Сварка инвертором для начинающих: основы, видео уроки
Сложные в эксплуатации и тяжелые сварочные аппараты полностью вытеснили с потребительского рынка инверторы. Они без проблем используются новичками, которые знают основные принципы выполнения сварочных работ. Помимо небольшого веса современные аппараты наделены дополнительным функционалом, позволяющим решать задачи по сварке любого уровня сложности. Они потребляют намного меньше энергии. Электричество используется исключительно на образование дуги, а не нагрев обмотки трансформатора.
Оборудование невосприимчиво к перепадам напряжения в сети, что позволяет применять его в местности с плохо развитой инфраструктурой. Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
СОДЕРЖАНИЕ
- Немного теории перед первыми шагами
- Внешний осмотр сварочного инвертора
- Азбука для начинающего сварщика
- Пошаговая инструкция для новичков
- Какие бывают дуговые промежутки?
- Формирование сварочного шва
- Прямая и обратная полярность
- Скорость подачи электрода
- Выбор силы тока
- Сваривание тонких листов металла
- Несколько советов от профессионалов
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Внешний осмотр сварочного инвертора
Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Азбука для начинающего сварщика
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока.
 Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги. - Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
 Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
-
Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
-
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
-
Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы.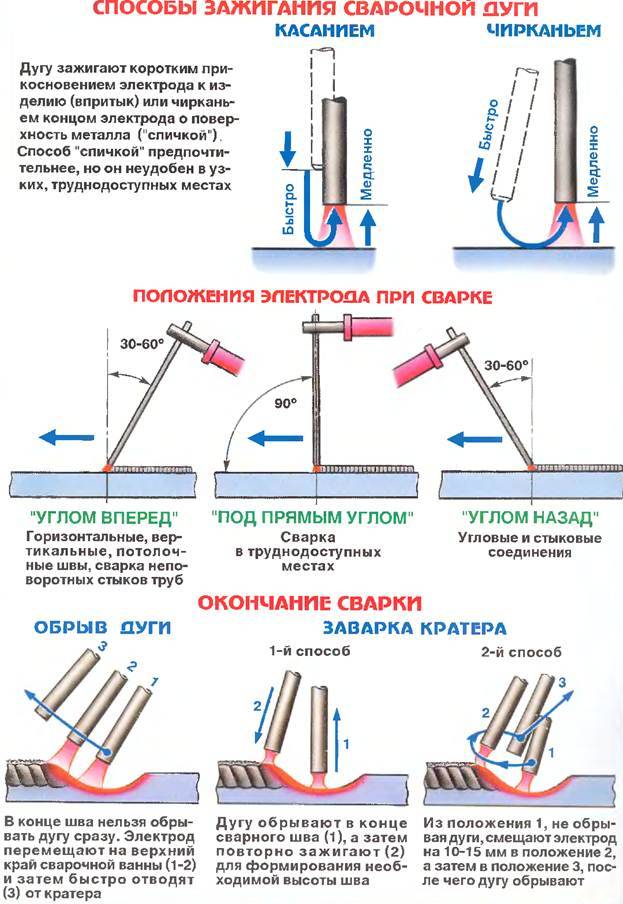 Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки.
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.

Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Формирование сварочного шва
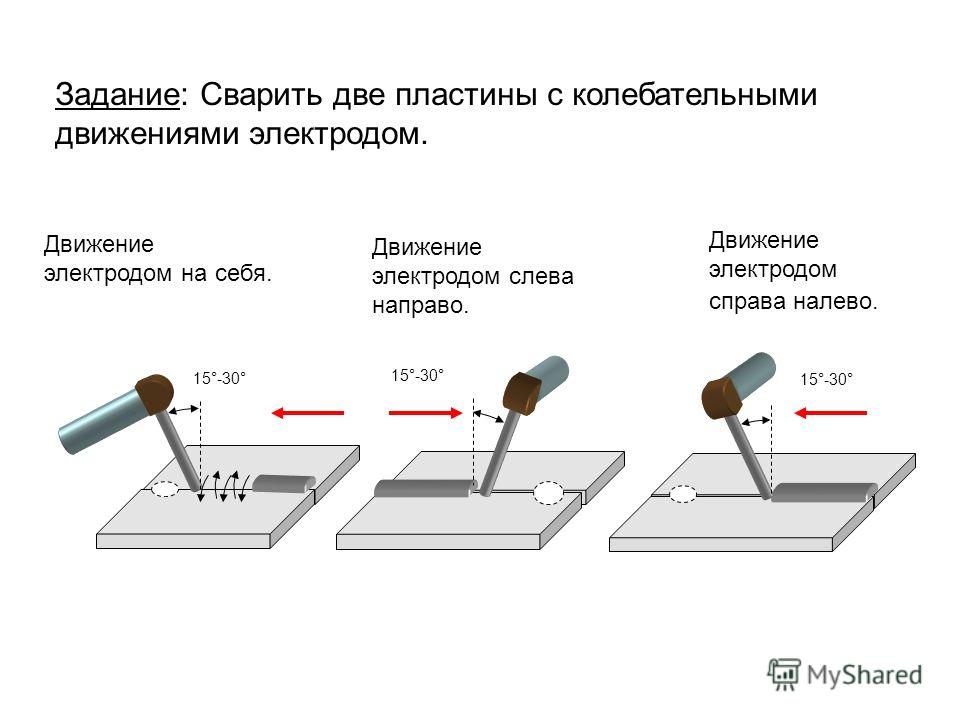
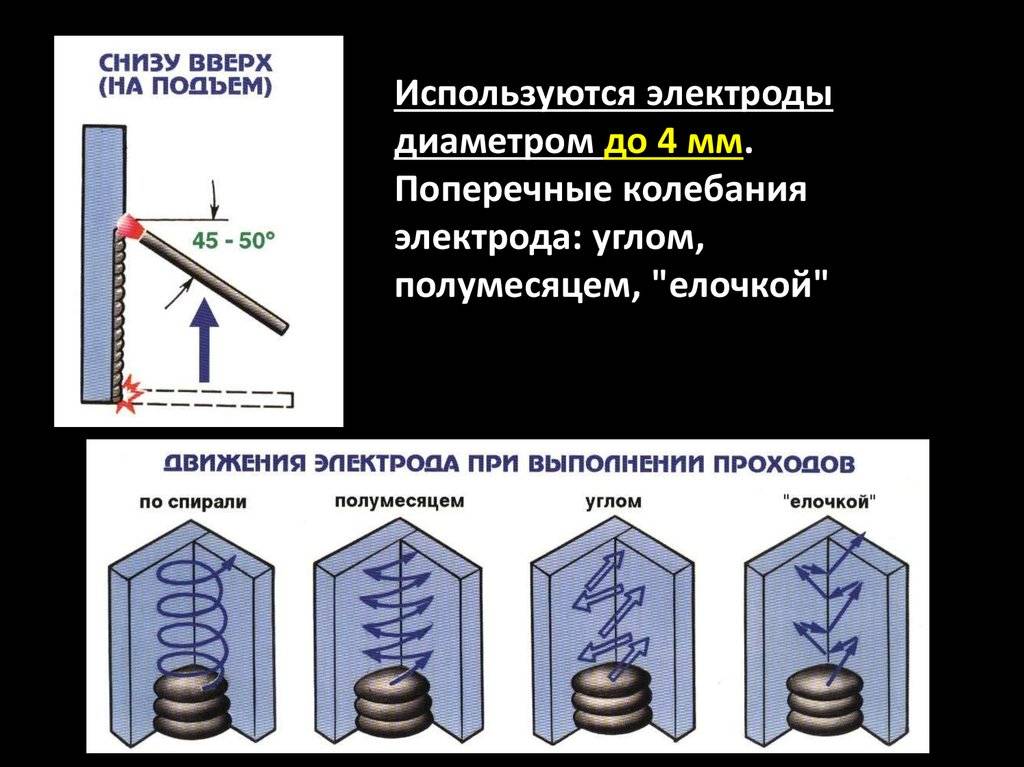
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются.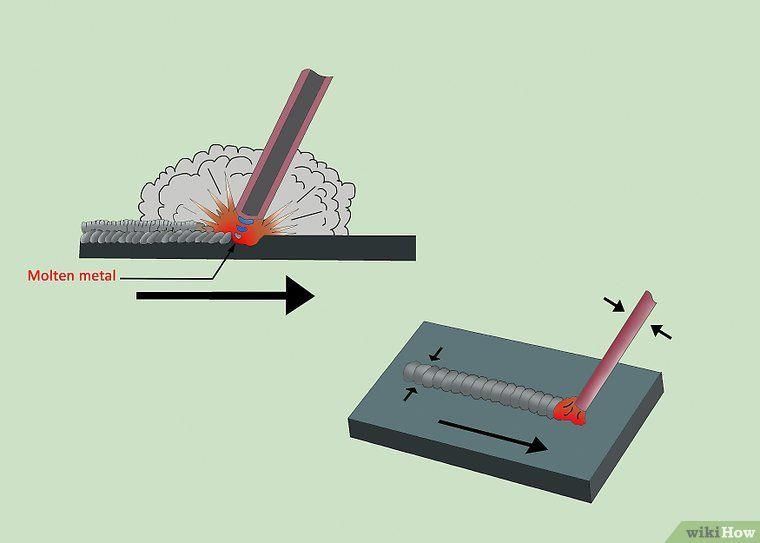 Прямой способ подключения больше подходит для сваривания толстых заготовок.
Прямой способ подключения больше подходит для сваривания толстых заготовок.
Скорость подачи электрода
Перемещением электрода необходимо добиться образование достаточного количества расплавленного металла в зоне сварки. В противном случае образуется дефект «подрез». При слишком быстром перемещении металл прогревается плохо, свариваемые кромки не проплавляются, а шов ложится сверху и получается неглубоким. При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен.
Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
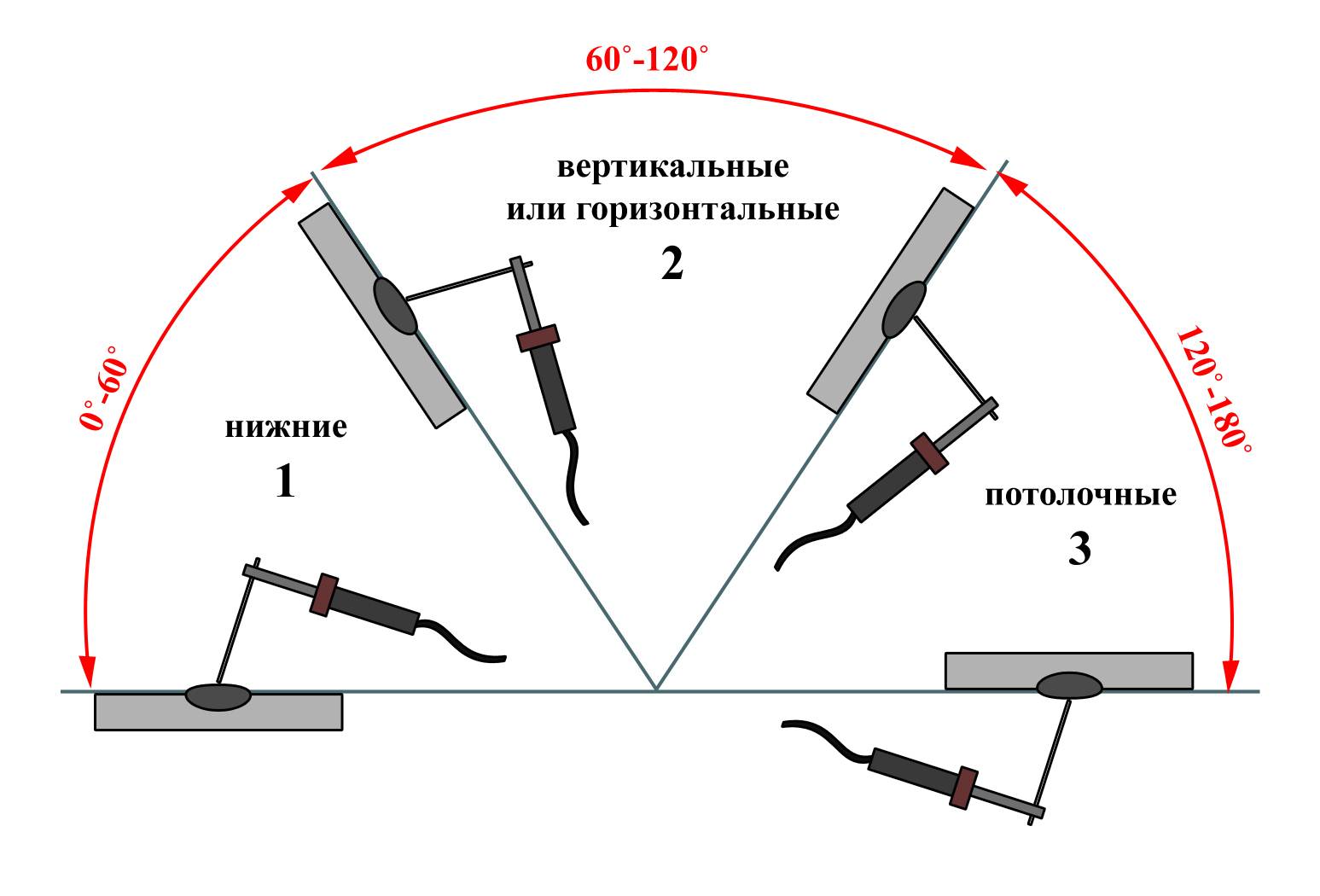
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы. Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
- Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
- Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
 В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
В этом случае удастся избежать прожига металла и получить максимально качественное соединение.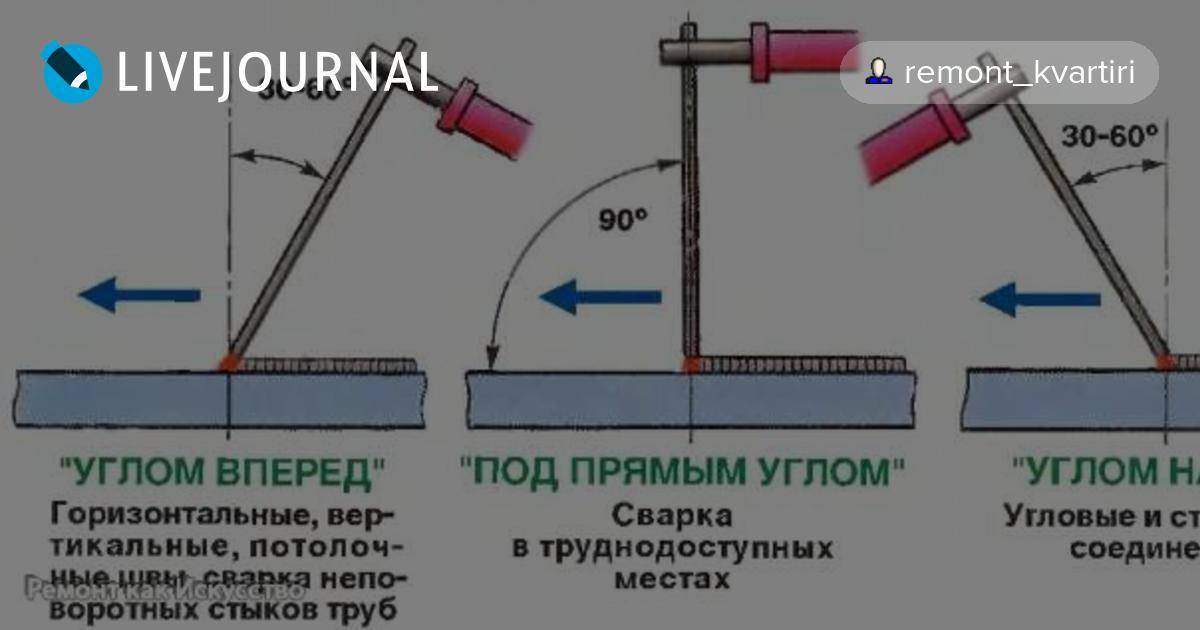 Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.Сварка инвертором для начинающих: основы, видео уроки
Сложные в эксплуатации и тяжелые сварочные аппараты полностью вытеснили с потребительского рынка инверторы. Они без проблем используются новичками, которые знают основные принципы выполнения сварочных работ. Помимо небольшого веса современные аппараты наделены дополнительным функционалом, позволяющим решать задачи по сварке любого уровня сложности. Они потребляют намного меньше энергии. Электричество используется исключительно на образование дуги, а не нагрев обмотки трансформатора.
Оборудование невосприимчиво к перепадам напряжения в сети, что позволяет применять его в местности с плохо развитой инфраструктурой. Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
СОДЕРЖАНИЕ
- Немного теории перед первыми шагами
- Внешний осмотр сварочного инвертора
- Азбука для начинающего сварщика
- Пошаговая инструкция для новичков
- Какие бывают дуговые промежутки?
- Формирование сварочного шва
- Прямая и обратная полярность
- Скорость подачи электрода
- Выбор силы тока
- Сваривание тонких листов металла
- Несколько советов от профессионалов
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка.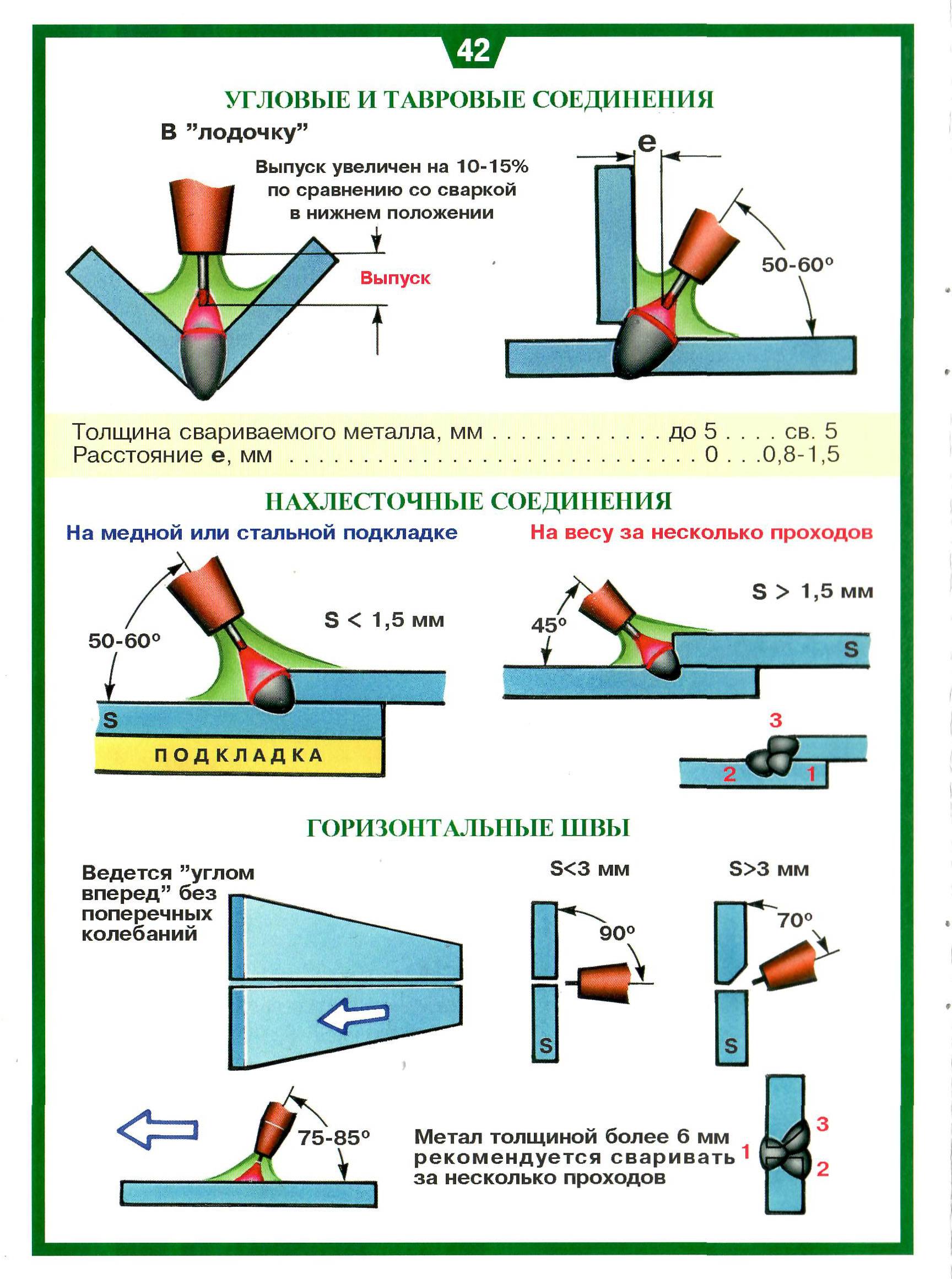 Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Внешний осмотр сварочного инвертора
Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Азбука для начинающего сварщика
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
 Длинные рукава и защита шеи – обязательные условия для такой одежды.
Длинные рукава и защита шеи – обязательные условия для такой одежды.Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
-
Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
-
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
-
Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу.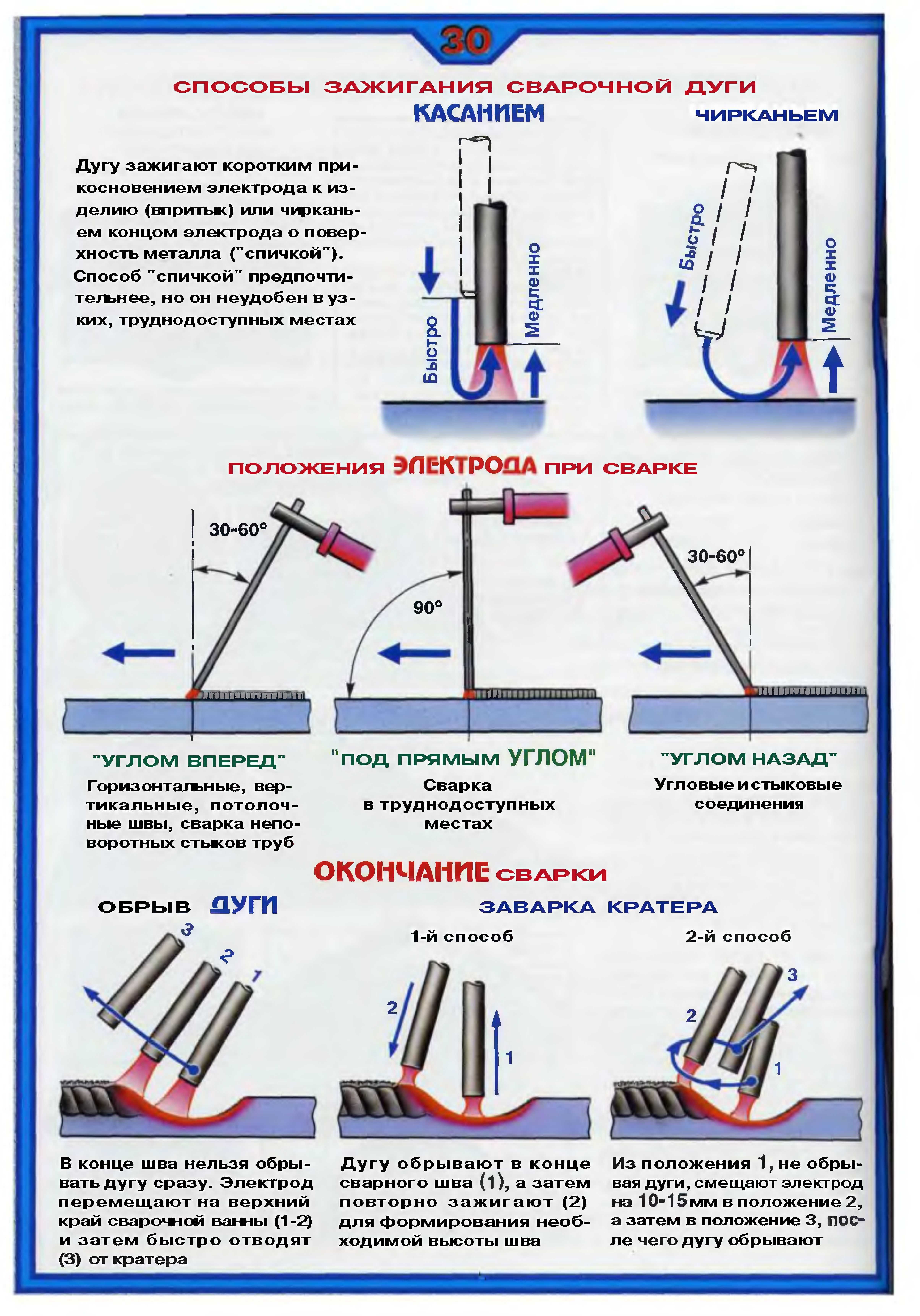 Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
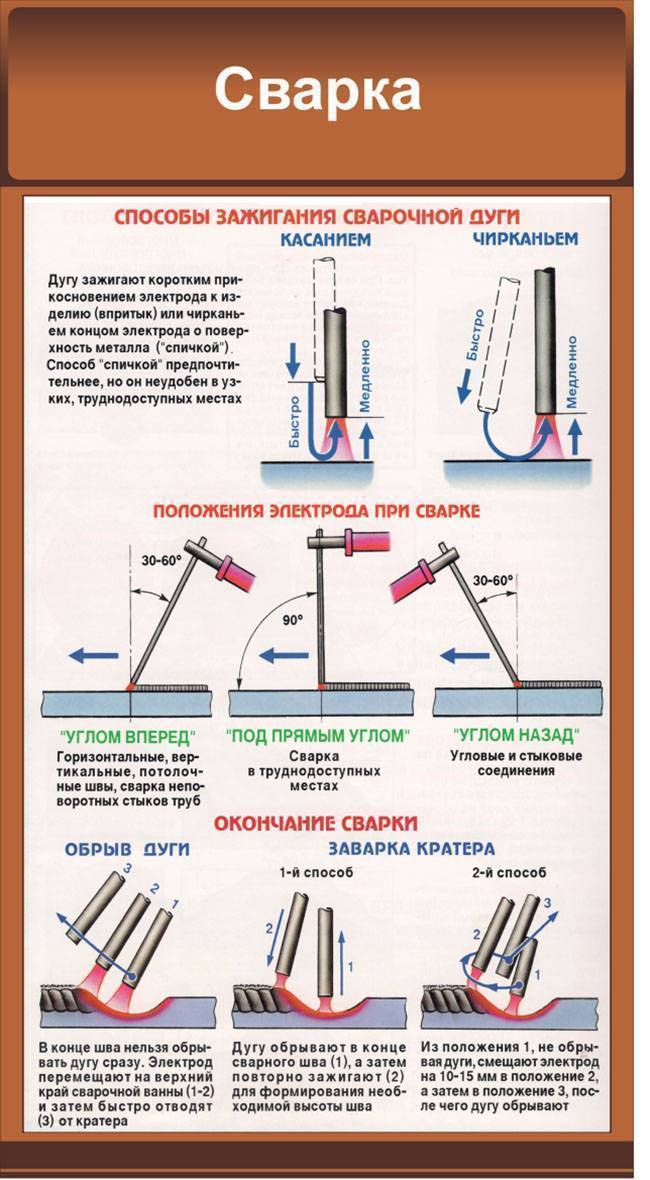
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью.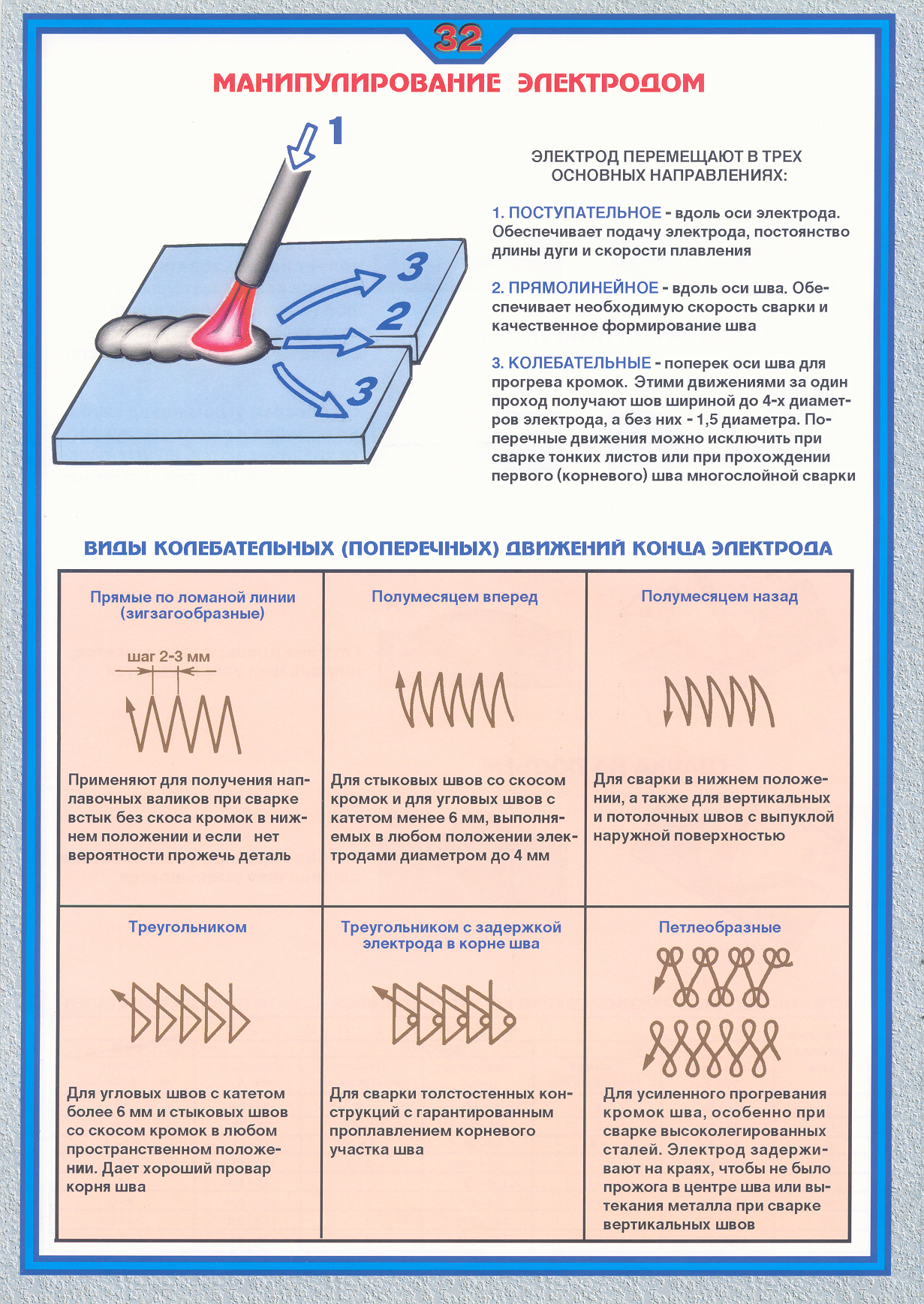 От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.
Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Формирование сварочного шва
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Скорость подачи электрода
Перемещением электрода необходимо добиться образование достаточного количества расплавленного металла в зоне сварки. В противном случае образуется дефект «подрез». При слишком быстром перемещении металл прогревается плохо, свариваемые кромки не проплавляются, а шов ложится сверху и получается неглубоким.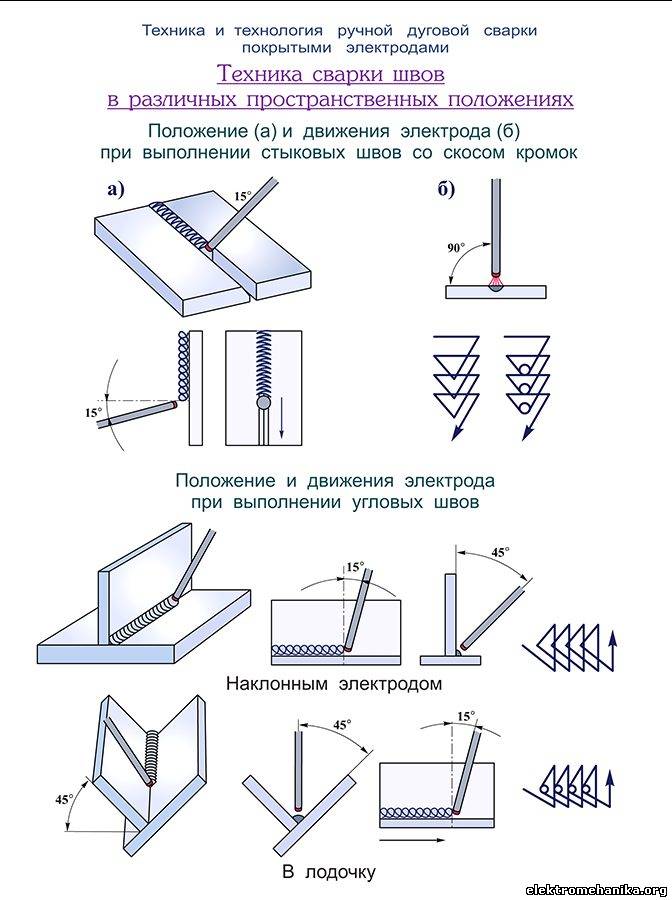 При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы. Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
- Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
- Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
 Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.Два лучших сварочных аппарата для начинающих в Великобритании
Найти хороший сварочный аппарат легко, если знать, что искать.
Если вы новичок в сварке или планируете купить сварочный аппарат для начинающих, в любой момент в будущем обязательно прислушайтесь к советам, изложенным в этой статье.
Эта ценная информация поможет вам:
- Понять, на что обращать внимание при покупке сварочного аппарата и почему это так важно.
- Найдите свой идеальный сварочный аппарат.
- Избегайте ошибок, которые совершают многие начинающие сварщики при покупке сварочного аппарата. Что делает их путь в мир сварки борьбой, а в некоторых случаях даже кошмаром (судя по опыту здесь
- Сравните разные сварочные аппараты. Посмотрите примеры двух лучших сварочных аппаратов для начинающих, которых вы можете найти в Великобритании. Получите лучшее соотношение цены и качества и найдите надежных продавцов, у которых можно купить новый сварочный аппарат.

Давайте без лишних слов разберемся, как найти сварщика. И лучшие сварочные аппараты для начинающих в Великобритании.
Как найти лучших сварщиков для начинающих
Имея хороший и простой сварочный аппарат, вы можете выполнять практически любые сварочные работы, в том числе:
- Сварка большинства типов металлов, не выходя из дома.
- Сделайте сварку хобби или новым навыком.
- И даже начать свой небольшой сварочный бизнес.

Если вы хотите приобрести новый сварочный аппарат, ниже приведены 2 наиболее важные вещи, на которые следует обратить внимание при выборе сварочного аппарата.
Подробнее об основах сварки читайте внизу этой страницы.
На что обратить внимание при покупке сварочного аппарата?
При покупке сварочного аппарата новичку желательно иметь возможность использовать его с обычным блоком питания 230 В.
Большинство трансформаторов устройств в Великобритании по-прежнему настроены на 240 В, но подходят для работы со стандартным напряжением питания 230 В.
Поэтому здесь мы рассмотрим только эти сварочные аппараты; который можно подключить к любой обычной розетке (например, к розетке на стене в вашем доме).
Имея это в виду, ниже приведены 2 наиболее важные переменные, на которые следует обратить внимание при выборе нового сварочного аппарата:
1. Сила тока (AMP)
Выберите сварочный аппарат, который можно подключить к обычной розетке (240 В в сети). ВЕЛИКОБРИТАНИЯ). Сила тока вашего сварочного аппарата в идеале должна быть 200 ампер.
ВЕЛИКОБРИТАНИЯ). Сила тока вашего сварочного аппарата в идеале должна быть 200 ампер.
Информацию об усилителе можно найти на этикетке с техническими характеристиками сварочного аппарата (или в описании товара при покупке через Интернет).
Чем выше сила тока, тем толще металл, который вы сможете сварить.
Для более толстых металлов вы также можете сделать несколько сварных швов, что делают профессиональные сварщики при сварке даже конструкционной стали для коммерческих проектов.
Выбирая сварочный аппарат со слишком низким током, вы можете столкнуться с различными проблемами, такими как перебои в подаче электроэнергии и залипание сварочного электрода.
Обратите внимание, что более мощный ампер также будет потреблять больше электроэнергии, что в некоторой степени повлияет на эксплуатационные расходы.
2. Рабочий цикл
Рабочий цикл — это часть времени, в течение которого сигнал или устройство активны.
Это будет отражать количество времени, которое вы сможете сваривать за один период использования вашего сварочного аппарата.
Скорость рабочего цикла определяет, сколько минут в течение 10 минут будет работать сварочный аппарат, прежде чем он перегреется, выключится и потребуется перезагрузка.
Например, в сварочных аппаратах с рабочим циклом 40 %, сварочный аппарат выключится через 4 минуты непрерывной сварки и должен будет отдохнуть в течение 6 минут, прежде чем
вы сможете использовать его снова.
Это важно, так как наличие сварочного аппарата с низким рабочим циклом может означать, что вам придется дольше ждать, пока аппарат заработает, чем сваривать с его помощью.
Сказав это, сварочные аппараты с низким рабочим циклом и высокой силой тока должны обеспечивать хорошие результаты, пока они работают.
Итог: Как новичок, ваша цель – получить сварочный аппарат с относительно высоким усилием (200 ампер для обычных розеток 230 В) и высоким рабочим циклом (60% и выше).
Какой сварочный аппарат выбрать, если вы новичок в сварке?
Идеальный сварочный аппарат для вас зависит от того, для чего вы будете использовать сварочный аппарат, и вашего бюджета.
Двумя наиболее распространенными типами сварочных систем, рекомендуемыми для начинающих, являются сварка электродом и сварка MIG. Каждое использование для разных целей и типов металлов.
Чтобы определить, какой сварочный аппарат вам больше всего подходит, читайте далее:
- Что означает каждый из этих методов сварки.
- Чего можно добиться с каждым из этих сварочных аппаратов.
- Лучший сварщик для начинающих в каждой категории.
Начало работы со сварочным аппаратом
Преимущества дуговой сварки – Портативный, доступный и простой в использовании.
Что такое электродуговая сварка?
Сварка электродом представляет собой процесс, при котором источник питания используется для создания электрической дуги между электродом и основным материалом (2 металла).
Электрическая дуга в процессе создает тепло, которое расплавляет металлические компоненты (стержни/электроды/металлический стержень и основной материал) до точки контакта, где они соединяются вместе.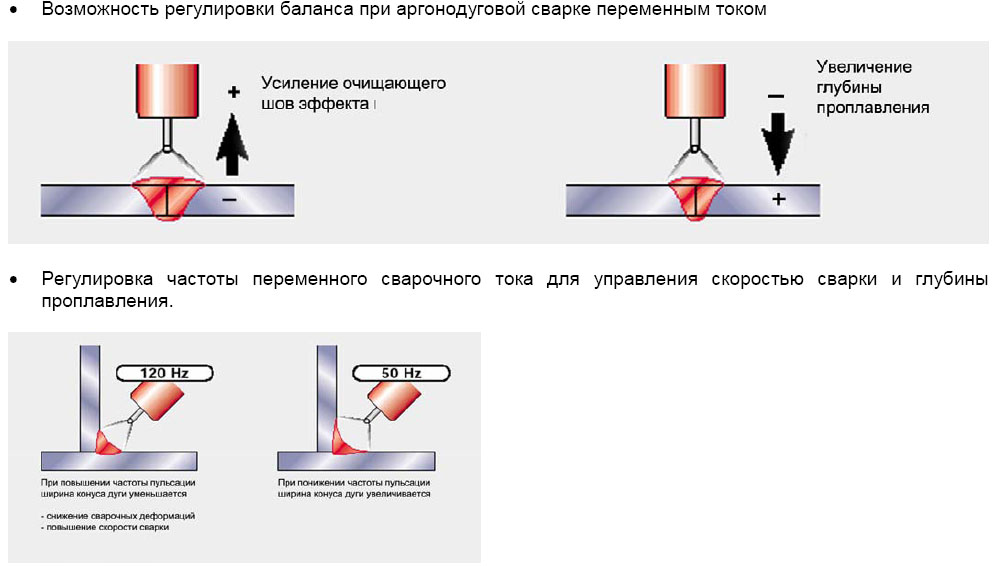
Если вы новичок в сварке, вы, скорее всего, захотите начать с сварочного аппарата.
Сварка электродом имеет ряд преимуществ для начинающих сварщиков. Это лучший выбор сварочного аппарата, если вы хотите работать на открытом воздухе, как профессиональный мобильный сварщик.
Сварка электродами Pros
- Требуется меньше оборудования.
- Простота в эксплуатации.
- Меньше проблем с оборудованием (внешние стержни и т.д.)
- Более экономичный – Более дешевый сварочный аппарат и расходные материалы.
- Легко переносимый.
- Отлично работает на открытом воздухе (даже в ветреную погоду).
- Подходит также для более толстых металлов.
- Подходит и для немного более ржавых и грязных металлов.
Минусы сварки электродом
- Брызги, образующиеся при сварке электродом требуется защитить себя и
рабочую зону. - Опасность для здоровья — Требуется защита глаз, распатора и тела.
- Менее подходит для внутренних помещений (из-за дыма и брызг).
- Может не обеспечивать самый чистый сварной шов с некоторыми металлами.

Сварка электродом лучше всего подходит для
- Сварки на открытом воздухе.
- Садовая и сельскохозяйственная техника.
- Сварка более толстых металлов.
- Сварка чуть более грязных металлов.
Металлы, сваренные палкой
- Сталь
- Нержавеющая сталь
- Чугун
- Алюминий
Начальный уровень
- Начинающие
Уровень сложности
Сварка электродом – это один из самых простых в использовании методов сварки, который большинство сварщиков-любителей выбирают для начала.
Mobile Welding London Советы экспертов начинающим сварщикам:
«Начните со сварки электродом, потому что она проста в эксплуатации, портативна и отлично подходит для сварки на открытом воздухе».
Какой сварочный аппарат Stick для нового сварщика?
Как новичок, вы бы хотели начать со сварочного аппарата постоянного тока.
Лучший сварочный аппарат для начинающих!
Вот удивительный сварочный аппарат для сварки стержнями, который может стать вашим начинающим сварщиком:
Сварочный аппарат ROHR 07
Получите его прямо сейчас на ebay
Зачем покупать сварочный аппарат ROHR07?
- Простота в эксплуатации.
- Источник питания – подходит для 230 В.
- Высокий усилитель — до 200 ампер.
- Большой рабочий цикл — 60 % (однородные сварные швы).
- Легкий вес – всего 5,5 кг.
- Лучшее соотношение цены и качества — доступное и высококачественное.
- Поставляется с бесплатной маской (бонус).
Зачем приобретать сварочный аппарат по ссылкам на этой странице?
Ссылки на этой странице содержат всю тяжелую работу, которую мы уже сделали для вас!
Мы выбрали лучший сварочный аппарат и провели тщательное исследование, чтобы предоставить вам ссылку, где вы можете купить этот сварочный аппарат у британского продавца с самым высоким рейтингом, которому вы можете доверять, по лучшей доступной цене. Более дешевая альтернатива: еще один сварочный аппарат, который мы лично не тестировали, но он дешевый и имеет отличные отзывы. Найти здесь.
Более дешевая альтернатива: еще один сварочный аппарат, который мы лично не тестировали, но он дешевый и имеет отличные отзывы. Найти здесь.
Начало работы со сварочным аппаратом MIG
Преимущества сварки MIG — быстрое обучение, чистые сварные швы.
Что такое сварка MIG?
MIG — это процесс дуговой сварки, в котором используется сварочный источник питания, расходуемый проволочный электрод, который подается через сварочное устройство (называемое сварочным пистолетом), и основной материал (металл).
Электрическая дуга, возникающая между сплошным проволочным электродом и заготовкой (основой), нагревается до точки, при которой оба металла расплавляются и соединяются вместе.
Процесс очень похож на сварку электродом, только в том случае, что при MIG используется защитный газ, который проходит через сварочную горелку в зону сварки. Это делает процесс сварки намного чище и проще в применении, но также требует от вас управления подачей газа.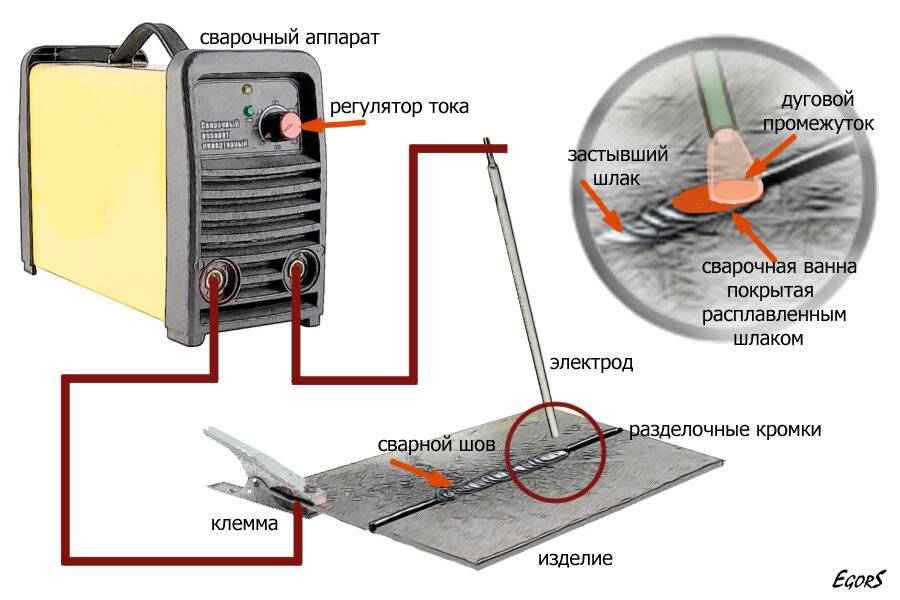
Сварка MIG лучше всего подходит для начала, если вы предпочитаете сварку в помещении (например, в гараже). Это также один из лучших методов сварки более тонких металлов
. Сварка MIG — это самый простой метод для начинающих, чтобы получить великолепные сварные швы.
MIG Welding Pros
- Простота в освоении – Из всех сварочных процессов MIG является самым простым в освоении.
- Хорошие и чистые сварные швы – MIG не оставляет шлака, который можно было бы удалить после сварки.
- Быстрая сварка – MIG предлагает непрерывные проволочные электроды, которые позволяют сваривать более длинные проходы за один проход.
- Сварка металлов различной толщины – Лучше всего подходит для сварки более тонких металлов.
- То же оборудование можно использовать для других видов сварки (сварка порошковой проволокой).
- Лучше всего подходит для сварки рам.

Минусы сварки MIG
- Более сложное оборудование . Для работы со сварочным аппаратом MIG требуется больше навыков и усилий, чем со сварочным аппаратом Stick.
- Другие проблемы с оборудованием – Сварочные аппараты MIG представляют собой более сложные сварочные системы, чем аппараты для сварки электродом. Таким образом, как правило, больше проблем с компонентами машин.
- Не сваривает ржавый, окрашенный или грязный металл.
- В меньшей степени подходит для сварки на открытом воздухе (например, в ненастную погоду и т. д.)
- Дороже — При сварке МиГ стоимость установки и расходных материалов выше.
- Не такой портативный, как аппарат для сварки электродом – более тяжелый аппарат, необходимо носить с собой бензобак и т. д.
- Опасность для здоровья – Требуется защита глаз, распаратор и защита тела.
Сварка MIG лучше для
- Сварка металлов различной толщины.
- Сварка металлических каркасов.
- Чистка сварного шва в вашей мастерской.
- Быстрые процессы сварки.
Металлы, сваренные MIG
- Сталь
- Нержавеющая сталь
- Алюминий
Начальный уровень
- Начинающие
Уровень сложности
Сварка МИГ считается самой простой для изучения системой сварки.
Mobile Welding London Советы экспертов начинающим сварщикам:
Для начала выберите сварочный аппарат MIG, если вам требуется качественная сварка тонких металлов в помещении.
Какой сварочный аппарат МиГ для нового сварщика?
Как новичок вы хотели бы начать со сварочного аппарата постоянного тока MIG.
Лучший сварочный аппарат MIG для начинающих!
Вот удивительный аппарат для сварки MIG, который может стать вашим начинающим сварщиком:
Сварочный аппарат Sealey SUPERMIG
Получите его прямо сейчас на ebay
Зачем выбирать сварочный аппарат Sealey SUPER MIG?
- Простое управление.
- Источник питания – подходит для 230 В.
- High Amp — до 30-150 ампер.
- Отличный рабочий цикл – до 100 % (однородность сварного шва).
- Лучшее соотношение цены и качества — доступность и качество.
Почему ваш сварочный аппарат MIG можно найти на этой странице?
Ссылки на этой странице содержат всю тяжелую работу, которую мы уже сделали для вас! Мы выбрали лучший сварочный аппарат MIG и провели тщательное исследование, чтобы предоставить вам ссылку, где вы можете купить этот сварочный аппарат у продавца с самым высоким рейтингом, которому вы можете доверять, по лучшей цене в Великобритании.
Сварщики, которых мы здесь порекомендовали, подойдут и более опытным сварщикам. Если вы не знакомы с тем, что означает сварка, также рекомендуется потратить минуту, чтобы понять основы, приведенные ниже.
Что такое сварка?
Сварка представляет собой сжижение основного металла под действием тепла и процесс сплавления металлов. Каждый сварочный процесс состоит из 3 основных элементов:
Каждый сварочный процесс состоит из 3 основных элементов:
- Источник тепла.
- Присадочный металл.
- Защитный газ или ваш флюс.
Ваш сварочный аппарат вместе со стержнями, сварочной проволокой и различными сварочными элементами позволит вам выполнить процедуру сварки.
Лучший сварочный аппарат MIG для начинающих MIG 160ER IPOTOOLS
Перейти к содержимому219,99 € *
IPOTOOLS MIG 160ER – Количество инверторных сварочных аппаратов MIG MAG
Срок поставки 2-5 дней
| ✔ МИГ/МАГ: 20–160 А |
| ✔ Рабочий цикл MIG: 160A–60% / 125A–100% |
| ✔ Сварка порошковой проволокой FLUX (сварка без газа) |
| ✔ ММА: 20-160 А |
| ✔ Цифровой дисплей |
EAN: 4251395112557 Артикул: 1376 Категории: Бестселлеры, Сварочные аппараты MIG MAG, Сварочные аппараты MIG MAG
- Описание
- Дополнительная информация
–
Лучший сварочный аппарат MIG для начинающих
MIG-160ER — это высококачественный сварочный аппарат MIG MAG 2 в 1 с идеальным дизайном и цифровым дисплеем, который убеждает своей функциональностью, простотой использования и выдающимся качеством в своем классе!
F СОЕДИНЕНИЯ
Сварка MIG MAG ж.
 – аргон) или с активным газом «MAG сварка» (а смесь диоксида углерода CO2 и аргона)
– аргон) или с активным газом «MAG сварка» (а смесь диоксида углерода CO2 и аргона)Сварка порошковой проволокой FLUX
Сварка порошковой проволокой FLUX (сварка без защитного газа)
ММА
Сварка электродом до 160А. Диаметр электрода 1-4 мм
Цифровой дисплей
Цифровой контроль параметров сварки
Лучший аппарат для сварки MIG для начинающих MIG 160 ER – T ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 9 0025Тип: инверторный сварочный аппарат MIG MAG 160ER
Процессы: MIG/MAG на постоянном токе, MMA, сварка порошковой проволокой
Электропитание: 230 В, 1 фаза / Частота: 50/60 Гц
Степень защиты корпуса: IP21S
Охлаждение: Вентилятор
Электромагнитный клапан: Да
Рабочий цикл MIG: 160A–60% / 125A–100%
Рабочий цикл MMA: 160A–60% / 125A–100%
-
Сварочный ток MIG : 20-160А
-
Сварочный ток MMA: 20-160A
-
Катушки проволоки Ø MIG: 100 мм / Ø проволоки MIG: 0,6/0,8 мм
-
Блок подачи проволоки MIG: 2 ролика (1 с привод)
-
Диаметр сварочной проволоки: 0,6 мм / 0,8 мм (также 0,9 мм)
-
Диаметр электрода MMA: 1-4 мм
- 9050 1
Arcforce / Antistick / Горячий старт
-
Размеры (ДхШхВ): 360x150x350 мм
-
Вес: 8 кг.
109 Лучший сварочный аппарат MIG для начинающих MIG 160 ER — это привлекательный аппарат, созданный для очень эффективный и прочный, а при весе 8 кг он также чрезвычайно легкий, что также означает его большую долговечность. В верхней части устройства также есть ручка для переноски, которая поможет вам быть готовым, где бы вы ни находились, облегчая транспортировку.
Независимо от того, занимаетесь ли вы домашним хозяйством или профессионалом, этот аппарат 2-в-1 поможет вам легко справиться со всеми сварочными задачами, включая сварку с флюсовой проволокой. Высококачественный 2-метровый шланг-пакет, 2,5-метровый держатель электрода и зажим заземления обеспечивают достаточную мобильность для максимально комфортной работы.
С помощью этого сварочного аппарата MIG MAG вы можете оптимально обрабатывать все распространенные материалы из стали , нержавеющей стали, алюминия и алюминиевых сплавов с получением высококачественных результатов сварки.
Сварочный ток стабилен и плавно регулируется. Устройство производит красивый шов, при этом процесс сварки происходит с низким разбрызгиванием и бесшумно благодаря двум вентиляторам.–
/
Лучший сварочный аппарат MIG для начинающих MIG 160 ER – Наглядная панель управления
На передней панели находится панель управления с четким цифровым дисплеем, который обеспечивает полный контроль при настройке параметров сварки. Простым поворотом кнопки вы определяете скорость подачи проволоки, а также сварочный ток MIG и MMA, который вы также можете прочитать на дисплее.
ПАНЕЛЬ УПРАВЛЕНИЯ 1. Цифровой дисплей 2. Выбор На панели управления вы также найдете кнопку выбора, с помощью которой вы можете выбрать параметры сварки FLUX (порошковая проволока) / MIX / Co2 / MIG / MMA.Выбор: FLUX / MIX / Co2 / MIG MAG / MMA
3. Поворотный регулятор КнопкаПодача проволоки/Ампер
4. Поворотная кнопка управленияВыбор напряжения (отклонение +/- 10 В)
Подача проволоки
MIG 160ER оснащен качественным механизмом подачи металлической проволоки, который захватывает 2 рулона макс. Диаметр 100 мм с диаметром проволоки 0,6 – 0,8 мм. В то же время один из роликов механизма подачи проволоки также имеет моторный привод, что гарантирует плавную и контролируемую подачу проволоки.
Сварка порошковой проволокой
Сварка порошковой проволокой — это процесс, сочетающий удобство в обращении, гибкость и экономичное оборудование. Порошковая проволока позволяет производить тонкие и ровные сварные швы за короткое время и имеет то преимущество, что не требуется дополнительный защитный газ. Чтобы перейти на сварку с флюсовой проволокой, вам нужно только изменить полярность, которую можно легко изменить; просто поменяйте полярность пистолета и кабеля заземления на отрицательный полюс.
Качество IPOTOOLS!
Сегодня оборудование IPOTOOLS является синонимом многолетнего опыта, постоянного развития в области сварочных аппаратов MIG TIG и плазменной резки, о чем свидетельствуют тысячи довольных клиентов. Ознакомьтесь с нашим ассортиментом оборудования IPOTOOLS, будем рады помочь Вам с выбором!
–
IPO Technik-Handels GmbH предоставляет всем клиентам 7-летнюю гарантию на все сварочные аппараты и/или плазменные резаки, приобретенные непосредственно у IPO Technik-Handels GmbH марки IPOTOOLS.
 109
109  Сварочный ток стабилен и плавно регулируется. Устройство производит красивый шов, при этом процесс сварки происходит с низким разбрызгиванием и бесшумно благодаря двум вентиляторам.
Сварочный ток стабилен и плавно регулируется. Устройство производит красивый шов, при этом процесс сварки происходит с низким разбрызгиванием и бесшумно благодаря двум вентиляторам. На панели управления вы также найдете кнопку выбора, с помощью которой вы можете выбрать параметры сварки FLUX (порошковая проволока) / MIX / Co2 / MIG / MMA.
На панели управления вы также найдете кнопку выбора, с помощью которой вы можете выбрать параметры сварки FLUX (порошковая проволока) / MIX / Co2 / MIG / MMA.