видео уроки по сварочным работам
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.

Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
На одном из кабелей сварочного аппарата размещен фиксатор, как правило, они бывают двух типов:
- Винтовой. Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
- Пружинный. Чтобы вставить электрод необходимо нажать на кнопку на ручке.
Внимание! Правильно вставленный электрод не должен качаться.
После подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
- Первый оканчивается зажимом для электрода;
- Второй имеет фиксатор для подсоединения к детали.
Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Такая полярность дает лучший разогрев металла и, следовательно, большую прочность сварным соединениям. Для сварки нержавейки аргоном выполняют обратное подключение.
После подключения электрода и кабелей необходимо научиться зажигать дугу. Ее зажигание происходит при соприкосновении детали и электрода. Возможны два метода:
- Постукивание. Необходимо несколько раз легко ударить концом электрода по детали;
- Проведение. Вдоль будущего шва делается быстрое проводящее движение электрода.
Новый электрод разжигается быстро. Немного сложнее разжечь уже использованный – для этого необходимо освободить его от нагара путем постукивания об деталь.
Прежде чем приступить к следующему этапу обучения необходимо научиться стабильно и быстро разжигать дугу.
Отработка наклона и движения электрода
Наиболее удобное положение электрода характеризуется как наклоненное к сварщику под углом 30-60°. Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Возможны два варианта наклона электрода:
- Угол назад. По данной схеме расплавленный шлак идет за электродом, который движется с такой скоростью, чтобы шлак успевал закрывать сварную ванну. При таком положении электрода металл прогревается на значительную глубину;
- Угол вперед. В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.
Схема правильного движения электрода для получения качественного шва следующая: электрод удерживается в 2-3 мм от металла, что позволяет сварщику вести контроль за сварной ванной.
При проведении сварки мастер должен оценивать несколько параметров:
- Движение электрода должно производиться по спланированной схеме для получения ровного и красивого шва;
- По мере расплавления металла электрод опускается ниже, но не более чем на 2-3 мм от края металла;
- Состояние и размер сварной ванны регулируются посредством скорости движения электрода;
- Важно контролировать направление шва.

Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
После остывания металла необходимо при помощи молотка сколоть шлак с поверхности ванны и сделать подробный осмотр сделанной работы. Если имеются непроваренные элементы, то необходимо добавить силу тока. Если ток чрезмерно завышен, то это будет видно по большому прожигу металла.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество.
Если есть недочеты или непроваренные места, то их необходимо заварить снова.Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Сварка инвертором для начинающих и азы электросварки
 Сварка инвертором для начинающих и азы электросварки
Сварка инвертором для начинающих и азы электросваркиС появлением на рынках недорогих инверторов для сварки постоянным током, у каждого домашнего мастера появилась уникальная возможность научиться варить. Сделать это со сварочным инвертором намного проще, чем со старым трансформаторным аппаратом переменного тока, который очень сильно нагружает электросеть.
Стоимость инвертора для сварки во многом зависит от его характеристик и бренда. Однако даже самого дешёвого сварочного аппарата с лихвой хватит для того, чтобы сварить забор на даче или собрать небольшую металлоконструкцию. При этом чтобы освоить сварочный инвертор, понадобится совсем немного времени.
Как варить сварочным инвертором для начинающих, и каковы основы электросварки, будет рассказано ниже, в этой статье сайта mmasvarka.ru.
Что такое сварочный инвертор, принцип работы
Сварочный инвертор назвали так потому, что он способен преобразовывать входящий переменный ток, в постоянные его значения. Сам по себе инвертор имеет очень высокие значения КПД (почти 90/%), что намного выше, чем у обычного сварочного трансформатора.
Практически все сварочные инверторы способны работать от домашней электросети в 220 Вольт. Однако есть и особые аппараты для работы, которых нужны все 380 В. Немаловажное преимущество сварочных инверторов и в том, что они способны работать от пониженного напряжения в 160 В.

Ну а для новичков, которые только учатся варить, сварочный инвертор станет просто незаменимым помощником. Здесь и более стабильная дуга, чем на сварочном аппарате переменного тока, и другие возможности, помогающие в значительной мере облегчить сварочный процесс.
Основы и азы сварки инвертором
В первую очередь нужно разобраться из чего состоит сварочный инвертор, и какие его элементы управления потребуются в работе. На вид инвертор представляет собой небольшой прямоугольный ящик, вес которого может достигать 10 кг. С одной стороны инвертора расположены элементы управления, с другой стороны, вентиляционные отверстия.

Основными элементами управления инвертором является кнопка включения и регулятор силы тока. Кроме того, в зависимости от модели и функциональных возможностей сварочного аппарата, спереди могут размещаться и вспомогательные элементы управления. Неотъемлемыми атрибутами любого инвертора, являются выхода «+» и «-» для подключения электродного держателя и минусовой клеммы-прищепки.
Выбирая сварочный инвертор, следует учитывать, для чего он именно нужен и какой металл им по толщине придётся сваривать. Посмотреть рейтинг сварочных инверторов и самые популярные их модели, можно в этой статье сайта про ручную дуговую сварку.
Сварка инвертором для начинающих
Сварочный инвертор умеет варить только постоянным током. Следовательно, меняя полярность подключения инвертора, можно изменять параметра электросварки. Если держатель с электродом подключается к минусовой клемме инвертора, а «масса» к плюсовой клемме, то такое подключение инвертора называется «прямым». Способ прямого подключения к инвертору подходит для сварки толстых металлов, толщиной более 5 мм.

Обратное подключение инвертора, когда на электрод подаётся плюс, а к свариваемой заготовке минус, используется преимущественно при сварке тонких металлов. Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев. Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Сварочная дуга и образование шва
Чтобы сформировать сварочный шов, нужно зажечь дугу. Для этого электрод лёгким постукиванием или чирканьем проводится по поверхности металла. Сам электрод состоит из металлического стержня и специальной обмазки нанесённой на него. По сути, когда электрод соприкасается с металлом, образуется КЗ — короткое замыкание, которое способствует быстрому разогреванию металлов и их сварки.

Что нужно знать начинающему сварщику:
- Длина дуги — рекомендуется выдерживать дугу как можно короче, хотя бы на первых порах сварки. Инициировать сварочную дугу можно, как было сказано выше, двумя способами: лёгким постукиванием электрода или его чирканьем. Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
- Движение электродом — когда дуга инициирована, можно приступать к сварке металлов. Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.
- Скорость сварки — зависит от толщины свариваемого металла. Чем тоньше металл, тем выше скорость сварки, а иначе прожогов не избежать.
Обязательно нужно не забыть и заварить в конце сварочного шва кратер. Для этого достаточно немного вернуться в конце шва назад, удержать дугу, и после заполнения кратера металлом разорвать её отводом в сторону.
Поделиться в соцсетях
электросварка и ручная дуговая для новичков и чайников, основы и азы, правильно работаем с металлом и швами – Сертификация и обучение на Svarka.guru
Многих домашних мастеров интересует, как научиться варить сварочным инвертором с нуля. Особых секретов нет, если взять сварочный инвертор бытового или полупрофессионального класса, сделать это не так сложно. Понадобится лишь терпение, аккуратность и соблюдение рекомендаций опытных сварщиков.
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется;
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.;
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.

Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели;
- электрод;
- электродуга в воздушном промежутке;
- заготовка.

Электродный провод подключается к держателю, массовый провод — к зачищенному месту на детали.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус;
- панель управления с регулятором силы тока, индикаторами режимов и параметров;
- шасси;
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече;
- электронная схема инверторного преобразователя напряжения;
- вентилятор для охлаждения;
- сетевой кабель;
- сварочные провода.

Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Техника безопасности
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик;
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке;
- обеспечено качественное освещение;
- устроена вытяжная вентиляция для удаления сварочных газов;

Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе. Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест.

Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: заварить вертикальные и наклонные швы, сварка тонких листов, многослойная сварка деталей большой толщины и других.
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки — к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.

Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице.
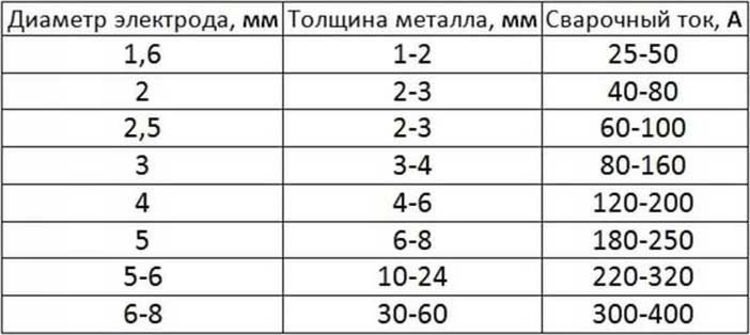
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.

На практике точное значение подбирают, учитывая конфигурацию изделия и климатические условия.
Особенности тонкого металла
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист.
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
Как образуется шов?
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани;
- одежда должна полностью закрывать кожу;
- использовать силковые сварочные перчатки-краги;
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви;
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.
Рабочее место
Рабочее место нужно готовить так, чтобы оно было удобным и безопасным. Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.
Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить. Если рабочий столик имеет большую площадь контакта с деталью, массу можно подать на него.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания — протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.

Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?

Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб;
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката;
- углом назад (30-40о).

Сварочный шов для начинающих рекомендуется способ «углом назад».
Контроль дугового промежутка
Очень важен постоянный зазор между кончиком стержня и деталью. Правильно поддерживать его в пределах 2-3 мм. При увеличении зазора возрастает мощность дуги, теряется ее стабильность, расплав начинает разбрызгиваться.
При уменьшении зазора мощность дуги падает, возрастает риск непровара и залипания электрода.
Для начинающих лучше осваивать электросварку инвертором. Если нет опытного сварщика, который сможет научить всем основам и тонкостям сварного дела, освоить сварку можно и самостоятельно. Толстый самоучитель приобретать необязательно, вполне достаточно данных рекомендаций.
научиться самостоятельно, электродами для начинающих – Сертификация и обучение на Svarka.guru
 Электродуговая сварка – быстрый и надежный способ создания неразъемных соединений металлических деталей. Сварные конструкции незаменимы в процессе строительства и домашнего ремонта. Профессиональный сварщик долго учится и еще дольше набирается опыта работы с различными материалами в сложных условиях. Тому, как правильно варить сваркой простые детали из черного металла, можно научиться самостоятельно, за несколько часов. Потребуется лишь сварочный аппарат, электроды и много терпения.
Электродуговая сварка – быстрый и надежный способ создания неразъемных соединений металлических деталей. Сварные конструкции незаменимы в процессе строительства и домашнего ремонта. Профессиональный сварщик долго учится и еще дольше набирается опыта работы с различными материалами в сложных условиях. Тому, как правильно варить сваркой простые детали из черного металла, можно научиться самостоятельно, за несколько часов. Потребуется лишь сварочный аппарат, электроды и много терпения.
Азы электросварки
Сварочный шов соединяет две металлические заготовки в единое целое. Для этого их кромки требуется нагреть до температуры плавления. Это делают за счет электродуги. Между кромками образуется зона расплавленного металла, после остывания она кристаллизуется, соединяя обе детали воедино.
Виды
Электродуга может поддерживаться как постоянным, так и переменным током. Источником переменного тока служит сварочный трансформатор, понижающий сетевое напряжение 220 или 380 вольт и соответственно повышающий силу тока. Трансформаторы — морально устаревший вид сварочного оборудования, они громоздки, весят несколько десятков и даже сотни килограммов.
Стабильность электродуги сильно зависит от параметров электросети, кроме того, работа сварочного трансформатора вызывает скачки напряжения в сети. Такая техника требует от сварщика высокой квалификации и солидного опыта.
Начинать обучение лучше со сварочным инвертором. Этот источник выполняет двойное преобразование входного напряжения. Благодаря использованию высокочастотного генератора габариты инверторного аппарата начального уровня доведены до размеров обувной коробки, а вес- до нескольких килограммов. Устройство не зависит от колебаний входного напряжения и не влияет на электросеть. Оно нетребовательно к уровню подготовки сварщика и имеет подсистемы стабилизации дуги и облегчения ее розжига.
Технология работ
Для возбуждения электродуги требуется создать разность потенциалов между заготовкой и кончиком электрода. Электрод состоит из прямого отрезка сварочной проволоки, покрытой флюсовой обмазкой. Когда электрод подносят к заготовке на расстояние в несколько миллиметров, между ними проскакиваете разряд.
Такой постоянно действующий разряд и называют электрической дугой. Она выделяет большое количество тепла, от которого плавится сердечник электрода и кромки заготовок. Образуется зона расплавленного металла, называемая сварочной ванной. По мере ведения электрода вдоль линии шва сварочная ванна перемещается вслед за дугой. Расплавленный металл, остывая, кристаллизуется и образует сварной шов, соединяющий две заготовки воедино.

Покрытие электрода плавится и испаряется, и образует газовое облако, защищающее сварную ванну от контакта с воздухом и образования оксидов.
На поверхности остывающего шва возникает шлаковый слой. Это отходы от горения обмазки. После остывания этот слой удаляют механической обработкой.
Как научиться?
Как научиться варить электросваркой самостоятельно? Для обучения понадобится правильно приготовить рабочее место. Оно должно быть просторным, хорошо освещенным и снабжено вытяжной вентиляцией. Потребуются также и средства индивидуальной защиты сварщика:
Из инструментов потребуется проволочная щетка, молоток, угловая шлифмашина.
Как подключать электрод?
Начинать освоение сварочной технологии лучше с электродами диаметром 3 мм. Стержень вставляется в держатель очищенным от обмазки концом и надежно фиксируется винтом или пружиной. Кабель от держателя подключают к клемме инвертора. Второй кабель, имеющий на конце зажим, подключают ко второй клемме. Черные металл варят на так называемой прямой полярности- положительный провод зажимом соединяют с заготовкой, а отрицательный- с электродом.
 Два типа полярности подключения.
Два типа полярности подключения.
Обратная полярность используется для сварки нержавейки и других материалов.
Начало: зажигаем дугу
Разжигают дугу одним из двух основных методов:
- чиркая электродом вдоль будущего шва;
- постукивая по заготовке.
Для новичков рекомендуется первый способ. Если электродом уже варили, постукивание помогает сбить с кончика стержня тонкий слой шлака.
Наклон электрода
Угол наклона стержня к вертикали зависит от вида шва

Чаще применяется положение «углом назад». Рабочая зона следует за кончиком стержня, в этом случае получается наибольший прогрев металла. Если наклонить стержень в противоположную сторону, прогрев уменьшается. Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
Движения
Сварщик должен поддерживать зазор между кончиком электрода и заготовкой в пределах 2-3 мм. Если требуется обеспечить ширину шва, большую, чем толщина электрода, используют сложные траектории его ведения.
Начинающему мастеру нужно освоить мягкое и ровное прямолинейное ведение с постоянной скоростью. После того, как начнут получаться ровные валики, можно переходить к более сложным траекториям.
Основная задача на этапе обучения — научиться «чувствовать» и контролировать состояние сварочной ванны, не перегревая и не остужая ее чрезмерно.
 Траектории ведения электрода.
Траектории ведения электрода.
Учиться лучше на заготовках толщиной 4-5 мм. После освоения наварки валиков на пластине можно приступать к сварке двух деталей.
Как правильно сваривать металл?
Как правильно варить детали электросваркой? Следует учитывать, что металл при сварке нагревается и расширяется. Это приводит к его деформациям. Для предотвращения их заготовки надежно закрепляют в оснастке. Кроме того, по линии шва через каждые 10-15 см накладывают короткие участки- «прихватки».
 Порядок размещения прихваток.
Порядок размещения прихваток.
Далее следует заварить шов, соединяя прихваченные участки.
Различают следующие основные сварочные положения:
- нижнее, деталь находится в горизонтальном положении, с него обычно начинают обучение;
- вертикальное;
- потолочное.
Работа в вертикальном и потолочном положениях осложняется вытеканием расплава под действием силы тяжести.
Подготовка
 Как быстро научиться варить сваркой? Для получения прочного и долговечного соединения необходимо провести подготовку поверхности деталей. Ее требуется очистить от механических загрязнений, пыли, стружки, следов коррозии. При этом разрушается препятствующий качественной сварке слой окислов. Далее поверхность детали необходимо обезжирить, протерев растворителем.
Как быстро научиться варить сваркой? Для получения прочного и долговечного соединения необходимо провести подготовку поверхности деталей. Ее требуется очистить от механических загрязнений, пыли, стружки, следов коррозии. При этом разрушается препятствующий качественной сварке слой окислов. Далее поверхность детали необходимо обезжирить, протерев растворителем.
Для зачистки используют проволочную щетку или болгарку.
Подключение
До того, как начать варить сварочным аппаратом, следует подключить его к электросети.
Инвертор бытового класса мощностью в несколько киловатт работает от однофазной сети 220 вольт. Его достаточно просто включить в розетку, обеспечивающую достаточную мощность. При использовании удлинителя сечение проводов должно быть не менее 2, 5 мм2.
Место присоединения к заготовке массового провода должно быть зачищено и обезжирено так же, как и зона шва.
Рабочий ток для начала обучения при диаметре электрода в 3 мм следует выбрать около 70 А. Меньшие значения понизят стабильность дуги, большие — приведут к перегреву и прожогу металла.
Поджигание
Разжечь дугу можно одним из двух способов. Первый из них, «чиркание», напоминает движение спички по коробку. Второй способ, «постукивание», заключается в быстром подведении кончика стержня к заготовке до легкого касания и более медленного отведения.
Если электродугу не удается разжечь, следует проверить контакт массового провода и прочность присоединения зажима. Помогает также очищение пассатижами кончика стержня от шлака. Если электрод часто «залипает», следует попробовать немного увеличить значение рабочего тока.
Процесс
При сварке линию соединения ведут в различных направлениях, как от себя, так и на себя, слева направо и справа налево. Выбор направления определяется взаимным положением заготовок. Руке должно быть удобно вести держатель.
После розжига электродуги держатель ведут плавно, с постоянной скоростью, под углом в 30-60о к вертикали. Зазор между электродом и заготовкой нужно поддерживать в пределах 2-3 мм.
Во время процесса необходимо контролировать следующие моменты:
- постоянная скорость ведения;
- заданное расстояние до заготовки;
- коррекция скорости в зависимости от состояния сварочной ванны;
- соблюдение выбранной траектории.
Чтобы было легче выдерживать линию соединения, ее размечают мелом.
После завершения шва нужно удалить шлаковый слой с его поверхности. Для этого можно воспользоваться молотком или шлифмашиной.
Какие могут быть ошибки?
Сварщики, еще недостаточно знающие, как правильно пользоваться сваркой, часто допускают следующие ошибки:
- неровная линия соединения при быстром перемещении электрода;
- большое число прожогов при замедлении ведения;
- плоский шов при нарушении угла наклона стержня;
- непровары вследствие занижения (либо завышения) расстояния от кончика стержня и заготовкой.
Это лишь часть ошибок, которые делают недостаточно опытные работники. Используя инверторный источник, можно быстро научиться их избегать.
Чтобы научиться сваривать тонколистовые заготовки, профильные или водопроводные трубы, потребуется намного больше времени. Существует прием наложения на тонкие заготовки куска освобожденного от обмазки и проварки прямо по нему.
Сваривать легированные, нержавеющие и инструментальные сплавы, а также цветные и легкие металлы намного сложнее. Их сваривают в среде инертных или малоактивных газов, таких, как аргон, гелий или углекислый. Аппарат для работы представляет собой инверторный источник тока, дополненный системой подачи газа через сварочную горелку. Вместо стержневых электродов применяется сварочная проволока, подающаяся в рабочую зону с постоянной скоростью специальным механизмом. Такой аппарат называется полуавтоматом.
О каких дефектах стоит знать, чтобы сделать правильный шов?
 Знания о дефектах шва необходимы даже начинающему сварщику. Их нужно вовремя определить и не начинать использовать дефектное изделие. Правильно заваренное соединение выглядит аккуратно. Типовые дефекты сварных соединений следующие:
Знания о дефектах шва необходимы даже начинающему сварщику. Их нужно вовремя определить и не начинать использовать дефектное изделие. Правильно заваренное соединение выглядит аккуратно. Типовые дефекты сварных соединений следующие:
- Непровар. Шов недостаточно заполнен металлом, обладает в этом месте недостаточной прочностью. Вызывается пониженным напряжением дуги либо превышением скорости движения держателя.
- Подрез. Углубление вдоль линии шва. Вызывается превышением расстояния от электрода до заготовки. Помогает некоторое увеличение значения рабочего тока.
- Прожог. Появление дырок в заготовках. Появляется при завышенном значении рабочего тока и при замедлении скорости ведения электрода. Бывает также при слишком большом зазоре между кромками деталей.
- Поры. Возникают при нарушении защитной среды, предотвращающей контакт сварочной ванны с воздухом. Следует принять меры к устранению сквозняков.
При недостаточно прочной фиксации заготовок или пренебрежении прихватками могут появляться трещины. Они возникают во время остывания деталей и действия на них термических напряжений.
Предосторожности перед тем, как варить электродами
Следование правилам техники безопасности позволяют предотвратить серьезные травмы и угрозу жизни работающих:
- Работать только исправным оборудованием. Перед сваркой осматреть аппарат, кабели и держатель. Убедиться в отсутствии механических повреждений и нарушений целостности изоляции.
- Соблюдать температурный режим: температура выше +5оС, влажность не выше 80%. Для этого в рабочей зоне нужно наладить отопление.
- Применять средства индивидуальной защиты.
- Держать рабочее место в чистоте, не захламлять его.
- Все огнеопасные материалы должны находиться не ближе 5 метров от рабочего места.
- Во время зачистки угловой шлифмашиной ограждать рабочее место несгораемыми ширмами.
- Подготовить исправный углекислотный огнетушитель достаточной емкости.
Заключение
Сварка – это сложный технологический процесс. Освоить его может любой желающий. Главное- соблюдать требования технологии и техники безопасности и двигаться от простых операций к более сложным, осваивая их постепенно.
Основы: сварка для начинающих
- Купить машины
- Детали
- Грузовики и трейлеры
- Журнал
- События
- Финансы
- Опубликовать объявление
- Поиск
- Строительство
- Все
- Инновации
- Ноу-хау
- Новости
- Сельское хозяйство
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Производство
- Все
- Инновации
- Ноу-хау
- Новости
- Металл
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Горное дело
- Все
- Инновации
- Ноу-хау
- Новости
- Дерево
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- События
- Все
- Лодки / Автомобили / Отдых
- Кейтеринг
- Благотворительность
- Строительство
- Сельское хозяйство
- Производство
- Металлообработка
- Горное дело
- Деревообработка
- Выучить
- Подробнее…
- Доступ
- Кейтеринг
- Быстрые машины
- Горячие темы
- Ландшафтный дизайн / лесное хозяйство
- M4U Новости и розыгрыши
- Погрузочно-разгрузочные работы
- Люди / Oddball
- Транспорт

Помни меня
Забыли пароль?- Строительство
Строительство
Посмотреть все -
- Инновации
- Ноу-хау
- Новости



Сельское хозяйство
Посмотреть все


- Все
- Инновации
- Ноу-хау
- Новости
Металл
Посмотреть все


Горное дело
Посмотреть все


Краткое описание контактной сварки
Рисунок 1 Объект
Для производства труб и труб доступно несколько процессов контактной сварки сопротивлением (ERW). Хотя каждый процесс имеет разные характеристики, все процессы ERW имеют одну общую черту – все они производят кованый сварной шов.
Кованый сварной шов создается путем приложения к зоне сварного шва комбинации тепла и давления или ковки. Для успешного кованого сварного шва используется оптимальное количество тепла, которое обычно немного меньше температуры плавления материала, и почти одновременное приложение окружного давления к секции, которое сжимает нагретые кромки вместе (см. , рисунок 1, ).
Как следует из названия, тепло, выделяемое при сварке, является результатом сопротивления материала протеканию электрического тока. Давление исходит от валков, которые сжимают трубку в готовую форму.
Двумя основными типами ВПВ являются высокочастотные (ВЧ) и вращающиеся контактные колеса.
Основы высокочастотной сварки
Двумя основными аспектами высокочастотной сварки являются процессы и источники питания. Каждую из них можно разбить на подкатегории.
Процессы. Двумя процессами высокочастотной сварки являются контактная высокочастотная и индукционная высокочастотная сварка. В обоих процессах оборудование, обеспечивающее электрический ток, не зависит от оборудования, обеспечивающего кузнечное давление. Кроме того, оба метода HF могут использовать импедеры, которые представляют собой магнитомягкие компоненты, расположенные внутри трубки, которые помогают фокусировать сварочный ток на краях полосы.
Высокочастотная индукционная сварка. В случае высокочастотной индукционной сварки сварочный ток передается материалу через рабочую катушку перед точкой сварки (см. Рисунок 2 ).Рабочая катушка не контактирует с трубкой – электрический ток индуцируется в материале через магнитные поля, которые окружают трубку. Индукционная высокочастотная сварка исключает следы контакта и сокращает время наладки при изменении размера трубы. Она также требует меньшего обслуживания, чем контактная сварка.
По оценкам, 90 процентов трубных заводов в Северной Америке используют индукционную сварку HF.
Контактная сварка ВЧ. Контактная сварка ВЧ передает сварочный ток к материалу через контакты, движущиеся по ленте (см. Рисунок 3 ).Мощность сварки подается непосредственно на трубу, что делает этот процесс более эффективным с точки зрения электричества, чем индукционная высокочастотная сварка. Поскольку он более эффективен, он хорошо подходит для производства толстостенных труб и труб большого диаметра.
Источники питания. Аппараты для высокочастотной сварки также классифицируются по способу выработки электроэнергии. Эти два типа ламповые и твердотельные. Тип вакуумной трубки – традиционный источник питания. Однако с момента их появления в начале 90-х годов твердотельные блоки быстро завоевали популярность в отрасли.По оценкам, в Северной Америке работает от 500 до 600 единиц каждого типа.
Рисунок 2 Объект
Основы сварки с вращающимся контактным колесом
При сварке с вращающимся контактным колесом электрический ток передается через контактное колесо в точке сварки. Контактное колесо также создает некоторое давление ковки, необходимое для процесса сварки.
Три основных типа сварочных аппаратов с роторным контактным колесом: переменный, постоянный и прямоугольный.Во всех трех источниках питания электрический ток передается узлами щеток, которые входят в контакт с контактными кольцами, прикрепленными к вращающемуся валу, который поддерживает контактные колеса. Эти контактные колеса передают ток на края полосы.
Сварка контактных колес на переменном токе. В сварочном аппарате с вращающимся контактным колесом переменного тока ток через щетки передается на вращающийся вал, на котором установлен трансформатор. Трансформатор снижает напряжение и увеличивает ток, что делает его пригодным для сварки.Две ветви выходной цепи трансформатора подключены к двум половинкам вращающегося контактного колеса, которые изолированы друг от друга. Полоса замыкает цепь, действуя как проводник между двумя половинами колеса.
В традиционных сварочных аппаратах с вращающимся контактным колесом используется переменный ток частотой 60 Гц или общий линейный ток. Недостатком этой системы является то, что сила тока – и, следовательно, теплота сварного шва – повышается и падает, ограничивая скорость, с которой труба может быть сварена. Синусоидальная волна переменного тока на короткое время достигает своей максимальной амплитуды, выделяя тепло сварочного шва, которое изменяется так же, как и синусоида (см. , рис. 4, ).
Чтобы помочь выровнять колебания температуры, были введены мотор-генераторные установки для создания переменного тока на более высоких частотах. Некоторые из используемых частот были 180, 360, 480 и 960 Гц. Также было произведено несколько твердотельных устройств для генерации токов высокой частоты. Синусоидальная волна переменного тока с частотой 960 Гц достигает своей максимальной амплитуды 1920 раз в секунду, в отличие от 120 раз в секунду с сигналом 60 Гц. Синусоидальная волна 960 Гц выделяет тепло с гораздо более стабильной температурой.
Сварка контактных колес постоянного тока. Следующим шагом в сварке контактных колес стал источник постоянного тока. Вырабатываемая мощность имеет почти постоянную амплитуду. Хотя это решает проблему изменения тепла, основным недостатком является то, что с этим типом сварочного аппарата связаны более высокие затраты на техническое обслуживание.
Поскольку невозможно изменить напряжение постоянного тока с помощью трансформатора, необходимо передавать сварочный ток высокого напряжения и низкого напряжения на вал через большое количество щеток (92 для постоянного тока по сравнению с 8 для переменного тока) с высокой плотностью тока.При передаче тока высокого напряжения и низкого напряжения выделяется избыточное (отходящее) тепло, которое вызывает сильный износ, что приводит к упомянутым выше высоким затратам на техническое обслуживание.
Сварка прямоугольных вращающихся контактных колес. Последним шагом в развитии сварки с вращающимся контактным колесом стал источник питания прямоугольной формы. Этот метод сочетает в себе постоянный нагрев сварочного шва постоянного тока с более низкими затратами на техническое обслуживание, характерными для блоков переменного тока (см. , рис. 5, ).
Хотя методы ротационной контактной сварки предшествовали более широко используемым процессам высокочастотной сварки, они по-прежнему играют жизненно важную роль в специальных сварочных процессах.Сварка с вращающимся контактом полезна в тех случаях, когда невозможно установить импедер на внутреннем диаметре трубы. Примерами этого являются холодильная труба малого диаметра и труба, на которую наносят краску на внутреннем диаметре сразу после процесса сварки.
Сколько рулонов необходимо?
Типы сварочных прижимных валков или сжимающих коробок, как их иногда называют, которые создают необходимое для сварки давление, столь же разнообразны, как и сварочные агрегаты, используемые для подачи тепла. Выжимные ящики для сварки с вращающимся контактным колесом обычно имеют два или три ролика, при этом контактное колесо служит одним из роликов.
Рисунок 3Объект
Количество роликов в прижимной коробке для сварки пропорционально размеру и форме свариваемого изделия. Нет жестких правил; однако общие рекомендации для круглых труб или диапазонов размеров труб таковы:
- От 3/8 до 2 дюймов используются двухвалковые устройства.
- от 1/2 до 3 1/2 дюйма использует трехвалковые устройства.
- От 2 до 10 дюймов используются четырехвалковые устройства.
- Больше 10 дюймовиспользует пять или более рулонов.
Сегодня, гораздо чаще, чем в прошлом, многие формы – квадратные, прямоугольные, шестиугольные – свариваются в готовую форму, а не меняют форму после сварки круглой формы. Сварные коробки, используемые для форм, разрабатываются индивидуально для каждого применения и обычно имеют не более пяти валков.
Джеральд Веймер (Gerald Weimer) – менеджер по продукции систем трубных мельниц в Yoder – Formtek Cleveland Inc., 26565 Miles Road, Suite 200, Кливленд, Огайо, 44128, телефон 216-292-4460, факс 216-292-2898, электронная почта Йодер @FormtekCleveland.com, веб-сайт www.yodermfg.com. Yoder разрабатывает и производит станы и инструмент для производства валков для труб, труб и профилей профилирования.
Рэй Кагганелло (Ray Cagganello) – директор по операциям и послепродажному обслуживанию продукции Thermatool Corp., 31 Commerce St., East Haven, CT 06512, телефон 203-468-4100, факс 203-468-4281, электронная почта rayc @ ttool. com, веб-сайт www.thermatool.com. Thermatool производит установки для контактной и индукционной сварки твердотельных и вакуумных труб мощностью от 50 до 2000 кВт с частотами от 100 до 800 кГц, альфа-ножницы, пилы для горячей и холодной резки, системы связывания, системы нагрева и целые системы прокатных станов.
,Принципы сварки | Что такое сварка? | Основы автоматизированной сварки
На этой странице в качестве примеров объясняются принципы сварки плавлением, сварки давлением и пайки / пайки посредством дуговой сварки, точечной контактной сварки и пайки.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания по сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей. Скачать
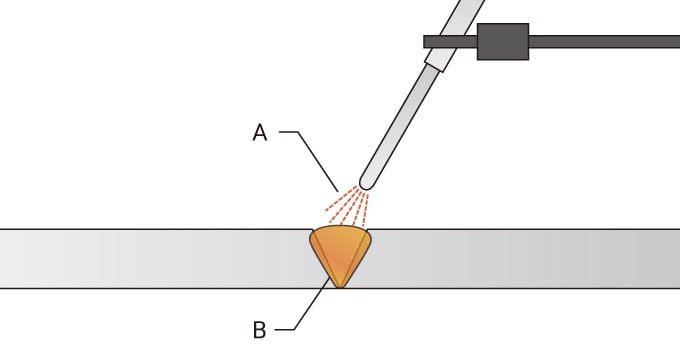
Сварка плавлением – это наиболее распространенный метод сварки.
Сварка плавлением – это процесс сварки путем плавления одного или обоих из основного материала и присадочного материала.
Дуговая сварка – распространенный пример сварки плавлением. Дуговая сварка и лазерная сварка обычно используются для автоматической сварки с использованием роботов. На сложных линиях сборки изделий, например, для автомобильных деталей, в зависимости от характеристик или условий процесса используются роботизированные и человеческие сварочные аппараты.
- Дуговая сварка
-

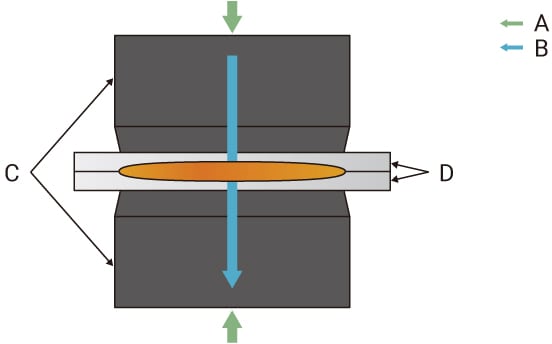
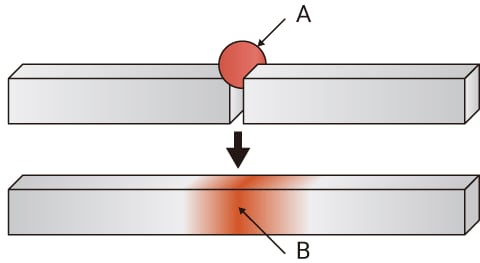
Сварку давлением можно разделить на три типа: сварка трением использует свойство, при котором, когда материал деформируется под действием определенной силы, деформация сохраняется даже после снятия силы (пластичность).Сварка под давлением в газе соединяет два основных материала, приводя их в контакт под давлением и нагревая их газом. Точечная сварка сопротивлением соединяет два основных материала, удерживая их вместе и проводя электрический ток, чтобы нагреть их теплом, выделяемым электрическим сопротивлением.
Поскольку точечную сварку трением и сопротивлением можно автоматизировать без вмешательства человека, они широко используются в автоматах для сварки давлением на объектах FA (автоматизация производства).
- Точечная контактная сварка
-
- Сила давления
- Протекание электрического тока
- Электроды
- Сварочные материалы
Пайка / пайка – это метод соединения основных материалов с использованием присадочного материала (паяльной пасты), который имеет более низкую температуру плавления (точку плавления).Присадочные материалы были смешаны с флюсом, чтобы предотвратить плавление основного материала и обеспечить надлежащее соединение с основным материалом.
Присадочные материалы должны иметь не только температуру плавления ниже, чем у основного материала, но также обеспечивать высокое сродство для обеспечения атомной связи между расплавленным наполнителем и основными материалами.
В зависимости от соединяемых материалов используются различные присадочные материалы, такие как алюминий, серебро, фосфорная медь и латунь.Мягкие присадочные материалы с низкой температурой плавления, такие как цинк, свинец, олово и сплавы олово-свинец, обычно называют припоями.
Так как пайка и пайка могут легко соединять металлы, она широко используется в производстве товаров народного потребления, изобразительного искусства и ремесел, а также в стоматологии. Пайка, в которой используется проводимость присадочных материалов, используется для электронных схем и других устройств в различных отраслях промышленности, от бытовой техники, авиации, ядерной энергетики и химического оборудования.
- Присадочный материал или припой
- Присоединенный раздел
Дом
,