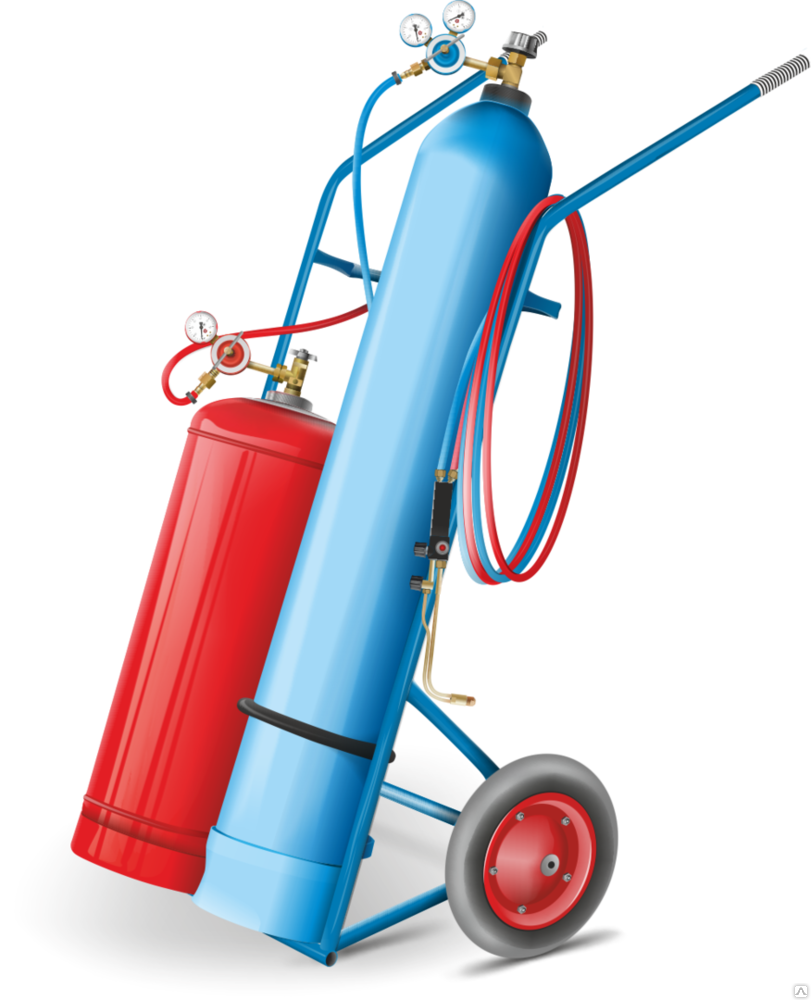
Это возможно покажется удивительным, но вначале человек открыл и усовершенствовал электросварку, а уже впоследствии, в 1903 году французы изобрели аппарат для газовой сварки. В нём применялся ацетилен и кислород. В общем-то, его конструкция и принцип действия до сих пор не изменились и применяются уже в современных аппаратах. Конечно, попутно вносились определённые усовершенствования. Менялось вспомогательное оборудование, совершенствовались кислородные баллоны, редукторы, материалы, используемые в качестве прокладок и т.д.
У газовой сварки, как и у электродуговой, лазерной, есть свои достоинства и недостатки, обязательные к тому, чтобы их учитывать во время выбора способа сваривания. Ведь, в конечном итоге, важны качество шва и минимизация затрат на сваривание.
Преимущества газовой сварки
1. Не нужно сложного дорогого оборудования и дополнительного источника электроэнергии. Таким образом, сваривать можно даже в чистом поле. Кстати, все нефтепроводы, создаваемые в промежутке между 1926 и 1935 годами, сваривались именно с помощью газовой сварки. Эта же особенность позволяет проводить ремонтные работы в самых разных частях зданий, сооружений, областях и регионах.
2. Можно в очень широких пределах варьировать мощностью пламени, сваривая металлы с самыми разными температурами плавления.
3. Чугун, медь, свинец и латунь лучше свариваются с помощью газовой сварки.
4. При правильном выборе марки присадочной проволоки, мощности и вида пламени, получаются высококачественные швы. Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки.
6. Сварщик может легко варьировать температурой пламени. Оказывается, при изменении угла наклона пламени к свариваемой поверхности меняется также температура.
 Если пламя расположено по нормали, то его температура максимальна.
Если пламя расположено по нормали, то его температура максимальна. 7. Прочность получаемых при газовой сварке швов может быть выше, чем при электродуговой сварке с применением электродов низкого качества.
8. Газовая сварка позволяет сваривать, резать и закалять металлы.
На рисунках показаны баллоны используемые для газовой сварки.
Недостатки газовой сварки
1. Большая зона нагрева. Близлежащие к месту сварки термически неустойчивые элементы могут быть повреждены из-за повышенной зоны нагрева.
2. С толщиной падает производительность. Сварка металлов толщиной более 5 миллиметров невыгодна. В этих случаях применяют электродуговую сварку.
4. При газовой сварке применяются достаточно опасные вещества, дающие с кислородом воздуха взрывные смеси (водород, ацетилен и т.д.) Газовые баллоны, применяемые при сварке, должны быть максимально удалены от органических веществ (жиров, масел, углеводородов). Несоблюдение правил техники безопасности может привести к пожарам и взрывам.
5. Медленный нагрев и остывание свариваемых поверхностей.
6. Практически не поддаётся механизации, в отличие от электродуговой сварки.
7. При газовой сварке не получается легировать наплавляемый металл. В то же время, качество швов, получаемых электродуговой сваркой очень сильно зависит от применяемых электродов и специальной обмазки.
8. Высокоуглеродистые стали не рекомендуется сваривать с помощью газовой сварки.
Вы наверняка заметили, что среди преимуществ и недостатков мы одновременно отметили медленные скорости нагревания и остывания. В действительности, это качество является и достоинством и недостатком газовой сварки. Достоинство заключается в том, что многие металлы и сплавы требуют мягких (постепенного нагрева) условий при сваривании. Например, цветные металлы и некоторые инструментальные стали хорошо свариваются именно с помощью газовой сварки.
Например, цветные металлы и некоторые инструментальные стали хорошо свариваются именно с помощью газовой сварки.
Особенности газовой сварки
1. При газовой сварке чаще всего получают стыковые и торцовые соединения.
2. Чем чище кислород, тем выше скорость резки, меньше расход кислорода и чище получаемая кромка. В настоящее время применяются три сорта кислорода.
Совершенно очевидно, что газовая сварка прочно заняла своё место (нишу) и наверняка ещё долгое время будет применяться в самых разных отраслях и производствах.
Источник: http://best-stroy.ru
что это такое и как выбрать?
Время чтения: 7 минут
Сварка и резка с применением горючего газа — это давно известная и часто применяемая технология. С помощью газосварочного оборудования можно сварить практически любой металл, поскольку горелка позволяет плавно регулировать температуру пламени, а значит подстраивается под температуру плавления заготовки. Также эта технология позволяет не использовать электроэнергию, так что вы сможете варить даже в полевых условиях.
В этой статье мы напомним об этой простой, но эффективной сварочной технологии, а также подробно объясним, что такое аппарат для газовой сварки и резки, каковы его характеристики и существует ли он на самом деле. Мы также расскажем, как подобрать комплект оборудования для выполнения газовой сварки и резки.
Содержание статьи
Общая информация
Для начала напомним о технологии. Газовая сварка и газовая резка — это метод сварки/резки металла с использованием кислорода и ацетилена (или любого другого горючего газа). Кислород и газ используются по отдельности и поставляются в баллонах. Эта технология широко применяется даже в 21 веке, поскольку позволяет осуществить сварку и резку без электричества.
Суть технологии проста. К баллонам с газом и кислородом с помощью шлангов подсоединяется газовая горелка, которая используется для смешивания и последующей подачи этой смеси. При выходе из сопла смесь поджигается. Температура при горении газа и кислорода может достигать 3000 градусов по Цельсию, и этого более чем достаточно для плавления большинства металлов. Швы формируются либо за счет основного металла, либо с применением присадочной проволоки.
При выходе из сопла смесь поджигается. Температура при горении газа и кислорода может достигать 3000 градусов по Цельсию, и этого более чем достаточно для плавления большинства металлов. Швы формируются либо за счет основного металла, либо с применением присадочной проволоки.
Читайте также: Сварочная проволока для газовой сварки
Для выполнения газовой сварки/резки необходимо собрать так называемый сварочный пост. Он состоит из двух баллонов (один с горючим газом, другой с кислородом), газового редуктора, двух шлангов (для ацетилена используется шланг для горючего газа, обозначенный красным цветом, а для кислорода — синим), а также горелки или резака.
Как видите, никакой аппарат для газовой сварки и резки здесь не фигурирует. Эта технология в принципе не подразумевает использование сварочного аппарата, поскольку он питается от сети и работает по совершенно другому принципу. Отсюда можно сделать вывод, что фраза «аппарат для газовой резки/сварки» — это просто заблуждение несведущих сварщиков.
В случае с газовой сваркой и резкой правильнее говорить «комплект оборудования» или «газосварочный пост». Но никак не «аппарат для сварки и резки газом».
Как выбрать оборудование?
Оборудование и аппаратура для газовой сварки требуют тщательного подбора. Далее мы подробно расскажем основные особенности, которые вам нужно учесть при выборе всех комплектующих.
Сварочная горелка/резак
Сварочная горелка или резак — это главный компонент во всей цепочке. Именно в горелке или резаке смешивается кислород с горючим газом. Также горелка/резак используется для регулировки подачи газовой смеси. Благодаря этому можно довольно точно подстроит температуру горения пламени. Так вы сможете варить металл с любой температурой плавления, не превышающей 3000 градусов.
Как не трудно догадаться, горелка используется для сварки металла (точнее, для плавления кромок), а резак — для резки.
У горелок и резаков отличается мощность. Для дома лучше выбрать маломощную горелку, она компактна и весит немного, так что вам будет удобно с ней работать. Мы не рекомендуем выбирать горелку с запасом по мощности, поскольку вы переплатите и получите не самый удобный «инструмент» в работе из-за ее веса.
Большинство горелок предназначены для смешивания кислорода с ацетиленом, а большинство резаков — для смешивания кислорода и пропана. Учитывайте это перед покупкой.
Шланги
Шланги необходимы для подачи газа из баллонов в горелку или резак. Всего используется два шланга. Один для кислородного баллона, другой — для баллона с горючим газом. Оба шланга подсоединяются к горелке/резаку.
В большинстве своем, шланги изготавливают из прочной, но гибкой резины. Если в качестве горючего газа используется керосин или бензин, то нужно выбирать бензостойкий шланг.
Что касается длины шлангов, то здесь мнения разнятся. Но мы считаем, что все зависит от объема баллонов. Чем больше объем, тем длиннее должен быть шланг, чтобы вам не пришлось перетаскивать тяжелый баллон из места в место. Если вы используете баллоны объемом 10 литров, то можете купить обычные короткие шланги и не беспокоиться.
Обращайте внимание на цвет шлангов. Для горючего газа выбирайте шланг, окрашенный в красный цвет. А для кислорода — окрашенный в синий.
Редуктор газовый
Редуктор предназначен для понижения давления газа и контроля за его расходом. Устанавливается прямо на газовый баллон. При этом редуктор используется не просто для понижения давления, а для его стабилизации до необходимого уровня. Этот простой прибор предназначен не для снижения давления до нулевой отметки. Это важно понимать.
У редуктора есть два датчика, с помощью которых можно осуществлять настройку. На одном датчике показывается давление, а на другом можно проследить расход газа. Прибор очень удобен и прост в применении.
Выбирая редуктор, обращайте внимание на его цвет. К примеру, редукторы для ацетилена окрашивают в черный цвет, чтобы их можно было отличить от других. Вы не можете использовать любой редуктор с горючим газом. Необходимо учитывать сам газ и подбирать редуктор исходя из этого.
К примеру, редукторы для ацетилена окрашивают в черный цвет, чтобы их можно было отличить от других. Вы не можете использовать любой редуктор с горючим газом. Необходимо учитывать сам газ и подбирать редуктор исходя из этого.
Баллоны
Как мы уже упомянули выше, используется два баллона — с горючим газом (чаще всего ацетиленом) и кислородом. Их так же окрашивают в различные цвета. Не запутаетесь.
У каждого баллона есть резьба, на которую накручивается вентиль подачи газа. На вентиль устанавливается редуктор (о нем мы говорили выше), а к редуктору уже подключаются шланги, которые затем подсоединяются к горелке или резаку. Система очень простая.
Для домашних работ подойдут баллоны небольшого объема. Они компактны и их без проблем можно перевезти в багажнике вместе со всеми остальными комплектующими. Для профессиональной сварки и резки необходимо использовать баллоны объемом 40 литров. Но вы должны понимать, что в таком случае мобильность сильно снижается и вы точно не сможете забраться с этим баллоном в труднодоступное место. Эта проблема решается с помощью длинных шлангов.
Обращайте внимание и на вентили. Для кислородного баллона лучше выбрать латунный вентиль, а для ацетиленового баллона — стальной. Но ни в коем случае не наоборот. Также не устанавливайте на ацетиленовый баллон медные вентили, это запрещено.
Вместо заключения
Сварка с применением горючего газа — это очень простая, но действенная технология, проверенная временем. Для ее применения не нужно электричество, достаточно двух баллонов, горелки и комплекта шлангов. Многие ошибочно полагают, что существует некий аппарат, предназначенный для газовой резки и сварки. Но это заблуждение. Эта технология не предусматривает применение никакого сварочного аппарата. Только вы, горючий газ, кислород и горелка/резак.
При выборе всех комплектующих обращайте внимание не только на стоимость, но и на характеристики, качество сборки. Обязательно просите технический паспорт на баллоны.
Отнеситесь с особой внимательностью к выбору сварочной горелки или резака. Ведь именно в них смешивается кислород и горючий газ. А это, в свою очередь, очень опасно для жизни и здоровья сварщика. Словом, не скупитесь и приобретите более-менее качественные комплектующие. Так вы не только сохраните свою жизнь, но и будете лучше выполнять работу. Желаем удачи!
Газовая сварка: способы, технология, оборудование
1 / 1
Что такое газовая сварка
Опыты по сварке и резке металлов с помощью горючих газов впервые были проведены в конце XIX века. В 1895 г. Анри Луи Шателье продемонстрировал высокотемпературное пламя, полученное им при горении ацетилена в кислороде. Температура пламени достигала 3000 градусов Цельсия. Этому успеху предшествовало открытие способа получения карбида кальция из известняка и угля.
Благодаря целому ряду уникальных возможностей, газовая резка и сварка металлов получили широкое распространение, несмотря на уже известную в то время электросварку. Сильно милитаризованный мир начала XX столетия пришёл в восторг от возможности сварки и резки металлов под водой. Уже в 1917 г. подводная кислородная резка была поставлена на службы военно-морских ведомств Англии и Америки.
Россия впервые увидела газовую сварку на демонстрационных опытах в Московском техническом училище в 1906 году. Сварка была по достоинству оценена благодаря небольшой стоимости и простоте аппаратуры. Широкое применение такого способа соединения металлов сдерживалось только небольшими объёмами производства карбида кальция в стране.
Физико-химические основы газовой сварки
Виды сварки, использующие тепловую энергию, относятся к термическому классу. В этот класс входит и газовая сварка. Кромки соединяемых деталей располагаются параллельно и плавятся до образования сварочной ванны, где происходит соединение их материалов. После остывания расплава образуется единое целое, что и является сварочным швом.
В этот класс входит и газовая сварка. Кромки соединяемых деталей располагаются параллельно и плавятся до образования сварочной ванны, где происходит соединение их материалов. После остывания расплава образуется единое целое, что и является сварочным швом.
Нагрев и плавление металлов происходит под воздействием теплоты, выделяющейся из горелки в результате реакции окисления между ацетиленом и кислородом.
Эскиз горелки: 1 — мундштук; 2 — сменный наконечник; 3 — смесительная камера; 4 — инжектор; 5 — кислородный вентиль; 6 — ацетиленовый вентиль
С точки зрения кинетики химических и диффузионных процессов, сварка металлов плавлением является высокотемпературным процессом, который активирует химические реакции между металлом, средой, шлаками и создаёт условия для диффузионных процессов соединения металлов. Атомы и молекулы металлов входят в тесное соприкосновение и образуют новые молекулы, из которых состоит материал сварного шва.
Замечательной особенностью этого вновь образованного материала сварного шва является то, что его прочность, зачастую, бывает выше прочности исходных материалов. Это качество подтверждено как лабораторными физическими исследованиями, так и реальными фактами разрушения материала около шва в то время, как шов остаётся целым.
Для надёжного ведения газосварочных работ необходимо выполнение условия двукратного превышения температуры горения газа над температурой плавления металла. Такие условия можно создать только с помощью ацетилена, имеющего температуру горения 3150 0С. Этот газ позволяет варить практически все виды стали. Говорить о преимуществах и недостатках этого вида сварки можно только с учётом свойств газов, задействованных в процессе.
Какой газ подходит для сварки
Кислород
Кислород получают из воздуха методом криогенной ректификации. По качеству кислород принято делить на три сорта в зависимости от наличия примесей:
По качеству кислород принято делить на три сорта в зависимости от наличия примесей:
-
1-й сорт содержит 99,7% кислорода;
-
2-й сорт содержит 99,5% кислорода;
-
3-й сорт содержит 99,2% кислорода.
Разница в процентном содержании может показаться незначительной, но это не так. Сорт очень важен, особенно при резке металлов. Даже незначительное уменьшение содержания кислорода снижает скорость резания и увеличивает расход газа. Чаще всего, кислород к месту работы доставляют в баллонах под давлением 150 – 165 атм.
Ацетилен
Существует два способа ведения работ с использованием ацетилена. В первом случае его получают на месте проведения работ в специальном устройстве. Реактивами служат карбид кальция и вода. Однако большее распространение получил способ доставки готового ацетилена к месту работ.
Баллонная доставка ацетилена отличается от доставки большинства других газов. Эта особенность обусловлена чрезвычайной взрывоопасностью этого газа. Заполненные активированным углём баллоны пропитывают ацетоном. Такой приём позволяет снизить взрывоопасность до приемлемого уровня. Обычно используются баллоны объёмом 40 литров, из которых в нормальных условиях получают 4,5 м3 газа.
Другие газы
Другие газы используют исключительно по причине дороговизны ацетилена. В качестве заменителей чаще всего используют или пропан, или пропанобутановую смесь. Эти газы обладают высокой теплотворной способностью, но потребляют в три раза больше кислорода, что сводит экономический эффект от их применения почти до нуля. Цветные металлы, имеющие более низкую температуру плавления, свариваются пропаном со значительной экономией.
Гораздо реже используют другие заменители ацетилена, так как они имеют ещё более низкую температуру сгорания. Но не стоит сбрасывать их со счетов. Существует масса конкретных случаев, где их применение вполне оправдано.
Но не стоит сбрасывать их со счетов. Существует масса конкретных случаев, где их применение вполне оправдано.
Преимущества и недостатки газовой сварки
Основное преимущество, которое способствовало широчайшему внедрению газовой сварки – её простота. Список необходимого оборудования краток, что делает этот вид сварки незаменимым для неспециализированных производств. Попробуйте найти на сельской ферме электросеть достаточной мощности, сварочный генератор, специалиста для его профилактики и ремонта и ещё много чего. А пару баллонов с газом и резак всегда можно прикатить вручную в любую точку села.
Простота метода заключается не только в простоте оборудования, но и в простоте ведения сварки. Регулируя количество газа, проходящего через горелку и её наклон, можно менять скорость и площадь нагрева, задавая различные режимы сварки.
К недостаткам относят высокую стоимость ацетилена, низкую производительность его заменителей, которая обусловлена небольшой скоростью прогрева металла. Повышению себестоимости работ способствует, неизбежно, большая площадь нагрева металла. Не следует упускать из виду и значительную взрывоопасность процесса.
Совокупность положительных и отрицательных качеств газовой сварки и определяет выбор технологов при различных условиях ведения работ. Можно с уверенностью сказать, что газовая сварка прочно вошла в технологические процессы и вряд ли сдаст свои позиции в ближайшее время.
Практическое применение газовой сварки
Проще было бы сказать о том, где не применяется газовая сварка. Это универсальный метод и область его применения ограничена только соображениями рентабельности. Есть место, где эту разновидность сварки можно считать незаменимой – это кузовной ремонт и прочие места, где варят очень тонкую листовую сталь.
Традиционно этому виду сварки отдают предпочтение при:
-
монтаже труб диаметром до 50 мм.
 ;
;
-
сварке цветных металлов (алюминия, меди) и их сплавов;
-
сварке чугунных изделий.
 ;
;
С её помощью можно легко устранять дефекты чугунного, латунного и бронзового литья. Для этого применяют газовую сварку с чугунными, латунными и бронзовыми прутками. Она используется для наплавки твёрдых сплавов. Простота метода обусловила его широкое применение при ремонтных работах, в сельском хозяйстве и строительно-монтажных работах.
С её помощью можно легко устранять дефекты чугунного, латунного и бронзового литья. Для этого применяют газовую сварку с чугунными, латунными и бронзовыми прутками. Она используется для наплавки твёрдых сплавов. Простота метода обусловила его широкое применение при ремонтных работах, в сельском хозяйстве и строительно-монтажных работах.
Технология и способы ведения газовой сварки
Технологический процесс газовой сварки предусматривает чистку краёв свариваемых деталей. Края освобождаются от мусора, грязи, окалины, шлака и зачищаются металлическими щётками. Для предотвращения деформации металла в процессе сварки предусматривают предварительную прихватку вдоль шва.
На следующем этапе подготовки подбирают горелку по мощности. Понятно, что более толстому металлу будет соответствовать более мощная горелка. Мощность горелки определяется её способностью пропускать то или иное количество газа в единицу времени.
Существует два основных способа газовой сварки: левый и правый. Левым способом сваривают металлы толщиной до 3 мм. Горелку ведут справа налево. Присадочная проволока, диаметром равная половине толщине металла плюс 1 мм., должна быть впереди горелки. Это самый распространённый способ, т.к. в этом случае сварщик хорошо видит шов и, естественно, внешний вид шва получается лучше.
При правом способе сварки горелка движется слева направо, и вслед за ней движется присадочный пруток, диаметром равный половине толщины металла. Этим способом варят листы толщиною более 3 мм. Движение горелки сопровождается поперечными колебаниями, что позволяет лучше прогреть шов. Ввиду того, что пламя горелки направлено в сторону остывающей сварочной ванны, металл лучше защищен от окисления. Сварочный шов получается не такой красивый, как при левом способе, но более качественный.
Этим способом варят листы толщиною более 3 мм. Движение горелки сопровождается поперечными колебаниями, что позволяет лучше прогреть шов. Ввиду того, что пламя горелки направлено в сторону остывающей сварочной ванны, металл лучше защищен от окисления. Сварочный шов получается не такой красивый, как при левом способе, но более качественный.
Как вы могли заметить, нет однозначного превосходства одного способа сварки над другим. Выбор зависит от многих факторов и ставит перед технологами непростую задачу. Кроме способа ведения горелки, технологи должны задать способ сварки.
Сквозной валик
Это наиболее простой и часто используемый способ. Соединяемые листы располагают с зазором равным половине толщины металла. Далее происходит оплавление кромки до появления сквозного отверстия. Затем его заливают расплавленным металлом кромки.
Газовая сварка ванночками
Используется для соединения углов и стыках при толщине металла не более 3 мм. Данный метод предусматривает применение присадочного прутка или проволоки. На шве создают сварочную ванну и вводят в неё присадочный пруток. После расплавления небольшой части прутка его переводят в тёмную часть пламени, которая обладает восстановительными свойствами.
При этом горелка перемещается на новый участок шва круговым движением, где образуется новая ванночка, перекрывающая предыдущую на треть диаметра. Этот способ показывает хорошие результаты при сварке тонких листов и труб из малоуглеродистой и низколегированной стали.
Многослойная газовая сварка
Применяется только для сварки ответственных изделий. Очень высокого качества, но требует больших затрат времени и газа. Преимущества заключаются в меньшей зоне нагрева металла, отжиге нижних слоёв во время сварки последующих. Проводится сварка короткими участками с очисткой каждого предыдущего слоя от окалины. Для повышения качества шва каждый предыдущий слой может проковываться перед наложением следующего.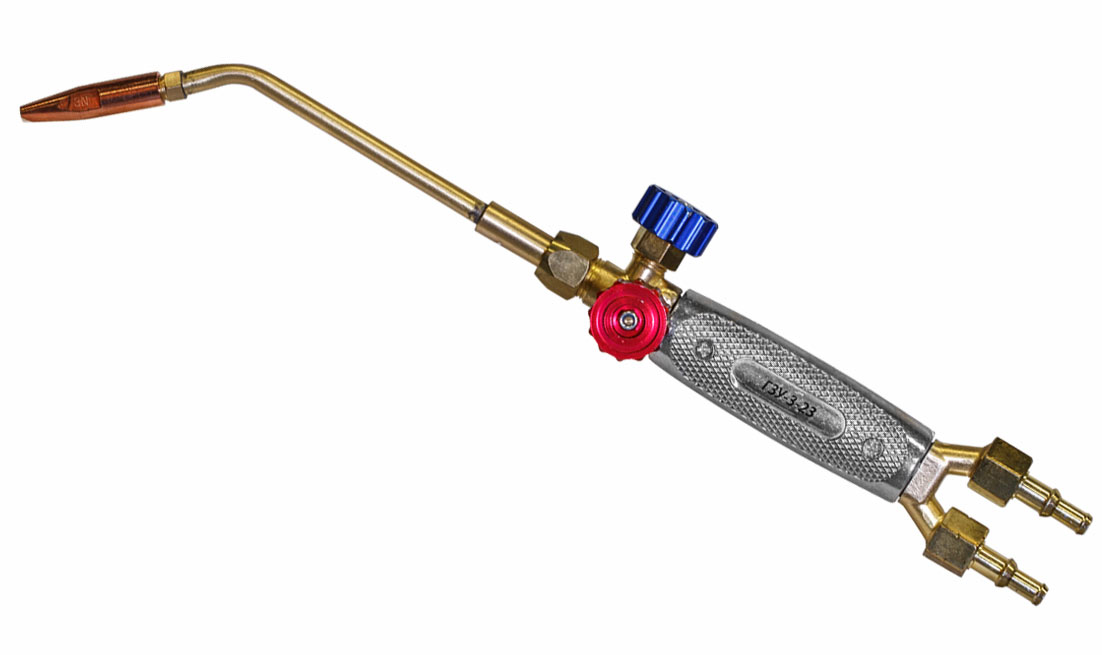
Оборудование для газовой сварки
Газовая горелка
Основным рабочим инструментом газосварщика является газовая горелка. Средняя часть горелки имеет два вентиля для регулировки подачи горючего газа и кислорода. Для исключения возможности открытия ненужного вентиля, на них имеются выпуклые надписи. Кроме того, они окрашиваются в разные цвета. С одной стороны к средней части (через уплотнительное кольцо) подсоединяется наконечник с мундштуком, с другой стороны – два штуцера, предназначенные для подключения шлангов подачи кислорода и ацетилена.
Конструктивно горелки могут быть выполнены как инжекторными, так и безинжекторными. Встречаются следующие разновидности горелок:
По мощности горелки разделяют на горелки малой, средней и большой мощности. Горелки большой мощности используются крайне редко. Горелки малой мощности получили самое большое распространение. Ими варят листы металла толщиной от 0,2 до 7 мм. Листы металла толщиной от 0,5 и до 30 мм. варятся с помощью горелок средней мощности. Для получения наилучших показателей по рентабельности и производительности горелки малой мощности комплектуются четырьмя видами насадок, а горелки средней мощности имеют семь видов насадок.
Существует особый класс микромощных горелок, но они очень специфичны и используются крайне редко. Новые образцы горелок могут быть оборудованы устройством пьезоподжига.
На сайте производителя КЕДР Вы можете ознакомиться с каталогом газовых горелок и сделать правильный выбор.
Газовые резаки
По принципу действия газовые резаки мало отличаются от горелок, но имеют некоторые конструктивные отличия. В отличие от обычной горелки, резак имеет два отдельных канала подачи горючего газа и кислорода. На каждом канале имеется регулировочный вентиль, с помощью которого можно управлять режимами работы резака: разогревом либо резкой.
Большинство пользователей сходятся во мнении о том, что газовая резка металла – самый удобный и экономичный способ. В сравнении с ним проигрывают даже современные сварочные инверторы. В связи с большой стоимостью ацетилена, большую популярность как у профессионалов, так и у домашних умельцев всё больше приобретает резка металла пропаном.
В сравнении с ним проигрывают даже современные сварочные инверторы. В связи с большой стоимостью ацетилена, большую популярность как у профессионалов, так и у домашних умельцев всё больше приобретает резка металла пропаном.
Пропан – доступный и дешёвый газ в совокупности с недорогим пропановым резаком стали незаменимыми помощниками при раскрое листовых заготовок и для работ по демонтажу металлических конструкций.
С газовыми резаками производства компании «Кедр» можно ознакомиться в каталоге. Здесь же можно получить профессиональную консультацию, сделать свой выбор и оформить заказ.
Горелки и резаки от компании «Кедр» и другое газосварочное оборудование отличаются длительным сроком службы, надёжной работой и особым удобством в обращении. Этот результат достигнут при тесном сотрудничестве со специалистами отдела эргономических исследований нашей компании. Кроме доступной цены и высокого качества, мы предлагаем лучшие условия при оплате и доставке по Москве и всей России.
Газосварочное оборудование для газовой сварки
Газовая сварка имеет некоторые особенности. Так, при ее использовании не требуется подключение к электросети. Вместо электрического источника питания применяется генератор ацетиленовый либо газ в баллонах, а в качестве держателя применяют горелку или специальный резак. Пост газовой сварки предусматривает нахождение на рабочем месте сварщика некоторых предметов: стол для сварки, вентиляционное устройство, короб для хранения проволоки, баллон с газом и кислородом, защитное оборудование, горелка.
Источник питания
Обычно вместо электричества применяют ацетилен, которым заправляется генератор тепловой энергии. В качестве горючего также можно использовать нефтепродукты. Кислород служит окислителем.
Однако в том случае, если используется ацетилен, в окислителе нет необходимости. При этом именно ацетилен способен дать наилучшее пламя. Ацетилен обычно поставляется из баллонов или специального генератора. Использование генератора является более безопасным.
Ацетилен обычно поставляется из баллонов или специального генератора. Использование генератора является более безопасным.
В качестве заменителей ацетилена могут использоваться сжиженные виды газа — бутан или пропан. Такое топливо отпускается со станций в баллонах.
Кислород требуется чистый. Он подается в сжатом виде из баллонов. При работе с кислородом нужно соблюдать осторожность.
Выбор источника питания
- Пропан и бутан используются в случае, если требуется осуществить напыление материалов легкой плавки. С помощью этих газов возможна резка стали, пайка меди и сварка стали, имеющей толщину до 5 мм.
- Ацетилен подходит для работы с любыми видами сварки и резки с помощью газа.
- Природный газ способен обеспечить кислородную резку и правку стали, осуществлять пайку меди и сварку стали.
- Бензин и керосин обеспечивают работу с легко сплавными металлами.
Оборудование при газовой сварке
Для работы требуется газосварочное оборудование для газовой сварки, среди которого обязательны:
- регуляторы давления;
- счетчики расхода газа;
- газовые клапаны;
- осушители газа;
- смесители газа;
- подогреватели;
- взрывозащита.
Регуляторы давления — это устройства, сочетающие в себе качества редуктора и манометра. Определяют давление газа и поддерживают его на должном уровне.
Расходомер — еще одно газосварочное оборудование для газовой сварки, предназначенное для измерения уровня расхода источника питания в ходе сварки.
Газовые клапаны — электромагнитные устройства, предназначенные для автоуправления силой подачи топлива.
Подогреватели — осуществляют подогрев углекислого газа, поступающего из баллона.
Осушители газа — используются для удаления излишков влаги из газа.
Смесители — смешивают разные виды газообразного источника топлива с целью получить подходящий для работы состав.
Использование средств огнезащиты
К средствам взрывозащиты относятся обратные клапаны, гасители пламени, преградители огня, предохранительные затворы.
Обратные клапаны необходимы для предотвращения попадания газа в обратном направлении — в генератор из шланга. Принцип их работы основан на законе гравитации. Обратные клапаны устанавливают в месте дозирования топлива. Использование обратных клапанов недопустимо при работе с нефтяными источниками энергии.
Гасители пламени выполняют защиту системы от обратного движения огня. Для этого на входном штуцере сварочного устройства ставят гаситель пламени. Для ацетилена и кислорода применяются различные типы пламегасителей.
Огневые преградители применяют с целью блокировки огня из сварочного устройства на место шва. Огнепреградители ставят на выходе из отделения генератора.
Предохранительные затворы предотвращают попадание огня в оборудование. Ставятся на ацетиленовые генераторы.
Это основное газосварочное оборудование для газовой сварки. В зависимости от используемого оборудования и топлива, набор оборудования может быть разным.
Процедура сварки
Процедура газовой сварки предусматривает, что в одной руке у сварщика будет находиться горелка, а в другой — проволока. Пламя от горелки при этом направляется на металл таким образом, чтобы его края располагались в области огня. Сварка газом, видео которой можно посмотреть на этом сайте, предусматривает обязательное соблюдение технологии проведения газосварочных работ.
Конец сварочной проволоки должен быть расположен в области восстановления металла.
Способ наложения шва зависит от способа газовой сварки. Наиболее распространены правый и левый способы наложения шва.
- Левый способ используется для сварки металла толщиной около 5 мм. При работе проволока перемещается впереди горелки. Пламя направляется от шва. При толщине свыше 8 мм горелку следует перемещать по длине шва. Если проволока имеет толщину более 8 мм, движения должны носить колебательный характер. Проволока при этом концом погружается в сварочную ванну и аккуратно перемешивается там спиралеобразными движениями.
- Правый способ характеризуется тем, что пламя направляется на шов. Это позволяет сваривать металл большой толщины. Горелка при этом способе наложения шва двигается вправо, а проволока — вслед за ней.
 Если проволока имеет толщину более 8 мм, движения должны носить колебательный характер. Проволока при этом концом погружается в сварочную ванну и аккуратно перемешивается там спиралеобразными движениями.
Если проволока имеет толщину более 8 мм, движения должны носить колебательный характер. Проволока при этом концом погружается в сварочную ванну и аккуратно перемешивается там спиралеобразными движениями.Для лучшего понимания того, как осуществляется сварка газом, видео размещено на нашем сайте.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Достоинства и недостатки газовой сварки
В своем первоначальном виде сварка существовала еще в Древнем Египте. С некоторой долей погрешности можно считать, что спаивать и сваривать металлы люди научились одновременно с освоением остальных методов обработки металлов. Естественно, эффективность методик сварки древних людей была очень далека от современных, но многие конструкции, сваренные много столетий назад, продолжают до сих пор служить креплениями для дворцов, храмов и других сооружений. К примеру, почти вся архитектура периода Возрождения держится именно на сварных конструкциях.
Возможно, данный факт покажется удивительным, но первой была изобретена именно электросварка и уже потом французами был разработан аппарат для газовой сварки. В нем использовался кислород и ацетилен. В общем-то, принцип работы и конструкционные особенности аппарата не изменились даже в наши дни, но усовершенствования, конечно же, вносились.
Совершенствовались кислородные баки и баллоны, изменялась вспомогательная аппаратура, улучшались редукторы и прокладочные материалы.
Газовая сварка, также как и лазерная и электродуговая имеет свои преимущества и недостатки, которые обязательно следует знать и учитывать при выборе метода сварки. Поскольку в результате, нам ведь чрезвычайно важно высокое качество шва при минимальных затратах на выполнение работ.
Поскольку в результате, нам ведь чрезвычайно важно высокое качество шва при минимальных затратах на выполнение работ.
Достоинства газовой сварки:
- Сваривать можно где угодно, поскольку нет необходимости в дополнительном дорогом оборудовании и источниках энергии
- При помощи газовой сварки можно сваривать металлы с различными температурами плавления
- Свинец, чугун, латунь и медь лучше всего свариваются именно при помощи газовой сварки
- Если правильно подобрать вид и мощность пламени, а также хорошую присадочную проволоку, можно получить очень качественные и прочные швы
- Нагревание и остывание поверхностей происходит достаточно медленно. ,
Недостатки газовой сварки
- Очень большая зона нагрева, что может способствовать повреждению близлежащих к сварке неустойчивых компонентов.
- Чем толще металл, тем ниже производительность сварки (так сварка металла, толщина которого превышает пять миллиметров, абсолютно невыгодна).
- При сваривании металлов внахлест использовать газовую сварку не рекомендуют, поскольку в таком случае велика вероятность напряжения в металле, что может привести к разрушению и деформациям места спайки.
- При сварке используются очень опасные вещества, которые в сочетании с воздухом образуют взрывоопасные смеси (ацетилен, водород и пр.).
Газовая сварка – 120 фото технологии применения газового оборудования
Газовая сварка для металлов используется множество десятилетий. Но не смотря на свою долгую историю, она и по сей день незаменима для многих работ.
Краткое содержимое статьи:
Применение газовой сварки
Это тип сварки характеризуется медленным нагревом материала, что способствует его применению в совершенно разных работах:
- для обработки стали;
- для цветных металлов;
- для инструментальной стали;
- для чугунных изделий;
- также при многих типах ремонтных работ и прочее.

Оборудование применимое для газосварки
Оно представлено несколькими видами:
Водяной затвор требуется, главным образом, для того, чтобы защитить сам газ и трубки от мощной инверсионной тяги огня из самой газосварки.
Затвор – основное оборудование, поэтому всегда должно находиться в отличном состоянии, вода в нем должна быть на уровне крана. Стоит он между самой газ. горелкой и проводом газа. Смотрите фото газовой сварки, чтобы точно определить его местоположение.
Газовый баллон характеризуется кривой резьбой на том расстоянии, на котором расположен открывающий вентиль. Его поверхность помечена условным знаком в зависимости от типа газа:
- синим – кислородный газ,
- белым – ацетиленовый газ,
- желто-зеленым — водородный газ,
- рубиновым — другие.
Из-за того, что не следует допускать контакты газа с тем маслом, которое содержится в краске, верхнюю часть баллона не окрашивают.
Редуктор обеспечивает снижение давления выпускаемого газа. Существует тип однокамерного и двухкамерного редуктора, второй обеспечивает более стабильный уровень газа внутри прибора. Также иная характеристика редуктора – это тип его действия: прямого и обратного типов действия.
Специально для таких веществ, как кислород и ацетилен изготовлен особый тип редуктора.
Помимо этого всякий редуктор выступает в качестве клапана сброса давления. Если же в редукторе присутствует сжиженный газ, то существует оребрение его ради избежание вымерзания газа на выходе из баллон.
Шланги, предназначенные для передачи горючего газа характеризуются сплошной линией красного оттенка в качестве условного знака. Они работают при подаче давления от шести атм.
Такие шланги относятся к 1 классу (по общепринятой классификации), они обозначены желтой полоской по поверхности изделия. Шланги третьего класса работают при давлении до 20 атм, обозначены синим цветом.
Шланги третьего класса работают при давлении до 20 атм, обозначены синим цветом.
Горелка позволяет смешивать газы, выпускать смесь, плавящую металлы, из мундштука при требуемом давлении. Имеет несколько видов: безинжекторный, инжекторный виды, второй является более распространенным.
В состав изделия включены: ниппель, корпус с ручкой, наконечник, инжектор, камера-смеситель, мундштук, гайки.
Горелка имеет несколько видов. Она может быть как микромалой, малой, так и средней и наиболее большой по собственной мощности, этот показатель определяется в первую очередь от объема пропускаемого газа в определенную единицу времени.
Пост – это правильно обустроенная площадь для работы с использованием сварки. Он выглядит следующим образом: стол со специальными тумбами и удобно расположенными местами для хранения рабочих инструментов (сварочное оборудование, шланги).
Посты делятся на те, которые способны поворачиваться или не поворачиваться в зоне столешницы. Поворотная столешница требуется для более мелкой работы сваркой.
Стационарный или передвижной пост используется на фабриках, он более удобен на большом производстве.
ГОСТ предусматривает снабжение поста специальной вытяжкой или же не прерываемым доступом воздушного потока, по той причине, что газовая сварка способствует появлению в окружающем ее воздухе опасных для здоровья паров.
Пост позволяет сделать производство и работу вообще более эффективной, не требует постоянного нагибания к инструменту и стойки в неудобной или непривычной позе для качественного выполнения работы.
Технология сварки газом
Редуктор по распоряжению специалиста-сварщика способен изменять характер своего пламени при применении состава из кислорода и ацетилена или другого газа.
В итоге выделают три вида пламени:
- Восстановительный вид применяется почти для всех типов металлов, а также для работы в защищенных средах.
- Окислительный вид применяется при обязательном наличии проволоки с кремнием или марганцем.
- Тип, характеризующийся избытком газа, применяется в работе с прочными сплавами.

Фото газовой сварки
Также рекомендуем посетить:
Miller Welder Generators – Сварочные аппараты и машины с приводом от двигателя
Сварочные аппараты с приводом от двигателявключают двигатель, работающий на бензине, дизельном или пропановом топливе, соединенный с электрическим генератором для выработки энергии для сварки Stick, TIG, MIG и порошковой сваркой. Сварочные аппараты с приводом от двигателя обычно перевозятся на грузовике или трейлере для использования на открытом воздухе. Электроэнергия, генерируемая сварочным аппаратом с приводом от двигателя, приводит в действие вентиляторы, насосы, воздушные компрессоры или другие электрические инструменты, которые обычно встречаются на стройплощадках.
Усовершенствованный Bobcat 200 Air Pak – это бесшумное, экономичное устройство «все в одном», обеспечивающее высокую мощность при компактном и легком корпусе, а также ведущую в отрасли надежность и производительность.
Fusion 160 обеспечивает плавную и стабильную дугу либо от двигателя, либо от электросети 120/240 В, обеспечивая уникальное сочетание универсальности и производительности в легком корпусе.
Для операторов сервисных грузовиков классов 3-5, которые хотят консолидировать или повысить надежность своего силового оборудования, Bobcat 200 Air Pak Diesel представляет собой бесшумное, экономичное устройство «все в одном», которое поддерживает возможности мощности в компактном, легком месте, которое поддерживается благодаря лучшей в отрасли надежности и производительности, которую ожидают клиенты.
Надежный уличный источник питания! Отлично подходит для фермы, ранчо, технического обслуживания и любителей.
Для руководителей парка рабочих самосвалов, которые хотят сократить время простоя грузовиков классов 3-5, EnPak A30 является самым тихим и наиболее экономичным многофункциональным устройством, которое поддерживает мощность с приводом от ВОМ, включая 12 В постоянного тока, в компактном, компактном корпусе. легкое решение, обеспечивающее лучшую в отрасли надежность и производительность, ожидаемую от Miller.
Для руководителей парка рабочих самосвалов, которые хотят сократить время простоя грузовиков классов 3-5, EnPak A30 является самым тихим и наиболее экономичным многофункциональным устройством, которое поддерживает мощность с приводом от ВОМ, включая 12 В постоянного тока, в компактном, компактном корпусе. легкое решение, обеспечивающее лучшую в отрасли надежность и производительность, ожидаемую от Miller.
Возьмите под свой контроль, снизьте уровень шума и снизьте эксплуатационные расходы с помощью дистанционного запуска / остановки, стандартного для сварочных аппаратов / генераторов Bobcat 225.С легкостью включайте и выключайте машину удаленно, чтобы она работала только тогда, когда вам это нужно. Делайте больше с каждым баком топлива, увеличивайте интервалы между техобслуживанием и работайте, не возвращаясь к своей машине. Сварочный аппарат / генератор Bobcat 225 отлично подходит для сварки штучной сваркой и работы от генератора. Предназначен для ферм / ранчо, операций по техническому обслуживанию и ремонту, работы с грузовиками и использования в качестве автономного генератора.
Возьмите под свой контроль, снизьте уровень шума и снизьте эксплуатационные расходы с дистанционным запуском / остановом, стандартным для сварочных аппаратов / генераторов Bobcat 260.С легкостью включайте и выключайте машину удаленно, чтобы она работала только тогда, когда вам это нужно. Делайте больше с каждым баком топлива, увеличивайте интервалы между техобслуживанием и работайте, не возвращаясь к своей машине. Сварочный аппарат / генератор Bobcat 260 отлично подходит для сварки штангой и порошковой проволокой и предназначен для операций по техническому обслуживанию / ремонту, грузовых автомобилей, строительства, фермы / ранчо и использования генераторов.
Возьмите под свой контроль, снизьте уровень шума и снизьте эксплуатационные расходы с дистанционным запуском / остановом, стандартным для сварочных аппаратов / генераторов Bobcat 260.С легкостью включайте и выключайте машину удаленно, чтобы она работала только тогда, когда вам это нужно. Делайте больше с каждым баком топлива, увеличивайте интервалы между техобслуживанием и работайте, не возвращаясь к своей машине. Сварочный аппарат / генератор Bobcat 260 отлично подходит для сварки палкой и порошковой проволокой и предназначен для операций по техническому обслуживанию / ремонту, грузовых автомобилей, строительства, фермы / ранчо и использования генераторов.
Прочный сварочный аппарат / генератор отлично подходит для сварки стержневыми и порошковыми проволоками и предназначен для технического обслуживания / ремонта, строительства, фермы, ранчо и использования генераторов.
Разработан для владельцев ферм и ранчо, которым требуется одно- и трехфазное питание для работы трехфазных систем кругового орошения на 480 В или обеспечения резервного питания для дома, фермы и ранчо.
Сварочные аппараты / генераторыTrailblazer® обеспечивают непревзойденную производительность дуги, обеспечивая самую плавную и стабильную дугу в отрасли. Эксклюзивная технология Auto-Speed ™ компании Trailblazer обеспечивает превосходное время работы, повышенную топливную экономичность и улучшенные характеристики сварочного аппарата / генератора.Никакая другая компактная машина в классе 300 А не обеспечивает большей сварочной мощности или большей вспомогательной мощности с лучшей топливной экономичностью и меньшим уровнем шума – для продуктивных, прибыльных и тихих рабочих мест.
Сварочные аппараты / генераторыTrailblazer® обеспечивают непревзойденную производительность дуги, обеспечивая самую плавную и стабильную дугу в отрасли. Эксклюзивные технологии Trailblazer – Auto-Speed ™ и дополнительная мощность Excel ™ – обеспечивают превосходное время работы, повышенную топливную экономичность и улучшенные характеристики сварочного аппарата / генератора.Никакая другая компактная машина в классе 300 А не обеспечивает большей сварочной мощности или большей вспомогательной мощности с лучшей топливной экономичностью и меньшим уровнем шума – для продуктивных, прибыльных и тихих рабочих мест.
Сварочные аппараты / генераторыTrailblazer® обеспечивают непревзойденную производительность дуги, обеспечивая самую плавную и стабильную дугу в отрасли. Эксклюзивная технология Auto-Speed ™ компании Trailblazer обеспечивает превосходное время работы, повышенную топливную экономичность и улучшенные характеристики сварочного аппарата / генератора.Никакая другая компактная машина в классе 300 А не обеспечивает большей сварочной мощности или большей вспомогательной мощности с лучшей топливной экономичностью и меньшим уровнем шума – для продуктивных, прибыльных и тихих рабочих мест.
Мощный универсальный инструмент, предназначенный для ремонта и строительства, с непревзойденным качеством сварных швов, встроенным ротационным винтовым воздушным компрессором, мощностью генератора 13 000 Вт для инструментов и запуском от внешнего источника для зарядного устройства.
Созданный для профессионалов, Big Blue 400 Pro – лучшее решение с точки зрения простоты использования, надежности и экономии топлива.
Надежный низкооборотный дизельный сварочный аппарат / генератор нового поколения, разработанный для подрядчика по трубопроводу.
Big Blue 450 Duo CST – прочный, компактный, экономичный дизельный сварочный аппарат / генератор, который обеспечивает 2 дуги превосходного качества в одном экономичном корпусе.
Чистый, бесшумный, многопроцессорный аппарат обеспечивает сварочную мощность до 500 ампер с двигателем, соответствующим стандарту EPA Tier 4 Final, который идеально подходит для тяжелых условий эксплуатации.
Этот сварочный аппарат / генератор на 600 А, соответствующий стандарту Tier 4 Final Агентства по охране окружающей среды, выполняет тяжелые работы, требующие высокой мощности для сварки, строжки и вспомогательного питания.
Big Blue 600 Air Pak является наиболее надежным и универсальным аппаратом для полевых работ, требующих питания одного оператора для сварки, строжки угольной дугой, вспомогательного питания или запуска воздушного компрессора для выполнения важнейших функций ремонта и обслуживания поддерживайте работоспособность оборудования на рабочем месте и повышайте продуктивность в течение дня.
Укомплектованный многопроцессорный сварочный аппарат / генератор с несколькими операторами, который обеспечивает две независимые дуги качества трубы в одном полном комплекте. Оснащенный технологией ArcReach®, операторы могут изменять настройки сварки с устройства подачи ArcReach или удаленно. Возможности сварки RMD® и импульсной MIG-сваркой добавлены с помощью ArcReach Smart Feeder.
Наш самый мощный Air Pak обеспечивает производительность двух операторов и гибкость в многопроцессорном режиме.Чистые двигатели, соответствующие требованиям EPA T4i и T4F, снижают выбросы.
Революционная, полностью интегрированная система питания для рабочих тележек. EnPak объединяет в себе роторно-винтовой воздушный компрессор, гидравлический насос, генератор и дизельный двигатель Tier IV Final мощностью 24,8 л.с. в одном блоке и полностью функционально работает при выключенном грузовике.
5 лучших сварочных генераторов с приводом от двигателя в 2021 году – Лучшие отзывы и обзоры
0Последнее обновление: 12 марта 2021 г.
Как вы будете сваривать, когда находитесь далеко от ближайшего источника питания? Сварочный аппарат-генератор с приводом от двигателя – один из самых полезных сварочных аппаратов.Эти невероятные аппараты разработаны с учетом высоких рабочих циклов и могут выполнять качественные сварочные швы, сварку MIG и TIG.
Благодаря приличному ассортименту, доступному в Интернете, мы сузили список до пяти самых любимых сварочных генераторов и подробно рассмотрели каждый из них. Дайте нам знать, что вы думаете в нашем разделе комментариев ниже, использовали ли вы один из них или есть другой любимый, который вам нравится.
Список избранных на 2021 год
5 лучших сварочных агрегатов с приводом от двигателя
1.Сварщик с приводом от двигателя Miller Bobcat 250 – лучший результат
Miller всегда производит машины высшего качества, но и их цены обычно находятся в более высоком диапазоне. Сварочный аппарат с приводом от двигателя, генератор Bobcat 250 стоит недешево, но он находится в разумном диапазоне, и с учетом того, что он предлагает, мы считаем, что это лучший аппарат из имеющихся.
Он был разработан для создания плавного тока, который не скачками вверх и вниз, как большинство генераторов, поэтому сварные швы получаются однородными. Это дает вам гораздо большую точность при сварке по сравнению с традиционными сварочными генераторами.Он также работает в 100% рабочем цикле при полном токе, чтобы обеспечить постоянную максимальную доступную мощность. Машина рассчитана на работу в течение многих лет даже при такой высокой скорости работы.
Это тяжелая машина, но Миллер значительно уменьшил ее размер по сравнению со старыми моделями, чтобы облегчить транспортировку. Было бы неплохо иметь в комплекте сварочное оборудование, но цена не позволяет добавлять дополнительное оборудование.
Мы рекомендуем этот качественный аппарат всем, кто хочет получить лучший сварочный генератор по более низкой цене, чем многие другие варианты.
Плюсы
- Средняя цена
- Пиковая мощность 11000 Вт
- 9500 Вт непрерывного переменного тока
- 100% рабочий цикл при 250 А
- Размеры: 5 “x 29” x 23 “
- Трехлетняя гарантия
- Сила сварочного тока: от 40 до 250 постоянного тока
- Мощность: 23.5
- Запас топлива: 12 галлонов
- Может присоединять сварочный аппарат MIG
- Может сварка TIG
- Гладкая, без шипов, мощность
Минусы
- Без сварочных проводов
- Вес: 501 фунт
2.Элитный сварщик / генератор Hobart Champion
Элитный сварочный аппарат / генератор Hobart Champion Elite обеспечивает максимальную мощность в 9500 Вт при мощности 23 лошадиных силы, что немного меньше, чем у Bobcat 250 Miller, и он потребляет на 25 ампер меньше постоянного тока. Тем не менее, Hobart обеспечивает 100% -ный рабочий цикл при полном шуме и предоставляет на него такую же трехлетнюю гарантию из-за высокого качества деталей.
Что нам не нравится, так это то, что, хотя его можно использовать для сварки, он не предназначен для сварки с такой же мощностью, как Bobcat 250 Миллера.Он также тяжелый и без сварочных проводов.
Плюсы
- Средняя цена
- Пиковая мощность 11000 Вт
- 9500 Вт непрерывного переменного тока
- 100% рабочий цикл при 225 ампер
- Размеры: 5 x 23,5 x 32,9 дюйма
- Трехлетняя гарантия
- Сила сварочного тока: от 40 до 225 постоянного тока
- Мощность: 23
- Запас топлива: 12 галлонов
Минусы
- Без сварочных проводов
- Вес: 493 фунта
3.Сварочный аппарат с приводом от двигателя Lifan WeldPro – лучшее соотношение цены и качества
Lifan серии Pro WeldPro AXQ1-200a – это генератор сварочного аппарата на 200 ампер, который является отличным конкурентом по такой цене. Он потребляет 4000 Вт непрерывной мощности переменного тока и может сваривать при 200 А при рабочем цикле 50%, что впечатляет для такого размера двигателя, который у него есть.
Эту машину гораздо легче транспортировать, ее вес составляет всего 210 фунтов, а с трехлетней гарантией вы можете быть уверены, что она сделана из качественных деталей. У него не самый большой топливный бак на 6 единиц.5 галлонов, но он работает намного дольше, чем большинство других сварочных генераторов такого размера.
Мы были очень впечатлены этой машиной и оценили ее как лучшую за ваши деньги. Он не будет соответствовать тем же стандартам, что и машины Хобарта и Миллера в наших двух лучших местах, но он по-прежнему выдает 200 ампер, а цена невероятно низкая.
Плюсы
- Низкая цена
- Сила сварочного тока: от 50 до 200 пост. Тока
- Рабочий цикл 50% при 200 А
- Размеры: 28 x 23 x 23 дюйма
- Вес: 210 фунтов 4000 Вт непрерывной мощности переменного тока
Минусы
- Без сварочных проводов
- Запас топлива: 6.5 галлонов
- Мощность: 15
- 4500 Вт пиковой мощности
4. Hobart Champion 145 Сварочный аппарат с приводом от двигателя-генератора
Hobart Champion 145 – один из самых легких генераторов как по весу, так и по силе тока, учитывая мощность среди машин этого диапазона. Он может сваривать только до 145 ампер и имеет рабочий цикл 30% при 130 амперах.
Он может подключить к нему легкий сварочный аппарат MIG для сварки сердечником из флюса, если он вам нужен, но имея всего 10 лошадиных сил, вы не сможете много работать с ним.
Как и все машины Hobart, у него качественные детали; поэтому вы можете быть уверены, что это будет продолжаться. Однако с учетом того, что он предлагает за такую цену, мы рекомендуем выбрать любой из трех лучших вариантов, поскольку мы считаем, что все они являются более выгодными предложениями.
Плюсы
- Цена от низкой до средней
- Трехлетняя гарантия
- Размеры: 33 “x 23 ½” x 32 “
- Вес: 222 фунта
- Может присоединять сварочный аппарат MIG
Минусы
- Без сварочных проводов
- Запас топлива: 6.25 галлонов
- Мощность: 10
- 4500 Вт пиковой мощности
- Постоянная мощность переменного тока 4000 Вт
- Сила сварочного тока: от 40 до 145 пост. Тока
- 30% рабочий цикл при 130 А
5. Сварочный аппарат с приводом от двигателя Lincoln (Bulldog 5500)
Последний в нашем списке – Lincoln Bulldog 5500. Он находится в том же ценовом диапазоне, что и Champion 145 от Hobart, но работает только от 4000 Вт непрерывной мощности переменного тока, а максимальная мощность составляет 8.9 лошадиных сил с крошечным бензобаком объемом 1,9 галлона.
Его рабочий цикл меньше, и он не включает больше аксессуаров, чем другие сварочные генераторы. Это также немного более легкая машина и имеет прочный каркас безопасности, который нам нравится, похожий на Champion 145 от Hobart. За то, что он предлагает, заявляя, что он является генератором мощностью 5500 Вт, он заслуживает нашего 5-го места. Он лучше, чем другие доступные генераторы, но не наш лучший выбор.
Плюсы
- Цена от низкой до средней
- Трехлетняя гарантия
- Размеры: 6 дюймов x 21.8 дюймов x 31,5 дюйма
- Вес: 198 фунтов
- Может присоединять сварочный аппарат MIG
Минусы
- Без сварочных проводов
- Запас топлива: 1,9 галлона
- Мощность: 8.9
- Пиковая мощность 5500 Вт
- Постоянная мощность переменного тока 4000 Вт
- Сила сварочного тока: от 70 до 140 пост. Тока
- 30% рабочий цикл при 125 А
Справочник покупателя
Большинство сварочных генераторов с приводом от двигателя используются на фермах и на объектах, где электричество находится далеко от места, где необходимо использовать инструменты и сварочные аппараты.Обычно их не используют исключительно в качестве сварщиков, хотя из них могут получиться хорошие сварщики, если это все, что от них требуется.
При покупке одного из этих аппаратов следует учитывать различные аспекты: выходная мощность переменного и постоянного тока, возможности сварки и способ его транспортировки.
Выход переменного тока
Большинство генераторов вырабатывают переменный ток и имеют точки подключения к силовым кабелям и небольшим электрическим инструментам, но это не тот ток, который используется для сварки. От того, для чего вы будете использовать генератор, будет зависеть, какую мощность он должен производить.
Выход постоянного тока
Мощность переменного тока, создаваемая генератором, может быть преобразована в постоянный ток для создания силы тока, при которой будет работать сварочный аппарат. Однако величина силы тока постоянного тока будет отличаться для генераторов, вырабатывающих одинаковую мощность переменного тока, в зависимости от конструкции машины.
Тип сварки, которую вы будете выполнять, будь то толстый металл или тонкий металл, влияет на то, какой станок выбрать. Убедитесь, что машина производит более чем достаточную силу тока для того, что вам нужно. Чем выше сила тока, тем толще лист, который вы можете сваривать.
Сварочные возможности
Большинство сварочных генераторов представляют собой аппараты для ручной сварки, поскольку это наиболее распространенный вид сварки, для которого они используются. Некоторые из них могут выполнять сварку MIG и TIG с помощью подходящего оборудования.
Miller Bobcat 250 разработан для любых видов электросварки и является хорошим вариантом, если вам требуется сварка сердечником из флюса или сварка TIG. Такой аппарат, как Hobart Champion 145, при необходимости может работать с отдельным сварочным аппаратом MIG, хотя он может работать только с небольшим MIG с низким током.
Транспорт
То, как вы будете транспортировать сварочный генератор, будет зависеть от размера и стиля машины, которую вы купите.
Если машина будет перевозиться на задней части пикапа или прицепа и ее не нужно будет перемещать, то подойдет Miller Bobcat 250 или Hobart Champion Elite. Они тяжелые и не подходят для ручной транспортировки, поскольку у них нет колес или защитного каркаса безопасности, но их можно легко установить на задней части автомобиля.
Если вам необходимо переносить сварочный генератор в разных местах, или если есть вероятность, что сварочный генератор может опрокинуться или подвергнуться повреждению, лучшим выбором будет машина меньшего размера, такая как Lifan Pro Series WeldPro AXQ1-200a. У него есть колеса, его легко буксировать, а каркас безопасности защищает его от повреждений.
Другое сварочное оборудование, которое мы недавно проверили:
Вывод:
В Интернете можно найти несколько великолепных генераторов для сварщиков, и наши обзоры пяти лучших генераторов для сварщиков раскрывают в общих чертах, на что способны эти полезные аппараты.Наш лучший выбор, сварочный аппарат с приводом от двигателя Miller, Bobcat 250, отлично подходит как в качестве генератора, так и в качестве универсального сварочного аппарата. Качество деталей и технологии, с которыми она работает, значительно выделяют ее.
Нам также понравился Lifan Pro Series WeldPro AXQ1-200a, 4000 рабочих ватт / 4500 пусковых ватт, портативный генератор, работающий на газе. Это меньший по размеру аппарат, но он все еще может проворачивать 200 ампер постоянного тока для выполнения серьезных сварочных работ, при этом он стоит значительно дешевле, чем большинство других сварочных генераторов.
Спасибо, что заглянули и прочитали наши обзоры. Не стесняйтесь оставлять комментарии ниже.
Сколько стоит сварочный газ?
Раньше сварщики штангой мало знали о газах, когда дело касалось сварки. Ситуация изменилась с изобретением сварочных аппаратов MIG и TIG и ростом их использования. В настоящее время в большинстве сварочных цехов газ считается обычным товаром.
А сколько стоит сварочный газ?
Назначение сварочного газа
Газы используются при сварке по нескольким причинам, основная цель которых – защита дуги от загрязнений в воздухе, таких как пыль или другие газы.Он также используется для поддержания чистоты сварного шва, а также для нагрева металлов.
Есть две категории сварочных газов: инертный газ и реактивный газ. Инертные газы не вызывают изменений и не изменяются сами по себе при контакте с другими веществами или температурами и остаются неизменными на протяжении всего процесса сварки. Они помогают сваривать металлы без нежелательного ослабления или деформации сварного шва.
Реактивные газы противоположны, и, как следует из названия, реагируют в зависимости от обстоятельств, в которых они находятся – они создают изменения, а также меняются сами.Это может быть полезно, если улучшить плавление металла за счет положительных изменений.
Защитный газ
Основное назначение газа при сварке – защита. Когда воздух попадает в дугу во время сварки, он вызывает образование пузырьков воздуха в расплавленном металле, что портит внешний вид сварного шва и ослабляет его. Сварка MIG или TIG невозможна без защитного газа, если используемый присадочный металл не имеет порошкового флюса или покрытия, которое выполняет ту же работу по предотвращению попадания примесей в сварной шов, хотя и другим способом.
Чаще всего защитные газы инертны. Благодаря своей инертности, они остаются стабильными в условиях экстремальной температуры и давления во время сварки, что делает их идеальным выбором для такой работы. Они также могут обрабатывать сварной шов по-разному в зависимости от используемого газа, например, обеспечивая большее проплавление, большую текучесть и т. Д.
Газы, используемые при сварке
В процессе сварки используется несколько основных газов.
Аргон
Аргон – инертный газ, поэтому он не вступает в реакцию с другими веществами и является одним из самых распространенных газов на Земле.При сварке он используется в качестве защитного газа, чтобы не допустить попадания воздуха в сварочную дугу. Он также используется на первичных этапах сварки, а также при продувке. Однако чаще всего он используется в качестве защитного газа и часто используется в защитных смесях при сварке MIG.
Двуокись углерода
Двуокись углерода – еще один газ, который находится в большом количестве на Земле. Он также используется в качестве защитного газа, и, поскольку он создается из органических веществ, он не дорог, хотя и не дает такого же качества сварных швов, как аргон.По этой причине диоксид углерода обычно используется в смесях, а не в чистом виде. Он также используется при сварке сердечником флюсом, сварке MIG и плазменной защите.
Кислород
Кислород часто считают дружественным пассивным газом, но на самом деле это один из самых реактивных газов в мире. Его часто используют при сварке с добавлением небольшого количества защитных газов, чтобы придать расплавленному сварному шву текучесть и ускорить процесс. Он усиливает тепло во время газовой сварки и используется для резки металлов в процессе, называемом кислородной резкой.При смешивании с ацетиленом он создает единственное пламя, температура которого достаточно высока для сварки стали.
Азот
Азот – это самый распространенный газ в атмосфере, необходимый для всех живых организмов. Он используется в качестве защитного газа, а при смешивании с другими защитными газами его также можно использовать для других, более специфических применений. Это увеличивает механические свойства сплавов и углубляет проплавление, а также стабилизирует дугу.
Водород
Водород используется в качестве топлива, которое горит без выбросов и в изобилии встречается на Земле.Он используется в качестве защитного газа в смеси с другими защитными газами, но в очень небольших количествах, чтобы избежать опасности. Он может увеличить проплавление и сделать сварной шов более чистым, чем другие газы.
Сколько сварочного газа вам нужно?
Когда вы новичок в сварке, вы можете не иметь представления о том, сколько сварки вам нужно сделать для определенного проекта, не говоря уже о том, сколько газа вам нужно. Прежде чем решить, какой размер выбрать, вы должны иметь представление о том, на сколько хватит баллона со сварочным газом.
Размеры баллонов для сварочного газа
Во многих случаях домовладельцы и сварщики-любители, которым не нужно сваривать большое количество материала за один раз и которым в основном приходится выполнять небольшие работы, выбирают газовые баллоны объемом 40, 80 или 125 кубических футов (фут). Баллоны большего размера позволяют увеличить время сварки, поскольку в них больше газа, а баллоны меньшего размера легче транспортировать. Обычно доступны большие цилиндры с большим объемом, но они обычно сдаются в аренду клиентам, которым требуются большие объемы, например, для промышленных работ.
Как долго прослужит сварочный газ?
Время работы баллона с сварочным газом зависит от скорости потока вашего регулятора, которую вы должны установить самостоятельно. В зависимости от рабочей среды это, вероятно, будет от 10 до 40 кубических футов в час (кубических футов в час). В ветреных районах вам потребуется более высокая скорость потока, чтобы поддерживать защитный газ вокруг сварного шва и защищать его от пузырьков воздуха и т. Д. Даже самый легкий ветерок может вызвать проблемы, поэтому, если вы работаете в зоне, где высока вероятность ветер может проникнуть, например, в ваш гараж, если дверь открыта, вам может потребоваться установить регулятор на более высокую скорость потока.
Таким образом, время газовой сварки баллонов рассчитывается путем деления объема баллона на расход. Это даст вам количество часов, в течение которых вы можете использовать газовый баллон во время сварки.
В зависимости от сварочного аппарата вы также можете терять газ быстрее, чем на других аппаратах. Например, если машина подает газ все время, вашего газа не хватит так долго, как если бы он подавался только во время сварки.
Как узнать, сколько газа осталось
Конечно, вы можете в любой момент узнать, сколько газа осталось в вашем баллоне, если вы хотите продолжить сварку.На полном баллоне сварочного газа будет показание манометра при рабочем давлении баллона, которое вам будет предоставлено. Если нет утечки или резкого изменения температуры, например, внезапного попадания в холодную или горячую среду, можно ожидать, что давление в баллоне будет линейно реагировать на оставшийся объем газа.
Например, если ваш полный цилиндр имел рабочее давление 1000 фунтов на квадратный дюйм, то более позднее значение 1000 фунтов на квадратный дюйм будет означать, что ваш баллон заполнен примерно наполовину.Некоторые манометры имеют более высокий уровень точности, чем другие, что может вызвать определенные опасения у начинающих сварщиков, но вы почувствуете точность с практикой. Пока регулятор поддерживает заданный поток при нажатии спускового крючка, вы можете продолжать сварку и быть уверены, что защитный газ защищает сварной шов.
Иногда калибр может держаться устойчиво и внезапно упасть. Это происходит из-за зависания из-за медленной разрядки газа и не является поводом для беспокойства.
Сколько стоит сварочный газ?
В зависимости от размера баллона и того, какой газ вы покупаете, стоимость газа может сильно варьироваться, достигая 350 долларов за баллон. Газ аргон, как правило, дороже других из-за сложности его сбора.
Вы также можете заправить свой газовый баллон вместо покупки нового. Этот процесс намного экономичнее покупки новых баллонов. Если вы купите больший баллон с большим объемом один раз, его заправка будет более экономичной и рентабельной, чем заправка большого количества меньших баллонов.
Связанные вопросы
Сколько газа использует сварочный аппарат MIG?
Для сварки MIG среднего размера вам потребуется от 25 до 30 кубических футов газа в час, но если металл толще, вам нужно сварить больше газа, чтобы завершить сварку и сделать ее эстетически привлекательной.
На сколько хватает баллона с аргоном?
Средний резервуар с аргоном для промышленности прослужит около 10 часов при расходе 20-25 кубических футов в час. С другой стороны, бытовые емкости прослужат от 3 до 4 часов.
Может ли аргон убить вас?
Хотя аргон является инертным и неядовитым газом, он не имеет запаха, цвета и вкуса. Это означает, что, если вас окружает слишком много его, вы можете не получить необходимое количество кислорода и можете вызвать удушье.
Похожие сообщения:
Преимущества аппаратов без газовой сварки MIG
Если вам интересно, что такое аппарат для сварки MIG без газа или как выполнять сварку MIG, я покажу вам это и многое другое.
Сварщик MIG без газа, также известный как сварочный аппарат с флюсовой проволокой, представляет собой простой процесс для начинающих, чтобы научиться сваривать.
Самое замечательное в сварке без газа MIG заключается в том, что вы можете начать сварку прямо из коробки, купив новый сварочный аппарат. Сварщик проволоки также известен как сварщик MIG.
Причина, по которой сварочный аппарат MIG без газа работает так хорошо для новичков, заключается в том, что вам не нужно покупать газовый баллон, чтобы начать сварку с ним, в отличие от сварки MIG.
Как я уже говорил, аппарат для сварки MIG без газа – это то же самое, что и аппарат для сварки проволокой с флюсовым сердечником.
Сердечник из флюса относится к типу проволоки, которую использует машина.Когда вы устанавливаете катушку с флюсовым сердечником в машину и получаете права на установку полярности, вы отправляетесь в гонку.
Сварка MIGпротив сварочного аппарата MIG без газа
Инструкторы курсов по сваркедля начинающих расскажут вам о проволоке.
Как для сварки MIG, так и для сварки сердечником из флюса используется так называемый сварочный аппарат.
Сварщик проволокой отличается от процесса, подобного сварке штучной сваркой, тем, что электрод, металл, который плавится, образуя сварной шов, приходит на катушке проволоки вместо длинного стального стержня.
При использовании сварочного аппарата MIG (металл в инертном газе), когда вы нажимаете на спусковой крючок пистолета, чтобы начать сварку, происходит несколько разных вещей.
Во-первых, когда ваш газовый баллон подключен к сварочному аппарату, газ начинает течь, проволока начинает подаваться, и зажигается дуга.
В безгазовой сварочной машине MIG используется не газ, а полая проволока, заполненная флюсом. Флюс используется для защиты расплавленной сварочной ванны при ее охлаждении. Подобно тому, как флюс используется для защиты сварочной ванны при использовании проволоки с сердечником из флюса, в процессе MIG для защиты сварочной ванны используется защитный газ.
Проволока, которая используется в процессе MIG, представляет собой сплошную проволоку, поскольку флюс не требуется.
Итак, не путайте термины «сварщик без газа MIG» и «сварщик сердечника флюса», потому что это одно и то же.
Сварка снаружи с помощью аппарата для сварки MIG без газа
Используя аппарат для сварки MIG без газа, вы можете без проблем сваривать в ветреную погоду.
Итак, если вы работаете над проектом на улице и сейчас ветреный день, не волнуйтесь, потому что сердечник Flux идеально подходит для этого.
Использование аппарата для сварки MIG без газа на улице настолько хорошо, что внутри проволока находится флюс, который при охлаждении образует шлак на поверхности сварного шва.
Этот шлак защищает сварочную ванну от ветра и не допускает попадания атмосферных газов в сварочную ванну.
Причина, по которой вы не можете использовать MIG в ветреную погоду, заключается в том, что защитный газ унесет ветром, и в сварных швах останется пористость.
Пористость – это множество отверстий, которые делают сварные швы слабыми, поэтому, если вы не используете проволоку с флюсовым сердечником, держитесь подальше от ветра.
Кроме того, сварочный аппарат MIG без газа более щадит грязный металл. При сварке с использованием MIG вы всегда должны убедиться, что ваш металл чистый, прежде чем приступить к сварке.
Сварочный аппарат MIG без газа похож на аппарат для ручной сварки, потому что оба используют флюс, и он позволяет избежать проблем при сварке более грязных металлов.
Это не значит, что не всегда нужно сначала очищать металл, но сварщик MIG без газа более снисходителен в этом отношении.
Плюсы и минусы, VS, они хороши?
Сварка MIG – это не универсальный процесс.Конечно, есть так называемые «универсальные» сварщики MIG, но бывают случаи, когда лучше всего использовать сварщика определенного типа для конкретных ситуаций и условий, не говоря уже о конкретном наборе навыков.
MIG – это не ракетостроение, но это не значит, что вы можете просто управлять ею и надеяться на хорошие результаты. Если вы хотите сделать это правильно, вам нужно использовать соответствующие сварочные инструменты и выполнять правильные методы.
Говоря о надлежащих инструментах для сварки MIG, существует два типа сварочных аппаратов MIG, а именно: газовые сварочные аппараты MIG (также называемые «газовые сварочные аппараты») и безгазовые сварочные аппараты MIG (также называемые «самозащитные сварочные аппараты»).
Газовые и безгазовые сварочные аппараты MIG: в чем их различия?
Одно из основных различий между ними заключается в том, что сварочные аппараты газовой сварки MIG используют внешний защитный газ, а аппараты безгазовой сварки MIG – нет. Защитный газ используется для защиты сварочного материала от загрязнения и окисления, вызванного воздействием атмосферы. Сварщики MIG могут генерировать защитный газ разными способами, но чаще всего для его удаления используют газовый баллон. Давайте ближе познакомимся с искусством сварки MIG без газа!
В аппарате для безгазовой сварки MIG, с другой стороны, используется самозащитная проволока MIG (также называемая «проволокой Innershield»), металлическая трубка, заполненная сердечником из флюса.После нагрева эта проволока заставляет флюс плавиться, создавая «газовый экран», который предотвращает окисление и загрязнение сварочного материала. Расплавленный флюс также образует защитный шлак, который интегрирует сплавы в металл шва, что обеспечивает его механические свойства.
(Примечание: стоит отметить, что безгазовые сварочные аппараты MIG на самом деле не являются «безгазовыми». Люди начали называть их «безгазовыми», потому что для самозащитных MIG-проводов не нужен баллон с газом. использовать этот термин для тех, кто предпочитает использовать этот термин.)
Самозащитная проволока MIG имеет и другие преимущества помимо защиты сварных швов от окисления и загрязнения. Они также генерируют интенсивную дугу, которую можно использовать для стали, особенно для стали тоньше 1,2 мм.
Еще одно важное отличие газовых MIG-сварочных аппаратов от безгазовых – это установка полярности. В сварке MIG «с защитным газом» используется одна положительная подача горелки, в то время как при безгазовой сварке MIG используется отрицательная подача горелки. Однако в случаях, когда реле запускает триггер, полярность не имеет значения.Тем не менее, некоторые сварочные аппараты MIG могут работать как с газом, так и «без газа» и, таким образом, предоставляют пользователям возможность изменять полярность горелки в зависимости от потребностей сварочной работы MIG. Конечно, сварочные аппараты MIG, которые могут использовать оба режима, более дороги, и это даже не считая комплекта для модернизации, который всегда требуется для приложений, работающих на газе.
Рекомендации для безгазовых сварочных аппаратов MIG
Безгазовая сварка MIG становится популярной в промышленных условиях по многим веским причинам.Во-первых, использование самозащитных сварочных аппаратов MIG означает, что компаниям больше не нужно полагаться на защитный газ, что помогает им сэкономить на расходах, не говоря уже о том, чтобы помочь им избавиться от проблем с хранением на рабочем месте.
Кроме того, использование безгазовых сварочных аппаратов MIG исключает расходы, которые в противном случае были бы потрачены на палатки или ветрозащитные экраны, которые обычно используются для защиты сварных швов от воздействия атмосферы.
Компании, сотрудники которых привыкли к сварке клеем, должны пройти необходимое обучение, чтобы помочь им правильно применять методы, используемые при безгазовой сварке MIG, и лучше адаптироваться к процессу.Также следует отметить, что пистолеты, используемые для самозащитных сварочных аппаратов MIG, также отличаются от пистолетов, используемых для сварки штангой, и поэтому требуют, чтобы вы сваривали под разными углами и положениями. Если методы не выполняются должным образом, вероятно, образуется шлак. Вот почему так важно постоянно проверять наличие брызг и мусора между проходами. В противном случае будет нарушена подача проволоки, что приведет к плохим сварным швам.
При газовой MIG-сварке лучше всего начинать с электрода подальше от сварного шва, а затем позволять ему приближаться, поскольку стержень медленно плавится во время процесса сварки.Иначе обстоит дело с безгазовой сваркой MIG, при которой вы должны сохранять одно и то же положение на протяжении всего процесса. В этом случае рекомендуемое расстояние между вершиной контакта и сварным швом составляет не менее полдюйма.
Плюсы и минусы безгазовой сварки MIG
Теперь, когда вы знаете их различия (и сходства), вы, вероятно, задаетесь вопросом, какой сварочный аппарат MIG использовать. Чтобы помочь вам прийти к обоснованному решению, давайте рассмотрим плюсы и минусы каждого типа сварочного аппарата MIG.
ПРОФИ
Вот преимущества использования безгазового сварочного аппарата MIG.
Удобнее
Выбирая сварщика, следует только выбрать того, которым наиболее удобно пользоваться. С точки зрения удобства, безгазовый сварочный аппарат MIG имеет преимущество перед газовым сварочным аппаратом MIG. Во-первых, безгазовые сварочные аппараты MIG намного компактнее и легче, что облегчает их переноску. Не повредит, что вам не нужно очищать сварочный материал перед сваркой.
Кроме того, самозащитная порошковая проволока лучше подходит для сварки поверхностей, заржавевших или окрашенных.Почему? Поскольку флюс, используемый в таких сварочных аппаратах, позволяет инструменту легко сваривать ржавчину и красить. Именно по этой причине безгазовые сварочные аппараты MIG становятся предпочтительным инструментом в промышленных условиях.
Отлично подходит для сварки на открытом воздухе
Вы можете выбрать аппарат для безгазовой сварки MIG, если основная часть сварочных работ будет выполняться на открытом воздухе. Почему это лучше, чем «газовые» сварщики MIG? Во-первых, газосварщики используют защитный газ, который легко теряет газ в ветреную погоду.Это приводит к тому, что валик становится пористым, что может ухудшить качество сварного шва. С помощью самозащитных сварочных аппаратов MIG вы можете сваривать сколько душе угодно в ветреную погоду и не беспокоиться о загрязнении или окислении сварочного материала. Если вы сварщик, который всегда в пути, вам подойдет безгазовый сварочный аппарат MIG.
Улучшен контроль дуги
Сварочные аппаратыMIG без газа в сочетании с механизмами подачи проволоки с датчиком напряжения могут улучшить контроль сварочной дуги, обеспечивая более чистые, гладкие и точные сварные швы.При наличии подходящих наполнителей сварка MIG с использованием самозащитной порошковой проволоки может быть методом «во всех положениях».
Использовать проще
Обучение работе с безгазовой сваркой MIG относительно просто. Поскольку вам не нужно полагаться на высокопрочные трубы, вам не нужно постоянно контролировать широкий диапазон параметров сварки.
Сварка быстрее
В отличие от стержневых электродов, используемых при газовой сварке, безгазовая сварка имеет гораздо более высокую эффективность наплавки, что означает меньшее количество присадочного материала, необходимого для выполнения работы.Если скорость имеет решающее значение (и при условии, что вы можете поддерживать качество), использование безгазового сварочного аппарата MIG может помочь вам выполнить работу за меньшее время.
Минусы
У безгазового сварочного аппарата MIG есть и недостатки. Если какой-либо из этих недостатков мешает вам решить проблему, вам лучше использовать другой тип сварочного аппарата MIG.
Позиционирование ограничено
Правильное выполнение сварки MIG без газа требует ограниченных возможностей. Это делает сварку над головой или вертикально очень сложной задачей.Хотя сварка в этих положениях возможна, к ней нужно привыкнуть.
Производство дыма
Аппаратыдля безгазовой сварки MIG не имеют покрытия из флюса, которое может привести к более быстрому затвердеванию сварочного материала. Другими словами, у них нет покрытия, удерживающего ванну расплава, что важно при сварке над головой или в вертикальном положении. В результате повышается вероятность выхода токсичных паров, что может нанести вред вашему здоровью при воздействии. В этом нет ничего удивительного.В конце концов, сварочные пары содержат аргон, азот, окись углерода, двуокись углерода и фтороводород. Согласно OSHA, кратковременное воздействие может вызвать тошноту, головокружение, раздражение глаз и повреждение почек. Длительное воздействие таких паров также может привести к раку.
Переход на безгазовую сварку MIG? Обдумайте эти
Вы решили перейти на сварку MIG с защитной оболочкой? Большой! Но не слишком быстро. Хотя переход на безгазовую сварку MIG часто является хорошим выбором, есть определенные соображения, которые необходимо обдумать, и меры, которые необходимо предпринять, чтобы переход прошел плавно.Вот они.
Соответствие нормам сварки
Перед тем, как переключиться на безгазовую сварку MIG, вам необходимо ознакомиться с правилами сварки конструкций, принятыми комитетом D1 Американского общества сварщиков (AWS). Что еще более важно, вы должны убедиться, что соблюдаете эти коды.
Кроме того, вам необходимо проверить, есть ли дополнительные сертификаты, которые вам необходимо пройти для конкретных сварочных задач. Если у вас уже есть сертификаты, важно, чтобы вы прошли их повторную аттестацию с учетом новых процедур сварки.С учетом сказанного, идеально, чтобы вы регулярно проходили переквалификацию, чтобы обеспечить быстрый и эффективный процесс.
Выбор подходящего оборудования
Выбор подходящего сварочного аппарата с флюсовым сердечником или лучшего сварочного аппарата MIG имеет решающее значение для безгазовой сварки MIG. Учитывая, что для самоэкранированного FCAW требуется источник питания постоянного напряжения, вам необходимо поддерживать рекомендованное напряжение на протяжении всего процесса сварки. Если ваше оборудование не может поддерживать стабильное напряжение, следует ожидать ошибок при сварке или неровностей (например, пористости).
Выбор правильного провода
Для работы самозащитной сварки необходимо использовать подходящую проволоку, особенно самозащитную порошковую проволоку. Сварка МИГ предъявляет различные требования к сейсмической безопасности и требует соответствующей прочности, не говоря уже о том, что используемая проволока должна иметь химические и механические свойства, подходящие для применения в конструкциях, необходимых для сварочных работ.
Лучшие практики безгазовой сварки MIG
Хотя безгазовая сварка MIG проще, чем большинство сварочных процессов, у нее есть сопутствующие проблемы, которые необходимо решить.Вот основные приемы, которые помогут вам добиться успеха в сварке порошковой проволокой с самозащитой.
Поддерживать правильную скорость и угол движения
При выполнении безгазовой сварки MIG в вертикальном положении направьте пистолет под углом от 5 до 15 градусов. При сварке в плоском или горизонтальном положении убедитесь, что угол сопротивления составляет от 15 до 40 градусов. Сохраняйте скорость, так как замедление может привести к образованию лужи, что может привести к образованию шлака.
Поддерживать правильный подвод тепла
Вам необходимо поддерживать надлежащий подвод тепла, чтобы металлы хорошо плавились.Для этого используйте напряжение, рекомендованное производителем в зависимости от диаметра провода. Вероятны включения шлака, если вы не дадите достаточно тепла.
Тщательно очищайте сварочный материал между проходами
Тщательно очищая поверхность основного металла между проходами, можно удалить загрязнения, которые могут вызвать проблемы со сваркой. Вы можете удалить шлак с помощью молотка или металлической щетки.
Поддерживать правильное проникновение
Поддерживайте правильное проплавление, внимательно наблюдая за осаждением большого количества металла сварного шва на стыке в течение заданного периода времени.Вам необходимо убедиться, что между наплавленным валиком и сварным швом достаточно места для металла шва, особенно когда вы делаете корневые проходы и маневрируете через широкие отверстия.
Если вы погрузитесь слишком глубоко, металл сварного шва будет проникать через основной металл и свисать с нижней стороны сварного шва. Чтобы предотвратить чрезмерное проникновение, уменьшите диапазон напряжения до рекомендуемых значений и замедлите подачу проволоки. Если все наоборот (отсутствие провара), увеличьте скорость подачи проволоки и увеличьте диапазон напряжения.Также рекомендуется настроить соединение таким образом, чтобы сделать дно канавки более доступным, не теряя при этом удлинение сварочной проволоки и дугу.
Предотвращение пористости и прослеживания червяков
Пористость металла сварного шва не слишком приятна для глаз, и вам следует принять соответствующие меры, чтобы минимизировать ее. Один из хороших способов предотвратить пористость – использовать наполнители, содержащие раскислители. Кроме того, дважды убедитесь, что вылет проволоки (длина выхода проволоки из сопла пистолета) не равен 1.¼ дюйма от контактного наконечника.
Другой распространенной проблемой при сварке MIG является вероятность появления червяков, которые представляют собой следы, оставленные на поверхности сварного шва из-за испарений, выделяемых проволокой после расплавления флюса. Вы можете предотвратить это, поддерживая рекомендуемые настройки напряжения для подачи проволоки. Если вы заметили признаки отслеживания червяков, лучше всего понизить напряжение с шагом 12 вольт, пока проблема не будет устранена.
15 отзывов о лучших сварщиках MIG 2021
Сварочные аппаратыMIG можно использовать для различных проектов, в том числе для кузовных работ, любительской сварки, обслуживания оборудования и многих других задач.Сварку MIG часто выбирают в качестве предпочтительной технологии, поскольку она дает сварные швы хорошего качества, ее легко освоить и не стоит много денег.
Какой сварщик MIG лучше всего подходит для вас?
При покупке сварочного аппарата следует учитывать ряд факторов, таких как цена, толщина металла, входное напряжение, вес, рабочий цикл и другие. Мы написали наши рекомендации, основываясь на нашем опыте.
В этом Руководстве покупателя для сварочного аппарата MIG вы можете найти объяснение того, какой сварщик лучше всего соответствует вашим потребностям, и краткое изложение того, почему они являются лучшими.Мы также написали более подробные обзоры продуктов, которые вы можете прочитать, и описание различных факторов, которые следует учитывать при выборе сварочного аппарата.
Щелкните любую из ссылок ниже, чтобы найти сварочный аппарат, который лучше всего подходит для ваших нужд.
Сравнительная таблица лучших сварочных аппаратов MIG
Ниже приведена сравнительная таблица лучших сварщиков MIG, представленных сегодня на рынке. У нас есть полный спектр сварщиков, от начинающих сварщиков до сварщиков в тяжелой промышленности.Какие сварщики MIG самые лучшие?
1.Хобарт Хэндлер 210
Лучшее двойное напряжение Лучшее до 1000 долларов США
Hobart Handler 210 имеет типичную для Хобарта высококачественную конструкцию с прочными деталями, которые выдерживают испытание временем. 210 больше подходит для ремонта и строительства кузовов, чем 190 и 140, и сваривает до 3/8 дюйма. Это также гибкий блок с возможностью сварки 115 В и 230 В. По цене менее 1000 долларов он намного дешевле, чем Ironman 230, и является разумным выбором, если вы ищете сварочный аппарат, обладающий реальной мощностью, но не такой, как у сварщиков тяжелой промышленности.Если вы ищете универсальный пакет MIG, обеспечивающий мощность, универсальность, качество и соотношение цены и качества, Hobart 210 – наш лучший выбор. Смотрите наш полный обзор Hobart Handler 210 здесь.
Технические характеристики
| Плюсы
Минусы
|
2.Линкольн PowerMIG 210MP
Лучшая многопроцессорная
Lincoln PowerMIG 210 – универсальный сварочный аппарат MIG. Он имеет возможность выполнять сварку MIG, Stick, TIG и флюсовую сварку как при напряжении 120 В, так и 240 В. Это идеально, если вы хотите купить сварочный аппарат MIG, а также планируете купить сварочный аппарат TIG или Stick. Покупка многопроцессорного сварочного аппарата, такого как PowerMIG 210, может сэкономить вам много денег, вместо того, чтобы покупать отдельные машины. Lincoln занимает лидирующие позиции на рынке по качеству изготовления, а PowerMIG 210 – это лучший аппарат по качеству сборки и качеству сварки.Цифровой дисплей на передней панели машины позволяет вам легко вводить переменные, чтобы быстро приступить к настройке с помощью простого в использовании пользовательского интерфейса. Смотрите полный обзор здесь.
Технические характеристики
| Плюсы
Минусы
|
3.Хобарт Айронман 230
Лучший сварочный аппарат MIG 220 В
Hobart Handler 230 не имеет себе равных в своей области. Это мощный сварочный аппарат, который с комфортом может сваривать 1/2 дюйма стали за одну фазу с фантастическим качеством дуги. Другие функции включают рабочий цикл 60% при 175 А, 12 различных настроек напряжения и бесконечное управление скоростью подачи проволоки. Это огромный блок, но есть колеса, которые помогают перемещать его, и встроенная стойка для баллонов для хранения вашего газового баллона. Большинству любителей не нужен такой мощный сварочный аппарат, но если вам нужен надежный сварочный аппарат MIG с небольшой дополнительной мощностью, это наш лучший выбор.Вы можете прочитать полный обзор здесь.
Технические характеристики
| Плюсы
Минусы
|
4.Миллер Миллерматик 211
Миллер потратил время на создание машины в соответствии с высочайшими производственными стандартами, которая идеально подходит для сокращения времени на переналадку и сварки стали до 3/8 дюйма. Наиболее примечательной особенностью является функция расширенной автоматической настройки, которая позволяет быстро сваривать коробку. Все, что вам нужно сделать, это выбрать диаметр проволоки, тип обработки и толщину металла, и все готово. Вы можете ввести свои параметры вручную, если хотите, но автоматическая настройка настолько продвинута, что вам действительно не нужно, качество дуги отличное.Это универсальное устройство с двойным напряжением и сверхлегким весом, поэтому его легко носить с ручкой сверху. В этом аппарате есть множество других мелких деталей, таких как «Auto Spool Gun Detect», который может автоматически обнаруживать катушечный пистолет, и «Технология плавного пуска» для обеспечения гладких сварных швов. За этого сварщика придется заплатить немного больше, но вы получите качественный аппарат с большим вниманием к деталям. Смотрите полный обзор здесь.
Технические характеристики
| Плюсы
Минусы
|
5.Хобарт Хэндлер 190
Лучшая цена за ваши деньги
Еще один качественный аппарат от Hobart, который имеет выходной диапазон 25A для 190A, так что вы можете сваривать до 5/16 стали. Входное напряжение составляет всего 230 В, поэтому вы не сможете использовать его в стандартной бытовой розетке. Модель 190 – это мудрый выбор, если вы собираетесь купить сварочный аппарат 140A, но думаете, что в будущем вам захочется его обновить. Это не намного дороже, и вы всегда можете убрать 190, но не можете повернуть 140 вверх.Здесь есть множество нагрузок, в том числе по цене, вы получаете мощность, долговечность, хороший рабочий цикл и все необходимое для начала работы, в том числе контактные наконечники 0,030, порошковую проволоку 0,30 и датчики газа. Смотрите полный обзор здесь.
Технические характеристики
| Плюсы
Минусы
|
6.Линкольн EasyMIG 180
Lincoln EasyMIG 180 – это хорошо продуманный сварочный аппарат, надежный и подходящий для широкого спектра легких производственных и производственных объектов. Его потребляемая мощность составляет 230 В, но у него нет мощности Hobart 190. Это отличный сварочный аппарат начального уровня на 230 В, который обеспечит вам качественные сварные швы. Он не справится с толстым металлом, но он подойдет большинству сварщиков-любителей. Это отличный выбор для любителей, если у вас есть удобная розетка на 230 В.
Технические характеристики
| Плюсы
Минусы
|
7.Хобарт Хэндлер 140
Лучшее для начинающих Лучшее до 500 долларов Лучшее 110v
Hobart Handler 140 – отличный выбор для начинающих сварщиков, поэтому он, вероятно, самый популярный сварочный аппарат на рынке. Этот аппарат имеет прочную конструкцию и является на шаг впереди многих других сварочных аппаратов 140A. Дуга проходит гладко и дает отличные результаты. Он подходит для ряда общих ремонтных работ и проектов, таких как рамы прицепов, ремонт кузовов и всего, что толщиной до 1/4 дюйма.Если вы только начинаете заниматься сваркой, вы не ошибетесь с этим маленьким аппаратом! Что лучше, так это то, что это абсолютная кража менее чем за 500 долларов. Смотрите полный обзор здесь.
Технические характеристики
| Плюсы
Минусы
|
8.Миллер Миллерматик 141
Лучшее 110v, если деньги не проблема
Если вы начинающий сварщик, но не против потратиться на сварщика высшего класса, попробуйте Millermatic 141. Miller действительно раздвинул границы удобства использования с этим сварочным аппаратом, и он имеет функцию автоматической настройки для простая настройка и бесступенчатое регулирование напряжения и скорости подачи проволоки. Все, что вам нужно сделать, это выбрать толщину свариваемого металла, и вы готовы сразу приступить к сварке.Если открыть машину, можно сказать, что все детали отличного качества и очень прочные. На рынке есть более мощные сварочные аппараты по такой цене, но нет ничего лучше для сварки стали толщиной до 3/16 дюйма. Смотрите полный обзор здесь.
Технические характеристики
| Плюсы
Минусы
|
9.Форни 318 190
КомпанияForney создала простой и надежный сварочный аппарат MIG среднего класса. У него хорошая мощность по цене, но не такой хороший рабочий цикл, как у Hobart 190 или Lincoln 180. Forney не входит в тройку крупных брендов, но эта машина по-прежнему прочно построена, и я буду чувствовать себя комфортно, покупая это. Если вам нужен простой сварочный аппарат на 220 В без каких-либо специальных функций, это хороший выбор. Читайте полный обзор здесь.
Технические характеристики
| Плюсы
Минусы
|
10.Линкольн EasyMIG 140
Lincoln EasyMIG – надежный сварочный аппарат MIG 110 В. Он не обладает гибкостью, обеспечивающей бесконечную скорость подачи проволоки, как сварочные аппараты Hobart and Miller 140A MIG, и не предлагает такое же соотношение цены и качества, как Hobart Handler 140, что делает его менее популярной моделью. Смотрите полный обзор здесь.
Технические характеристики
| Плюсы
Минусы
|
11. Everlast Poweri 140e
Everlast Poweri 140e действительно легкий благодаря своей инверторной технологии IGBT. Внутри нет сварочной таблицы, что является полезной функцией, которую имеют многие сварщики МИГ.Рабочий цикл намного лучше, чем у других сварочных аппаратов 110 В, и он работает на 60% при 90 А. При весе всего 28 фунтов он идеально подходит для подрядчиков или сварщиков-любителей, которым нужно что-то, что они могут использовать время от времени и носить с собой. Смотрите полный обзор здесь.
Технические характеристики
| Плюсы
Минусы
|
12. Lincoln K2185-1 Handy MIG
Лучшее для небольших сварочных работ
Lincoln Handy MIG – популярный сварщик среди начинающих. Он не очень мощный и сваривает только сталь толщиной до 1/8 дюйма, но этого все же достаточно для большинства общих проектов по ремонту дома. Он действительно прост в использовании для новичков и доступен по хорошей цене для сварщика Lincoln. Это идеальный сварочный аппарат для небольших проектов, когда вы не хотите сваривать более 1/8 дюйма, но вам нужен сварщик, который не займет слишком много места и не будет слишком дорогим.Смотрите полный обзор здесь.
Технические характеристики
| Плюсы
Минусы
|
13.Лотос МИГ 140
Если вы ищете недорогой сварочный аппарат, который может работать с металлом большей толщины, чем Lincoln Handy MIG, Lotos MIG 140 – отличный выбор, который сваривает до 1/4 дюйма. Он намного дешевле, чем известные сварщики 140A, но при этом остается надежным сварщиком. Одним из их преимуществ является «10-минутное время настройки» и простая панель управления с цифровым дисплеем, предназначенная для начинающих сварщиков. Смотрите наш полный обзор здесь.
Технические характеристики
| Плюсы
Минусы
|
14.Форни 308140
Сварочный аппарат Forney 309 140A – это огромная ценность для того, что вы получаете. При комфортной цене менее 500 долларов вам будет сложно найти сварщика такого же надежного или хорошего качества где угодно по той же цене, и у него лучший рабочий цикл, чем у большинства сварщиков на 120 В. Forney также недавно обновил эту модель в ответ на отзывы клиентов, чтобы сделать ее еще лучше. Это простой дизайн без дополнительных функций, но он хорошо справляется со своей задачей.
Технические характеристики
| Плюсы
Минусы
|
15.Форни Easy Weld 261 140FC
Лучший безгазовый MIG Лучший до 300 долларов
Сварочный аппарат Forney Easy Weld Flux Core – отличный вариант для новичков, которые хотят сваривать без газа. Это аппарат только с флюсовым сердечником, поэтому вы не получите такого же качества сварки, как MIG, но вы можете сэкономить много денег с помощью чрезвычайно портативного аппарата. Вы можете сваривать до 1/4 листовой стали, а он весит всего 19 фунтов, поэтому вам не нужно покупать тележку, чтобы надеть его. Это определенно то, на что стоит обратить внимание, если вы впервые думаете о сварке и у вас бюджет менее 300 долларов.
Технические характеристики
| Плюсы
Минусы
|
1.Сварочные аппараты MIG / порошковой проволоки или многофункциональные устройства
Сварочные аппаратыMIG либо имеют порошковую проволоку, для них требуется газовый баллон, либо они подходят для обоих. Сварка сердечника флюсом может быть привлекательной, потому что вам не нужно подключать газовый баллон к баллону, но сердечник флюса создает слой шлака, который необходимо удалить.
Большинство сварочных аппаратов на рынке имеют функции сердечника MIG и флюса, однако у некоторых есть только одна из них. Я обычно рекомендую сварщика с обеими этими функциями, чтобы обеспечить максимальное разнообразие.
2. Входное напряжение
Сварочные аппаратыMIG имеют другое входное напряжение, поэтому они могут быть несовместимы с электрической розеткой, в которой вы выполняете сварку. Большинство сварщиков работают либо на 110/115/120 В, либо на 220/225/230 В, но некоторые могут использовать и то, и другое.
Сварочные аппараты 110 В
Эти сварочные аппараты с более низким входным напряжением идеально подходят для сварщиков-любителей, так как их можно подключить к домашней розетке. Единственным недостатком этого является то, что он ограничивает выходную мощность, и вы не сможете сваривать более толстые металлы без увеличения мощности и силы тока.
Сварочные аппараты 220 В
Если вы планируете работать над более мощными сварными швами на более толстых металлах, вам понадобится сварочный аппарат на 220 вольт. Это означает, что вам потребуется розетка на 220 В. Эти сварочные аппараты полезны, если вы работаете на удаленных объектах или при промышленной сварке, где у вас может не быть доступа к розетке на 110 В.
3. Выходная мощность
Вам потребуется разная выходная мощность в зависимости от того, что вы пытаетесь сварить. Многие производители прилагают таблицу со сварочным аппаратом, чтобы помочь вам выбрать правильные настройки, которые помогут вам получить сварной шов наивысшего качества.
Ниже приведена диаграмма, которая показывает оценку толщины металла и требуемую выходную мощность для достижения этой цели.
| Калибр | мм | Требуемый ток |
| 8 | 4,2 | 165 |
| 10 | 3,4 | 135 |
| 12 | 2,7 | 105 |
| 14 | 1,9 | 75 |
| 16 | 1.5 | 60 |
| 18 | 1,2 | 48 |
| 20 | 0,9 | 36 |
| 22 | 0,8 | 30 |
| 24 | 0,6 | 24 |
4. Размер и транспортабельность
При выборе сварочного аппарата следует учитывать удобство транспортировки аппарата, в том числе его размер и вес. Если вы планируете оставить его в мастерской, то вес, возможно, не будет иметь большого значения.Однако, если вы собираетесь работать в нескольких местах, скорее всего, вам понадобится сварщик с не слишком тяжелой ручкой для переноски. Если вам нужен большой и мощный сварочный аппарат, вы, конечно, можете хранить его в тележке на колесах, но самых тяжелых сварщиков по-прежнему будет сложно транспортировать по бетону даже с двумя людьми.
Самые маленькие сварочные аппараты MIG хорошего качества весят 25 фунтов. В них используется инверторная технология, которая значительно снижает вес по сравнению с более тяжелыми моделями трансформаторов.Сварщикам, работающим в тяжелой промышленности, подойдут машины весом более 200 фунтов.
5. Золотниковый пистолет
Если вы планируете сварку алюминия методом MIG, вам необходимо купить сварочный аппарат с пистолетом-распылителем. Многие из небольших сварщиков не имеют возможности сделать это, поэтому обязательно обратите на это внимание. Например, Hobart 140 – блестящий сварщик, которого нет. Если вы собираетесь купить катушечный пистолет, я рекомендую тот, который имеет функцию быстрого отсоединения.
6.Рабочий цикл
Продолжительность включения – ключевой фактор, определяющий продолжительность сварки. Если вам нужно использовать сварочный аппарат MIG в течение длительного времени за один раз, вам понадобится сварочный аппарат с большим рабочим циклом. Рабочий цикл показан в процентах, этот процент будет представлять собой процент от 10-минутного периода, в течение которого сварочный аппарат может работать до того, как он перегреется. Например, рабочий цикл 40% может работать в течение 4 минут, и потребуется 6-минутный период охлаждения.
Часто вы видите, что чем выше выходная мощность вашего сварочного аппарата, тем ниже будет рабочий цикл, поскольку для охлаждения требуется больше времени.Небольшие сварочные аппараты без системы охлаждения также имеют небольшой рабочий цикл. К счастью, у многих крупных сварщиков также есть мощные вентиляторы, чтобы сократить время охлаждения.
Если вас беспокоит перегрев, то вам следует купить сварочный аппарат с тепловой защитой от перегрузки, которая предотвращает любые повреждения сварочного аппарата, останавливая процесс при превышении рабочего цикла.
7. Торговая марка и гарантия
Вы хотите выбрать для своего сварщика надежный и заслуживающий доверия бренд. Производители сварочных аппаратов предлагают различные уровни поддержки, но в целом вы обнаружите, что Hobart, Miller, Everlast и Lincoln являются лучшими по качеству и выдерживают испытание временем.
Всегда проверяйте гарантию на сварщика и не рискуйте покупать дешевый сварочный аппарат с плохой гарантией. На сварочные аппараты Hobart и Longevity предоставляется фантастическая 5-летняя гарантия, в любом случае они высокого качества, но эта гарантия дает вам дополнительную уверенность в ваших инвестициях. Если вы рассматриваете сварщиков менее известных брендов, обязательно внимательно изучите их отзывы и отзывы.
8. Цена
Выберите сварщика, который соответствует вашему бюджету и лучше всего подходит для ваших нужд.Не подходите к покупке с позиции «самое дорогое будет лучшим», поскольку обычно это не так. Если вы понимаете, что ищете, или если у вас есть бюджет, вы можете точно выбрать сварщика, который сэкономит вам больше всего денег и обеспечит максимальную производительность. Наши руководства, представленные ниже, помогут вам выбрать лучшего сварщика для ваших нужд.
Техническое обслуживание сварочного аппарата MIG
Один из способов обеспечить качественные сварные швы – это заботиться о сварщике, и он дольше поддерживает высокий уровень производительности.Сварщики MIG не нуждаются в большом обслуживании, но в долгосрочной перспективе мелочи могут иметь значение.
Крышка
Если ваша мастерская очень пыльная, накройте сварочный аппарат MIG крышкой, когда вы им не пользуетесь. Пыль может попасть в сварочных аппаратов и со временем повредить их, поэтому лучше держать ее закрытой. Большинство производителей сварочных аппаратов продают крышки для определенных моделей.
Приводные ролики
Поскольку проволока постоянно подается через приводные ролики, на роликах может скапливаться грязь.Продувайте валки воздухом или чистите их щеткой каждые несколько раз, чтобы убрать пыль.
Контактные советы
Следите за чистотой контактных наконечников пистолета MIG. Иногда брызги прилипают к контактным наконечникам, что может вызвать пористость. Если к наконечнику прилипло много брызг, это ограничит поток защитного газа, который защищает шарик от загрязнения. Используйте окунание для сопла, чтобы покрыть наконечник и предотвратить прилипание к нему брызг.
Другое оборудование для вашего сварочного аппаратаПрежде чем вы сможете приступить к работе со своим сварочным аппаратом, вам потребуется все необходимое оборудование для обеспечения безопасности и обеспечения наилучшего качества сварки.Ниже приведены другие виды оборудования, которые следует учитывать при работе со сварщиком.
1. Газовый баллон
При сварке MIG вам понадобится газовый баллон. Для разных видов сварки требуются разные типы газа. Самым популярным типом сварочного газа MIG является диоксид углерода, поскольку он имеет самые низкие эксплуатационные расходы. CO2 – это низкая альтернатива другим газам, которые представляют собой смесь CO2 и аргона, эти смеси более дороги, но обеспечивают более высокое качество сварки и меньшее разбрызгивание, чем Co2.Вы также можете использовать чистый аргон при сварке магния или титана, но его не следует использовать при сварке черных металлов, например стали.
2. Регулятор
Перед использованием газового баллона необходимо прикрепить регулятор к газу. Вы можете купить различные типы регуляторов, в том числе регуляторы без манометра, с одним и двумя манометрами. Регуляторы с двойным манометром немного дороже и показывают две вещи на манометрах – сколько газа осталось в резервуаре, и расходомер для установки расхода в зависимости от того, какой газ вы используете.Регуляторы с одним манометром покажут, сколько газа осталось в баллоне на манометре, и у вас будет расходомер без манометра.
3. Горелка
Обычно, когда вы покупаете сварочный аппарат, он идет в комплекте с горелкой, но вы должны проверить, есть ли у него горелка.
4. Сварочная маска
Сварочная маска – это самое важное оборудование, которое необходимо иметь при сварке MIG. При сварке MIG дуга невероятно яркая и опасна для глаз. Вам понадобится шлем, чтобы защитить вас от этого и позволить вам видеть сварочную ванну.Цена на них варьируется, причем самые дорогие маски – это шлемы с автоматическим затемнением, которые помогают вам видеть свою работу и легко размещать фонарик.
5. Одежда
При сварке необходимо носить подходящую одежду, одежда из хлопка или кожи с длинными рукавами и сварочные рукавицы обязательны. Любые летящие искры очень горячие, и вы не хотите, чтобы они касались вашей кожи. Если вы носите синтетический материал, вам следует переодеться в хлопок или кожу, так как тепло от искры может прилипнуть к вашей коже и обжечь вас.
Последние мысли
Слишком много людей покупают сварщика, который им не нужен, поэтому я создал это руководство, чтобы помочь вам выбрать лучшего сварщика для ваших нужд. Я попытался включить в это руководство как можно больше информации и представить ее в простой для понимания форме, но если у вас есть какие-либо вопросы или вы чувствуете, что я что-то пропустил, оставьте комментарий, и я отвечу на него как можно лучше Я могу.
Надеемся, вам понравилась наша статья «Лучшие сварщики MIG в 2020 году». Если да, то мы были бы очень признательны, если бы вы оценили ее и поделились ею.
ЛучшийБлог The Welders Warehouse
Газовая или безгазовая сварка Mig, что лучше? это разговор, который я веду с клиентами по телефону почти ежедневно.
Безгазовый Mig Wire
Во-первых, , позвольте мне уточнить, что «безгазовый» Миг на самом деле не безгазовый. Нет такой вещи, как безгазовая сварка-миграция. Сварочную ванну необходимо защитить от кислорода, содержащегося в воздухе, за счет вытеснения воздуха газом!
Так называемый «безгазовый» Mig Wire на самом деле является «самозащитным».
Самозащитная проволокаMig Wire представляет собой металлическую трубку с сердечником из флюса.
Когда сварочная дуга плавит проволоку, она также сжигает флюс, что создает газовый экран вокруг процесса сварки. Так что НЕ «безгазовый».
Термин «безгазовый» происходит от того факта, что для самозащитных проводов не требуется баллон с газом.
Во-вторых, , я выложу свои карты на стол! Я не самый большой поклонник самозащитной проволоки Mig в мире!
Хорошо, так что у него есть свое применение, но он дает сильную дугу, которая не годится для стали тоньше 1.2мм.
Что касается сварки кузова автомобиля, то если поставщик сообщает вам, что его машина может сваривать сталь толщины кузова автомобиля без газа, ПОСТАВЬТЕ ИХ ДЕМОНСТРАЦИЯ !!!
Самозащитные провода Migтакже выделяют МНОГО неприятного дыма, поэтому их лучше всего использовать на открытом воздухе. И это действительно единственное место, где я бы рекомендовал использовать самозащитный провод. Даже тогда я бы использовал самозащитный провод только тогда, когда слишком ветрено, чтобы использовать сплошной провод и газ!
Немного истории
Самозащитные мигрирующие провода были впервые разработаны в США для использования на обширных фермах в прериях Среднего Запада.Был разработан небольшой ручной сварочный аппарат, работающий от тракторной батареи 24 В с глубокими ячейками. Этот сварочный аппарат был частью набора инструментов, который носил фермер и использовал для ремонта ворот и т. Д. На полях.
Самозащитная проволока MIG попала на рынок сварочных аппаратов в Великобритании в 1980-х годах, еще до того, как стали доступны одноразовые газовые баллоны. В то время это был единственный способ продавать сварочные аппараты Mig самоделкам.
Сплошной провод + газ
Наиболее распространенный и лучший способ использования Mig Welder – это сплошная проволока и баллон с газом.
В этой конфигурации сварочный аппарат Mig подает газ в сварочную ванну во время сварки, тем самым предотвращая загрязнение сварного шва воздухом / кислородом.
Solid Wire + Gas проще в использовании и обеспечивает более качественные сварные швы
Я написал отдельную статью в блоге под названием:
Сварочный газ Mig, который может вам пригодиться
Итог
На мой взгляд, если у вас есть газовый / безгазовый сварочный аппарат, вы всегда должны использовать его с газом, если только вам не обязательно использовать самозащитную проволоку.
Лично я предпочел бы защитить рабочую зону от ветра экранами и т. Д., Чем использовать самозащитный провод, но, как я сказал ранее, я не фанат?
Мы предлагаем полный ассортимент сварочной проволоки MIG для большинства материалов, включая сплошную и самозащитную проволоку для стали.
Можно ли использовать любой Mig для газовой и безгазовой сварки?
Нет, сварочный аппарат MIG будет разработан для использования либо проволоки с газом, либо самозащитной (безгазовой) проволоки, либо того и другого (газ / без газа).
Разница заключается в полярности факела.
Для использования самозащитного (безгазового) провода резак должен быть ОТРИЦАТЕЛЬНЫМ (-).
Для использования сплошного провода с газом горелка должна быть ПОЛОЖИТЕЛЬНОЙ (+).
Машина, которая может работать как с сплошной проволокой + газ, так и с самозащитной (газовой) проволокой, будет иметь возможность быстро и легко изменять полярность. Эти машины обычно продаются как сварочные аппараты MIG «газ / без газа».
Заключение
Газовая или безгазовая сварка Mig, что лучше? Что ж, я думаю, ты знаешь мой ответ на этот вопрос, газ, почти каждый раз! 🙂
Нужно знать больше?
Если вы не уверены, какой тип сварочного аппарата Mig лучше всего подходит для ваших нужд, свяжитесь с нами, вы можете написать через нашу страницу «Контакты» или позвонить и спросить меня! (цифры вверху страницы)
Надеюсь, вы нашли это полезным.
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не беспокойтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
С уважением
Грэм
Склад сварщиков
.