Сварка по алюминию инверторная – азы
Алюминий — очень распространенный металл, используемый повсеместно, как в домашних условиях, так и на производствах. Будучи цветным металлом, алюминий значительно сложнее в сваривании нежели «чернуха». И существуют различные факторы, которые усложняют процесс сварки алюминия и его сплавов.
Факторы, усложняющие сварку алюминия
К этим причинам относятся, например, наличие тугоплавкой пленки окисленного алюминия (температура плавления 2000 градусов, самого металла — 650) в кислородосодержащей среде. Эта пленка обладает большей плотностью, в сравнении с самим металлом. Прежде чем приступать к сварочным работам по алюминию и его сплавам, изначально необходимо избавиться от этой пленки либо химически, либо механически.
Следующим фактором является снижение прочности металла под воздействием высоких температур. Твердый материал может быть разрушен под давлением сварочной ванны. Расплавленный алюминий обладает большой текучестью, из-за чего он может вытекать из швов. При нагреве металл не меняет своего цвета, что усложняет возможность контроля сварочного шва.
При нагреве металл не меняет своего цвета, что усложняет возможность контроля сварочного шва.
Во время проведения сварочных работ алюминий становится пористым из-за водорода в месте шва. Из-за обладания высокими коэффициентами линейного расширения и низкими упругости, во время сварки алюминиевую конструкцию может повести и деформировать.
Ну и последний фактор заключается в возможности появления тепловых трещин, которые возникают из-за внутренней деформации во время остывания.
Какими аппаратами осуществляется сварка по алюминию инверторная?
Аппарат, используемый во время сварки алюминия и его различных сплавов, должен обладать некоторыми особенностями, а именно: обладать стабильной дугой, быстрым поджигом и иметь аккуратный и тонкий шов.
Таким образом, сварка по алюминию инверторная проводится в среде инертного газа, такого как аргон. Для этого применяются неплавящиеся электроды (вольфрамовые). Применяя для домашнего сваривания такие электроды, необходимо постоянно следить за их состоянием, потому что во время хранения на поверхности электрода могут возникнуть вольфрамовые окислы, которые удаляются при помощи мелкозернистого наждака. Это необходимо для того, чтобы качество сварочного шва было высоким.
Это необходимо для того, чтобы качество сварочного шва было высоким.
Во время сварочных работ дуга возникает между металлом и электродом. В таких сварочных аппаратах электрод фиксируется в сопле, из которой идет обдув инертным газом, который выполняет функцию защиты. Присадочный материал, который может подаваться автоматически или же вручную, может выступать в качестве расходного материала.
С чего начинается сварка алюминия инвертором?
В своей основе сварка инвертором алюминия весьма похожа по процессу с газопламенной сваркой. Для сварочных работ по алюминию и его сплавов чаще всего применяется торированный вольфрам двухпроцентный.
Прежде чем приступить непосредственно к сварочным работам, необходимо сделать на кончике электрода небольшой шарик. Для этого нужно зажечь ненадолго (буквально на две секунды) сварочную дугу и только после образования шарика приступать непосредственно к сварке. При этом электрод должен выступать из сопла не больше, чем на полсантиметра. Поверхность металла должна быть очищена от масла.
Поверхность металла должна быть очищена от масла.
Процесс сварки
При сварочных работах по алюминию (в принципе, как и других металлов) средний расход аргона должен быть не более восьми-десяти литров в минуту. Это самое оптимальное количество. Во время работы, чтобы ни было сделано, но пленка все равно будет появляться. Современные сварочные аппараты, конечно, обладают технологией, которая дает возможность очищать поверхность металла без участия человека. Но не лишним будет протирать его ацетоном или другим растворителем.
Когда во время сварочных работ по алюминию появляется сварочная ванна, не стоит спешить с добавлением присадочных материалов, потому как это может привести к загрязнению металла. Продвижение электрода небольшое, при этом, нужно делать легкие прикосновения.
Сварка по алюминию инверторная лучше всего производится с расположением электрода под прямым углом. Это лучший угол, так как он позволяет добавлять присадочный материал под любым удобным наклоном, к тому же, ванна получается симметричная.
Но в таком случае нет возможности видеть сам процесс и сварочную ванну. Потому можно горелку наклонить на 15 градусов.
Это исправит ситуацию. Далее необходимо следить за этим углом, так как в процессе работы из-за усталости угол будет увеличиваться. При условии выполнения процесса сварки правильно, шов получится слегка ребристым от легких прикосновений.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварка инвертором для начинающих: пошаговая инструкция и рекомендации
Из этого материала вы узнаете:
- Базовые правила техники безопасности при сварке инвертором
- Подбор электродов для сварки инвертором для начинающих
- Выбор полярности при сварке инвертором
- Пошаговая инструкция по сварке инвертором для начинающих
- Советы начинающим сварщикам
Сварка инвертором доступна для начинающих мастеров благодаря несложной настройке оборудования и понятному рабочему процессу. Главное – выполнять все сварочные работы в соответствии с правилами техники безопасности, выбирать подходящий режим, подбирать электроды и тренироваться.
Главное – выполнять все сварочные работы в соответствии с правилами техники безопасности, выбирать подходящий режим, подбирать электроды и тренироваться.
Только после 3-4 кг электродов начнет получаться хоть что-то похожее на ровный шов. Главное – не отчаиваться, не бросать дело на полпути, а продолжать обучение. Из нашего материала вы узнаете о базовых правилах сварки инвертором для начинающих.
Базовые правила техники безопасности при сварке инвертором
Подготовительные работы перед использованием инвертора
Включить сварочный инвертор первый раз (либо после его перемещения) можно только после того, как вы проверите сопротивление изоляции между токоведущими частями и корпусом, а также подсоедините последний к заземлению. Если же прибором долгое время не пользовались, то прежде чем приступать к сварке, следует проверить наличие внутри прибора пыли.
Чистка блоков управления и силовых элементов осуществляется с помощью сжатого воздуха, который подается под умеренным напором. Для того чтобы система принудительной вентиляции инвертора работала беспрепятственно, необходимо обеспечить вокруг него свободное пространство не менее 0,5 м.
Для того чтобы система принудительной вентиляции инвертора работала беспрепятственно, необходимо обеспечить вокруг него свободное пространство не менее 0,5 м.
Нельзя пользоваться инверторной сваркой в тех местах, где функционируют отрезные или шлифовальные машинки, поскольку образующаяся при их работе металлическая пыль может вывести из строя электронику и силовую часть прибора.
Для начинающих: если технология сварки инвертором проводится на открытом воздухе, необходимо обеспечить защиту от солнечных лучей и дождя. Сам прибор устанавливается на горизонтальной поверхности либо под углом, который не больше значения, указанного в паспорте.
Внешний осмотр
Перед началом рабочей смены сварщик должен осмотреть оборудование, проверить, в каком состоянии находятся изолирующие оболочки кабелей (сварочных, питающего) и, если необходимо, заменить их или отремонтировать.
После этого работник должен проверить зажим кабеля массы, держатель электродов, состояние гнезд и штекеров, посредством которых осуществляется подключение к инвертору. Далее осматривается панель управления, в частности, в порядке ли переключатели, тумблеры, индикаторы или кнопки. Если аппарат сильно запылился, то проводится чистка.
Далее осматривается панель управления, в частности, в порядке ли переключатели, тумблеры, индикаторы или кнопки. Если аппарат сильно запылился, то проводится чистка.
Использование защитных средств
Личная безопасность – это то, что должно быть на первом месте во время сварки сварочным инвертором для начинающих.
Во время сварочного процесса работник может получить удар электрическим током, ожог от разлетающихся капель расплавленного металла или поражение сетчатки глаз от светового излучения электрической дуги.
Не исключены травмы механического характера, а также попадание в дыхательные пути выделяющихся в процессе сварки газов. Это говорит о том, что сварщики, которые только начинают осваивать инверторный аппарат, должны изучить правила техники безопасности и вооружиться средствами индивидуальной защиты.
В перечень обязательных защитных средств для сварщика входят искростойкие перчатки, маска, обувь и спецовка, изготовленные из неплавящегося материала, респиратор, а также защитные очки, которые потребуются во время зачистки швов и заготовок.
При наличии этого минимального набора защитных средств вы сможете обезопасить себя от травм, особенно если сталкиваетесь с инверторной сваркой впервые. Особенно тщательно следует выбирать сварочную маску, которая позволит защитить глаза от излучения, исходящего от сварочной дуги.
Подбор электродов для сварки инвертором для начинающих
Ниже представлена таблица для сварки инвертором для начинающих, в которой можно найти зависимость диаметра электрода от толщины свариваемого металла.
Как правило, рекомендации относительно выбора подходящей толщины и диаметра даются для каждого конкретного вида металла.
Этих данных вполне хватит начинающим мастерам для правильной сварки инвертором и выбора расходника подходящего диаметра. Однако это только часть того, на что следует обратить внимание при выборе.
Большую роль играет покрытие электрода. Различают следующие его виды:
- Кислые (А) – предназначены для сплавки материалов из низкоуглеродистой стали и отличаются стабильностью дуги и хорошим розжигом (даже при низком напряжении).

- Основные (Б) – используются для сварки многослойных жестких металлических конструкций. Они способны поддерживать равномерную дугу в процессе работы на обратной полярности и постоянном токе, а также защищают швы от появления трещин.
- Рутиловые (Р) – этот вариант является самым оптимальным для новичка, поскольку позволяет осуществлять сварку в любых положениях. Обеспечивает качественный шов, позволяет сваривать ржавые участки и сопровождается минимальным количеством брызг. Такие электроды могут быть использованы для сварки трубопроводов, поскольку являются невосприимчивыми к воздействию влаги. Однако прежде чем использовать, их необходимо сначала просушить и прокалить.
- Целлюлозные (Ц) – используются для сварки изделий в труднодоступных местах. Благодаря своим особенностям эти электроды можно использовать для работы в любом положении. Подходят для начинающих, поскольку сварка вертикальных (горизонтальных) швов инвертором сопровождается образованием минимального количества шлака, а также они обеспечивают стабильность дуги.
- Комбинированные (смешанные) – вариантов может быть масса, однако наиболее распространенными являются рутилово-целлюлозные. Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.


Выбор полярности при сварке инвертором
Инвертор, использующийся для ручной дуговой сварки, выдает постоянный ток. На передней панели прибора можно найти два разъема «+» и «–» для подключения кабелей.
Для прямой полярности к «минусу» подключается держак, а к «плюсу» – «прищепка». В случае с обратной полярностью, к «плюсу» цепляется держатель электрода, к «минусу» – прищепка-масса.
Если говорить о том, какой из двух вариантов выбрать, то в теории (учебных пособиях) и по мнению некоторых лучше проплавляется и прогревается металл на «прямой полярности». Однако на деле все совершенно иначе.
Однако на деле все совершенно иначе.
Больше тепла выделяется на контакте с маркировкой «+», следовательно, когда держак подключен к нему (обратная полярность), провар получается глубже. Таким образом, этот вариант отлично подходит для сварки толстостенного металла (пластин, профильных труб, уголков с толщиной 4-5 мм). Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Проверить это можно практическим путем. Для этого следует взять инвертор, установить сварочный ток на 100, присоединить массу и держатель электрода к разъемам и попробовать разрезать металлический лист 4-5 мм толщиной (арматуру или уголок). Сначала это нужно сделать на прямой полярности, затем на обратной, но с одинаковой силой тока и электродом (диаметр 3 мм). В результате будет видно, что во втором случае процесс идет гораздо быстрее.
Пошаговая инструкция по сварке инвертором для начинающих
Инверторная сварка для начинающих начинается с азов. Для начала необходимо изучить технологию работы и процесс использования штучных электродов. Следующее, что нужно сделать, это определить предельные возможности электрической сети помещения, где планируется работать, оборудовать место и продумать подключение силового кабеля для запитывания прибора.
Для начала необходимо изучить технологию работы и процесс использования штучных электродов. Следующее, что нужно сделать, это определить предельные возможности электрической сети помещения, где планируется работать, оборудовать место и продумать подключение силового кабеля для запитывания прибора.
Далее начинающему мастеру для сварки инвертором нужно подготовить тонкий металл (конструкционный или листовой прокат небольшой толщины), пачку электродов, диаметр основного покрытия которых составляет 2-3 мм, металлическую щетку для зачистки поверхностей обрабатываемых заготовок и швов.
Шаг 1. Настройка силы тока
Качество сварочного шва во многом зависит от того, насколько правильно подобран ток инвертора. Если вы новичок в этом деле, то лучше воспользоваться специальными таблицами, которые прилагаются к каждому прибору, где указаны значения, соответствующие диаметру электрода, толщине металла.
Устанавливается необходимая сила тока путем поворота регулятора после включения тумблера питания инвертора. На каждом устройстве шкалу значений можно найти в разных местах, у одних – на лицевой панели по дуге поворота регулятора, у других – на цифровом индикаторе.
На каждом устройстве шкалу значений можно найти в разных местах, у одних – на лицевой панели по дуге поворота регулятора, у других – на цифровом индикаторе.
Однако нужно помнить, что выставленная величина силы тока может быть не той, что потребуется, и при выполнении пробных сварных швов для лучшего провара ее придется подстраивать.
Шаг 2. Подключение электрода
Конец штучного электрода, то есть часть, не покрытая обмазкой (20–30 мм), фиксируется в держателе, через который подается сварочный ток. На сегодняшний день чаще всего используются «прищепки» (зажимные держатели с профилированной под стержень электрода внутренней частью губок). Они очень удобны в использовании и обеспечивают быструю замену огарков на новые электроды и жесткую фиксацию.
Шаг 3. Розжиг дуги
Сварочную дугу получают двумя способами. Первый заключается в том, что вертикально удерживаемым электродом (концом) касаются металлической поверхности и отводят его на несколько миллиметров назад. Второй называется «чирканьем», поскольку движения напоминают зажигание спички, когда головкой проводят по боковой части коробка.
Второй называется «чирканьем», поскольку движения напоминают зажигание спички, когда головкой проводят по боковой части коробка.
В случае с инверторами розжиг электрода осуществляется гораздо проще, поскольку в них встроена функция «горячего старта». Когда происходит касание металлической поверхности, появляется импульс тока повышенной мощности, а с образованием дуги значение силы тока возвращается к номинальному.
Шаг 4. Передвижение и наклон электрода при сварке
Движение электрода вдоль поверхности при ручной и инверторной сварке ничем не отличается. Всего существует три вида наклона. Самой распространенной техникой сварки инвертором для начинающих является выполнение швов углом вперед.
Если работа осуществляется в труднодоступных местах или в ограниченном пространстве, то положение электрода, как правило, перпендикулярное. Однако для этого способа необходима высокая квалификация работника, поэтому для начинающих не подойдет, даже учитывая то, что функции инвертора частично компенсируют некоторые ошибки. Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Шаг 5. Контроль промежутка дуги
Для того чтобы получить качественный и равномерный сварной шов, необходимо правильно выбрать и поддерживать величину сварочной дуги, которая образуется между плоскостью материала и торцом электрода.
Согласно рекомендациям относительно техники выполнения данного вида работ, размер ее должен быть не больше диаметра электрода. Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Советы начинающим сварщикам
Далее представлено несколько советов относительно того, как приварить уголки к столбам, что является одной из самых распространенных сварочных операций.
Для начала нужно вооружиться бытовым сварочным инвертором:
- Лучшие электроды для сварки инвертором для начинающих те, что имеют диаметр 2,5 мм – это оптимальный размер.
- Начиная сверху, сварной шов нужно вести восьмерками вниз с шагом максимум 1 мм.
- Варить металл лучше не сразу, то есть не от начала до конца, а в первую очередь сделать несколько прихваток, что позволит избежать деформации материала из-за нагрева разных сторон.
- Если после того как вы сварили изделие и отбили шлак, образовались пустоты, то необходимо проварить данные места повторно.
- Отбивая шлак, обязательно надевайте защитные очки или сварочную маску хамелеон.
Чаще всего в быту используют электрод «тройку», хотя стандартные инверторы могут потянуть и «четверку», чего вполне достаточно. Что касается силы тока, то менять ее и подбирать необходимое значение можно в процессе сварки, выставляя оптимальный режим. Тут нужно учитывать, что если показатели будут меньше, чем нужно, то электрод прилипнет, при слишком больших значениях может образоваться дырка.
В задачи сварщика входит соединить друг с другом кромки двух деталей и сверху шва наплавить расплавленный металл стержня электрода.
Во время приваривания стального уголка к металлическому столу лучше не просить кого-либо помочь подержать заготовку, поскольку для него это может закончиться ожогами глаз (слизистой или сетчатки) и кожи от брызг расплавленного металла. Лучше всего воспользоваться магнитными уголками или струбцинами.
Для того чтобы подобрать оптимальный ток для сварки, воспользуйтесь следующим советом.
Возьмите заготовку из металла и начните варить на сильном токе. Если образуются дырки, нужно его уменьшить. Таким образом, подбирается сила тока, при которой металл не будет прожигаться. Здесь нет никаких секретов сварки инвертором, главное для начинающих – это практика и опыт, который приходит со временем.
Для тренировки можно использовать ржавые металлические куски и набивать на них руку. Возможно, достаточно будет сжечь пару электродов на прихватках по ржавчине, чтобы качественно сваривать уже хороший металл.
Прежде чем приступать к сварке, обязательно зачищайте детали, стыки от краски и ржавчины до чистой поверхности.
Рекомендуем статьи
- Виды сварочных работ: общепринятая классификация
- Автоматическая сварка под флюсом: суть процесса
- Полярность постоянного тока при сварке металла
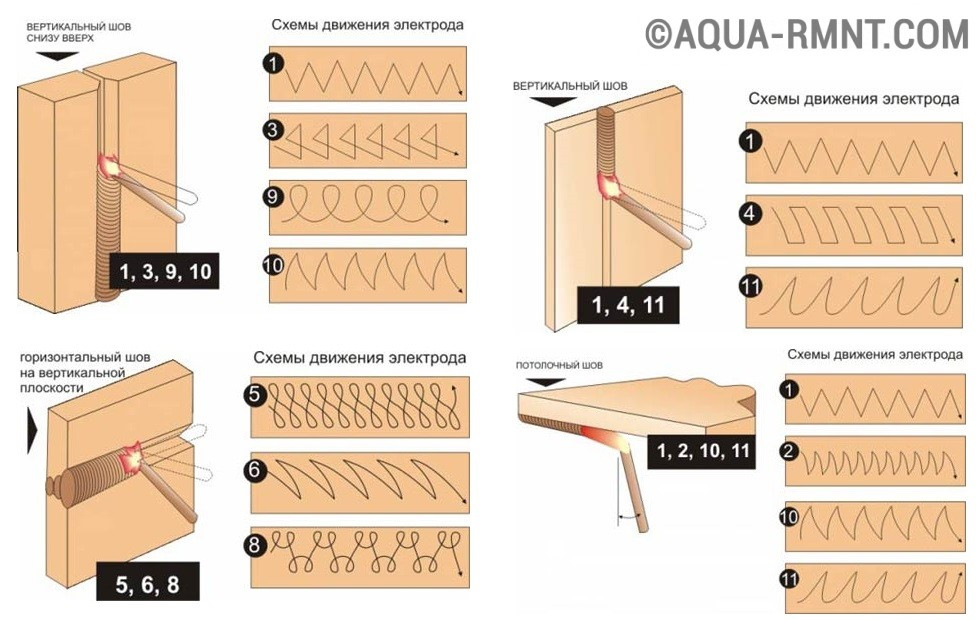
Вертикальная сварка инвертором для начинающих сложная задача, однако если вы научитесь выполнять красивый шов в таком положении, то горизонтальный будет идеальным.
Вот несколько рекомендаций:
- Никогда не работайте отсыревшими электродами или теми, у которых отбита обмазка. Хранить их следует вдали от влаги, а если все же необходимо высушить, то сделать это можно либо в духовке, либо в электрической печи.
- Чтобы научиться качественной сварке, нужно тренироваться, поэтому чем больше вы используете электродов и металлических заготовок, тем лучше будут швы. Начав работать с забором из профнастила, через некоторое время вы сможете взять на себя более сложные задачи (сварку теплиц, арок, калиток, распашных и откатных ворот, козырьков над домами, а также приспособлений и инструментов, использующихся в быту).
Каждый человек, зная основы сварки инвертором для начинающих, может сделать качественные, ровные и красивые сварочные швы, главное – больше практиковаться и не бояться жечь электроды.
Дуговая сварка: в чем разница между сваркой на переменном и постоянном токе?
Делиться:13 сентября 2021 г. Сварка за меньшие деньги
Для тех, кто не имеет опыта сварки или не имеет какой-либо сертификации, может показаться запутанным услышать обо всех различных типах сварки. Обычно это может включать обсуждение дуговой сварки на переменном и постоянном токе. Оба они являются допустимыми типами сварки, но у них есть свои различия и правильное применение. Продолжайте читать ниже, чтобы узнать об основных различиях между дуговой сваркой на переменном и постоянном токе.
Что означают переменный и постоянный ток? Основная разница между этими двумя сварными швами связана с полярностью. AC означает переменный ток, а DC означает постоянный ток. Другими словами, постоянный ток использует одну полярность, которая может быть отрицательной или положительной, тогда как переменный ток использует переменную полярность между положительным и отрицательным постоянным током. Оба типа сварки имеют определенные преимущества, и для каждого из них требуется различное оборудование.
AC означает переменный ток, а DC означает постоянный ток. Другими словами, постоянный ток использует одну полярность, которая может быть отрицательной или положительной, тогда как переменный ток использует переменную полярность между положительным и отрицательным постоянным током. Оба типа сварки имеют определенные преимущества, и для каждого из них требуется различное оборудование.
Сварка постоянным током является предпочтительной формой сварки для большинства применений. По сравнению со сваркой на переменном токе, сварка на постоянном токе обеспечивает более плавную сварку, меньшее разбрызгивание и более стабильную дугу. Он также лучше проникает в металл сварного шва, что в большинстве случаев обеспечивает более прочную связь, чем сварка на переменном токе. К сожалению, сварка постоянным током не подходит для сварки алюминия, потому что она не может производить нужное количество тепла. Кроме того, он не может устранить проблемы с возвратом дуги, возникающие, когда дуга блуждает или выходит из соединения. Кроме того, когда дело доходит до покупки сварочного аппарата, оборудование постоянного тока стоит дороже, поскольку для переключения тока требуется внутренний трансформатор.
Кроме того, когда дело доходит до покупки сварочного аппарата, оборудование постоянного тока стоит дороже, поскольку для переключения тока требуется внутренний трансформатор.
Несколько недостатков сварки на постоянном токе на самом деле заключаются в том, что сварка на переменном токе имеет преимущество. Он поддерживает сварку при более высоких температурах, что делает его отличным вариантом для сварки алюминия и удаления оксидной пленки на металле. Он также может решить проблемы, связанные с дуновением дуги, а переменный ток делает ее более стабильной при сварке магнитных материалов. Поскольку сварка переменным током не требует внутреннего трансформатора, как сварочные аппараты постоянного тока, сварочные аппараты переменного тока дешевле, что может сделать их лучшим вариантом для начинающих. И наоборот, сварка переменным током дает сбои в области сильных сторон сварки постоянным током, а также в нескольких других областях. Ее труднее контролировать и она менее надежна, чем сварка постоянным током, она не такая гладкая и имеет тенденцию к большему разбрызгиванию.
Ее труднее контролировать и она менее надежна, чем сварка постоянным током, она не такая гладкая и имеет тенденцию к большему разбрызгиванию.
Сварка постоянным током является предпочтительным вариантом для большинства применений. Однако для определенных применений или металлов сварка переменным током может быть лучшим выбором. Для домашнего или начинающего использования все сводится к тому, что нужно сделать, но сварочные аппараты переменного тока дешевле. Цена может сделать их лучшим вариантом для дуговых сварщиков, которые хотят привыкнуть к основам и научиться сваривать или выполнять небольшие работы, прежде чем инвестировать в более дорогой сварочный аппарат постоянного тока.
Другим фактором, который следует учитывать, является мощность, потребляемая сварочным аппаратом. Сварочные аппараты переменного тока более универсальны, поскольку их можно использовать в розетках с напряжением до 110 вольт. Напротив, сварочные аппараты постоянного тока требуют большей мощности, и для обеспечения 220 вольт в доме или магазине необходимо будет подключить специальную розетку. Это может быть значительным вложением, поэтому рекомендуется получить больше опыта в области сварки, прежде чем переходить сразу к более дорогим сварочным аппаратам постоянного тока.
Напротив, сварочные аппараты постоянного тока требуют большей мощности, и для обеспечения 220 вольт в доме или магазине необходимо будет подключить специальную розетку. Это может быть значительным вложением, поэтому рекомендуется получить больше опыта в области сварки, прежде чем переходить сразу к более дорогим сварочным аппаратам постоянного тока.
Если вы ищете хорошее оборудование, которое можно использовать для обучения сварке, мы поможем вам. В Welding for Less мы предлагаем все, что вам нужно, чтобы приступить к работе как новичок, включая сварочные аппараты переменного тока, оборудование для обеспечения безопасности, аксессуары и многое другое. На самом деле, у нас есть сварочные аппараты для всех уровней опыта, включая варианты меньшего размера для новичков и качественные сварочные аппараты постоянного тока для опытных пользователей. Не стесняйтесь обращаться к нам по электронной почте info@weldingforless. com или звонить по телефону (877) 219-3936 с любыми вопросами, которые могут у вас возникнуть.
com или звонить по телефону (877) 219-3936 с любыми вопросами, которые могут у вас возникнуть.
Подано в: дуговые сварщики, дуговая сварка, как сварить, научиться сваривать
Делиться: Предыдущая статья Обучение сварке: главные ошибки сварки MIG и как их избежать Следующая статья Изучите навыки сварки: 5 проектов для начинающихEdducation: руководство для начинающих по сварке MIG
Edducation
by Edd China
14 декабря 2022 г. Чтение за 6 мин.
Фото: Чарли Маги Когда наступают зимние ночи, и наши классические автомобили отправляются в спящий режим, это идеальное время для изучения нового навыка.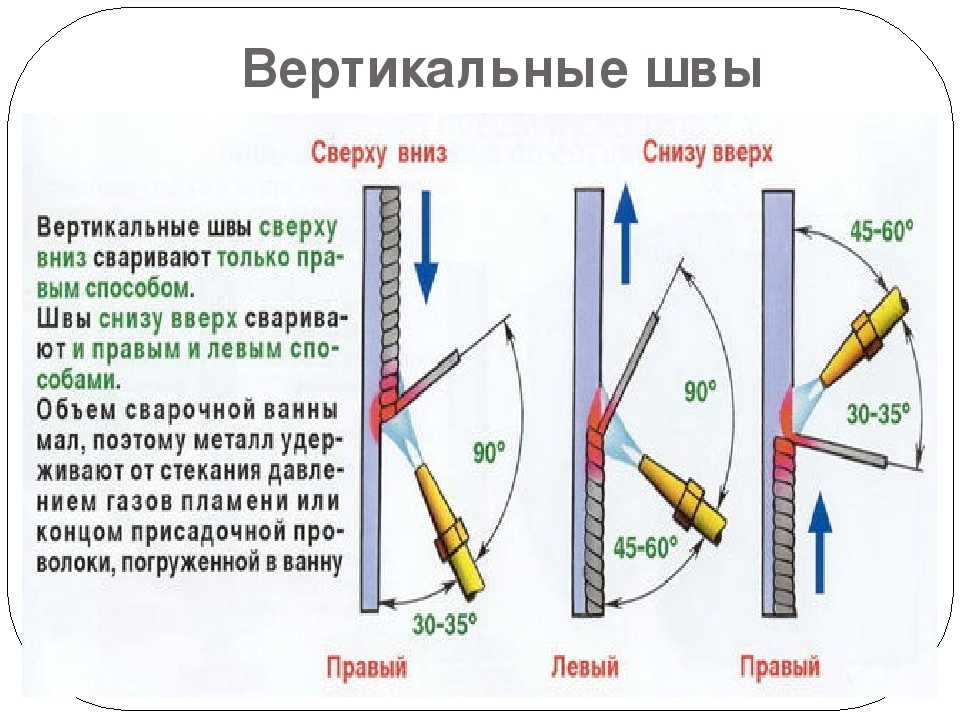 Люди склеивали металл на протяжении тысячелетий (египетские настенные рисунки определенно изображали пайку), но в середине прошлого века, около 1949, некоторые яркие искры изобрели сварку TIG и MIG, что означает вольфрамовый инертный газ и металлический инертный газ. Меня часто спрашивают, что я предпочитаю, но это действительно зависит от приложения.
Люди склеивали металл на протяжении тысячелетий (египетские настенные рисунки определенно изображали пайку), но в середине прошлого века, около 1949, некоторые яркие искры изобрели сварку TIG и MIG, что означает вольфрамовый инертный газ и металлический инертный газ. Меня часто спрашивают, что я предпочитаю, но это действительно зависит от приложения.
В обоих случаях используется нагревание, генерируемое электрической дугой, к кусочкам металла, которые вы хотите соединить вместе, чтобы их края расплавились вместе в общей луже расплавленного металла. Как только это остынет, вы получите действительно прочное соединение, потому что эти две части стали одним целым, но если вы только начинаете учиться сваривать, а ремонт, который вам нужно сделать, немного грубый и готовый, сварка MIG тот, чтобы попробовать. Если вы ошибетесь, вы можете отшлифовать его и начать все сначала, и это потенциально менее опасно, чем газовая сварка. Так что начните так, как вы хотите, и не рискуйте, делая все шаг за шагом и действуя с осторожностью.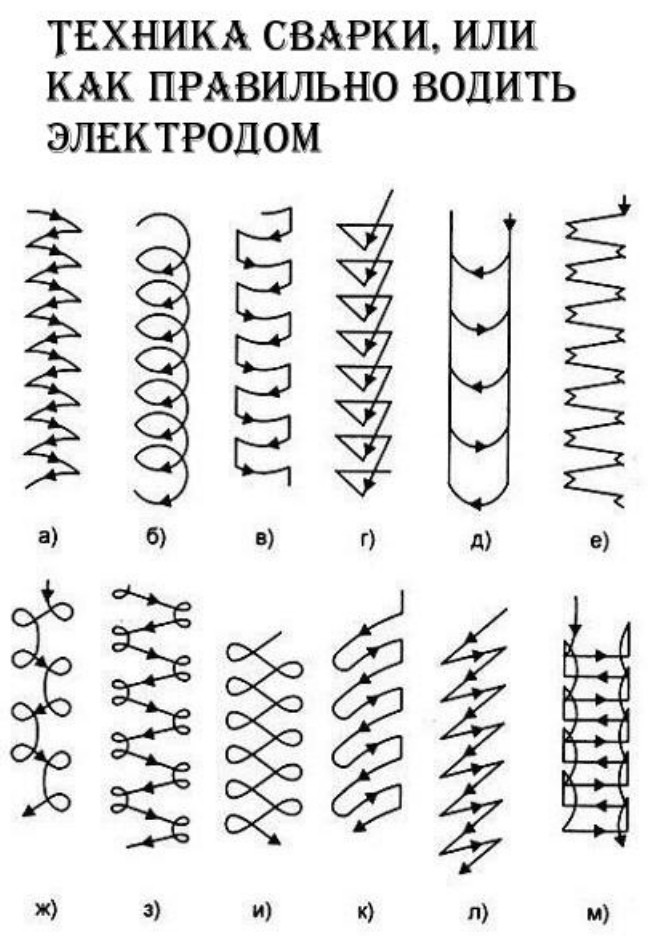
Ключевыми элементами комплекта, которые вам понадобятся, являются сварочный аппарат MIG/MAG, который часто можно использовать с газом или без него, питаемый от однофазной или трехфазной сети, и генерирующий искру с помощью трансформатор или и инвертор, то вам нужно выбрать свою проволоку, порошковую (для безгазовых) или сплошную проволоку с баллоном с инертным газом.
Катушка проволоки, которая чаще всего доступна в виде катушек весом 1 кг, 5 кг или 15 кг, автоматически подается через горелку сварочного аппарата MIG/MAG и вплавляется в сварной шов за счет тепла электрической дуги.
Для новичков я бы порекомендовал что-то вроде этого, но если вы хотите выбрать что-то более спортивное, то стоит рассмотреть такой синергетический инверторный сварочный аппарат GYS, потому что после предоставления ему некоторой базовой информации — диаметра проволоки и Толщина материала и тип соединения — это определит скорость проволоки и силу тока, необходимые для получения действительно красивого сварного шва.
Сварочный аппарат MIG/MAG использует трансформатор (традиционный) или инвертор (современный) для создания электрической дуги путем преобразования сетевого электричества в более низкое напряжение, но гораздо более мощный ток. Этот ток обеспечивает энергию для расплавления проволоки, подаваемой через горелку, а также металла, который вы свариваете вместе, и в результате получается лужа смешанных расплавленных металлов, которая создает прекрасный прочный сварной шов.
Защитное снаряжение является приоритетом Фото: Эдд Чайна через YouTube Энергия, исходящая от дуги, интенсивна, поэтому вам нужно защитить себя от нее. Как и солнце, оно излучает ультрафиолетовый и инфракрасный свет, который может вызывать рак кожи и наносить всевозможные повреждения вашим глазам, поэтому вам понадобится сварочный шлем. Я рекомендую приобрести «солнечную батарею», которая автоматически генерирует затенение ЖК-дисплея, когда вы зажигаете дугу, иначе вы будете постоянно перемещать экран вверх и вниз, когда прекращаете сварку, чтобы посмотреть, как у вас дела.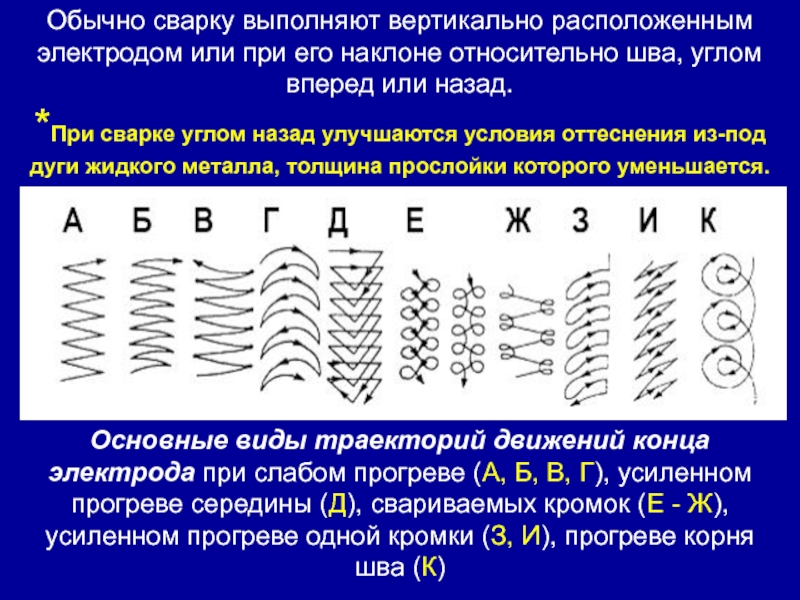 Это также означает, что ваши глаза будут защищены все время, пока вы работаете.
Это также означает, что ваши глаза будут защищены все время, пока вы работаете.
Вы также должны думать о ядовитых газах, которые исходят от вашей сварки и попадают в ваши легкие. По крайней мере, вы должны носить стандартную лицевую маску FFP3, но шлем с подачей воздуха, который перекачивает фильтрованный кислород из рюкзака на спине через небольшую пуповину, обеспечит вам наилучшую защиту. Последнее, что вам нужно, это большой сгусток расплавленного металла, выливающийся на вашу руку, поэтому наденьте пару прочных кожаных перчаток и помните, что ваша одежда легко воспламеняется, поэтому наденьте кожаный фартук. Если вы собираетесь действительно застрять, выберите теплоотражающую и огнестойкую куртку.
Сварочная проволока: размер имеет значение Фото: Edd China через YouTube. Диаметр используемого провода зависит от толщины материала, который вы хотите склеить, что, в свою очередь, определяет силу тока, необходимую для его плавления. Как правило, проволока доступна в диаметрах 0,6 мм, 0,8 мм, 1 мм и 1,2 мм, 0,6 мм обычно хорошо подходит для очень тонкого листового материала, и я предпочитаю проволоку 0,8 мм, потому что я обычно не делаю много очень тонких кузовных работ.
Если вы чем-то похожи на меня, вам будет любопытно узнать, что произойдет, если вы используете провод неправильного размера, и, конечно же, я провел много экспериментов. Например, использование проволоки 0,8 мм на тонком листе толщиной 0,8 мм создает слабый сварной шов, потому что вы заливаете соединение слишком большим количеством расплавленного металла. С другой стороны, использование проволоки 0,8 мм на материале толщиной 10 мм создает сварной шов без структурной целостности, потому что в проволоке недостаточно материала или тепла в дуге для выполнения работы. На первый взгляд это может не выглядеть как ужасный сварной шов, но при ближайшем рассмотрении вы увидите, что вокруг сварного шва почти не было обесцвечивания от тепла или какого-либо проникновения сварного шва в металл, потому что сварной шов был недостаточно горячим.
Какой сварочный газ? Фото: Edd China через YouTube При сварке MIG инертный газ используется для защиты электрической дуги и расплавленного металла от кислорода в атмосфере.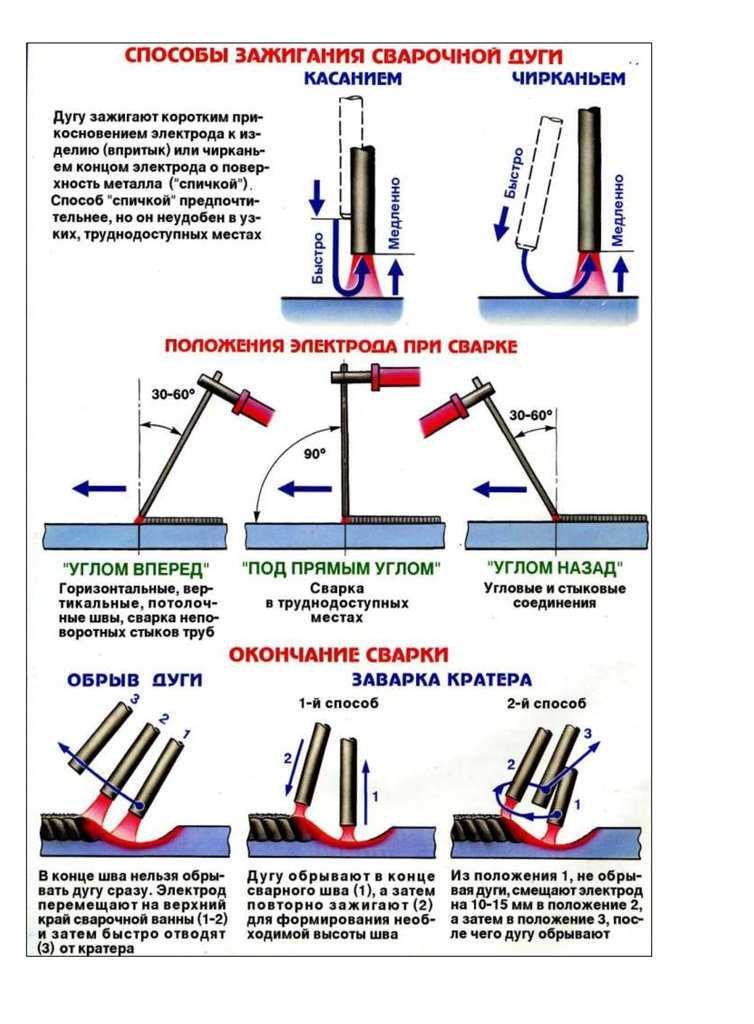 Несмотря на то, что сварка MIG, MAG сварка (металлический активный газ) часто используется в сочетании с газами, такими как CO2, добавляются к аргону, чтобы сделать сварку более реактивной. Без этого защитного газа расплавленный металл окислился бы или сгорел, но тип, который вам нужно использовать, зависит от его применения.
Несмотря на то, что сварка MIG, MAG сварка (металлический активный газ) часто используется в сочетании с газами, такими как CO2, добавляются к аргону, чтобы сделать сварку более реактивной. Без этого защитного газа расплавленный металл окислился бы или сгорел, но тип, который вам нужно использовать, зависит от его применения.
Существует четыре основных типа — чистый аргон для алюминия и сварки TIG, легкий, универсальный и тяжелый для сварки MAG — и каждый из них содержит разное количество углекислого газа (CO2). Как правило, легкие содержат 5%, универсальные 12% и тяжелые 20%, и идея состоит в том, что чем больше CO2, тем более реактивным становится сварной шов. Если вы используете тяжелый газ для легкой работы, вы получаете слишком большое проникновение, а если вы используете легкий газ для тяжелой работы, все происходит наоборот.
Как правило, когда вы работаете с тонкой сталью кузова автомобиля, лучше всего использовать легкий газ, но с одной оговоркой: если у вас есть что-то вроде шасси с небольшим количеством поверхностной ржавчины, это может помочь. иметь немного больше проникновения, чтобы помочь расчистить путь через него, и в этом случае универсальный газ может быть лучшим вариантом.
иметь немного больше проникновения, чтобы помочь расчистить путь через него, и в этом случае универсальный газ может быть лучшим вариантом.
После того, как вы определились со своим газом, следующее, что нужно сделать, это выбрать правильное количество, чтобы использовать его, чтобы создать этот защитный экран вокруг вашей работы. Если вы работаете на улице и немного ветрено, то, конечно, вам, возможно, придется немного увеличить мощность, но если у вас слишком много газа, вы повлияете на целостность сварного шва. Умный способ убедиться, что у вас есть именно то количество, которое нужно, — это использовать расходомер с гороховым стрелком. Как следует из названия, это просто горошина или шарик, помещенный в трубку, которая плавает над потоком газа на выходе вашей горелки MIG, что дает вам точное представление о фактическом потоке газа, защищающего ваш сварной шов. .
Как держать сварочную горелку Фото: Edd China через YouTube То, как вы держите горелку MIG, очень важно, потому что это влияет на формирование ванны расплавленной стали и пузырьков защитного газа вокруг сварного шва. Прежде всего, вы должны наклонить горелку на 45 градусов от горизонтали, перпендикулярно направлению сварки, а затем на 15 градусов назад от направления, в котором вы будете сваривать.
Прежде всего, вы должны наклонить горелку на 45 градусов от горизонтали, перпендикулярно направлению сварки, а затем на 15 градусов назад от направления, в котором вы будете сваривать.
Самое главное, в идеале вам нужно толкать, а не тянуть сварной шов вдоль вашего соединения, хотя это не всегда возможно при трудном доступе. Скорость, с которой вы тянете горелку, также оказывает огромное влияние на результат вашего сварного шва, который может быть сложно оценить, но то, что вы хотите услышать, — это приятное ровное шипение. Если вы будете работать слишком быстро, тепло не попадет в работу, а если вы будете работать слишком медленно, вы получите гораздо более толстый сварной шов, и слишком много тепла попадет в металл, из-за чего он обесцветится.
Держите огонь: финальная подготовка Фото: Malu Carriquiry на Unsplash Прежде чем применить все это на практике, вам нужно подготовить металл, потому что любая ржавчина загрязнит сварной шов.